
Abstract
The incorporation of bio-based natural fillers and lattice structures in thermoplastic polymer has superior advantages such as a reduction in the usage of conventional polymers with improved damping and mechanical properties. The present work focuses on the development of Walnut Shell/PLA (WSP) lattice-structured composite by the Fused Filament Fabrication technique. The flexural strength, compression strength, and thickness error properties of the hexagon lattice-structured WSP composites are optimized by varying Printing-Based Factors (PBFs) which include infill density (60%, 80%, and 100%), nozzle temperature (190°C, 210°C, and 230°C), printing speed (10 mm/sec, 20 mm/sec, and 30 mm/sec), and layer height (0.1 mm, .2 mm, and .3 mm). The flexural and compression test experiments were conducted as per the ASTM D790 and ASTM D695 standards. The process optimization of the measured responses is made by using Taguchi grey relational grade optimization technique. The experimental outcomes such as compressive and flexural strength and minimal dimensional error are converted into the Grey Relational Grade (GRG) for the optimization process. The results show that the Signal-to-Noise ratio (S/N) from the measured GRG clearly shows that, the lower layer height of 0.1 mm, higher nozzle temperature of 230°C, higher infill density of 100%, and average printing speed of 20 mm/sec is an optimal experimental condition for attaining higher strengths and lower errors. From the Analysis of Variance (ANOVA) analysis, the printing temperature, and layer height are the most persuasive PBFs for the mechanical and physical characteristics with respect to the incorporated lattice structure. The optimized experimental conditions develop maximum flexural and compressive strengths of 4.98 MPa and 28.19 MPa, in addition to a lower thickness error of .186 mm obtained for hexagon lattice-structured WSP biopolymeric composites.
Introduction
In recent years, Additive Manufacturing (AM) is an evolving technology that deals with the development and fabrication of complex geometries. And moreover, they don’t require any post-manufacturing processes. 1 AM is broadly divided into seven categories depending on the ASTM F2792 standard. 2 FFF (Fused Filament Fabrication) technique is the broadly preferred AM technique due to its significant characteristics. In the FFF technique, a component is developed in a successive step-by-step deposition of material.3,4 Some of the significant characteristics of the FFF technique are as follows: reduction in material usage, design freedom, time-effective process, etc. 5
In today’s world, there are many sectors and organizations working towards the complete removal of plastic usages like petroleum by-products, and polymeric materials. But it’s a quite challenging task. As a result, with the intention of addressing this prevailing issue, a broad spectrum of research is carried out by a lot of researchers all over the world. The complete eradication of polymeric materials from daily usage is not possible. As a result of it, in recent days there is much research towards the development of nature-based fillers/fibers/particles reinforced polymeric materials. 6 The nature-based fillers/fibers/particles reinforced polymeric materials have many significances like biodegradability, economical, C02 emission balancing, etc. 7 In comparison with the synthetic-fibers reinforced polymers (SFRP), natural-fiber-reinforced polymers (NFRP) have many significant advantages and excellent mechanical properties. In the instance of NFRP components, the mechanical strength of the developed component cumulatively depends on the orientation of the natural fibers in the polymeric matrix. For addressing these issues with the NFRP, natural-particle-reinforced polymers (NPRP) have been introduced. In the instance of NPRP, the uniform distribution of the natural fillers in the polymeric matrix helps in attaining high mechanical strength when compared to the natural-fibers reinforced composite materials. 8 In recent days, the research towards the development of the NPRP is increasing in exponential manner. Moreover, the results also validate that, the NPRP has more significance in terms of mechanical strength, availability, economic feasibility, and smaller density in comparison to the SFRP.9,10
There are many investigations that deal with the incorporation of organic and inorganic reinforcements in the pure polymeric matrix for the development of composite filaments for a wide range of 3D printing applications. Sivagnanamani et al. investigated the development of PLA/Eggshell particle-reinforced composite filaments for the 3D printing process. The filaments are prepared with various compositions of (0, 4, 6, 8, 10, and 12) weight percentages of eggshell particles. The results show that 4% of eggshell particle addition has enhanced the mechanical properties and increasing the filler percentage has reduced the melt flow index of the filaments. 11 During the progress of NPRP, the most commonly arising issue is the in-homogeneity of the filler in the polymeric matrix, void formation, porosity, varying fiber diameters, etc. There are only certain studies regarding the development of NPRP. Bhagia et al. conducted a study where they used popular trees and pure PLA material to create polymeric composite filaments. They revealed that the resulting wood/PLA composites exhibited an average tensile strength within the range of 37–54 MPa and Young’s modulus of approximately 2.9–4.9 MPa. 12
In the case of the FDM technique, the development of a component using a newly synthesized Walnut Shell/PLA (WSP) biopolymeric composite material undergoes many limitations. As a result of it, the Printing-Based Factors (PBFs) involved during the fabrication of the components should be optimized concerning the various mechanical properties. Su et al. developed recycled carbon-fiber reinforced polyamide-6 filaments. They studied the effect of various proportions of the fiber content on the thermal conductivity, tensile strength, and porosity of the developed composite. They concluded that an optimal percentage of 20 wt% samples observed an enhancement in the tensile strength and modulus up to 150 MPa (175%) and 7.8 MPa (329%) and extremely lower porosity. 13 Nagendra et al. developed nylon-aramid reinforced composite filaments by the FFF technique. These extruded filaments are further utilized for the fabrication of tensile, flexural, impact, and compressive samples by the FDM technique. The samples fabricated under the optimized printing conditions such as .4 mm layer height, 300°C nozzle temperature, 90% infill density, 90° raster orientation, and rectilinear infill pattern have developed a substantial rise in the tensile strength by 7.2%, flexural strength by 22.7%, impact strength by 27.4%, and compressive strength by 18.12% respectively. 14
Aside from other organic additives, walnut shells are the most hidden agricultural filtrate that remains as residue after the processing of walnuts. 15 The resided shells were chosen for their superior antioxidant and anti-diabetic properties, making them more suitable for food enhancements. In general, walnut shells contain cellulose, hemicellulose, lignin, and ash in respective proportions like 23.9%, 22.4%, 50.3%, and 3.4%. 16 The larger proportion of cellulose present in walnut shells makes them appropriate for creating fossil fuels. 17 According to the statistics from “The Food and Agriculture Organization of the United Nations,” Europe generates around 500,000 tons of nutshells as waste on an average day. 18 There are only limited literatures regarding the use of walnut shell fillers to reinforce composites through injection molding and wet lay-up techniques. However, many researchers have found that the incorporation of walnut shell reinforcement fillers can enhance the tensile strength and toughness of the developed composites. In the current work, the WSP composite filaments were developed by the filament extrusion technique, and moreover, the walnut shell particles strengthened PLA composites were made by the FFF technique. Song et al. studied the developed almond shell powder reinforced PLA composite’s (PLA/ASP) mechanical characteristics by fluctuating the reinforcement and silane percentages like 3, 5, 10, 15 wt%’ s and 2, 4, 6, and 8 wt%’ s. They clinched that the extruded composite filament’s mechanical strength increases with 4 wt% silane and 10 wt% of ASP. They also concluded that the extruded PLA/ASP composite filaments have the ability to develop light-weighing components with structures. 19 Song et al. investigated the thermal and mechanical characteristics by varying the silane concentration. They concluded that the PLA/silane concentration of 10–15% helps in enhancing the tensile strength which is equivalent to the tensile strength of the neat PLA filament. 20 There are similar types of wood fillers reinforced polymer composites industrialized by various investigators.21,22
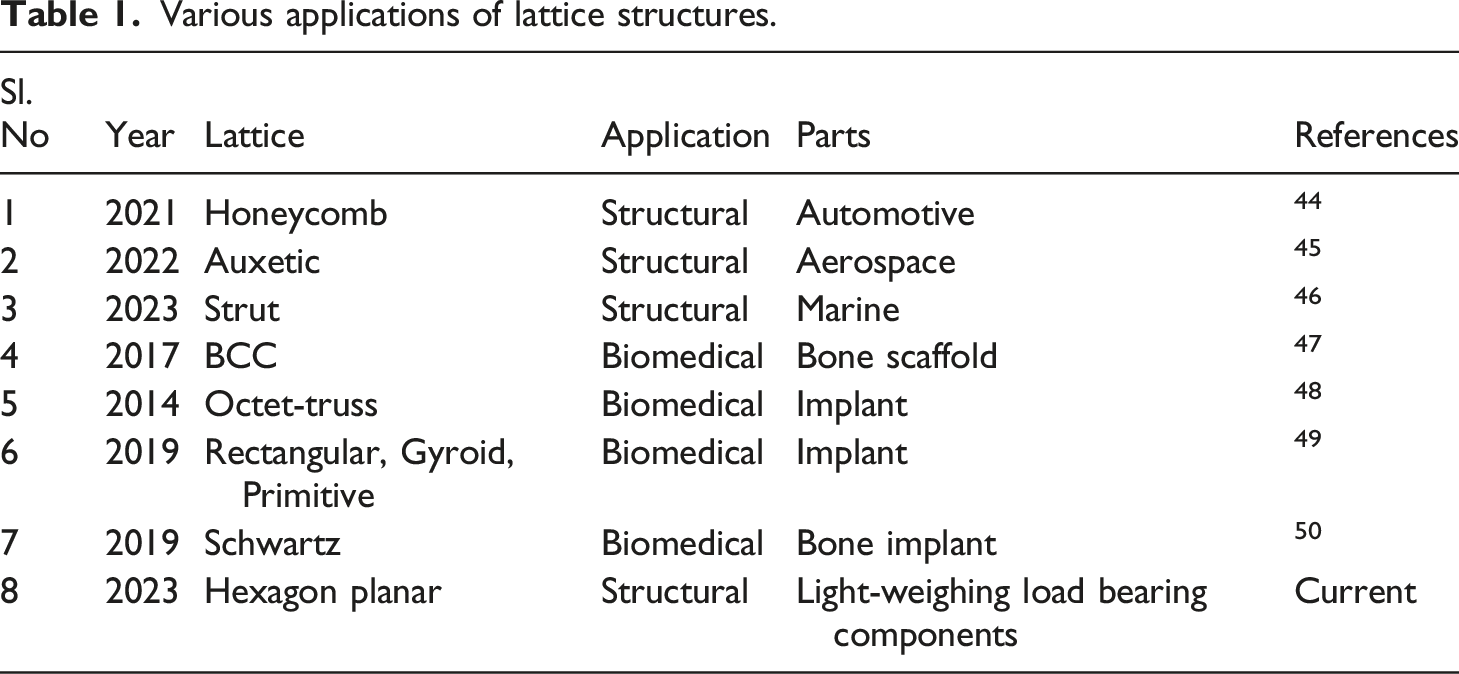
Various applications of lattice structures.
The strength and quality of AM components depend on both the material selection and integration of lattice structures, as well as PBFs. This study focuses on integrating hexagon lattice structures into WSP biopolymer composites using Fused Filament Fabrication and optimizing PBFs to enhance mechanical characteristics such as flexural and compressive strength, as well as minimize deviations in physical properties such as thickness. Currently, the L9 array and Taguchi-Grey optimization techniques are utilized to optimize the PBFs and ANOVA statistical study helps in analyzing the individual contributions of each PBF and error percentage in relation to predicted and experimental results. These lattice-structured WSP biopolymeric composites are appropriate for the development of light-weighing structural components in the field of construction and packaging industries.
Experimental procedure
Raw materials
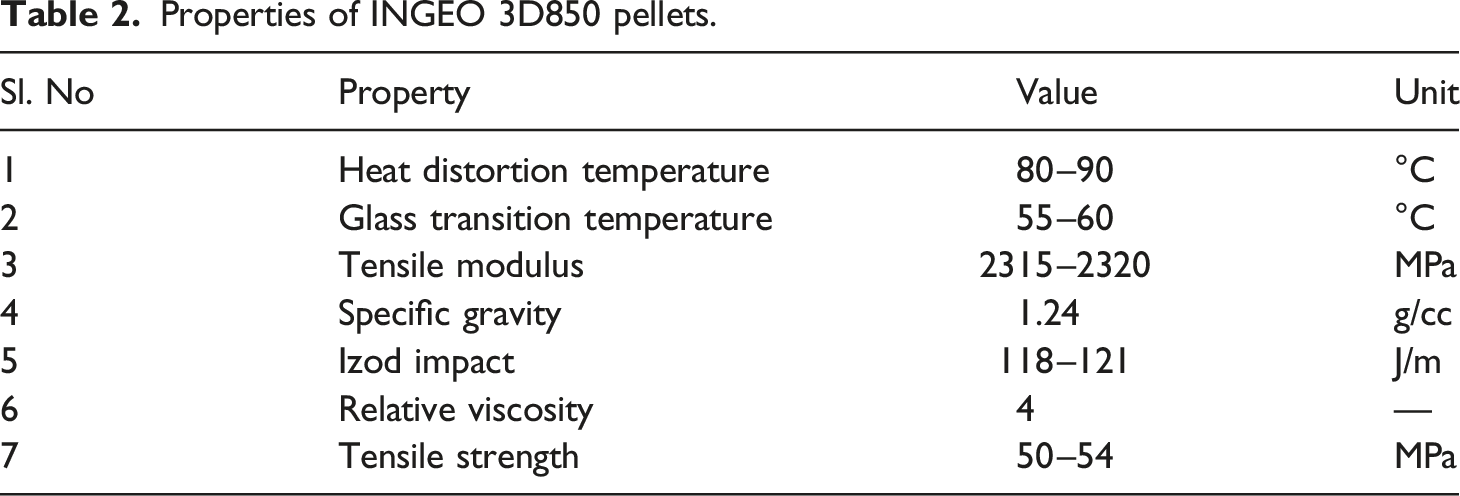
Properties of INGEO 3D850 pellets.
