
Abstract
In this study, the viscoelastic constitutive equation of continuous glass fiber reinforced polypropylene composites based on the generalized Maxwell model and SCFM model was constructed by combining genetic algorithm. Based on this, a multi-scale numerical model for describing material relaxation and creep is proposed, and the accuracy of different scale models was compared through experiments. The forming state of the workpiece under various stamping speeds and preheating temperatures was also examined using a hot stamping numerical model. The independent design of the hot stamping hemispherical mold was used to confirm the hot stamping model's accuracy. The study's findings demonstrate that the macroscopic model can accurately simulate the relaxation and creep of composite materials. The hot stamping simulation results are match up well with experimental results. Composite molding defects appeared at the waist of the part, and defects were accompanied by resin loss.
Keywords
Highlights
• Experiments on stress relaxation of polypropylene at different temperatures. • Constructed macroscopic and microscopic models of composite material. • Temperature has a great influence on composite's viscoelastic behavior. • The independent design of the hot stamping hemispherical mold. • Analyzed composite's hot stamping process by numerical simulation.
Introduction
In recent decades, the number of automobiles has grown sharply due to the automobile industry's rapid development, and the problems of energy shortage and environmental pollution have become increasingly prominent. For fuel vehicle, every 10% decrease in a vehicle's weight will promote an engine's efficiency by 6% to 8%, save fuel by 0.3 to 0.5 L/100 km, and reduce CO2 emissions by 8 to 11 g/100 km. For new energy vehicle, every 10% reduction in vehicle weight, the cruising range can be increased by 10%.1–4 The advantages of resin-based composites include their light weight, good molding processability, high strength, and excellent degree of freedom in design. Its application is considered to be one of the most important ways to achieve lightweight automobiles.5,6
The resin matrix can be divided into thermosetting and thermoplastic resins.7,8 Thermosetting resins have high strength and good heat resistance. 9 However, thermosetting composite materials have a long molding cycle, can only be molded once, and have poor environmental protection. 10 Therefore, researchers began to expand the application of thermoplastic composites,11–13 among which continuous fiber reinforced thermoplastic composites (CFRT) have become the focus of research because of their excellent performance and recyclability. The outstanding advantages of continuous fiber reinforced thermoplastic resin matrix composites include high toughness, high rigidity, high fatigue, high wear resistance and corrosion resistance, which are difficult for other resin matrix composites to simultaneously possess.14,15 The type, shape and properties of fiber largely determine the various properties of fiber reinforced composites. Glass fiber has emerged as one of the most popular composite reinforcing materials due to its high strength, high modulus, and excellent stability under high temperature conditions. 16 Continuous glass fiber reinforced thermoplastic composite materials are utilized extensively in many industries, such as the aerospace, rail transit, automotive. 17
Glass fiber reinforced thermoplastic composite is a kind of viscoelastic material, whose viscosity and elasticity co-exist in the deformation process and are time-dependent. Different types of mechanical relaxation phenomena, such as creep and stress relaxation, can be observed under different conditions when composite material is subjected to external loads. The viscoelastic behavior of composite material is the internal cause of its aging, which is significantly affected by factors such as ambient temperature, humidity, and load. 18 The viscoelastic constitutive model is capable of accurately describing the mechanical behavior of resin matrix composites both during the forming and curing processes. Viscoelastic model, path correlation model, and linear elastic model are the three constitutive models that are primarily used to analyze the forming process of composite materials. 19 The research on the viscoelasticity of composites started from the viscoelastic model of glass/graphite epoxy composites proposed by Lou and Schapery.19–21 On this basis, Hiel et al. 22 characterized the mechanical and shear properties of T300/934 graphite/epoxy resin unidirectional composites using thermodynamic analysis. Lee M. G. 23 studied the creep-relaxation behavior of carbon fiber composites under point loads, and obtained the degradation law of bending stiffness with time, which is consistent with the prediction results of the viscoelastic model. Starkova 24 demonstrated that the time-temperature-stress equivalence rule is also applicable to predicting the creep behavior of composites by applying the polymer time-temperature-stress equivalence principle to the nonlinear creep behavior of fiber reinforced thermoplastic composites. Numerical simulation analysis, which can reduce material costs and save time, has become more popular with the advancement of computer technology. Among them, multi-scale modeling method that can take into account both efficiency and accuracy have attracted more and more attention. 25 Multi-scale modeling method requires to build units of different scales. 26 The aim of the microscopic model is to study the properties of the composite materials with intermolecular forces between fiber and matrix or fine particle inclusion, while the macroscopic model directly corresponds to the mechanical properties of materials under structural parts or real test conditions. However, at present, most of the research objects on the viscoelasticity of composites are thermoset composites,15,27–31 and the researches on the application of multi-scale modeling to the deformation simulation of continuous fiber reinforced thermoplastic resin matrix composites are still lacking. Moreover, the majority of studies on the viscoelasticity of thermoplastic composites are carried out at room temperature.32,33
As one of the most important processing methods for continuous fiber reinforced thermoplastic resin matrix composites, hot stamping is a economical, convenient and reliable complicated part forming technology with easy fiber positioning, excellent interlayer properties, controllable porosity, simplified process and fewer human influence factors. 34 Studying the forming process of composite materials through numerical simulation analysis and subsequent experimental verification is a useful technique. Numerical simulation benefits more from the use of mesomechanical expressions because the changes in temperature and fiber content will affect the properties of composite materials. 35 The Reuse and Voigt models, complex periodic microstructural models (PMMs), and self-consistent field micromechanical models (SCFM) with periodic distributions are examples of straightforward mesomechanics-based models.25,36 M. Sadighi et al. 37 analyzed the effect of fundamental process parameters and layering sequence on the hemispherical thermoforming behavior and quality of thermoplastic composites using unidirectional glass fiber reinforced polypropylene as the raw material. They also determined the forming differences between unidirectional fiber layering structures. Their study furnishes a theoretical basis for the forming of unidirectional fiber reinforced thermoplastic composites. Based on Voigt-Kelvin model and generalized Maxwell model, Dominik 38 proposed a strain-rate bending behavior model simulating unidirectional or fabric reinforcement, which took into account plane shear, tensile, bending stiffness and other mechanical behaviors. The results show that the generalized Maxwell method combined with nonlinear viscoelastic behavior is the most appropriate way to predict the occurrence and development of defects.
During the hot stamping process, there are four main deformation modes of composite materials: intra-layer shear, transverse flow, interlayer sliding, and resin penetration.39,40 Murtagh et al. 35 investigated how various process parameters affected the quality of laminates, and conducted friction tests of APC-2 material to determine its sliding behavior during deformation in the stamping process. Gilbert Lebrun et al. 41 evaluated the effects of interlayer temperature, drawing speed and normal pressure on interlayer shear stress and friction coefficient, and summarized the shear mechanism of glass fiber reinforced polypropylene composite under different states and its relationship with friction coefficient.
Haanappel et al.42,43 analyzed the formability of continuous fiber reinforced thermoplastics, discussed the deformation behavior of UD CF/PEEK and 8HS GF/PPS plates in the forming process of quasi-isotropic laminates, and suggested a torsion bar test used to characterize the shear mechanism of UD continuous fiber reinforced thermoplastic composites. However, the primary research technique for hot stamping thermoplastic composites involves quickly transferring the composites to the cold die for stamping after heating them to the target temperature.44–46 The cooling conditions, which are jointly affected by the transfer time and the drop in die temperature, will inevitably affect the molding quality of the parts. The effects of preheating temperature, mold temperature, time spent on transitioning, and stamping pressure on part thickness, crystallinity, and interlayer shear strength were examined by Lessard et al. 47 The findings indicate that the consolidation of parts is significantly influenced by the stamping pressure and die temperature. For some small-batch composite parts that require precision forming, such as in the aerospace sector, the temperature difference during the transfer process can have a signal influence on the forming accuracy. The research on the defects of hot-stamping parts is also in progress. A Onur Ozdemir et al. 48 studied the auricle defects and thickness distribution in the stamping process of continuous glass fiber reinforced polypropylene composite laminates, and the results showed that temperature had the greatest influence on the deformation of the parts among the four factors of stamping depth, stamping temperature, holding pressure and punch speed.
