
Abstract
The main objective of the present study is to investigate the influence of friction stir welding (FSW) parameters using a novel tool on the mechanical properties of polypropylene-ethylene-propylene diene monomer/clay (PP/EPDM/Clay) nanocomposite. The response surface method of design of experiments in combination with the desirability function approach is applied to quantify the effects of clay content, tool rotational speed, welding speed, and tool shoulder temperature on tensile strength and elongation of welded joints. It was observed that the tool rotational speed had the maximum effect on the tensile strength, while the greatest influence on the elongation was due to the tool shoulder temperature. The addition of clay nanoparticles up to 6 wt% into the PP matrix reduced the tensile strength and elongation of the weld by about 38% and 20%, respectively. Moreover, an improvement of about 45% was observed in the tensile strength when the rotational speed increased from 800 to 1600 r/min, while the tensile strength deteriorated by about 29% when the linear speed increased from 10 to 20 mm/s. A rise in shoulder temperature from 50 to 100°C was also accompanied by an enhancement in the tensile strength and elongation by 20 and 50%, respectively. Nevertheless, the desired operating conditions were found to be 0.85 wt% for clay, 1390 r/min for the tool rotational speed, 10 mm/min for the welding speed, and 100°C for the tool shoulder temperature. The fracture morphologies obtained by scanning electron microscopy (SEM) were in good agreement with corresponding tensile strength and elongation results.
Keywords
Introduction
In recent years, developing materials with enhanced strength-to-weight ratio and toughness as well as low cost such as polymer-based nanocomposites is gaining attention in industries such as transportation.1–3 Adding very small amounts of nanoparticles as the reinforcing material to polymers is used to meet the requirements of specific applications. 4 Among the various nanoparticles, clay has been shown to improve the properties of polymeric materials by developing polymer/clay nanocomposite. 5 Great attention has been paid to polypropylene (PP)/clay nanocomposites in the past decade due to their good tensile properties compared to PP alone. 6 In spite of good tensile properties, PP/clay nanocomposite showed poor impact resistance at low temperatures and high strain rates which limited its application.7,8 However, by blending PP/clay and rubbers such as ethylene–propylene–diene–monomer (EPDM), their impact resistance can be improved. PP/EPDM/Clay nanocomposite has been used in aerospace, automotive, and aircraft industries due to having a suitable combination of impact toughness and tensile properties, as well as ease of production. 9
Due to less surface energy, the presence of release agents from the last processing steps, and poor weldability, it is difficult to join polymer-based composites. 10 Hence, many techniques such as friction stir welding (FSW), ultrasonic welding, laser welding, friction welding, extrusion welding, hot plate welding, and hot gas welding have been developed to join polymer-based composites . 11 Among various techniques, the FSW method which is a solid-state joining process can be an appropriate candidate for joining these materials. FSW is an environmentally-friendly process that consists in inserting a tool made of a shoulder prolonged by a pin at the interface of abutting plates clamped over a backing plate.12–14 The joining mechanism in FSW of polymers is based on molecular diffusion and chain entanglement which begins at the molten stage of the polymer. 15
A literature review revealed that when conventional FSW was applied to the polymer and composite materials, it is very difficult to achieve high-quality welds due to the low melting temperature and low thermal conductivity of these materials.16,17 Yosefpour et al. 18 reported that FSW was a suitable method for welding thermoplastic composites. Kiss and Czigany 19 proposed a K factor depending on the rotational speed, traverse speed, and tool diameter as a key condition for obtaining good quality welds in polyethylene terephthalate glycol (PETG). Payeganeh et al. 20 studied the influence of FSW process parameters on the mechanical properties of PP composite welds. Their results indicated that pin geometry significantly affected weld surface appearance and weld tensile strength. Pirizadeh et al. 21 have used a new tool in the FSW process to evaluate the effect of pin shape, rotational speed, and traverse speed on the mechanical properties of acrylonitrile butadiene styrene (ABS), and found that the pin shape had the greatest effect on the tensile strength of welded parts. A novel variant of FSW was tried by Azarsa et al. 22 to improve the mechanical properties of high-density polyethylene (HDPE) welds. They stated that the size of welding defects was reduced at a lower linear speed and higher rotational speed, and consequently mechanical properties were improved. Recently, Mendes et al. 23 studied the influence of axial force, tool rotational speed, and traverse speed on the quality of acrylonitrile butadiene styrene (ABS) plates. They reported that high rotational speed and axial force were required to produce welds free of defects. In recent years, the FSW process has been used for the dissimilar joining of metal and polymers. 24 Nagarajan and Manoharan 25 investigated the effect of cooling conditions on shear strength and microstructure of joints in FSW of aluminum 5052-H32 and polycarbonate. Sandeep and Natarajan 26 predicted the strength of the dissimilar joint between aluminum 7475 and polyphenylene sulfide polymer obtained from the FSW process. They also investigated various joining methods for obtaining hybrid joints between carbon-fiber-reinforced polymer and aluminum alloys. 27
From the existing literature, it was observed that the FSW of different polymer nanocomposites has been reported by earlier researchers. However, there is a significant research gap for FSW of PP/EPDM/Clay nanocomposites. Therefore, the first aim of the present study is to examine the feasibility of welding PP/EPDM/Clay nanocomposite using the FSW process. However, in the FSW of polymers, conventional tools usually form a slit on the backside of the welded specimens, and consequently, a serious defect occurs, leading to a significant reduction in the tensile strength of the workpiece.21,28 Hence, in this research, a newly designed tool is used to attain high-quality welds. Moreover, the majority of previous researchers have used the traditional one-variable-at-a-time experiments in order to ascertain the individual effect of various parameters on the mechanical properties of polymeric materials. However, in this work, the response surface methodology (RSM) has been employed to evaluate the effect of clay content, tool rotational speed, welding speed, and tool shoulder temperature on the mechanical properties of welded joins. The RSM allows for simultaneously investigating the significant factors affecting responses and their interactions. 29 The desirability function approach has also been employed to find the optimal conditions of the FSW process for improving the mechanical properties of the weld joint between PP/EPDM/Clay nanocomposite sheets.
Materials and methods
Materials
The polymers used in this study were polypropylene (grade name PP-Z30S, MFI-25 g/10 min measured at 230°C, standard weight 2.16 kg, density 0.9 g/cm3) and ethylene-propylene-diene monomer (grade name EPDM Keltan-3072 with 64% ethylene and 8.7% ethylidene norbornene (ENB) content, Mooney viscosity of 48 M (ML 1 + 8 min measured at 100°C, density 0.82 g/cm3). Organically-modified montmorillonite (OMMT) nano clay Cloisite® with a specific gravity of 1.66 and d-spacing of 15 A was supplied by Southern Clay Products Inc.
To prepare PP/EPDM/clay nanocomposites, the required constituents were simultaneously compounded in a twin screw extruder (Brabender Plas-Corder model, length = 1000 mm, L/D = 40) and co-counter-rotating type within 160–190°C barrel temperature range, feeding rate of 1 kg/h and screw speed of 150 r/min. The obtained nanocomposites were compressed into sheets using Collin P 200 E-type hot press to prepare the required specimens for characterizing.
