
Abstract
The increasing usage of composite materials due to their lightness and high strength came along with a problem which is the accumulating waste of this material. Recycling is one of the sustainable waste management methods for composites. However, recycling of composite materials is a complicated process due to the complex nature of these materials where reinforcement and matrix are different components with different characteristics. In the evaluation of recycling methods for thermoplastic composites, many factors such as environmental effects and economic efficiency are taken into consideration. In this study, mechanical recycling of carbon fiber polyetherketoneketone (CF/PEKK) thermoplastic composite is carried out to show the feasibility of recycling by comparing the recycled and unprocessed material in terms of mechanical and thermal properties. Waste CF/PEKK materials are shredded and consolidated in a press and samples taken from the final product to carry out mechanical and thermal tests such as tensile, three-point bending test, dynamic mechanical analysis (DMA) and differential scanning calorimetry (DSC). Results indicate unprocessed thermoplastic composite shows 61% higher tensile strength and 79% fracture strength where recycled material shows a loss of 33% in flexural modulus.
Keywords
Introduction
Recyclable, easily shaped, weldable, lightweight, and durable thermoplastic composite materials have become an important research and application subject through the years in many industries. As the use of thermoplastic composites is increasing, the management of waste generated has also become an important problem. For example, in the aviation industry, if recycling is not completed until 2035, 23,360 tons of carbon fiber composite waste is expected to accumulate annually. 1 Waste management is a very important issue for the composite world, and it is a process in which the most appropriate solution is determined by evaluating it in terms of health, environment and economy. Traditional waste management methods or the EOL solutions which are used for composites are known as landfill and incineration have seen as environmentally hazardous in many terms. Microplastic formation and air pollution are one of the serious environmental effects of these waste management methods. 2 According to the European Union laws accepted in 2020, it is obligatory to evaluate and recycle all wastes suitable for recycling in landfills until 2030 and only 10% of the waste can be disposed to landfills until 2035. 3 In this context, recycling emerges as a viable method. Recycling of composites is a process that includes the collection, separation, and the application of the chosen method.
Three main recycling methods can be mentioned for composites. These are called thermal, chemical, and mechanical recycling. 4 In thermal recycling methods such as combustion and pyrolysis, the composite part is exposed to high temperatures and the matrix material in the composite scrap is combusted, whereas the reinforcement or known as the fiber remains still. 5 Since thermoset resins cannot be recycled after consolidation, carbon fiber and filler materials are seen as the most obtainable gain from waste composite piles which may be used as a source for other carbon fiber related products. 6 Thermal recycling studies are very limited in terms of thermoplastic composites since the method obstructs the recovery of the matrix. Pyrolysis was used to recover the fibers from a PA carbon fiber composite at temperatures ranging from 400 to 700°C. The diameters and tensile modulus of carbon fiber decrease with increasing process temperature since higher temperatures increase the fiber degradation. 7 The other recycling method for polymer composites is chemical recycling. The chemical recycling process takes place by separating the matrix material from the composite structure with a suitable solvent. The dissolution process is defined as solvolysis and is classified according to the solvent used. By solvolysis, the matrix and fiber recovery of the both materials from the waste composite is possible.8,9 Depending on the type of thermoplastic material, high temperature and pressure can be required to wear the resin.8,9
Last method is the mechanical recycling. It consists of several procedures such as the separation of composite waste, fragmentation, adding various additives and reshaping with different methods. The fragmentation method is determined according to demands such as the size, thickness and the type of the material to be recycled along with the size of the particles to be created. 10 With the shredder, the particle size that will be formed will be in the range of 50–100 mm, whereas the particles to be formed after grinding will be in the range of 10–0.05 mm where finer sizes required. 11
Early application of mechanical recycling of thermoplastic composites was investigated in 1996 where carbon fiber polyetherketoneketone (CF/PEKK) material grinds were used as a reinforcement over a virgin PEEK injection molding. Once the Virgin PEEK was compared with the recycled one, where 41% decrease in tensile strength. 12 In this context in 2016, an access door panel made of CF/PPS material was selected from the Gulfstream G650 elevator and rudder to be recycled by mechanical methods with a shredder. The recycled part provided an 9% reduction in weight compared to the existing carbon/epoxy hand fitting component.13,14 In the study where recycling of PEI based thermoplastic composite was investigated, virgin thermoplastic showed a higher tensile strength 232.1 ± 22.3 MPa, in comparison to the recycled one 185.3 ± 6.5 MPa, in tensile test. Also, for tensile modulus, virgin thermoplastic composite showed 42.1 ± 3.9 GPa, whereas the recycled one showed 38.9 ± 3.6 GPa in the results. 15 In the study of recycling of glass fiber PP, production of safety shoes from recycled composite is investigated. The toe caps produced from the recycled materials were subjected to impact and compression tests. The tests were applied to more than one recycled product with different structures, and as a result, it was seen that the strength of the extra thickened products with a higher fiber mass fraction was sufficient and in accordance with the standards, while it was seen that the noses with a less fiber mass fraction and without extra thickening did not comply with the standards and were damaged as a result of the test. While the extra thickened nose with a 60% mass fiber fraction complies with the standard, the noses with a less mass fiber fraction (60%) are not accepted by the standard. 16
High voltage (pulse) fragmentation (HVF) is an electromechanical shredding process using electricity to separate matrices from fibers. The difference in charge between the mineral boundaries draws the discharge energy, and the shock wave coming from the discharge weakens the mineral boundaries and breaks the material. In the general working principle repetitive pulsed electrical discharges in a dielectric liquid medium, usually water.17,18 In a study where recycling of carbon fiber reinforced thermoplastic composites with electrodynamic fragmentation was examined, two different door hinges made of virgin 20 mm chopped tapes and recycled particles were mechanically compared. As a result, while the ultimate load of the material produced with 20 mm virgin chopped taps was 4.146 kN, the ultimate load of the recycled product obtained from the electromechanically crushed particles was found to be 3.464 kN. It was observed that the ultimate load of the product injection molded from granules of the same product was 2.918 kN. 19 Some of the existing studies relies on the recycle of thermoset composites to obtain carbon fiber and use in the thermoplastic composite as a reinforcement material. These studies were not included as a thermoplastic recycling.
This present work aims to prove that it is possible to recycle high performance thermoplastic composites in a sustainable way. In this direction, CF/PEKK wastes were recycled mechanically and to show the feasibility of recycling, virgin and recycled materials were compared with DMA, DSC, tensile and bending tests.
Experimental study
Selection of the materials
To define a feasible recycling method, the type, condition and characteristic of the material plays an important role. Given that the precise type of polymer is unknown, recycling an industrial waste that contains thermoplastic composite materials can be extremely difficult. In our investigation the most advantageous option was to select CF/PEKK as the recycling material when different thermoplastic composite wastes were compared. By evaluating the existing studies for thermoset and thermoplastic polymer composites, a recycling study with CF/PEKK is chosen since there are no available existing studies to consider as a guidance for further investigations.