In this study, the viscoelastic constitutive equation of continuous glass fiber reinforced polypropylene composites based on generalized Maxwell model and SCFM model was constructed firstly by combining genetic algorithm. Based on this, a multi-scale numerical model for describing the relaxation creep of composite was established, and the accuracy of different scale models was compared by experiments. Furthermore, the numerical model of hot stamping was presented, and the forming state of the parts under different stamping speed and preheating temperature was analyzed. Finally, we carried out the hot stamping experiment through the self-designed hemispherical die, and the temperature of the workpiece die was controlled to ensure the high precision of the formed part. The hot stamping model's accuracy was confirmed, and the forming characteristics of the part were analyzed.
Theoretical Modeling and Experimental Methods
Experimental Materials
Properties of glass fiber. 49
Properties of PP.
Stress relaxation behavior of matrix
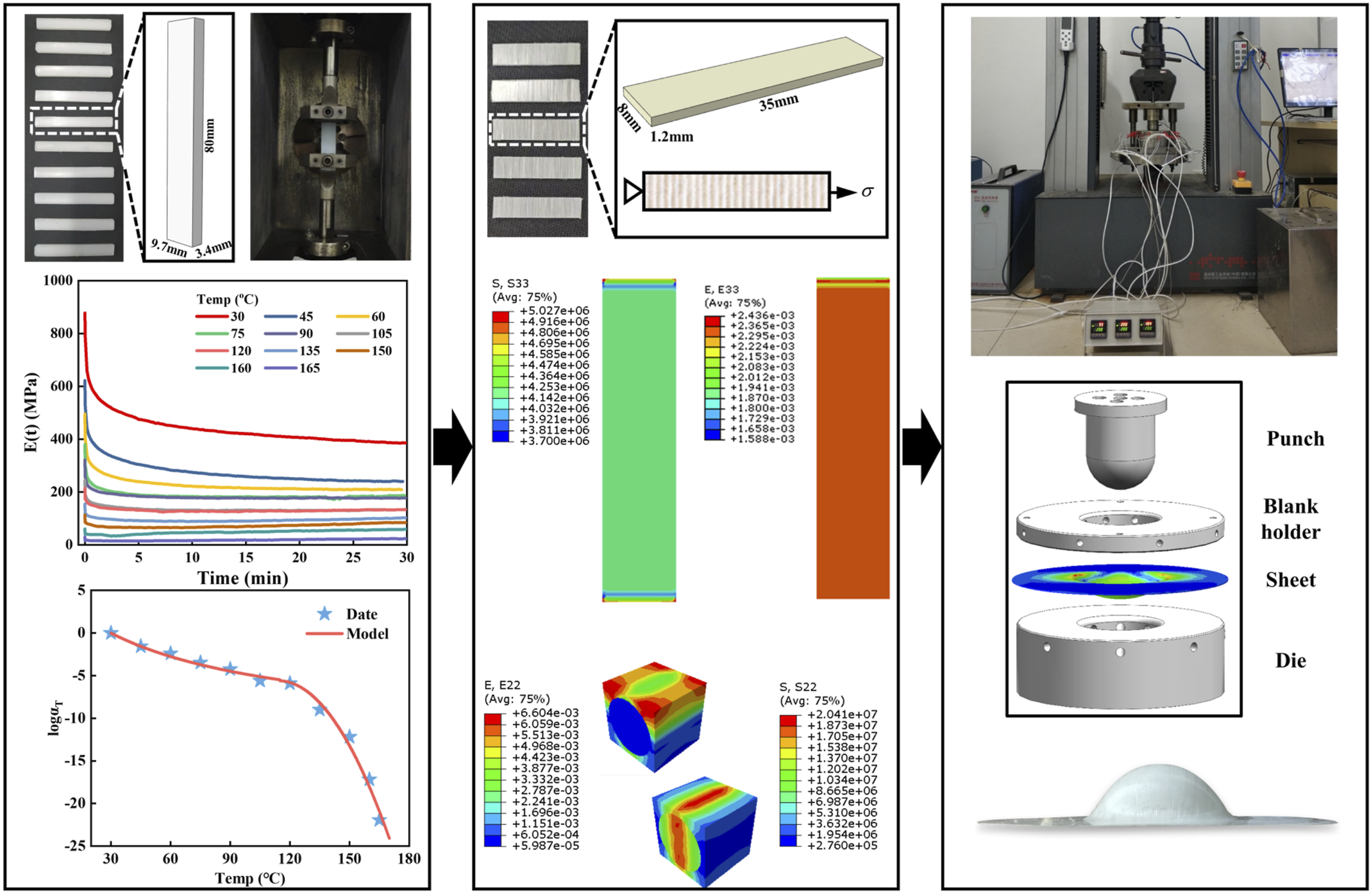
Thermoplastic resin-based composites often require heating during the processing and molding process to facilitate shaping. Due to the resin matrix's presence, thermoplastic resin-based composites show notable viscoelastic characteristics at high temperatures. The relaxation time of composites can be used as the resin matrix's relaxation time since the resin matrix primarily determines the viscoelastic properties of composites. To obtain the viscoelastic properties in a wide range of time domains and temperature scales, we conduct constant strain experiments on the resin matrix under various temperatures by utilizing dynamic mechanical analysis (DMA), and constructed the relaxation master curve of the resin matrix based on the superposition principle of time and temperature.
Injection molding was used to prepare the test samples. The injection temperatures were set to 190°C - 200°C - 200°C - 190°C, the injection pressure was 800bar, the back pressure was 100bar, and the cooling time was 20 seconds. After obtaining the injection-molded samples, their dimensions were polished to achieve 80 mm × 9.7 mm × 3.4 mm. On the EPLEXOR1500 N DMA instrument, relaxation experiments were subsequently conducted. The resin matrix PP samples were placed in a temperature box at a preset temperature for 30 min, and the tensile stress relaxation experiment was carried out after the insulation was completed. Figure 1 shows the samples which were prepared and the testing apparatus utilized for this study. (a) Resin matrix PP samples; (b) samples stress relaxation experimental equipment.