Design of experiments
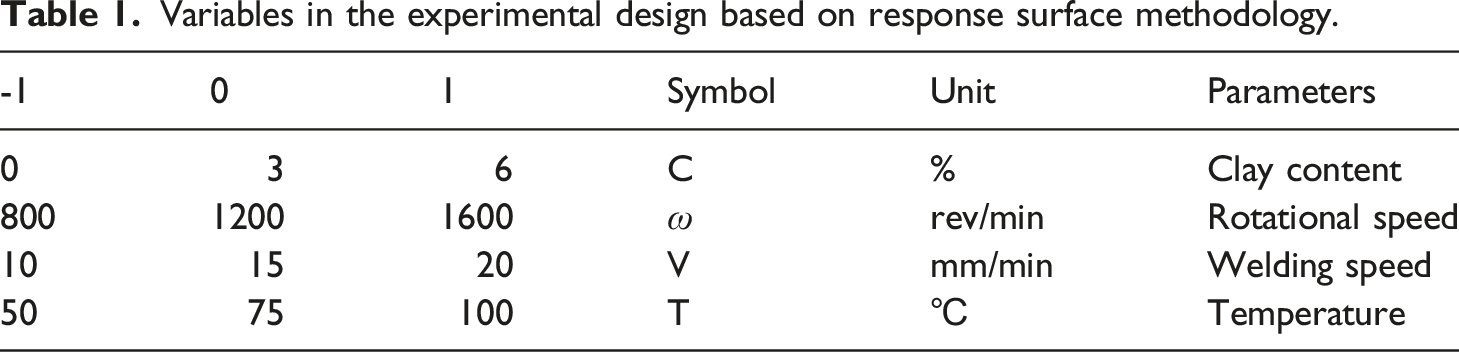
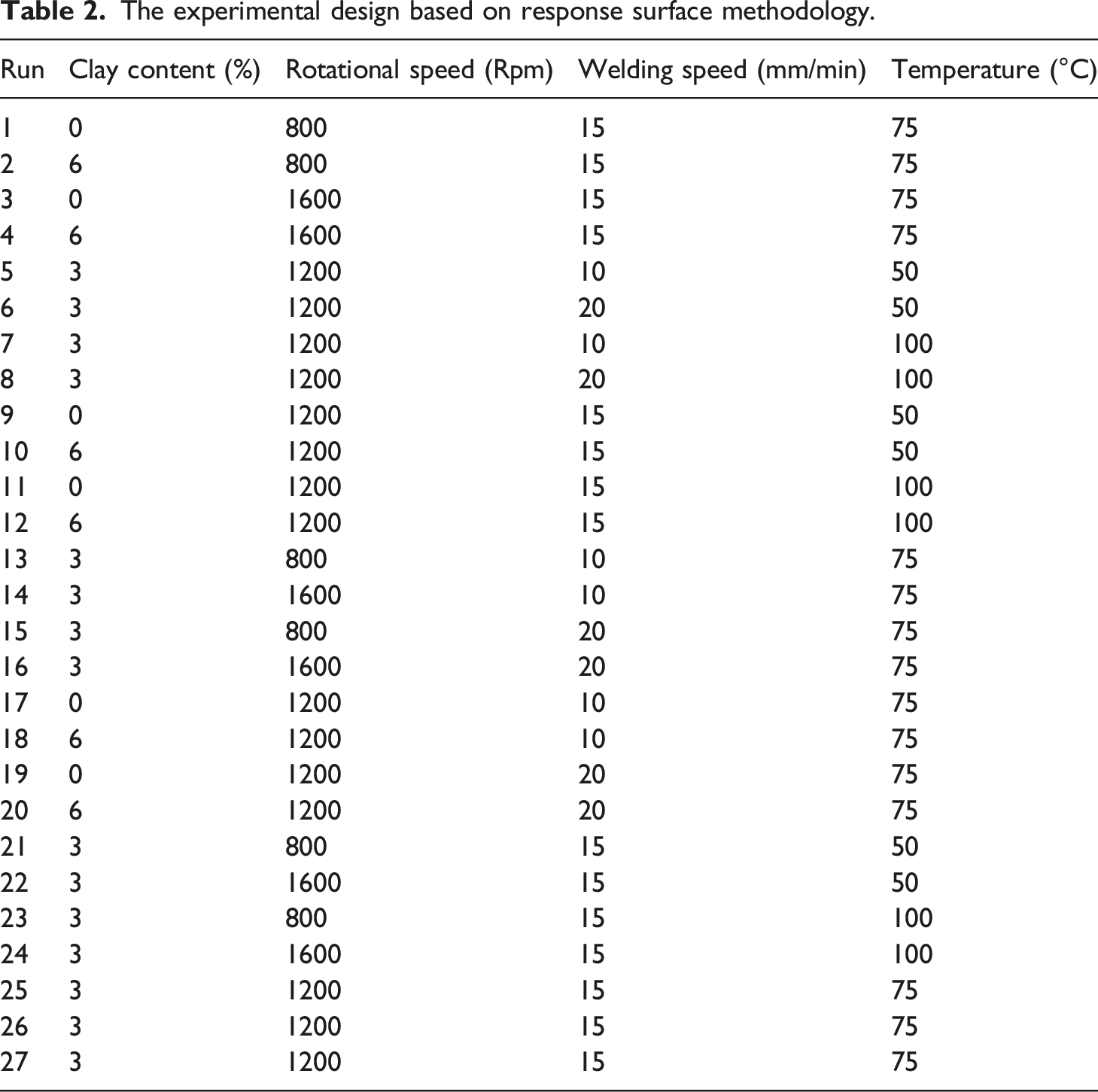
The most important challenges during the welding process were the incomplete melting of the nanocomposite sheets at high linear speed and low rotational speed, as well as the burning of the nanocomposite sheets at low linear speed and high rotational speed. Therefore, the primary experiments were performed to find the suitable range of the linear and rotational speeds. Moreover, in order to solve the problem of the formation of cracks and voids during the welding process, a shoe shape shoulder was designed and installed on the FSW tool. Some of the weld samples were shown in Figure 1. After selecting the suitable range of parameters, the experiments were designed according to response surface methodology (RSM) in order to analyze the experiments. The statistical software Minitab® 17 was used to create the design matrix and analyze the experimental data. The input variables, namely clay content (C), rotational velocity (ω), linear velocity (V), and shoulder temperature (T) were considered at three levels as given in Table 1. According to the response surface design of the experiment, 27 experiments including three center points were carried out as listed in Table 2. In this study, the experiments were randomly conducted to reduce the error arising from the experimental process. The quality of weld joint obtained at different conditions: (a) low rotational speed and high linear speed, (b) high rotational speed and low linear speed, (c) suitable rotational and linear speeds. Variables in the experimental design based on response surface methodology. The experimental design based on response surface methodology.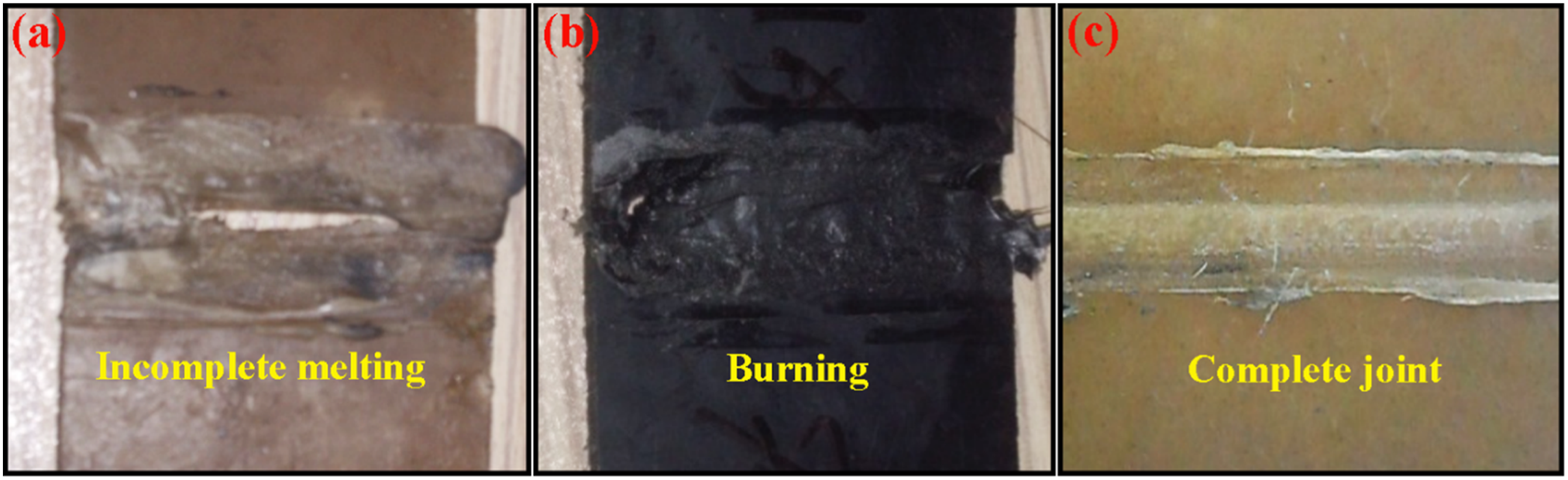
Tool and Equipment
In this research, a newly designed FSW tool was used in order to create butt-joint welding as shown in Figure 2. To prevent problems of voids and poor mixing, and in order to improve weld strength, a cylindrical heated shoulder called a hot shoe was employed. The hot shoe was made from AA7075 aluminum alloy and two electric heaters were placed on it. A ball bearing separated the fixed hot shoe from the pin made from H13 hot-working steel. Actually, the hot shoe was mounted on a ball bearing that will not rotate with the taper grooved pin during welding. The nanocomposite sheets were welded on an FP4M milling machine along their length after fixing them in a proper position using pre-designed clamps as shown in Figure 3. Heat can be generated by pin rotating which causes friction and stirs the pasty material. This phenomenon leads to an atomic scale connection.