ABS, PEI, PPS, PEEK, PEKK and LM-PAEK, which are six widely high performance used thermoplastics were seen as candidates of the matrix structure of carbon fiber composite, and it was decided to choose one of the PAEK family members, which has the greatest importance in the aerospace composite market. 20 Then, PEEK and PEKK which are the two main potential materials for the recycling studies were compared. Among the basic properties of both materials, they are known to have high mechanical strength, high temperature resistance, fatigue resistance, and low flammability.21–23 The molecular structure of PEEK consists of 1 ketone and 2 ethers meanwhile PEKK with reverse molecular structure contains 2 ketones and 1 ether. The structure of PEKK is given in the Ref. 24
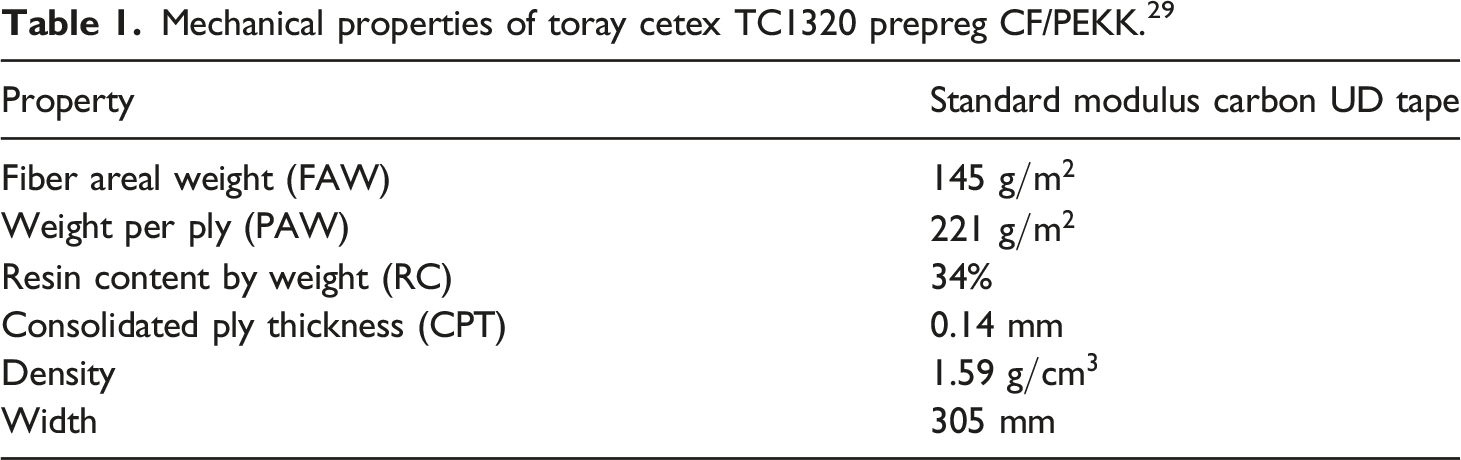
Mechanical properties of toray cetex TC1320 prepreg CF/PEKK. 29
Selection of the recycling method
Three mentioned methods have been studied in detail with an aim to find the most effective one to apply to the CF/PEKK thermoplastic composite waste material. These methods are examined by many factors such as the applicability, environmental factors, cost, and suitability for the selected material. Thermal and chemical recycling methods are not preferred due to requirements for special facilities, high investment costs, and environmental concerns. Decomposition temperatures for some thermoplastic resins are evaluated as PP 400°C–500°C, PC 420°C–600°C, PEEK 550°C–640°C which requires high energy consumption due to high temperature requirements.9,30 Furthermore, only fiber material can recover yet the quality of the recovered material is highly affected from the process conditions. The cost of chemical reactors is high and chemical solvents are highly risky since they may cause health and environmental problems through toxic substances.
Mechanical recycling seems to be the most applicable method for experiments where it is applicable even in limited facilities. Mechanical recycling is suitable for used and post consumption wastes, it does not create ash, toxic waste or hazardous gases since there are no chemical reactions or chemical substances throughout the process. Although the electromechanical method has some advantages in terms of material quality, it has a major disadvantage; energy requirement. In this method, electrical shredding takes place. Therefore, a traditional mechanical shredding method is preferred when the facility requirement and energy cost are considered.
In the cases of where the polymer characteristics of the thermoplastic composite that will be recycled is unknown, all of the methods may be evaluated. Here the first thing to consider should be the decision of whether the recycling of the polymer is also important or not. If the matrix in the composite structure is also wanted to regain by recycling, thermal methods are not an option. However characterization of the polymer before recycling process may require additional tests such as thermal analysis, spectroscopy or micro analysis to define chemical and physical properties. By understanding the composition and structure of the thermoplastic composite, it becomes easier to devise appropriate recycling methods. In the importance of the recycle of the polymer only the thermal recycling is not applicable. If the tests required for material characterization exceed the budget limit, or if the purpose of recycling is simply to recover the fibers, thermal, chemical and mechanical methods are applicable therefore the mentioned facts such as effects over the environment, requirement of the investment and facility or energy costs are criteria to keep in mind.
In this study, as a result of researches for a feasible method, a recycling procedure where mechanical disintegration of the waste with shredding and reshaping the material with compression molding without adding any additional virgin resin was planned since the material type is known and other methods are considered out of scope in designing of experiments or environmental and cost effects considered.
Mechanical recycling of carbon fiber polyetherketoneketone
Experimental work was first started by collecting waste CF/PEKK parts which is out of usage. Two different waste parts were taken from the Turkish Aerospace Industry production line. These parts were the waste of aircraft ribs made of Toray Cetex TC1320 prepreg CF/PEKK used in a project. Figure 1 shows the waste materials and the pieces obtained after shredding. The piece shown in Figure 1(a) has thickness of 3 mm, dimensions 295 × 413 mm, and this piece is a waste of a cured part after machining to net EOP. The piece given in Figure 1(b) is a very thin piece that was wasted during production where its thickness is 1 mm and dimensions are 148 × 210 mm. Two same materials with different sizes were desired for the experiment to observe the effect of thickness and waste size on the test result. Test coupons at certain standards which will be mentioned in the results and discussion sections were cut from both pieces by Dotco air router before the processes. As a result of the experiment, different parameters over the recycled and virgin or known as the unprocessed material is aimed to be compared. (a) Thick waste CF/PEKK and particles after shredding process (b) thin waste CF/PEKK and particles after shredding process.
