
Abstract
Fused filament fabrication (FFF) is one of the low cost additive manufacturing (AM) techniques capable of printing complex design (both with commercial and non-commercial feedstock filaments by using different processing parameters). In this paper a comprehensive review has been prepared on FFF operating capabilities from thermoplastics material’s view point. Various thermoplastic materials and composites available commercially and prepared at laboratory scale have been categorized based upon the reported studies performed (for thermal stability, mechanical properties etc.). It was observed that the nano composite based feed stock filament (prepared at lab scale) have edge over the micro-composites from thermo-mechanical properties view point. Further it has been noticed that the 3D printing is in changing phase and moving towards 4D printing of smart composites and designs. But hitherto little has been reported on printing of smart material with FFF platform. Further studies may be focused on printing of smart materials (both micro and nano composites) with FFF, as the low cost 3D printing solution in different engineering applications.
Keywords
Introduction
The AM is one of the recent fields for low cost product development. It offers a wide range of variability in design matrix of product which makes it suitable for critical designs (which was previously not possible with any other manufacturing techniques). The parameters of FFF (one of the low cost AM process) affect the quality of product significantly. 1 Effect of process parameters of FFF on mechanical properties of specimen has been investigated by some researchers and it was observed that with increase in number of deposited layers, strength of specimen was enhanced. Similar results were found with raster angle and orientation of deposition. Flexural strength was found in contrast relation with raster angle and layer thickness. 2 Grey Taguchi analysis has been used as design of experiment technique to improve the dimensional accuracy and to predict the effect of process parameters artificial neural network (ANN) has been used. Analysis of variance (ANOVA) method was also used for optimization of length, width and thickness of specimen and standard set of condition was obtained for a quality product with better dimensional accuracy. 3 FFF is generally composed of tractor trolley arrangement just before the nozzle to push the feedstock filament with required tension into the nozzle.4–7
The technology of FFF is integrated with the computer controls which direct the hardware of FFF to work in accordance with the direction provided by software such as tool path generation, material deposition in layer fashion etc.8–12 Various different virgin polymer and composite matrix of polymers have been tried for different range of applications varying from typical mechanical industry to highly critical biomedical application.13–15 Various different composites of polymer have been used on FFF platform to build up a rapid prototype ready for application without any post processing requirements.16–18 FFF is worldwide adopted technology and has been widely explored by researchers in last two decades for medical, civil (structural and non-structural), space industry, automotive industry and for many other applications. Various companies these days are providing ready to use feedstock filaments for FFF but most of those filaments are of virgin polymer such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polyvinyl chloride (PVC), polyamide (PA), polypropylene (PP) etc. Different composites of polymeric matrix have been prepared on laboratory scale using different techniques such as twin screw extrusion (TSE),19–21 single screw extrusion, 22 and chemical mixing. 23 Figure 1 shows the classification of FFF process based on availability of feedstock filament.
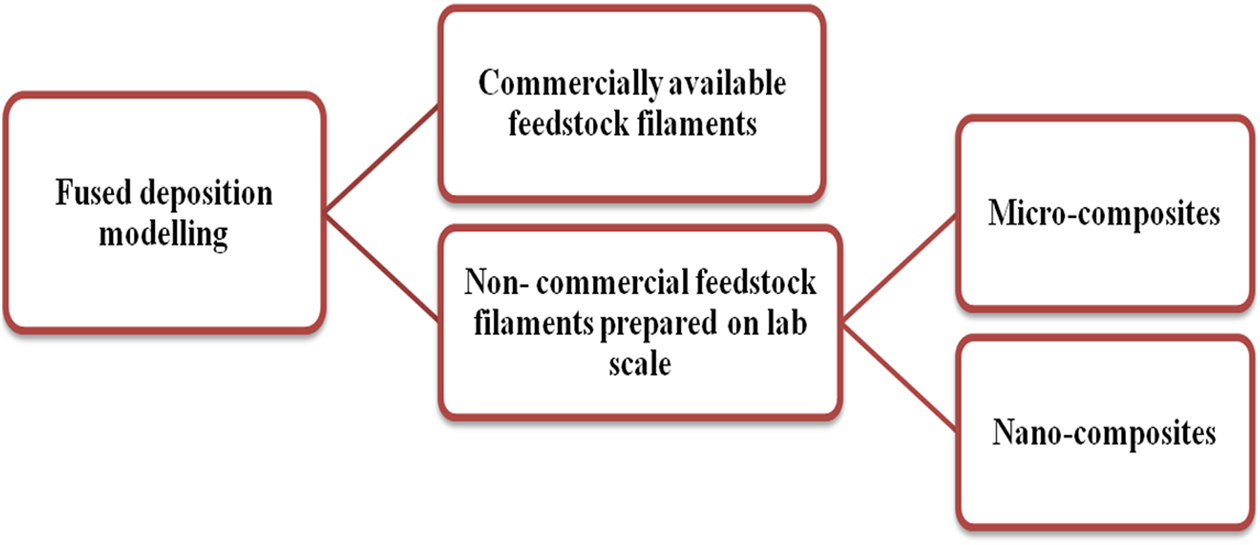
Classification of FFF on availability of feedstock filament.
Commercial feedstock filaments used on FFF platform
Different ranges of polymeric materials are present in market for FFF. Some of the common materials used on FFF working are ABS, PLA, PA, PP, polycarbonate (PC), polyethylene (PE) etc. The commercially available feedstock filaments of different polymeric materials have numerous engineering applications discussed as under:
ABS is a common thermoplastic which is available in form of feedstock filament for FFF applications. It has been observed that ABS when 3D printed on FFF platform shows anisotropic properties and results into 65–72% tensile strength and 80–90% compressive strength in comparison to injection moulded parts. 24 The strength of ABS based fabricated part was less but the design intricacy of FFF was one of the important reasons to fabricate part through FFF technique rather than injection moulding. ABS based translucent parts were fabricated for packing of mechanical and electrical components. Post processing techniques were used for increasing the translucency of part such as (i) elevated temperature technique which resulted into improved transmissivity but shrinkage was observed in fabricated part, (ii) resin in-filtration and (iii) surface sanding which resulted into 16% increase in transmissivity without dimensional shrinkage. 25 It has been observed from dynamic mechanical analysis (DMA) that the ABS printed part with normal built style possessed more strength than double dense and sparse structures whereas the loss modulus was found to be enhanced with increasing temperature but reduction in viscosity was observed for the fabricated part of ABS. 26 The process optimization study of FFF for ABS based feedstock filament has proved that the selection of input process parameters was the critical step where the behaviour of printed prototype might get changed such as with raster angle of −45°/45° has shown maximum tensile strength in compare to other raster angles, whereas for flexural properties 0/90° raster angle has shown optimized results. 27
