
Abstract
This study investigates how feedstock sources and printing parameters influence the tensile properties of polylactide (PLA) produced by fused filament fabrication (FFF), with special attention to differences between virgin and recycled feedstocks. A full factorial experimental design examined 12 factor combination groups created by varying the recycled status of the feedstock, nozzle diameter, and infill raster angle. 72 microtensile specimens were fabricated and tested in accordance with ASTM D1708 at two crosshead speeds. Tensile strength, elongation at break, Young’s modulus, Shore D hardness, and density were recorded for each specimen. Analysis of variance (ANOVA) revealed that feedstock recycled status and nozzle diameter significantly affected UTS at both testing speeds, demonstrating that these parameter-to-property trends are robust across strain rates. Elongation at break showed significant effects only at the slower testing speed, indicating strain rate sensitivity. Young’s Modulus values were slightly lower at the slower speed, though valid moduli could not be obtained for twice-recycled samples tested at the faster speed. The factorial design also revealed several significant two- and three-way interactions. Overall, recycled feedstock, nozzle geometry, and infill orientation each measurably influence tensile behavior, yet recycled PLA can still provide reliable mechanical performance when key printing parameters are controlled.
Keywords
• Mechanical recycling degrades tensile strength and stiffness of FFF-processed PLA • Nozzle diameter strongly influences interlayer bonding in recycled thermoplastics • Raster orientation governs anisotropy in recycled PLA printed architectures • Thermal–mechanical reprocessing induces chain scission affecting load transfer • Recycled PLA remains suitable for non-structural thermoplastic applicationsHighlights
Introduction
Additive manufacturing, particularly fused filament fabrication (FFF), has become an essential technology in many industries because of its ability to produce quick and cost-effective customized parts with good dimensional accuracy. Among the wide range of materials that can be utilized in FFF, polylactide (PLA) has become widely adopted for its ease of printing and low cost. PLA is distinct from other feedstocks because it is a thermoplastic polymer derived from renewable organic sources. Although not all PLA formulations are fully biodegradable or toxin-free, they generally exhibit a lower environmental impact than petroleum-based feedstocks.1–6 The market for PLA continues to grow, but this increased usage also results in a greater amount of waste.7,8 Such waste arises from support material removed during post-processing and from failed or discarded prints. Although PLA is biodegradable, there remains a strong motivation to improve circularity by recycling or reusing PLA waste. However, PLA is not accepted by most conventional recycling programs due to its relatively low glass transition temperature compared to other common plastics. 8 Consequently, alternative methods are being explored to extend the lifecycle of PLA rather than sending it to landfills. One promising approach, explored in several recent studies,8–16 involves using filament re-extruders such as the ProtoCycler+ (ReDeTec), which melt PLA pellets and re-extrude them into new spools of recycled PLA (rPLA) feedstock. Recycling PLA waste into usable filament for further use as FFF feedstock presents a viable path toward greater sustainability in additive manufacturing. However, questions remain regarding how rPLA compares to virgin PLA under varied printing parameters and conditions. Several previous studies have provided useful context on this topic, many observing slight reductions in the tensile properties of recycled versus virgin feedstocks.8,9,11–13,15,17–23 The magnitude and rate of this property degradation vary between studies. For example, 20 reported an increase in property variability in recycled samples, while 8 observed unexpected improvements in tensile strength and stiffness under specific parameters and blend conditions. These findings indicate that, although recycled feedstocks generally exhibit moderate property degradation, careful selection and optimization of processing parameters can minimize or even eliminate these losses. Other recent studies have examined how various print parameters affect the mechanical performance of PLA and rPLA. For example, 16 found that the infill raster angles significantly influence elongation and tensile strength in PLA samples, with 90° raster angles that yield the best results among the variations tested. Meanwhile, 21 identified layer height and nozzle temperature as the most influential factors for rPLA, reporting optimal performance at a 0.3 mm layer height and 215°C nozzle temperature.
At the molecular level, these mechanical trends originate from well-established chemical degradation pathways of PLA during repeated thermal–mechanical processing.24–26 PLA is an aliphatic polyester whose ester linkages are susceptible to chain scission through both hydrolytic and thermo-oxidative reactions when exposed to elevated temperatures, trace moisture, and shear during extrusion.27,28 Such degradation reduces the molecular weight and entanglement density of the polymer, leading to decreased stiffness, lower tensile strength, and increased brittleness. Reduced molecular weight also decreases melt viscosity and shortens polymer relaxation times, which can alter bead spreading, interlayer fusion, and strain-rate-dependent mechanical response during subsequent FFF processing. In addition, shorter chains and new end groups formed through scission can alter crystallization behavior, often resulting in higher crystallinity after multiple processing cycles, while simultaneously increasing melt-flow variability.29–31 These molecular-scale changes also contribute to porosity development and reduced interlayer cohesion during FFF processing, providing a chemical basis for the mechanical degradation commonly observed in recycled PLA systems reported throughout the literature. The methods of preparing recycled feedstock also vary widely between studies. Some, such as, 22 used commercially available rPLA filament, while others recycled PLA waste using custom re-extrusion systems 9 or through injection molding of pelletized waste. 23 These differences underscore the diversity of possible pathways for the production of components from recycled materials. Multiple studies have consistently shown that internal porosity plays a critical role in the degradation of tensile strength in additively manufactured parts.32–39 For example, 32 demonstrated a nearly linear correlation between increased void content and decreasing tensile strength, directly linking FFF-induced porosity to weaker components. This trend is corroborated by,33–35 who found that process parameters that minimize porosity, such as higher fill densities, produce stronger specimens. Together, these studies confirm that porosity, whether a result of deliberate design features or unintended process defects, strongly governs the degradation of the tensile property in PLA and similar thermoplastics. Despite this substantial body of work, important knowledge gaps remain. Most prior comparisons between virgin and recycled feedstocks have not considered variations in crosshead speed, leaving it unclear whether observed factor effects are consistent across strain rates. In addition, few studies have implemented a complete factorial experimental design capable of revealing significant interactions among multiple printing parameters. Such multi-factor interactions are valuable for uncovering process-to-property relationships that can guide optimization of recycled feedstock performance in future applications. Furthermore, using a commercially available feedstock recycler such as ProtoCycler + improves consistency between trials, and using one continuous batch of feedstock originating from a single spool, without printing between recycling cycles, minimizes external variability and improves data repeatability.
To fully understand and quantify the degradation of the tensile properties of FFF PLA after multiple recycling cycles without mixing with virgin material, this study employs a full factorial experimental design that examines how the recycled feedstock status, the diameter of the nozzle and the angle of the infill raster affect the tensile strength, modulus, elongation, density, and hardness of printed samples at two different testing speeds. This approach enables statistical analysis of significant factor effects and their interactions, identifying which effects are consistent across testing speeds and which exhibit strain rate dependence. The results provide experimentally and statistically validated information on optimizing the mechanical properties of recycled PLA components and standardized testing procedures to improve data comparability in studies. To more clearly isolate and quantify the degradation of FFF-processed PLA subjected to repeated no-blend recycling, this study employs a controlled full factorial experimental design examining the combined effects of feedstock recycling status, nozzle diameter, and infill raster orientation. Unlike many prior studies that evaluate recycled PLA through blended feedstocks or one-factor-at-a-time parameter variation, the present work utilizes a single-source, no-replacement recycling pathway in which a single filament spool is mechanically reprocessed without the addition of virgin material. This approach isolates the intrinsic effects of cumulative thermal–mechanical processing while minimizing compositional variability. In addition, the factorial DOE enables statistical identification of both main and interaction effects, allowing degradation-driven material changes to be distinguished from architecture-driven mechanical anisotropy. Finally, by incorporating strain-rate-dependent tensile testing, the study evaluates how recycling-induced degradation interacts with viscoelastic response and mesoscale structure under different loading rates.
Materials and methods
Experimental design
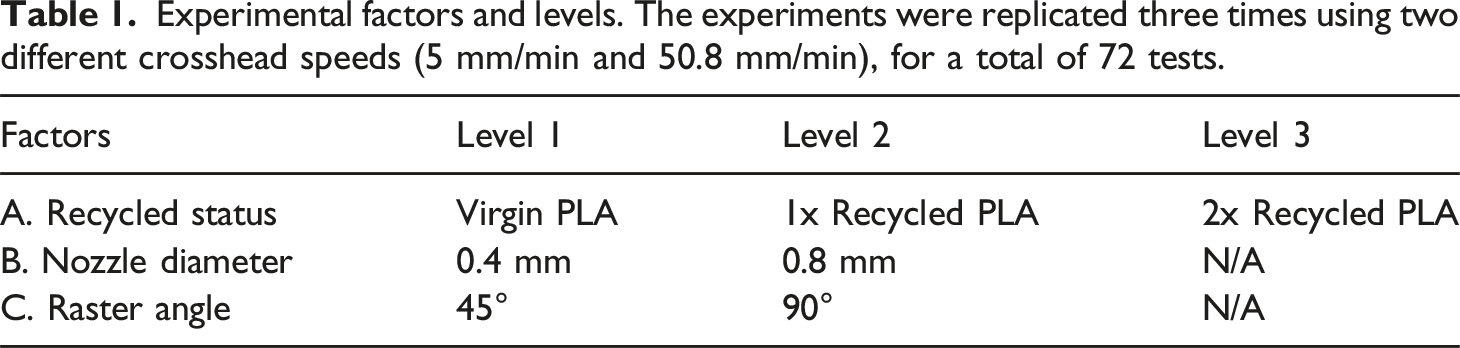
Experimental factors and levels. The experiments were replicated three times using two different crosshead speeds (5 mm/min and 50.8 mm/min), for a total of 72 tests.
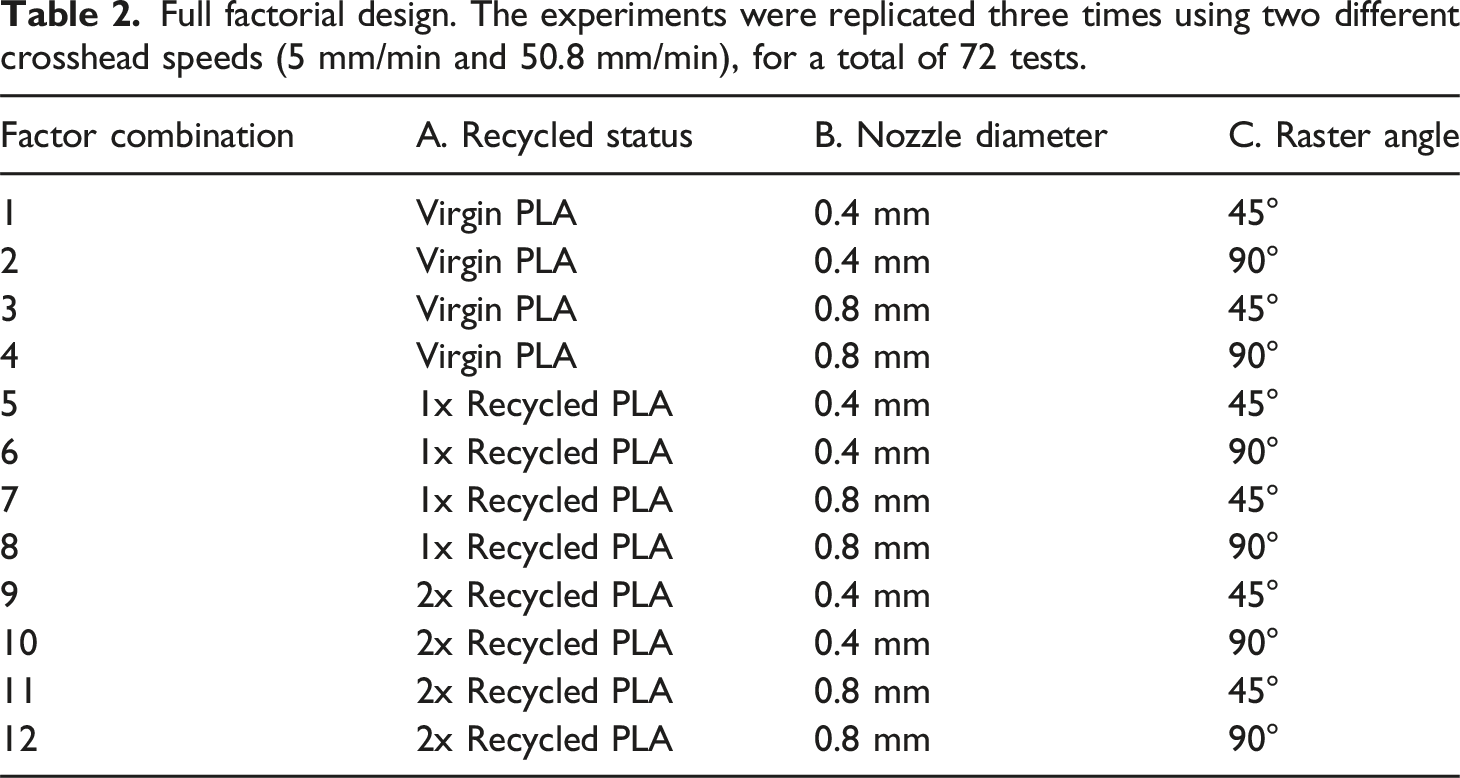
Full factorial design. The experiments were replicated three times using two different crosshead speeds (5 mm/min and 50.8 mm/min), for a total of 72 tests.