First, both waste materials were mechanically divided into large and small pieces of random sizes. In this study the size of the shredding was not taken into consideration since it was another factor that may affect the study which would make results more complicated. Our aim was to study the material thickness and size over the parameter. The materials were not thick, so it was shredded by hand and Dotco air router which was provided by the company.
After the materials were shredded, the plate was formed. For this, the compression molding technique was performed by applying the preparatory procedures shown in Figure 2, using a hydraulic press. The thermoplastic hydraulic press was developed in house and it is used for company projects. First of all, a high temperature resistant release film which is special for thermoplastics was laid on the hydraulic press tool and two shredded pieces were placed at the corners of the tool. Then, a special release film was laid on it again and the edges were closed with tapes made of the same material. Additionally, to obtain test coupons for unprocessed or known as virgin material 21 layers of Toray Cetex TC1320 prepreg CF/PEKK is consolidated in the same hydraulic press as a 300 × 415 mm plate with the same lay-up procedure and curing parameters applied to the waste material. (a) Placement of CF/PEKK wastes on hydraulic press tool with the first layer of release film (b) second layer of release film to prevent contact of material CF/PEKK material with tool (c) sydraulic press machine.
In the hydraulic press process, the materials were heated up to 380°C with an increase of 10°C per minute where 30 min of dwell time is used for curing. 100 tons of pressure is applied by the press by cooling the part at a decrease of 10°C per minute until the temperature dropped to 40°C to obtain a flat plate with a thickness of 3 mm.
The two plates removed from the press are shown in Figure 3. In Figure 3(a), the plate obtained from the smaller and thinner rib, in Figure 3(b) the plate obtained from the larger and thicker rib is shown. The thinner and smaller rib recycled piece in Figure 3(a) has a very hollow structure with macro voids while the piece in Figure 3(b) has no macro voids however micro voids may exist. However, thick plate was seen suitable for testing from the areas which were not seen defected. The thin and small rib’s resin was found insufficient for testing so virgin test coupons were taken from the plate in Figure 3(b). Recycled CF/PEKK plates (a) recycled from thin and small rib (b) recycled from large and thicker rib.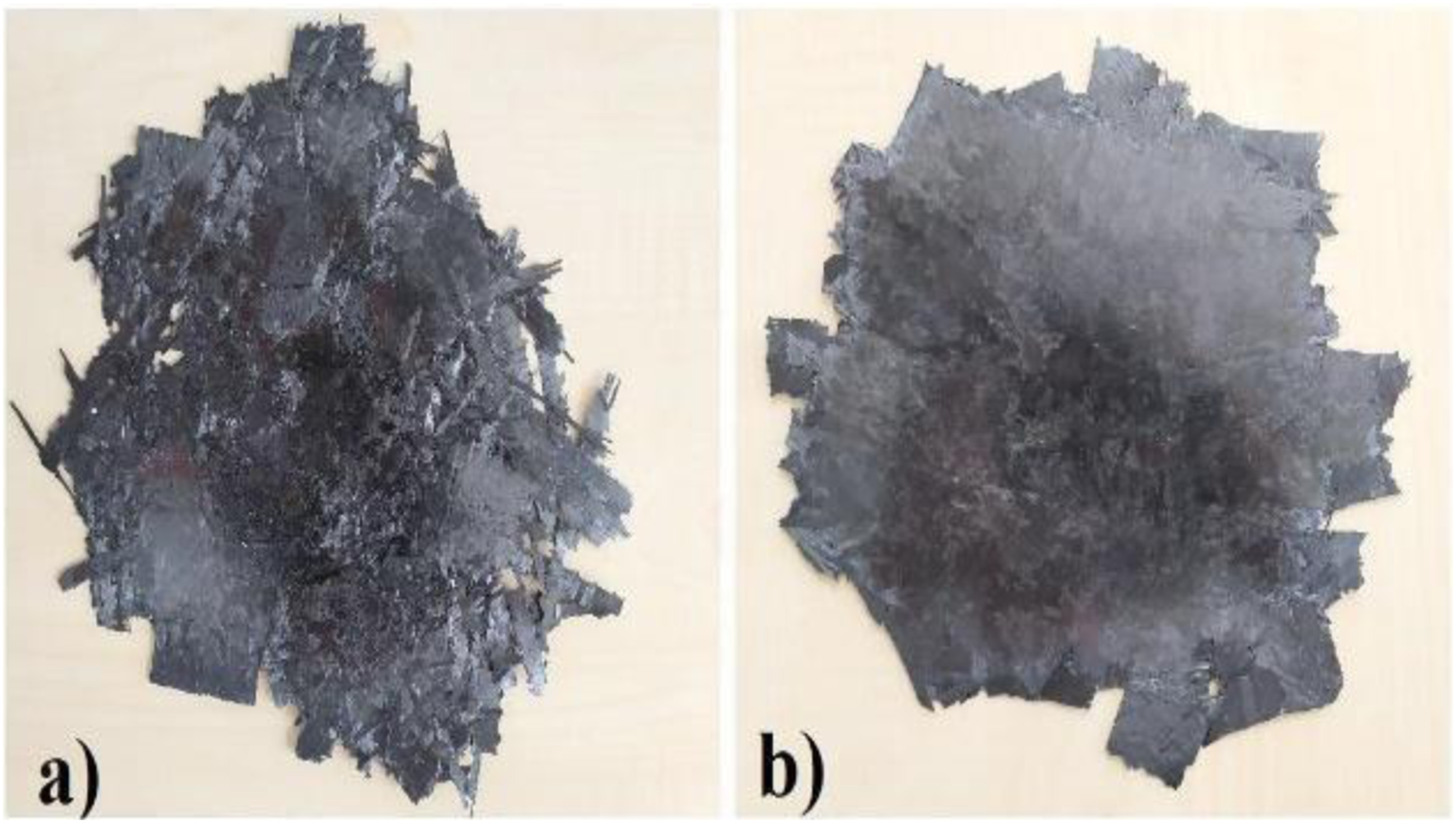
The products obtained by recycling were sent to some tests in for comparison to their virgin state, and to comment on their thermal and mechanical properties. Nonetheless, the plate obtained from the thin and small rib could not be tested because it did not provide sufficient quality for the tests. This showed that the overall quality and characteristics of the plate would be insufficient and the tests were carried on with the other piece.
