
Abstract
The aim of the work was to investigate the effect of recycling on the mechanical behaviour of polypropylene composites reinforced with glass fibres (GFs), starting from a material already used in automotive for vehicle components, obtained by injection moulding. Formerly specimens of pristine composites were subjected to tensile and flexural tests, then the specimens were grinded, reprocessed and recycled only once. The recycled composites showed a slight decrease in the elastic modulus and tensile and flexural strength values. Morphological investigations, carried out by scanning electron microscopy and optical microscopy, were also performed to study the microstructure and the fibre–polymer interfaces, together with the GFs’ orientation and distribution within the polymeric matrix before and after the mechanical recycling. The results revealed that the mechanical recycling had no significant effect on the final microstructure and performance of the fully recycled composites, which can be still successfully used for structural applications in the automotive field.
Introduction
Plastics have been widely used in many application fields such as packaging, aircraft, automotive, healthcare, electronics and sport equipment, thanks to their light weight, easy formability, user-friendly design, long life, chemical resistance, high strength and low cost. 1 –4
With these such varying applications, plastics contribute to an increasing volume in the solid waste stream. Some plastic items as food packaging become waste only a short time after purchase, other ones led themselves to be reused many times ever. 1 –4
For this reason, resource and environmental considerations have been integrated into the industrial planning and decision-making processes of governments that will lead to the efficient use of resources, reducing the environmental impact of the products by reducing solid wastes and energy consumption and promoting recovery and recycle. 5,6 Driving forces for this innovative way of development and eco-design are the Directives of the European Union concerning the industrial sector of automotive, electric and electronic equipment.5,6
The automotive industry is one of the industries that has to face pressure from public opinion and environmental legislation to design any car component that is fully recyclable. 5
According to these directives a high percentage of the product’s average mass (85 wt%) has to be recovered, reused and recycled at the end of its service life, even by energy recovery (10 wt%) or thermal recycling. 5 As a consequence, other materials have to be used and other approaches have to be considered to obtain a new class of materials with well-defined environmental performances, even at the end of life. Among them, polymer–matrix composites should be considered. However, there are some limitations to the reuse of plastic-based composites. Moreover, in order to compete in engineering and high performances with metals, polymers have to be upgraded with reinforcing agents.
The use of the classical natural fibres, such as hemp, flax, jute and sisal 7 –11 and more recently the growing interest on glass 12 –17 and carbon 18 –24 fibres in automotive for the development of novel polymeric composites offer a large number of benefits, such as, reduction in weight, costs and carbon dioxide emissions, and less reliance on foreign oil sources and recyclability, also guaranteeing high performances in terms of mechanical properties.
As well known, during the last years, significant progress in recycling of polymers has been achieved. Nevertheless, the recycling of composite materials still remains difficult from an industrial point of view. At present, there are limited commercial recycling operations for polymer–matrix composites due to technological and economic constraints. 1 –4 Recycling of thermoset composites is inherently difficult due to their complex structure; in fact thermoset resins are cross-linked and their combination with other materials presents unique problems. For this reason, most of the recycling activities to date deal with down cycling as energy or fuel recovery and adoption of recovered materials in construction industry as fillers. Also fibres can be recovered after matrix pyrolysis, but they are frequently damaged. However, these products represent low-value applications.
Nowadays, polymer-based composites dominate the market of composites and among them thermosets represent more than two thirds, but thermoplastic composites are growing faster in the automotive sector. This is due to the fact that fibre-reinforced polymer thermoplastic composites can be efficiently used as innovative materials for structural and semi-structural components such as door panels, seat backs, headliners, package trays, dashboards and other car interior parts. 25,26
In particular, glass fibre-reinforced thermoplastic composites offer proper advantages such as high tensile and impact strength, enhanced toughness, hardness and unlimited shelf life together with a positive environmental impact. 16 Furthermore, their intrinsic recyclability is recognized as a strong driving force for their applications. Although all thermoplastics can be reinforced with glass fibres (GFs), polyamide 6, 12,16 polypropylene (PP) 13,14,16 –19 and acrylonitrile-butadiene-styrene 27,28 are the most widely used polymers in the automotive.
In particular, PP-based composites are employed for a very large number of applications as they are cheap, can be reprocessed several times, 29 guarantee very good mechanical and thermal properties and have the lowest environmental impact of all the other polymer composites. 13 –19
They are also more versatile in engineering applications in all end-used markets. 30–31
Many works are present in literature on the preparation of polymeric composites reinforced with GFs where the reinforcing agent was added to the PP matrix with the purpose of improving the mechanical properties and to reducing the cost.13–19 Composites’ components are generally manufactured with conventional techniques such as extrusion compounding, 18 compression moulding 18 and injection moulding. 13,14,18,19 However, these production processes are rather complex and it is very difficult to assess all the phenomena that they involve, like fibre’s orientation and distribution, fibre breakage, fibre–matrix interfacial interactions, polymer fracture and fibre pull-out. 16 Much of the attention given to these materials also focuses on the effect of fibre content and fibre length on the mechanical properties of the polymer composites. It is often observed that high performance levels can be obtained only from a composite with a high fibre content, which leads to an increase in the strength and modulus 18 and provides that the reinforcing fibres have a sufficiently high aspect ratio in the final product. 13,14
The polymer matrix properties, the fibre length, the interfacial strength and the fibre–fibre and fibre–polymer interactions are all variables that play a crucial role on the final balance of the properties exhibited by the thermoplastic composites. 13 –16
Because a high fibre content is generally required to produce GF-reinforced polymer composites, we employed composites based on PP matrix containing 40 wt% of GFs (PP40GFs) with length between 1 mm and 3 mm and obtained by melt processing of pellets followed by injection moulding.
The study is focused on the preparation of fully recycled PP40GF composites based on thermoplastic matrix and reinforced with GFs with mechanical features suitable for designing structural components in the automotive field. Mechanical and thermal properties of the composites were studied and the GFs’ length was evaluated in order to investigate their effect on the final composite performance.