The variation trend of stress relaxation modulus of resin matrix PP at different temperatures is consistent, namely decreases rapidly at the initial moment, and the rate of decrease gradually slows down with the increase of relaxation time, finally approaching a constant value. Obtaining the mechanical properties of a wide range of time scales at a constant temperature is time-consuming, and obtaining mechanical properties of a longer time scale at a constant temperature is frequently impossible. According to the superposition principle of time and temperature, the stress relaxation process at a certain temperature for a long time can be obtained by superimposing the stress relaxation modulus-time curves under various temperatures. When the reference temperature is selected as 30°C, the main curve at the reference temperature of 30°C is created by splicing the modulus curves at various temperatures, which is displayed in Figure 2. When the reference temperature value Schematic diagram of conversion factor.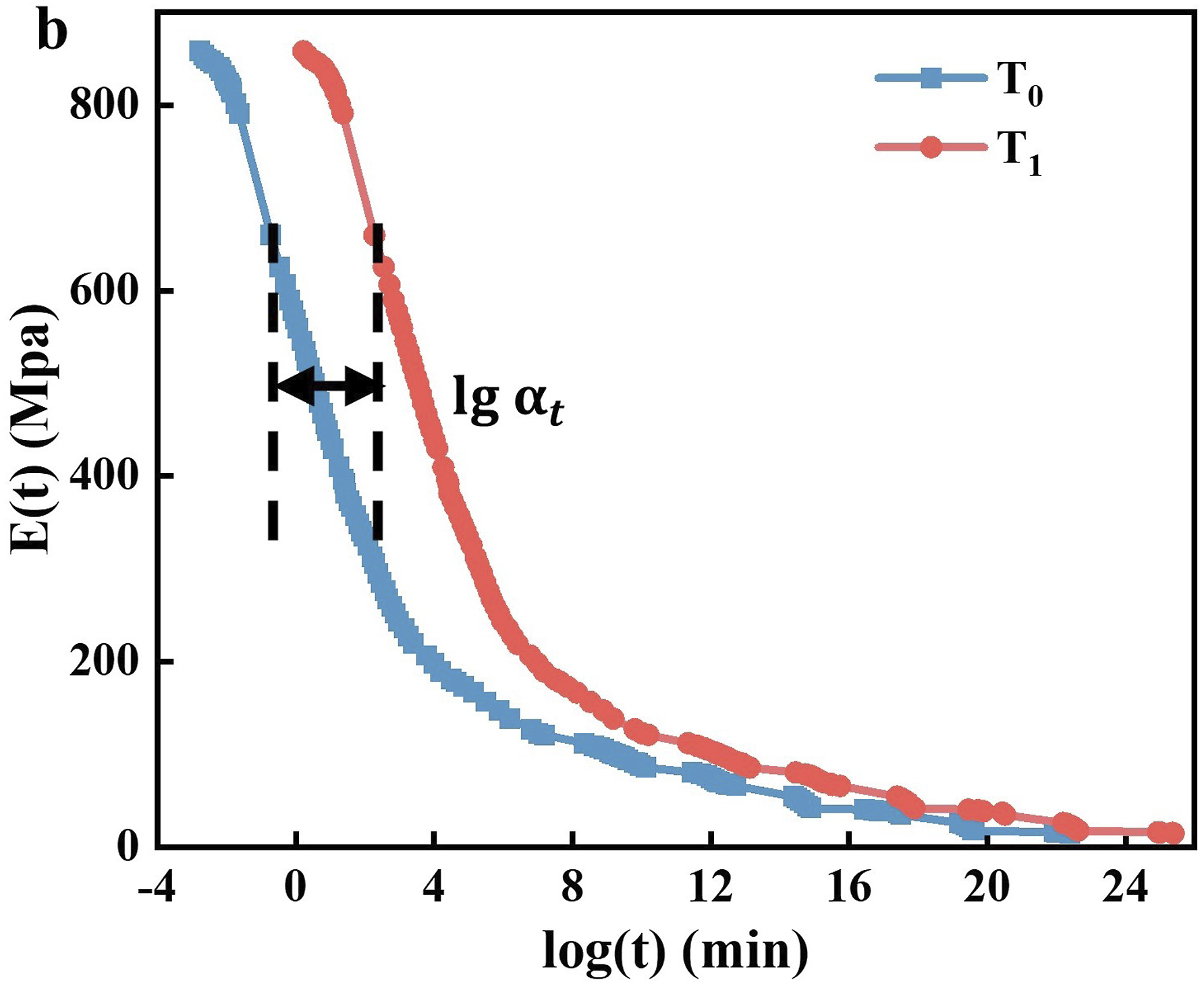
This study used a generalized Maxwell model to describe the viscoelastic properties of the polypropylene resin matrix. When a generalized Maxwell model with N Maxwell units is incorporated into the model describing the relaxation behavior of the resin matrix, the expression of the relaxation modulus is:
The stress relaxation curve of thermodynamically simple materials can usually be described by the power law.
It can also be described using discrete exponential series.
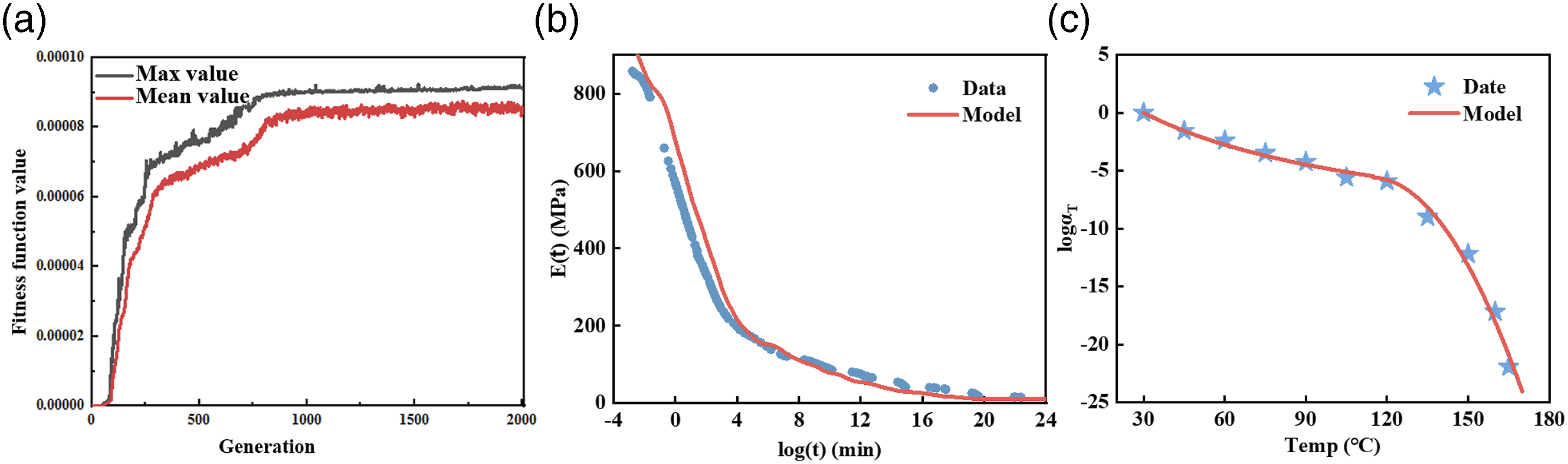
This study used genetic algorithm to to process the obtained stress relaxation behavior point data to acquire the parameters of the mathematical model describing the mechanical behavior of the material. The initial population is 500, the number of generations is 10,000, the crossover probability is 0.9, the mutation probability is 0.09, and the fitness function is set to:
The reference temperature of the main curve is 30°C, and the average and maximum values of the fitness function in each generation of the genetic algorithm are shown in Figure 3(a). Figure 3(b) shows the comparison between the real test data of stress relaxation and the model obtained by the genetic algorithm. It can be found that the genetic algorithm used in this paper can more effectively regress the primary curve of the resin matrix's stress relaxation behavior. This study used the WLF equation to describe the mathematical expression relationship between the conversion factor (a) Average and maximum values of fitness function; (b) comparison of stress relaxation modulus curves between regression curve and experimental data; (c) regression function of conversion factor and temperature compared with data.