Results and discussion
Dynamic mechanical analysis procedure and results
The DMA test was conducted for virgin and recycled CF/PEKK specimens according to the ASTM-702D8 standard. They were prepared and cut by Dotco air router according to the standard (length × width × thickness) 35 × 10 × 3 mm. The specimens are shown in Figure 4. Six were taken for each material of virgin CF/PEKK and recycled CF/PEKK. A standard test was run with oscillated forces where it smears flexural loading to the test specimen. Fixed frequency of 1 Hz and a heating rate of 5 ± 1°C/min is the standard of this method. According to the standard procedure, a flat laminate one was placed on the DMA machine where 1 Hz of oscillation and 5°C/min heating was applied. The temperature where a significant drop seen in the storage modulus was assigned as glass transition temperature of the material. Additionally, the peak temperature of the tangent delta curve ( (a) Virgin DMA test specimens of CF/PEKK and (b) recycled DMA test specimens of CF/PEKK.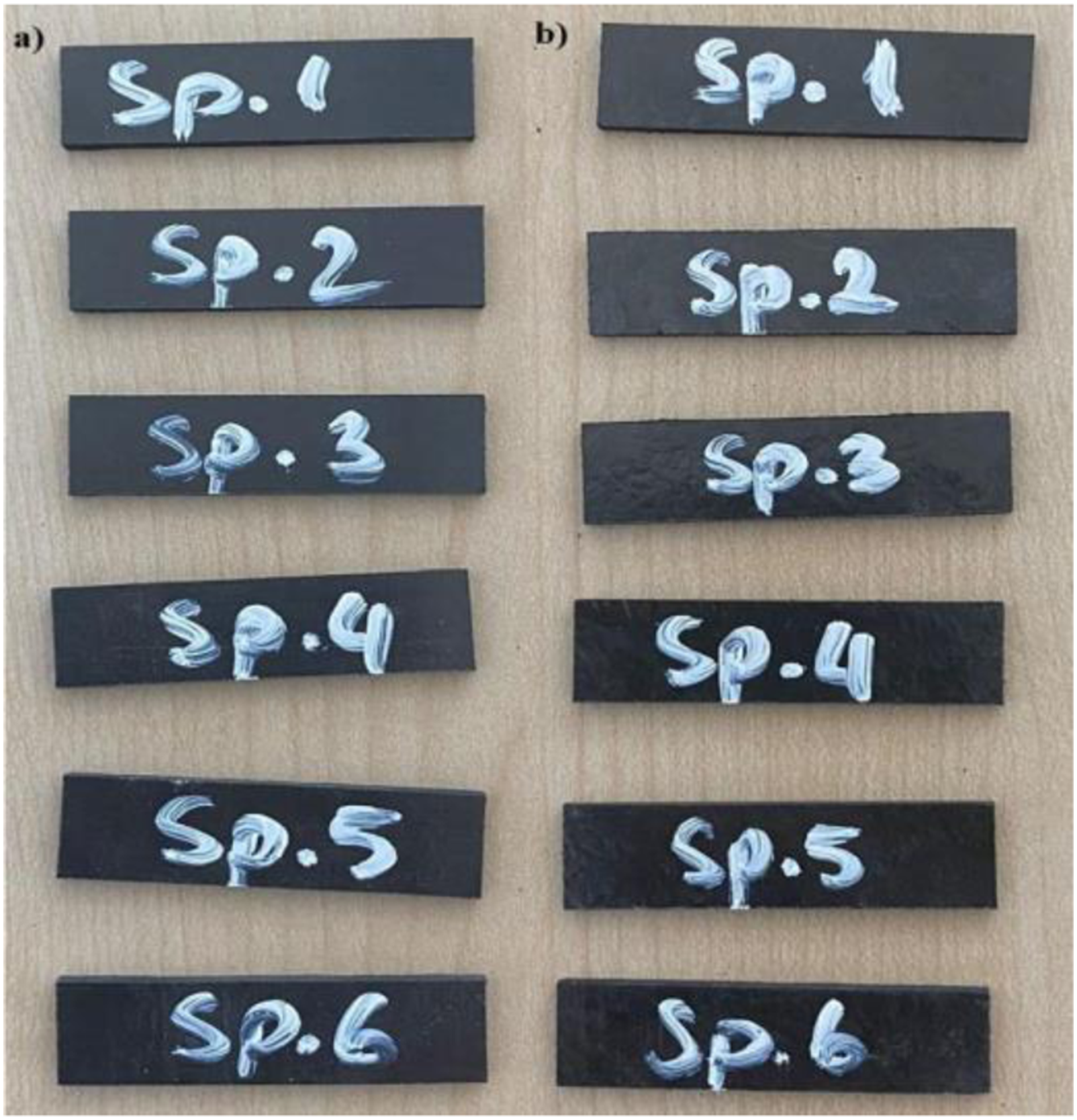
DMA analysis measures a material’s visco-elastic properties under cyclic loads, primarily sinusoidal, by applying sinusoidal stress or strain to the specimen. Elastic deformation is directly proportional to the load, while viscous behavior is non-linear and with a delay. Visco-elastic materials exhibit both elastic and viscous behavior. DMA analysis measures material response to deformation as a stress or strain. The result of virgin CF/PEKK and recycled CF/PEKK DMA is given in Figure 5 respectively. Results verify the glass transition temperature (a) Virgin CF/PEKK DMA result and (b) recycled CF/PEKK DMA result.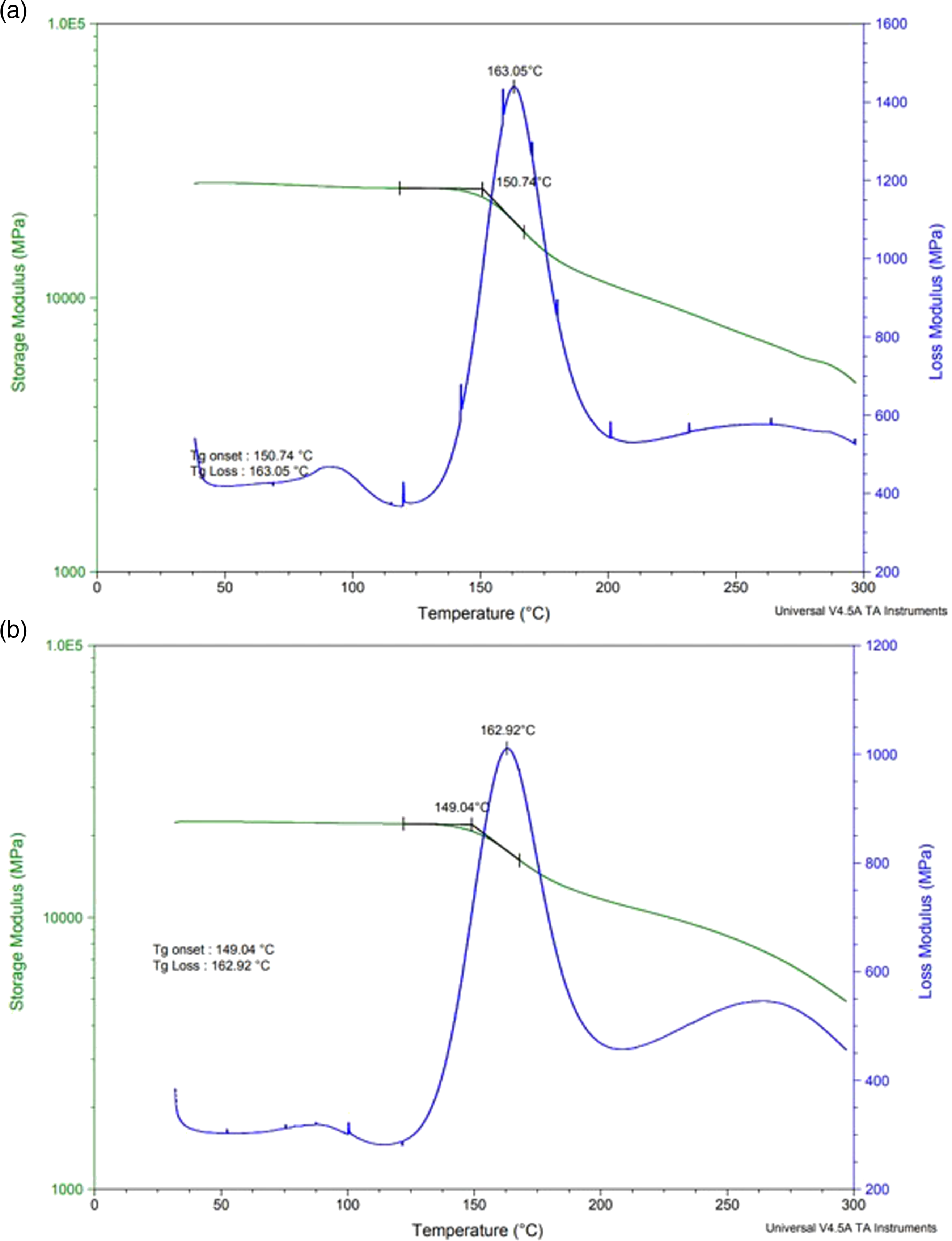