Siddique et al. reported in their review a series of works where the effect of the mechanical recycling on the final properties of the recycled polymer composites was studied. 1
Other authors focused their research activity on the mechanical recycling of PP from wastes showing that the mechanical properties decrease or remain almost constant up to different recycling steps. 31 –34 Bernasconi et al. studied the mechanical recycling of short GF-reinforced Polyamide 6,6 (PA6,6) composites and the subsequent changes on the mechanical and thermal properties induced by the presence of GFs. 35 Moreover, other authors investigated the effect of the recycling and the influence of the recycling number on the mechanical, thermal, chemical and rheological properties of different polymeric composites reinforced with GFs. 36 –43
In the light of the previous investigations on this topic present in literature, we choose to investigate polymeric systems already used in the automotive field, in order to evaluate the changes occurring on the microstructure and the mechanical behaviour after recycling.
The article shows a simple way to obtain fully recycled PP40GF composites, by using the well-known industrial injection moulding technique, guaranteeing high final performances without losing the ecological and economic advantages of recycled materials.
Experimental part
Materials
A commercially available PP Sabic® (Saudi Arabia) Stamax 40YM240 was used as the polymeric matrix reinforced with chopped GF type S 18–19 µm in diameter and > 1 mm in length.
Preparation of composites
The injection moulding process was carried out using a Sandretto MICRO 65 machine for thermoplastics. The basic parameters include an injection time of 2 s, injection speed of 18 cm3 s−1, pressure of 780 bar, cooling time of 30 s and total time cycle of 45 s. To avoid thermal degradation phenomena, the temperatures in the three main zones of the equipment were carefully selected at 235°C, 240°C and 230°C, respectively.
Pristine and recycled PP composites containing 50 wt% and 100 wt% of recycled material were injection moulded into specimens. The batches of reprocessed materials were obtained by mechanical recycling of the composites. The process involved the re-granulation of the pristine material by means of a RSP 15 open-type rotor granulator made by Piovan (Italy), followed by the remelting and reinjection moulding of the pristine materials, as shown in Figure 1.

Schematic illustration of the recycling process.
The recycling process was carried out using the same Sandretto MICRO 65 injection moulding machine with temperatures in the three main zones of the equipment selected at 235, 240 and 230°C, respectively, injection time of 2 s, injection speed of 22 cm3 s−1, pressure of 660 bar, cooling time of 25 s and total time cycle of 40 s. The processing parameters for the two different injection moulding processes were selected according to the suggestions of the material supplier.
Characterization techniques
Mechanical properties were investigated by means of tensile and flexural tests. The tensile tests were carried out at room temperature using 10 dog-bone samples for each composition with an Instron Series IX testing machine (Norwood, Massachusetts, USA). The experimental procedure was defined according to ISO 527 standard (type A) using an extensometer with a gauge length of 50 mm. The tests were performed at a cross head speed of 50 mm min−1 and the dimensions of the tensile specimens were 170 × 10 × 4 mm3. The flexural tests were also carried out at room temperature by three-point bending method using 10 rectangular specimens for each composition using the same testing machine. The tests were performed conforming to ISO 178 standard and at a cross head speed of 2 mm min−1 and the dimensions of the flexural specimens were 80 × 10 × 4 mm3. All the tensile and flexural specimens were preconditioned in an oven at 80°C for 2 h until their weight had stabilized and no further weight loss was observed.
The composites’ microstructure was investigated by scanning electron microscopy (SEM) using a FEI Quanta 200i 3D DualBeam Instrument (Hillsboro, Oregon, USA) with a tungsten filament, after the metallization of all the fracture surfaces of the tensile samples with chromium.
Morphological analyses were performed on the sample sections near the fracture surfaces using a Leica DMI 5000 M optical microscope (Germany) coupled with image analysis. The sections employed were obtained cutting the tensile specimens into rectangular samples of dimensions 10 × 5 × 4 mm by means of an Isomet 4000 cutting machine from Buehler (Lake Bluff, Illinois, USA). The samples were then embedded in a poly(methyl methacrylate) thermoplastic resin at room temperature and polished with a Mecatech 234 polishing/lapping machine from Presi (Oxford, UK).
To determine the fibre length of the composites, the polymeric matrix combustion was performed in a furnace in oxidizing atmosphere in order to obtain the bare fibres. Single fibres were extracted from the sample ash, dispersed in water and then dried. 23,33,35 Photographs showing the fibre distribution and length were collected by using the optical microscope.
Differential scanning calorimetry (DSC) analyses were performed with a Mettler-Toledo DSC1 STARe System (Columbus, Ohio, USA) in the temperature range from −70 to 250°C with a heating rate of 20°C min−1 under nitrogen flow (50 mL min−1). For each experiment the sample was heated from −70 to 250°C, then cooled from 250 to −70°C and reheated as before for other two times. Three different cycles of heating and cooling were recorded in order to eliminate the thermal history of the samples. In order to erase differences in the initial morphology, the thermal transitions of the systems were measured on the second heating. The third heating/cooling cycle was ignored because it has the same behaviour of the second cycle.
Thermal gravimetric analysis (TGA) was performed to study the thermal behaviour of the composites with a Mettler-Toledo TGA/SDTA 851e instrument in the temperature range between 25°C and 700°C with a heating rate of 10°C min−1 in air. All curves were normalized to the unit weight of the sample.
Results and discussion
Recycled polymer composites were prepared using the commercial pristine material based on PP and reinforced with chopped GFs (PP40GFs), actually used in the automotive field for structural applications. The main purpose was to evaluate the effect of recycling on thermoplastic-reinforced composites’ properties. The content of recycled material has been varied between 0% from pristine to 100% for composites obtained after re-granulation and subsequent reinjection moulding of the pristine specimens. The thermoplastic-reinforced composites were characterized in order to investigate the changes occurring on the mechanical, thermal and structural properties as a consequence of the recycling process.
Mechanical properties
The results of the tensile tests of pristine and recycled composites, reported in Table 1, show a decrease in the elastic modulus and the tensile strength values for the 50% recycled composites and for the fully recycled material with respect to the pristine one.
Tensile and flexural properties of PP40GF composites.