It has been observed for the wear resistance of FFF build prototype that layer thickness of 0.127 mm, raster angle of 0°, raster width of 0.5064 mm, air gap of 0.008 mm and build orientation of 0° has provided an optimized FFF processing condition for minimum wear of part. Extensive studies of FFF process parameters have been performed to predict the behaviour of build prototype for wear property. 28 Electrical conductivity of printed prototype was enhanced by chemical deposition of Copper (Cu) particles on 3D printed prototype of ABS using chemical etching method and it was observed that the electrically insulator ABS has been successfully converted into conductor and highest electrical conductivity was observed for parts which were chemically etched with chromic acid in comparison to etching done with any other acids. 29 Various other researchers have also explored the FFF processing parameters to highlight the mechanical performance of functional prototypes based on ABS.30–37
These days’ researchers have been focusing on biodegradable polymeric matrix such as PLA. For mechanical performance, it has been observed that 225°C of nozzle temperature has given best tensile modulus for virgin PLA. Whereas part geometry has also played significant role in mechanical performance and processing temperature controlled the morphological behaviour of PLA. 38 Various 3D printer based on FFF technology are available in market today such as Divide by zero model, Cube-2 3D printer, Stratasys FFF, and many other. Researchers have explored the tensile properties of PLA for different set of input parameters. Build orientation with 0° has shown maximum tensile strength than any other build orientation angle. 39 Further fatigue property of PLA based 3D printed part has shown maximum fatigue life for 45° build orientation for the cyclical loading on universal tensile testing machine (UTM). 40 PLA represents a biodegradable polymer with high strength properties and thus is beneficial for biomedical applications. Researchers have explored the fusion of silver particles on 3D printed surface of PLA for antimicrobial applications. The study suggested that the printed structure had voids in inter and intra-layer which was found beneficial for synthesis of foreign particles on its surface. 41
From economy point of view studies have been performed on different available low cost printer and it has been observed that reproducibility of printer for the same material was close enough and PLA parts have shown greater strength than 3D printed parts of ABS. 42 PLA polymeric matrix has been used for printing of textile based designs tom know the capability of it for future textile application. 43 The input process parameters of FFF have great impact on adhesiveness of fabricated part and it has been observed that with increasing nozzle speed and raster width the adhesive character of fabricated part increased with the same proportion.44,45 It has been observed that infill percentage has been observed as one of the most important process parameters which affect the mechanical strength of fabricated prototypes. Also the variability among the different prototype built with same process parameter was observed greater for PLA based 3D printed parts than ABS based parts. 46 Various other researchers have also investigated the effect of input process parameters on the mechanical, morphological and surface characteristics of PLA based 3D printed parts.47–50
PA one of the thermoplastic polymer, which exist in semi crystalline form with great flexibility and low density (1 g/cm3), high fatigue and flexural strength which makes it one of the important thermoplastic which could have great role in FFF based applications such as for aerospace industry, consumer goods etc. Researchers have observed that built up angle plays a vital role in mechanical strength of PA specimen. Moreover anisotropy of tensile strength was present for different direction whereas for compressive strength low anisotropy has been observed. 51 High shrinkage stress of nylon-6 was one of problem of FFF fabricated prototype which hinders the applicability of the material for vide range of fields. Researchers have explored the infusion of maleic anhydride grafted poly (ethylene 1-octene) (POE-g-MAH) into the polymeric matrix of nylon-6 to address the shrinkage issue of polyamide and have successfully prepared polyamide which had low shrinkage after solidification of 3D printed part. 52 Various researchers have explored the FFF process parameters for optimizing the printing condition as well as the output properties for polyamide based feedstock filaments.53–55
PC is one of the thermoplastics, which possess high toughness and optical transparency (in some cases). Researchers have explored the feedstock filaments of PC for FFF applications. Dynamic mechanical analysis of 3D printed parts have shown that the number of build parameters have affected positively the tensile modulus of parts whereas testing conditions have significant impact over the mechanical performance of fabricated prototype. 56 Fabrication of prototypes and simulation of failure analysis was performed by researchers to explore the validity of failure model with that of practically obtained results. Predictability of practical results with failure model has shown close relationship thus isotropic material has shown high predictability for failure modes. 57 Input process parameters such as build angle, orientation angle, raster width, infill speed etc have been explored by researchers to optimize the printing condition for PC based feedstock filaments.58–62 It has been observed that with decrease in contour and increase in raster to raster air gap, the creep strain increases (upto 10). 63
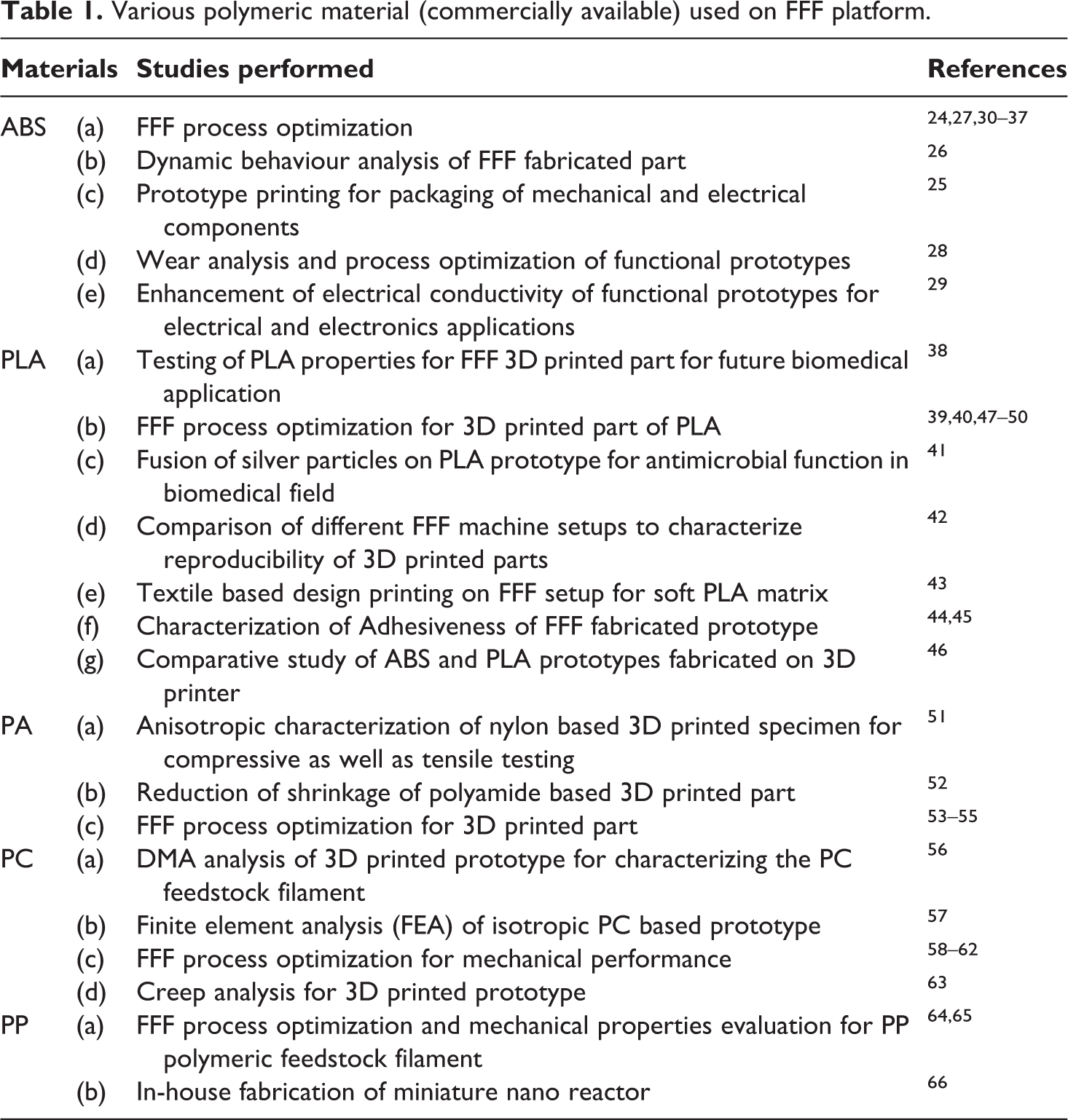
PP thermoplastic polymer also represents a class of polymer which can also be used for FFF application. Researchers have explored the mechanical, flexural properties of PP based 3D printed prototype for its possible applications.64,65 Different input process parameters have been optimized for the printing of PP and it has been observed that orientation angle of 0°, layer thickness of 0.35 mm, and infill of 100% represented the optimized condition for 3D printing of PP based thermoplastic feedstock filament. 64 The feedstock filament of PP matrix has been explored for the in-house fabrication of a nano reactor with an integrated magnetic stirrer on FFF setup. 66 Table 1 shows various commercially available feedstock filaments for FFF platform.