According to the storage modulus
Differential scanning calorimetry procedure and results
Thermal analysis is a method used for characterizing a material’s physical and chemical responses over temperature changes created by heating and then cooling of a material sample. DSC determines the temperature and heat flow related to the transitions such as melting point, glass transition temperature, and crystallization of material as a function of time and temperature.
In the DSC method, a calorimeter instrument which measures the temperature of the sample relative to a reference is used. The amount of energy absorbed or released while the sample was heated, cooled, or kept at a constant temperature was measured. The DSC test proceeded virgin and recycled CF/PEKK specimens according to the TTS-N613 standard. The sample was heated twice to show accurate results, the first cycle showed the thermal history of the samples, whereas the second cycle was used to determine the thermal behavior of the material. The specimens were prepared according to the standard (length × width × thickness) 331 mm. The result of the DSC test for virgin and recycled CF/PEKK is given in Figure 6 respectively. An endothermic peak around 334°C was assigned as the melting temperature ( (a) Virgin CF/PEKK DSC result (b) recycled CF/PEKK DSC result.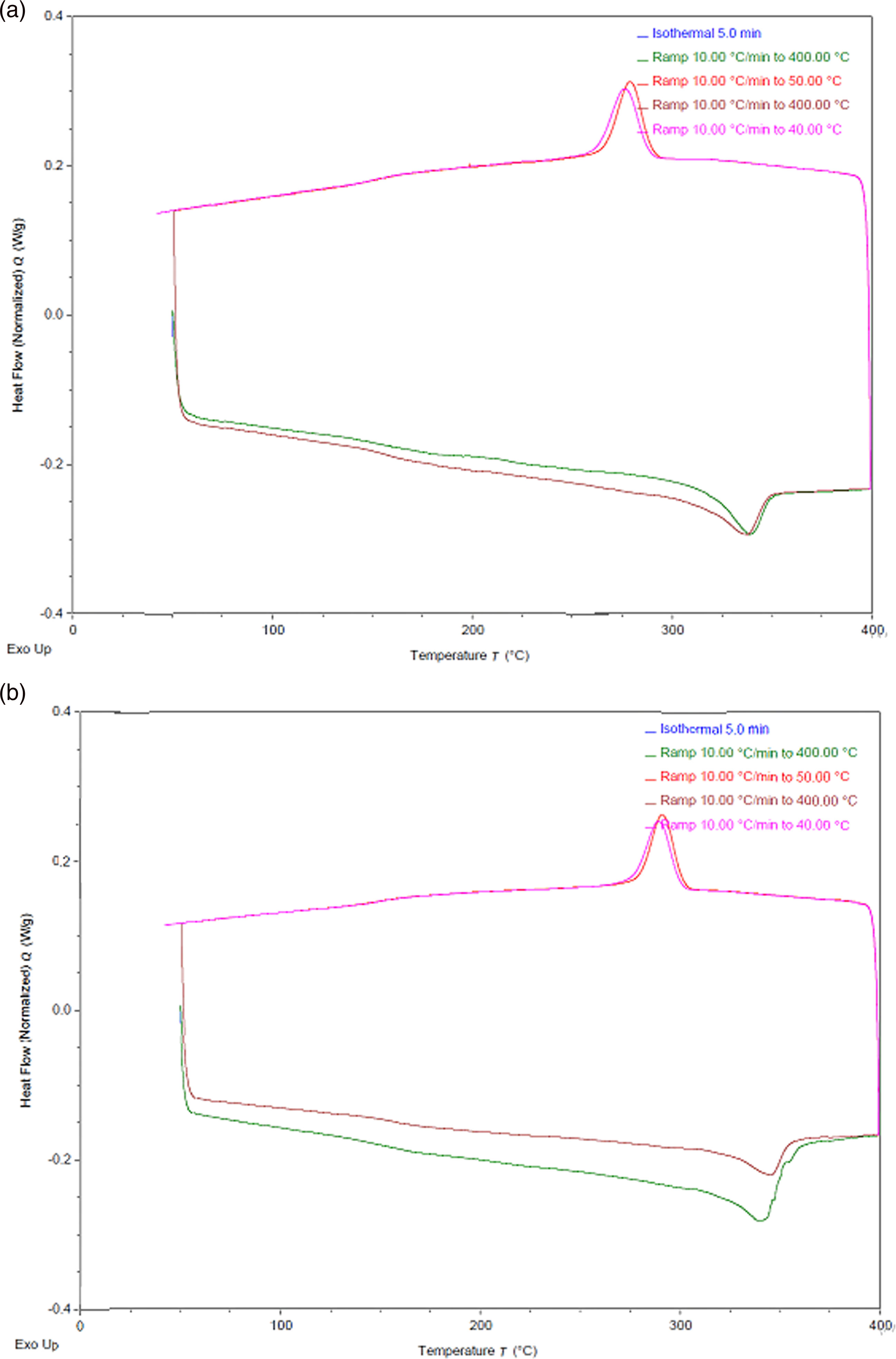