21
After setting the process factors, the rotating tool was entered into the workpiece and the material began to melt. Consequently, by moving the tool along the joint line, two parts were joined. The newly designed tool provides satisfactory friction between the rotating pin and the nanocomposite sheets and results in a good material mixture and consequently appropriate weld quality. A Designed tool for the FSW process. FP4M milling machine and pre-designed clamps.

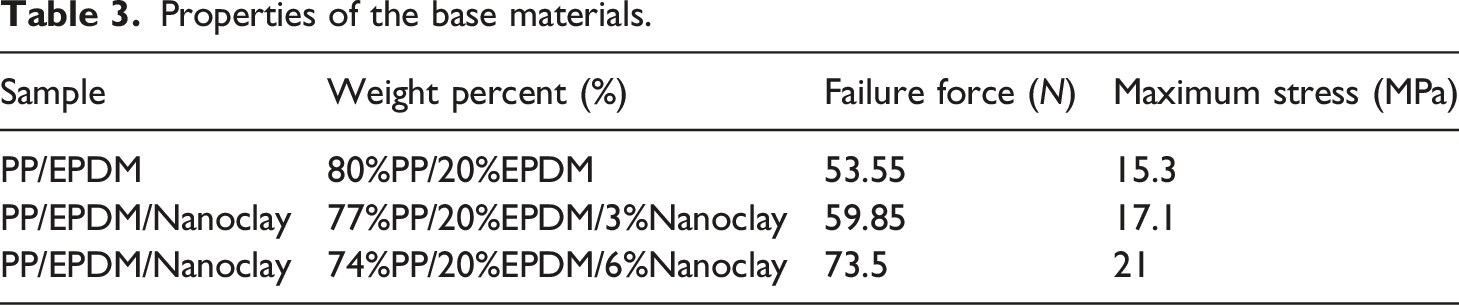
Properties of the base materials.
X-Ray diffractometer (XRD) was used to evaluate the dispersion of the clay in the polymer matrix. XRD experiments were carried out with a Philips-X’Pert diffractometer at room temperature in the low angle of 2θ. The X-ray beam was CuKα radiation (λ = 1.540,598 A) operated at 50 kV voltage and 40 mA current. The 2 mm thick test specimens for XRD were prepared by compression molding. The scanning rate was 0.5°/min and the experiments were performed in the angle range of 0–10°. Additionally, the fracture surfaces of the weld samples were coated with gold and examined by a JXA-840 scanning electron microscope (SEM) with an operating voltage of 20 kV.
Results and discussion
XRD Analysis