Synthesis of walnut shell particles
The purchased waste walnut shells are confirmed to be clean from dust particles. After that, the collected walnut shells are cleaned thoroughly. After being cleaned, the walnut shells are heated in a furnace for approximately 12 h at a consistent temperature of 70°C to remove excess moisture from the particles. This process significantly aids in eliminating any remaining moisture from the cleaned shells. Meanwhile, the dried walnut shells are crushed with the assistance of the jaw crusher (Make: Rajco scientific, India). The halfway-crushed walnut shells are further crushed and powdered with the means of a Willy mill. The crushing process acting a substantial role in the size reduction of walnut shell reinforcement particles to attain uniform size. The powdered walnut shell reinforcements were further filtered with the help of a sieve shaker. In the present study, the typical particle size of the reinforcements in the polymeric matrix is around or lesser than 50 μm. Eventually, the powdered reinforcements are chemically treated with the silane which comprises the usage of silane chemical reagent (Tri vinyl ethoxy silane) which was acquired from Sigma Aldrich, UK.
29
Finally, these chemically treated walnut shell particles are now suitable for the development of the WSP biopolymer composite filament for 3D printing applications by FFF technique. The entire particle synthesis process is shown in Figure 1. Extrusion of WSP composite filament and fabrication of structured composites.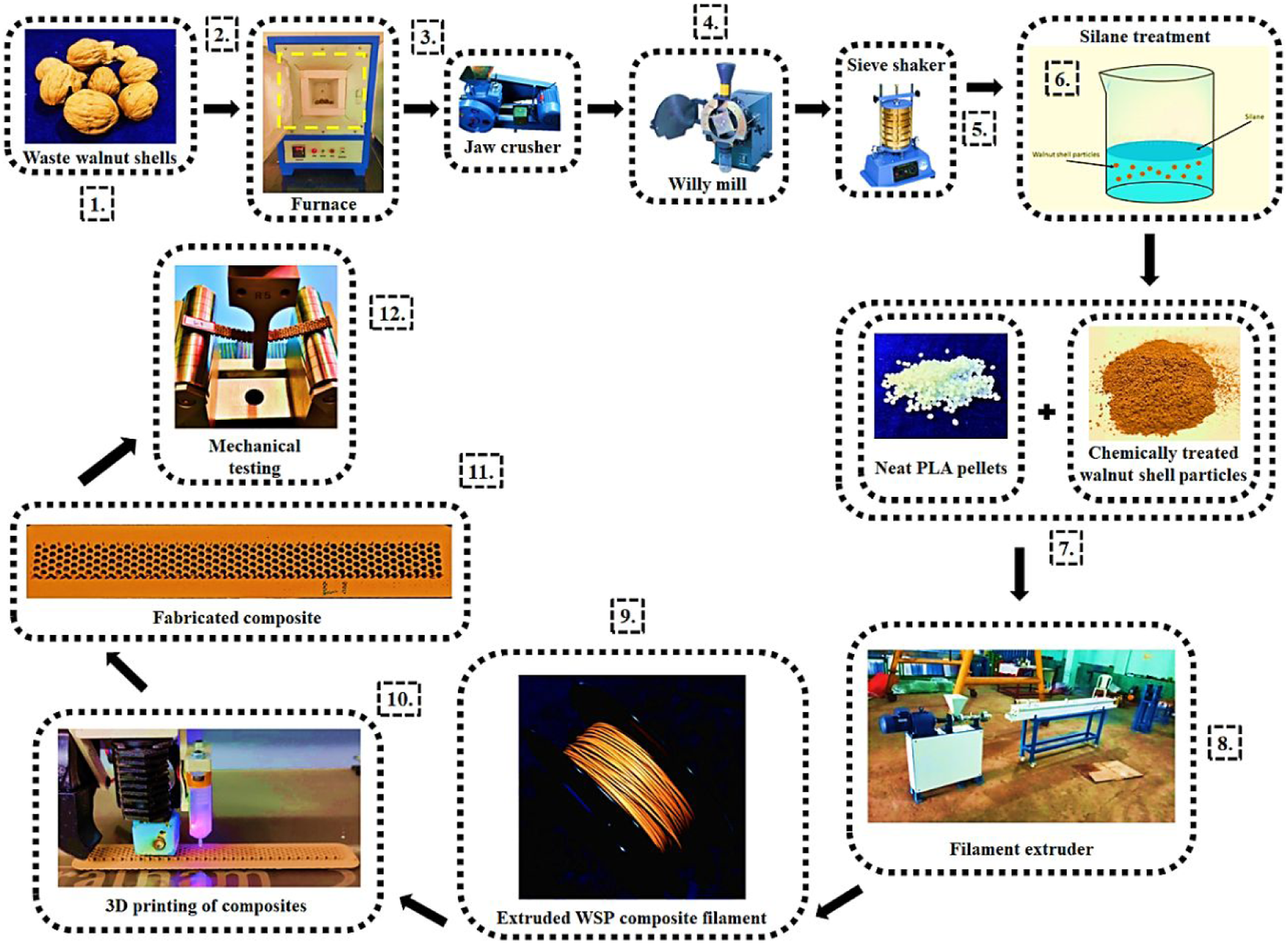
Extrusion of WSP composite filament and fabrication of structured WSP composite
During the extrusion process of WSP biopolymeric composite filaments, a desktop-type single-screw extruder is used. The mechanical strength and diameter of the filaments depend on the factors used during extrusion. Figure 1 depicts the extrusion procedure and fabrication of structured composites. To develop the WSP biopolymer composite filaments, the optimal combination of extrusion process parameters for extruding neat PLA polymeric filament was determined using the trial-and-error technique. For this study, the WSP filaments were developed with 10% walnut shell reinforcements and 90% PLA pellets. The two-stage extrusion process ensures the even distribution of the walnut shell particles in the PLA matrix. In the first stage, 90% INGEO 3D850 PLA pellets and 10% walnut shell particles are mixed in the extruder’s chamber. After first-stage extrusion, the WSP biopolymer composite filaments are cut into 1 cm pieces (melt blending) and then they are fed again into the hopper for developing WSP composite filament with even distribution of the reinforcements in the matrix. The diameter of the extruded filaments is 1.75 ± .05 mm and the optimal extrusion conditions are an extrusion temperature of 155–165°C and an extrusion speed of 20–30 r/min. These WSP composite filaments are employed for developing hexagon lattice-structured WSP biopolymeric composites.
Fabrication of hexagon lattice-structured WSP biopolymeric composites
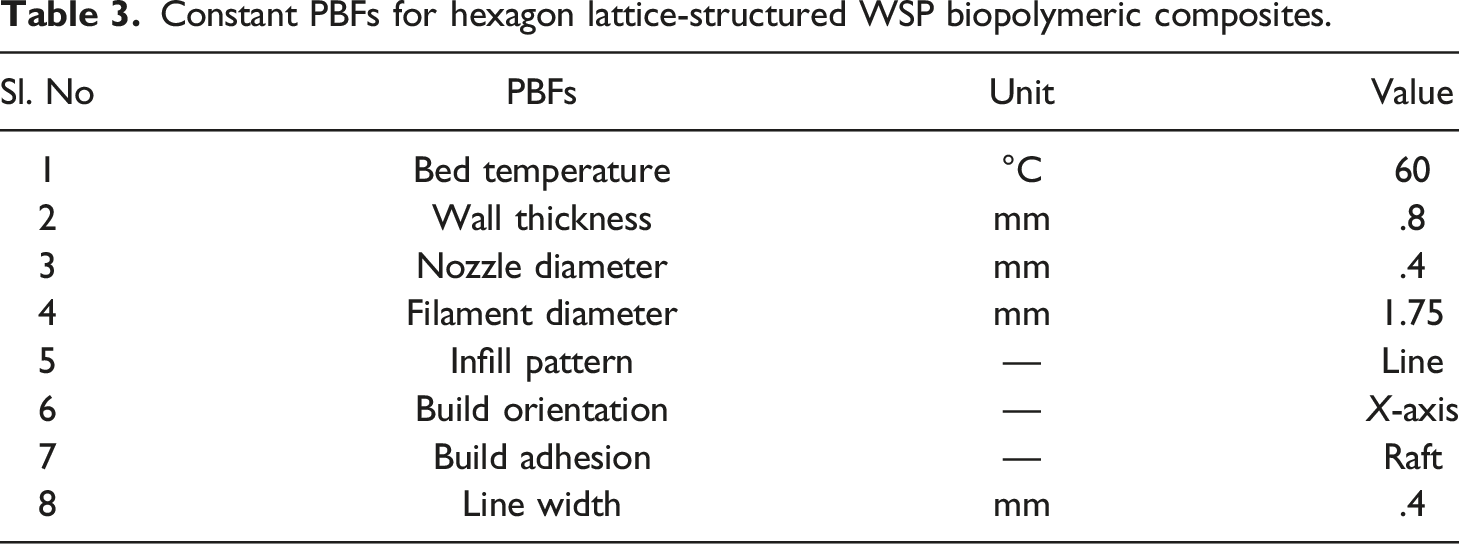
Figure 2 shows the process of converting a CAD design to the final WSP composite component. The extruded WSP biopolymer composite filaments are used as feedstock for the FFF printer (Flashforge guider 2S, India). Mechanical testing samples are designed and fabricated according to ASTM standards. The 3D printing of a specimen using an FFF printer involves three main steps. First, appropriate CAD models (Figure 2(a)) are developed using suitable software and based on the relevant ASTM standards for the mechanical testing required. The second step involves converting the CAD models into a stereolithography (Figure 2(b)) file, which is then sliced into G-codes (Geometric codes) using slicing software (Figure 2(c)). The third step involves saving the G-codes onto a memory device, which is then injected into the FFF printer. The printer fabricates the CAD model in a layer-by-layer sequence (Figure 2(d)). For this study, flexural, compression, and thickness error measurement samples are developed using the FFF printer. The PBFs for the hexagon lattice-structured WSP biopolymeric composites are listed in Table 3. Process involved during the fabrication of hexagon lattice-structured WSP biopolymeric composites (a) ASTM standard of sample, (b) CAD modelof the sample, (c) G-codes, and (d) Printed samples. Constant PBFs for hexagon lattice-structured WSP biopolymeric composites.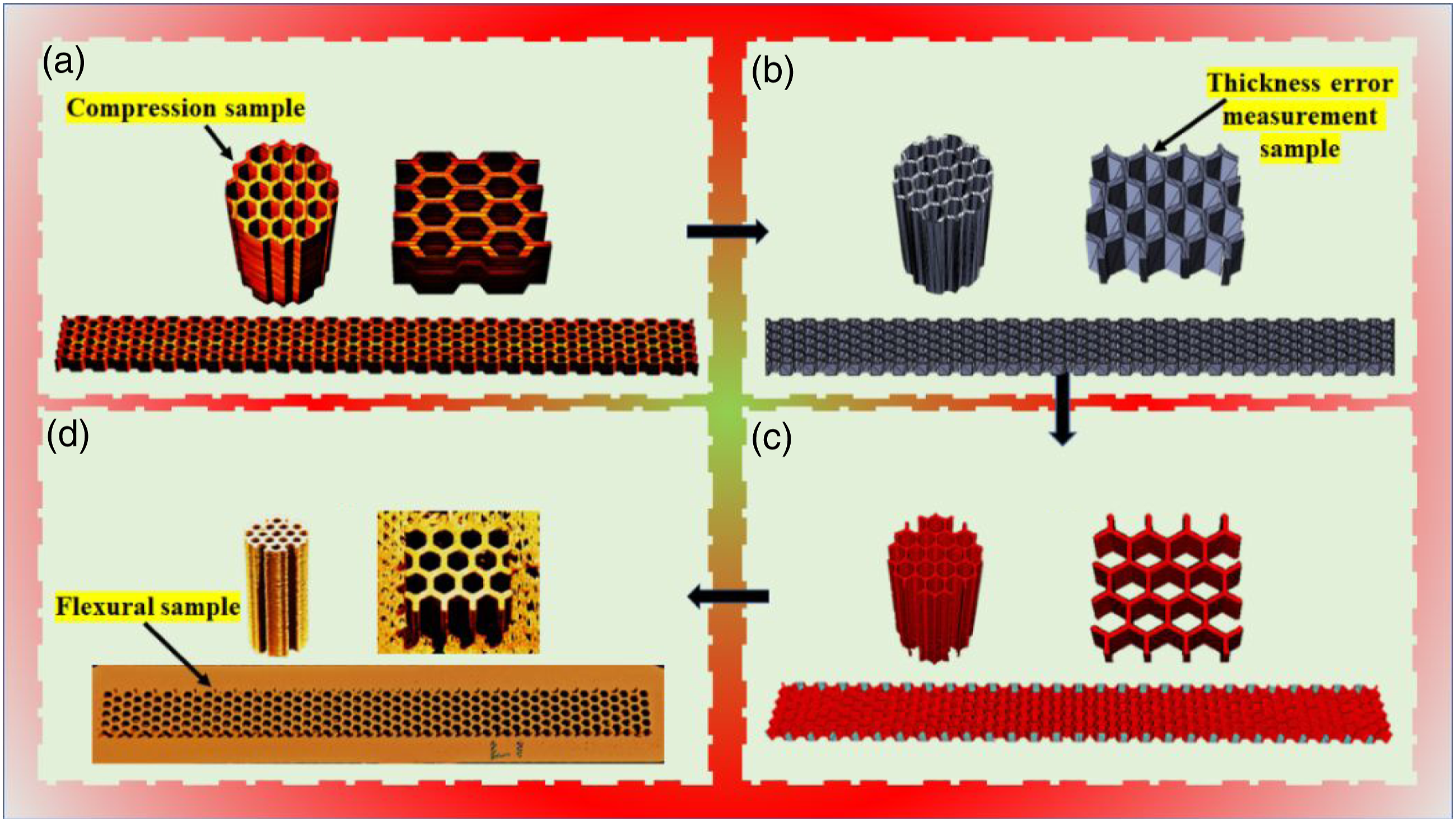
Selection and optimization of PBFs
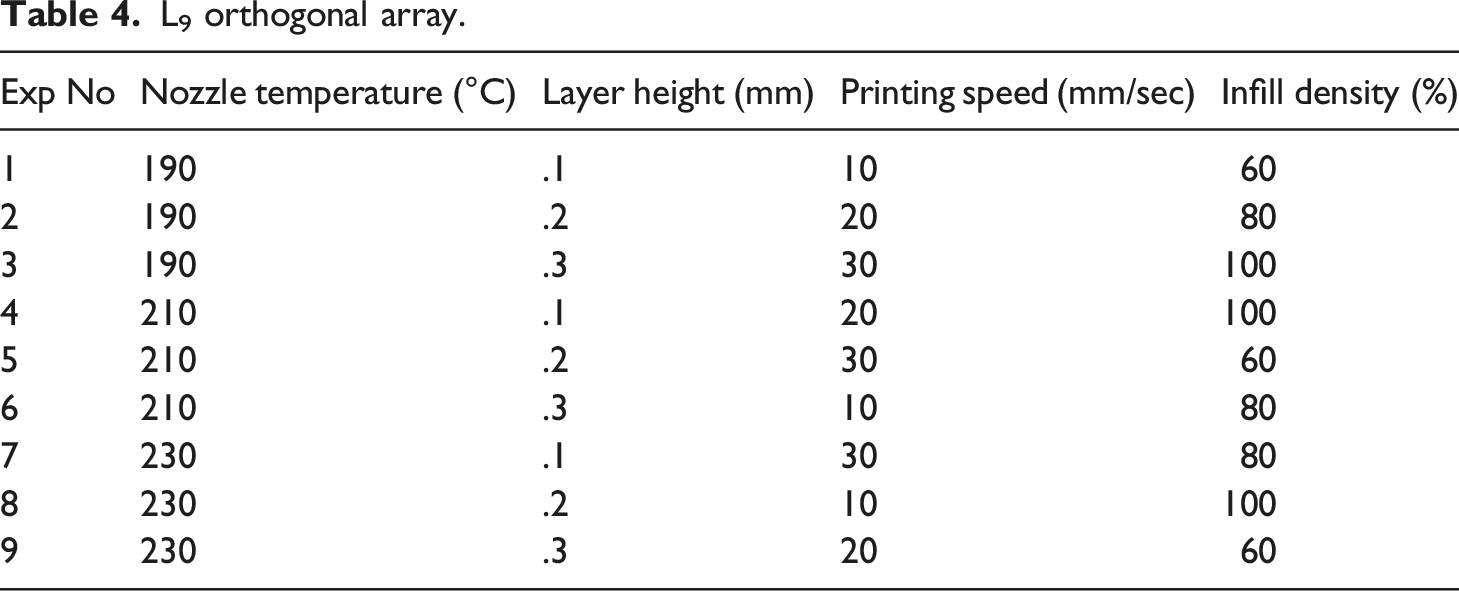
L9 orthogonal array.