Tensile test procedure and results
Thermoplastic composite parts were subjected to the ASTM D3039 Tensile test to compare their mechanical properties, including both recycled and virgin forms. Tests were performed using a Shimadzu Autograph AGS-X 100 kN tensile testing machine. Samples cut from the virgin and the recycled parts with Dotco air router as shown in Figure 7(a) according to standard dimensions (length × width × thickness) 25 × 250 × 3 mm. Three samples were prepared for each material. Afterwards, the test machine was placed and tested as shown in Figure 7(b). Tests were performed for the virgin and the recycled samples and the results were recorded. (a) Tensile test specimens where for each virgin and recycled material three specimens used (b) tensile test application.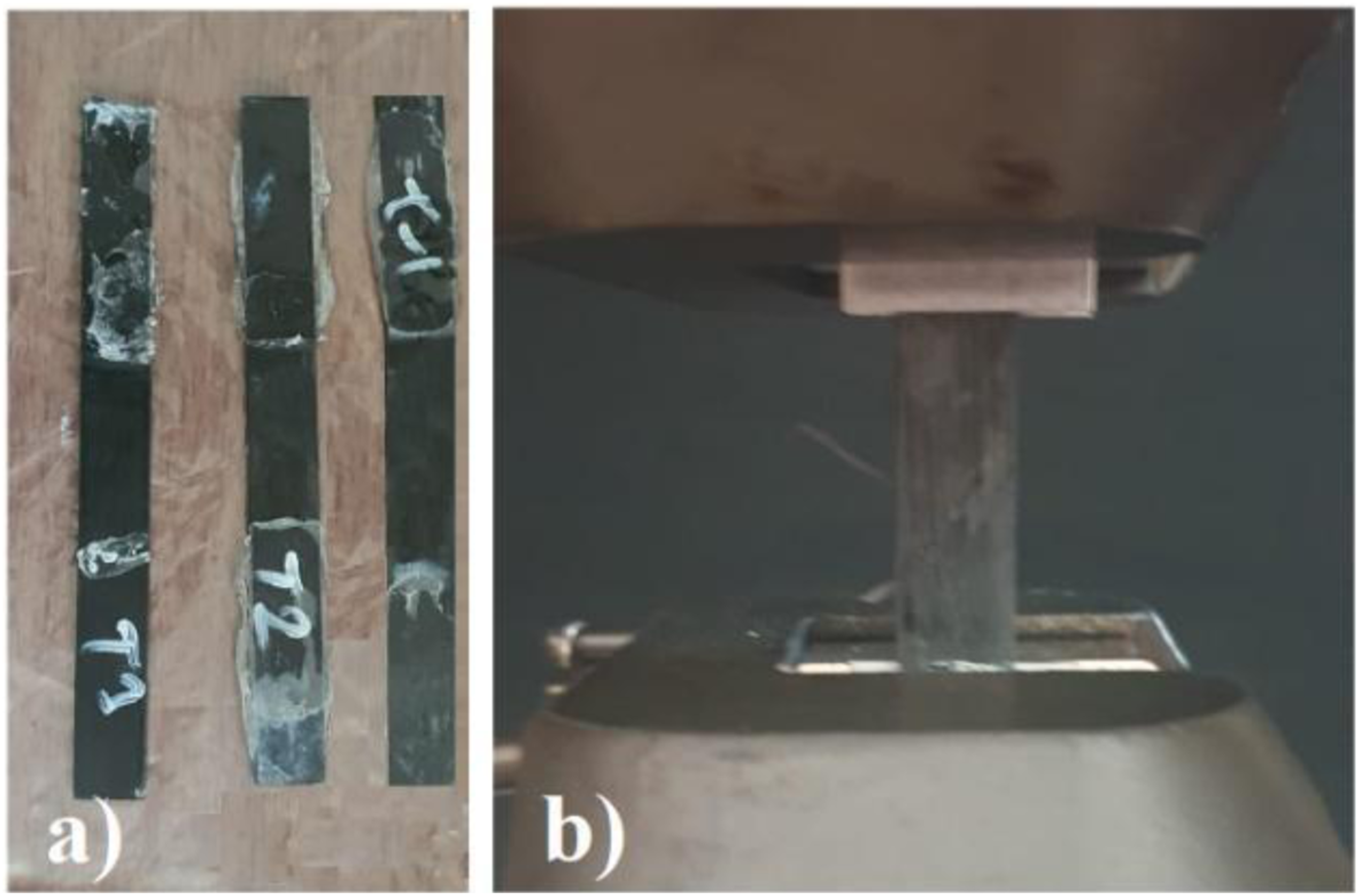
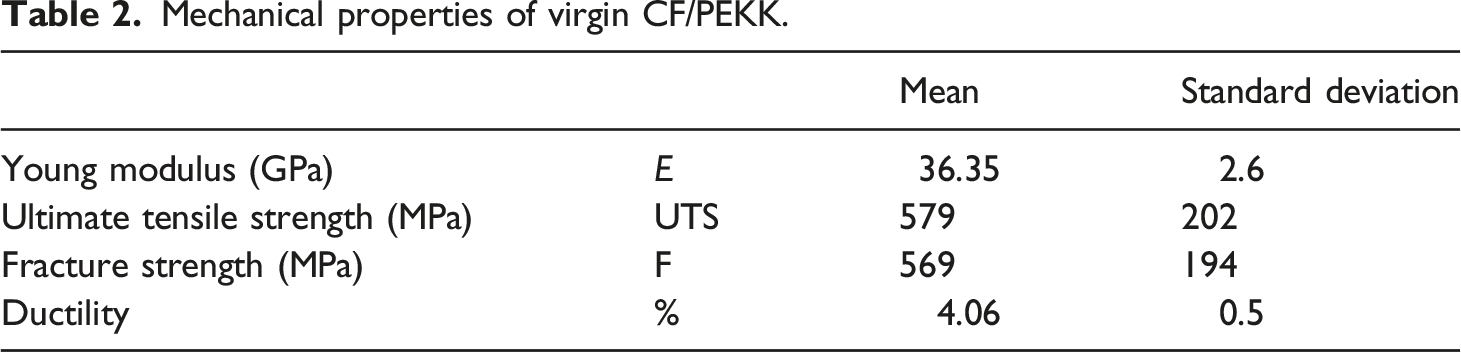
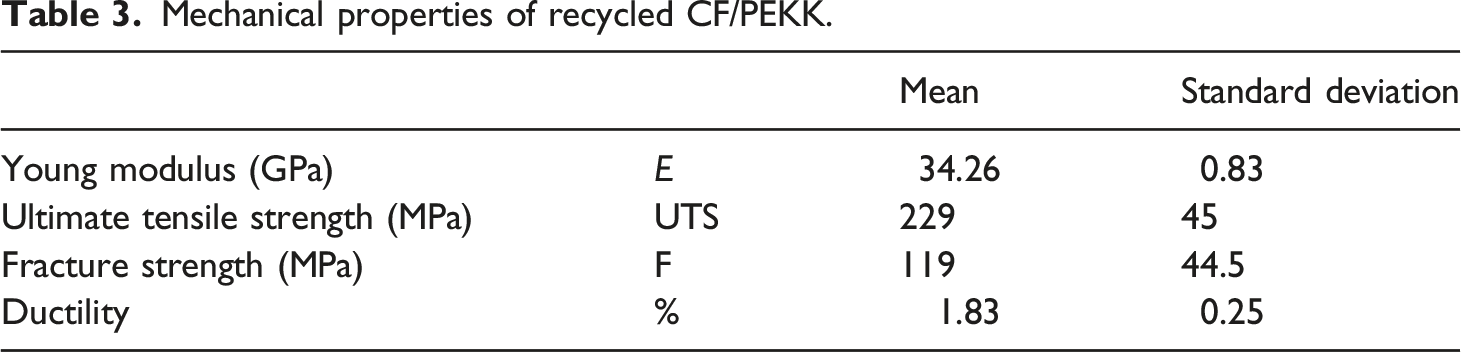
According to the tensile test result data’s stress-strain graph plotted for virgin and recycled specimens and shown in Figure 8 respectively. After the graph in Figure 8(a) was plotted, young modulus (elasticity modulus), ultimate tensile strength, ductility, and fracture strength values were calculated. Table 2 shows the average mechanical properties of the virgin CF/PEKK. Evaluated values are the average of the result of three measurements. Furthermore, standard deviations are presented to see variations of the individual values from