Viscoelastic constitutive law
In general, researchers believe that the resin matrix has the same relaxation time and conversion factor as the composite material.25,50 The expression used in this study for the three-dimensional viscoelasticity integral is
51
:


Composite material can be considered as transversely isotropic material, and its stiffness matrix can be expressed as follows:
The stiffness matrix coefficient has the following form:
According to equations (7) and (9), the following equation can be obtained:
The expression of the relaxation stiffness 
The expression of the stress in 
The reduction time can be divided into discrete time periods namely: 
According to equation (11) and equation (13), it can be obtained: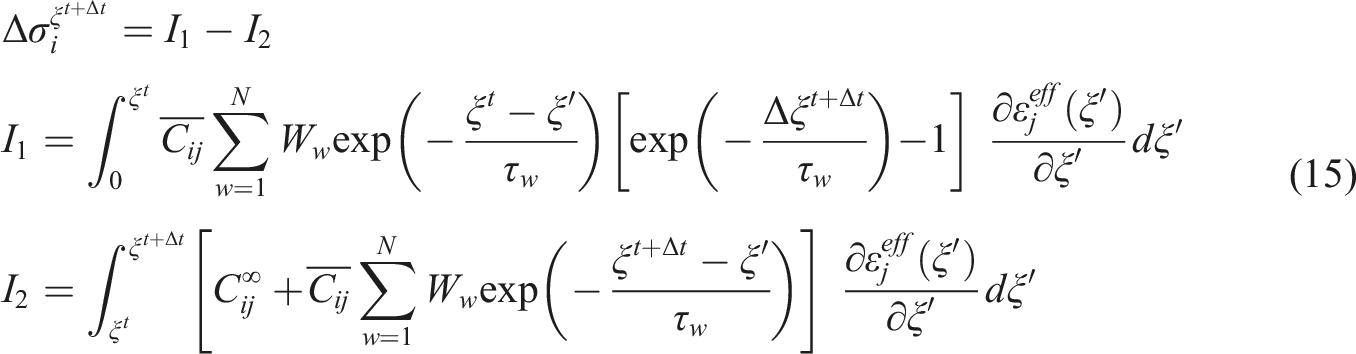
The expression of 
The expression of Si in the reduction time 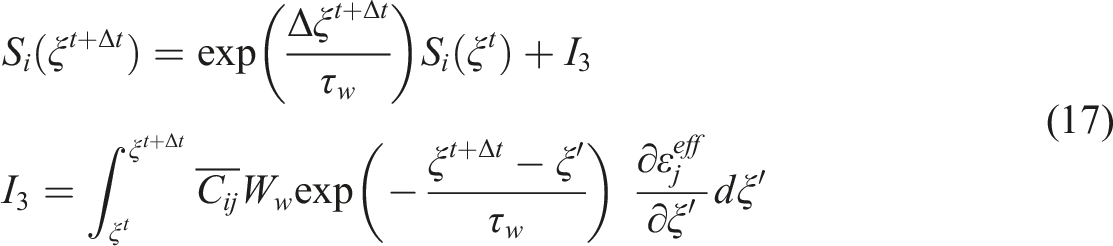
I3 can be obtained:
I1 can be expressed recursively as: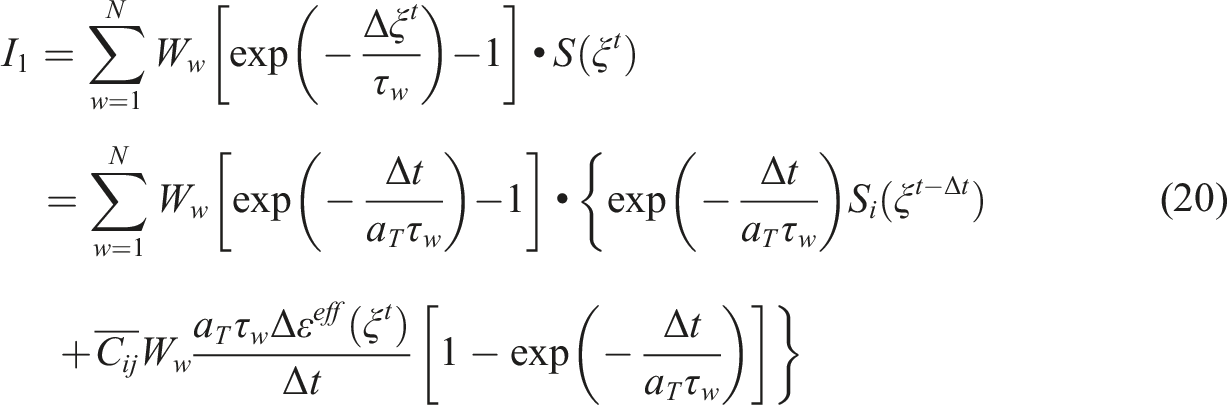


Combine equations (15), (21), and (22) to get:

Modeling and Experimental Methods
The viscoelastic constitutive models of the resin matrix PP and the composite material based on the Maxwell model were constructed by the subroutine UMAT of ABAQUS. First, the relaxation/creep experiment of the composite material has been carried out, and numerical simulations have been performed using models of different scales based on the experimental temperature, loading mode, and load value. The results were then verified and analyzed. Furthermore, this study has conducted hot stamping experiments on composite material by a self-designed hemispherical hot stamping apparatus. By comparing the difference between the simulation and the experimental results, the model's accuracy is confirmed.
In terms of microscopic analysis, we constructed an RVE model containing the matrix phase and the reinforcement phase and applied loads equivalent to macroscopic experiments. The composite material unit cell model is depicted schematically in Figure 4(a), where the fiber diameter is 60 μm. Figure 4(b) shows the stress relaxation/creep test sample. (a) Schematic diagram of composite material unit cell model; (b) composite material relaxation/creep experimental samples; (c) hot stamping experimental mold.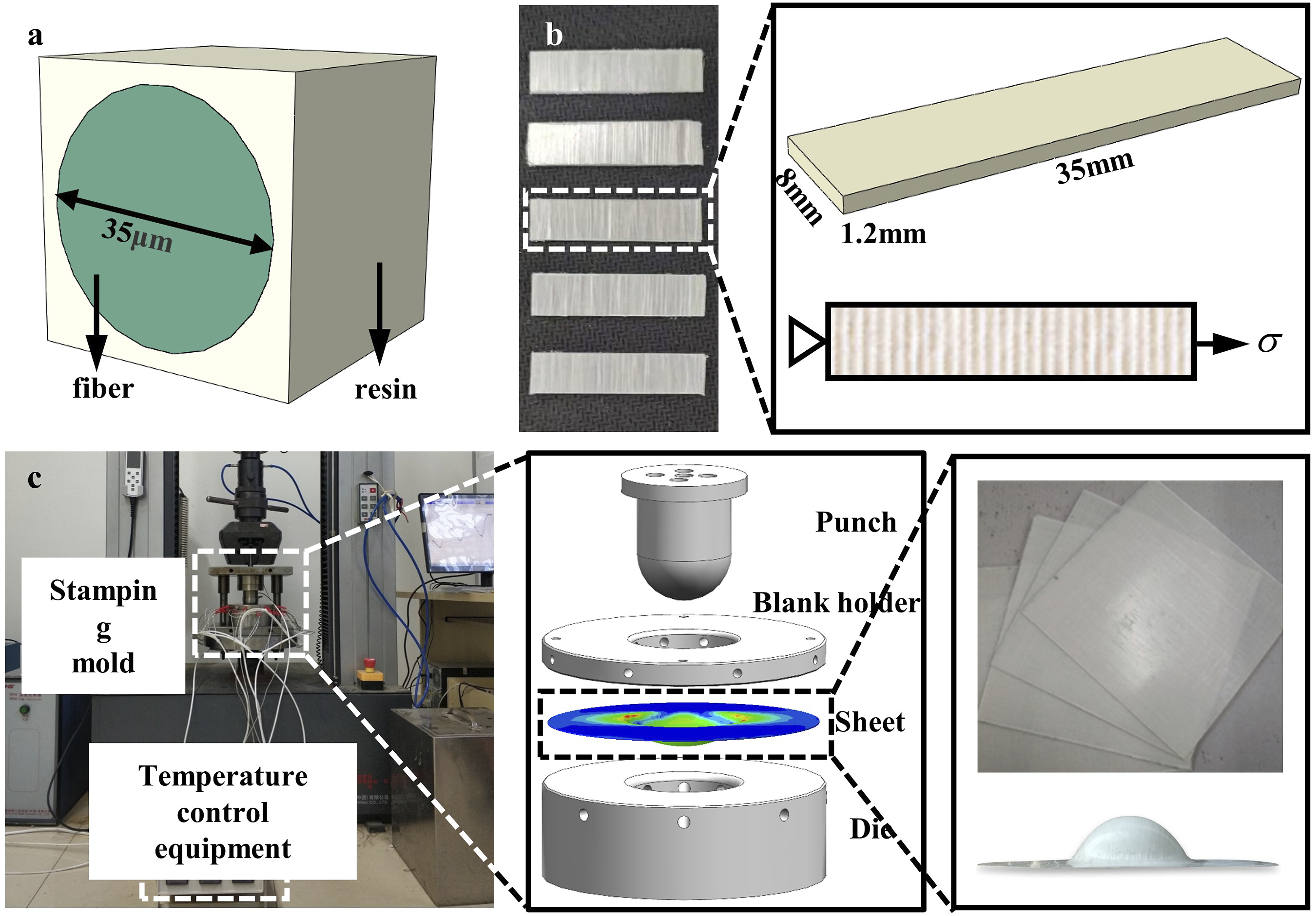
The composite experiment sample used in the stress relaxation/creep experiment is 4 layers of single-layer composite pressed with a thickness of 1.2 mm, in which the thickness of single-layer unidirectional continuous E-class fiber reinforced polypropylene composite is 0.3 mm.The temperatures were set as 20°C, 50°C, 80°C, 110°C, and 140°C, with a relaxation time of 15 minutes and an initial strain of 0.2%. Since the composite material's stiffness is low at high temperature, the initial stress was set to 5 Mpa when the temperature was lower than 50°C and 1 Mpa when the temperature was higher than 50°C.