Printing temperature and layer height have been identified as influential parameters in prior studies of both virgin and recycled PLA, particularly with respect to melt viscosity, interlayer bonding, and dimensional accuracy. In the present study, these thermal and deposition parameters were intentionally held constant within manufacturer-recommended ranges in order to isolate the structural and recycling-history effects of interest. Nozzle diameter and raster orientation were selected because they directly govern mesostructural bead geometry, weld interface area, and load transfer pathways within FFF-processed parts. Nozzle diameter influences deposited bead width, inter-bead contact area, and cooling behavior, which in turn affect porosity and effective load-bearing cross-section. Raster orientation controls mechanical anisotropy by altering alignment between deposited filaments and the applied load, analogous to fiber orientation effects in composite systems. By fixing thermal parameters and varying architectural parameters within a factorial DOE framework, the study isolates degradation–structure interactions while still maintaining a connection with existing literature on recycled PLA processing.
Material selection and preparation
The starting feedstock was white PLA filament obtained from Overture 3D Technologies (Houston, TX, USA) in the form of 1 kg rolls. Efforts were made to ensure that all of all filament used came from the same manufacturing batch to reduce the potential for variability. The filament was used as it arrived from the factory and was sealed before and between uses. According to manufacturer specifications and literature reports for comparable Overture PLA formulations, the nominal glass transition temperature (T g ) of the virgin material is approximately 55–60°C, with melt processing recommended in the range of 190–220°C.
Feedstock Recycling
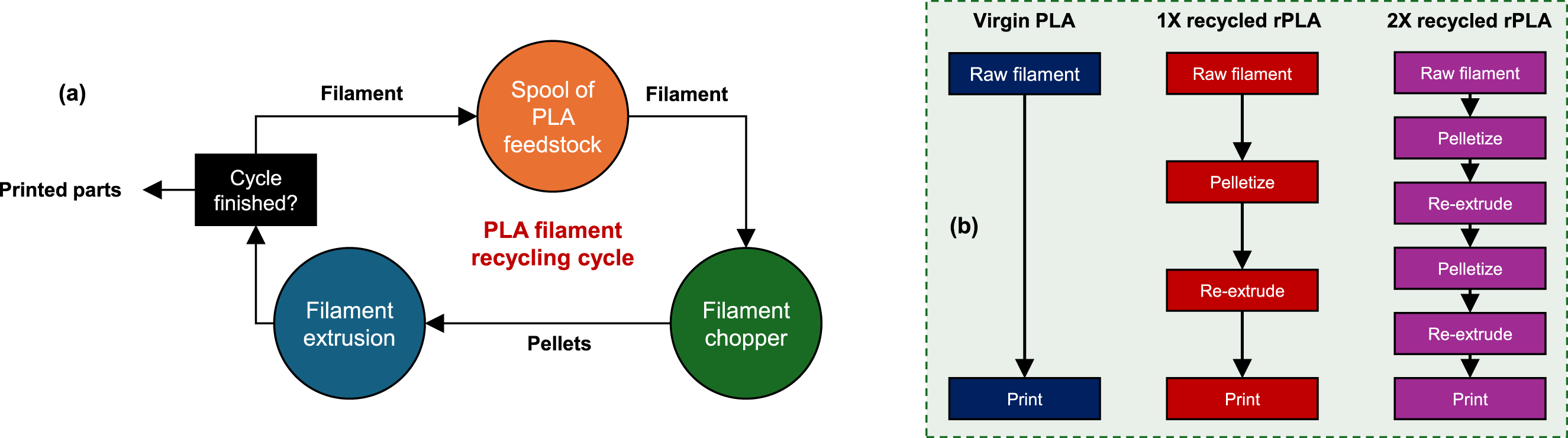
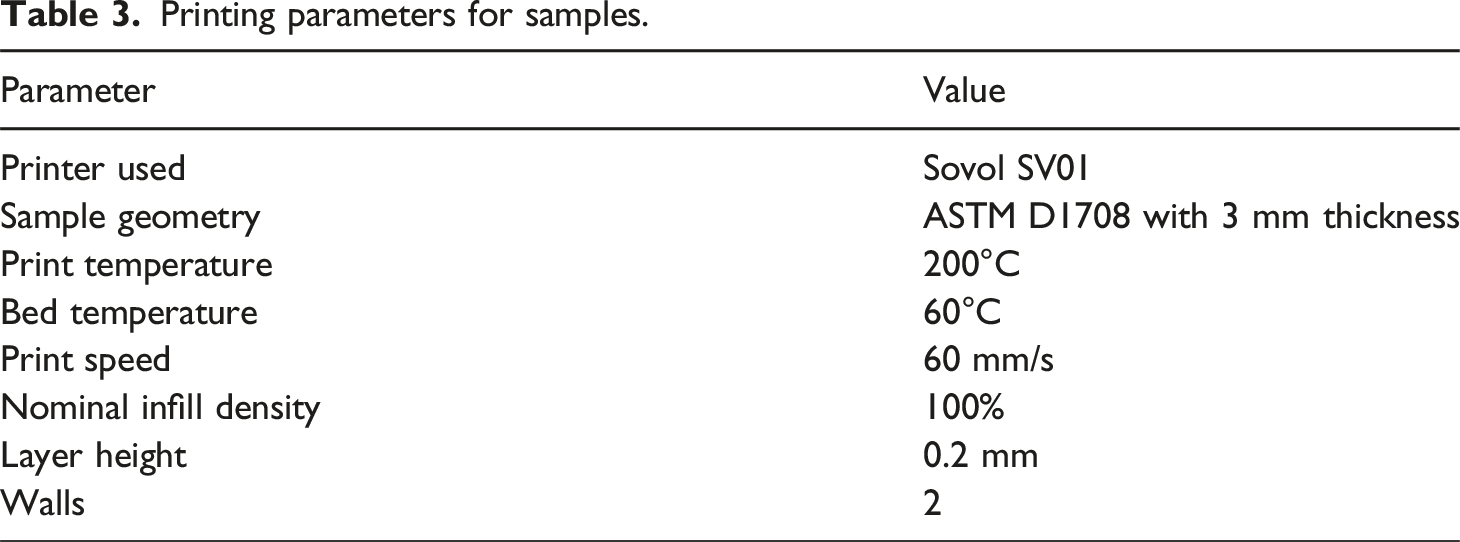
To prepare raw material for this study, a roll of filament was selected and processed into three separate rolls of filament for printing. For virgin PLA samples, no changes were made, and the as-delivered material was used to print samples. For the 1X recycled case, the filament was cut into pellets using a chopper built and developed in the lab. as part of a separate project (Figure 1(a)). Example pellets are shown in Figure 1(b), which were then fed into a ReDeTec Protocycler+ (Figure 1(c)) to make a printable filament. For the 2X case, this process was run twice, with printable filament used to print the samples for the 2X case. The recycling process is shown in Figure 2, where (a) shows the cycle and (b) shows the steps taken for each case. The recycling pathway implemented in this study involves three distinct stages: Mechanical pelletization, filament re-extrusion, and FFF printing. Pelletization was performed using a mechanical chopper at ambient temperature and therefore does not introduce meaningful thermal exposure or chemical degradation. In contrast, filament re-extrusion using the ProtoCycler + system was conducted at approximately 200–210°C. Based on machine throughput and feed rate, the estimated melt residence time during filament re-extrusion was on the order of 2–4 minutes per cycle. During FFF printing, material was exposed to a nozzle temperature of 200°C (Table 3), but with substantially shorter residence times, typically several seconds within the heated zone prior to deposition.
40
Previous studies in the literature indicate that repeated melt processing of PLA at temperatures between 190–220°C can result in molecular weight reductions on the order of several percent to tens of percent per cycle, depending on moisture content, residence time, and shear exposure.19,41–45 Corresponding changes include decreased melt viscosity, reduced entanglement density, and modest reductions in glass transition temperature (typically 1–5°C). Based on the relative duration of melt exposure in this study, filament re-extrusion is expected to represent the dominant contributor to molecular weight reduction relative to the shorter residence time associated with FFF printing. Although molecular weight, T
g
, and rheological properties were not directly measured in this work, the observed mechanical trends are consistent with literature-reported degradation magnitudes for PLA subjected to repeated thermal processing within comparable temperature ranges, including increased brittleness and greater strain-rate sensitivity following repeated melt exposure. (a) Filament chopper; (b) example pellets used in recycling after chopping; (c) ProtoCycler + filament extruder; and (d) tensile testing setup. (a) Filament recycling cycle used for each step in this work and (b) steps to produce each of the feedstocks used in the study. Printing parameters for samples.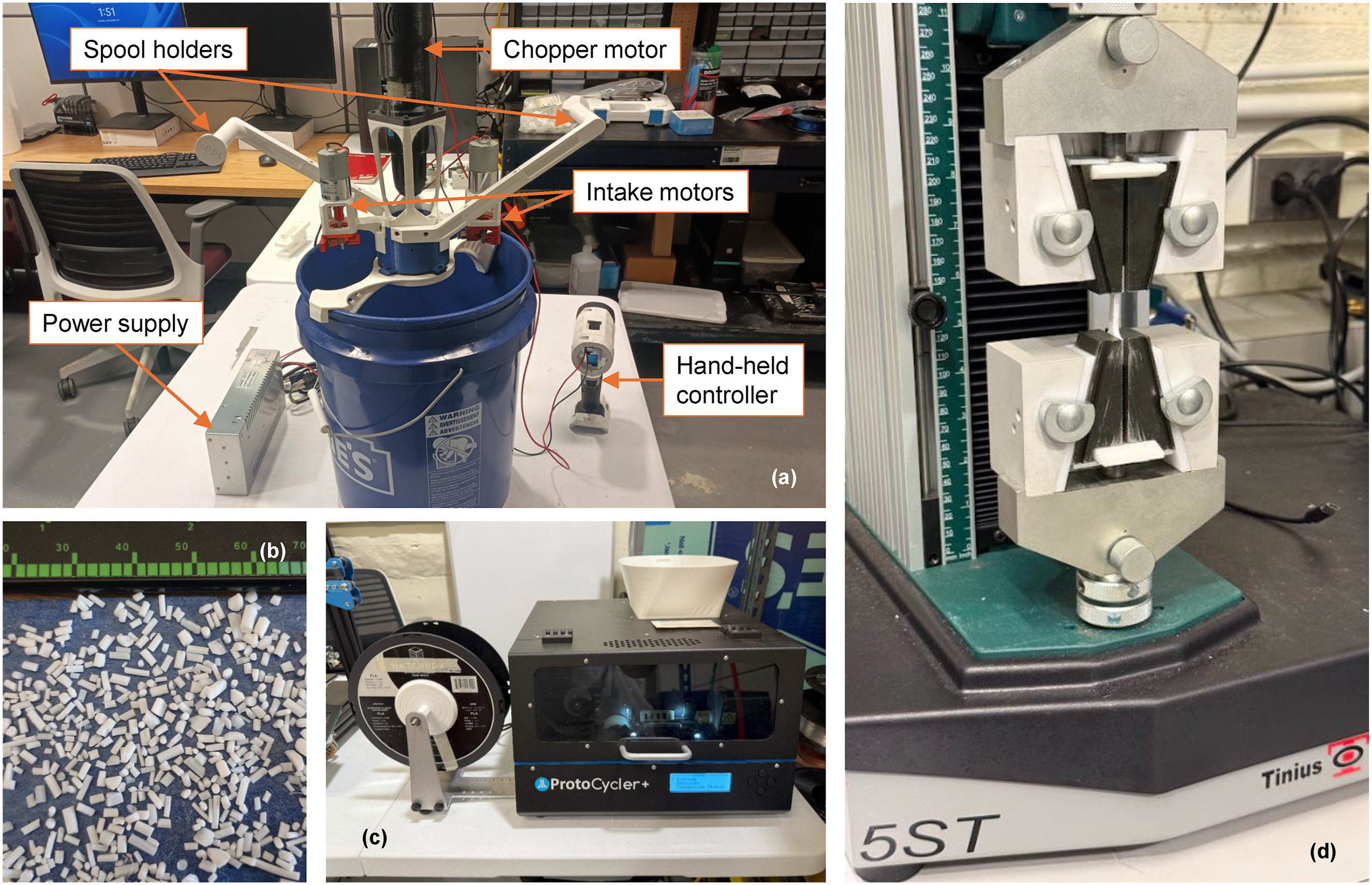
Sample fabrication
The samples were made according to ASTM D1708 (Figure 3(a)) with a thickness of 3 mm and small extensions of the length of the tab to prevent slippage during tensile tests. This geometry was selected to reduce the raw material needed to complete the tests compared to typical ASTM D638 samples. The models for printing were made using Autodesk Fusion 360. The samples were preprocessed using Ultimaker Cura slicing software to configure the printing parameters. The printing parameters used are shown in Table 3. All samples were printed in a flat orientation (Figure 3(b)) aligned with the X-axis of the printer to reduce the variability between samples. All printed samples were conditioned in the testing environment for a minimum of 80 hours prior to any testing. Figure 3(c) shows one of the final printed samples prior to testing. All printing parameters were intentionally held constant across virgin, 1XR, and 2XR materials to isolate the effects of recycling-induced material degradation. While molecular weight reduction may shift optimal extrusion conditions due to changes in melt viscosity and flow behavior, re-optimizing print temperature or flow parameters for each recycling cycle would confound material degradation effects with process adjustment effects. The objective of the present study was to evaluate mechanical performance under consistent processing conditions representative of typical user practice, rather than to determine cycle-specific optimal print settings. (a) Sample dimensions (units in mm); (b) sample orientation during printing with raster angles shown; and (c) example specimen before testing.