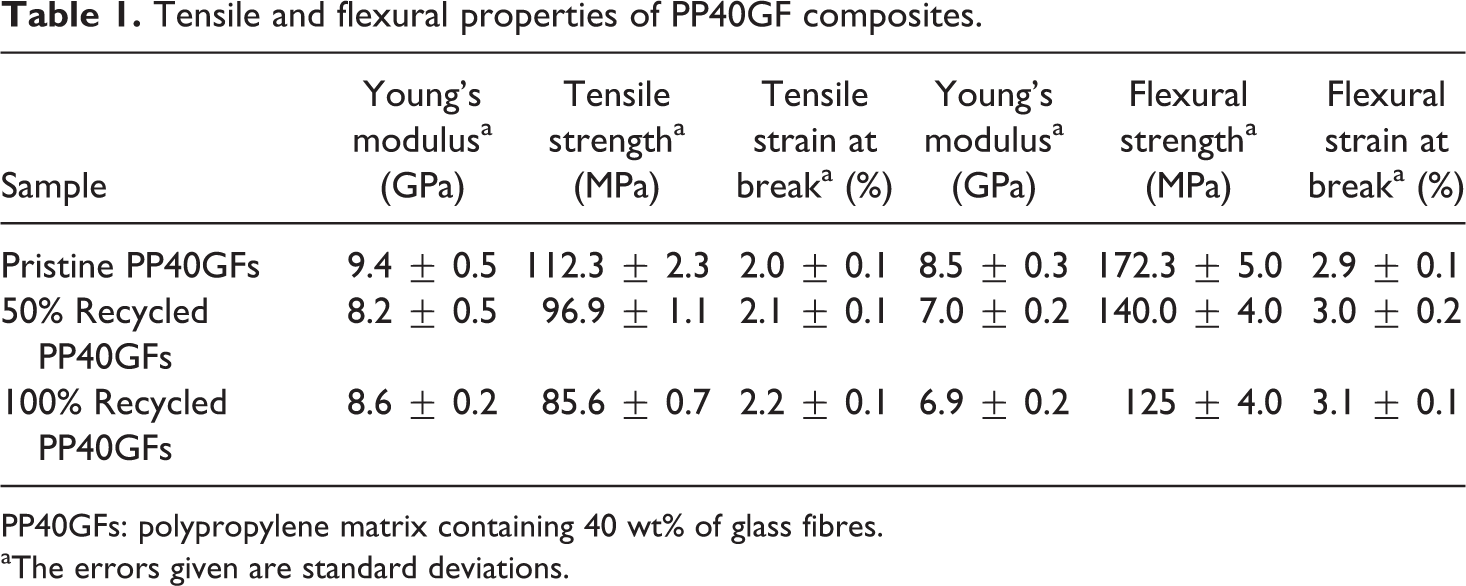
PP40GFs: polypropylene matrix containing 40 wt% of glass fibres.
aThe errors given are standard deviations.
On the contrary, there is a little increase in the tensile strain at break for the recycled PP40GF composites, more evident for the composites 100% recycled. The same trend can be observed looking at the flexural test results, also reported in Table 1.
The elastic modulus and the ultimate strength decrease after mechanical recycling, instead the flexural strain at break for the recycled composites is higher than those of the pristine ones. Conclusively, the values of the mechanical properties of the recycled composites show a decrease ranging between 8.5% and 18.8% for Young’s modulus, 13.7% and 23.8% for tensile strength and 18.7% and 27.5% for flexural strength with respect to the values for the pristine material. Generally speaking, for higher percentage of recycled material there is lower residual stress and stiffness. Furthermore, it is possible to observe that recycled composites still exhibit stiffness not very far from the values reported in the supplier datasheets for the pristine material. Such a change in the mechanical behaviour seems to be not entirely negligible in the automotive field for structural or semi-structural applications. 23,24 However, it is expected that the recycling process strongly reduces the mechanical performance of the PP composites. 31 –34
This could be due to the thermo-oxidative and thermo-mechanical phenomena that occur during the recycling process, 23,24,25,35 together with the possible fibre shortening and breaking, which can take place during the second injection moulding. 12,13,44
In fact, it is well known in literature that the elastic modulus of GF-reinforced thermoplastic composites increases with the fibre content and length. 12 –14 So the breakage of the fibres and the resulting reduction in the fibre length due to the stresses involved during the recycling process play a crucial role on the mechanical properties of the final composites.
Microstructure analysis
To evaluate the effect of the recycling on the GF length and distribution, the fibres were taken out from the PP40GF composites by burning the matrix and their length was compared before and after the recycling process. In fact, burning offers a very suitable method of recovering fibres from a scrap polymer composite in order to reuse them for further processing. 23,33,35,45
The pristine and recycled PP specimens are heated in a furnace at 700°C in the presence of oxygen. In these conditions, the polymeric matrix breaks down into lower molecular weight organic substances leaving a solid carbon char product and the fibres in a fluffy form. The fibres are then washed in water and dried, but as evident in Figure 1, they still show very little surface contamination due to the presence of traces of the carbon residue. The fibres’ length was then observed by means of an optical microscope. Figure 2(a) shows GFs with a length higher than 1 mm for the pristine PP40GF composites. On the contrary, the micrograph of Figure 2(b) concerning the recycled composites reveals a decrease in the fibre length because of the damaging and breakage occurring during the mechanical recycling, as also well known in literature. 23,46 From the figure it is possible to see the presence of fibres with length between 200 µm and 1 mm. The orientation of the GFs within the polymeric matrix was also optically studied evaluating the section of the tensile specimens few millimetres near the fracture surface.