the average value. After the graph in Figure 8(b) was plotted, young modulus (elasticity modulus), ultimate tensile strength, ductility, and fracture strength values were calculated. Table 3 shows the average mechanical properties of the recycled CF/PEKK. Evaluated values are the average of the result of three measurements. Additionally, standard deviations are presented to see variations of the individual values from the average value. Comparing recycled and virgin samples, a loss of approximately 61% can be seen in the final tensile strength of the recycled material, while a loss of 79% in the fracture strength at break. However, the recycled samples lost about 55% of their ductility. (a) Stress-strain graph of virgin CF/PEKK specimens and (b) stress-strain graph of recycled CF/PEKK specimens. Mechanical properties of virgin CF/PEKK. Mechanical properties of recycled CF/PEKK.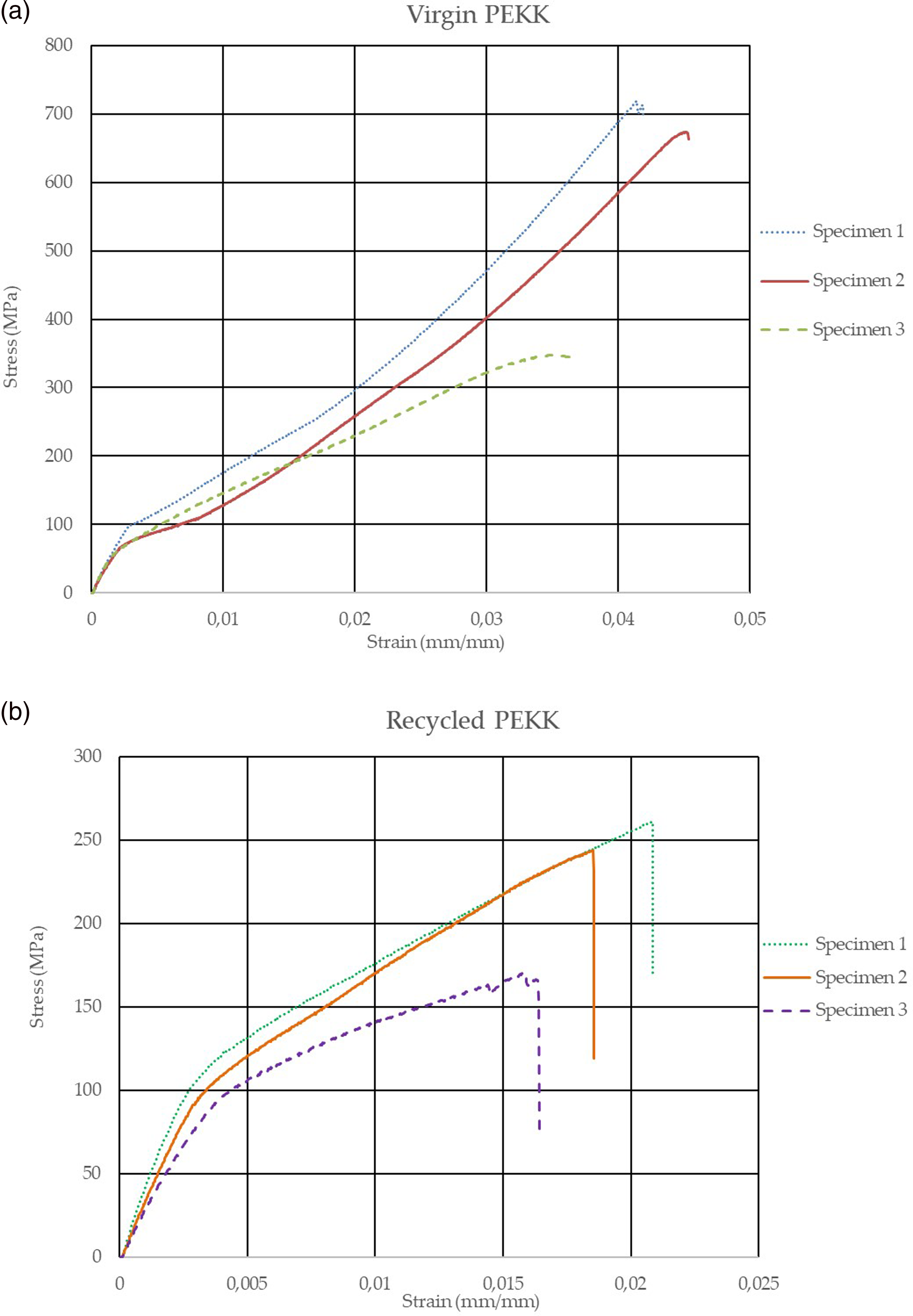
Three-point bending test procedure and results
In order to determine the change in the strength and mechanical properties of the virgin and the recycled thermoplastic CF/PEKK materials, the three-point bending test was performed and the ASTM D790 standard was determined accordingly. For this test, three samples were cut from the virgin and the recycled parts according to ASTM D790 standard dimensions (length × width × thickness) 12.7 × 127 × 3 mm. This test consists of a rectangular bar that rests on two supports and is then loaded between the supports by means of a loading nose.