Various polymeric material (commercially available) used on FFF platform.
Non-commercial composite feedstock filaments prepared on lab scale for FFF
Various researchers have used commercially available feedstock filaments as explained above but the virgin polymeric feedstock filaments have their own limitations such as low thermal conductivity, poor electrical conductivity, diamagnetic character, inadequate mechanical properties and surface properties etc. To overcome these issues researchers have tried reinforcements of various foreign particles into the polymeric matrix of virgin polymer. Polymeric blend of composite may be prepared by two routes (a) mechanical route and (b) chemical route. The reinforcement particles may be categorized into two classes (depending over their size) (i) micro particles (ii) nano particles. Based on these the composites may also be categorized into two class (1) micro composites and (2) nano composites.
Micro composites
Various types of reinforcement have been tried in polymeric matrix for different applications and alteration of properties of base polymer. In this part we will only discuss the reinforcements which are done in polymeric base matrix for preparation of lab scale feedstock filaments for FFF platform applications. Low density polymer ethylene (LDPE) has been reinforced with SiC/Al2O3 particles and the prepared composite has been used for feedstock filament development for FFF. It has been observed that LDPE with 50 wt%, SiC with 25 wt% and Al2O3 with 25 wt% could be used to prepare feedstock and has shown best mechanical performance on selected input processing parameter of FFF.67,68 Nylon polymeric base has been extruded with Al-Al2O3 reinforcement and successfully feedstock filament has been developed for FFF and it has been observed that three compositions (Nylon 60 wt%, Al- varying from 26–30 wt% and Al2O3 varying of 10–14 wt%) for composite may be selected as per the melt flow index (MFI) requirement. It has been also observed that with the reinforcement of foreign particle (Al/Al2O3) in nylon matrix the tensile properties have been affected and got reduced in comparison to virgin nylon matrix.69,70 DMA analysis of ABS-Cu blend has suggested that with increased Cu filler (22–26% by volume) in polymer matrix the storage modulus and loss modulus have improved significantly. 71
Various fibres such as carbon fibre (CF), glass fibre (GF) and Kevlar fibre (KF) have been tested as reinforcement in nylon matrix and it has been observed that the reinforcement of CF in nylon matrix improved the tensile strength of composite by six times that of non-reinforced matrix. 72 Reinforcement of thermo-tropic liquid crystalline polymer (TLCP) in PP, it has been proved that with increased fibre content of TLCP (up to 40 wt%) in polymeric matrix the mechanical properties were found to be improved by significant difference. 1.5 times enhancement in tensile modulus has been observed for 40 wt% reinforcement of TLCP in comparison to pure PP and 100% improvement in compare to ABS filament. 73 PP has been blended with tri-calcium phosphate (TCP) for bone graft application and it has been observed that the prepared composite possessed 12 MPa of ultimate compressive strength and 263 MPa of compressive modulus. The printed porous structure on FFF held 150–200 micron pore size which was beneficial for cell growth application as per free area requirement. 74 Friction welding of two dissimilar plastic has been performed using reinforcement of Al powder which make the polymeric matrix compatible for feedstock preparation and FFF platform was used to print objects which were joined at later stage. 75
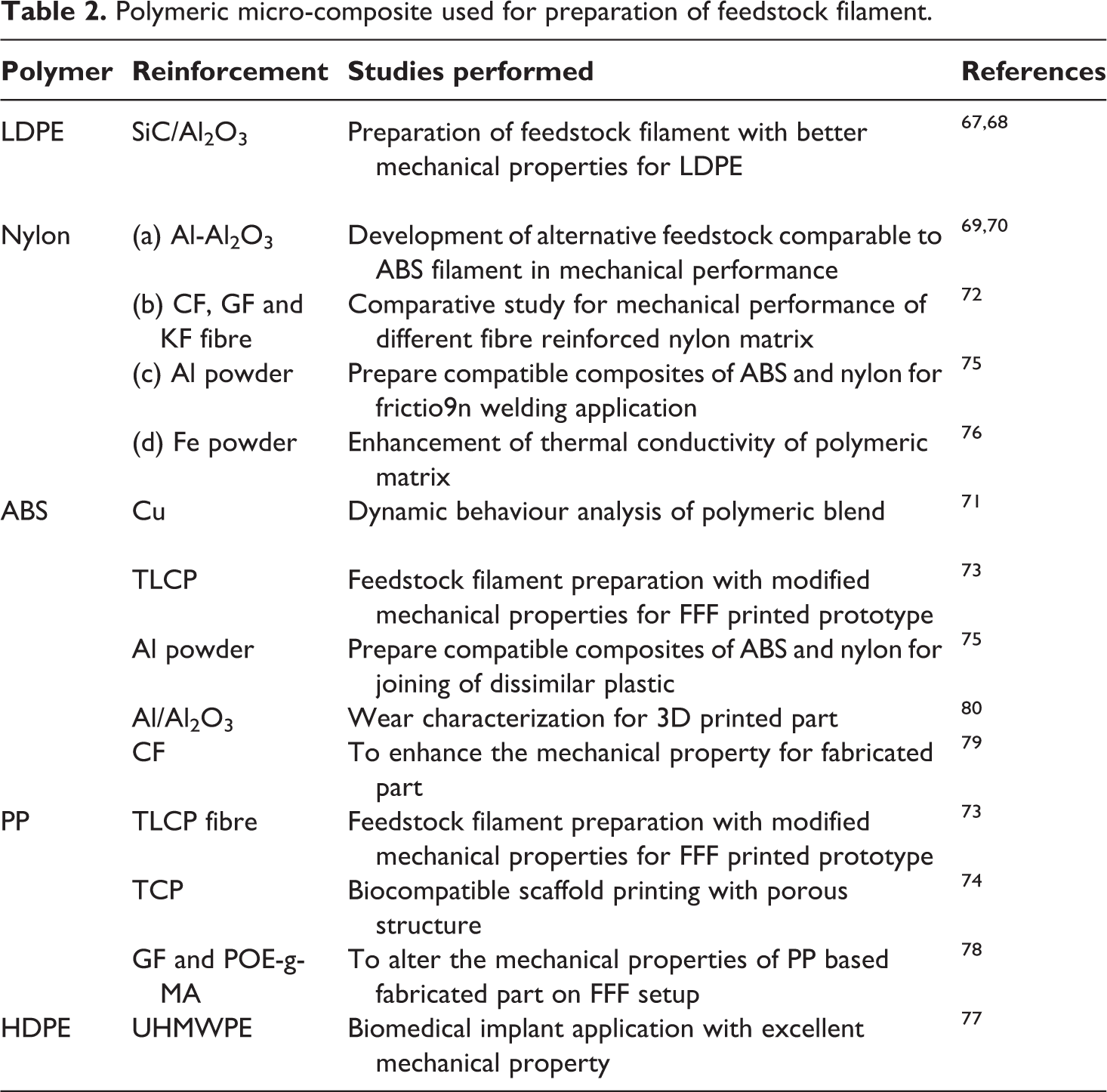
Nylon polymeric base has been reinforced with iron powder (Fe) to improve the thermal conductivity of composite and prepared feedstock filament has been printed on FFF setup and it was observed that the prepared prototype held thermal conductivity greater than the virgin nylon matrix and some other composites. 76 Some researchers have also added polymer as reinforcement in other polymeric base to improve the polymer behaviour for some specific application such as for biocompatibility, wear resistance etc. Ultra high molecular weight poly-ethylene (UHMWPE) has been added in high density poly-ethylene (HDPE) to improve the mechanical and wear characteristics of composite for biomedical implant application. 77 Researchers have explored PP matrix with reinforcement of GF and maleic anhydride polyolefin (POE-g-MA) by varying content from 0–30 wt%. It has been observed that addition of GF have improved the tensile modulus whereas flexibility of feedstock filament was reduced but on the other hand the POE-g-MA have reduced the tensile strength and improved the flexibility of fabricated part. 78 Fibre orientation in case of FFF processing has been explored and it was observed that FFF was capable of orienting short fibres in adequate direction ultimately resulting into better mechanical properties in comparison to simple compression moulding technique. 79 Table 2 shows the list of composite polymeric materials prepared for feedstock filament on lab scale for various applications. Figure 2 shows FFF printed based Al2O3 reinforced ABS polymeric composite for compressive testing, Figure 3 shows the nylon reinforced with Al2O3 for DMA analysis, Figure 4 shows the Al reinforced ABS printed part and Figure 5 represents the dissimilar plastic welding made possible through metal reinforcement.