Mechanical and physical characterization of the 3D printed hexagon lattice-structured WSP biopolymeric composites
The mechanical characteristics of composites made from extruded WSP biopolymer filaments will differ significantly from those of clean PLA polymeric samples. Therefore, the hexagon lattice-structured WSP biopolymer composites were tested using different mechanical testing methods, including flexural and compression tests. The flexural test followed ASTM D790 standards and used a hexagon lattice-structured WSP flexural composite with dimensions of 125 mm × 12.7 mm × 3.2 mm.
30
A Universal Testing Machine (UTM, Make-Tinius Olsen, UK) equipped with a 3-point bend testing system was used with a strain rate of 1 mm/min, and the test was repeated five times to calculate the standard deviation for WSP composites. Figure 3 displays the flexural strengths and stress-strain graphs of the hexagon lattice-structured WSP biopolymer flexural composite. (a) Flexural strengths and (b) stress-strain graphs of hexagon lattice-structured WSP biopolymer composite.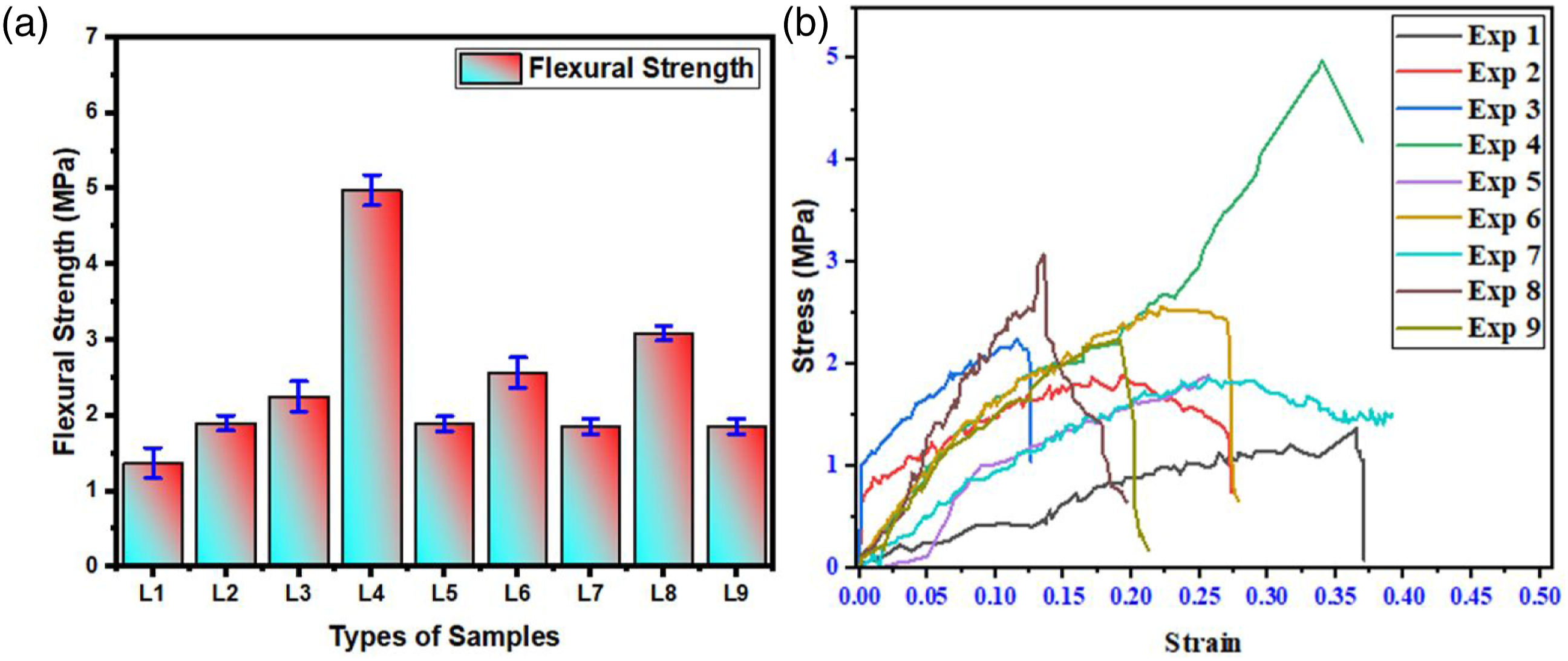
The hexagon lattice-structured WSP compression composites were created following ASTM D695 standards. These composites have a diameter of 12.7 mm and a height of 25.4 mm. To evaluate their strength, a compression test was executed using a Universal Testing Machine (UTM, Make-Tinius Olsen, UK), with a compression arrangement and a strain rate of 2 mm/min. Figure 4 shows the compressive strengths and stress-strain graphs of these composites. (a) Compressive strengths and (b) stress-strain graphs of hexagon lattice-structured WSP biopolymer composite.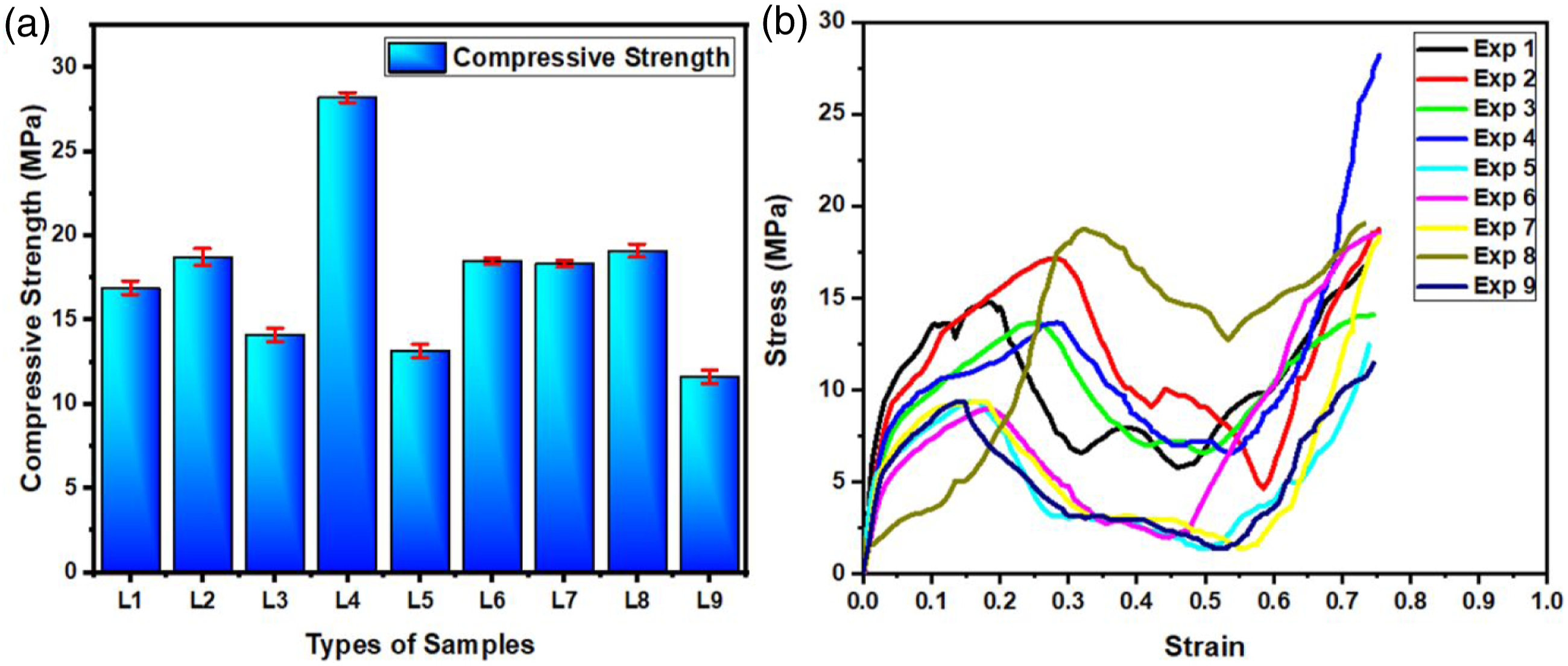
Cuboidal composites with a hexagon lattice structure were made with dimensions of 10 mm × 10 mm × 3.6 mm to measure their thickness. The thickness of the structured-composites was evaluated by means of a digital vernier calliper with an accuracy of about .01 mm. The thickness of all nine samples was measured manually for an average of 10–15 times. Figure 5 shows the dimension evaluation error of the hexagon lattice-structured WSP biopolymer cuboidal composites. Dimension measurement of the hexagon lattice-structured WSP composites.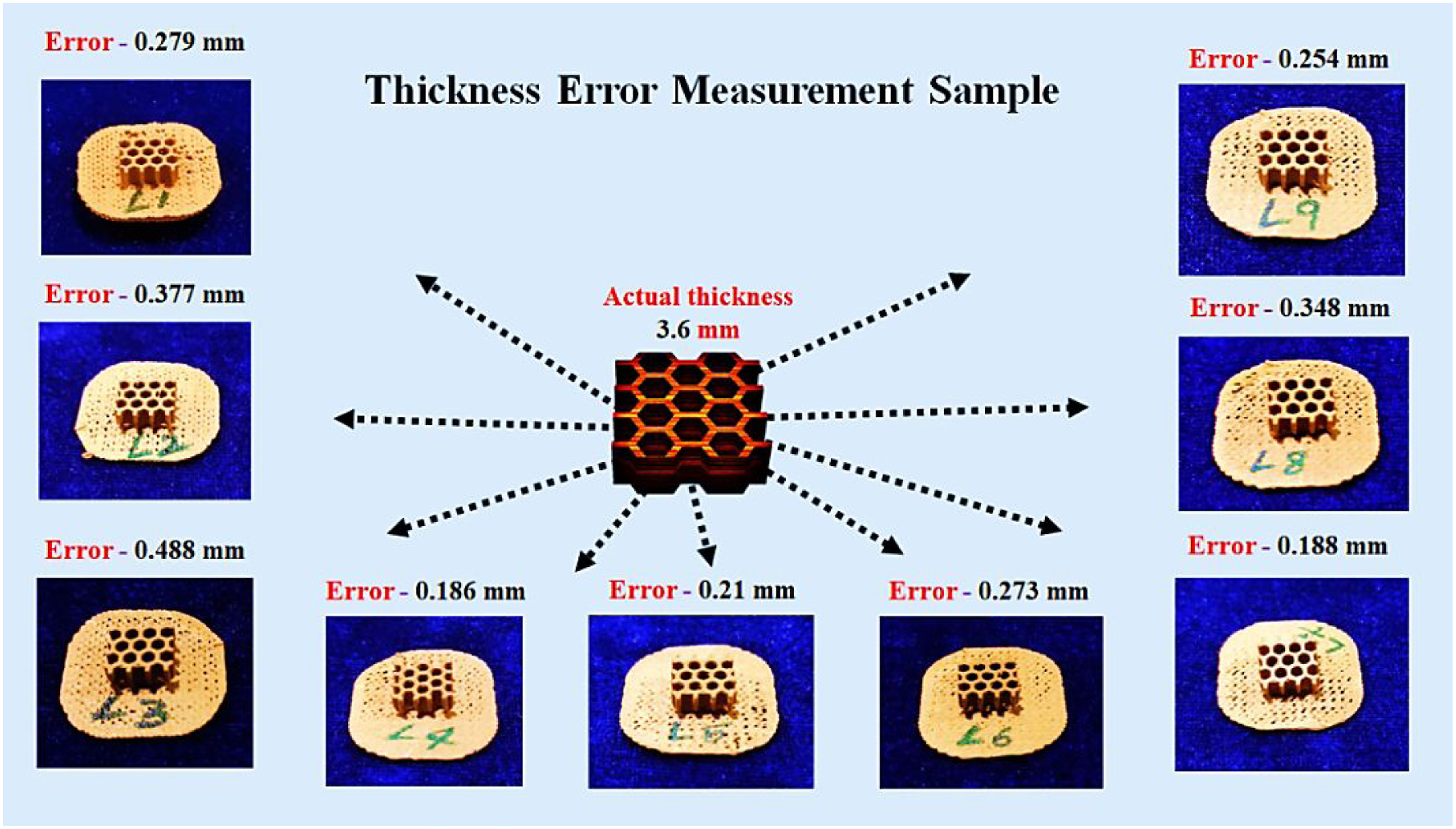
Taguchi technique
The orthogonal array technique was created by a Japanese statistician named Genichi Taguchi, and it is now widely used in engineering fields to optimize factors. In this technique, PBFs optimization is carried out using DOE (Design of Experiments) and an optimized combination of experiments is provided by the orthogonal array. The corresponding S/N ratio is developed from the logarithmic function of the desired output responses. This technique helps to minimize experimental trials and determine enhanced characteristics for a specific application. The Taguchi technique was originally developed to optimize a single-performance feature. Optimizing multiple performance factors is more complicated than optimizing a single performance feature. To optimize multiple performance features, the Taguchi technique is used in combination with Grey relational analysis (GRA). GRA has been studied by Ju Long D to establish efficient mathematical standards for deprived systems. 31 The GRA-based Taguchi technique is commonly used in engineering sciences to optimize multiple performance features. 32 This technique is currently employed here to optimize higher GRG, which involves higher flexural and compressive strength, as well as lower thickness error in reliable printing processes.
