
Abstract
The main goal of the present study was the fabrication of wood/polyvinyl chloride (WPVC) composite with enhanced properties. In this regard, the wood fibers were primarily bleached with sodium chlorite and then dyeing of fibers was carried out with green walnut shells as a natural dye. Influences of natural dye on color, antibacterial, and mechanical properties of the composite were investigated. The WPVC composite showed excellent antibacterial activity measured against two common pathogenic bacteria including Escherichia coli and Staphylococcus aureus. Also, negligible toxicity of the composite was proven with cytotoxicity test. Furthermore, the color variation of the bleached sample after light irradiation was negligible, which demonstrated the proper colorfastness of the composite.
Introduction
Wood-plastic composite (WPC) has received significant interest in recent years due to its fascinating properties, such as long-term performance, lightweight, cost-effectiveness, shape flexibility, and eco-friendly. 1 –5 WPC has been used in many technical applications such as in automotive, aerospace fields, and building structural applications. 6 –8 The major construction applications of WPCs include roofing system, wall, insulation, decking, flooring, beams and columns, and so on. 9,10 These outdoor applications expose WPCs to moisture, fungi, freeze-thaw actions, and ultraviolet (UV) radiation. Therefore, evaluation of changes in the properties of WPC under service conditions has become a significant issue, as this indicates the durability of wood-plastic products. Environmental factors such as UV radiation from sunlight, moisture, temperature, and biological decay result in chemical and physical changes to the structure of the material components in WPCs.
Studies on the factors affecting on the properties of WPCs under weathering conditions have focused on various aspects, such as weathering conditions (e.g. moisture, temperature, and biological decay), wood content, processing method, and type and content of UV absorbers (UVAs) and pigments. 11 –14 The presence of wood has been found to accelerate the photodegradation of WPCs. Wood particles accelerated the oxidation reaction at the surface of wood/high-density polyethylene composite. In the case of wood/polyvinyl chloride (WPVC) composites, the presence of wood strongly accelerated the photodegradation of PVC. 15
One common method to improve the color retention of WPCs during weathering is to add photo stabilizers. Photostabilizers that were developed for use in unfilled plastics are being adapted for use in WPCs. Pigments, light stabilizers, and UVAs have been investigated to improve the color stability of WPCs. 16 –18
Red and black pigments were shown to mitigate the increase in lightness of both polyethylene- and polypropylene-based WPCs after accelerated weathering. 19 Titanium dioxide was shown to be an effective pigment for mitigating color changes in polypropylene-based WPCs. 20 –22
Wood as a natural product is biologically degradable by bacteria and fungi. 23 The highly hydrophilic characters of lignocellulosic materials make them susceptible toward various biotic degradation factors and prone to microbial decay. 24 To overcome the inclination of wood flour-based WPCs to decay caused by biotic factors, various approaches are used for imparting the antimicrobial resistivity to the composite material. For instance, Bazant et al. produced antibacterial WPCs through immobilizing of Ag/ZnO nanostructured on wood flour. 25 Along the same lines, Xu et al. used natural chitosan for generation of antibacterial wood flour/PVC composite. 26 Prapruddivongs and Sombatsompop used Triclosan (2,4,4′-trichloro-2′-hydroxydiphenylether) as an antibacterial agent. 27 The prepared wood flour/poly(lactic acid) composites exhibited excellent antimicrobial properties. A chemical coating of WPCs with poly(diallyldimethylammonium chloride), silver, and cetyltrimethylammonium bromide with excellent bactericidal rate was reported by Wang et al. 28
This study explores two different approaches to pretreat wood fibers to improve WPCs color stability and antibacterial activity: (1) bleaching and delignin the wood fiber before manufacturing WPCs and (2) dyeing the wood fibers with green walnut shell. The role of the bleaching and natural dyeing over the performance and antibacterial activities of the composite was investigated.
Experimental
Materials
The blended PVC powder was provided by Bandar Emmam Company, Iran. Wood fibers were supplied by Bahman Wood Company, Iran. Sodium chlorite (NaClO2) and acetic acid (CH3COOH) were utilized from Merck. The green walnut shell was purchased from Iranian traditional natural dyers.
Methods
Bleaching of wood particles
Bleaching was performed by sodium chlorite (NaClO2) to remove lignin from wood. Briefly, the wood particles treated with a solution containing 0.3 g sodium chlorite and 0.1 ml acetic acid in a liquor-to-good ratio of 15:1 along with stirring at 70°C for 1 h. Finally, the resultant product was washed successively with deionized water several times until the pH reaches approximately 6–7. Original and delignin wood fibers were determined based on the lignin content using the Klason method. 29
Dyeing procedure
The wood fibers were dyed in an AHIBA dyeing system with walnut shell dye. The dye bath comprised 10% dye on weight of wood particles and 1% acetic acid. The liquor-to-good ratio was kept at 40:1. The temperature was raised to 100°C by a thermal gradient of 2°C/min, and dyeing operation continued for 4 h. The dyed wood fibers were dried at 105 ± 2°C for 48 h in an oven to make sure the moisture content less than 2%. The wood moisture content was measured using the oven-drying method. 30
Preparation of wood-plastic composite
Before compounding, wood fibers were dried in a flash dryer at 110°C for 10 min. The composites were produced by an industrial-scale twin-screw extruder (D65/132; JWELL Extrusion, China) with counter-rotating screws. Composites were prepared in a high-speed mixer until the temperature of compound reached 120°C and then discharge to cold mixer and cooling temperature about 50°C. The processing temperature profile of the extruder performed at 160/170/175/180°C from hopper to die zones. The screw rotating speed was 40 r min−1. A profile die was used to produce the composite. The profiles were then solidified by passing through a water cooling system and then cutting by an automatic cutter. The ingredients of the composite compound are shown in Table 1. The exact formation and corresponding notations for each sample examined in this study are summarized in Table 2.
Materials formulations for PVC compound.

