
Abstract
The 3D-printed rapid tools are being used in finishing operations such as drilling, milling, broaching, roller burnishing, and other finishing operations that need anti-wear plastic composite materials. Zirconium oxide (ZrO2) is one of the ceramic materials which is highly appreciated due to its anti-wear properties. This study aims to develop the ZrO2 ceramic particles reinforced acrylonitrile butadiene styrene (ABS) thermoplastic composite feedstock filaments for 3D printing of rapid tools. In the first stage, the multiple numbers (as per Taguchi L9 orthogonal array (OA)) of ABS-ZrO2 feedstock filaments were developed by varying the loading of ZrO2 in ABS matrix (2 wt.%, 4 wt.%, and 6 wt.%), processing temperature (200, 205 and 210°C), and rotation speed of screw (4, 6 and 8 RPM). The optimum setting obtained for manufacturing ABS-ZrO2 composite feedstock filaments is the combination of 2% ZrO2 loading, 205°C processing temperature, and 6 RPM screw speed. In the next stage, fused filament fabrication (FFF) based 3D printing has been used to prepare the rapid tools. The wear test performed for 3D printed ABS-ZrO2 composites rapid tools shows only .62% weight loss which is lower as compared to virgin ABS (.91% weight loss). The results of the study are supported by fracture analysis, morphology, and mechanical properties.
Introduction
Additive Manufacturing (AM) is a rapidly emerging technology for 3D structure fabrication by using a layer-by-layer deposition process of filament form or powdered molten material. 1 Several advantages of AM include (a) easy manufacturing of intricate geometrical shapes, (b) shorter manufacturing lead times (c) ability to prepare lattice structures within the desired part to reduce its weight, (d) less energy consumption (e) less waste material, and cheap cost. 2 Moreover, additively manufactured composites exclude the process of coating workpieces and can produce near-to-net shape materials which do not require machining in manufacturing a cutting tool, where microhardness and abrasion resistance are desired properties. 3
In the field of AM, fused deposition modeling (FDM) also called FFF is one of the low-cost 3D printing processes that has been used in every area of applications. 4 The process of FDM requires thermoplastic fibers, which are heated and then expelled, layer by layer, to fabricate a 3D product. 5 There are two types of material utilized in FDM plastics; firstly, the modeling material that comprises the finished object, and secondly, the support material that acts as scaffolding to provide support to the object during its printing. 6 FDM-processed thermoplastics, such as polylactic acid (PLA) and ABS, are the most used polymer in this regard, 7 However, the parts developed by FDM have great applications in rapid prototyping, but the inadequate physical properties restrict their practical applications. 8 Therefore, various varieties of alternate FDM filament materials have been developed to improve the physical properties of the final part and reduce its running cost which leads to enhancement in the scope of this technique. In this regard, ceramics has attracted the researcher’s attention due to their unique applications, such as wear-resistance applications, in electronic devices, high-performance vehicles, and next-generation aircraft, benefiting from their chemical stability, high hardness, and functional properties.9–11 However, modern computer numeric control (CNC) based manufacturing has high efficiency in machining ceramic-based products, the process faces some restrictions for the fabrication of ceramics with intricate shapes. 12 Regarding FDM, the fabrication of novel FDM materials based on ceramics or metals is a tedious task because of the requirement of specific properties (size, mechanical and rheological characteristics) of filament used in the FDM system. 13
A general approach used to enhance the characteristics of FDM parts comprises using polymers with good properties (such as liquid crystalline polymers and poly-aryl-ether-ketone) and mixing the filler material or ceramic powder within the neat polymers. 14 For this purpose, FFF is most widely used for component fabrication beyond commercial material usage. This is due to the comparatively simple printer setup and low cost of the printer. In this direction, prepared feedstock filaments for the FDM 3D printer by mixing PLA at different carbon nanotubes (CNT) weight percentages and observed that the application of 5% CNTs enhanced Young’s modulus by 30%, but reduced the tensile strength and overall toughness of the FDM parts. 15 Further, a lot of polyamide-based composites have been also designed to manufacture products for tribological applications. The previous researchers achieved excellent mechanical, physical, and tribological characteristics by using ultra-high molecular weight polyethylene (UHMWPE) for the implementation to produce parts for friction units by additive manufacturing. 16 Recently, some researchers used ceramic-and polymer granulates as the feedstock for AM of ZrO2 ceramics by FDM. 17 To manufacture ZrO2-based products, the FFF process has been used to create a Low-density polyethylene (LDPE) and wax binder system. 18 It was demonstrated that a 50% of volume ZrO2 feedstock loaded with low melt viscosity values is appropriate for FFF printing. Till now, different ceramic-like mullite, 19 Silicon tetrachloride or tetrachlorosilane (Si3N4), 20 and ZrO2 21 were prepared by using filaments as feedstock. There is still a need of identifying the tribological properties of FDM-printed ABS-ZrO2 composite parts for fabricating new formulations for 3D printing.
A lot of recent studies have focused on ABS-ZrO2 composites because of their improved mechanical, thermal, and electrical characteristics. 22 However, problems still exist in establishing the best interfacial adhesion and dispersion between ABS and ZrO2 nanoparticles. Electrical conductivity can be affected, mechanical strength can be decreased, and thermal stability can be negatively impacted by poor interfacial bonding. 23 It was investigated Several approaches to overcome these problems, including surface modification of ZrO2 nanoparticles, compatibilizer inclusions, and enhanced processing methods. For ABS-ZrO2 composites to reach their full potential, it is still necessary to achieve a homogenous dispersion, create a strong interfacial contact, and balance the characteristics of ABS and ZrO2. 24 Further studies are necessary to advance their development and widen their applications. Lots of reinforcements added in the ABS for thermoplastic composite feedstock filament preparation are extensive. To improve the mechanical characteristics of ABS-based composites, researchers have looked at the insertion of different reinforcements such as carbon fibers, glass fibers, nanofillers, and nanoparticles.25,26 Enhancing strength, stiffness, toughness, and thermal stability are the goals of these reinforcements. Achieving homogeneous dispersion of reinforcements within the ABS matrix, preserving good interfacial adhesion between the matrix and reinforcements, optimizing processing parameters, and addressing potential problems like filament breakage or nozzle clogging during 3D printing are obstacles that researchers must overcome.27,28 The development of high-performance ABS-based composite filaments for diverse applications must successfully overcome these obstacles. ABS is known for its toughness and impact resistance, while ZrO2 possesses high hardness and excellent wear resistance. 29 The combination of ABS and ZrO2 in the composite material can enhance wear properties due to their complementary characteristics, resulting in improved durability and reduced wear. Based on previous literature, observed that rpm and temperature are the most important factors for feedstock filament fabrications. 30
Based on the literature review, it has been observed that several research works is performed for enhancing the hardness of polymers by adding different fillers or metallic powder in different thermoplastic polymers. But hitherto, very less has been reported on the reinforcement of ZrO2 in ABS polymers using an extrusion process which may be used for rapid tooling applications. In this study, the mechanical, physical, morphological, and wear properties of fabricated composite feedstock filaments have been investigated using a Taguchi L9 (3∧3) OA. Further, the tribological properties have been investigated on the 3D printed ABS-ZrO2 composite structures as the rapid tools.
Materials and Method
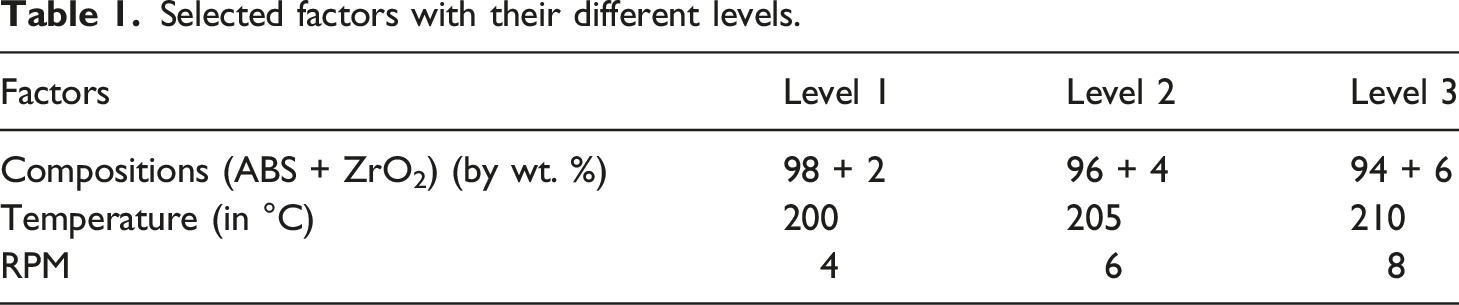
Selected factors with their different levels.
Selected factors with their different levels.