During testing, specimens were deflected until they broke at their outer surface or reached a maximum strain of 5.0%. After testing the test samples individually, the results were recorded and reported. The calculations were made by taking the average of the measurements of the samples between each group. The applied load and the deformations under the said load are shown in Figure 9. According to the virgin and the recovered phases. The virgin material can withstand a maximum load of 700 N, while in the recycled material, this force has dropped to 468 N. The virgin CF/PEKK samples can withstand an average load of 693 N, while the recycled samples can withstand an average of 443 N. Applied load and the deformations of the virgin and the recycled CF/PEKK.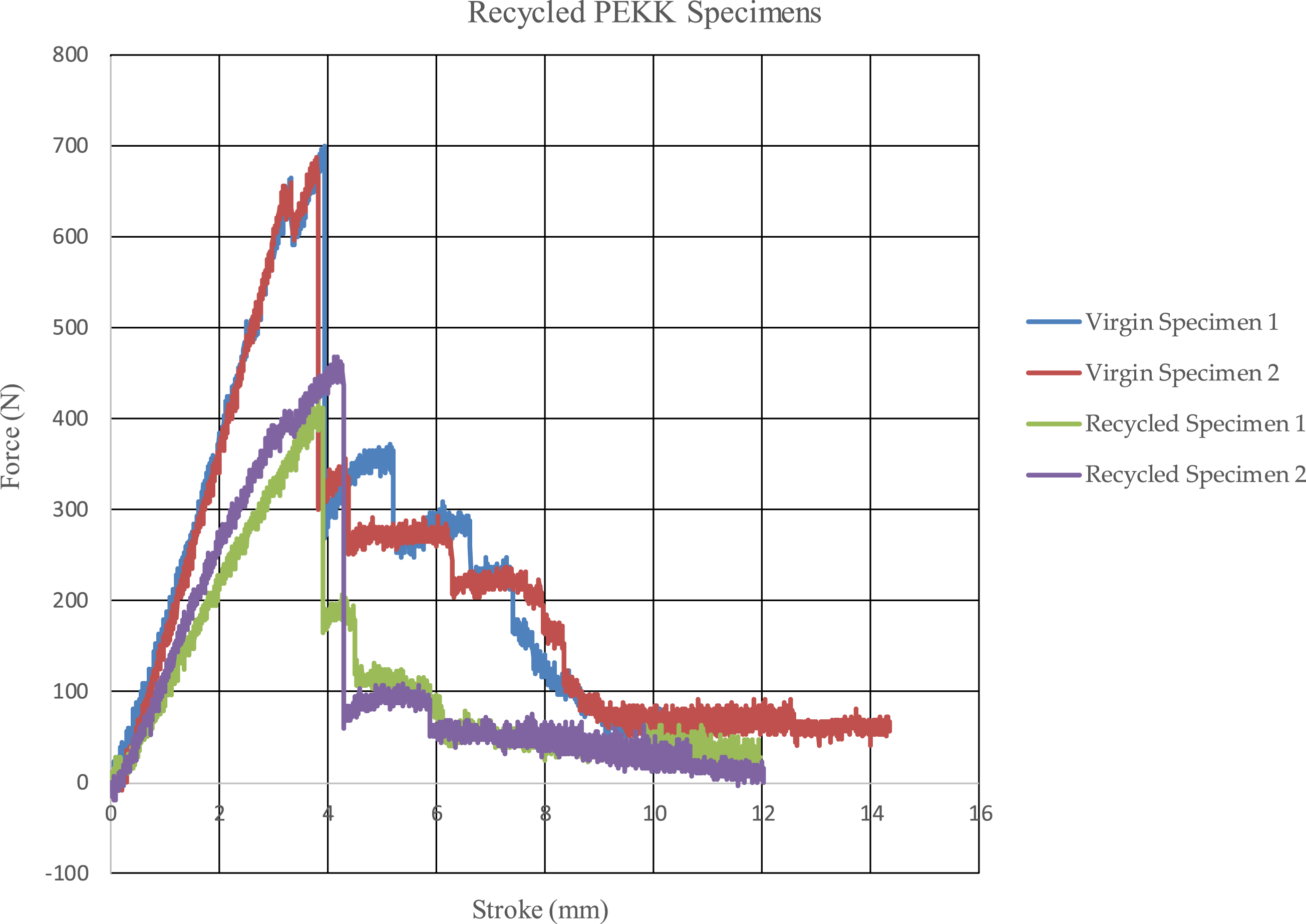
By evaluating the results of studies about recycling of thermoplastic composites so far, it has been concluded that the recycled thermoplastic CF/PEKK plate is open to improvements, and the desired properties can be obtained by making various corrections and changes. Factors such as adding extra virgin resin granules, molding the plate in various thicknesses, changing the size of its shredded particles will affect the quality of the part and can be adapted to the desired requirements.
Conclusion
The use of thermoplastic composite materials has been increased as an important alternative to traditional materials in the aerospace industry. Recyclable, lightweight, and durable thermoplastic composites have become an important research and application subject through the years however the management of waste generated during and after production has also become an important problem. Waste management is a very important issue for the composite world, and it is a process in which the most appropriate solution is determined by evaluating it in terms of health, environment and economy.
In this study composite waste management methods evaluated together with the priority of the aerospace industry wastes in terms of health, environment, and economy criteria. Considering the previous studies for the recycling of thermoplastic composites, mechanical recycling method was used for the recycling of carbon fiber PEKK (CF/PEKK) thermoplastic composite.
By experiments following results were drawn: • Experimental investigation showed that mechanical properties of virgin material such as ultimate strength, young modulus, and ductility changed after recycling Results indicate unprocessed thermoplastic composite shows 61% higher tensile strength and 79% fracture strength where recycled material shows a loss of 33% in flexural modulus. • The mechanical test results indicated that the recycled material loses its strength properties to a large extent, but this loss was tolerable for secondary structures in aircraft body where strength properties are not of great importance. • Thermal properties such as • The loss was seen in the storage and loss modulus due to the change in the fiber orientation and form since the material was shredded to recycle. But it is seen that the result values were in the acceptable range and promise a future for the recycling of thermoplastic composite materials.
In further studies by altering the parameters of curing, shredding size and thickness or polymer type different results may be obtained.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Correction (May 2025):
The article type has been changed from Review Article to Original Article since its original publication.