The XRD diffraction pattern of PP/EPDM/clay nanocomposites is shown in Figure 4. The d-spacing of clay and nanocomposites was obtained from Bragg’s law, d= λ/(2sinθ). The diffraction peak related to the basal spacing (d001) of neat clay revealed a peak around 2.9° corresponding to a d-spacing of 30.44 A. However, the diffraction peaks and the interlayer distance of nanocomposite with 3% nano clay were shifted to lower angles of 2.36° (34.89 A). The lower diffraction angle of nanocomposite with 3% nano clay compared to neat nano clay indicated that polymer chains could intercalate between the layers of the clay. The higher d-spacing of nanocomposite with 3% nano clay (34.89 A) compared to the neat nano clay (30.44 A) is due to the successful intercalation of polymer chains into the clay layers, indicating the good compatibility of clay nanoparticles with PP matrix.
30
It is also observed from Figure 4 that the peaks of nanocomposite with 6% nano clay were shifted to a higher value of 2.81° (31.52 A), which indicates a decrease in d-spacing for clay layers. The decrease in the d-spacing of clay layers is presumably owing to the low compatibility at interfaces between clay and PP matrix. XRD diffraction pattern of PP/EPDM/clay nanocomposites.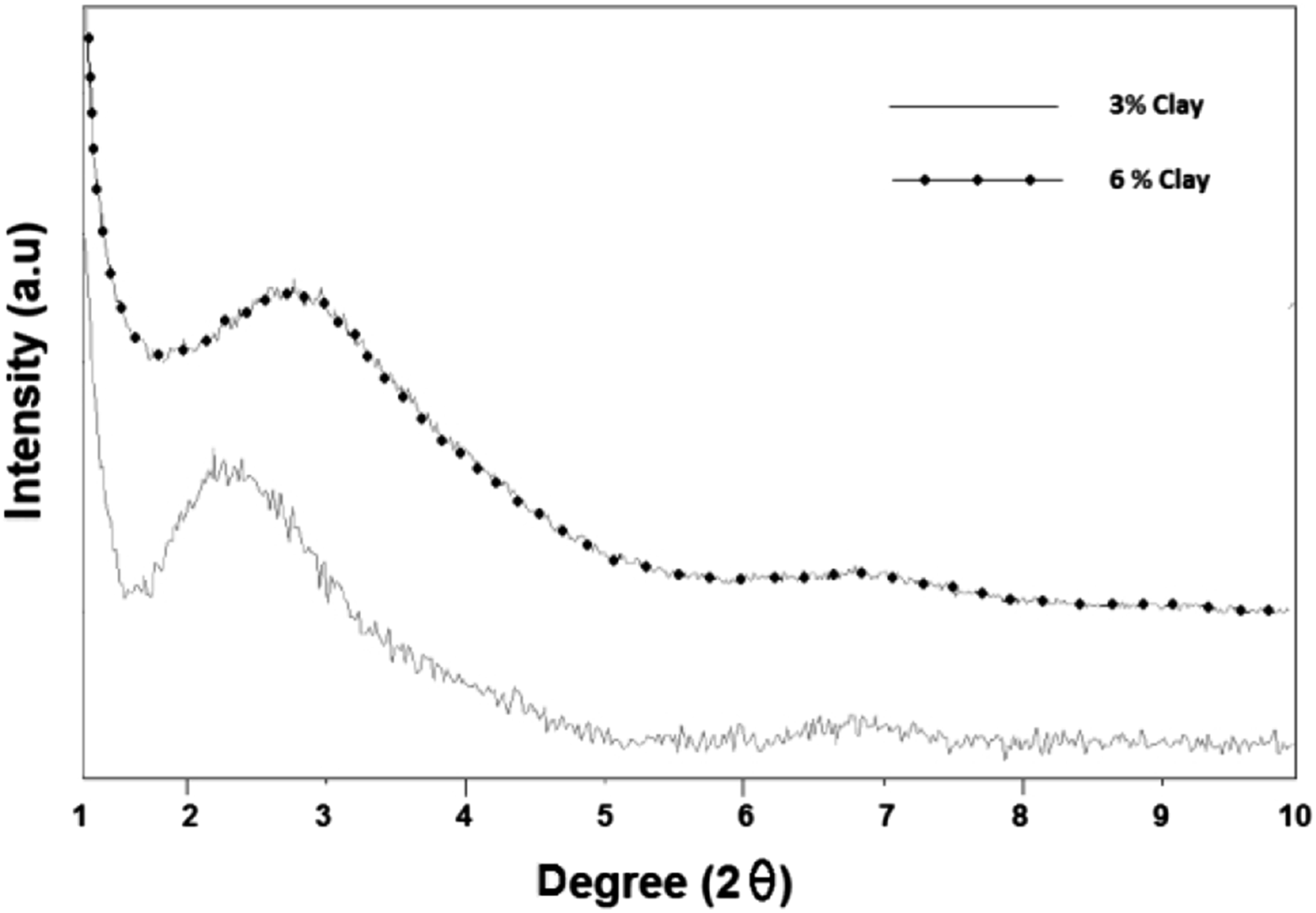
Analysis of variance
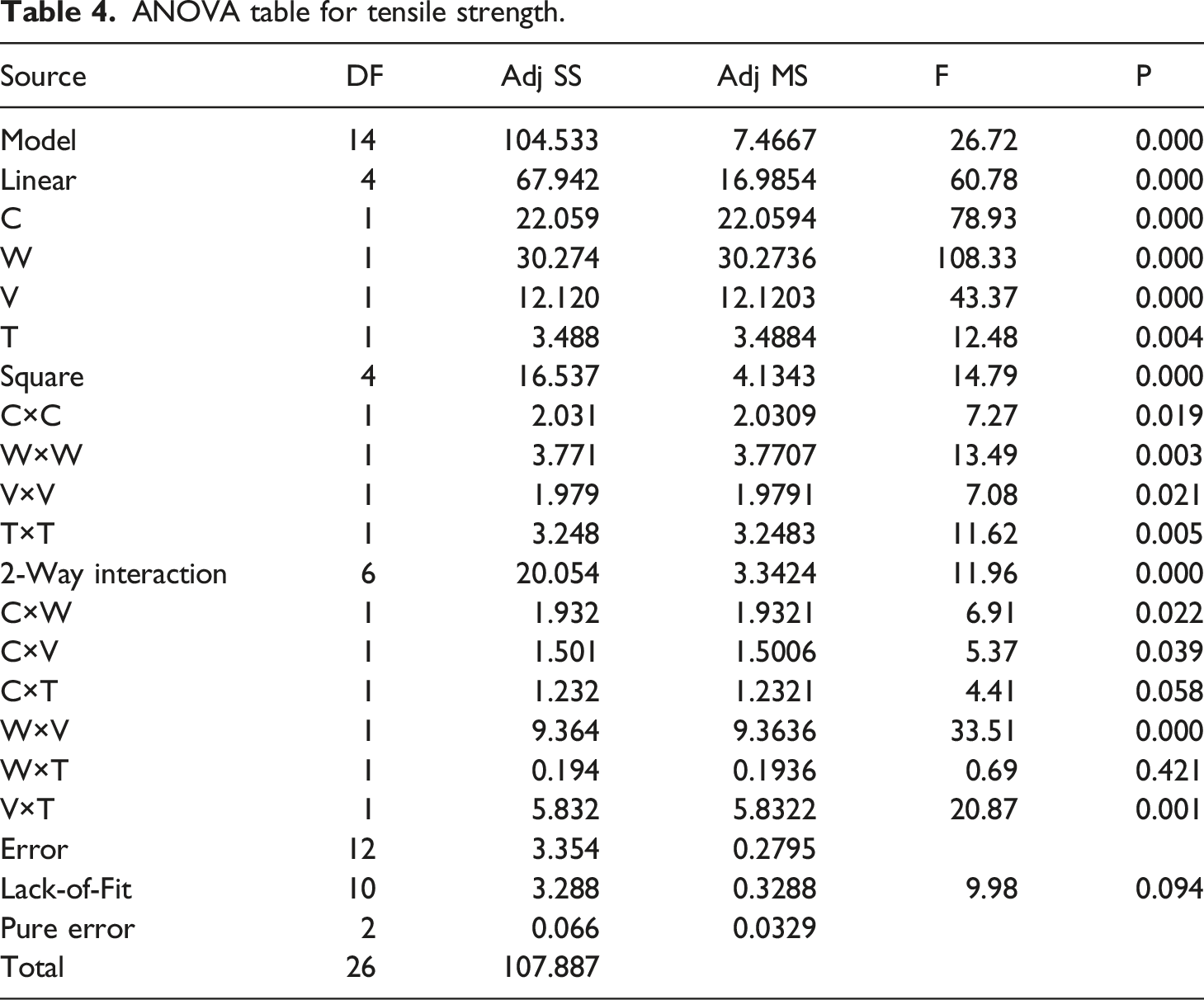
ANOVA table for tensile strength.
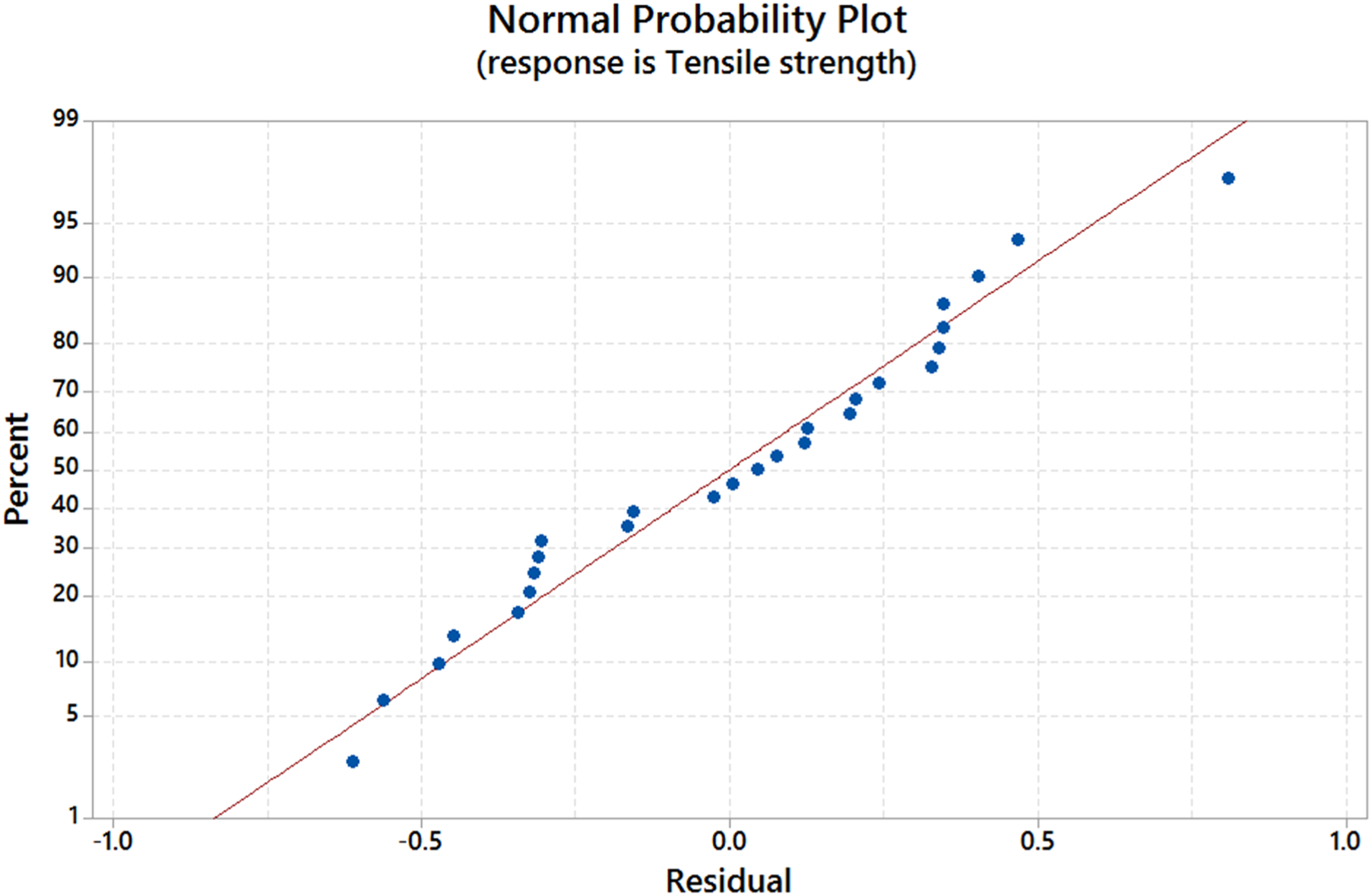
Normal probability plot of the residuals for tensile strength.