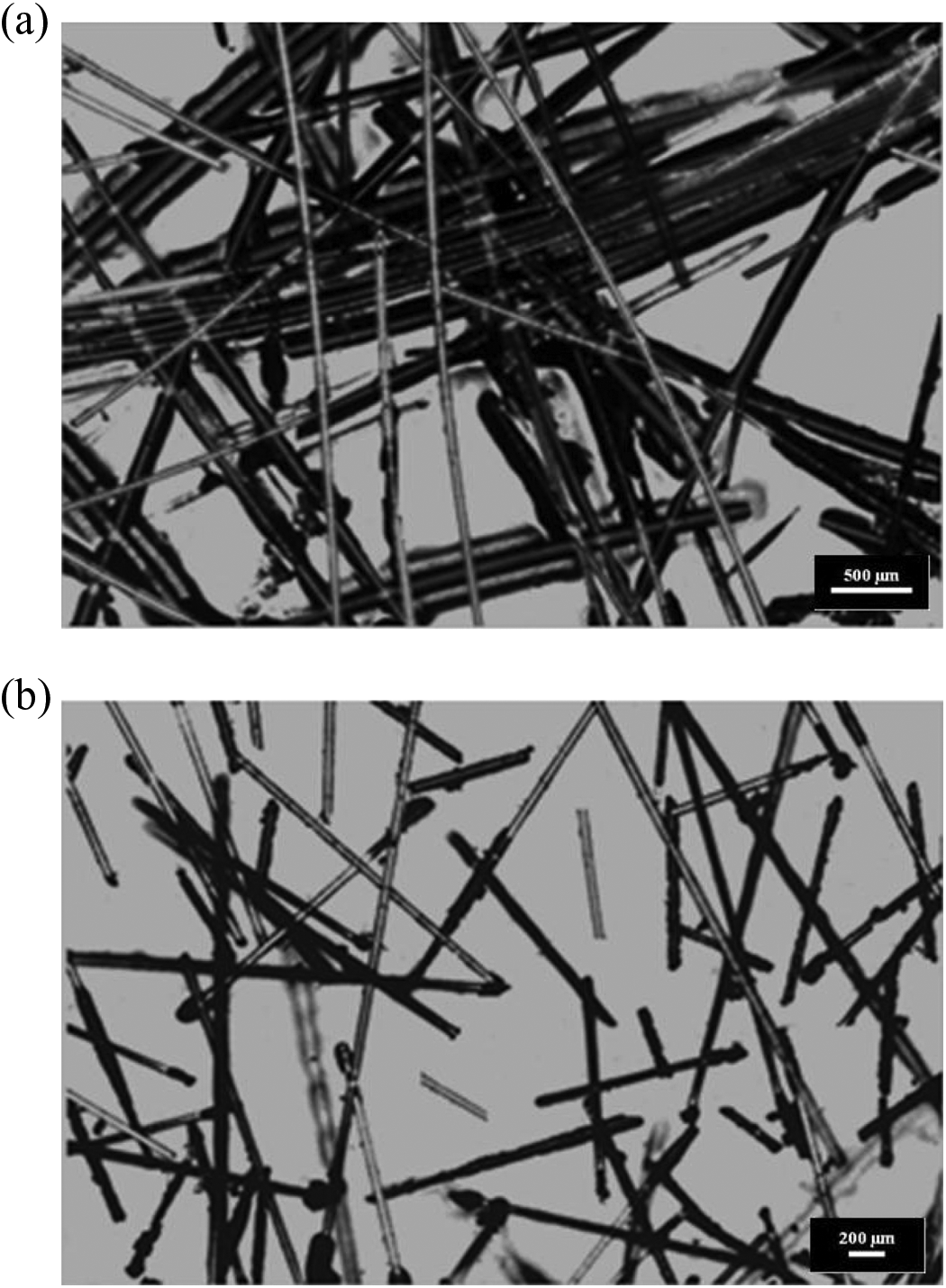
Glass fibre length evaluated by an optical microscope after polymeric matrix combustion of pristine (a) and recycled (b) PP40GF composites. PP40GF: polypropylene matrix containing 40 wt% of glass fibre.
Micrographs of Figure 3 at different magnification reveal that GFs are aligned along the injection flow direction within the composites and that their distribution is homogeneous both in the case of pristine (a and b) and recycled (c and d) composites.
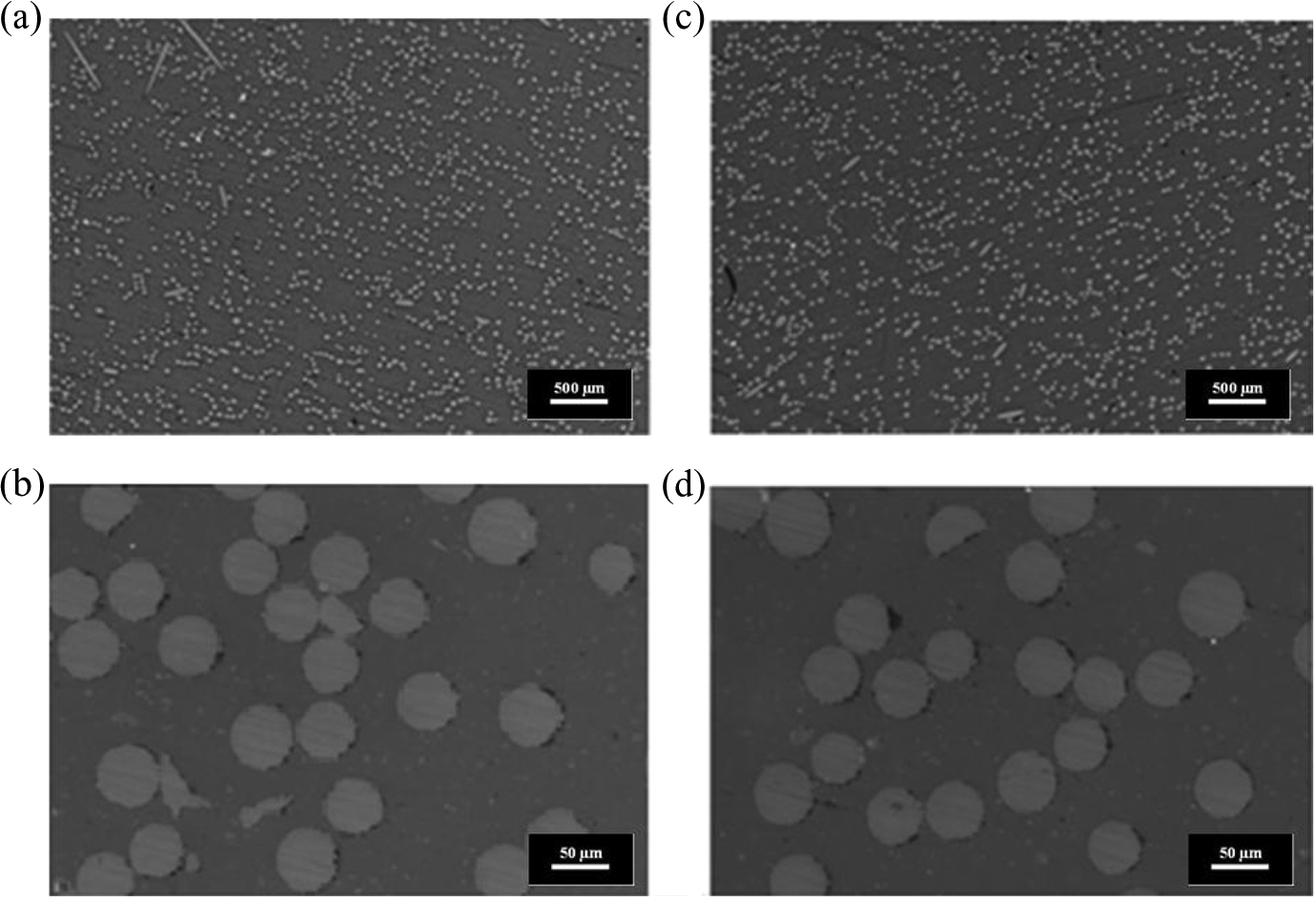
Optical micrographs of the sections near the fracture surfaces for pristine (a and b) and recycled (c and d) PP40GF composites at different magnification: ×50 (a and c) and ×500 (b and d). PP40GFs: polypropylene matrix containing 40 wt% of glass fibres.