Polymeric micro-composite used for preparation of feedstock filament.
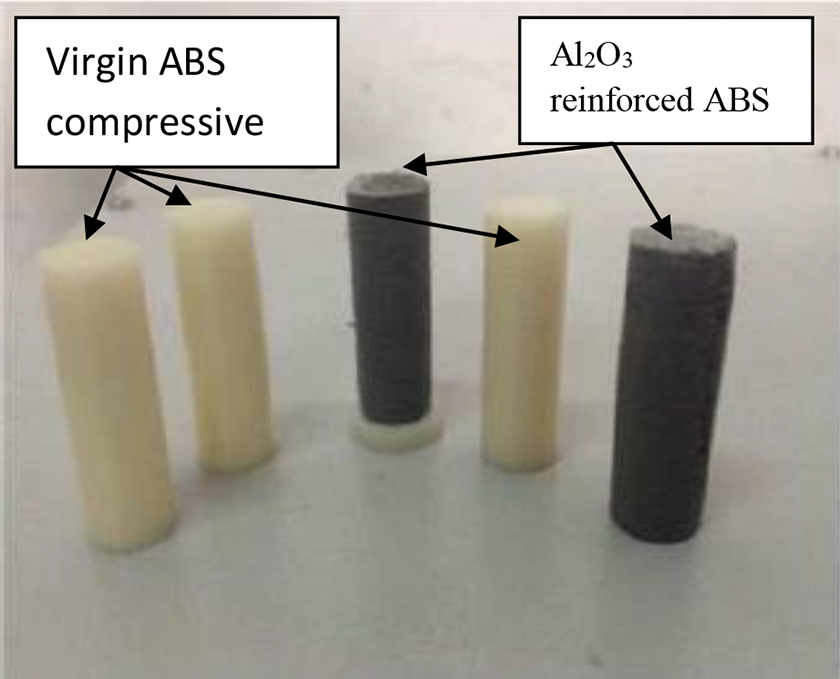
FFF printed compressive prototype. 80
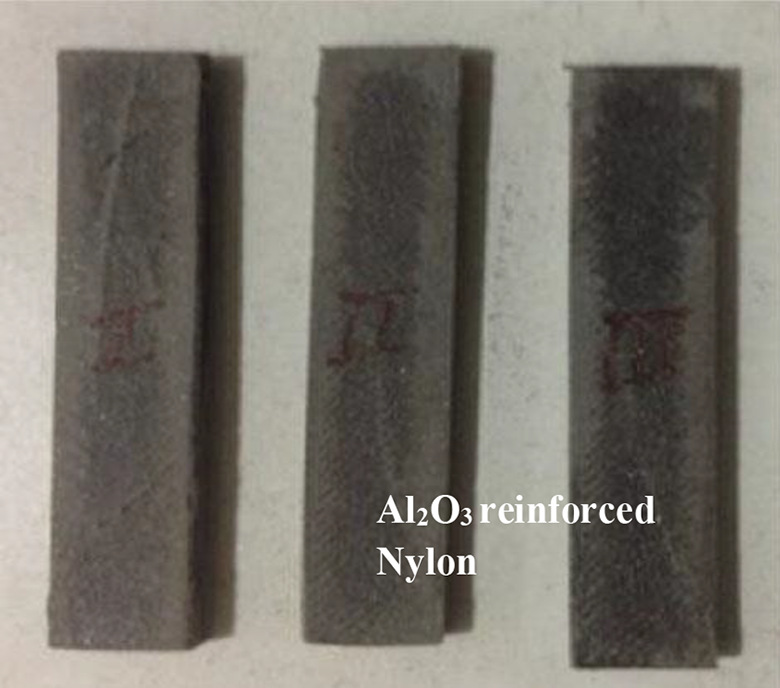
FFF printed samples for DMA analysis. 70
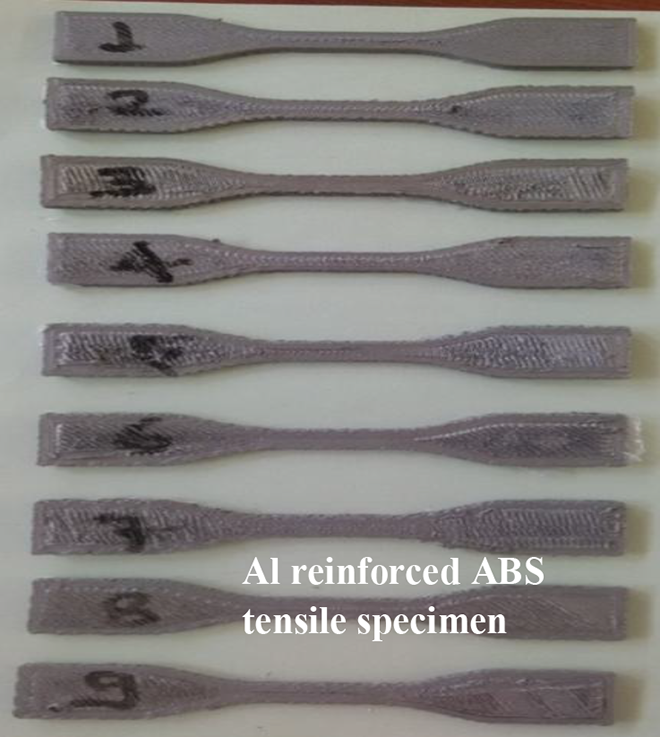
Tensile specimen of 15% Al reinforced ABS. 75
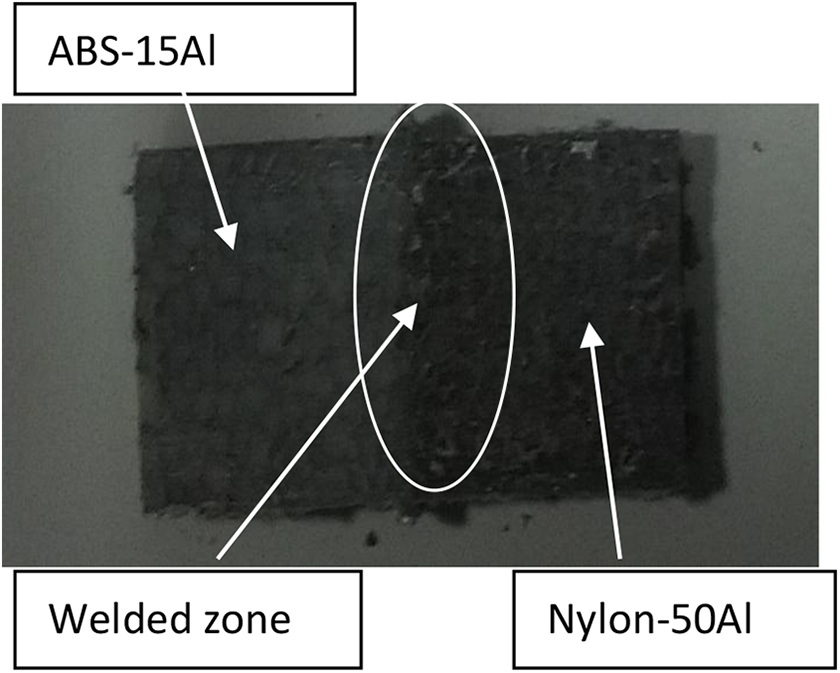
Dissimilar joining of polymeric 3D printed part. 75
Nano-composites
Nano-composites are those composites in which foreign particles which are added in polymeric matrix are of nano size (10−9 mm). It has been observed that in nano-composites ceramic and metallic reinforcements have been performed whereas in micro-composites the foreign particles are of micro size (10−6 mm) and non-metallic (polymeric, wood, clay), ceramic and metallic every type of reinforcement have been done by researchers.
Poly-ether-ether ketone (PEEK) has been tested with nano sized carbon nano tubes (CNT) varying from 1–5 wt% in polymeric matrix to evaluate the tensile strength of prepared part fabricated through FFF. It has been observed that nano particles of CNT when reinforced in polymeric base reduced the porosity of part in comparison to virgin PEEK. No significant improvement has been observed for mechanical properties. 81 Polyurethane (PU)/PLA reinforced with graphene oxide (GO) have been examined for its biocompatibility and anisotropic behaviour of nano composite. Mechanical and thermal properties were observed to be enhanced significantly with addition of nano size GO. 82 PLA in reinforcement with multi walled CNT (MWCNT) has been explored for high electrical conductivity and prototype of liquid sensor has been printed for sensor application. Various input process parameters affecting the topography of printed prototype has been evaluated for the optimized condition for best results. 83 PU reinforced with MWCNT has been tested for strain sensor applications and various properties such as mechanical, electrical; piezo-resistivity etc. has been evaluated for the printed part. MWCNT has improved the stiffness of composite which ultimately made it compatible for printing on FFF setup whereas some insignificant reduction in elastic modulus was observed. The piezo-resistivity was observed to be 176 on gauge factor and was repeatable for various cyclic loading. 84 PLA has been reinforced with silica nano clay (4 wt%) to evaluate the composite mechanical, dynamic and morphological behaviour. It has been observed that 115% improvement in elastic modulus was obtained when silica nano clay added to the polymeric matrix. Mechanical, dynamic and morphological properties were observed to be improved than virgin PLA product. 85