Tensile testing
Tensile tests were conducted according to the ASTM D1708 standard to testing the tensile properties of microtensile samples. The tests were performed with a Tinius Olsen ST5 universal testing machine (Figure 1(d)) with wedge grips and a 5 kN load cell, with data collected using Horizon software. The samples were all printed and tested within an environmental room temperature of 22 ± 2° and kept in sealed containers between when they were printed and tested. A total of 72 samples were tested, 3 samples for each of the 24 configurations (12 experimental factors and two testing speeds). The tests were carried out with the UTM set for an initial crosshead displacement recorded as 20 mm, and the cross-sectional area of the samples was measured as 15 mm2. Half of the 72 samples were tested at a speed of 5 mm/min and the other half were tested at 50.8 mm/min, as defined in the experimental design. The machine compliance correction during tensile testing (including both machine and grip compliance) was previously measured using an extensometer and was characterized as 0.0005 mm/N for a speed of 5 mm/min and 0.00125 mm/N for the 50.8 mm/min crosshead speed. These correction factors were used to calculate the modulus of elasticity and elongation observed in the experimental data. Note that these correction factors include both compliance from the machine itself and the “bite” compliance from the grips holding the samples during the test and were known for this specific machine due to earlier characterization tests. In addition, some of the experimental runs for the faster crosshead speed required toe correction to obtain valid modulus values, which was done following standard procedures commonly seen in the literature and discussed in several ASTM standards. For