At the same time, morphological investigations were carried out by SEM analyses in order to study the tensile fracture surfaces and the fibre–matrix interfaces of the tensile test specimens.
Figure 4 shows the SEM micrographs at different magnification of the fracture surfaces of the pristine and recycled PP40GF composites in the middle of the specimens.
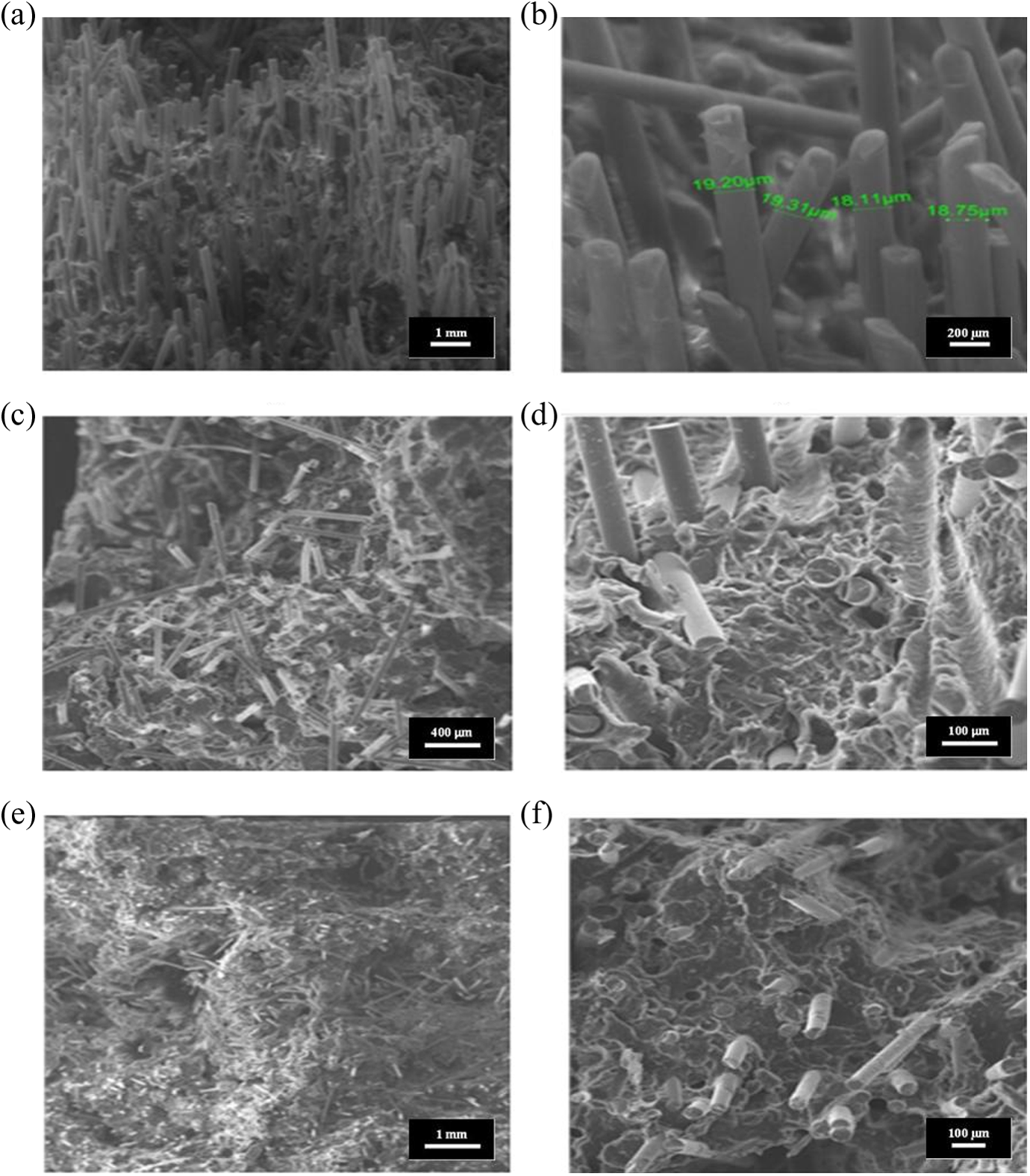
SEM micrographs at different magnification (×250 and ×1000) of the tensile fracture surfaces of pristine (a and b), 50% (c and d) and 100% recycled (and, f) PP40GF composites. PP40GF: polypropylene matrix containing 40 wt% of glass fibre; SEM: scanning electron microscopy.