For the present study, confidence and significance limits of 95% and 5% were maintained throughout the fabrication process. The ANOVA (Analysis of Variance) technique is used to identify the most influential PBFs involved in developing the hexagon lattice-structured WSP biopolymer composites with the assistance of the Minitab 2020 statistical package. The results obtained from experiments and PBFs are used to establish a regression model. The ANOVA results help in determining the fractional distributions of each specific PBF for developing the hexagon lattice-structured WSP biopolymer composites. The regression model helps in calculating the predicted outcomes for the optimized condition.
From the experiment and predicted outcomes, the error percentage was determined. The higher GRG refers to achieving higher flexural and compressive strengths in addition to lower thickness error without influencing the quality of the developed composites. The experimental outcomes such as flexural strength, compressive strength, and thickness error, are expressed in terms of GRG (Grey Relational Grade), and the GRG is further expressed into S/N (Signal-to-Noise ratio) for the GRA-based Taguchi approach. For optimizing the GRG, the “larger the better” condition is employed. The expressions for the GRG are presented in equation (1) respectively.
Grey relational analysis
In the case of GRA, white refers to entire data or information whereas black refers to no data or information. The grey level of data lies between the black and white levels of data or information. It can be easily understood that on the condition of a grey system, a certain part of data is identified and another part of the data is unidentified. The theory of the grey system easily justifies that it can easily access the behavior of uncertain systems without the help of traditional techniques. The Grey system is significantly suitable for data with multiple inputs, different attributes, and uncertainties. In the case of grey theory, the systems are evaluated with the help of Grey relational grade (GRG). The GRG helps in analyzing the impact of the multiple-performance factors. Therefore, the optimal combinations of multiple-performance factors are developed by optimizing the single GRG.
Grey relational generation
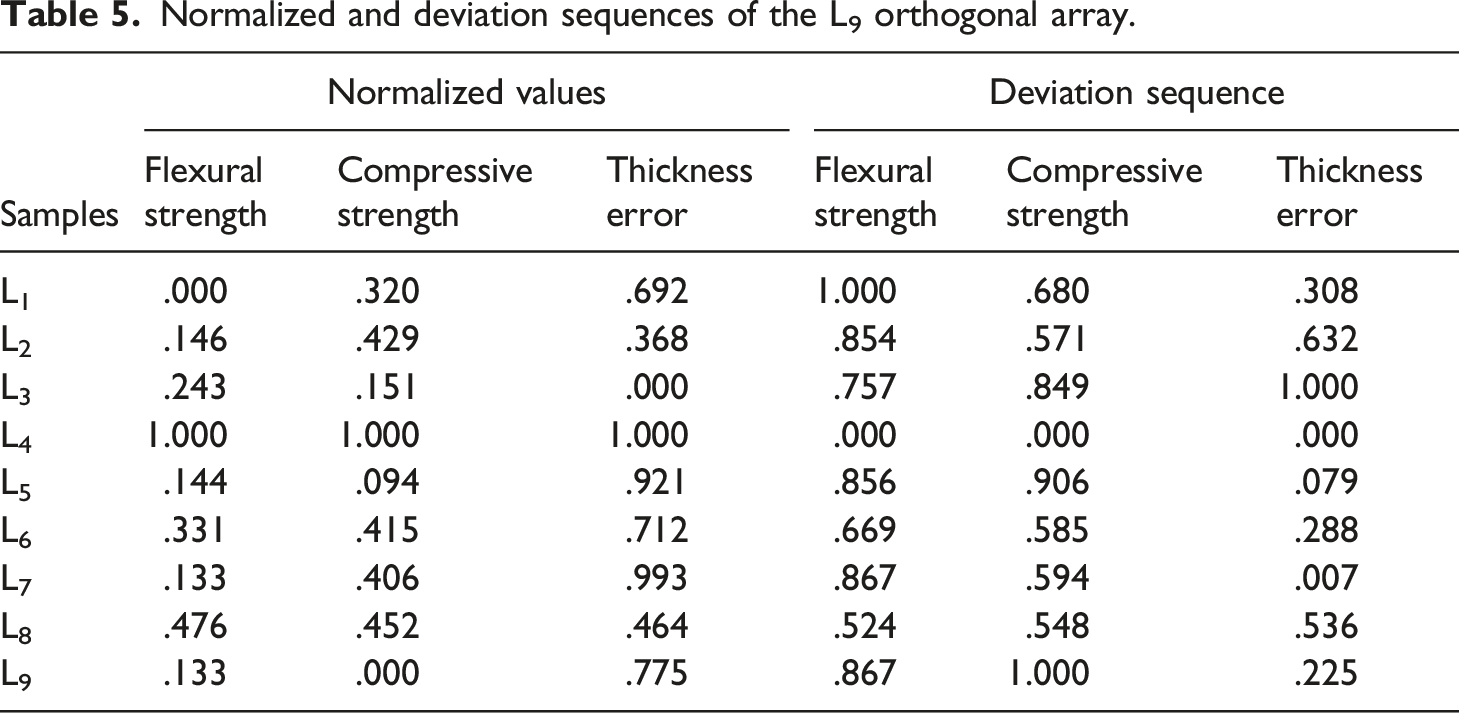
The initial step in the grey relational analysis involves the normalization of the outcomes of the experiment such as flexural strength, compressive strength, and thickness error within the range of 0 and one which in turn overcomes the circumstances due to different scales, units, targets, etc. Depending on our necessity, the normalization of the data is broadly divided into three classes namely the larger the better (LB), the smaller the better (SB), and the nominal the better (NB). For the current study, the flexural strength, compressive strength, and thickness error are considered as the outcomes for optimizing the hexagon lattice-structured WSP biopolymer composites. For optimizing the flexural strength, and compressive strength, the “larger-the-better” criterion is considered. And for optimizing the thickness error, the “smaller-the-better” criterion is considered.
Currently, the development of the grey relation generation involves the standardization of flexural strength and compressive strength by employing the “larger-the-better” criterion, and it is stated in.


Normalized and deviation sequences of the L9 orthogonal array.
Grey relational coefficient

Corresponding GRC of the L9 orthogonal array.
Grey relational grade
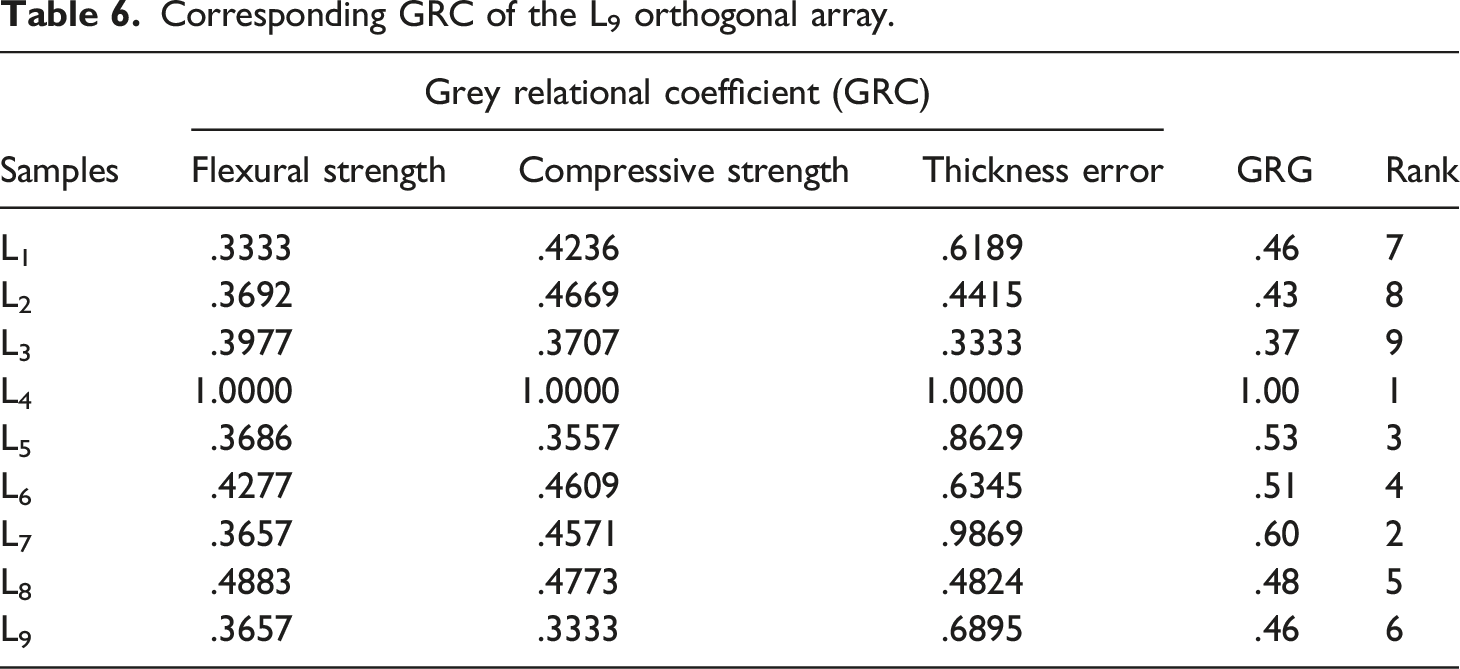
The GRG (Grey Relational Grade) is intended from the means of the GRC assisted with every individual performance parameter. The calculation of the multiple-performance features depends on the Grey relational Grade. The total weight percentage of all the output responses is equivalent to one. Table 6 proclaims the corresponding GRG and rank of the L9 orthogonal array. The GRG is proclaimed by equation (6) and the equation from 2,3,4,5 and 6 are referred from the previously done studies.33,34
Characterization of prepared polymeric composite filaments and composites
The surface morphology of developed WSP filaments and their respective composite are studied with the assistance of the Scanning Electron Microscope technique. The surface feature analysis is conducted using field emission SEM equipment (Make: Joel, US) after the specimens are made conductive by gold-sputtering. To visualize integrated lattice structures at various PBF combinations, the Video Measuring System (VMS, Model: ARCS KIM-U, India) technique with a zoom lens ranging from 17.5 to ×112.5 magnification is employed. Additionally, the failure mechanisms of several lattice-structured flexural and compression-tested composites are captured using a DSLR camera (Nikon D3500) with 24.2 megapixels, a 16 GB memory card, and a 1-inch sensor and these fractures are visualized macroscopically by means of VMS technique.