The coefficients in the second-order polynomial equation were estimated by multiple regression analysis based on the ANOVA results after discarding insignificant variables. The quadratic model in terms of coded factors is given as follows
A positive sign in front of the variables indicates a synergistic effect, while a negative sign indicates an antagonistic effect. It can be seen in equation (1) that C and V had negative effects on tensile strength; so, lower factors setting would result in a higher response, while ω and T had a positive effect on tensile strength. Among all the significant factors, the ω had the maximum effect on the tensile strength because of its highest coefficient.
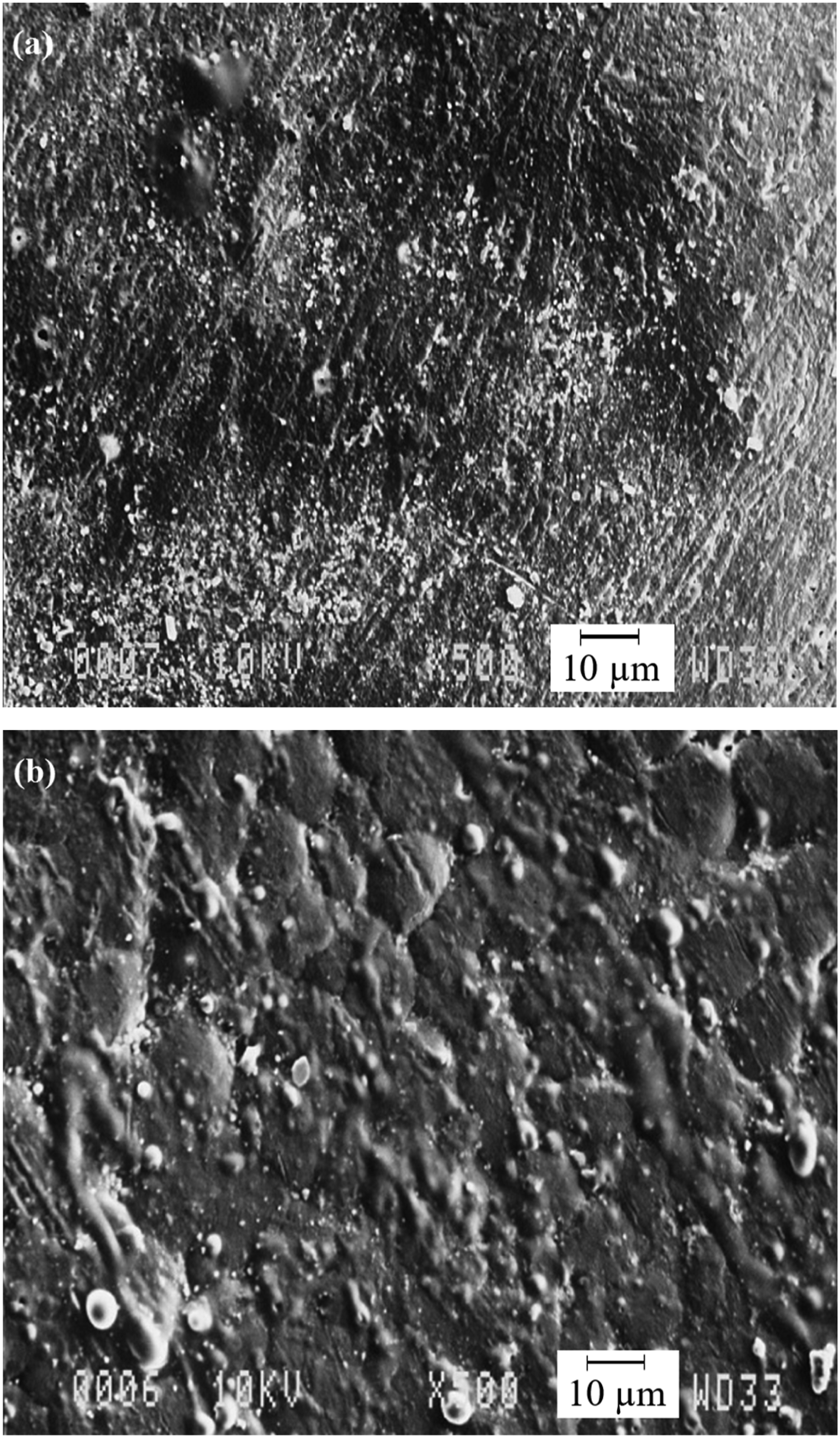
One of the advantages of using response surface methodology is that the effect of each factor can be analyzed by a so-called main effect plot. The main effect plot in Figure 6(a) to (d) depicts the variation in the values of tensile strength when the different factors are changed. It is clear from Figure 6(a), that an increase in the clay content from low to high levels deteriorated the tensile strength of welded joints by 38%. This can be explained by the fact that the clay nanoparticles acted as a heat-insulating material and prevented the absorption of heat by the polymer and consequently reduced the weld penetration resulting in a remarkable decrease in the tensile strength. The SEM images of the weld surface prepared by incorporation of 0 and 3 wt% nano clay are shown in Figures 7(a) and (b). As is clear from SEM images, upon the addition of only 3 wt% nano clay a smoother surface was achieved (Figure 7(a)), while without the addition of nano clay a rougher surface was obtained (Figure 7(b)) that led to a higher weld strength. The main effect plot for tensile strength. SEM images of weld surface prepared by incorporation of (a) 3 wt%, (b) 0 wt% nanoclay.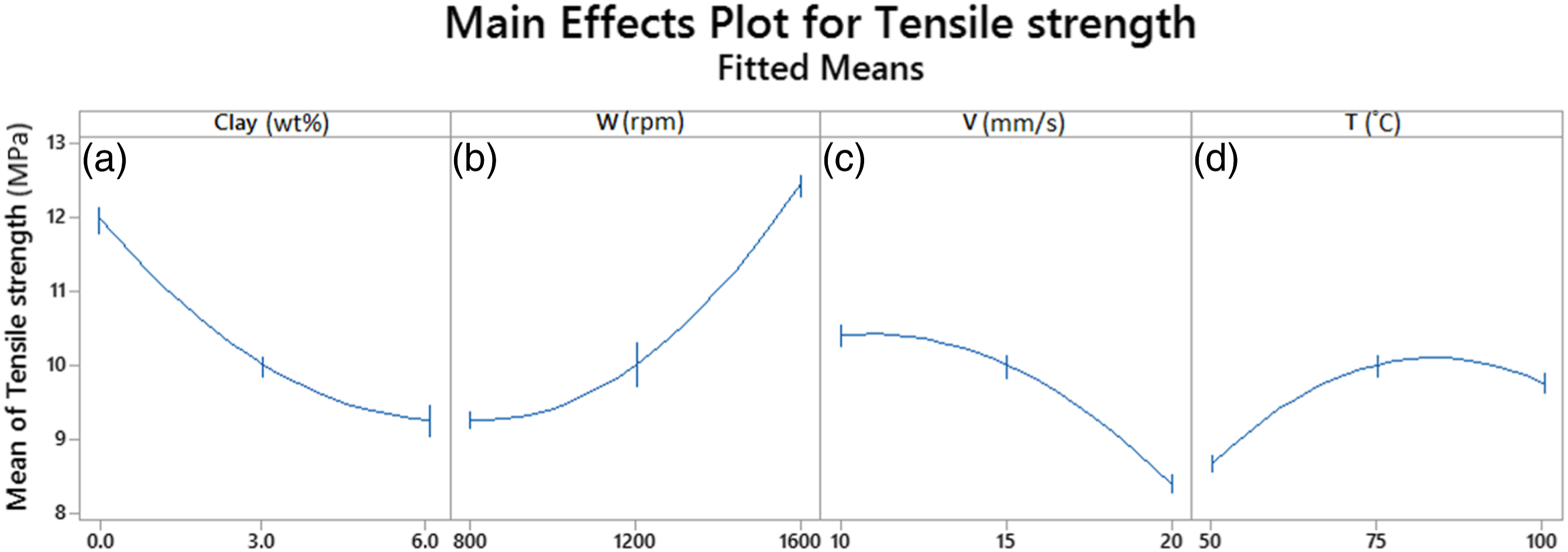
From Figure 6(b), it can be seen that an increase in ω from low to high levels resulted in significant improvement in the tensile strength (45%). It can be attributed to heat concentration in the nugget zone because of the low thermal conduction of polymeric material, and consequently high values of molten material around the pin which led to an improvement in the penetration depth of the weld. As a result, an increase in ω from low to high levels enhanced the penetration depth of the weld and consequently improved the weld tensile strength. Similar results by Bagheri et al.