the 2XR specimens tested at the higher crosshead speed, a stable and clearly defined linear elastic region could not be established prior to fracture. These specimens exhibited early nonlinearity and abrupt failure, preventing reliable linear regression for modulus extraction in accordance with ASTM D1708 procedures. As a result, valid Young’s modulus values are not reported for these specific conditions. In the cases where the moduli could be calculated from raw or toe-corrected data, linear regression was used to find the slope of the early linear region of the curve; calculations were done using the plotted data in Excel. Great care was taken to prevent sample slippage during the tensile tests; the few cases where it was observed (only three samples from the 72 tests) were resolved by repeating the tests with new samples. This care was necessary because the samples were too small to allow the use of any available extensometer, with the corrected crosshead distance (see above) used to calculate strain and elongation.
Hardness and density testing
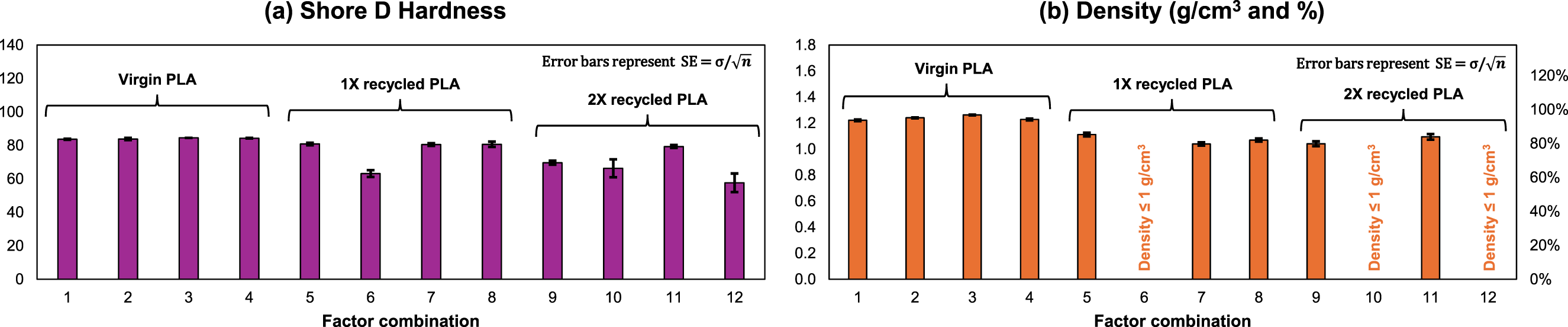
Hardness and density tests were also conducted using extra dogbone samples left from tensile tests. Hardness testing was performed with a Shore D durometer (Uharbour) and density testing was performed with a 300A solid density meter (XF Instruments). The 36 sample specimens were measured for Shore D hardness using the testing procedure outlined in ASTM D2240-15 (2021), the standard method for rubber properties and durometer hardness. For density testing, the 36 specimens were tested using the Archimedes method outlined in ASTM D792-20, the standard methods for measuring the density and specific gravity of plastics by displacement. An effective density greater than 1 g/cm3 for