Results and discussion
Arithmetical analysis for the hexagon lattice-structured WSP composites
Signal-to-noise ratio investigation for GRG of the WSP biopolymeric composite
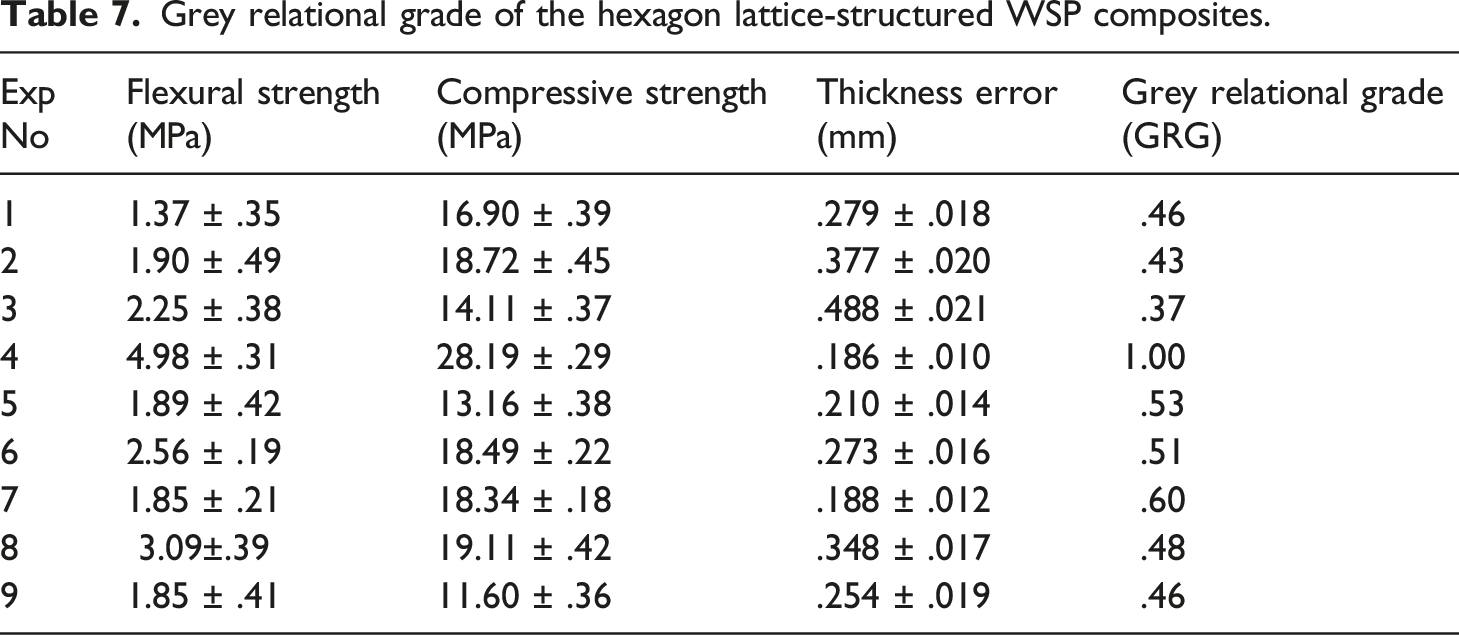
Grey relational grade of the hexagon lattice-structured WSP composites.
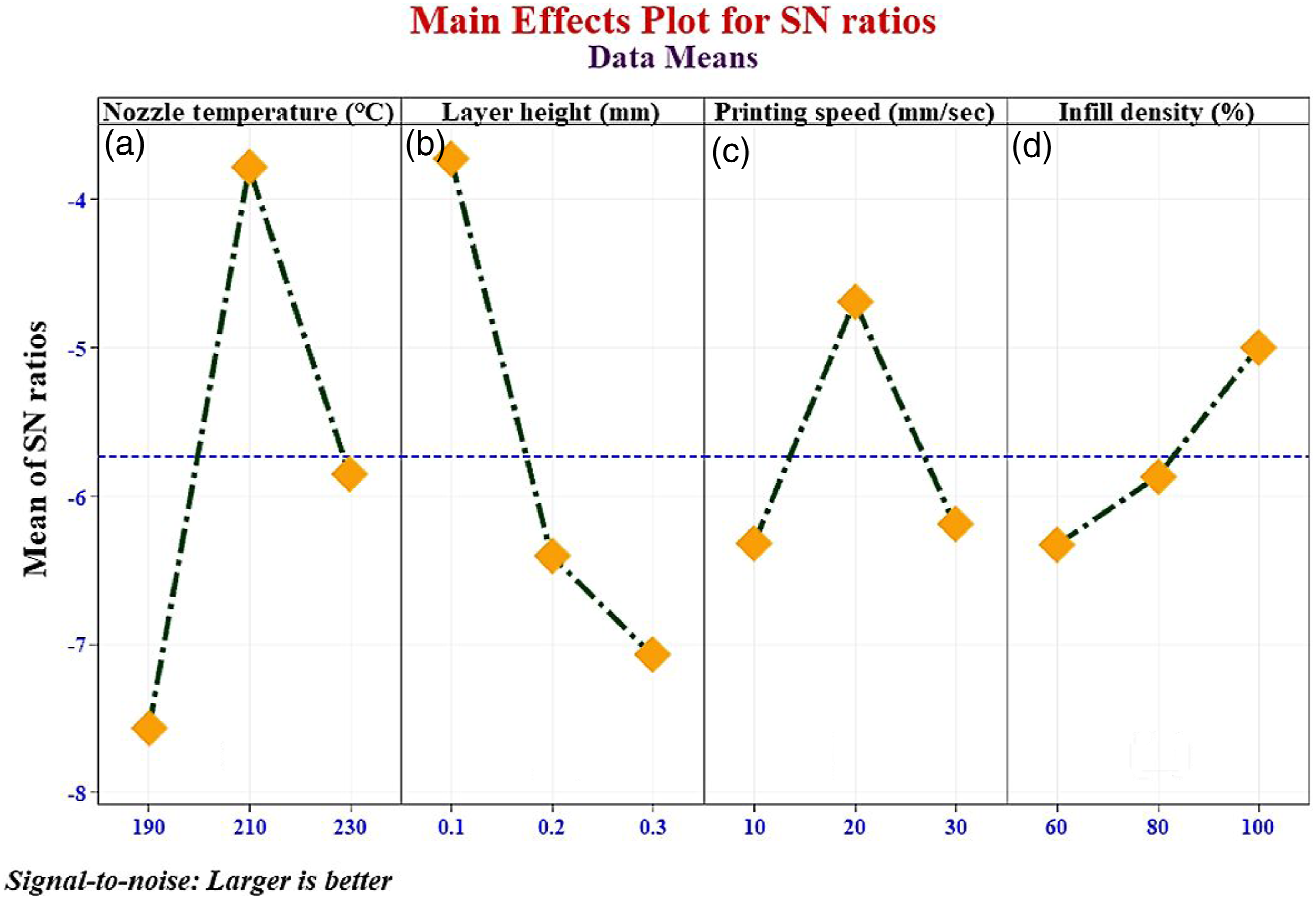
Main effect plot with concern to GRG of the hexagon lattice-structured composites(a) nozzle temperature, (b) layer height, (c) printing speed, and (d) infill density.
The impression of nozzle temperature on the GRG of the hexagon lattice-structured WSP composite is shown in Figure 6(a). The experimental outcomes show that the highest S/N value of −3.788 was obtained at a printing temperature of 210°C. Increasing the printing temperature resulted in an upsurge in flexural and compressive strength and a decrease in thickness error, leading to an increase in GRG up to 210°C. However, beyond that temperature, there was a sharp decline in flexural and compressive strength and an increase in thickness error. The reason for the highest strength and minimum error at 210°C was due to uniform melting and effective bonding between matrix and reinforcement phases. An analogous remark was made by Palaniyappan et al. in the instance of WSP composites. 35
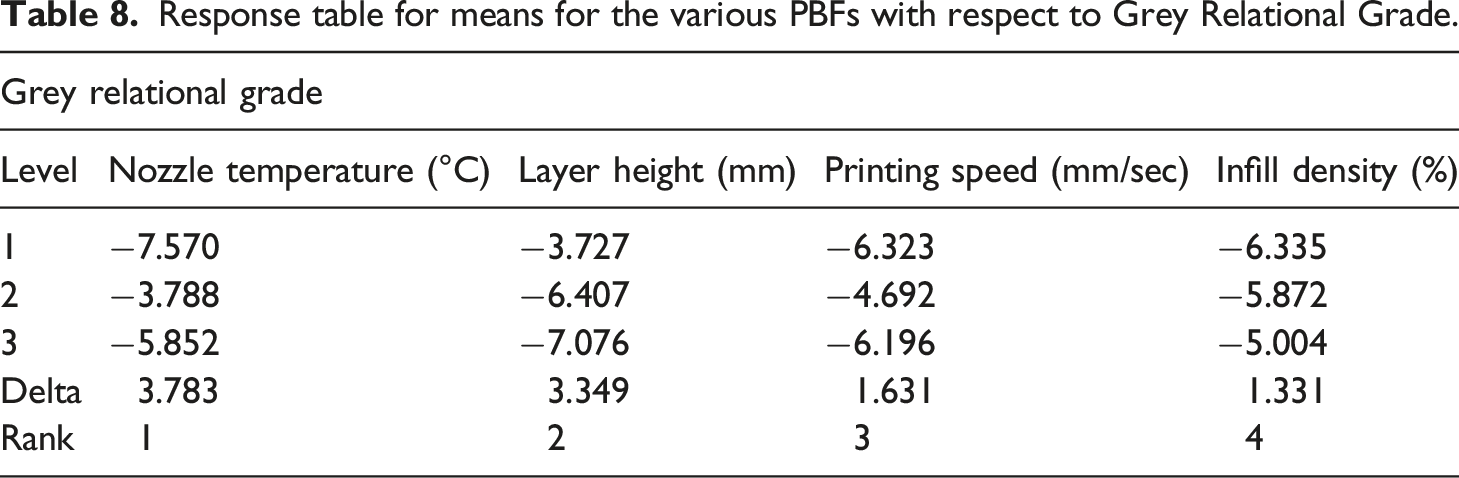
Response table for means for the various PBFs with respect to Grey Relational Grade.
For a printing temperature of 230°C, a S/N value of −5.852 was observed in Figure 6(a). The experimental results show that when the printing temperature exceeds 210°C, there is a risk of over-melting the matrix and initiating thermal degradation of the reinforcement. 36 This can lead to a low viscous polymer matrix that requires more time to cool, resulting in variations in the crystallinity degree of the WSP composite. The presence of organic reinforcements in the PLA polymeric matrix can lead to the creation of shrinkage and voids, resulting in lower flexural and compressive strength and higher thickness error, leading to a lower GRG. Similar observations have been made by Abeykonn et al. and they identified that increasing the printing temperature beyond 215°C decreases the tensile strength of FDM-printed PLA and ABS structures. 37
The significance of layer height on the GRG of the hexagon lattice-structured WSP biopolymeric composites is displayed in Figure 6(b). Figure 6(b) shows that a .1 mm layer thickness results in a maximum S/N value of −3.727. The hexagon lattice-structured WSP composite has the highest flexural and compressive strength when constructed with a minimum layer thickness of .1 mm. This is because the number of consecutively deposited layers rises when the hexagon lattice-structured WSP composite is built at a lower layer height. The flexural and compressive strengths of the hexagon lattice-structured WSP composite improve as the number of successive composite layers rises. As the number of consecutively deposited layers rises, the rate of initiation and advancement of fractures in the WSP composite drops, resulting in increased flexural and compressive strength. Moreover, it is to be noted that at lower layer height, lower thickness deviations are observed which arise as a result of fewer shrinkages developing during the solidification of deposited composite layers. 38
The S/N values for layer heights of .2 mm and .3 mm are −6.407 and −7.076, respectively. However, when a hexagon lattice-structured WSP composite is developed with a higher layer height, the amount of consecutively deposited layers decreases, which subsequently reduces the flexural and compressive strength of the composite. This decrease is due to the fact that a lower number of successively deposited composite layers leads to an increased degree of crack initiation and progression in the hexagon lattice-structured WSP composite, resulting in a decrease in its flexural and compressive strength. A study conducted by Palaniyappan et al. also stated a similar effect, where increasing layer thickness led to a decreasing trend in tensile strength/density. 39
Figure 6(c) shows the impact of printing speed on the GRG of the hexagonal lattice-structured WSP composite. The results indicate that a printing speed of 20 mm/sec produces a higher S/N value of −4.692 for the hexagon lattice-structured WSP biopolymeric composites. While on the other hand, when the fabrication of the lattice-structure composites takes place at a rate of 10 mm/sec and 30 mm/sec, lower S/N values of −6.323 and −6.196, are developed respectively. When the hexagon lattice-structured WSP biopolymeric composites are fabricated at a printing speed of 20 mm/sec, the composite filament’s melt distribution and deposition are even, and the time taken for interlayer bonding is within a liable range. This leads to higher flexural and compressive strengths and minimizes thickness errors at the corresponding printing temperature.
However, increasing the printing speed past 20 mm/sec results in the development of irregular layers of WSP composite, including crests and troughs in the deposited composite layer. These crests and troughs lead to lower flexural and compressive strength and increased thickness error. On the other hand, using a printing speed of 10 mm/sec results in a slower deposition rate, which affects the bonding between successive composite layers and significantly develops a negative impact on the hexagon lattice-structured WSP composite’s flexural strength, compressive strength, and thickness error. Therefore, it can be clinched that a printing speed of about 20 mm/sec is optimal for developing the maximum flexural strength, maximum compressive strength, and minimal thickness error in the hexagon lattice-structured WSP composite. This finding is reliable with a study by Chawla et al., 40 as they reported a similar outcome in the instance of the flexural properties of ABS composites.