Figure 4(c) shows the hot stamping experimental mold for the composite material. The radius of the punch is 30 mm, the outer diameter of the blank holder is 180 mm, the inner radius is 33 mm, the height of the concave die is 60 mm, and the inner radius of the die is 33 mm. A CMT5205 microcomputer-controlled universal testing machine made by MTS Industrial System (China) Co., Ltd. was used to construct the experimental device for the hot stamp forming of composite material. The laminated sheet formed by pressing and consolidating three layers of unidirectional composite material is used as the hot stamping material and stacked according to [0/90/0]. The blank holder exerted pressure on the composite material of 0.15 Mpa, and the composite material's friction coefficient with the concave die and the blank holder was 0.2. The preheating temperature was 140°C.
Results and Discussion
Relaxation behavior of Composites
Figure 5(a) shows the strain evolution of the composite material during the stress relaxation at different temperatures. The relaxation modulus of the composite material decreases sharply in the initial period of the relaxation experiment. As time progresses, the rate of decrease in the relaxation modulus slows down, and it gradually approaches a constant value at a certain temperature. When the temperature is lower than the crystallization temperature Tc (110°C) of the polypropylene matrix, the polypropylene matrix is in a rubber state, and the thermal movement of molecules is intensified with the increase of temperature, and the slip between molecular chains in the non-crystalline region are very easy to occur, so the stress decreases with the increase of temperature. However, when the temperature exceeds Tc, the matrix is in a semi-crystalline state, and stress concentration occurs between the crystalline region and the non-crystalline region. Therefore, the stress of the composite should also increase, but the experimental results show that the stress continues to decrease. It is speculated that the reason may be that at 110°C and 140°C, the crystallization region of PP matrix is also affected by thermal movement, and the interface adhesion between glass fiber and polypropylene matrix also deteriorates due to the increase in temperature, resulting in a decrease in the interface strength, so the stress of the composite material will also be affected. (a) Strain evolution during stress relaxation of composite material at different temperatures; (b) comparison of stress relaxation test and macro simulation results at relaxation time t = 1 sec; (c) comparison of stress relaxation test and macro simulation results at relaxation time t = 15 min.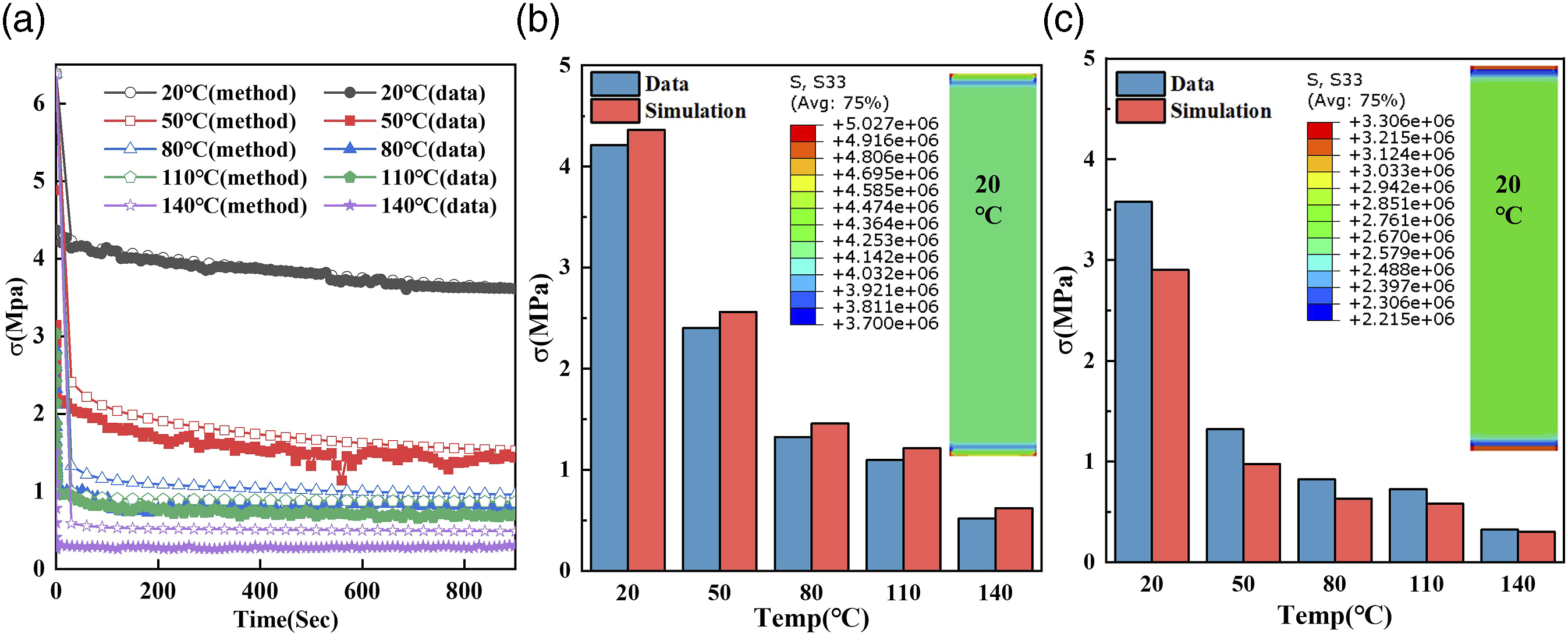
Figure 5(b) is the comparison of the stress value between the experimental results and the simulation results at the initial moment (t = 1sec) of the composite material. The comparison of the stress value between the experimental and simulation results of the composite material at the last moment (t = 15min) is presented Figure 5(c), and it is clear that the simulation results can be well consistent with the experimental values. In the simulation results of the macroscopic model of the composite material at the initial time (t = 1 sec), the stress value is slightly greater than the actual result, while at the final time (t = 15 min), the stress value is slightly smaller than the actual result.