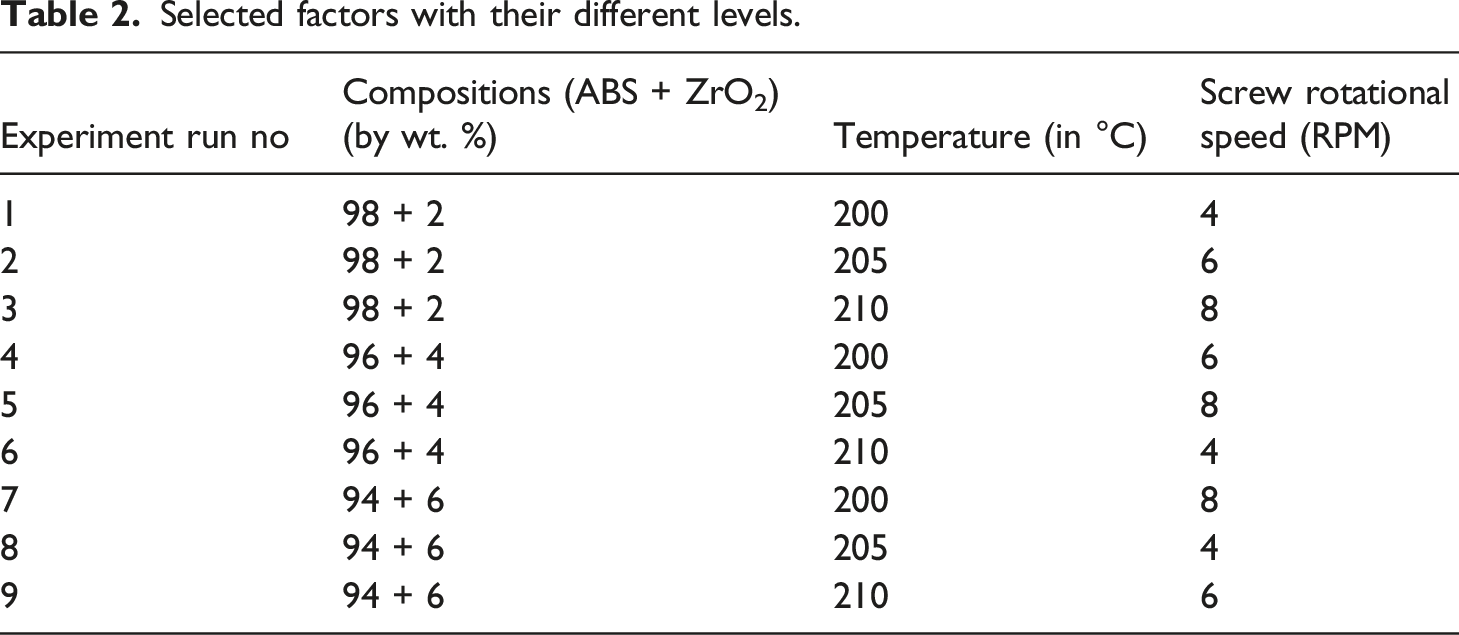
Based on Tables 1 and 2, a total of nine sets of feedstock filaments have been prepared using a single screw extruder which is shown in Figure 1. Feedstock filament fabrication process of ABS-ZrO2 composite using an extrusion process.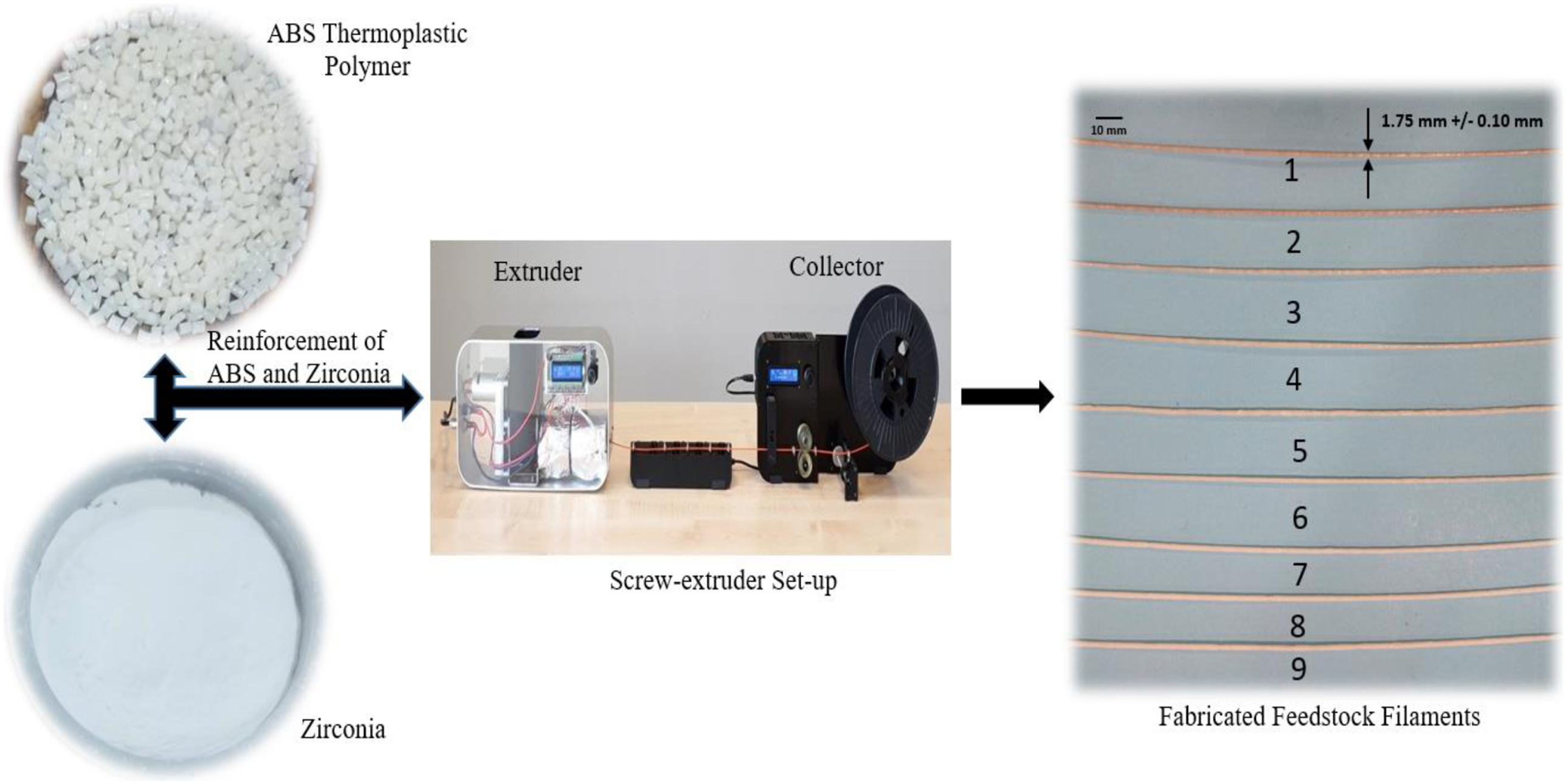
Experimentation
Feedstock fabrication
ABS thermoplastic polymers (in granules form) (dia: 1.5–2 mm) have been reinforced with ZrO2, (99% pure powder (Make: Indian Platinum Private Limited, India)) (max. limit up to 300°C). Initially, ZrO2 particles have been mechanically mixed with ABS thermoplastic polymer. In the next stage, nine different sets of feedstock filaments have been fabricated with a diameter range of 1.75 mm ± .10 mm using a single screw extruder according to Table 2. In Figure 2, 9 different types of fabricated reinforced feedstock filaments have been shown. ABS-ZrO2-based fabricated feedstock filaments using a single screw extruder.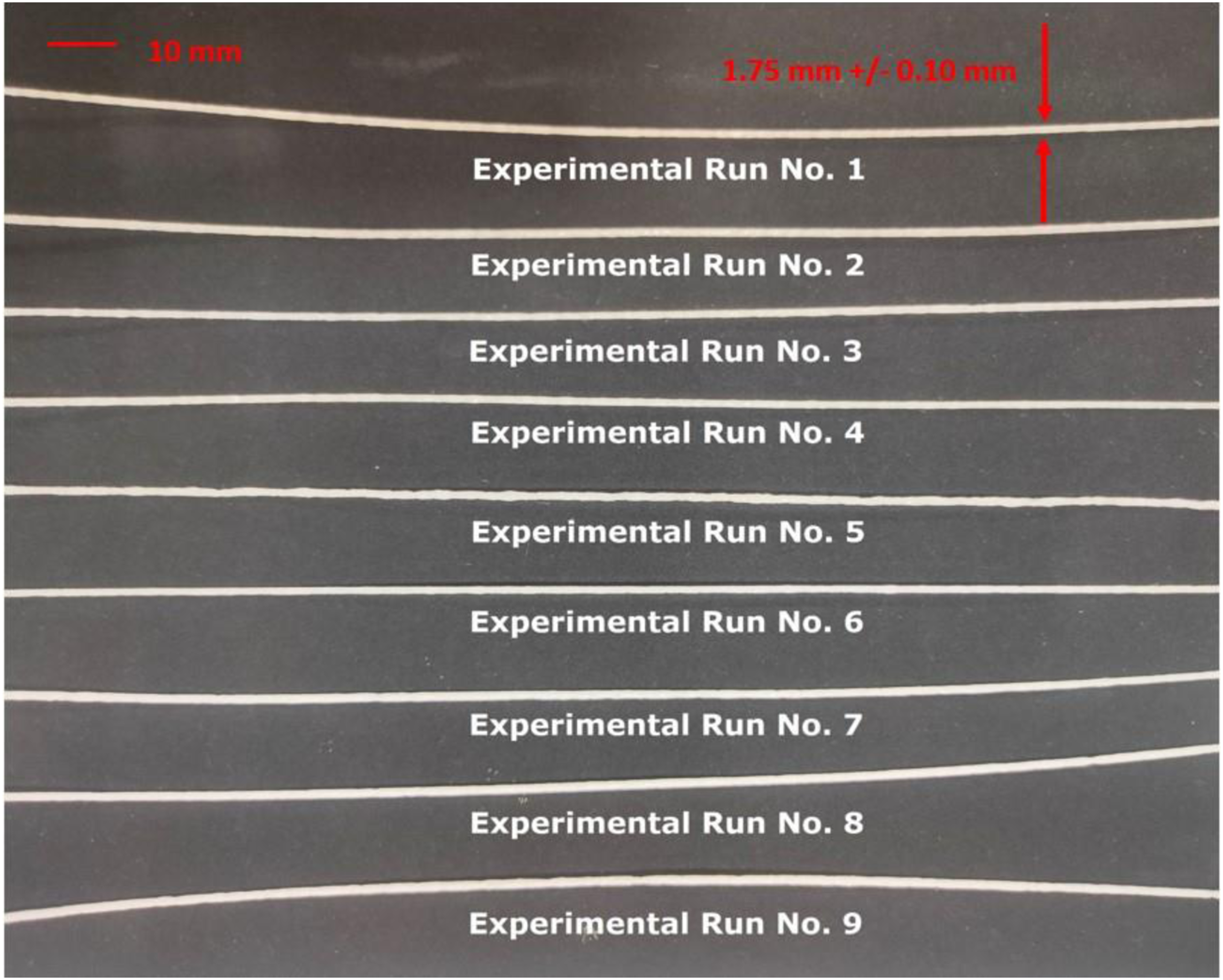
Tensile Testing
Tensile testing has been carried out on a universal tensile tester (UTT) (Make; Shanta Engineering, Pune, India; maximum capacity: 5000N) with a strain rate of 20 mm/min after the fabrication of feedstock filaments (Figure 3). The procedure of ASTM D638 has been followed for the tensile testing of composite feedstock filaments, as there is no ASTM standard is available for filament testing. Working procedure of UTT for ABS-ZrO2 composite feedstock filaments.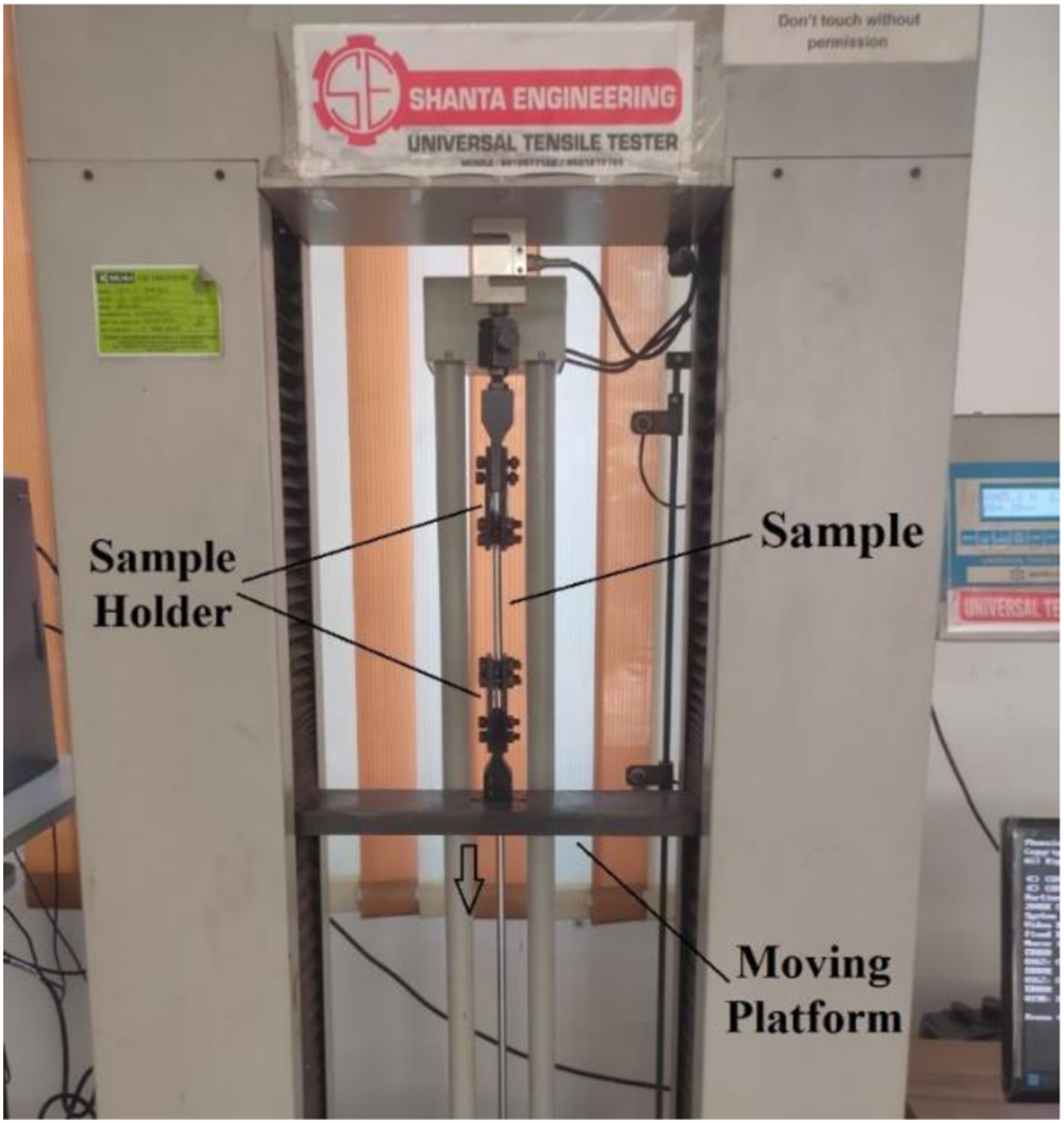
3D printing and wear analysis
After tensile testing, optimization has been performed using Minitab statistical software (Version 17.00) for obtaining the best setting of each important factor for the fabrication of feedstock filament that has better mechanical strength. After optimization of process parameters, scanning electron microscope (SEM) and optical analysis were performed on the best and worst samples according to tensile strength.