Figure 6(d) clearly shows the influence of infill density on the GRG of the hexagon lattice-structured with WSP composite. According to Figure 6(c), the higher S/N value of −5.004 is observed at a 100% infill density. The S/N values for infill densities of 60% and 80% are −6.335 and −5.872, respectively. The maximum flexural strength and compressive strength, as well as minimal thickness error, are observed when the hexagon lattice-structured WSP composite is constructed at a higher infill density of 100%, as shown in Figure 6(c). This is because, a higher amount of material is utilized during the fabrication of composites at higher infill densities due to insufficient spacing between the consecutive infill lines, resulting in more rigid and stronger corners and edges of the hexagon lattice-structured WSP composite, as compared to those fabricated at lower infill densities of 60% and 80%. The initiation of cracks on the sides of the hexagon lattice-structured WSP flexural and compressive composite fabricated at 100% occurs in a lower order than those fabricated at 60% and 80%. The composite fabricated with 100% infill density showed a uniform thickness throughout the sample, resulting in minimal thickness error compared to samples fabricated at lower infill densities of 60% and 80%. This is because the spacing between successive printing lines is negligible at higher infill densities, which reduces the thickness error, unlike lower infill densities where the spacing between printing lines is significant and increases the thickness error. Therefore, it can be recommended that a higher infill density of 100% produces the highest flexural strength, compressive strength, and minimal thickness error in the lattice-structured WSP biopolymeric composites. This observation is reliable with the finding of Kumar et al., 41 as they stated that higher infill density results in higher strength compared to lower densities.
To achieve the highest GRG in the hexagon lattice-structured WSP composite, a combination of certain PBFs is required which are as follows: a layer height of 0.1 mm, a printing speed of 20 mm/sec, a nozzle temperature of 210°C, and an infill density of 100%. The importance of each PBF in relation to the output response (GRG) has been identified, with the chronological sequence of importance being nozzle temperature > layer height > printing speed > infill density. Table 8 presents the response table for the mean output responses of the hexagon lattice-structured WSP composite. This evidence will help in optimizing the PBFs and achieving the desired properties in the hexagon lattice-structured WSP composite.
Analysis of variance
The Analysis of Variance (ANOVA) procedure is operated to identify the most important PBFs and determine their individual contribution percentage for specific trials through mathematical calculations. In this particular study, the GRG is used as the output response for hexagon lattice-structured WSP biopolymer composites. The composites were fabricated with different PBFs, and the investigation was conducted with a 95% confidence level and a 5% significance level. 42
ANOVA results for GRG response of hexagon lattice-structured WSP composites.
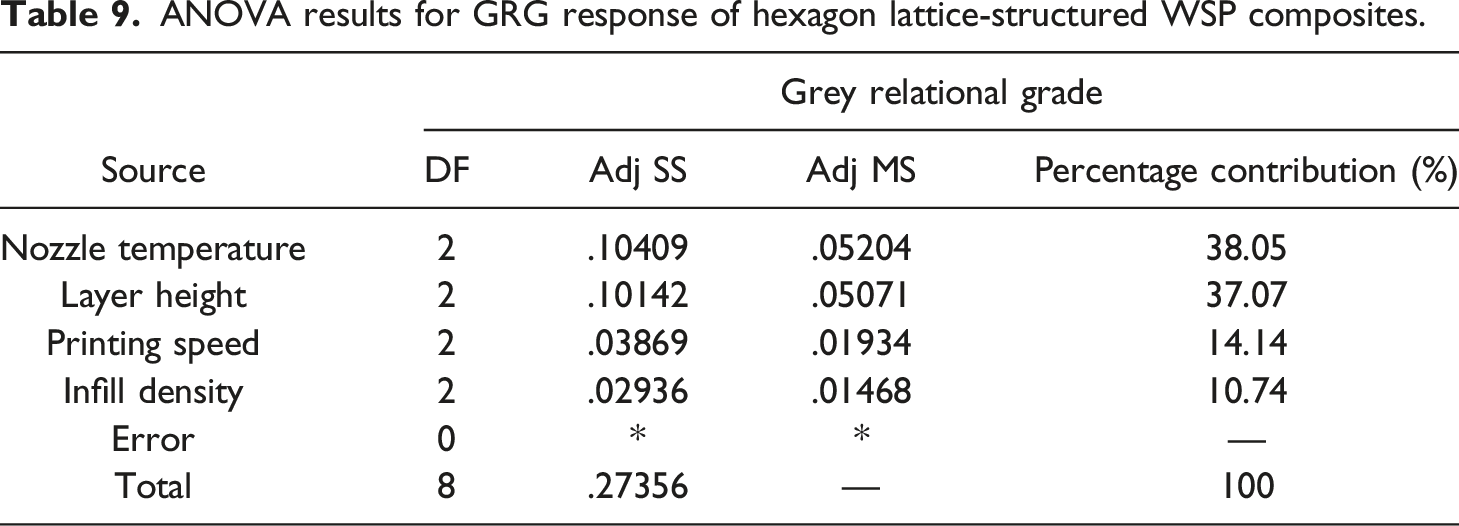
Figure 7 portrays the fractional influence of each PBF concerning the GRG of the hexagon lattice-structured WSP composite. The extensively prompting PBFs and the fractional influence of each individual PBF on the GRG were layer height and nozzle temperature. Conversely, the minimum influential PBFs were printing speed and infill density. The maximum contribution for the developed GRG of the hexagon lattice-structured WSP biopolymeric composites will be a nozzle temperature of 38.05% and a layer height of 37.07%, And the least contributing responses for the developed GRG are a printing speed of 14.14% and infill density of 10.74%. Percentage contribution plot of PBFs for the WSP biopolymer composites.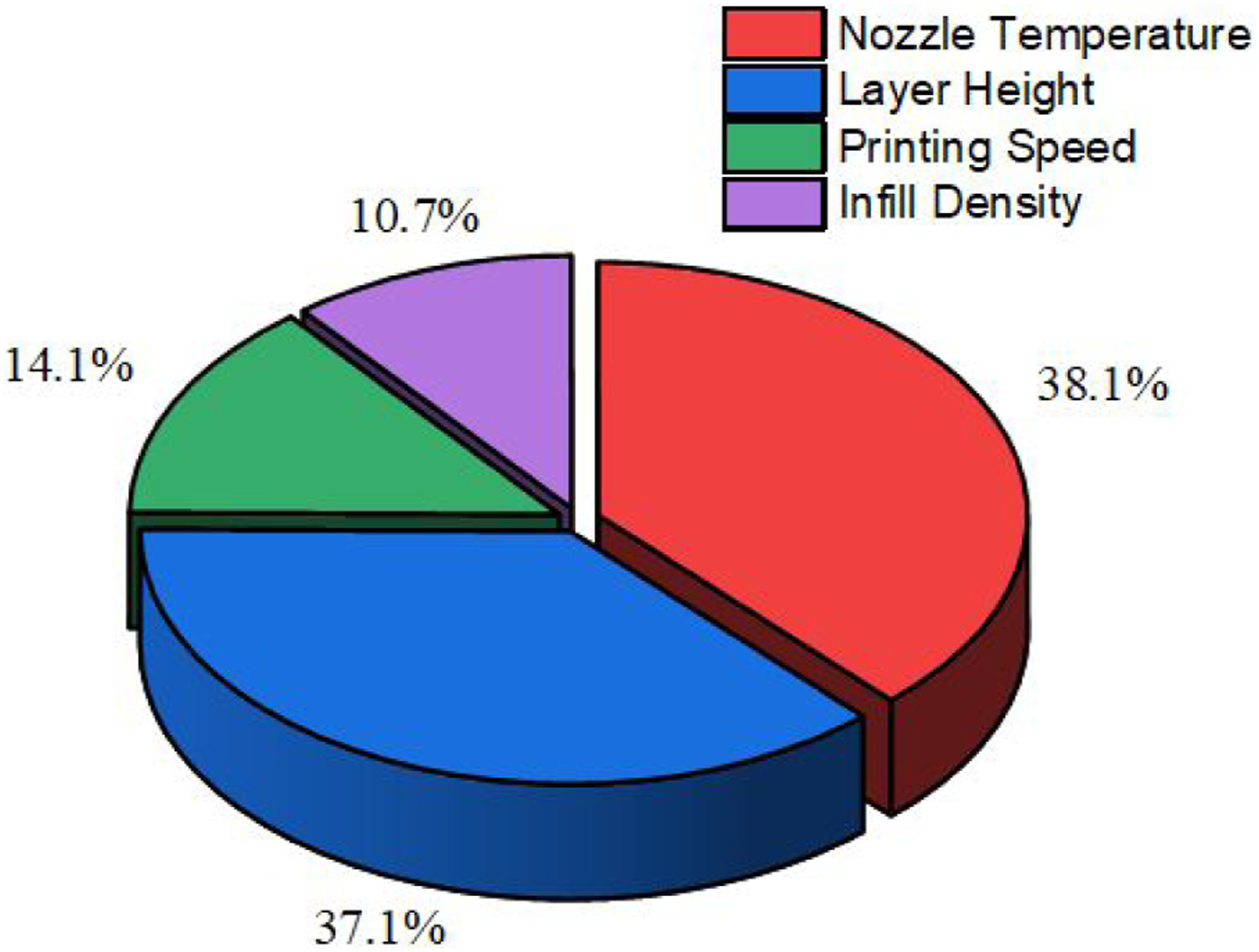
Regression analysis
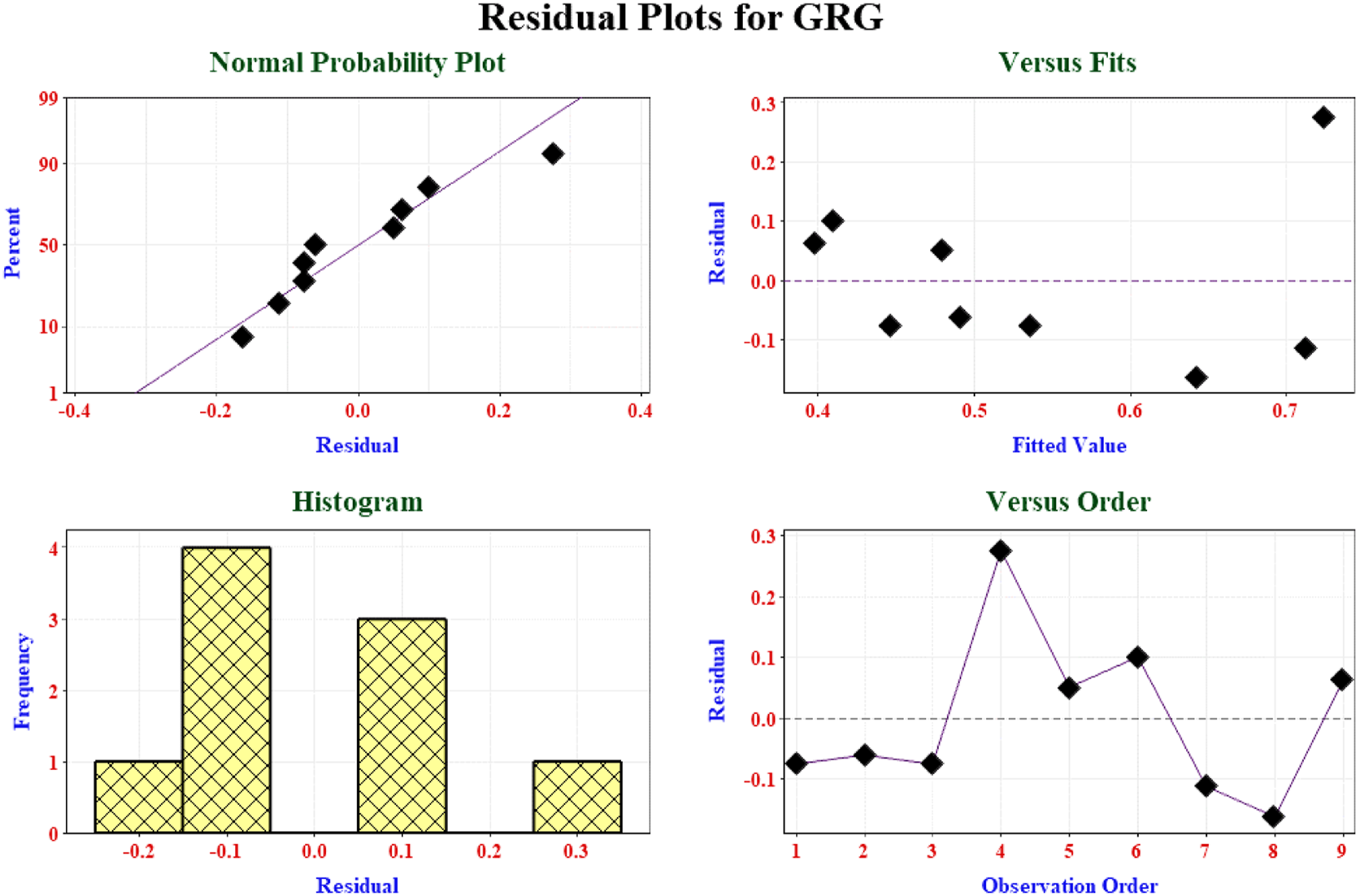
The experimental outcomes obtained by differing the various input PBFs helped in developing the regression model. The respective scientific models have evolved for the grey relational grade (GRG) with varying input PBFs with the assistance of MINITAB statistical software. The R-square value is measured by mathematically evaluating the predicted outcomes compared to the experimental outcomes of the GRG with the help of a regression equation. Figure 8 represents the R-square value and the residual plots of the grey relational grade of the hexagon lattice-structured WSP biopolymeric composites. The experimental outcomes depict that the R-square value concerning GRG will be 87%. The regression study is utilized for the GRG and the perfect-fit equation attained for the GRG is depicted in equation (7). Residual plot for GRG of the hexagon lattice-structured WSP composites.
Validation study for the optimized combinations
Predicted and experimental results of the lattice-structured WSP composites.