MWCNT when added to the matrix of ABS in varying ratio ranging from 1–8 wt% has shown drastic improvement in yield stress and stiffness whereas strength at break got reduced remarkably. It has been observed that thermal diffusivity of MWCNT in ABS matrix was good enough due to which better diffusion of MWCNT in ABS has been observed and which ultimately resulted into better mechanical and thermal properties. 86 ABS has been reinforced with graphene nano particles (4 wt%) by researchers and has been explored for the build orientation of FFF and it has been observed that prototype printed with composite feedstock have shown improved elastic modulus and storage modulus with better thermal stability. 87 Researchers have tried polybutylene terephthalate (PBT) with the reinforcement of CNT and graphene separately and tried to compare the printability and mechanical response of printed prototype. It has been observed that all the observed properties (mechanical, morphological, printability and thermal stability) for PBT/CNT was better than PBT/graphene composite. Figure 6 shows the PBT/CNT and PBT/graphene extruded filaments and printed part on FFF setup. 88 Researchers have investigated the combination of Polyvinylidene flouride (PVDF) matrix with Barium titanate (BaTiO3) to club functional properties such as piezo electric behaviour, pyro-electric and dielectric behaviour. It has been observed that the value for piezoelectric constant was three times higher for FFF printed object of composite in comparison to solvent casted nano-composite. 89 It has been also observed for the MWCNTs/BaTiO3/PVDF multi composite that CNT has improved the dielectric property of composite and a suitable composite ratio for required dielectric and loss properties were obtained for 1.7 wt% CNT, 45 wt% BaTiO3 and 53.3 wt% of polymeric matrix. 90 Investigators have worked on the PLA reinforced matrix with graphene (upto 10 wt%) for electrical, electromagnetic shielding and mechanical performance evaluation for the printed composite feedstock filament. The tensile modulus (2454 MPa) has been improved by 34% and tensile strength got improved by 27% (for 3D printed part). Whereas all other properties; such as electrical, electromagnetic induction etc. were also improved with the reinforcement of graphene. 91 Table 3 shows the different nano composites prepared on lab scale to prepare feedstock filaments of FFF.
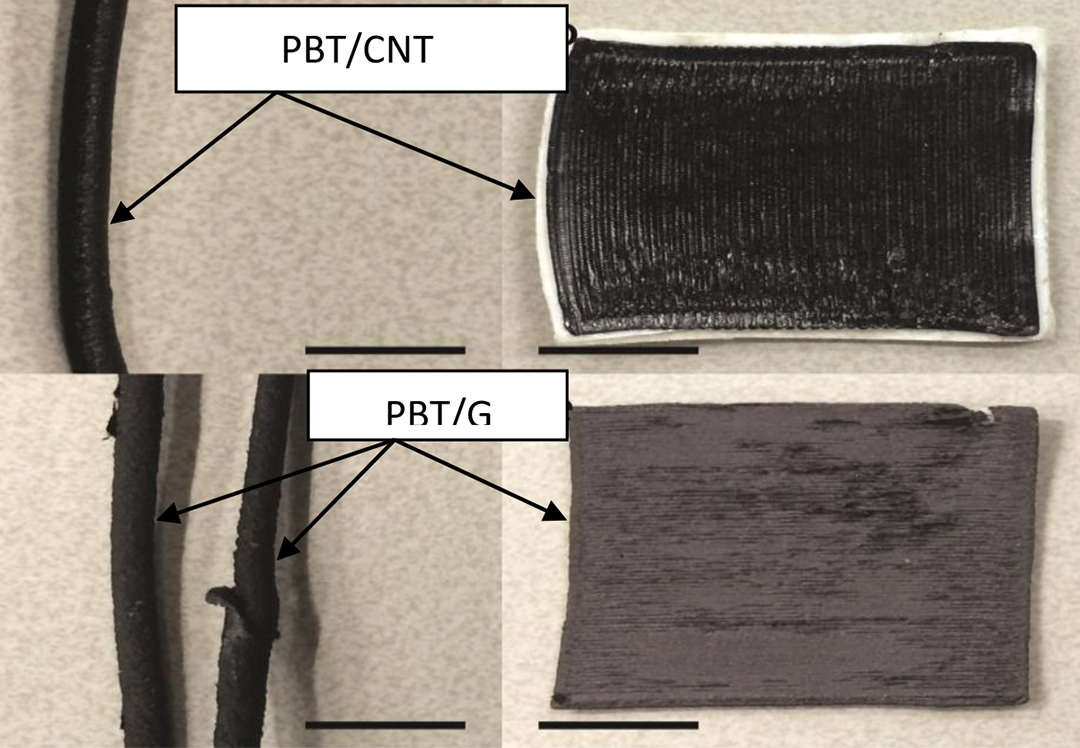
Feedstock filaments of PBT/CNT, PBT/graphene and printed parts on FFF. 88
Polymeric nano-composite used for preparation of feedstock filament.