PLA, or 77%, is the target for PLA, as any measurement below this value could indicate significant porosity within the samples. Some of the samples have low enough density that they could not be validly measured using ASTM D792 due to floating in the water used during the test since their density was equal to or less than that of ambient water.
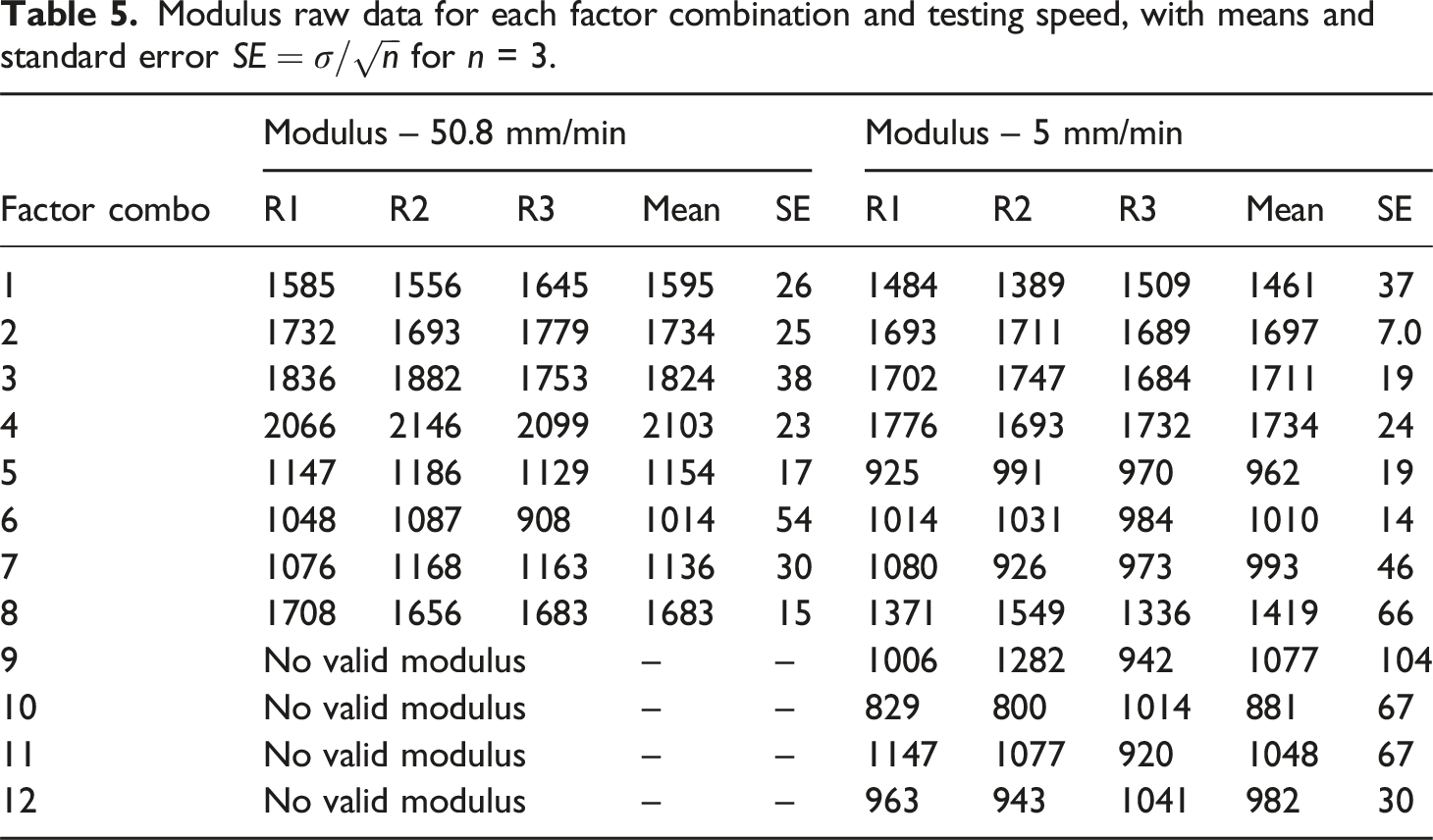
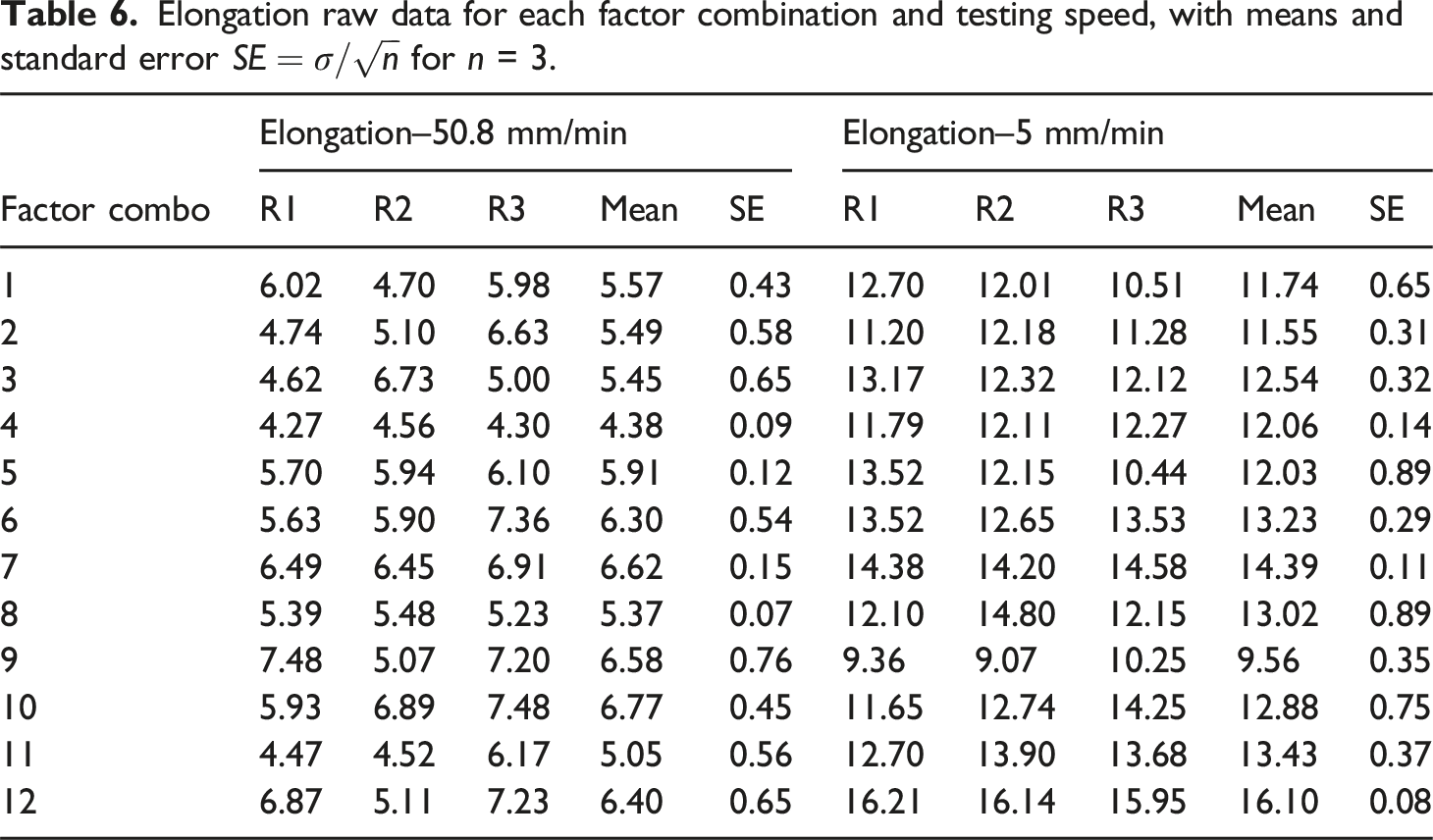
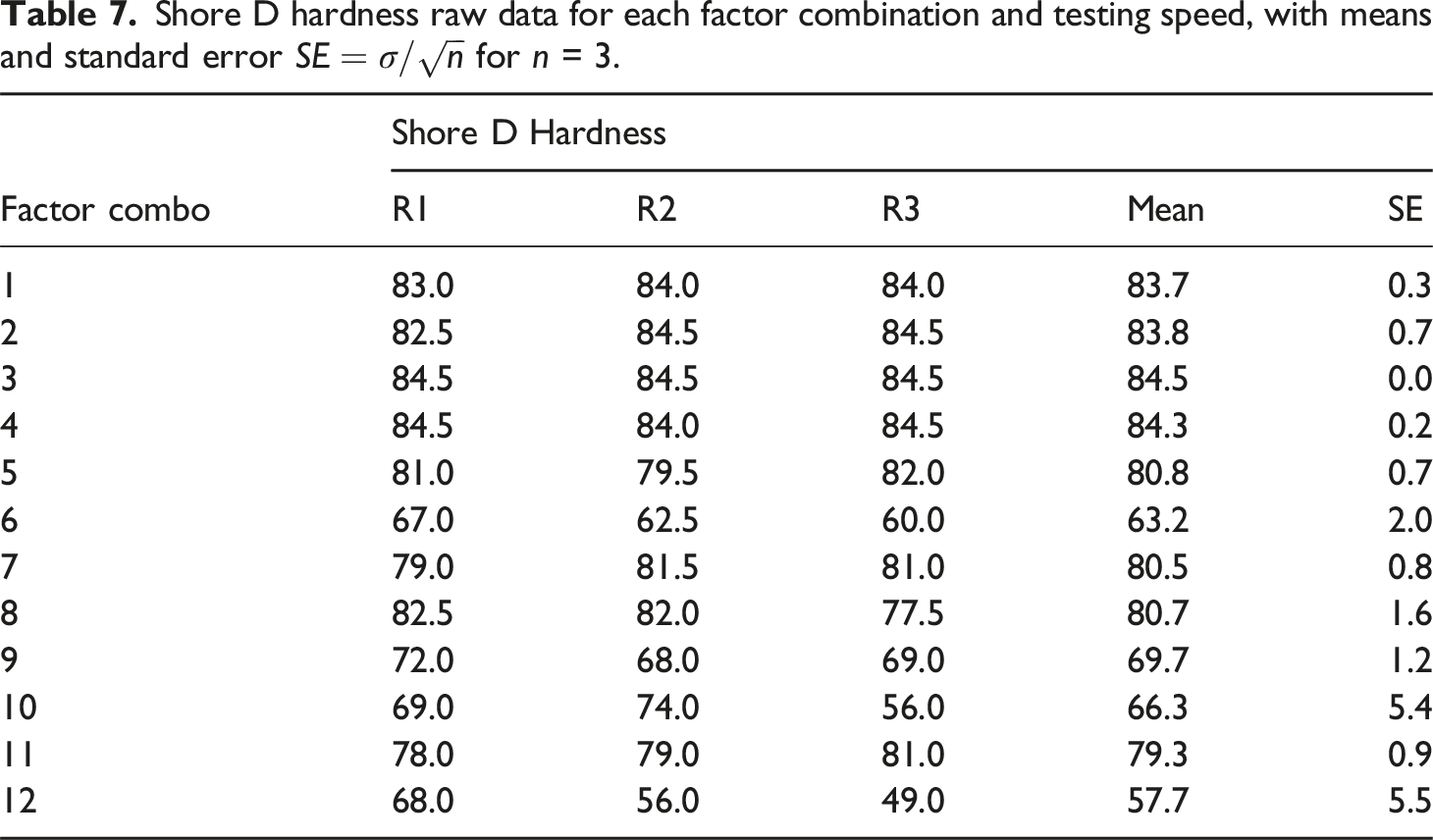
Results
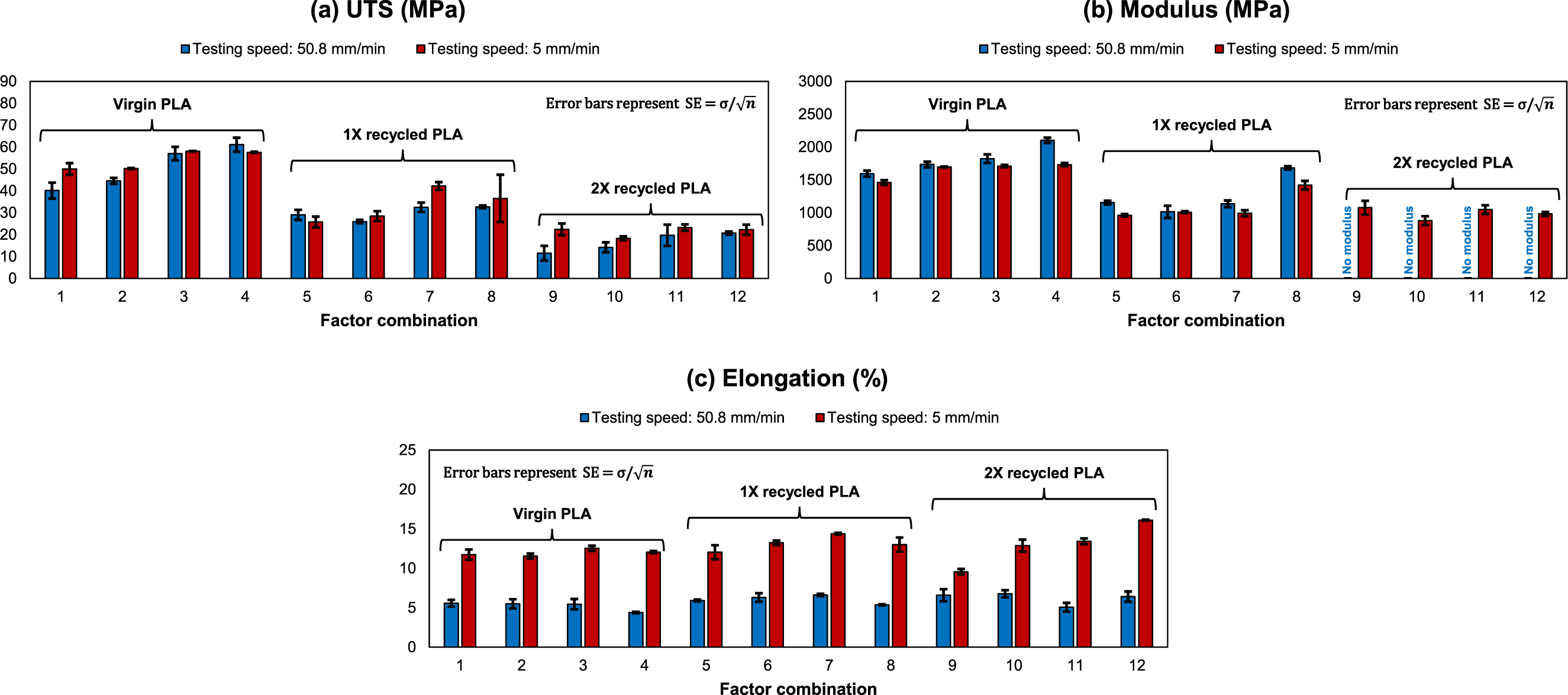
This section presents the results of the tests described in Section 2. Some examples of randomly-selected tensile testing curves (before any toe or compliance corrections) for each of the six recycling and testing speed cases are shown in Figure 4. The raw data collected for all 72 tensile tests are shown in Table 4 and Figure 5(a) for the UTS, Table 5 and Figure 5(b) for the modulus, and Table 6 and Figure 5(c) for the elongation. It should be noted that the tabulated results and bar charts represent data that has been corrected for toe and compliance as previously described. Shore D hardness is shown in Table 7 and Figure 6(a), while density (both absolute and relative) data is shown in Table 8 and Figure 6(b). Note that the error bars represent the standard error in all plots. Randomly selected tensile testing curves for each of the six speed-recycling combinations before any toe or compliance corrections were applied. UTS raw data for each factor combination and testing speed, with means and standard error Plotted (a) UTS; (b) modulus; and (c) elongation data for the two crosshead speeds for each of the 12 factor combinations. The error bars represent standard error Modulus raw data for each factor combination and testing speed, with means and standard