The fracture surfaces are placed perpendicular to the injection flow direction. The image of Figure 4(a) relative to the pristine polymeric composite shows that all the GFs are aligned preferentially along the injection flow direction and that there is a good dispersion of the fibres within the polymeric matrix, as already observed by optical micrographs. Moreover, from the SEM image in Figure 4(b) at higher magnification, it has been also possible to evaluate the fibre diameter, which was in the range between 18 μm and 19 μm. These results show evidence that fibre pull out occurred before fracture of these composites.
The SEM micrographs reported in Figure 4(c and d) show the fracture surface of the 50% recycled PP40GF composite. For this specimen, the fracture surface is rough and we can see that the alignment of the GFs is partially lost.
The fibres appear now randomly dispersed within the polymeric matrix. Furthermore, we can clearly see the presence of bundles of fibres together with dimples on the polymeric matrix. Nevertheless, the pull out of the GFs can be still appreciated on the fracture surface, and this feature is more evident at higher magnification, as shown in Figure 4(d).
The same remarks can be made regarding the composite 100% recycled looking at the micrographs shown in Figure 4(e) and (f).
The recycled PP40GF composites exhibit the same cracking mode in comparison with the pristine ones with fibre pull out and dimples due to the plastic deformation of the polymeric matrix. So that the fibres rather than the PP matrix impart a greater controlling influence on the final properties of the composites. These so shorter GFs are no longer able to impart the same stiffness to the matrix. This fact explains the decrease in the elastic modulus and tensile and flexural strength of the recycled composites with respect to the pristine material, as previously discussed.
Thermal analyses
The thermal properties of the pristine and recycled composites were also investigated by means of DSC and TGA analyses in order to evaluate the effect of recycling.
Figure 5 shows the DSC thermograms performed under nitrogen atmosphere on the pristine and recycled PP40GF composites. The first heating/cooling cycle was made in order to eliminate the thermal history of the samples that can affect the final results (Figure 5(a)). The second heating/cooling cycle reported in Figure 5(b) gives information about the real thermal behaviour of the composites.
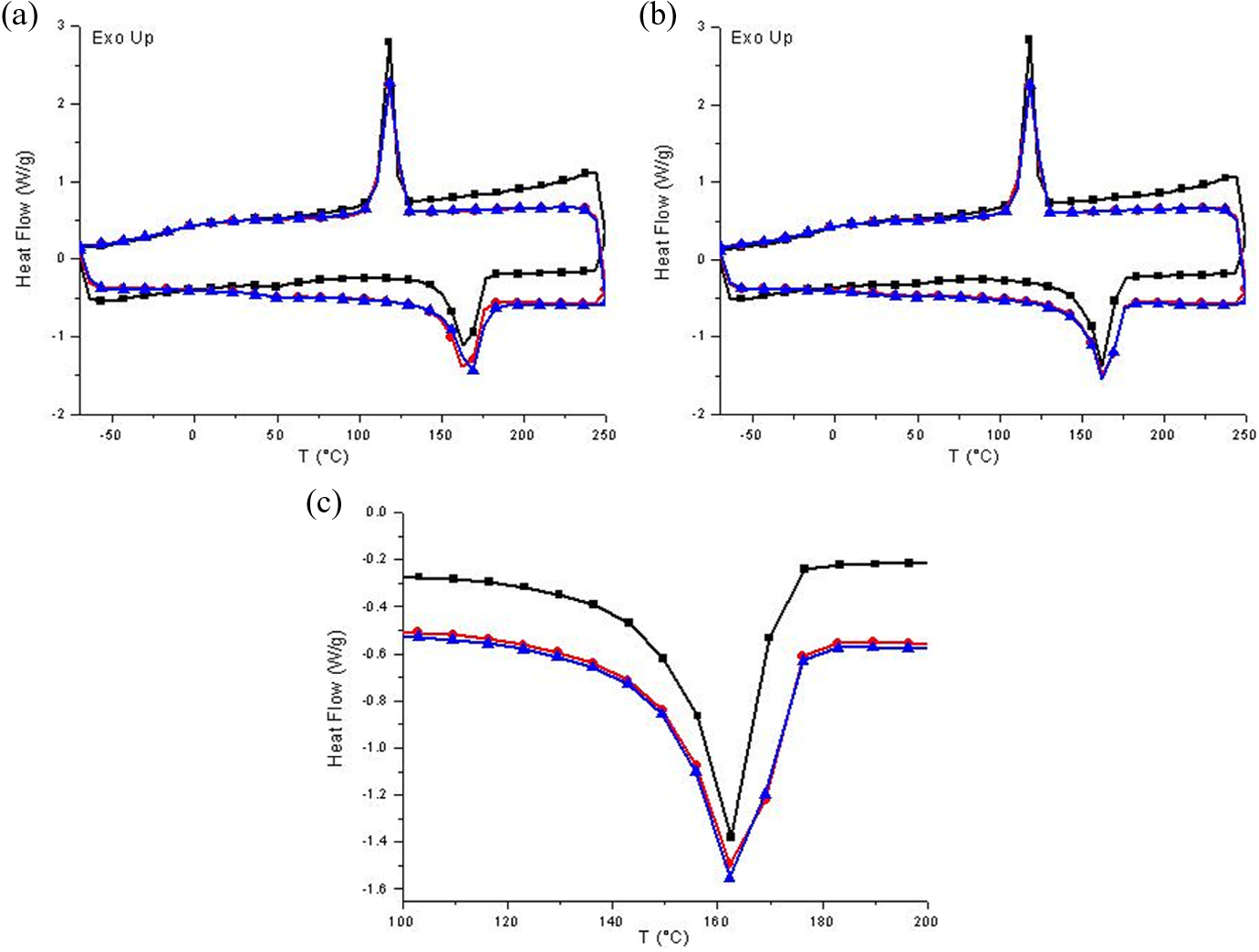
DSC curves corresponding to the first (a) and the second (b) heating/cooling run and to the enlargement of the melting peaks (c) of pristine (▪), 50% (•) and 100% recycled (▴) PP40GF composites. DSC: differential scanning calorimetry; PP40GF: polypropylene matrix containing 40 wt% of glass fibre.