28
stated that high rotational speeds lead to better mixing of the weld material and higher tensile strength. Figure 6(c) shows that the tensile strength was reduced by 29% by increasing the value of V from low to high levels. Another remark on the obtained results in Figure 6(c) is that the reduction in the tensile strength was negligible when the value of V changed from low to middle level. An explanation for the attained result is the fact that at a low value of V owing to the low heat generation rate between pin and material, welded joints were not completely melted, and consequently, tensile strength decreased. In addition, at a high value of V, melted material did not have enough time to mix again, therefore the tensile strength strongly decreased .
21
The obtained results are in good agreement with those found by Bagheri et al.
28
that reported the high value of V decreased the tensile strength due to poor mixing of the material. They have also observed that the high value of V prevented the hot shoe and the rotating pin to heat the weld area for a longer time. However, Mendes et al.
23
reported that the change in the value of V had no effect on the tensile strength because of the poor thermal conductivity of the polymer which prevents the transfer of the heat generated by the tool rotation to the surrounding material. From Figure 6(c), it is clear that an increase in T from low to high levels initially improved the tensile strength by 21% but eventually worsened it by 6%. The influence of T on the morphology of the weld joints is indicated in Figures 8(a) and (b). As can be seen from Figure 8(a), at low temperatures, the materials in the weld joint did not penetrate into each other sufficiently, and so the weld strength dropped. Moreover, it can be understood from Figure 8(b) that deterioration of the weld strength at a relatively high temperature can be attributed to the tendency of the weld materials to evaporation, particularly at high values of frictional heat. However, in the literature selecting the temperature as high as possible seems not to cause any problem in weld quality.
28