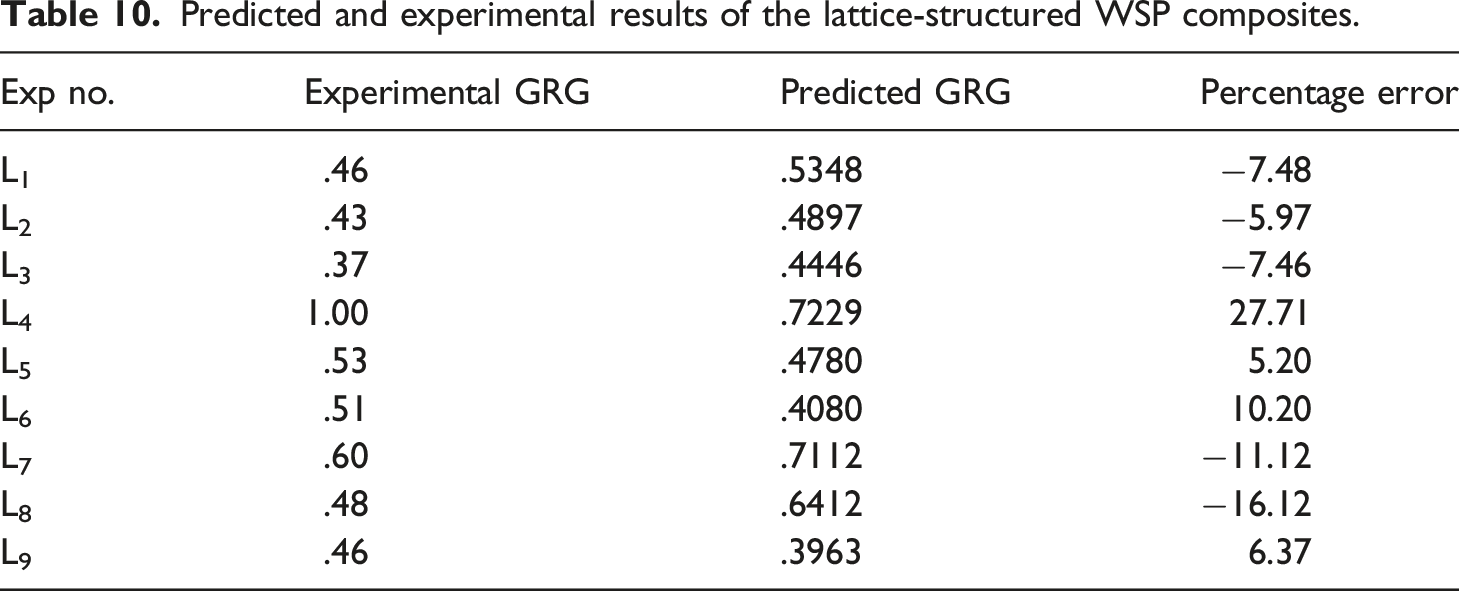
The results of the confirmation test for the flexural strength, compressive strength, thickness error, and GRG are tabulated in Table 11. The percentage of improvement was mathematically calculated from the predicted and experimental outcomes. For the grey relational grade, the percentage of improvement lies in the liable range of about 0.14%. The estimated GRG




Results of the confirmation test.
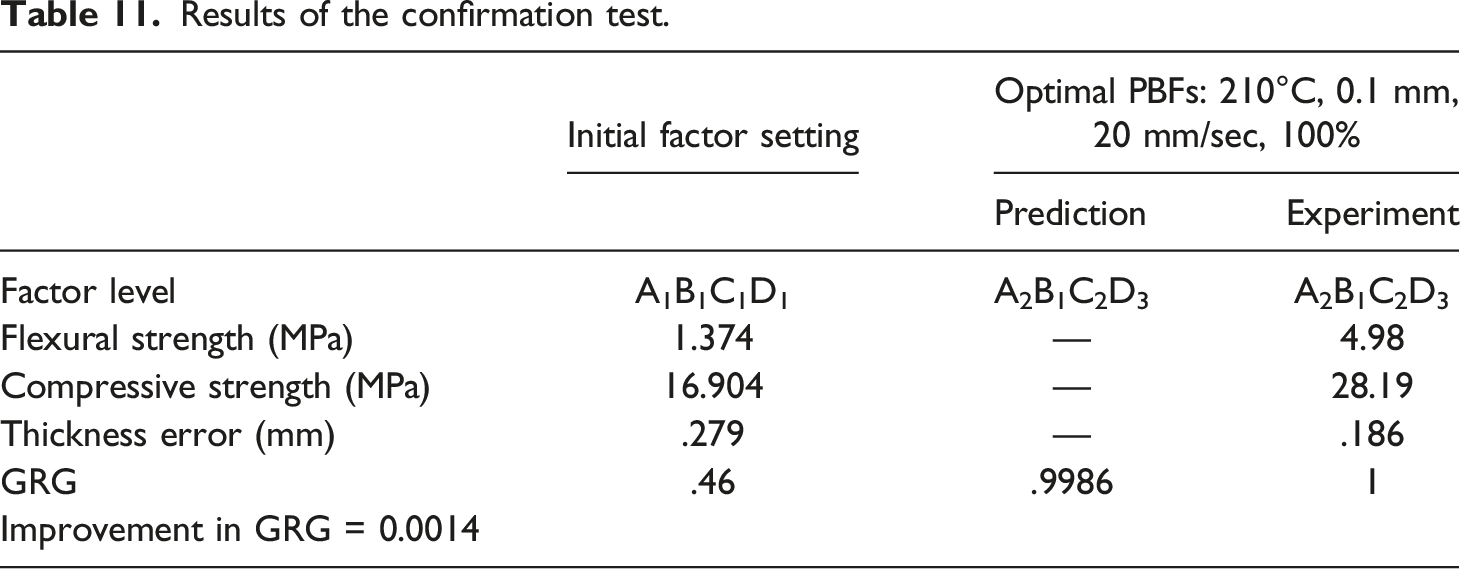
The corresponding scientific models and the results obtained from the experiments which were carried out for the hexagon lattice-structured WSP biopolymeric composites manufactured at the optimized conditions of the PBFs are found out. And the respective stress-strain plots for the optimized PBFs are portrayed in Figure 9. These stress-strain curves depict the maximum flexural strength and compressive strength of 4.98 MPa and 28.19 MPa were obtained for the hexagon lattice-structured WSP biopolymeric composites manufactured at the optimized conditions. Moreover, the optimized composite also stated a minimum thickness error of .186 mm. Palaniyappan et al. reported a parallel investigation for the inclusion of hexagon lattices on the PLA matrix.
39
Stress-strain curve for the optimized PBFs of the WSP biopolymer composite (a) Flexural strength and (b) Compressive strength.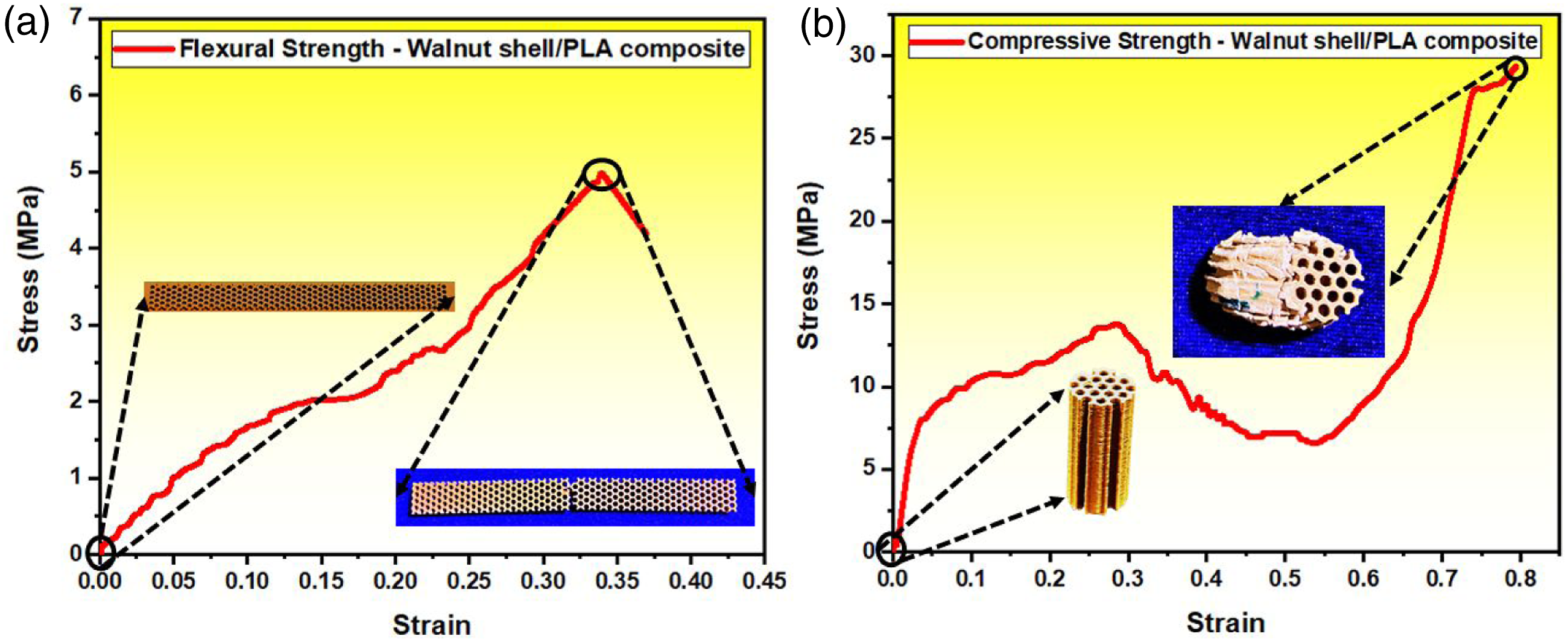
Comparison with previous studies.