The DSC curves reveal almost the same behaviour for all the three blends at different percentage of reprocessed material. During the first run (Figure 5(a)), it appears on the thermograms of the pristine and 50% recycled composites an endothermic peak associated with the melting of the crystalline fraction of the polymeric matrix with a maximum at 165°C, whereas during the cooling it the presence of an exothermic peak arising from the crystallization of the PP with a maximum at 119°C is evident. Further allowing the material to a second run (Figure 5(b)), it is possible to see for both the samples that the endothermic peaks lightly shift towards lower temperatures, with a maximum at 162°C and 164°C for the virgin and recycled composites, respectively, while the exothermic peak still remains at 119°C.
The same behaviour can be observed for the 100% recycled composites. In fact the thermograph of the first run shows the maximum of the crystallization peak at 120°C and the endothermic peak at 168°C due to the melting point of the PP. After the second run, also in this case, the melting peak shifts towards a lower temperature of 163°C. Table 2 summarizes the melting temperature (Tm), crystallization temperature (Tc) and the heats of the exothermic peak (ΔHc) obtained via DSC by integrating the areas under the peaks.
Thermal properties of PP40GF composites by DSC and TGA analyses.
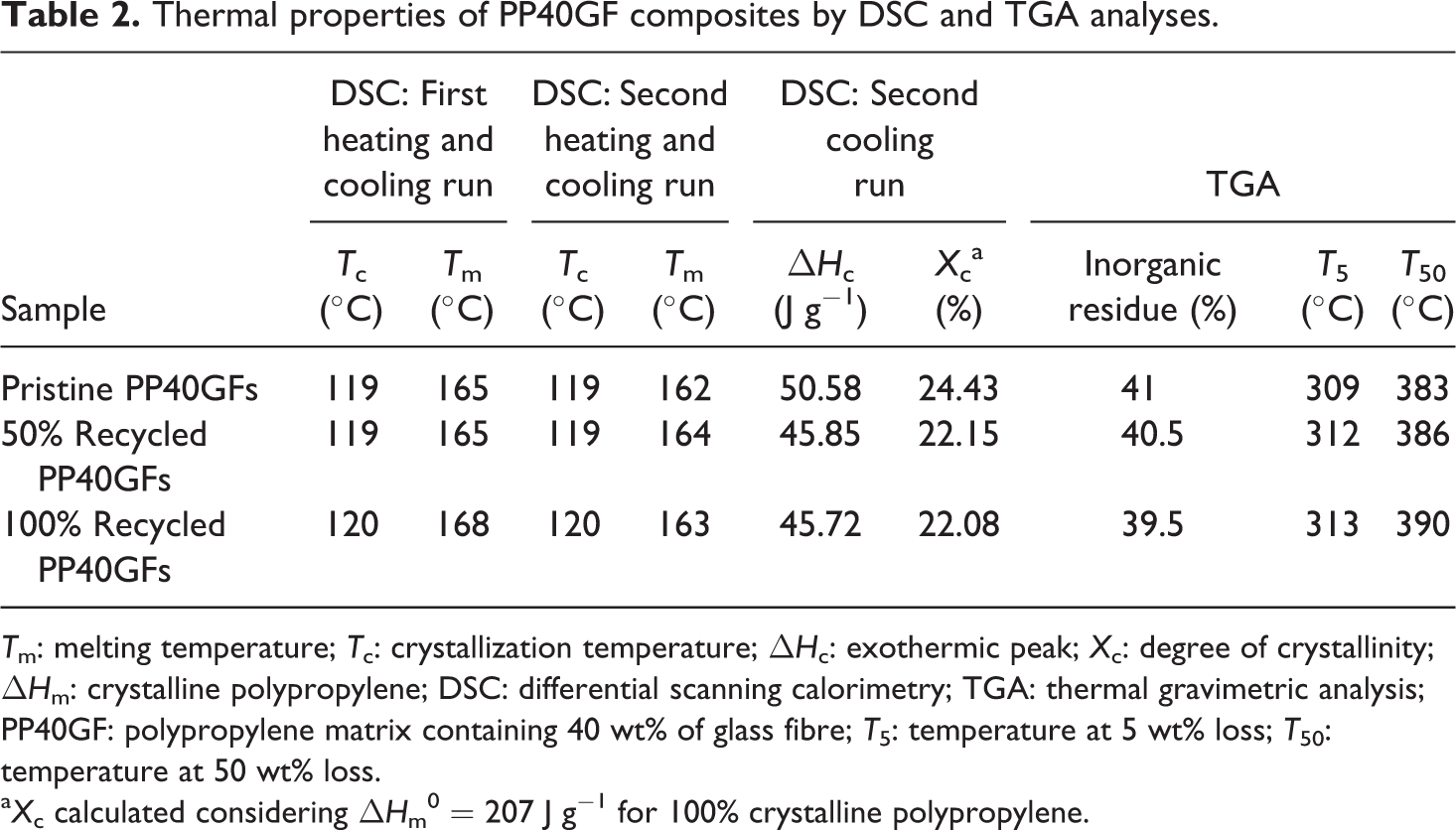
Tm: melting temperature; Tc: crystallization temperature; ΔHc: exothermic peak; Xc: degree of crystallinity; ΔHm: crystalline polypropylene; DSC: differential scanning calorimetry; TGA: thermal gravimetric analysis; PP40GF: polypropylene matrix containing 40 wt% of glass fibre; T5: temperature at 5 wt% loss; T50: temperature at 50 wt% loss.
aXc calculated considering ΔHm 0 = 207 J g−1 for 100% crystalline polypropylene.
From DSC curves it has been also possible to determine the crystallization percentage values for the three different PP40GF composites studied, using a well-known equation reported in literature.
36,45,46
By using the above-mentioned equation, the degree of crystallinity (Xc) of PP40GF composites was determined from the heats evolved during the cold crystallization (ΔHc) taking as a reference the enthalpy of theoretically 100% crystalline PP
A light reduction in the crystallinity values of the recycled composites was observed almost linearly with the reprocessed material content (i.e. from 40.72% to 36.81%) probably due to the thermo-oxidative degradation mechanisms occurring during the recycling process. This slight decrease in the percentage of crystallinity values of the recycled composites suggests that smaller crystals were formed during the reinjection moulding process probably because of the polymeric chain scission. Looking at the second heating cycle reported in Figure 5(c), we can see that the thermograms relative to the recycled composites exhibit a broad fusion peak attributed to the β-fusion of PP with a little shoulder probably due to a very small trace of α-fusion peak that can be formed during the second injection moulding process. This shoulder could be probably due to the recrystallization or reorganization of crystals of different sizes formed during the second injection moulding as a consequence of the polymer chain scission occurring during the mechanical process, which leads to the formation of shorter polymer chains with lower molecular weight.