PVC: polyvinyl chloride.
Formulations of samples investigated in this study.

WPC: wood-plastic composite.
Test methods
Tensile test was performed according to ASTM D-638 standard using an STM-SO universal testing machine (Santam Instrument) equipped with 50-kN load cell and a crosshead speed of 5 mm/min. 31
Compressive test was performed according to ASTM D 695 standard using a 1496-2D Zwick universal testing machine (Zwic Instrument). Specimens were deflected in a three-point loading mode until failure or until 5% strain was reached in the outer surface of the test specimen with a crosshead speed of 1.8 mm/min. 32
The scanning electron microscopy (SEM) was used to observe the fracture morphology of the composite samples. SEM was done on an EM3200 SEM (KYKY, China).
Water absorption behavior of different samples was determined using the water immersion test. It was only to compare the effect of different factors in water uptake behavior of the composite samples. Samples in dimensions 8 × 1 × 0.4 cm3 were prepared and dried in an oven at 110°C for 24 h. Before testing, samples were weighed and the initial weight (W0) was recorded. Samples were then immersed in distilled water at 80°C. After 24 h, samples were removed from the water and water from the surface was wiped off using a blotting paper, then dried samples were weighed to record a final sample weight (W1). The percentage of water absorption (Wa) was calculated using the following equation:

For accelerated weathering measurement, samples were located in a xenon-arc light exposure apparatus operated according to ASTM D 2565 standard. Specimens were mounted in two rows on a drum that rotated around a xenon-arc bulb at 1 r min−1. Each 2-h weathering cycle consisted of 108 min of xenon-arc radiation and 12 min of simultaneous xenon-arc radiation and UV exposure. The radiant energy, or amount, of light energy to which specimens were subjected was calculated using the following equation:

The specimens were picked up for analysis after 300 h of weathering.
Minolta CR-200 Chroma Meter was used to measure color using the CIE 1976 L*a*b* color system (Robertson 1977). CIE L*a*b* is a three-dimensional color space measuring the lightness of the sample (L*) and color coordinates (a* and b*). L* ranges between 0 and 100 (black and white, respectively). An increase in L* means the sample is lightening. The color coordinates a* and b* range from –150 to +150. a* denotes the red–green value and b* indicates the yellow–blue value.
The antibacterial properties of the samples were measured against Escherichia coli (E coli, ATCC 25922, gram-negative bacterium) and Staphylococcus aureus (S aureus, ATCC 25923, gram-positive bacterium) as common pathogenic bacteria. Antibacterial activity was expressed in terms of the percentage reduction of the microorganisms and calculated as follows:

where A and B are the number of microorganism colonies on untreated and treated samples, respectively.
For cytotoxicity test of the treated samples, normal primary human skin fibroblast isolated from the dermis of neonatal foreskins was used. Cell culture was performed at a 37°C and 5% CO2 condition using Dulbecco’s modified Eagle medium (Biochrom, Germany) supplemented with 10% fetal calf serum (Biochrom). Cells of the third passage were used and seeded in a 96-well microplate at a density of 20,000 cells per well and incubated for 48 h. Then the samples (1 inch ×1 inch) were soaked in 2 ml culture medium for 24 h. The cultured medium with leaching substance was added to the cells and incubated for 24 h. The test samples were removed from the cell cultures, and the cells were reincubated in fresh medium. After incubation for 24 h, the cell viability was determined by means of the MTT (3-[4,5-dimethylthiazol-2-yl]-2,5-diphenyl tetrazolium bromide) assay. 33 At least three data were averaged.
Results and discussion
Modification of wood fibers
Wood fiber bleaching was the method evaluated to improve the color stability of the composite. The photodegradation of wood is attributed to the degradation of its components. Lignin is a complex chemical compound and the only aromatic polymer present in the wood. The amount of lignin in normal wood is 20–35% depending on the different wood species. Lignin is bound together to the cellulose and hemicelluloses. The position of lignin within the lignocellulosic matrix can be seen in Figure 1. Photo-yellowing of weathered wood has been attributed to the breakdown of lignin into water-soluble products, which eventually leads to the formation of chromophores groups such as carboxylic acids, quinones, and hydroperoxy radicals. 34

The position of lignin within lignocellulosic matrix.
After bleaching with sodium chlorite, the lignin content of the wood samples was reduced, which indicated the effective modification of wood fibers. In comparison with the original wood, based on Kalson method, about 60 wt.% of lignin was removed. As shown in Figure 2, delignin wood fibers had brighter color compared to original wood fibers (Figure 2).

Photos of original and treated wood fibers.
As shown in Figure 3, the composite samples with different colors were successfully achieved by applying green walnut shell. The dyed nanocomposite containing treated wood fibers displayed bright green color, while the color of the dyed composite with original wood fibers was dark green.

Photos of dyed composites samples (containing original and bleached wood fibers).
The effects of bleaching and dyeing on weathering properties of the composite samples are presented in Table 3. The colorfastness after weathering for all samples was poor (ΔL* ranged from 13 to 35). However, ΔL* value after weathering for bleached and dyed composite sample (WPC4) was 5, which demonstrated the excellent colorfastness of the sample. The observed improvement in the colorfastness of the bleached composite samples could be attributed to low lignin content in wood particles after chemical modification by sodium chlorite.
The effects of bleaching and dyeing on radiant energy of specimens.