To 3D print cylindrical pins for wear testing and examine the wear-resistant properties of the chosen material composition in contrast to commercial ABS material, the manufactured feedstock filaments were fed into a FFF printer. Pin-on-disc parameters were set for 0.42 m/s sliding velocity, an 80 mm track diameter, a 50 N applied load, and a 10-min of testing period for a single pin at 100 rpm disc speed. Lastly, wear test analysis was performed on ABS thermoplastic polymer-based virgin pins and reinforced pins with ZrO2.
Multifactor optimization
A multifactor optimization process was applied to tensile results (Young’s modulus, strength at peak, and Modulus of toughness) using Minitab statistical software (Version 19.00) for obtaining the best settings. By providing equal weights of each component of the tensile result best setting for the fabrication of composite feedstock filaments has been determined.
Morphological Analysis
Morphological (optical and SEM) analysis has been performed after tensile testing on all the fabricated composite feedstock filaments as per Table 2. To investigate the fracture of feedstock filaments, an optical photomicroscope (Model No. SMZ745T; Manufacturer: Nikon) was used. The surface roughness was measured using “Gwyddion software version 2.60”. After optical and tensile testing of all the samples, SEM analysis has been performed on the best and worst samples based on tensile strength. The SEM was utilized to examine the reinforcement of Zr with ABS thermoplastic polymers. Furthermore, energy-dispersive X-ray spectroscopy (EDS) was done on the fractured part of feedstock filaments on only the best and worst samples to determine the actual reason for feedstock filament strength. The SEM and EDS tests were carried out under a vacuum with the SEM system (Make: Jeol: IT500) and a 15V power source. The microstructure of the fabrics was photographed at magnifications of ×100 and ×200. When studying fractured parts of feedstock filaments, EDS can provide information about the distribution of elements and the presence of impurities or foreign materials within the material. EDS may also guide material design, process optimization, and quality control efforts to enhance performance and reliability.
XRD Analysis
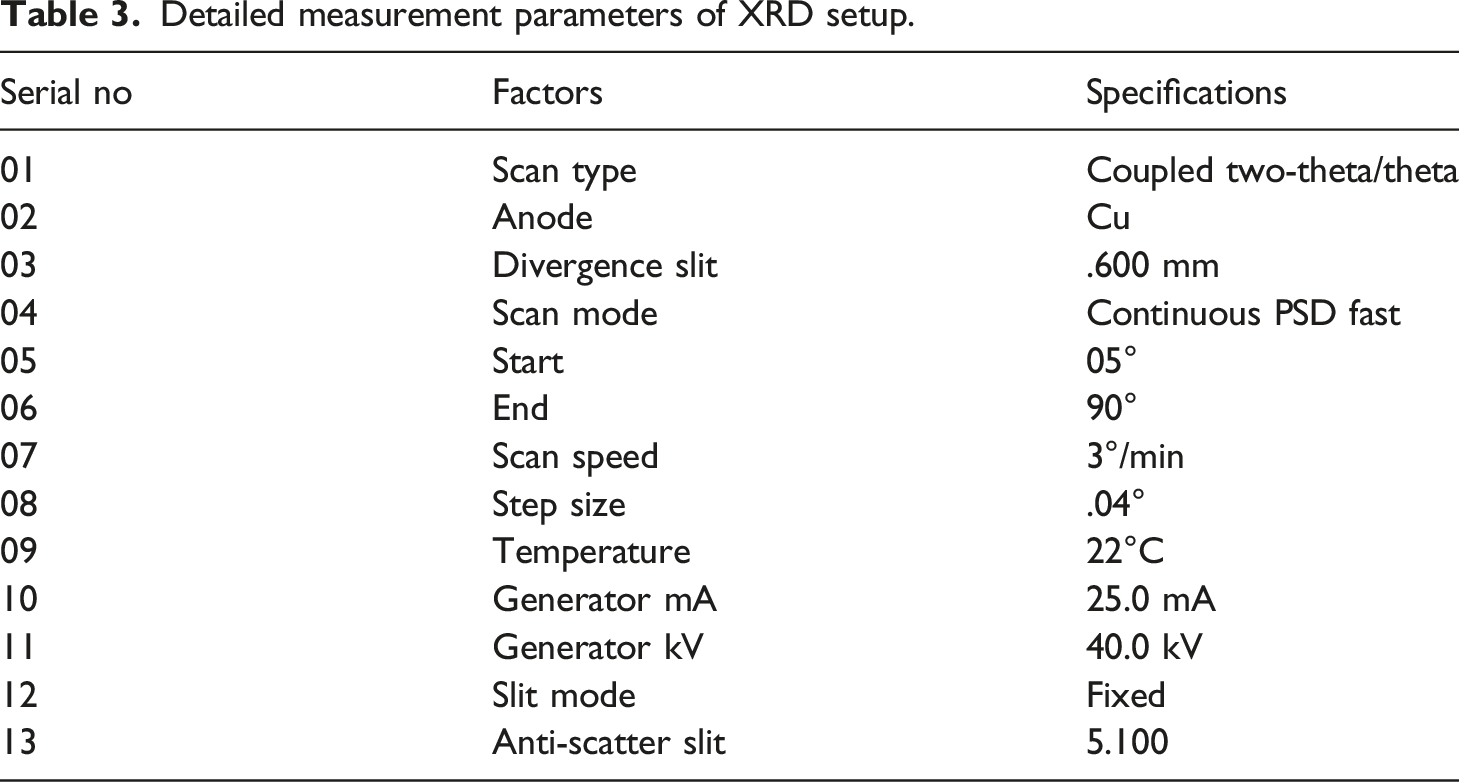
Detailed measurement parameters of XRD setup.
Results and discussion
Mechanical properties
Results output of tensile strength with their SNRA.