In order to confirm the simulation results' precision of the microscopic model, python language was used to perform secondary development processing on the simulation results in ABAQUS to obtain the average stress of the composite material as the equivalent strain of a single cell, and the equivalent strain value was compared with the actual result. Figure 6(a) shows the microscopic simulation results of the stress relaxation at 20°C. Figure 6(b) and 6(c) present the comparison between the stress relaxation test and microscopic simulation results at the relaxation time of t = 1 sec and t = 15 min, respectively. The simulation results of the composite material microscopic numerical model are greater than the stress values in the experience at the initial and the final time of the relaxation process. Although the trends of the changes are the same, the simulation results are not accurate enough. (a) Microscopic simulation results of stress relaxation of composite material at 20°C; (b) comparison of stress relaxation test and microscopic simulation results at relaxation time t = 1 sec; (c) comparison of stress relaxation test and microscopic simulation results at relaxation time t = 15 min.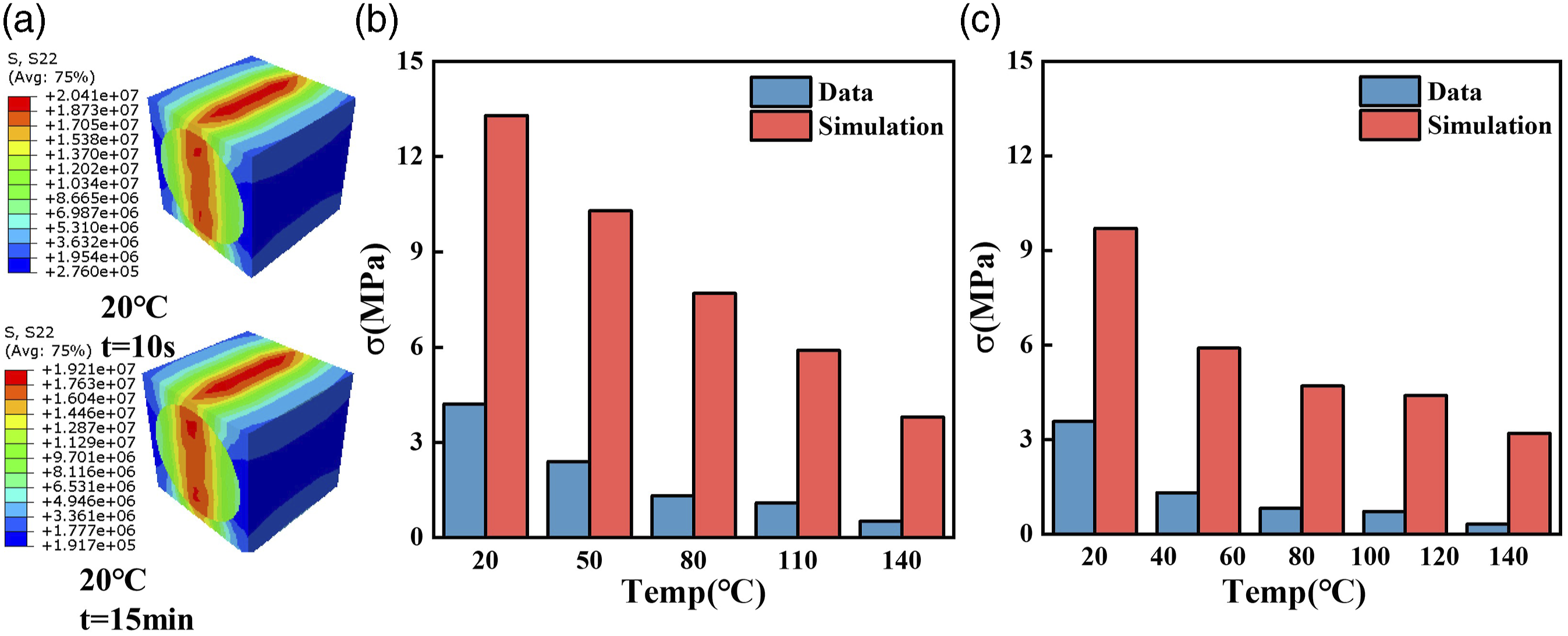
It can be seen that there are some differences between the results of the microscopic model and the macroscopic model in this paper. The reason is that the interfacial phase between the reinforced fiber and the resin matrix is not considered in the microscopic model in this paper. As an important structure of composite materials, the interface is the medium through which the applied load transfers from the matrix to the reinforced fiber. The structure, composition, properties, bonding mode and bonding strength of the interface have a certain influence on the mechanical properties and failure behavior of the composite. In addition, the difference of mesh division of the model will also affect the result. Therefore, the precision of the simulation results of the microscopic model simulating the relaxation behavior of composite materials in this paper is lower than that of the macroscopic model.
Creep behavior of composites
The macroscopic simulation results of the creep behavior at 20°C are shown in Figure 7(a), which displays the strain values of the composite material at the initial time (t = 1 sec) and the final time (t = 900 sec). Figure 7(b) and 7(c) show the comparison between the simulation results of the macroscopic model and experimental values of the composite material under different edge loads. It is evident that the creep strain of the composite material increases with the increase of temperature. The creep strain in the simulation results is higher than that in the actual results at 50°C, while the results in simulation are all smaller than that in experiment at other temperatures. At lower temperatures, the initial strain in the simulation results is basically the same as that in the experimental results, but at higher temperatures, the discrepancy between the initial strain in the simulation and experience becomes large. The reason for this phenomenon may be the error caused by assuming the composite material as a simple heat flux. After applying the initial stress to the composite material at the initial time, the initial strain is generated. As time passes, the creep strain increases, but the rate of the creep strain's change gradually decreases. Finally, the creep strain gradually approaches a constant value at a certain temperature. (a) Macroscopic simulation results of composite material creep at 20°C; (b) and (c) comparison of composite material creep simulation results and actual results under different side loads.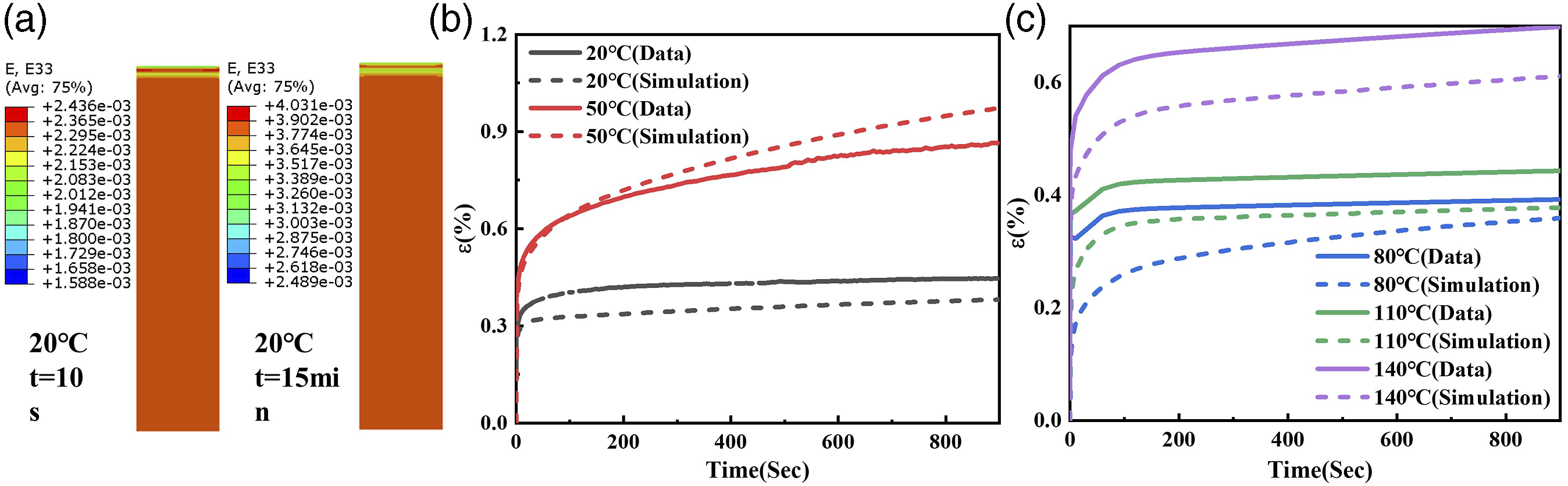
The simulation results of the single-cell model after applying equivalent edge loads are shown in Figure 8(a). After applying the equivalent stress to the model, the deformation of the reinforcing fiber in the single-cell model is small due to its high stiffness, while the deformation of the resin matrix is large due to its low stiffness. Similarly, through the secondary development of ABAQUS, the simulation results of the composite material microscopic model were processed to obtain the equivalent strain of the single-cell model, so as to acquire the creep evolution process、. The comparison between the simulation results of the microscopic model and the experimental creep results is shown in Figure 8(b) and 8(c). As can be seen, the simulation results' creep strains are all lower than those of the experimental results at various temperatures. The initial creep strains in the simulation results of the microscopic model are smaller than that in the experimental results at different temperatures. As time passes, the creep strain of the composite material increases, but the changing rate decreases. Finally, the creep strain approaches constant values at certain temperatures. (a) Microscopic simulation results of composite creep at 20°C; (b) and (c) comparison of composite creep simulation results and experimental results under different side loads.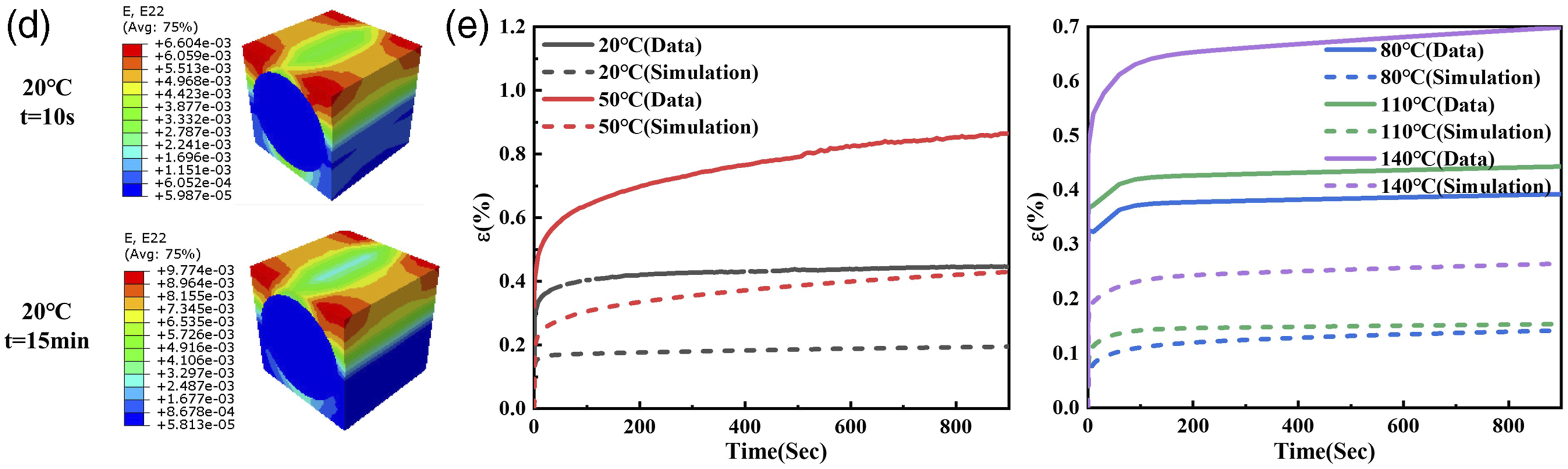
Through the comparison of Figures 5-8, it can be found that the accuracy of the macroscopic simulation results of the composite material is better than that of the composite material microscopic model.