WPC: wood-plastic composite.
Mechanical and physical properties
The effect of wood fiber loadings on the tensile strength and compressive stress properties of WPVC composite was extracted and represented in Figures 4 and 5 for discussion purposes. The results acquired indicate that mechanical and physical properties of delignin WPC were lower than original WPC. The decrease in tensile strength of the composite is mostly due to the acidity of the bleaching treatment. This leads to an irreversible depolymerization of the cellulose molecules. The increase of the cellulose chain ruptures led to decreased mechanical properties.
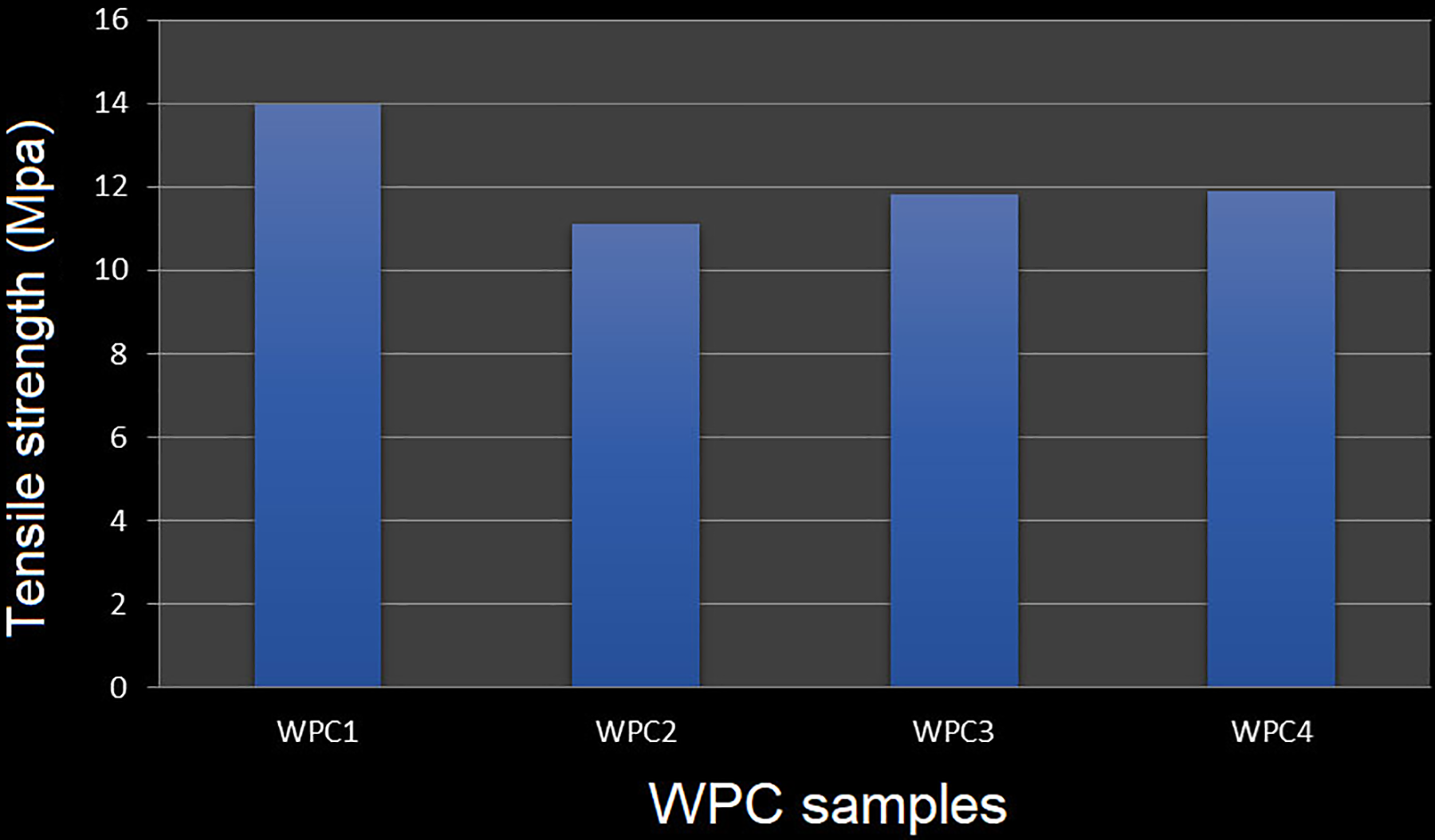
Tensile strength of WPC samples.

Compressive stress properties of WPC samples.
Many properties in composite materials would be affected by their morphologies. Figure 6 shows SEM images of the fractured surfaces of the bleached and dyed composite. In the composite, two phases and many small gaps between wood fibers and polymer matrix can be clearly seen. This finding suggested that the interaction between the polymer and bleached wood fibers was weak, resulting in less interfacial adhesion.

SEM images of the bleached and dyed composite (WPC4).
Figure 7 shows the water absorption properties of the composite materials. The water absorption of the WPVC composites was ranked as WPC1 > WPC2 > WPC3 > WPC4. The results indicate that bleaching and dyeing of wood fibers had a tangible effect on the water absorption of the composite. Also, it was observed that the treated and dyed sample (WPC4) had the lowest absorption level. Dyeing of wood fibers with walnut green husks led to an increase in the time of water absorption due to blocking of the hydrophilic groups of cellulosic filler by the natural dye. 35

Moisture absorption properties of WPC samples.
Antibacterial assay
Bacterial colonization and subsequent infection of the wood content of WPCs accelerated the deterioration in material properties. Also, a critical disadvantage caused by microbial colonization at the surface can be health hazards. The antibacterial activities of the samples were evaluated quantitatively by suspension method against both E coli and S aureus bacteria. The percentage of the bacteria reduction by composite samples is reported in Figure 8. The original and the bleached composites (WPC1 and WPC2) can provide a suitable environment for microorganisms to grow. The antibacterial efficiencies of the WPC3 against E. coli and S. aureus bacteria were 80% and 73%, respectively. Also, the WPC4 composite sample exhibited 100% reduction for both S aureus and E coli. Observed enhancement on the antibacterial activity of dyed composite samples is thought to be explained on the basis of the distinct antibacterial activity of the green walnut shells. The presence of phenolic and naphthoquinone compounds in walnut shells led to a considerable improvement in the antibacterial activities. 36