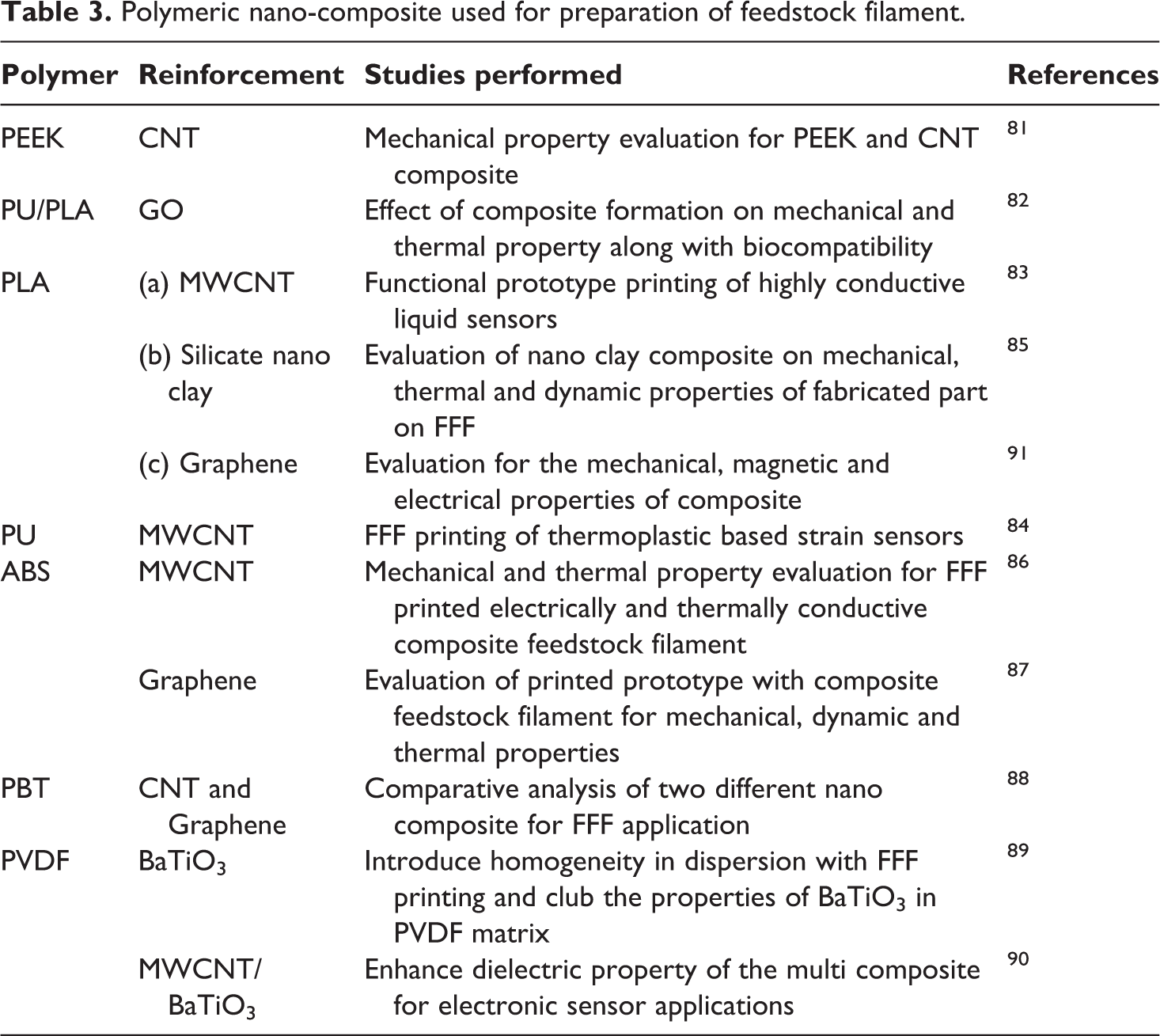
Figure 7 shows steps involved in composite feed stock filament development and various input parameters. At lab scale for preparation of feed stock filament the process starts with cyogenic grinding of thermoplastics followed by testing for melt flow index (MFI) as per ASTM D 1238. The pre-mixing is usually performed by mechanical/chemical blending. The twin screw extrusion process is used for blending of reinforcement in thermoplastic matrix followed by 3D printing. Finally the 3D printed parts are characterized for thermo-mechanical properties. The steps as explained below has been widely used by researchers to prepare a useful composite material for feestsock filament development for FFF applications.92–100
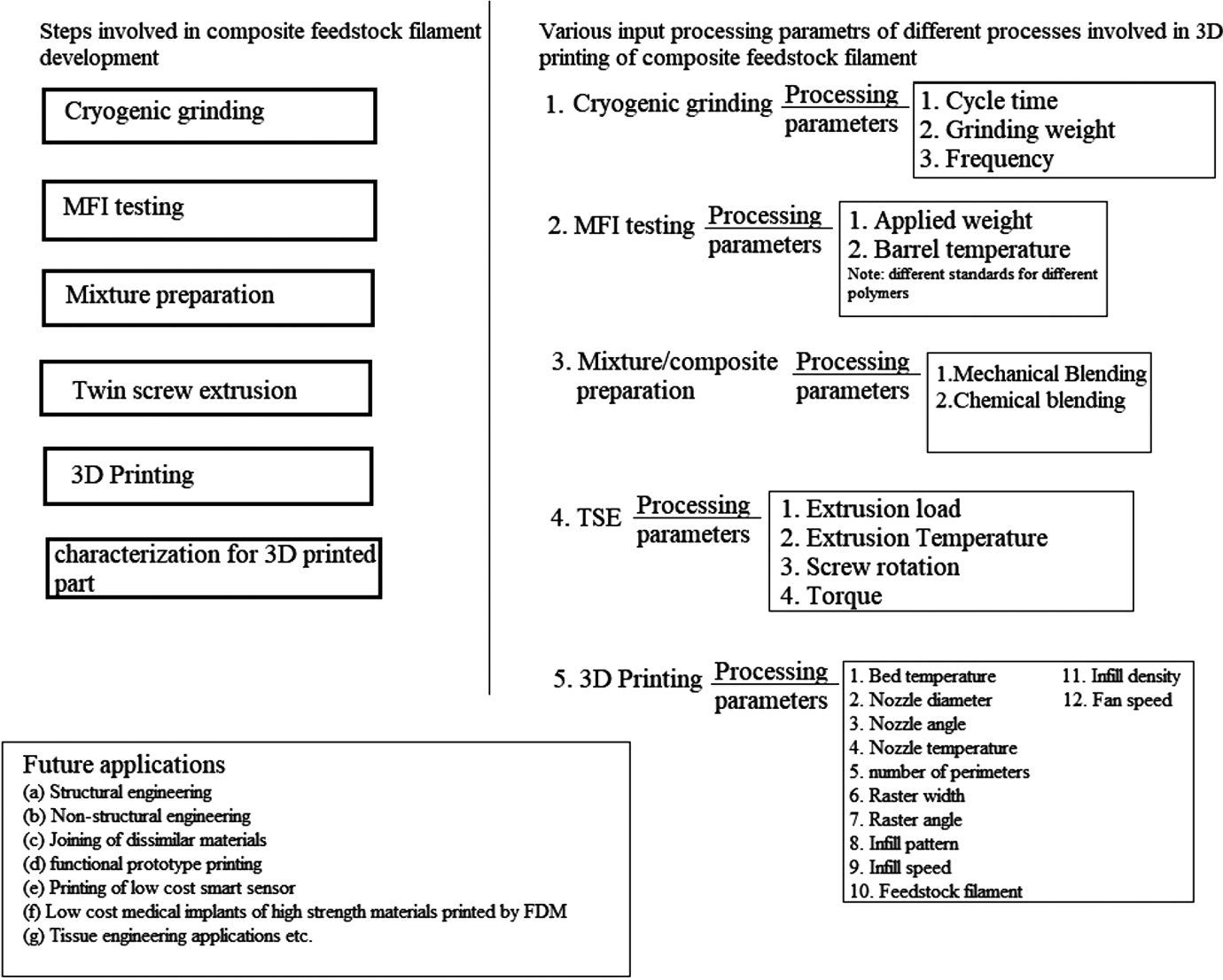
Steps involved in preparation of feed stock filament.