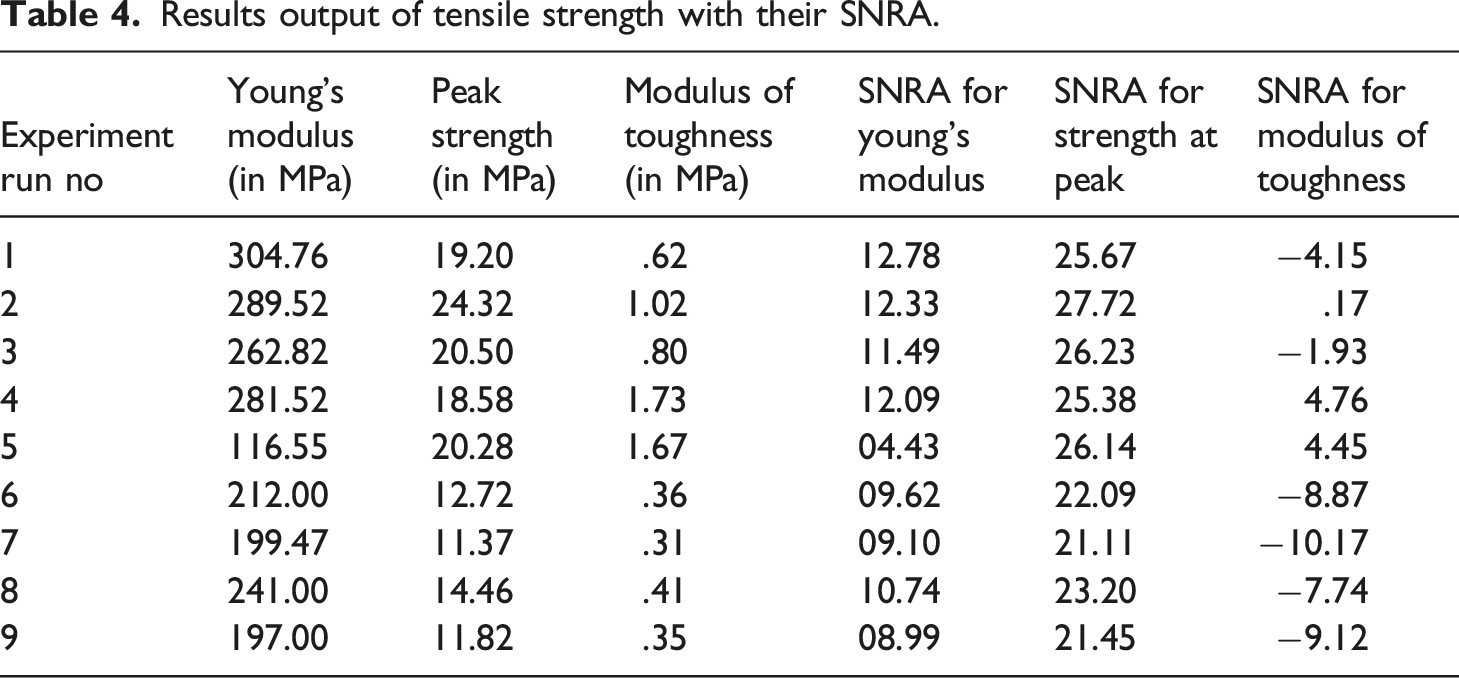
According to Table 4, it has been observed that experiment run no. 01 is the maximum value of Young’s Modulus whereas experiment run no. 2 and 4 are the maximum value of peak strength and Modulus of Toughness respectively. Table 4 shows the different output results of the tensile strength of composite feedstock filaments along with their SNRA. The stress versus strain diagram is shown in Figure 4 of all the feedstock filaments that have been fabricated according to Table 2 during tensile testing. Stress versus strain diagram of fabricated feedstock filaments tensile testing.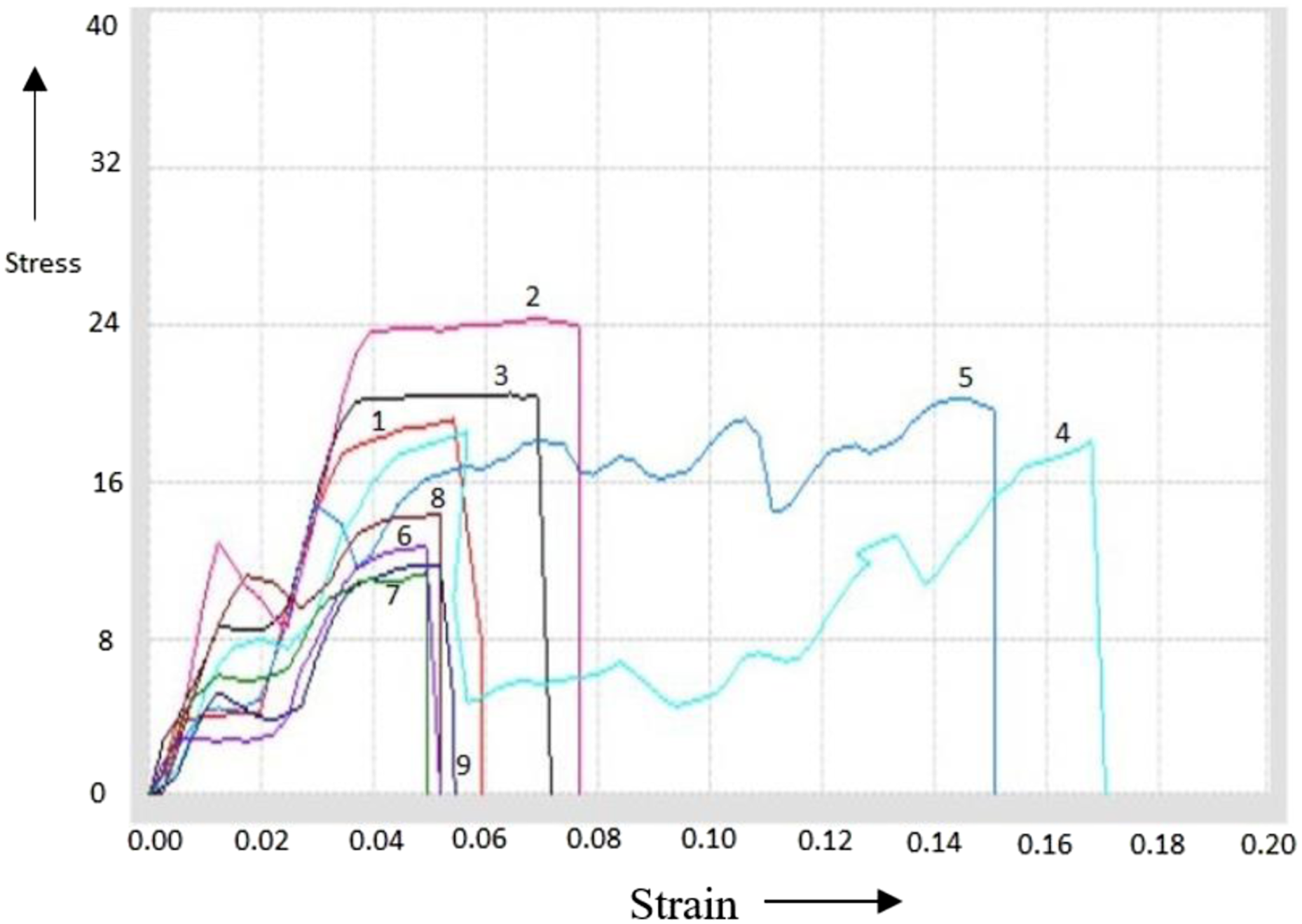
Peak Strength
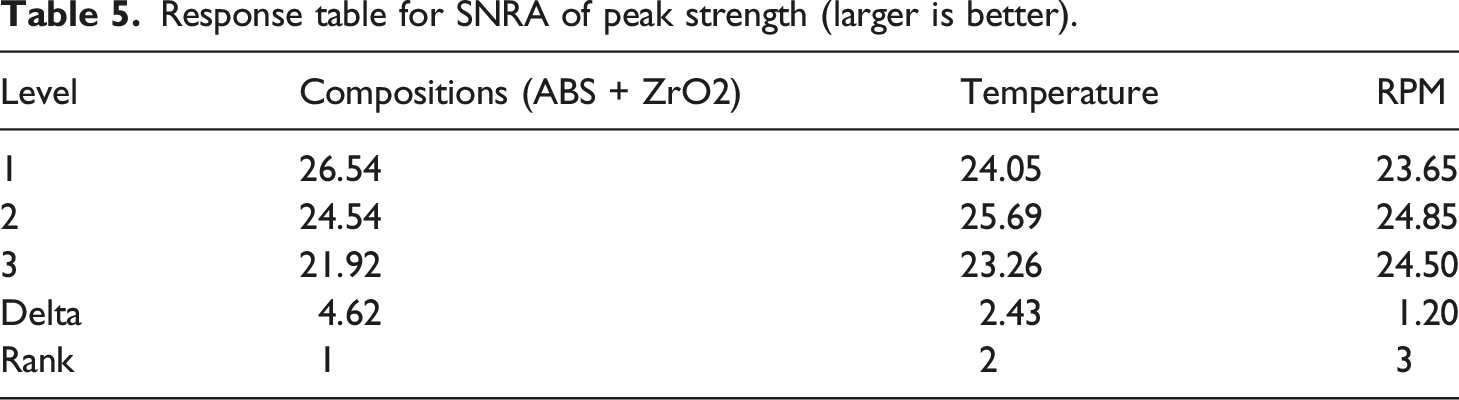
Figure 5 shows the main effects plot for SNRA of peak strength output parameter (for larger the better type case). As per the calculation of SNRA, it was predicted that the best setting for maximum peak strength is a combination of 98 + 2 (ABS + ZrO2) weight composition, 205°C of barrel temperature, and 6 RPM of a single screw extruder. Main effects plot for SNRA of peak strength.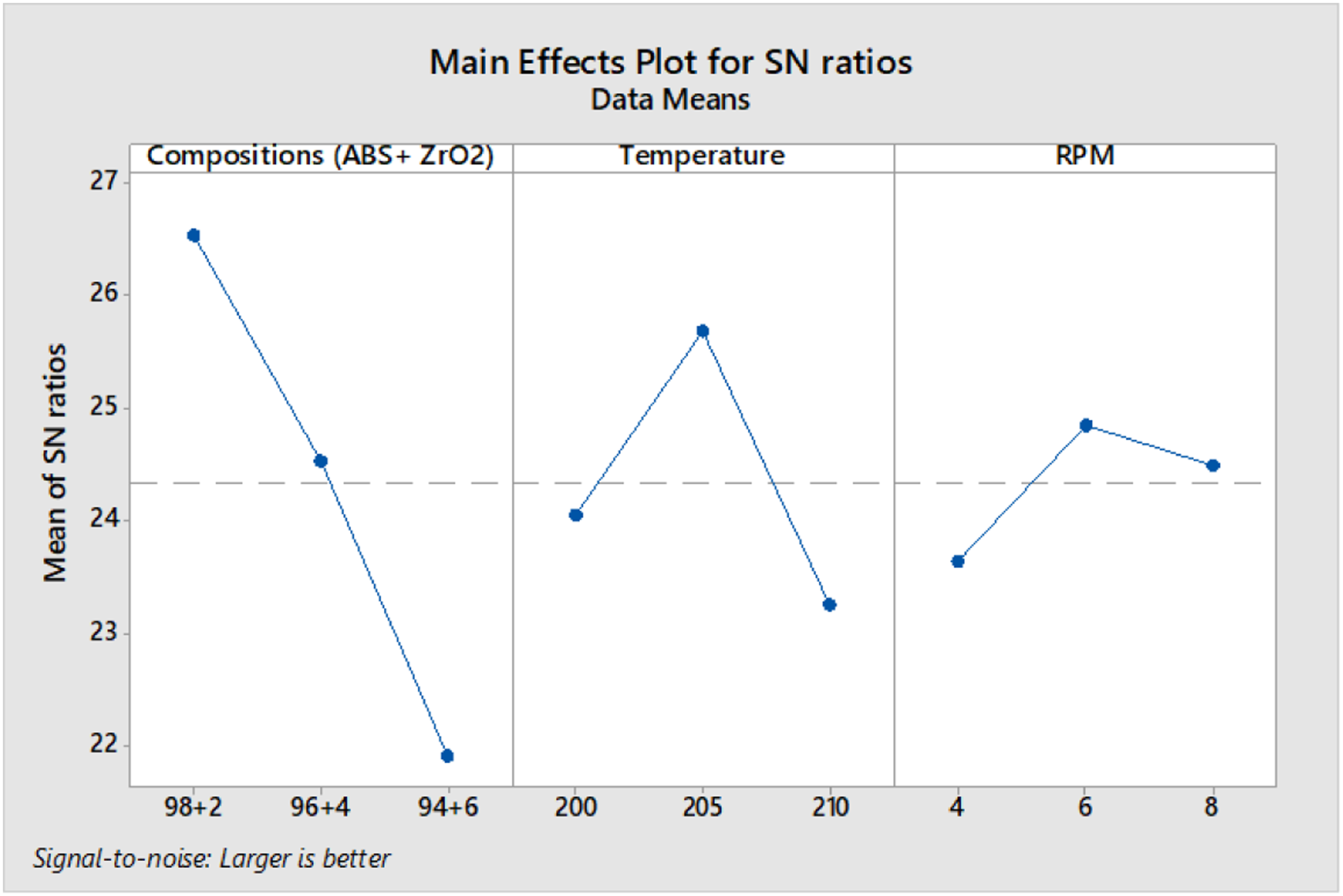
Response table for SNRA of peak strength (larger is better).