However, the main melting peaks are not influenced by the recrystallization effect, as the values reported in Table 2 show. The melting temperatures slightly increase with the recycled material content. Therefore, it appears clear that the recycling process has no particular effect on Tc and so on the degree of crystallization, and also on the Tm values, which remain almost the same.
In any case for the three samples studied, the glass transition temperature was not visible probably because PP is a semi-crystalline polymer matrix and there is high amount of GFs, so the amorphous phase is very low. No significant changes on the thermal properties were also measured by other authors who studied similar thermoplastic systems where recycled composites were obtained by injection moulding after mechanical recycling. 47 –49
The thermal stability of the PP40GF composites has been also studied by TGA.The TGA curves, performed in air, do not show a significant difference in the degradation temperatures for the composites containing different amount of recycled material, as reported in Figure 6. The thermal degradation of the three different PP40GF composites studied consists of only one step and the maximum degradation rate temperatures are around 383°C for the pristine material and are slightly higher for the recycled PP40GF composites.
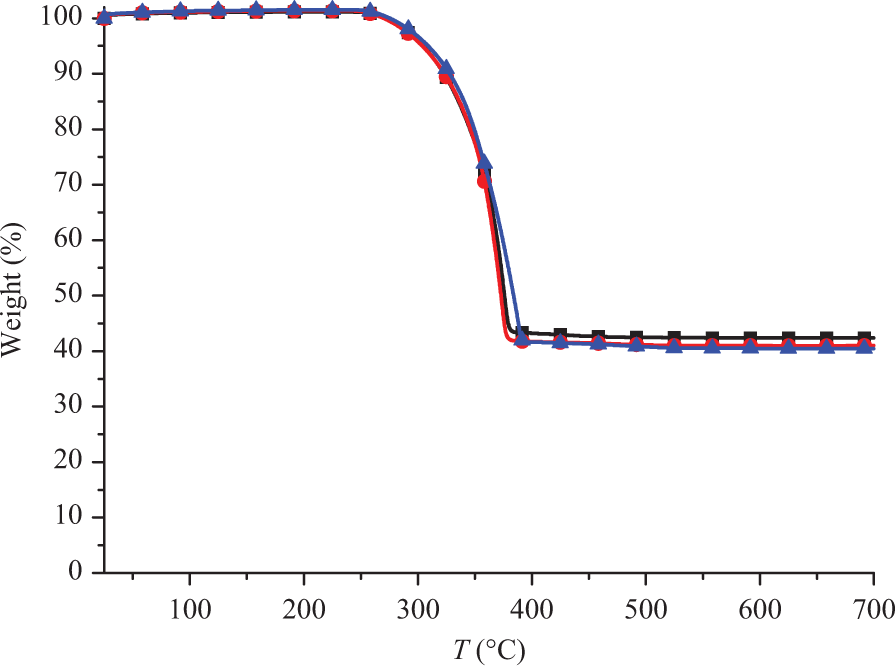
TGA curves performed in air of pristine (▪), 50% (•) and 100% (▴) recycled PP40GF composites. TGA: thermal gravimetric analysis; PP40GF: polypropylene matrix containing 40 wt% of glass fibre.
The initial degradation temperatures, known as the characteristic temperature for assessing the thermal stability, were determined considering the temperatures at which 5 wt% of weight loss occurs and are also listed in Table 2 together with the degradation temperatures at which the 50 wt% of weight loss is achieved.
TGA analyses were also performed to determine the amount of GFs dispersed within the thermoplastic composites. After complete degradation of the polymer matrix, at 700°C, we can observe inorganic residue values near 40 wt% for all the PP40GF composites studied.
The amount percentages of GFs experimentally determined are in good agreement with the theoretical fibre content reported in the supplier datasheets for the virgin composites employed as starting material, as summarized in Table 2.
In conclusion, the thermal analyses results indicate that there is not a significant modification in the recycled polymer composites’ structure despite the mechanical recycling process.
Conclusions
The mechanical performance of GF-reinforced PP composites has been studied in order to investigate the effect of mechanical recycling on the pristine material used in automotive for vehicle components. Tensile and flexural test results showed a decrease in elastic modulus and tensile and flexural strength for both 50% and 100% recycled material, whereas the strain at break increased for increasing content of reprocessed material.
The variation of the mechanical properties can mainly depend on the fibre shortening and breaking taking place during the grinding and the second injection moulding. The average fibre length observed by optical microscopy after the fibre extraction from the polymeric matrix decreases after mechanical recycling. Morphological investigations, carried out by SEM and optical microscopy, reveal first of all a good adhesion between the PP matrix and the reinforcing fibres and that the GFs are well dispersed within the polymer matrix and aligned preferentially along the injection flow direction. On the other hand, it appears evident that after the recycling process the well-ordered microstructure of the pristine composites is partially lost. In fact, we can clearly see that the fibres are not homogeneously dispersed within the PP matrix and are shorter than before. Moreover, it is possible to see the presence of bundles of fibres, due to the pull out of the GFs on the fracture surfaces of the reprocessed materials, more evident for the fully recycled PP40GF composites. The thermal properties of the composites have been also studied by DSC and TGA analyses. The results showed evidence that the mechanical recycling process doesn’t affect the crystallization and the melting temperatures of the composites, as DSC curves show.
Furthermore, the TGA thermograms show a very slight increase in the degradation temperatures of the recycled composites with respect to the virgin ones to underline that there was not a substantial modification in the molecular structure of the PP40GF composites but that the chain structure in the composites was preserved after the mechanical recycling. Conclusively the fully recycled PP40GF composites are still able to guarantee high final performances and can be successfully used for designing new structural components in automotive applications.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.