error Elongation raw data for each factor combination and testing speed, with means and standard error Shore D hardness raw data for each factor combination and testing speed, with means and standard error Plotted (a) Shore D hardness and (b) density data collected. The error bars represent standard error Density in g/cm3 and relative density.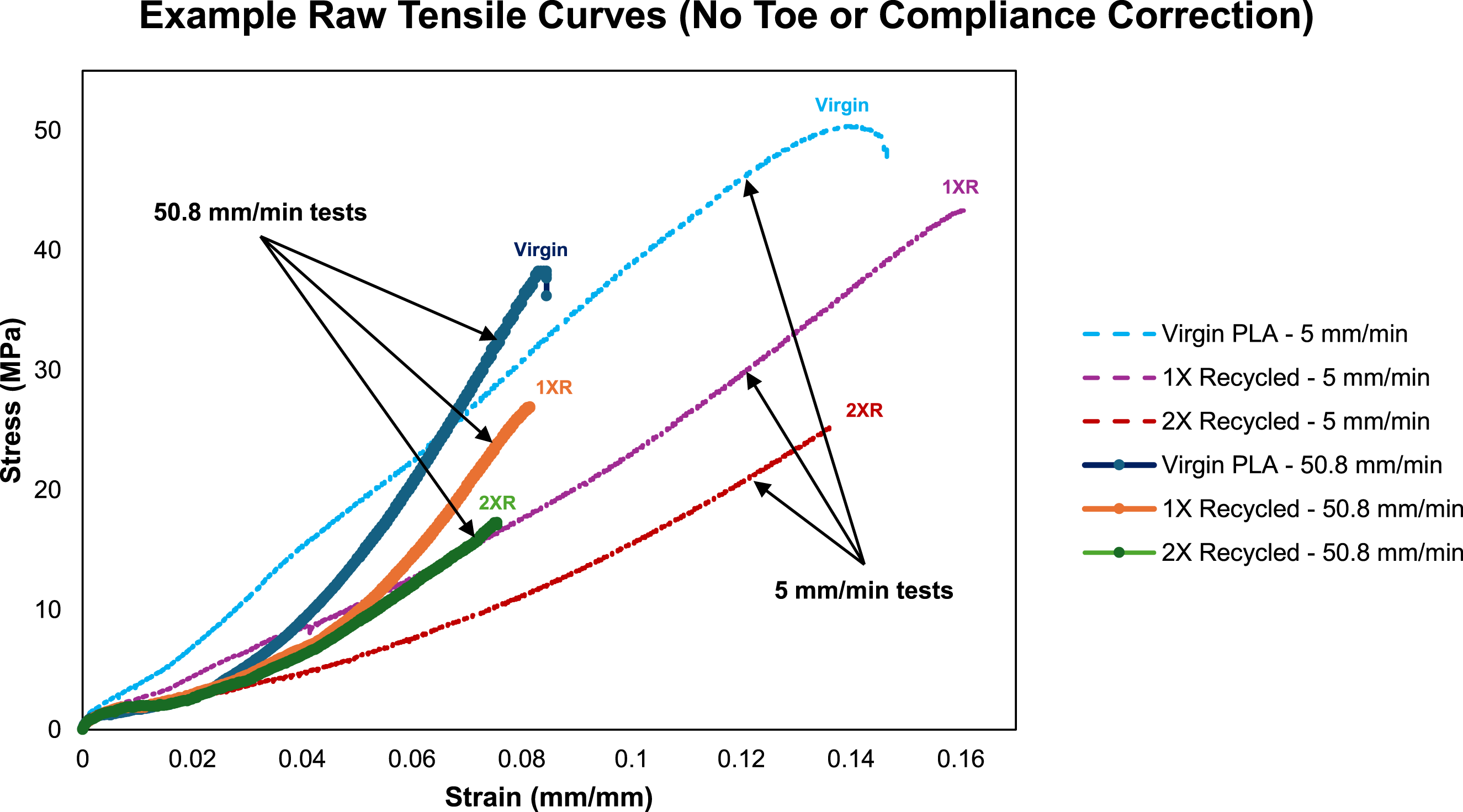
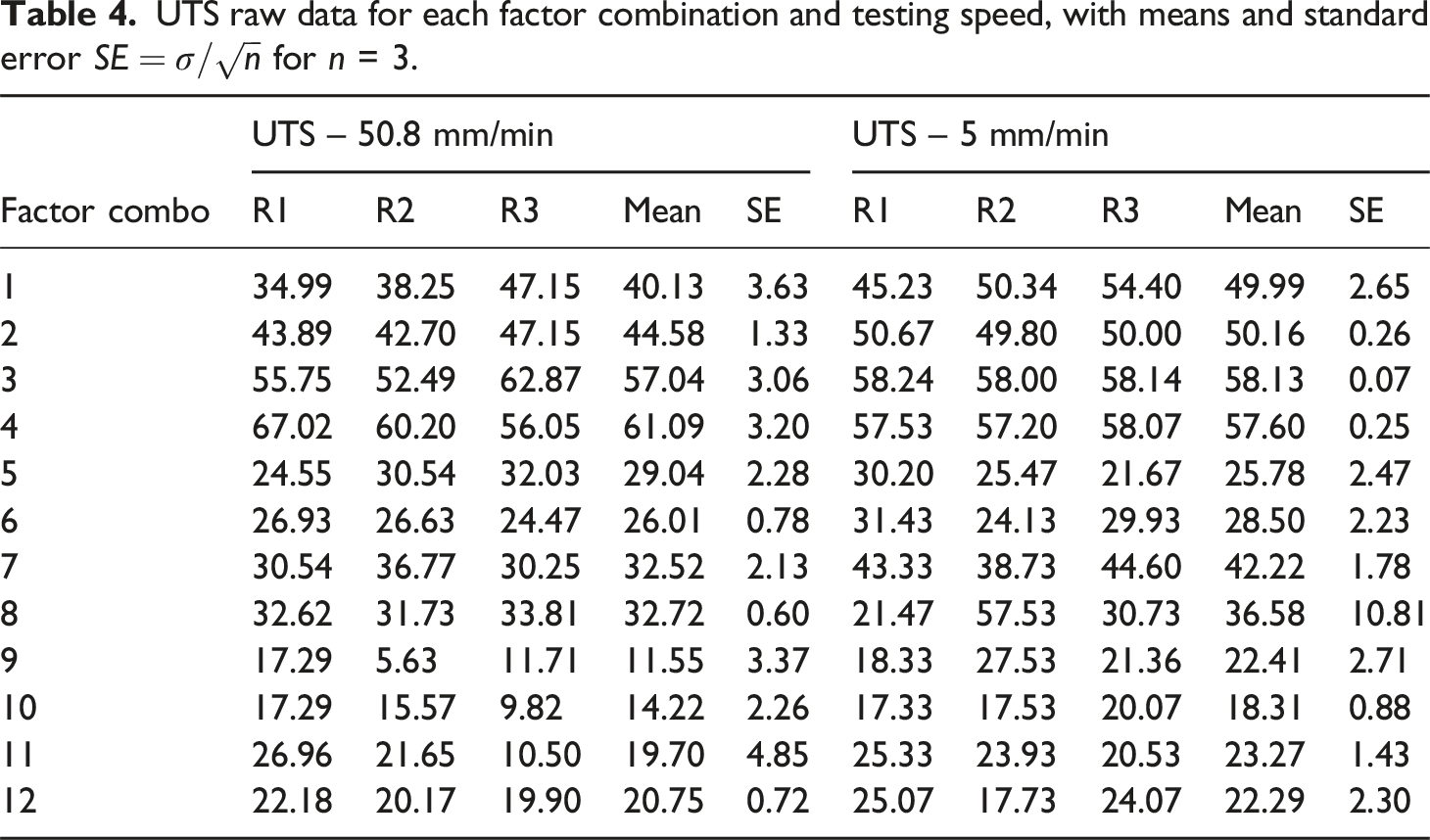
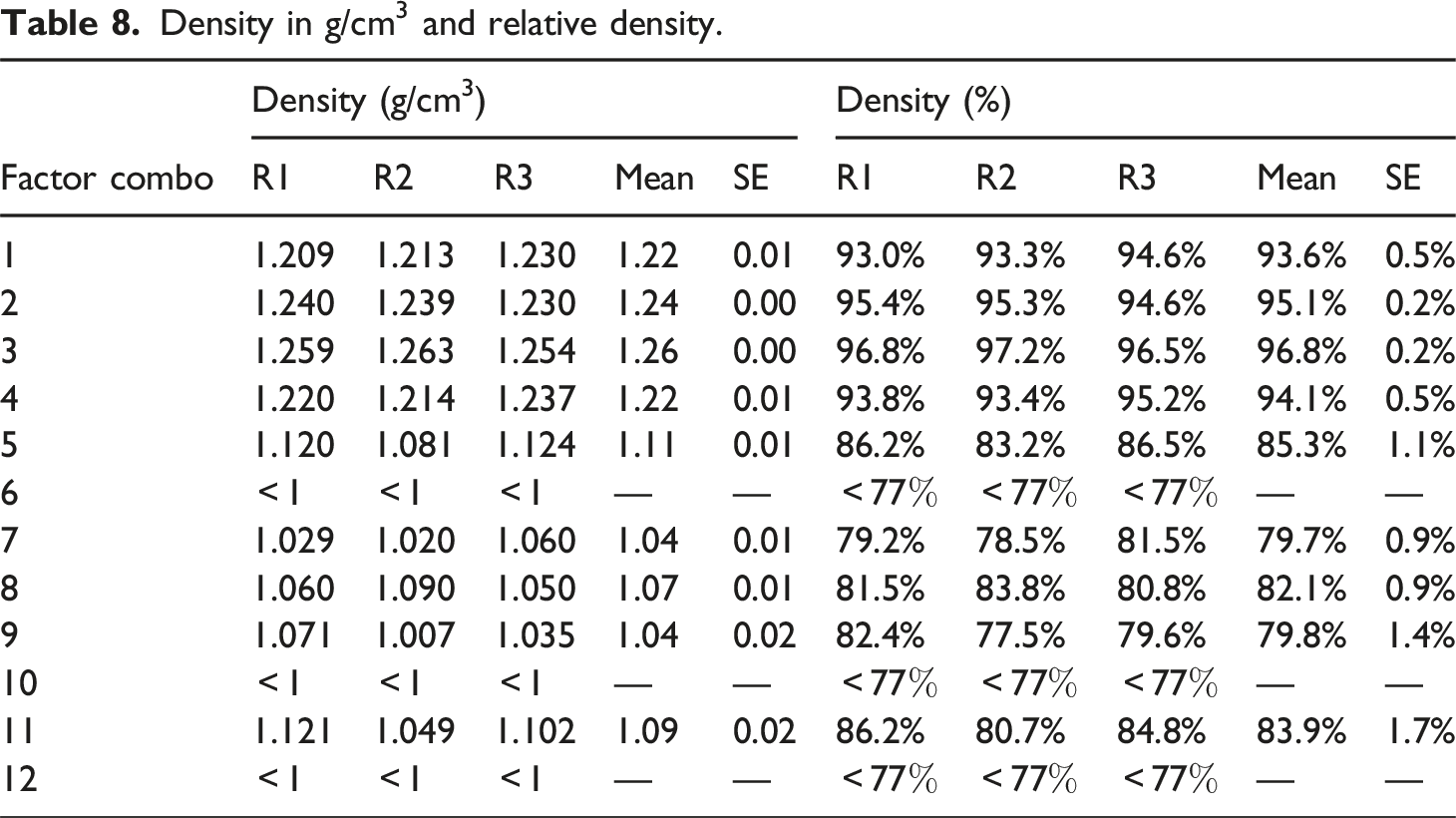
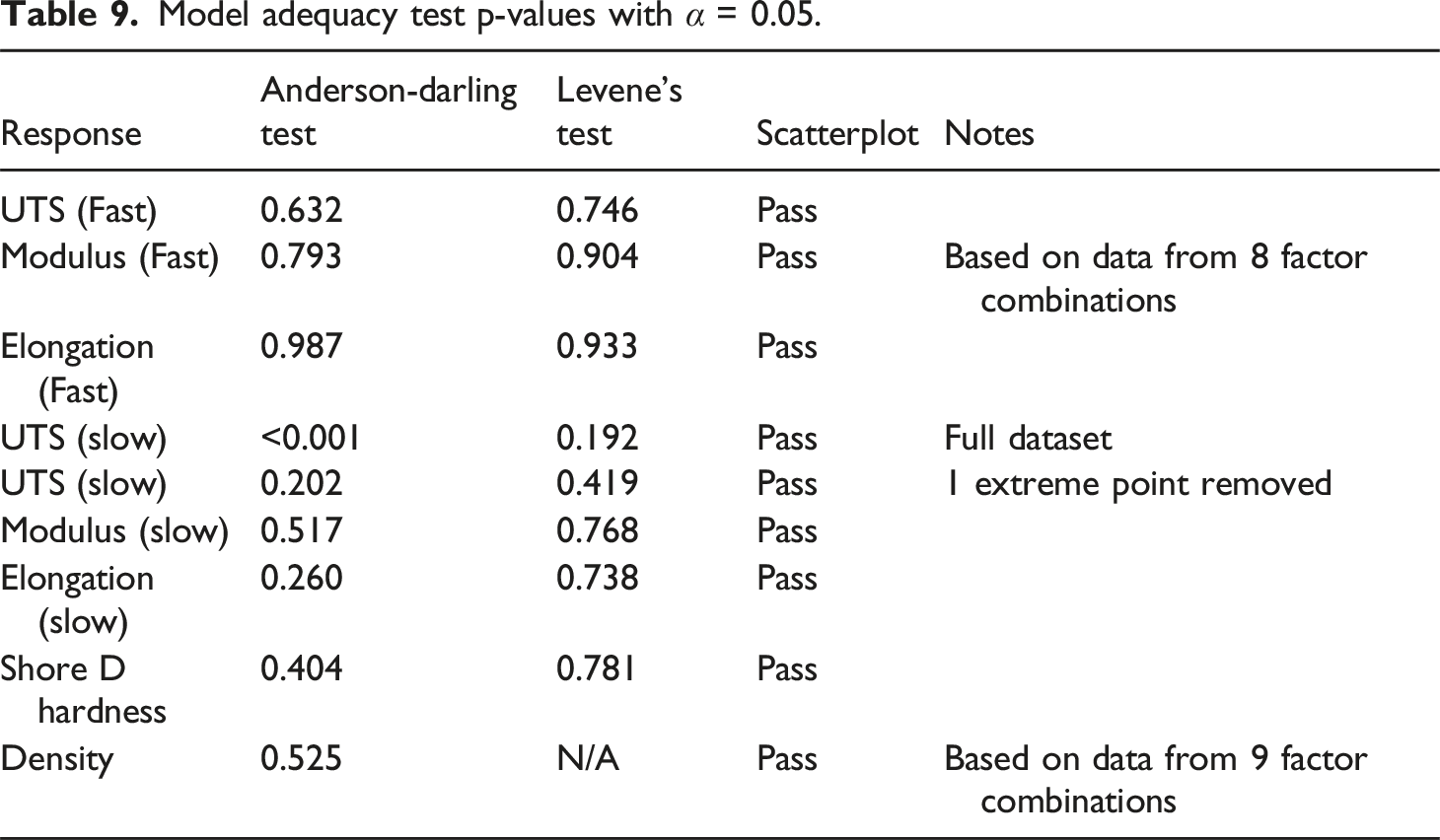
All data were found to be feasible and in-line with the expected PLA values from the literature and the previous experiences of the authors (particularly for virgin PLA) with the exception of one point for the slow speed UTS; the R2 value for the combination of factors 8 was an extreme value (which can also be observed in the error bars for Figure 5(a)). It was also observed to have a modulus and elongation higher than expected, but not nearly as extreme as the UTS. After carefully confirming that this point was valid and not an experimental error, Grubb’s test was used to determine if it was an outlier that could be rejected. The analysis showed that it did not meet the test criteria for rejection, so it was retained to represent the true spread of the possible data for this experimental set.
Analysis and discussion
Statistical analysis
Model adequacy test p-values with α = 0.05.
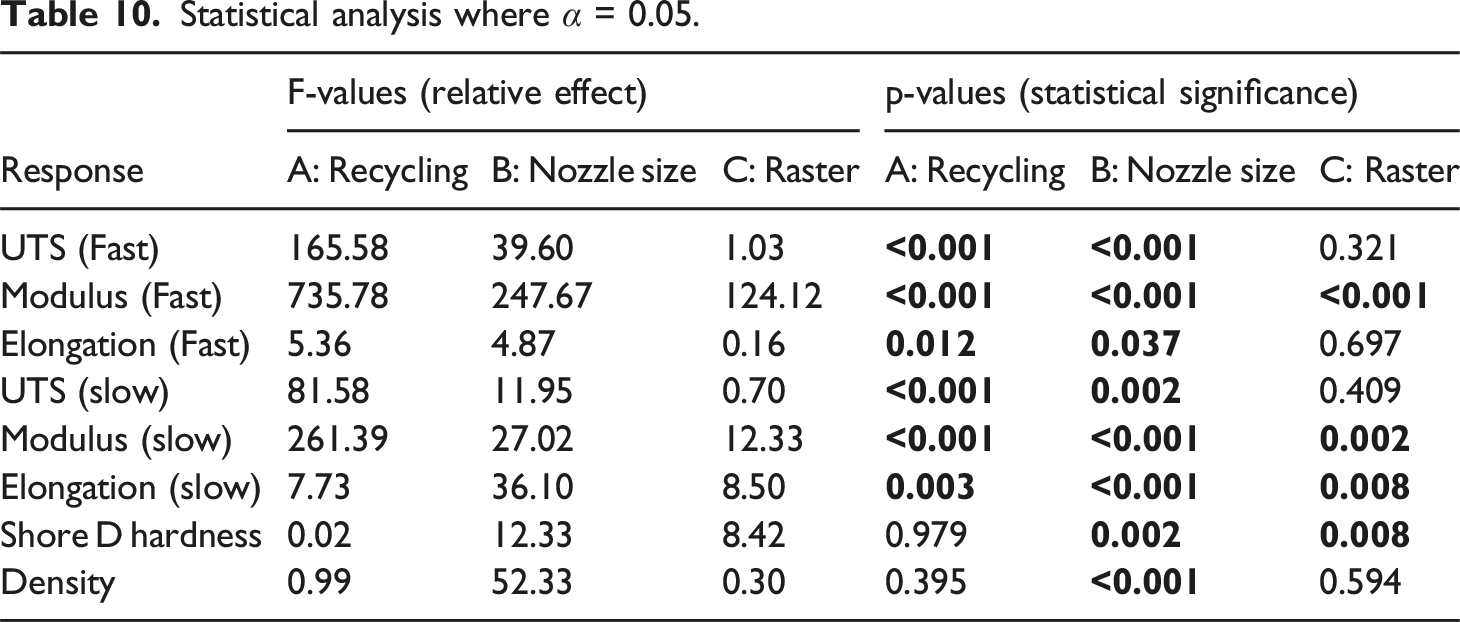
Statistical analysis where α = 0.05.
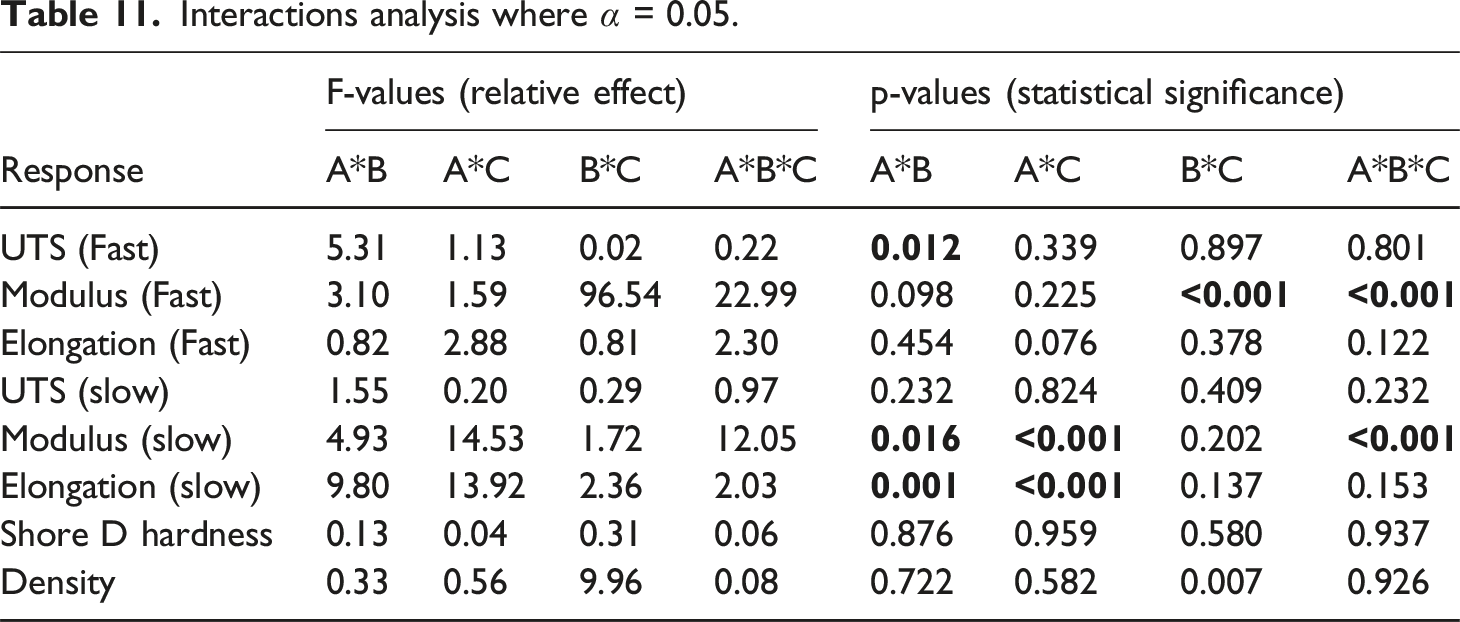
Interactions analysis where α = 0.05.
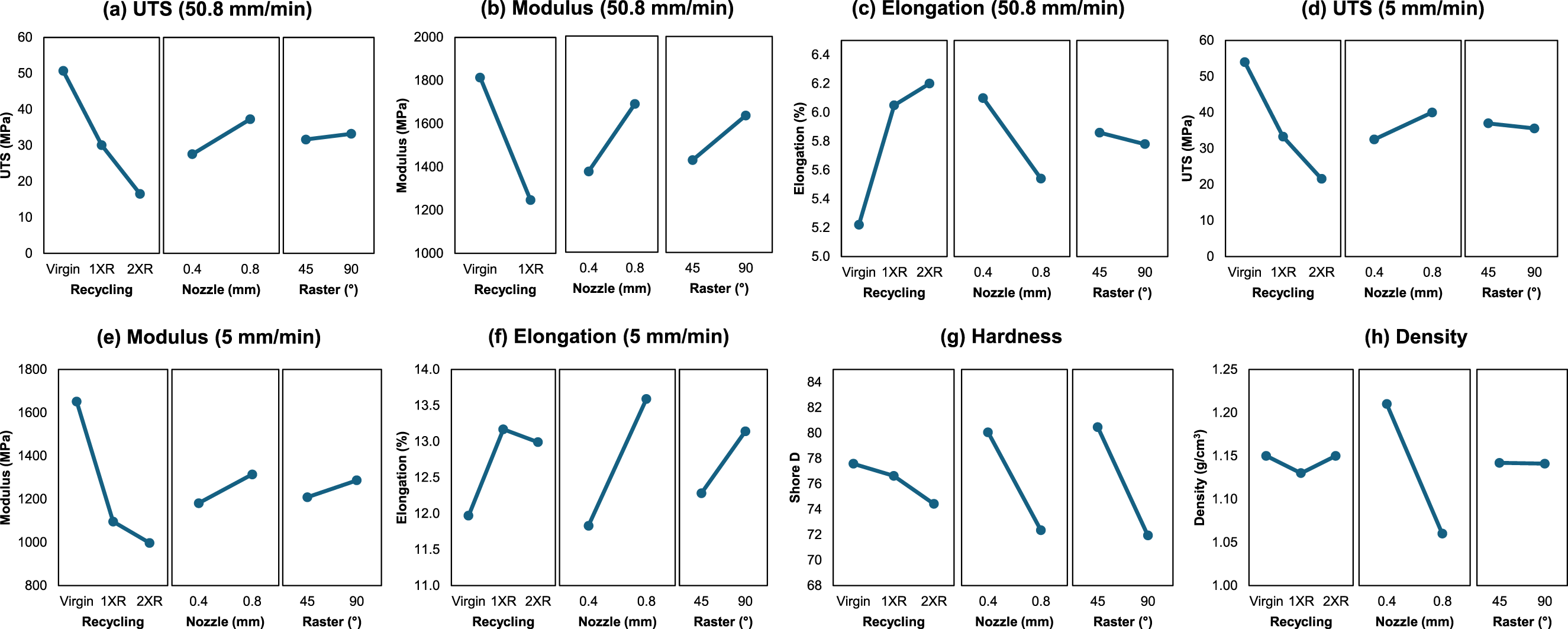
Main effects plots for (a) fast speed UTS; (b) fast speed modulus; (c) fast speed elongation; (d) slow speed UTS; (e) slow speed modulus; (f) slow speed elongation; (g) hardness; and (h) density.