Influence of temperature on the morphology of weld joints at (a) 50°C, (b) 100°C.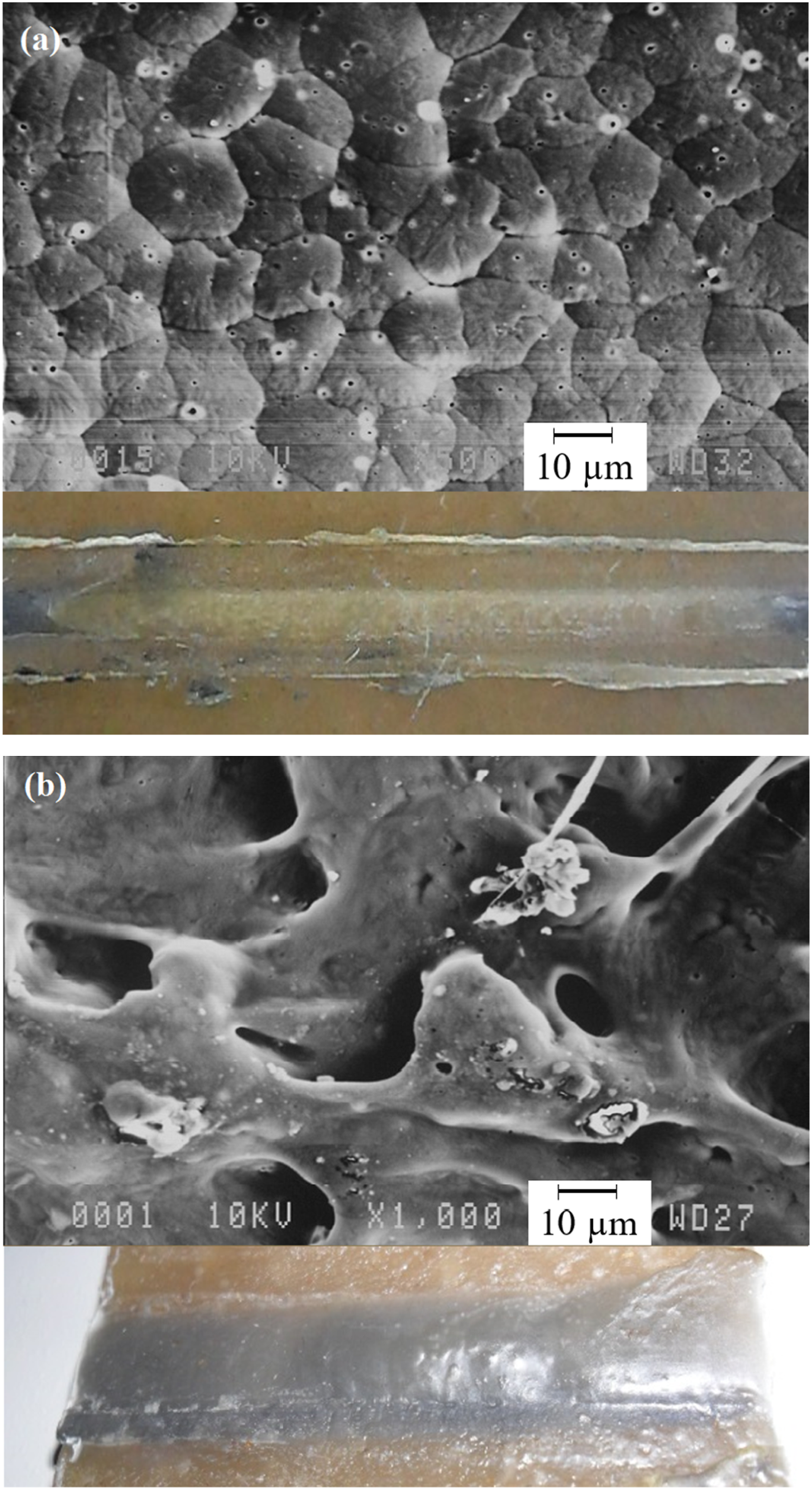
equation (1) was applied to draw the response surfaces plots for the tensile strength against C, ω, V, and T. The response plots are presented with vertical axes as the responses, and each of the two horizontal axes represents two designed factors and keeps the third factor at a constant level (middle level). For a polynomial model, when the interaction effect between the factors is insignificant, then the response surface is a flat plane; if the interaction effect is significant, then the plane becomes twisted. The response surface plots of the significant interaction are chosen for more analysis. The response surface plots for tensile strength against C×ω, clay×V, ω×V, and V×T are presented in Figures 9(a) to (d), respectively. It can be deduced from Figure 9(a) that by adjusting the value of ω at 800 r/min, the addition of clay significantly decreased the tensile strength by 56%, while at 1600 r/min of ω, the addition of clay reduced the tensile strength by only 16%. Thus, as can be seen, the net polymer composite and 1600 r/min of ω gave the strongest weld joint. From Figure 9(b), it can be understood that for 0 wt% of clay, the raise of V strongly dropped the tensile strength by 60%, while for 6 wt% of clay, the increase of V slightly reduced the tensile strength by 25%. Consequently, by using the net polymer composite with 10 m/min of V, a higher tensile strength of welds could be achieved. Figure 9(c) depicts that increase of ω strongly enhanced the tensile strength by 80% as V was 10 m/min, while the increase of ω first worsened the tensile strength by 17% and then promoted it by 10% as V was 20 m/min. Moreover, higher tensile strength was observed at 1600 r/min of ω and 10 m/min of V. Finally, Figure 9(d) shows that at 50°C of T, an increase in V first promoted the tensile strength by 27% and then deteriorated it by 11%, while at 100°C of T, the tensile strength continuously decreased by 54% with an increase in V. However, the tensile strength reached a maximum value at 75°C of T and 10 m/min of V. Response surface plots for tensile strength against (a) clay×ω, (b) clay×V, (c) ω×V, (d) V×T.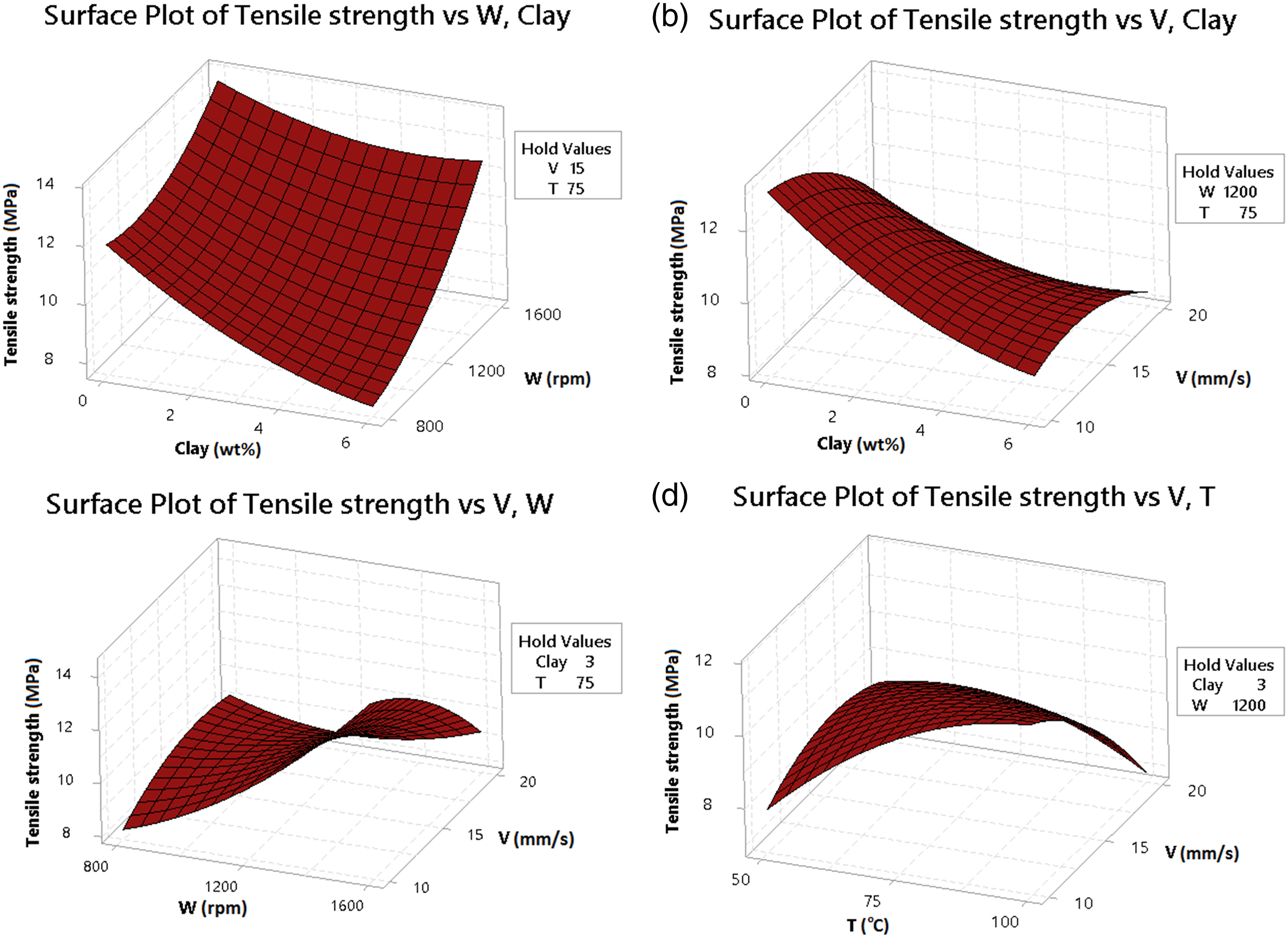

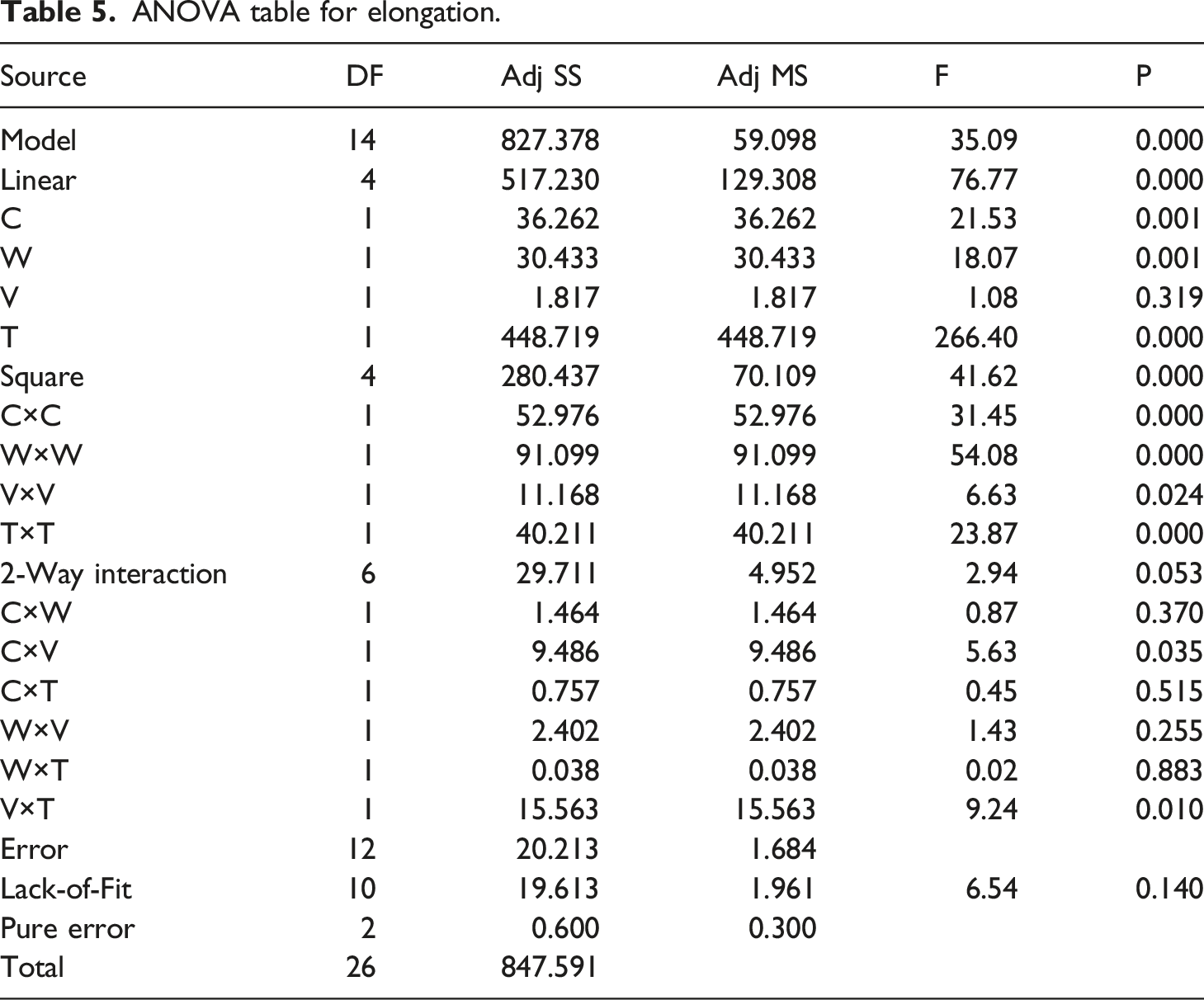
ANOVA table for elongation.