Transformation of 3D printing to four dimensional (4D) printing
Last one decade has witnessed the transformation of 3D printing towards the 4D printing. 4D printing may be defined as the printing of smart materials and designs, which are capable of transforming their shapes and properties at required time when triggered by external stimulus. 101 Various nano composites have been explored to induce smart nature in composites. 102 Shape memory alloys (SMA) represent one such category of smart matrix which can be actuated with external stimulus and moreover the SMA can memorize their state of change.103–106 Similarly design based smartness has also been explored by researchers and it was observed that structure having specific edge dimension and joint angles may be triggered with stimulus for the change in shape.107–109 Figure 8 shows the 4D behaviour of 3D printed part on application external stimulus. 110
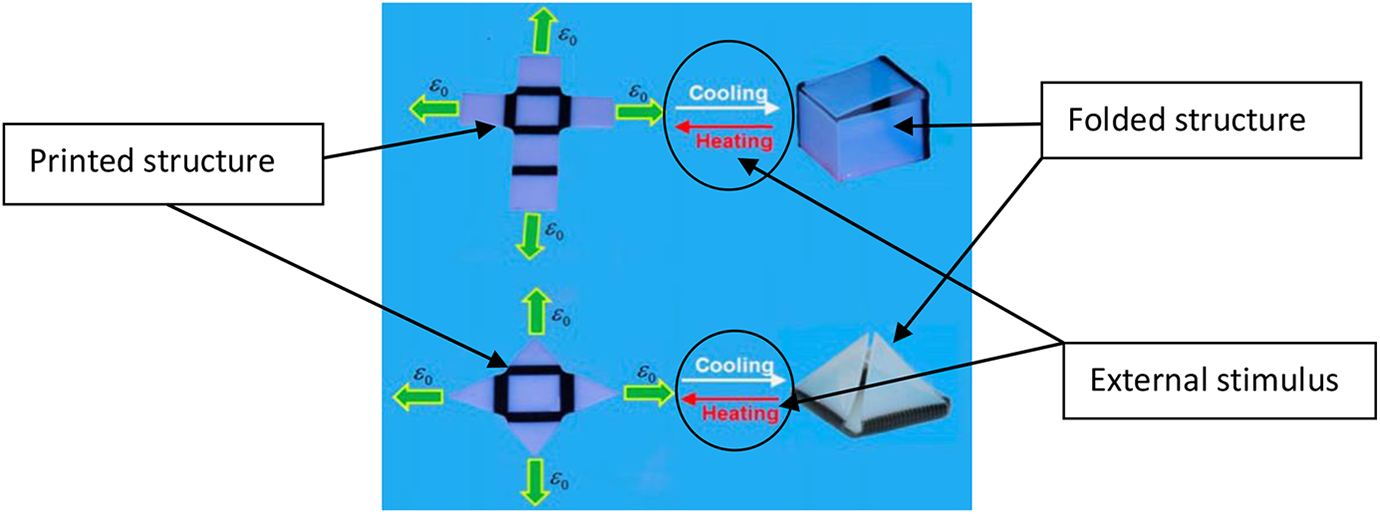
3D to 4D transformation on cooling and heating. 110
Case study on reinforcement of various fillers in virgin polymeric matrix
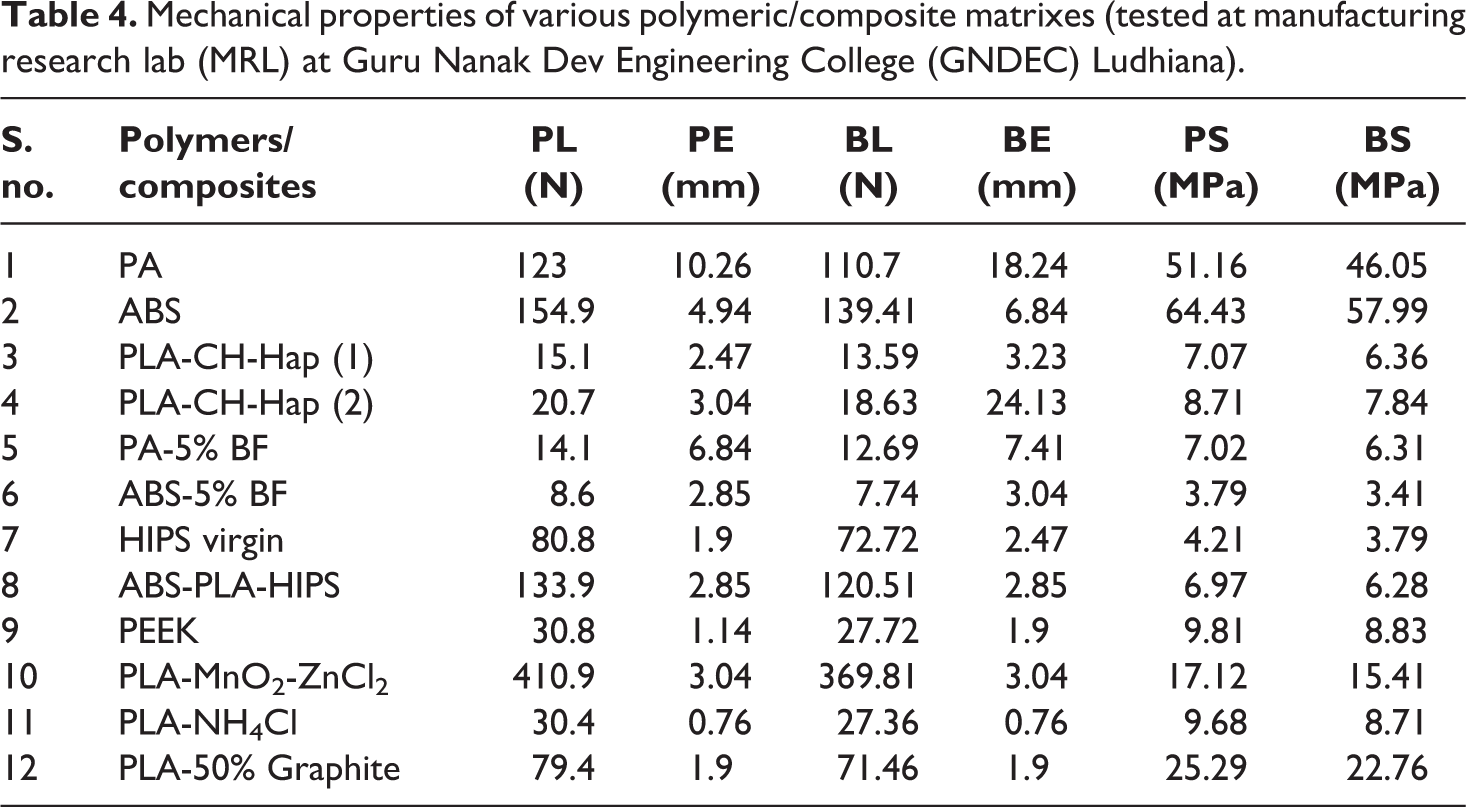
A case study has been performed to highlight the influence of various reinforcements on virgin polymeric matrix of different thermoplastics. Table 4 shows the mechanical properties of various polymeric matrixes tested on Universal tensile testing (UTM) setup. Figure 9 shows the stress vs. strain diagram for various thermoplastic and their composites. It has been observed that with loading of foreign particles there was significant change in mechanical properties. Most of the reinforcements resulted into reduction in the mechanical properties of polymer but has improved the application domain of those polymers. For example reinforcement of chitosan and hydroxyapatite (Hap) particles in PLA results into better biocompatibility for tissue engineering applications, similarly reinforcement of graphite in PLA matrix resulted into electrically conductive polymeric composite matrix.