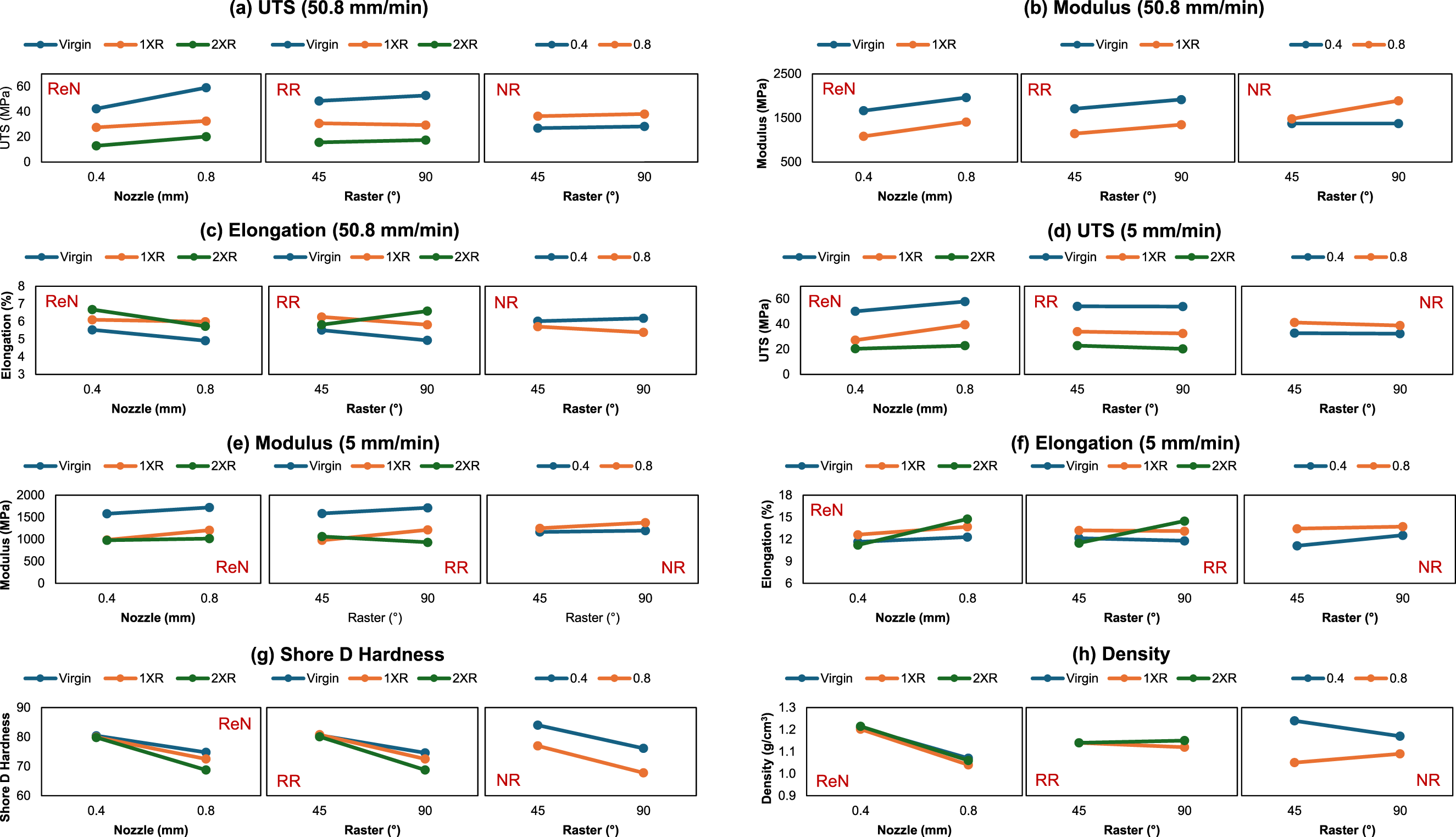
Interaction plots for (a) fast speed UTS; (b) fast speed modulus; (c) fast speed elongation; (d) slow speed UTS; (e) slow speed modulus; (f) slow speed elongation; (g) hardness; and (h) density. For each interaction plot, ReN = interaction between recycling and nozzle size, RR = interaction between recycling and raster angle, and NR = interaction between nozzle size and raster angle.
In contrast, the diameter of the nozzle showed a significant effect on every response variable. This is consistent with the physical mechanisms of extrusion-based AM: larger nozzles produce wider beads, larger weld interfaces, and lower relative void content, all of which directly influence strength, stiffness, and ductility.47–49 The very large F-values for modulus and UTS further suggest that nozzle diameter has a stronger effect than any other single factor. Raster angle significantly affected modulus, elongation at the slow testing speed, and hardness. The influence on modulus is expected because stiffness is directionally dependent; when raster paths align more closely with the loading direction, the load is carried more efficiently through continuous filament strands. The raster-angle effect on elongation appears only at the slow testing rate, where the material has sufficient time for inter-raster shear transfer and localized ductile deformation. At the faster test speed, where PLA behaves more like a brittle material and deformation localizes rapidly, raster-dependent effects are suppressed. The significance observed for Shore D hardness reflects the sensitivity of the surface indentation to the local orientation of the beads and the texture of the surface. The interaction analysis shows that most of the responses were governed primarily by main effects, with only a few meaningful interactions.
The recycling status and the diameter of the nozzle interacted significantly for fast-rate UTS, where larger nozzles reduced the loss of strength from recycling. At slow testing speeds, modulus and elongation exhibited the strongest interactions, including notable AB and AC effects, indicating that recycled PLA is more sensitive to combined influences of bead width and raster orientation when deformation is time dependent. The density showed a small but significant B*C interaction. Other responses displayed nearly parallel trends, confirming minimal interaction behavior. The strain-rate-dependent behavior observed in elongation at break further clarifies the deformation mechanisms active in recycled PLA. At slower crosshead speeds, the material has sufficient time for viscoelastic relaxation, inter-bead shear transfer, and localized plastic deformation to develop prior to fracture. Under these conditions, architectural parameters such as raster orientation meaningfully influence how strain is redistributed across weld interfaces. In contrast, at higher strain rates, molecular mobility is restricted and failure becomes dominated by rapid crack initiation at voids and weak interlayer boundaries. Recycling-induced reductions in molecular weight and entanglement density amplify this transition toward brittle fracture. These results therefore indicate that repeated no-blend recycling not only reduces absolute mechanical properties, but also shifts the balance between ductile and brittle failure mechanisms in a rate-dependent manner.
Chemical degradation mechanisms
The mechanical behavior observed in these results is consistent with established chemical degradation pathways that occur in PLA during repeated thermal–mechanical processing. PLA is an aliphatic polyester whose ester linkages undergo random chain scission when subjected to the elevated temperatures and shear stresses present during filament re-extrusion and FFF. Each recycling cycle therefore reduces the molecular weight and entanglement density of the polymer, diminishing its load-bearing capability and directly contributing to the reductions in modulus and tensile strength observed for the 1XR and 2XR samples. While this was not directly studied in this work, the effects are clear from the results, helping to drive future work in this area. Hydrolytic degradation is also expected to play a significant role because PLA is hygroscopic and can absorb trace amounts of water even when stored in sealed conditions for extensive periods of time. During melt processing, this moisture cleaves ester bonds to generate hydroxyl and carboxyl end groups, which in turn accelerate additional chain scission through autocatalytic hydrolysis at processing temperatures. Thermo-oxidative degradation at the melt–air interface can occur simultaneously, forming peroxides and subsequent oxidative scission products that further broaden the molecular weight distribution. Collectively, these mechanisms can reduce melt viscosity, increase flow instability, and introduce greater variability in the mechanical response, consistent with the increased scatter and lower density values measured for the recycled feedstocks. This can have large influences not only on the manufacturing of the recycled filament itself (particularly with the no-replacement case in this study) but also on the printing of each material element in the part.
Chain scission and the resulting reduction in molecular weight may also influence crystallization behavior. Shorter chains have greater mobility and can crystallize more readily under typical cooling conditions seen in FFF (very large temperature gradients due to printer setup and cooling fans50,51). Although crystallinity was not directly measured in this study, such changes have been reported in recycled PLA and could contribute to the combination of modest stiffness variations and reduced ductility seen in the elongation and modulus data. In particular, the brittle behavior and occasional inability to obtain valid modulus values for the 2XR samples at high testing speeds are consistent with a polymer system exhibiting both lower molecular weight and altered crystalline–amorphous morphology. These molecular-scale changes also affect mesostructure development, including porosity formation and interlayer bonding during printing. Lower molecular weight reduces viscosity and weakens the inter-raster weld formation essential for achieving strong interlayer cohesion. Additionally, entrapped moisture may volatilize during extrusion, promoting micro-void development in the deposited bead. The microscopy results presented in Section 4.3 show increased void content, poorer bead fusion, and more fragmented fracture surfaces in recycled specimens. This provides direct structural evidence for these degradation-related mechanisms.