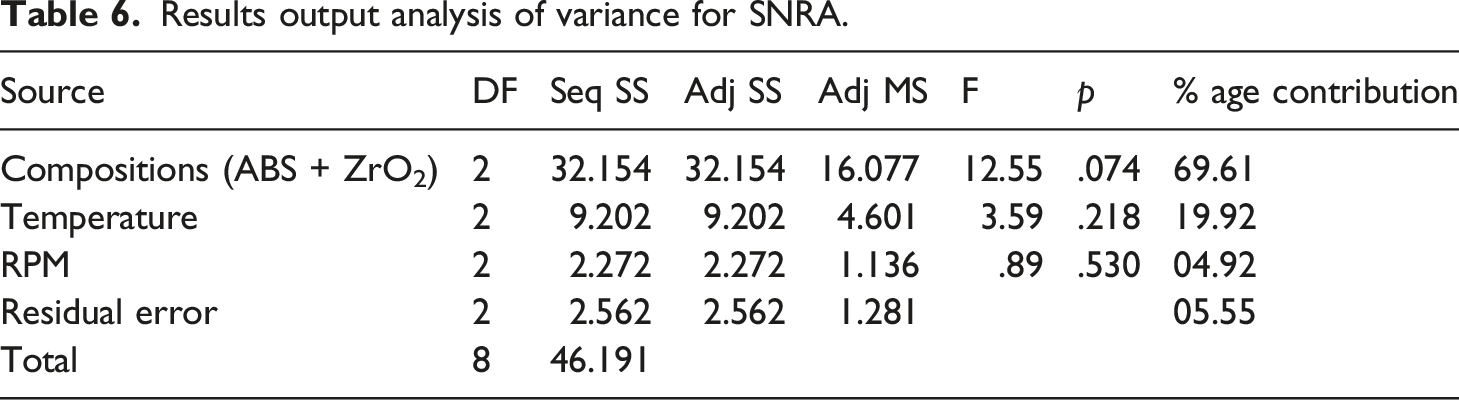
Results output analysis of variance for SNRA.
For single optimization, the following formula was used:
The overall mean SNRA (C) was calculated as per Table 4.
Now,
From here,




Here, the optimum value of peak strength has been obtained 26.36 MPa on the predicted setting of extrusion. On the predicted setting, the experimentation was conducted again to check the accuracy of the optimization process. The experimental value was obtained 25.10 MPa which is close to the calculated value.
Young’s modulus and modulus of toughness
Similar to peak strength, optimization was also performed for Young’s modulus and Modulus of toughness. The main effects plot for SN ratios for Young’s Modulus and Modulus of Toughness (larger is the better type case) are shown in Figure 6. As per the results of Young’s Modulus, the combination of 98 + 2 (ABS + ZrO2) weight composition ratio, working temperature of 200°C and 6 RPM single screw extruder is the optimized setting. Similarly, the modulus of toughness was optimized with a combination of 96 + 4 (ABS + ZrO2) weight composition, 205°C working and 6 RPM of a single screw extruder. Main effects plot for SNRA of young’s modulus and modulus of toughness. (a) Main effects plot for SNRA of young’s modulus (b) main effects plot for SNRA of modulus of toughness.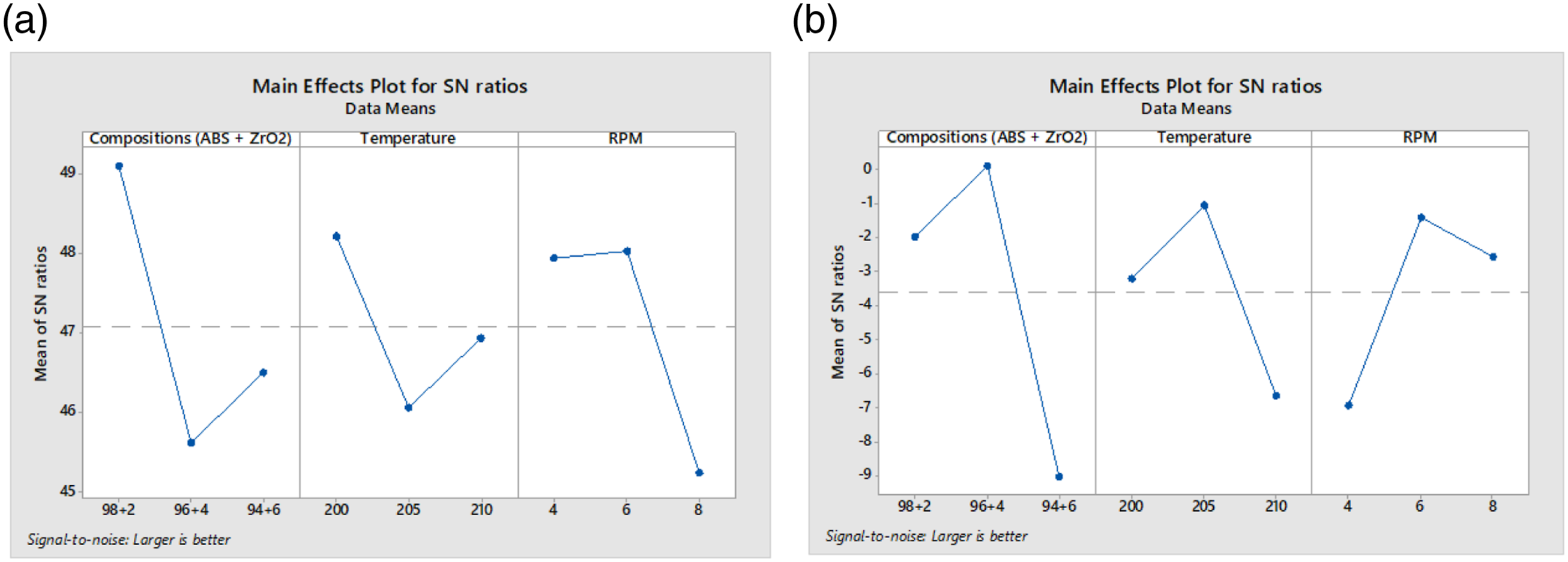
Multifactor Optimizations
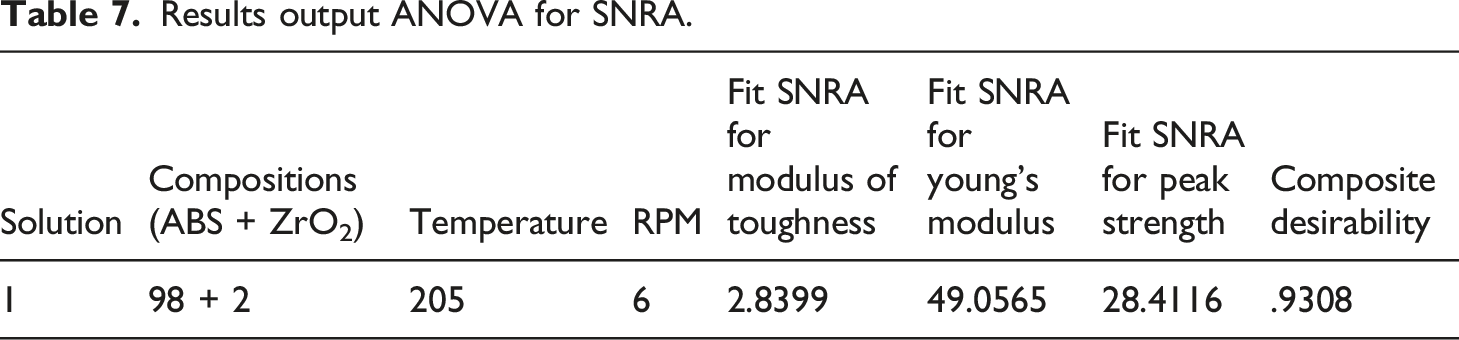
Multifactor optimization was employed in tensile testing to enhance the understanding and characterization of material behavior under complex loading conditions. By applying multi-factor optimization, the optimal combination of these factors would yield the desired mechanical properties, such as peak strength, Young’s modulus and modulus of toughness. This approach allows for a more comprehensive analysis of the material’s response, enabling the development of robust and efficient design criteria for various applications. By considering multifactor optimization all the factors of tensile testing are included with equal weightage. For better-optimized results; multifactor optimization analysis has been performed on all the components of tensile testing (Young’s modulus, peak strength, and modulus of toughness) shown in Table 4. Based upon multi-factor optimization predicted setting and composite desirability are shown in Figure 7. Based upon