Fractography investigation of the tested composite samples
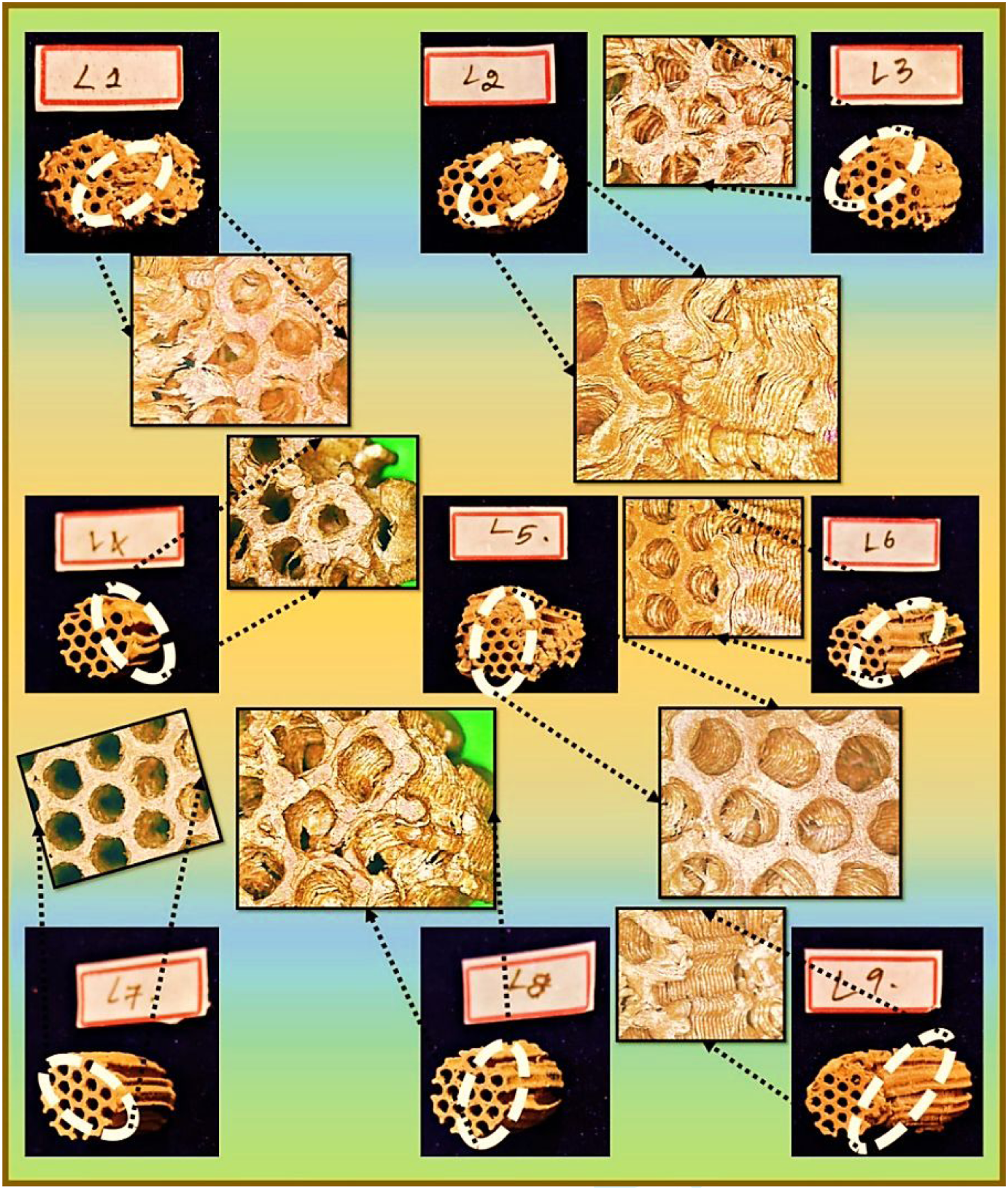
Figures 10 and 11 proclaim the macroscopic fractography of the h hexagon lattice-structured WSP biopolymeric composites concerning various experimental PBFs. For considering the flexural samples of hexagon lattice-structured WSP biopolymeric composites, the cracks get initiated from the point of contact between the flexural load and the surface of the flexural sample. Similarly, in the case of hexagon lattice-structured WSP biopolymeric compression composites, the crack gets initiated from the hexagonal vents present in the edges of the compression sample. Generally, the 3D printed polymeric sample’s failure arouses due to the imperfections which take place in the structure and specifically the deformation which takes place in the core portion of the 3D printed composite which comprises the hexagon lattice. It can be clinched that the PBFs take a substantial influence on the fractography of the fabricated lattice structure composites. Fractography of flexural composites. Fractography of compression composites.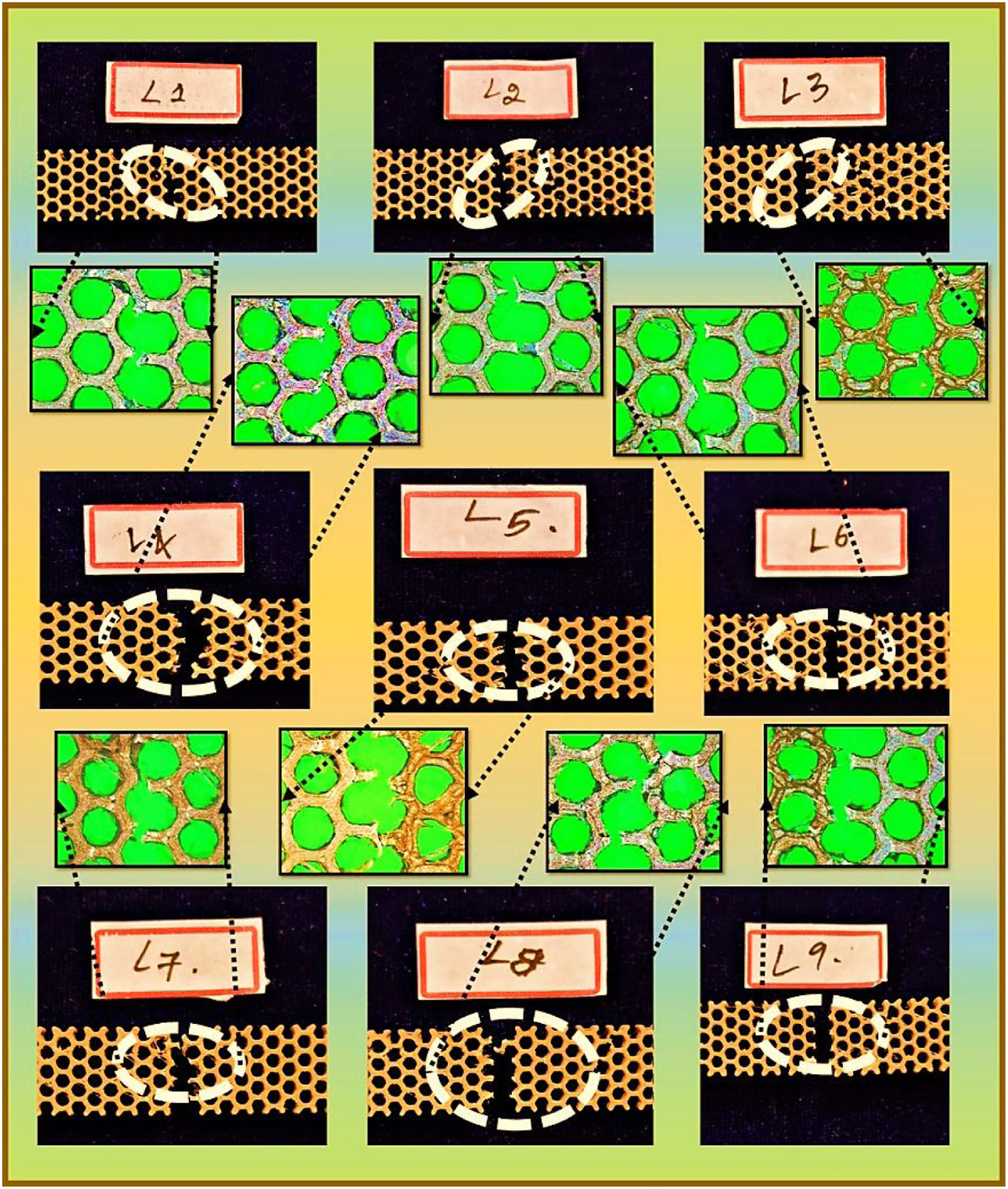
In the course of flexural testing, the flexural load acts on the center of the flexural sample. During the flexural testing, the incorporated hexagonal lattice structure which is present at the point of contact between the flexural load and the hexagon lattice-structured WSP biopolymeric flexural composites begins to bend and then gets elongated. When the hexagon lattice-structured WSP biopolymeric flexural composites were fabricated at a higher nozzle temperature and higher printing speed, the non-linear layering of the composite material over the previously deposited layer takes place and the air gaps (voids) get generated in between the deposited composite layers which cumulatively leads to the development of linear crack with lesser crack propagation time and lesser crack initiation energy which in turn results in the accomplishment of lesser flexural strength.
The sample L7 in Figure 10 depicts the developed linear crack. Whereas in the case of the hexagon lattice-structured WSP biopolymeric flexural composites were fabricated at optimized conditions, the uniform layering of the composite material takes place which significantly leads to the development of enhanced crack propagation with higher crack propagation time and higher crack initiation energy which in turn leads to the attainment of higher flexural strength.
Sample L4 depicts enhanced crack development with higher crack propagation time. Moreover, the reinforcement particles are generally reinforced into the pure PLA matrix with the motive of increasing load-bearing capacity but while fabricating the reinforced composites, the reinforcement particles act as stress concentrators instead of load bearers. This is why the reinforced composites fabricated at higher nozzle temperatures attain only lower flexural strength.
Similarly, in the course of compression testing, the composites begin to compress when the compressive load acts on the upper face of the composite sample. During the compression testing, the incorporated hexagonal lattice structure begins to compress within the composite material and as a result, the incorporated hexagonal lattice structure begins to shrink. In the case of hexagon lattice-structured WSP biopolymeric compression composites fabricated at a higher layer thickness of 0.3 mm, the air gap between the successively deposited composite layers is evident which leads to the descending of the deposited composite layers within the initial loading period. Sample L9 in Figure 11 depicts the descending of deposited composite layers. Whereas in the case of hexagon lattice-structured WSP biopolymeric compression composites fabricated at an optimized condition of the lower thickness of .1 mm, the load-withstanding ability of the fabricated composites increases because at lower layer heights, the volume of sequentially deposited composite layers increases which significantly leads to propagation of the load through ‘n’ number of layers with higher crack propagation time leading to the development of higher compressive strength. Moreover, in the case of hexagon lattice-structured WSP biopolymeric compression composites withstanding higher load, the hexagon lattice structure gets shrunk. Sample L4 in Figure 11 depicts the shrinkage of the incorporated hexagon lattice structure in the high load-bearing composite compression samples.
From the mechanical characterization of hexagon lattice-structured WSP biopolymeric composites which were developed at the optimal combination of PBFs, reported a higher flexural strength of 5.923 MPa and a higher compressive strength of 29.34 MPa.
Surface characterization of the WSP filaments and printed composite
Figure 12(a) and (b) portrays the successive printed layers of the WSP composites. It is clear that the interfacial layer gap between the consecutive layers of the deposited composite layers is too low which clearly justifies that the interfacial adhesion between the reinforcement phase and the matrix phase is significant. The chemical treatment of the reinforcement fillers plays a significant part in the improved interfacial adhesion between the reinforcement phase and the matrix phase. A parallel remark on the almond powder/PLA composite was observed by Singh et al.
43
And also, as a consequence of higher printing temperature and higher printing speed, the deposited layer is melted and observance of a non-uniform deposition of polymeric filaments, is shown in Figure 12(b) zoomed view. SEM images of the extruded WSP biopolymer composite (a) sample with printing temperature of 210°C and (b) sample with printing temperature of 230°C and printing speed of 30 mm/sec.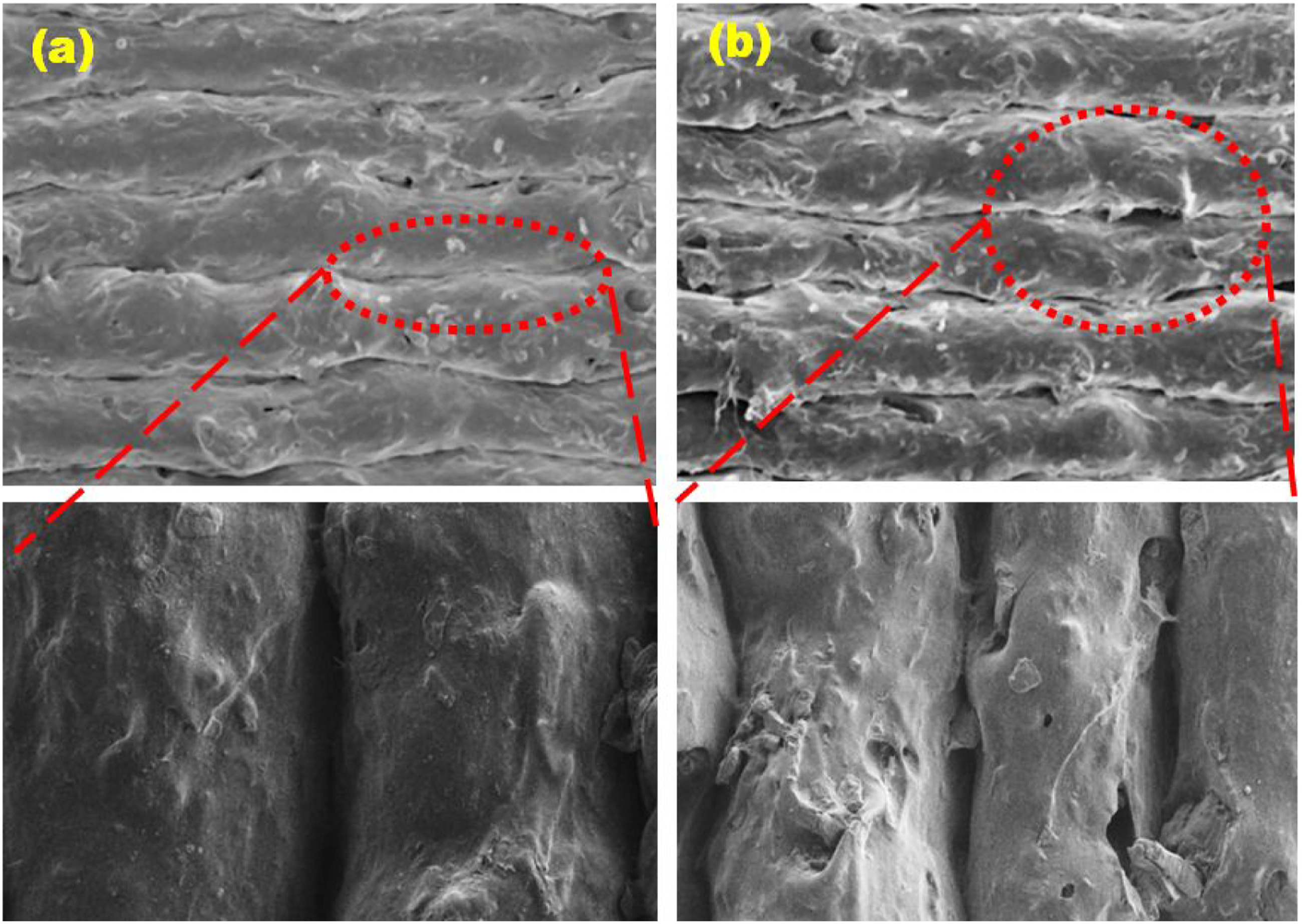
Conclusions
Introducing the walnut shell particle and hexagon lattice structure in the PLA matrix results in the cost-effectiveness of the feedstock material and increases the modulus (i.e., elasticity) of the printed polymeric composite. The results show that, the inclusion of a lattice structure (hexagon) shape on the WSP composite. The PBFs are varied and their impact was studied in the experiment. From the experimental study, the following conclusions have arrived, 1. It is recommended that it is possible to print the hexagon-shaped planar lattice structure on the newly developed WSP composite. 2. The prominent way to achieve the highest GRG (geometric roughness gradient) in the hexagon lattice-structured WSP biopolymeric composites is to use the following PBFs combination: a layer height of 0.1 mm, a printing speed of 20 mm/sec, a nozzle temperature of 210°C, and an infill density of 100%. 3. The maximum contribution for the developed GRG of the hexagon lattice-structured WSP biopolymeric composites is 38.05% by nozzle temperature and 37.07% by layer height. The minimum contributions of the PBFs are 10.74% by infill density and 14.14% by printing speed. The predicted mathematical equation from the PBFs and experimental outcomes, the R-square value with reference to GRG is 87%, which is within the acceptable range. 4. For the optimized conditions, the stress-strain curves depict the maximum flexural strength and compressive strength of 4.98 MPa and 28.19 MPa attained by the hexagon lattice-structured WSP biopolymeric composites. Moreover, the optimized hexagon lattice-structured WSP biopolymeric composites also reported a minimum thickness error of 0.186 mm. From the macrographic analysis, the higher infill density of 100% samples exhibits the delayed mode of failures, with respect to the cell walls of the composite when compared with lower infill density samples.
The future work concentrates on the development of structure-incorporated composites with various walnut shell compositions and lattice structures. To find out the optimal structure and composition for the particular composite.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the Researchers Supporting Project number (RSPD2023R674), King Saud University, Riyadh, Saudi Arabia for funding this research work.