The antibacterial efficiency of the composite samples.
Cytotoxicity
Cytotoxicity test of original and dyed composite samples (WPC1 and WPC4) was performed by MTT assay. The viability and morphology of human fibroblast cells are shown in Figure 9. Based on the obtained results, the WPC4 sample has no cytotoxicity similar to the original sample. Moreover, the morphology of fibroblast cells is normal.
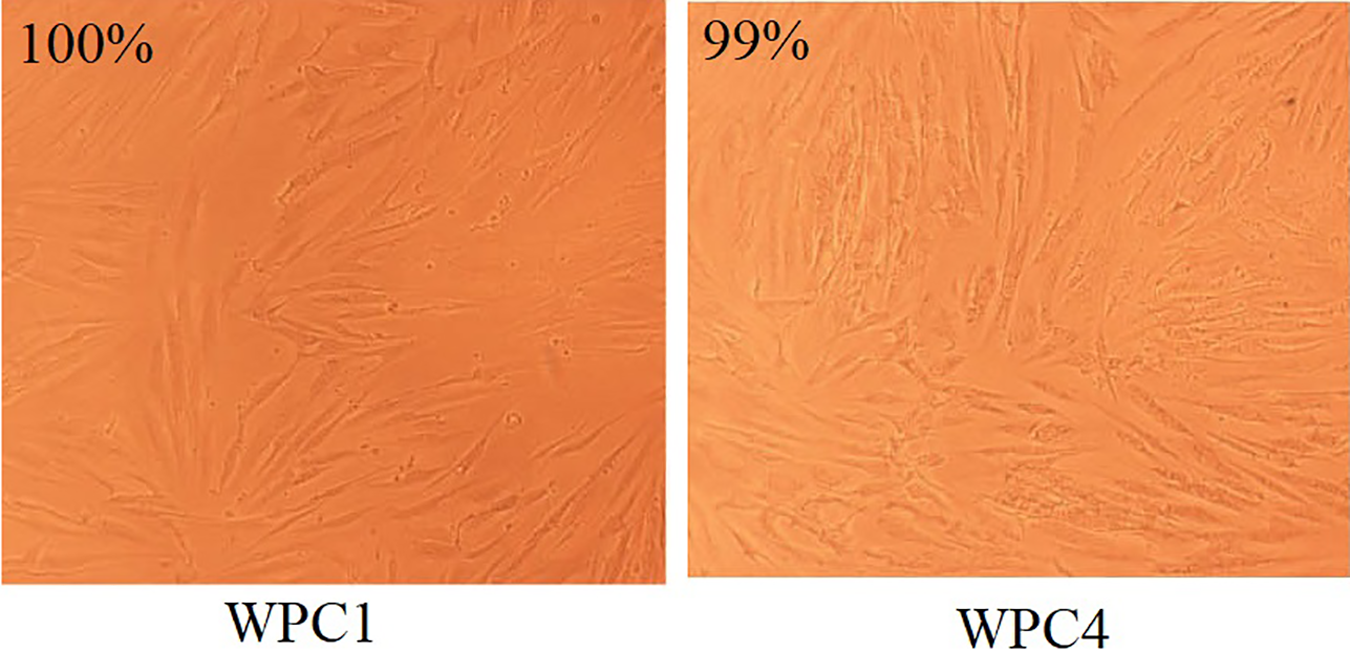
The viability and morphology of human fibroblast cell incubation with the WPC1 and WPC4 samples.
Conclusions
In this study, for the first time the bleached and natural dyed wood fiber was used for fabrication of functional WPC. The use of bleaching treatment and natural dyeing led to improve the composite properties. WPVC composites with antibacterial properties without toxicity were obtained. Also, the water resistance of the composite was significantly improved due to the blocking of the hydrophilic groups of cellulosic filler. Moreover, dyeing wood fibers with green walnut shells resulted in more color stability of the composite during weathering. These results proved that it is possible to obtain materials with excellent properties for potential hygienic or medical applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.