Table 7 and Figure 7 it has been shown that the best-predicted settings for fabrication of feedstock filaments with the 98% of ABS and 2% of ZrO2 compositions and working temperature for fabrication of feedstock filaments at 205°C and rotational speed of rotating speed of screw in the barrel at 6 no. of setup with composite desirability ‘.9308’ of the proposed model. Multi-factor optimization plot of tensile test for composite feedstock filaments. Results output ANOVA for SNRA.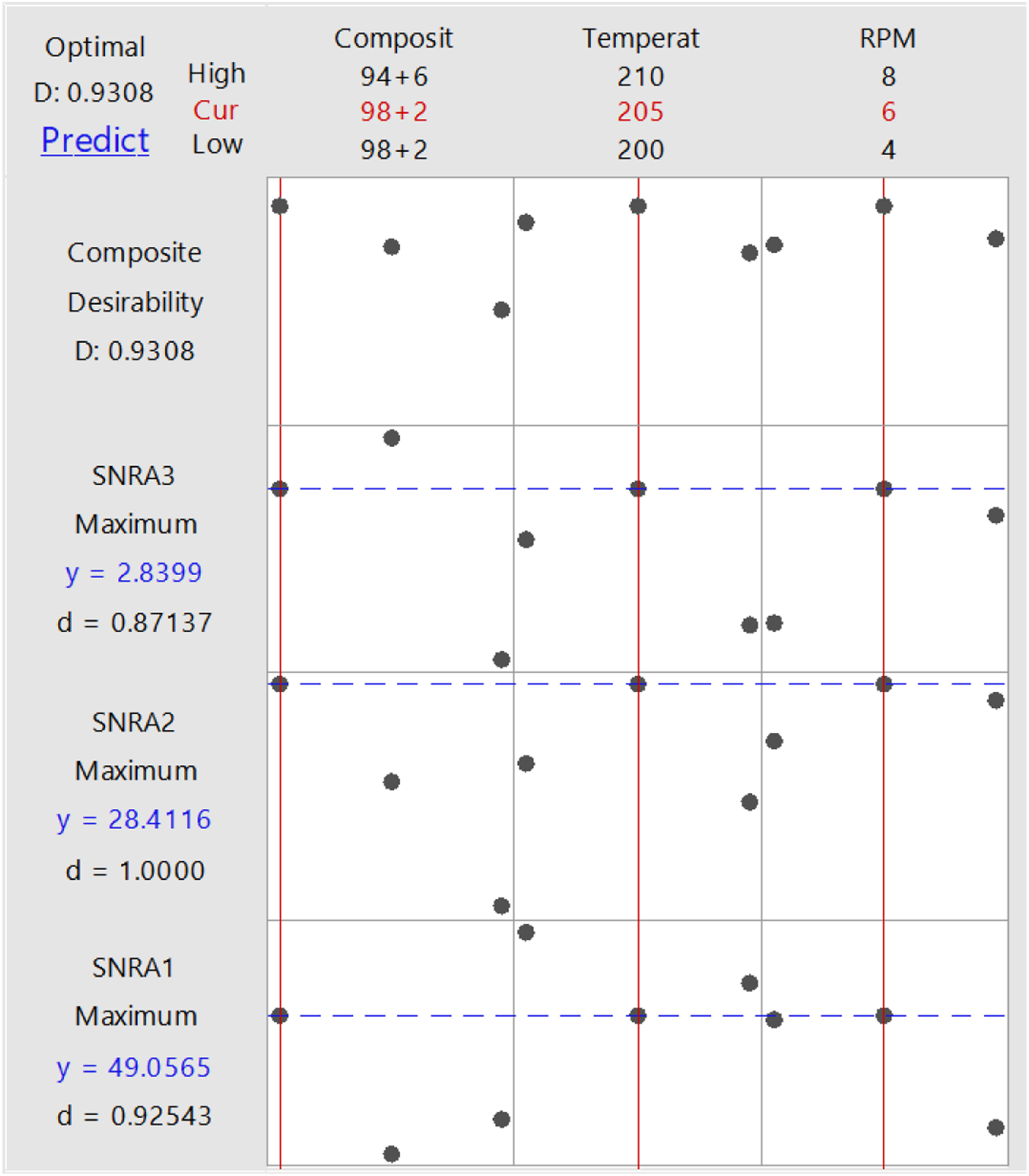
Composite desirability analysis provides a systematic and quantitative approach to decision-making by considering multiple criteria simultaneously. The composite desirability is very close to one which shows the degree of accuracy is very high for this multifactor optimization analysis. The maximum achievable composite desirability depends on various factors, such as the specific criteria and goals of the process but in this research work, it goes up to 1. Factors that can decrease the value of the desirability function include limitations in resources, technical constraints, and conflicting objectives.
Morphological analysis
After mechanical testing, the morphological analysis was performed on all the fabricated feedstock filament samples using an optical microscope at ×50 magnification power (Figure 8). According to Figure 8, it was observed that ZrO2 particles were uniformly reinforced in all the fabricated feedstock filaments. It was also noticed that sample no. 1 to sample no. 5 is denser in all sector whereas sample six to sample nine are less dense which also support the tensile strength results of the composite feedstock filaments. Optical image of a fractured sample of the tensile sample at ×100 magnifications. (a) 1 (b) 2 (c) 3 (d) 4 (e) 5 (f) 6 (g) 7 (h) 8 (i) 9.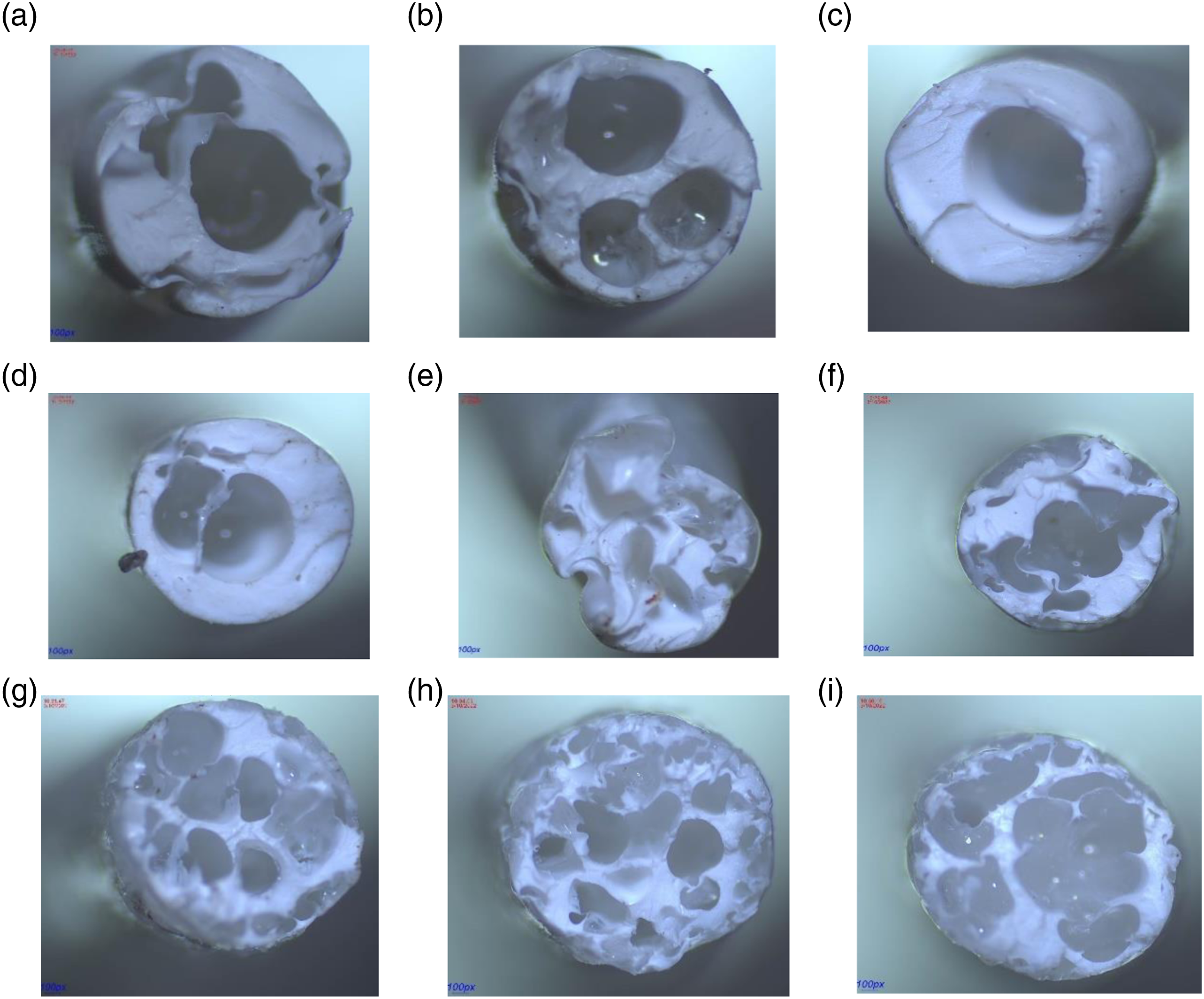
For a detailed analysis of the fractured surface of all the feedstock filaments, 3D rendering analysis, and surface roughness analysis have been performed that as shown in Figure 9. Surface roughness testing is performed on fractured parts of feedstock filaments to analyze the quality of the fracture surface. It provides valuable information about the material’s strength, structural integrity, and manufacturing process. Higher surface roughness can introduce stress concentration points, leading to reduced tensile strength. However, an optimal level of roughness can enhance interlayer bonding, increasing tensile strength. Factors such as material composition, extrusion parameters, and post-processing techniques also influence the final tensile strength. 3D rendering image and surface roughness image of fractured part of feedstock filaments.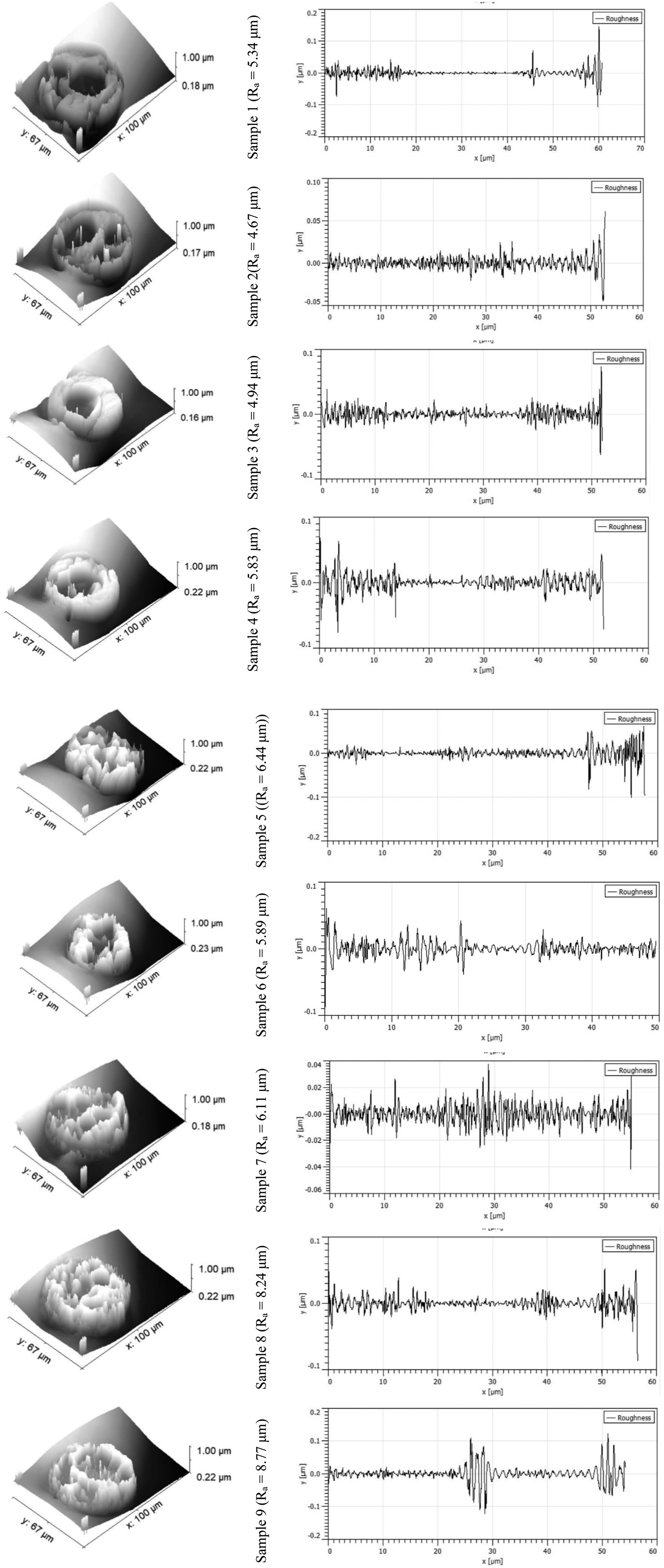