Hot stamping of composites
To confirm the accuracy of the hot stamping model l and its applicability under different forming parameters, this study first stamped the composite material at different stamping rates with the preheating temperature set to 140°C, and compared the stamping force in the experimental values with that in the simulation. The comparison of the stamping force is shown in Figure 9(a). It is obvious that the variation curve of the stamping force in experimental results under different stamping rates has a good agreement with that in the numerical simulation results as a function of time. The stamping force under different stamping rates at the preheating temperature of 140°C has a little difference, and the stamping force increases with the rise of the stamping rate. The hot stamping experimental results of correspond well with the numerical simulation results. Figure 9(b) presents a comparison of the shape of the composite samples obtained experimentally and by simulation at various stamping rates. The shapes of the parts obtained under different stamping rates are basically the same. The shape is mainly influenced by the shape of the die and the stamping depth, while the stamping rate is less influenced by the molding parameters. The impact of punching depth on the forming force also has a similar trend. Overall, in the process of punching forming, when the punch is in contact with the sample, it begins to produce impact pressure, but because of the hysteresis of the material, it does not immediately produce a large impact force. As the punching depth increases, the impact pressure gradually increases. However, if the punching depth continues to increase to a certain extent, the impact pressure will begin to decrease with the increase of the punching depth, because with the increase of the punching depth, the internal part of the composite fiber begins to break, the material begins to damage, but due to the good combination of the fiber and the matrix, the material does not fail, and can still continue to bear the load. (a) The relationship between punching force and depth at different punching speeds; (b) comparison between experimental samples and simulation results.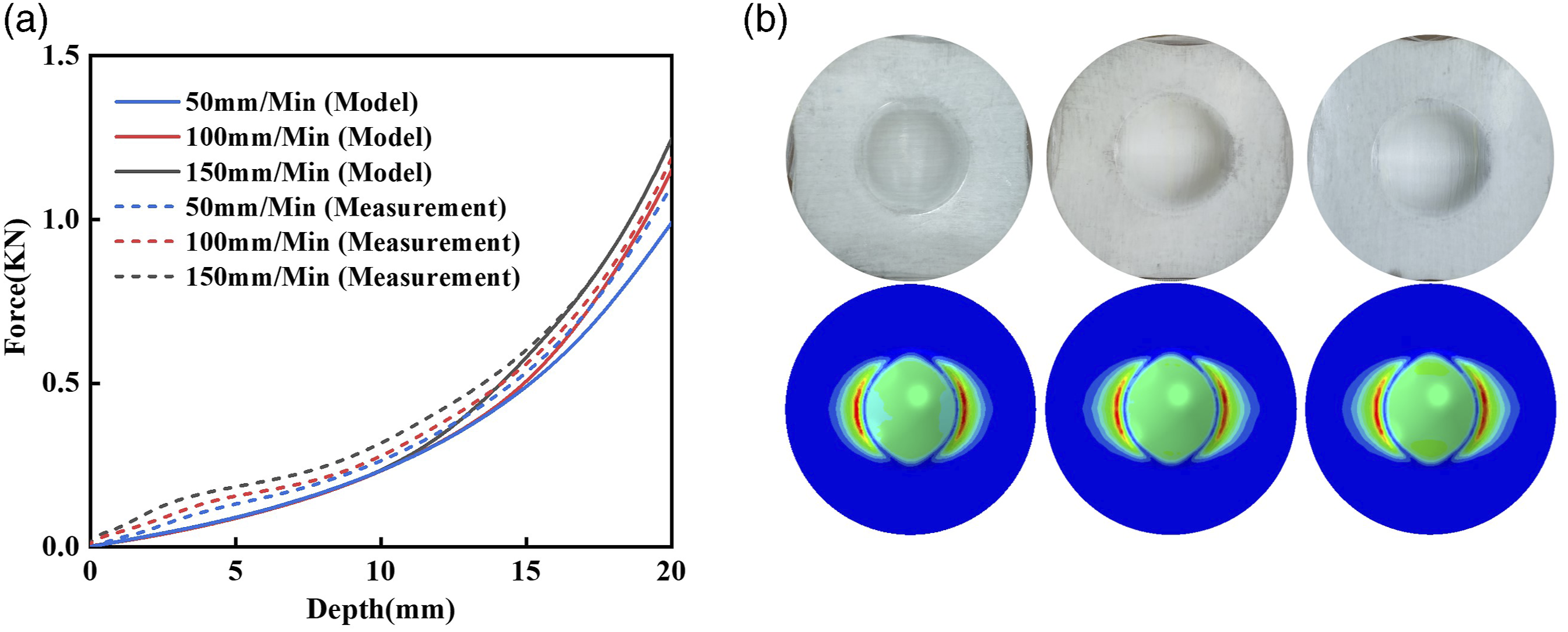
Figure 10(a) shows the longitudinal and transverse stress distribution curves at different preheating temperatures. The stress is symmetrically distributed along the path. The maximum stress occurs at the pole and waist of the sample. The top is deformed more due to the stamping force of the punch, while the waist is deformed significantly due to the restriction of the blank holder and the concave die. Because these two parts of the sample undergo large deformations, their stress values are greater. The edge area of the composite material blank is located between the blank holder and the concave die, and its stress value is smaller due to the smaller deformation. The properties of composite material are related to temperature, the stress distribution of the samples varies under different preheating temperatures. The higher the temperature, the more obvious its viscoelasticity is, and the lower stiffness it exhibits under the same forming conditions. The higher the preheating temperature, the lower the value of longitudinal and transverse stresses distributed in the composite part with the same stamping stroke. (a) Distribution curves of longitudinal and transverse stress at different preheating temperatures; (b) variation curves of longitudinal stress with stamping depth.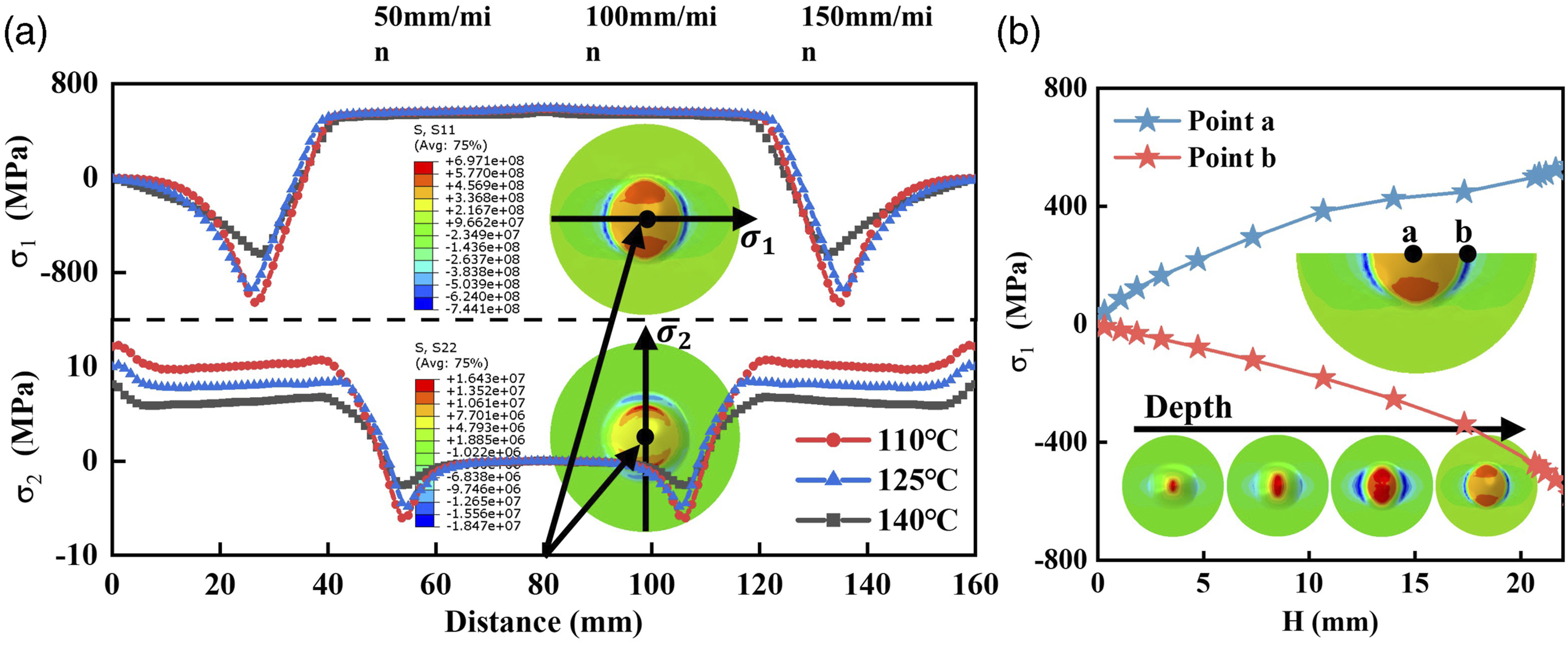
Figure 10(b) shows the longitudinal stress distribution of the sample at different stamping depths when the composite material blank is preheated to 140°C while the stamping speed is set to 50 mm/min. The longitudinal stress of the sample gradually increases with the increase of stamping depth. The longitudinal stress of the composite material sample is mainly distributed at the vertex and waist of the sample, and points a and b shown in the figure are the locations where the maximum longitudinal stress of the sample may occur. The longitudinal stress at points a and b gradually increases with the increase of stamping depth. When the stress closes a certain level, the sample will undergo fracture failure.