Microscopy analysis
The microscopy images in Figure 9 provide clear visual evidence of how recycling, the diameter of the nozzle, and the orientation of the raster affect the internal structure and the failure morphology of FFF-processed PLA. The specimens printed with virgin feedstock show the most uniform mesostructure, characterized by smooth, continuous rasters and well-fused interlayer boundaries. These samples exhibit cohesive fracture behavior with minimal voids, which is consistent with their superior strength and stiffness in mechanical tests. In contrast, specimens produced with 1X recycled PLA show a noticeable degradation in interlayer fusion, with a higher void content, rougher internal surfaces, and localized delamination. Although the overall structure remains mostly intact, the fracture surfaces show more jagged tearing, indicating a shift toward more interfacial failure. These observations align with the moderate reduction in modulus and UTS observed for this group, as well as the slightly increased ductility at slow testing speeds. The 2X recycled PLA samples show the most severe structural deterioration. Large gaps, widespread interlayer separation, incomplete bead fusion, and brittle fragmentation are evident across all nozzle and raster combinations. Many fractured regions reveal entire rasters that peel apart or break off as distinct fragments, indicating that the weld interfaces have become the dominant failure path. This morphology strongly supports the dramatic reduction in mechanical performance observed in these samples. The differences between nozzle sizes are also clearly visible. Specimens printed with the 0.4 mm nozzle contain more frequent voids and weaker interlayer bonds, while those printed with the 0.8 mm nozzle exhibit larger and more cohesive rasters with better fusion. Raster angle additionally influences the observed failure paths: 45° patterns promote angled shear tearing, whereas 90° patterns produce vertical splitting and more interfacial delamination, especially in recycled materials. Microscopy analysis on example fractured surfaces for each of the 12 factor combinations.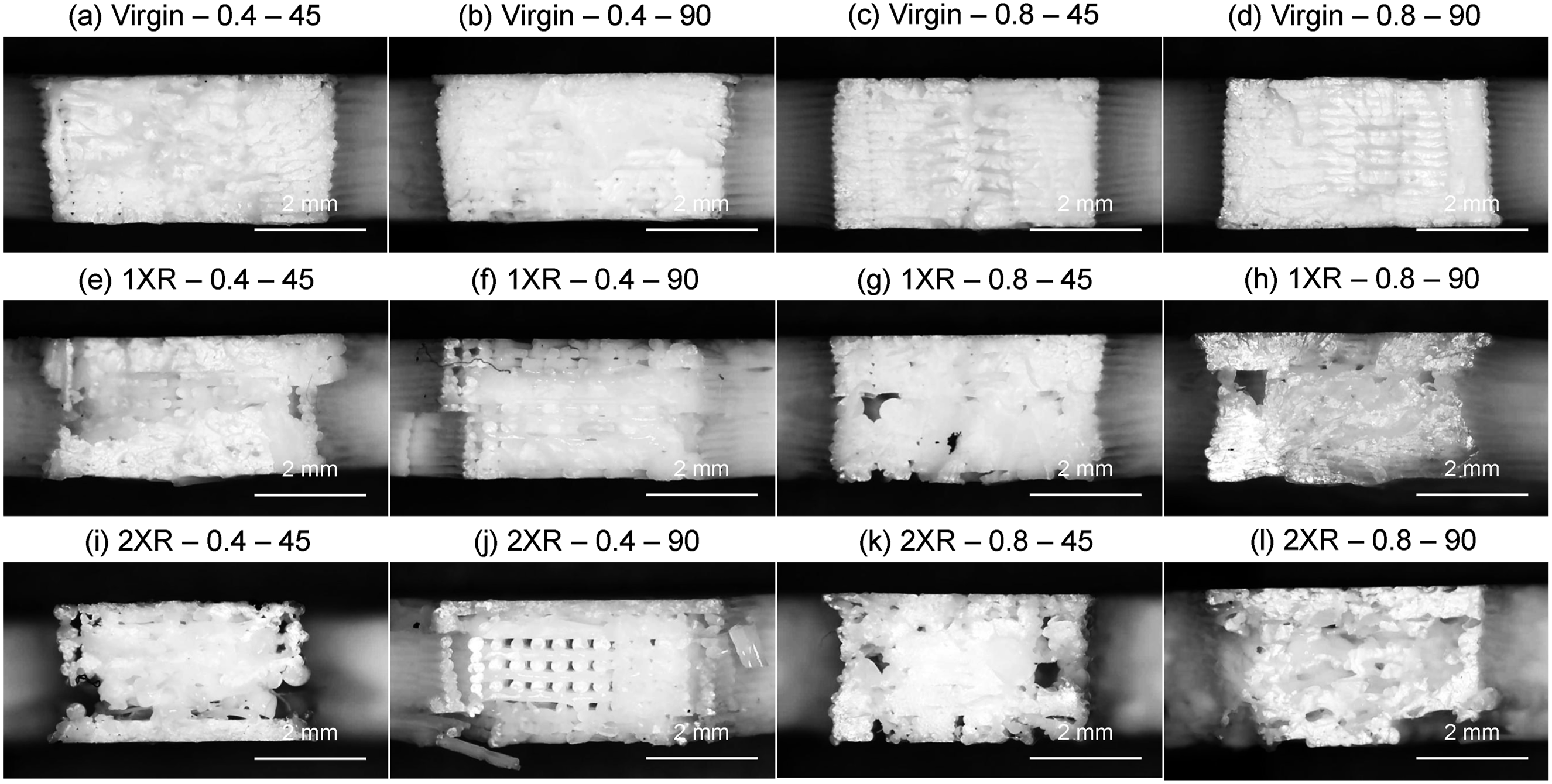
Sensitivity analysis
Although the mechanical and statistical results of this study are strongly supported by the collected data, some experimental sensitivities inherent to polymer recycling and FFF processing should be acknowledged. These factors do not invalidate the results, but help contextualize natural sources of variability in recycled-feedstock printing. • Feedstock diameter variability: The recycled PLA produced using the ProtoCycler + exhibited diameter fluctuations greater than those of the factory-manufactured virgin filament. Such variability is typical for benchtop re-extrusion systems and can introduce small voids or local under-extrusion in printed parts. The increased porosity observed in density and hardness measurements for the recycled groups is consistent with this phenomenon and reflects the realistic challenges associated with low-cost recycling workflows. Due to the grip pressure on the filament in the printhead, this probably had a small effect, but should be considered as an experimental sensitivity. • Material aging effects: Although all feedstock came from a single spool, there was a time gap (a few weeks or months) between the fabrication of the various experimental batches. The material was stored in sealed containers, but modest aging or exposure to humidity cannot be completely ruled out. However, the strong consistency of trends within each batch and between factor combinations suggests that any aging effects were minimal relative to the main factor influences. • Dimensional measurement precision: Standard calibration and measurement practices were followed, and the tight clustering of tensile properties across replicates indicates that any dimensional or instrument error was negligible relative to factor-driven effects.
Overall, these sensitivities reflect normal practical constraints of recycled material research and do not materially affect the strength or interpretation of the results.
Implications for design and material selection
The results of this study provide several practical insights for designers and engineers considering rPLA for additively manufactured components. First, the mechanical reductions associated with one and two recycling cycles, particularly in modulus and ultimate tensile strength, indicate that rPLA is best suited for applications where stiffness and load-bearing capacity are not primary design constraints. Microscopy analysis confirms that these reductions arise from degraded weld-line integrity, increased void content, and reduced interlayer cohesion, all of which promote interfacial rather than cohesive failure. Designers using rPLA should, therefore, anticipate greater anisotropy and reduced tolerance to sharp stress concentrations or geometries that rely on strong interlayer bonding. Accordingly, components fabricated from recycled PLA should avoid stress-riser features and impact-sensitive geometries unless additional geometric reinforcement or conservative design margins are incorporated. The diameter of the nozzle was found to be a dominant processing factor in all responses. Larger nozzles improved strength, stiffness, and ductility in both virgin and recycled materials, primarily by producing wider beads with better fusion and lower local porosity. Accordingly, when printing with rPLA, the selection of a larger nozzle can partially compensate for the property losses caused by polymer degradation. In practice, when geometric resolution is not the governing constraint, larger nozzle diameters should be prioritized to enhance inter-bead fusion and reduce void-driven mechanical degradation.
The effects of the raster angle were more nuanced, mainly showing importance at slower loading rates where the material has time to deform along the shear-transfer paths. This rate-dependent behavior suggests that fine-tuning the raster angle is useful when ductility or controlled yielding is important but less impactful for high-strain rate applications. When load direction is known in advance, aligning raster paths with the primary stress axis can improve stiffness retention and reduce reliance on weakened interlayer weld interfaces in recycled materials. Several sensitivities inherent to rPLA printing (such as feedstock diameter inconsistency, moisture uptake, and increased stochastic porosity) highlight the need for careful material selection in precision- and mission-critical parts. Although these factors introduce variability, the strong statistical significance of the main effects demonstrates that the mechanical trends identified here are robust. Designers should account for this variability through conservative safety factors, increased wall thickness, or geometric reinforcement when using rPLA. In addition, effective density may serve as a practical quality-control metric during recycled filament production, as reduced density was consistently associated with higher void content and diminished mechanical performance. The findings suggest that recycled PLA is viable for non-structural, moderate-load, or short-life applications, especially when paired with larger nozzle diameters and print paths that minimize interlayer stress. Single-cycle recycled material retained mechanically stable behavior across most architectural conditions and therefore represents a practical upper bound for no-blend recycling in load-bearing non-structural parts. In contrast, repeated recycling without material rejuvenation produced increasingly brittle behavior, particularly at higher strain rates, suggesting caution for applications involving dynamic or impact loading. For applications requiring high stiffness, structural integrity, or minimal variability, virgin PLA remains the preferred material.
The present results do not establish a universal molecular weight threshold at which recycled PLA becomes unsuitable for FFF applications, as molecular weight was not directly measured and mechanical performance is strongly architecture-dependent. While further optimization of print temperature or flow parameters may partially compensate for viscosity reductions associated with degradation, such adjustments would introduce additional process variables and were beyond the scope of this controlled factorial investigation. Instead, the findings demonstrate that performance degradation progresses gradually under fixed processing conditions, with single-cycle recycled material retaining stable mechanical behavior for non-structural applications, and repeated no-blend recycling producing a transition toward brittle, strain-rate-sensitive failure. These observations suggest that practical suitability is determined by the combined effects of material degradation and architectural design rather than a single intrinsic molecular weight threshold.
Conclusions and future work
This study evaluated how feedstock recycling, nozzle diameter, and raster angle influence the tensile behavior of FFF-processed PLA components and examined whether these effects remain consistent across two tensile testing crosshead speeds. Using a controlled, no-blend recycling workflow (i.e., no new virgin material was introduced at any point in the cycle), specimens were fabricated from virgin PLA (defined as being fresh filament), once-recycled PLA, and twice-recycled PLA, allowing the isolated effects of repeated thermal–mechanical reprocessing to be assessed. In general, the recycled status of the feedstock exerted the strongest influence on mechanical performance. Each additional recycling cycle produced measurable reductions in both ultimate tensile strength and Young’s modulus, accompanied by changes in elongation behavior that were further modulated by strain rate. Nozzle diameter also showed a robust and statistically significant influence across nearly all responses, while raster angle primarily affected modulus and elongation at the slower testing speed. The mechanical trends are consistent with established chemical degradation pathways in PLA occurring during melt reprocessing. Hydrolytic and thermo-oxidative chain scission reduce molecular weight, lower entanglement density, and broaden the molecular weight distribution, collectively diminishing stiffness, strength, and interlayer cohesion. These chemical changes help explain the increased porosity, reduced density, and weaker raster-to-raster bonding observed in microscopy and density measurements. The occasional inability to obtain valid modulus values for highly recycled samples at high testing speeds is likewise consistent with a polymer exhibiting extensive chain scission and more brittle failure behavior (both in the overall printed bulk and between individual material elements). Together, these results highlight the close coupling between polymer chemistry, melt rheology, mesostructure formation, and macroscopic mechanical response in recycled PLA systems.
Comparison between testing speeds revealed that strain-rate sensitivity is most pronounced in elongation and modulus, while UTS remained relatively consistent between rates. These findings reinforce the importance of considering both chemical degradation mechanisms and loading-rate effects when evaluating recycled PLA for engineering applications. The diameter of the nozzle emerged as a particularly important processing parameter, as the larger nozzle size consistently improved mechanical performance by promoting better bead fusion and reducing porosity, partially offset by degradation associated with multiple recycling cycles.
Future work should extend this approach by incorporating direct measurements of molecular weight distribution, crystallinity, and thermal degradation kinetics to further strengthen the mechanistic link between chemical changes and mechanical behavior. Expanding the strain-rate domain, exploring additional processing parameters such as extrusion temperature, cooling rate, and infill density, and applying the methodology to other recycled thermoplastics would provide a broader foundation for sustainable materials utilization. Collectively, this study demonstrates that mechanically recycled PLA can remain usable for non-critical components when processing parameters are carefully selected, while also illustrating the chemical and mechanical constraints that ultimately limit the number of viable recycling cycles for aliphatic polyesters such as PLA.
Footnotes
Acknowledgements
The authors thank Pedro Palacios and Tony Adjartey for their assistance with the project as undergraduate student assistants. No external funding was used to complete this work. ChatGPT 5.1 (OpenAI) and Grammarly were used for light editorial work related to wording, clarity, and grammar in the text and were not used to contribute to the core technical work, collect literature, or complete analysis on the results. The authors have carefully reviewed and assume full responsibility for the final manuscript. All opinions and conclusions are solely those of the named authors and do not necessarily represent the positions or views of Texas A&M University of the publisher of this work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
All data collected are included in the tables in the text.