According to Figure 9 (3D rendering image), it was observed that surface roughness is not much uneven and it varies from 4.67 μm to 8.77 μm which is acceptable for the fabrication of feedstock filaments. Based on Figure 9, It is observed that surface roughness is less in sample no. 2 (4.67 μm), which also supports the tensile strength of the sample.
After optical analysis, for better internal structure and details SEM and EDS analysis was performed on best and worst according to tensile testing that is shown in Figure 10. SEM image and EDS analysis of best and worst feedstock filaments. (a) SEM image of best feedstock filament at ×100 (b) SEM image of worst feedstock filament at ×100 (c) EDS analysis of best feedstock filament (d) EDS analysis of worst feedstock filament.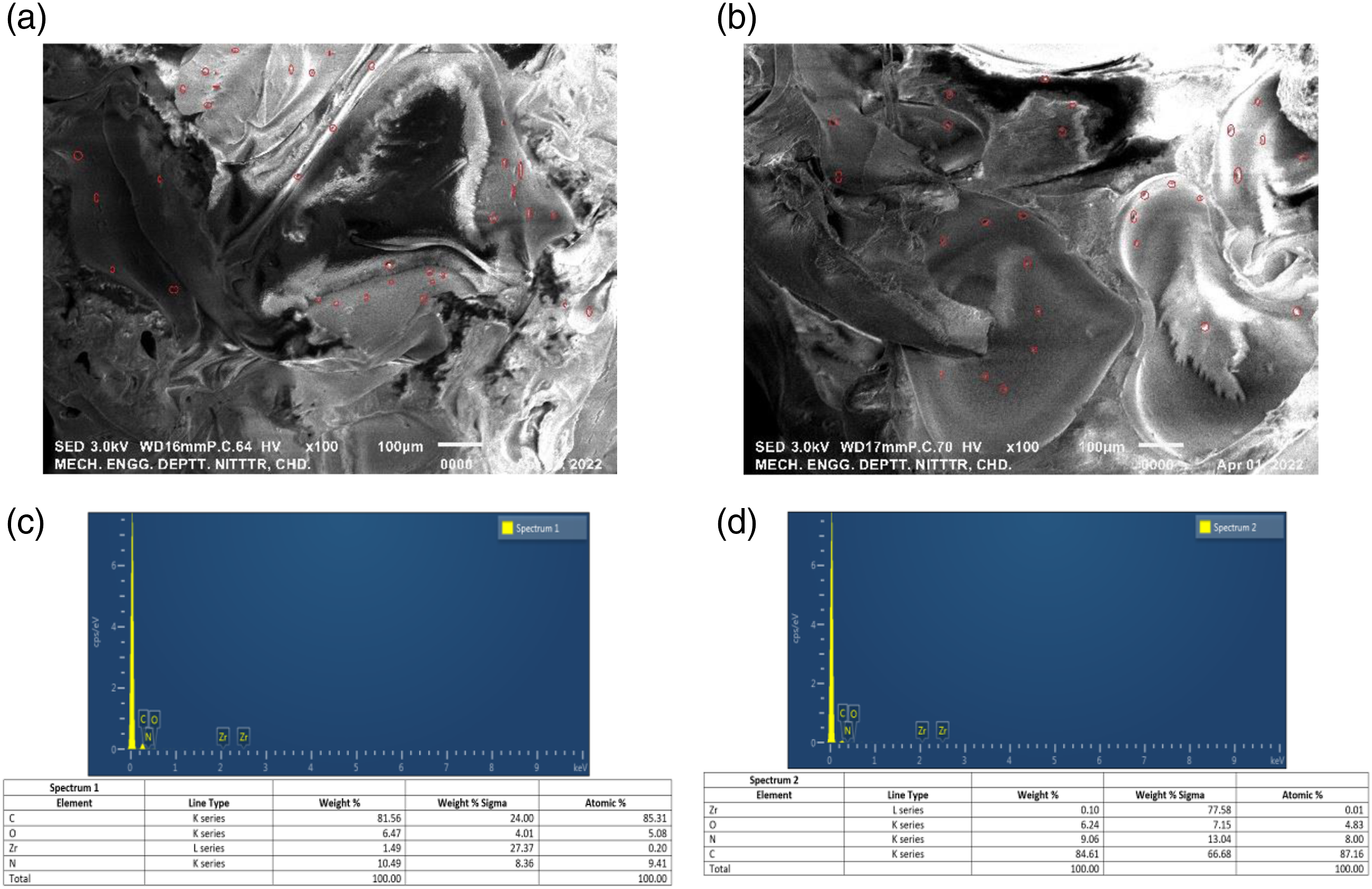
According to Figure 10(a) and (b) it was observed that small particles of ZrO2 are properly reinforced in ABS thermoplastic polymer. Small particles of ZrO2 are highlighted with a black circle in Figure 10(a) and (b) that have been taken at ×100 magnification. Further EDS analysis has been done on the best and worst samples to observe the distribution of ZrO2 in ABS-based feedstock filaments. According to EDS analysis, it is observed that 1.49% Zr is present in the best composite feedstock filaments according to weight percentage, whereas only .10% Zr is present in the worst sample according to tensile testing. EDS analysis supports the tensile test results because more amount of ZrO2 is present in the best sample (experiment run no. 2) as compared to the worst sample (experiment run no. 7).
Some other properties such as crystallinity and amorphous percentage are present in fabricated composite feedstock filament as compared to virgin ABS thermoplastic polymers and ZrO2. XRD graphs of virgin ABS, ZrO2, and fabricated feedstock filament (sample no. 2) are shown in Figure 11. XRD plots of virgin ABS, ZrO2, and composite feedstock filament.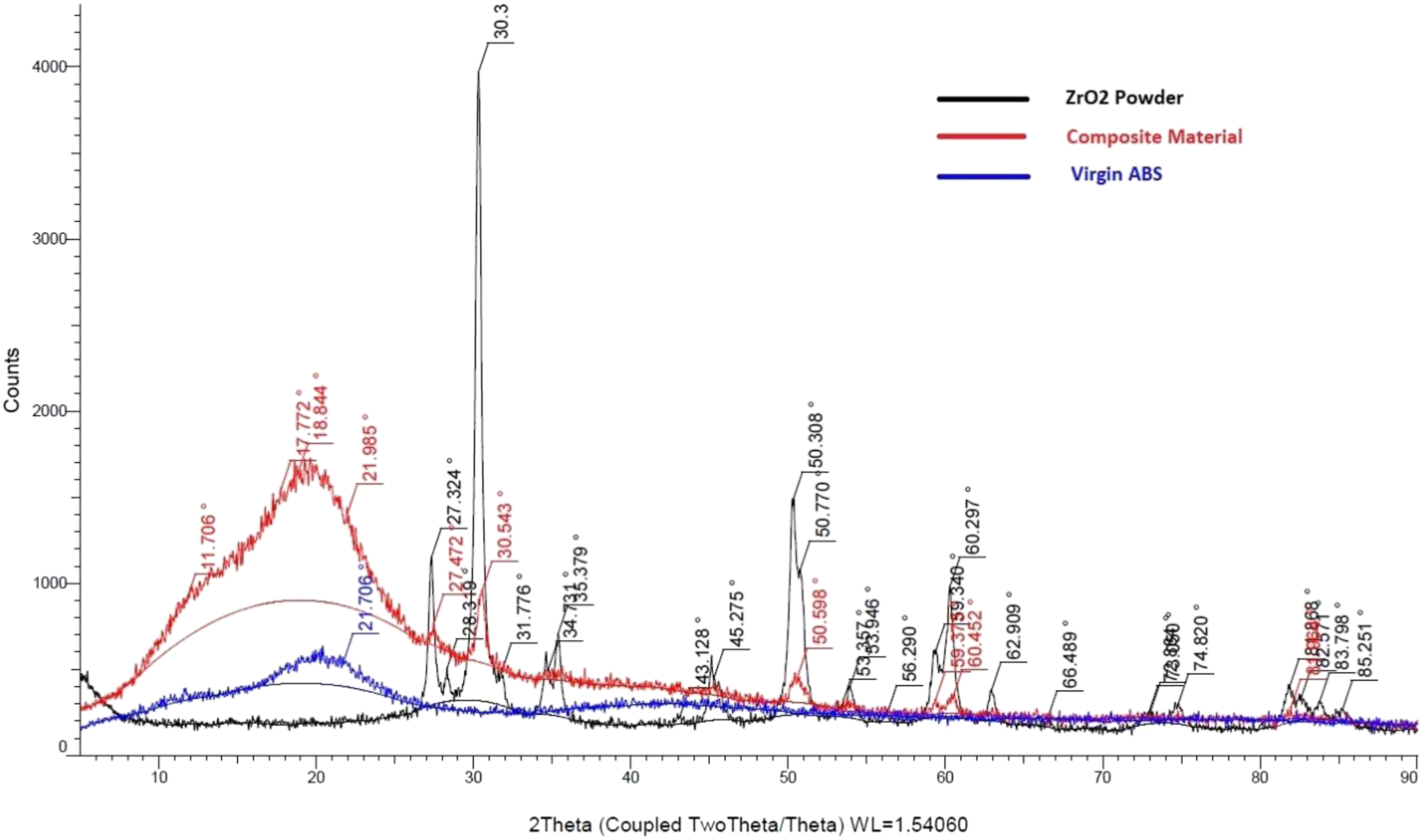
Crystallinity and amorphous percentage using XRD.