During the compression molding process, the sample may have forming defects when the punch reaches a certain stroke. Figure 11(a) shows the simulation results of hot stamping which indicate that the possible defect area is near the waist of the composite sample. Figure 11(b) shows the forming defect area of the experimental sample, clearly, the simulation and experimental results agree fairly well. When the defect area of the sample is magnified, it can be seen that the forming defect of the sample is accompanied by resin loss. The fiber is more susceptible to fracture due to the loss of the protective effect of the resin, which ultimately leads to forming defects in the sample. (a) Hot stamping simulation results at 140°C; (b) experimental part forming defect areas 140°C.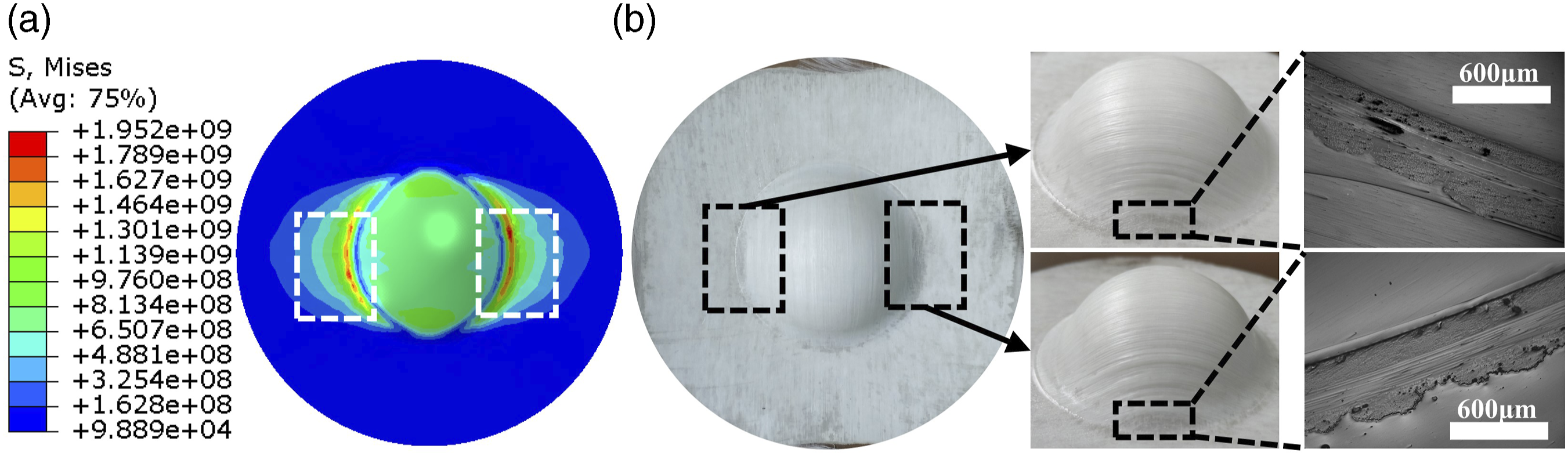
Conclusion
This study takes unidirectional continuous glass fiber reinforced polypropylene composite material as the research object. Firstly, the viscoelastic model parameters were obtained by studying the polypropylene resin matrix's stress relaxation behavior. Then, the stress relaxation and creep behaviors of the composite material were studied, and then verified the viscoelastic constitutive equation used in this study. Finally, a numerical simulation model of composite material hot stamping was constructed using the viscoelastic constitutive equation of the composite material used in this paper and validated. Meanwhile, we analyzed the impact of hot stamping parameters on the forming process of the composite material. This study provides a reference for the study of the viscoelastic behavior, the description of the viscoelastic behavior, and parameter acquisition. The main conclusions are as follows:
The generalized Maxwell model can well describe the polypropylene's stress relaxation behavior. The model parameters and conversion factor expression calculated by regression analysis of experimental values using a genetic algorithm were matched up well with the experimental results.
Temperature has a noticeable effect on composite material's viscoelastic behavior, including stress relaxation and creep. The viscoelastic constitutive equations of the polypropylene resin matrix and composite material were established using the UMAT subroutine of ABAQUS, and macroscopic and microscopic models of the composite material were constructed. By comparing the results of the two models with the experimental results of stress relaxation and creep of the composite material, it was found that the macroscopic model had better accuracy. The composite material exhibits a more remarkable viscoelastic behavior at higher temperatures.
The hot stamping simulation results and experimental findings agreed fairly well. The composite material's stamping force increased as stamping speed increased and decreased as preheating temperature increased. The forming defect of the composite material occurred at the waist of the sample, and the defect area was accompanied by resin loss.
Footnotes
Author contributions
Wei Guo & Jialong Zhao: writing—original draft preparation, conceptualization, methodology, validation, software, Jialong Zhao & Feng Zhao: review and editing, Wei Guo & Xiaorui Liu: validation, founding acquisition, Wei Guo: supervision, formal analysis, Wei Guo & Feng Zhao investigation, Wei Guo & Hongxu Yan: resources, Jialong Zhao: date curation, Tao Feng & Xiaorui Liu: project administration.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the 111 Project (B17034), the Key Research and Development Program of GuangXi (AB23026112), the Innovative Research Team Development Program of Ministry of Education of China (IRT_17R83), the Key Research and Development Program of HuBei (2022BAA073), the Fundamental Research Funds for the Central Universities (WHUTJMZX-2022JJ-07) and the Fundamental Research Funds for the Central Universities (WUT: 2019Ⅲ112CG).