Mechanical properties of various polymeric/composite matrixes (tested at manufacturing research lab (MRL) at Guru Nanak Dev Engineering College (GNDEC) Ludhiana).
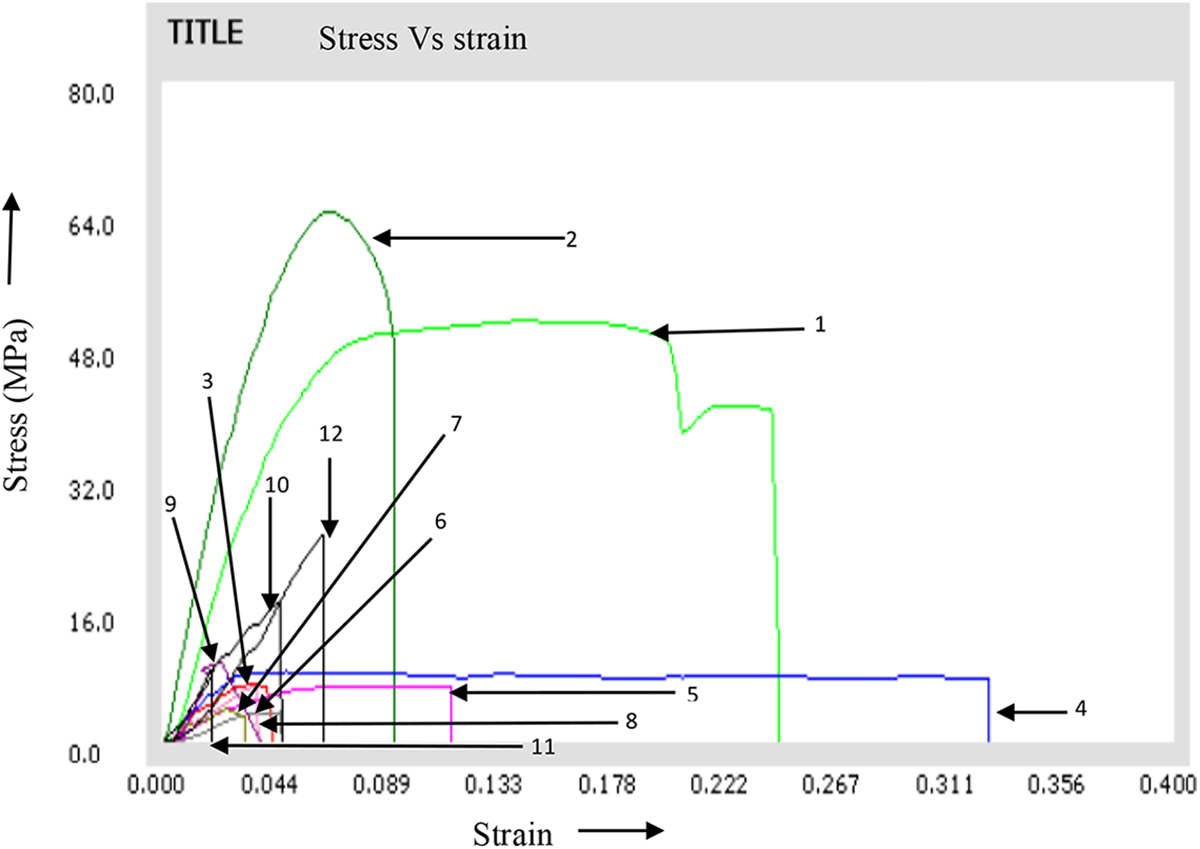
Stress vs. strain diagram for various polymeric/composite matrixes.
Summary
In this study a comprehensive review has been made on FFF working from material point of view. Some virgin thermoplastics and composites available commercially and prepared on laboratory scale have been explored from thermo-mechanical properties view point. It been observed that the commercially available feedstock filaments have some limitations as most of polymeric material available in feedstock filaments has poor thermal, magnetic and electrical conductivity. The prepared composites on lab scale has some advantages over commercial feedstock filaments that the proper choice of reinforcement may lead to better mechanical, electrical, thermal and morphological properties. It has been observed that the nano composite prepared on lab scale have edge over the micro-composites as the properties obtained for nano-composite material are better than micro-composites. Therefore it may be concluded that for better mechanical, thermal and electrical properties one must go for nano scale reinforcement in polymeric matrix. It has been also observed that the 3D printing is in changing phase and moving towards 4D printing of composites. But hitherto very less has been reported on printing of smart material on FFF platform. Thus in future, researchers may explore printing of smart material with FFF technique as the cost effectiveness of FFF makes it worthy to be used for smart polymeric blends.
Footnotes
Acknowledgements
The authors are obliged to TIET Patiala and Manufacturing research lab of GNDEC Ludhiana for the research facilities and SERB under AISTDF Secretariat for financial support.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by SERB under AISTDF Secretariat (file no. IMRC/AISTDF/R&D/P-10/2017, dated 01-02-2018).