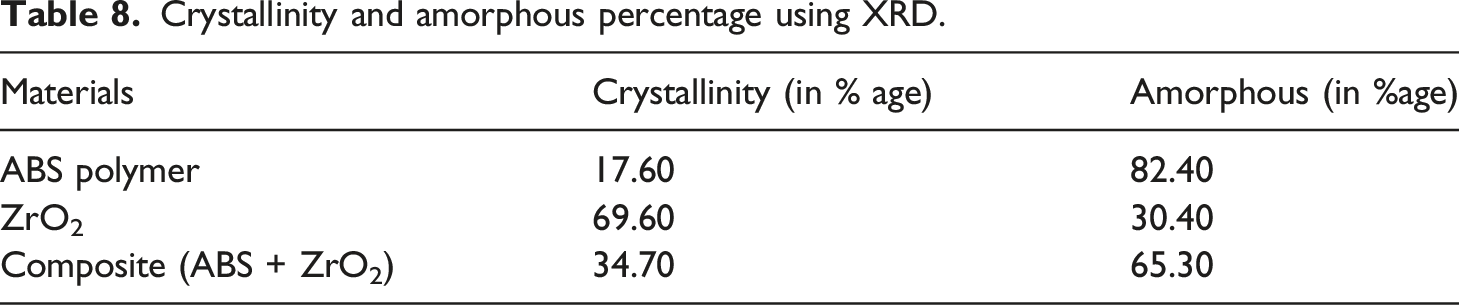
Based on Table 8, It has been observed that the crystallinity value of ABS polymer is near 17.60%, ZrO2 powder is near 69.60% and composite materials are 34.70%. This result shows that reinforcement of ZrO2 powder into ABS thermoplastic polymers increases the crystallinity value of composite materials that’s why the hardness of the materials is improved. In this research work degree of crystallinity was obtained from XRD analysis. The degree of crystallinity is determined by comparing the intensity of the diffracted X-rays from the crystalline regions to those from the non-crystalline or amorphous regions in the sample. By quantifying the ratio of crystalline to non-crystalline components, the degree of crystallinity can be obtained. Crystallinity has a significant impact on its physical characteristics. A polymer’s chains are more regularly aligned the more crystalline whereas more irregularity in alignment is more amorphous. Hardness and density rise as crystallinity increases.
Wear Analysis
Due to the reinforcement of ZrO2 in ABS thermoplastic materials tensile strength was increased, so further wear test was performed on virgin ABS, best and worst sample pins. The wear track graphs of all three samples were tracked on emery paper as shown in Figure 12. According to Figure 12, it was observed that in the ABS wear track graph density of ABS polymers is more whereas the density of the best sample is less as compared to both, which is also reflected in Table 9. Table 9 shows the weight loss of all the samples (virgin ABS, best and worst sample) during wear test analysis. Wear track graph of ABS polymer, best and worst sample composite materials. Wear test analysis data of virgin ABS, best and worst sample.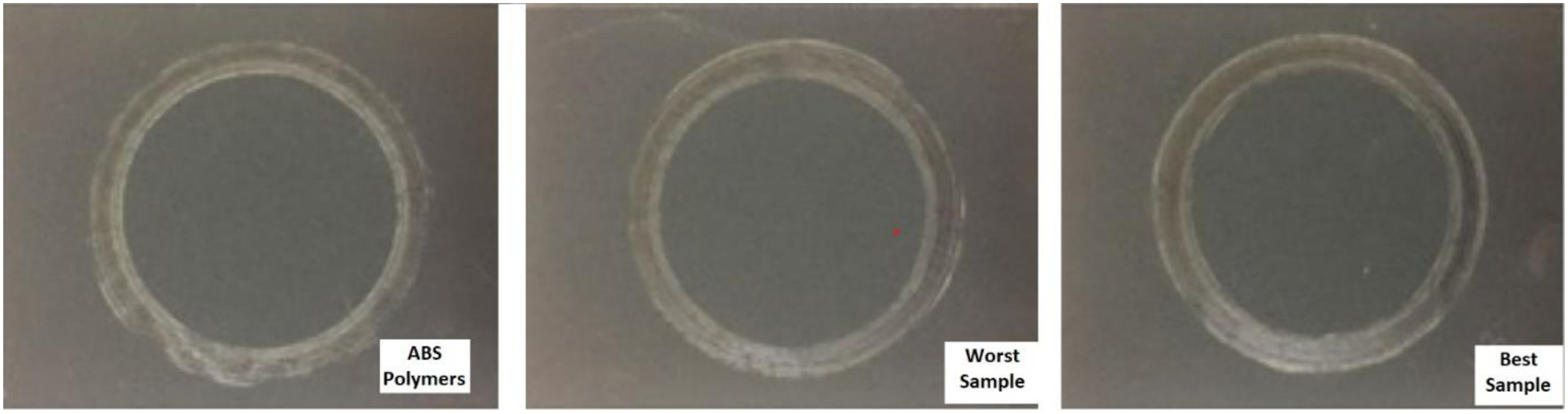
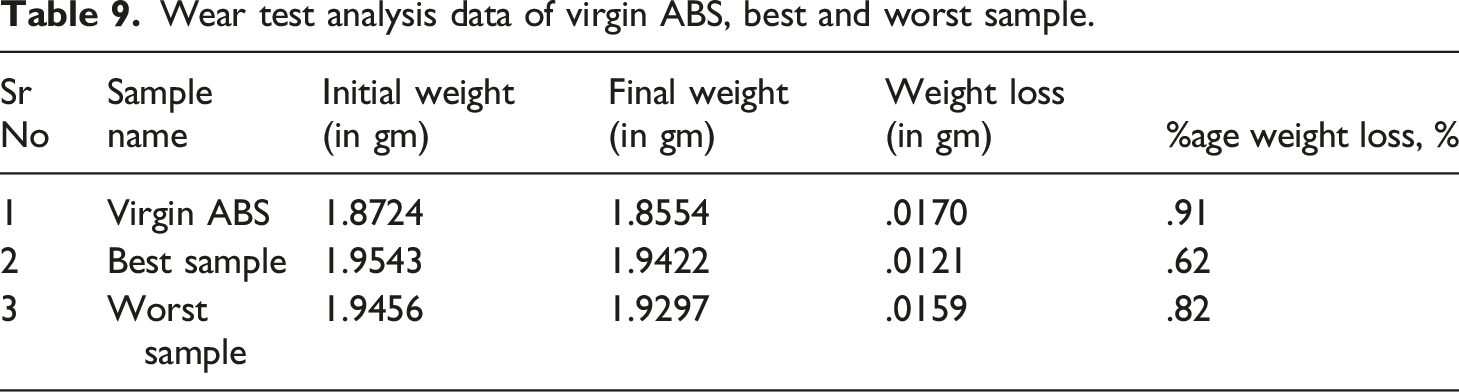
According to Table 9, it was observed that the maximum weight loss during wear test analysis in virgin ABS (.0170 gm) and minimum weight loss in the best sample according to tensile testing (.0121 gm) which supports the tensile testing results. Based on Tables 4 and 9, it was observed that sample no. 2 is the best as per tensile and wear test, this is due to the better mixing of ZrO2 in ABS thermoplastic polymers. So, for manufacturing wear-based products, it should be manufactured at the composition of 2% ZrO2 in ABS thermoplastic polymers at the barrel temperature of 205°C at the rotational speed of the barrel of a single screw extruder setting 6.
Conclusions
In this research work, ZrO2 powder was reinforced in ABS thermoplastic polymers using an extrusion process for the enhancement of wear properties in composite materials. Different tests (tensile testing, morphological testing, XRD, and wear test analysis) were performed, and the following result has been obtained. • Based on tensile testing and multi-factor optimization, it was concluded that fabricated composite feedstock samples of ABS and ZrO2 powder are best with the composition of 98% ABS and 2% ZrO2 at 205°C barrel temperature at 6 no. of RPM. • Based on SEM and XRD analysis, it was concluded that ZrO2 powder is equally distributed in fabricated composite feedstock filaments through SEM analysis. According to XRD analysis, it has concluded that the crystallinity value of composite feedstock filament is increased as compared to virgin ABS which shows better hardness. • Lastly, according to wear test analysis, it was observed that in sample no. 2 wear losses are minimum as compared to virgin ABS, and the worst sample that supports the tensile testing results and shows the improvement of hardness properties in fabricated materials.
Footnotes
Acknowledgements
The authors are highly thankful to the Center for Manufacturing Research, GNDEC, Ludhiana, and University Center for Research and Development, Chandigarh University for technical/financial assistance.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.