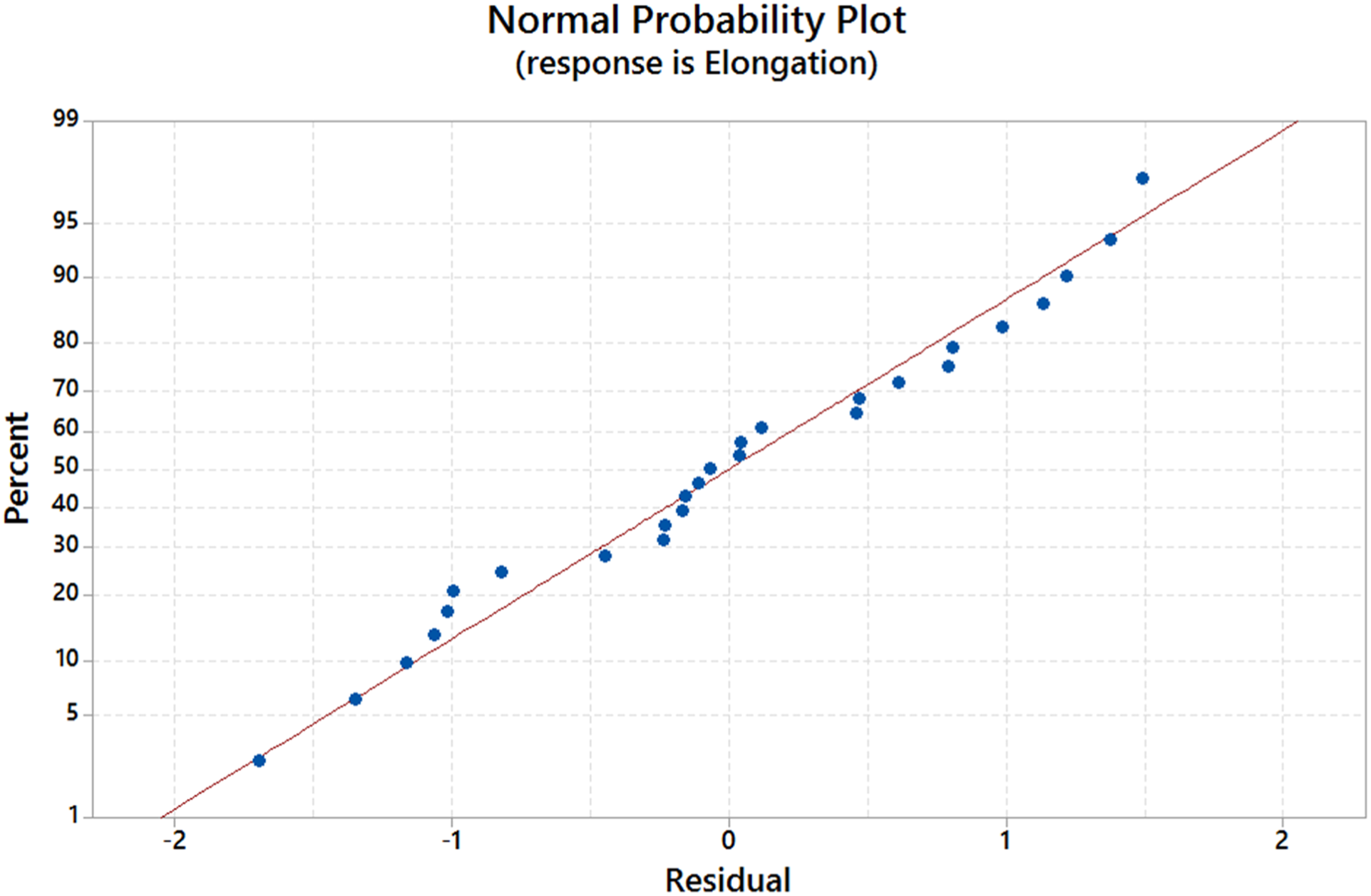
Normal probability plot of the residuals for elongation.
As is clear from equations (2), C and ω had negative effects on elongation, while T had a positive effect on elongation. Additionally, the variable T had the maximum influence on the elongation due to its highest coefficient. The main effect plots of factors for the elongation were depicted in Figures 11(a) to (d). According to Figure 11(a), the addition of 3 wt% clay to polymer composite led to a slight increase in the elongation (6%), although the addition of clay up to 6 wt% provoked a noticeable decrease in the elongation (20%), caused by the heat insulating effect of these nanoparticles and their possible agglomerated state. It could be also seen in Figure 11(b) that increasing the ω exhibited a similar trend of increasing and then decreasing the elongation by 11% and 24%, respectively. A small improvement in the elongation was found reportedly by an increase of ω, ascribed to the concentration of plastic deformation at the transitions between the stir zone and the base material, mainly on the retreating side of the material with poor adhesion.
23
It is evident from Figure 11(c) that the effect of V on the elongation was insignificant. However, an increase in the value of V initially declined the elongation by 7% and then promoted it by 11%. These results comply with those of Mendes et al.
23
that reported the increase in V did not generate significant variations in the elongation of the welds. Basically, welding with low V provides adequate time for stirring and homogenization of the parent materials, resulting in higher values of elongation.
31
From Figure 11(d), it can be observed that an increase in T from a low to a high level considerably increased the elongation by 50%. However, when T was increased from 50 to 75°C, the observed increase in the elongation was not as significant compared to the elongation increase when T increased from 75 to 100°C implying that temperatures higher than 75 showed a further noticeable increase in the elongation. The main effect plots for the elongation.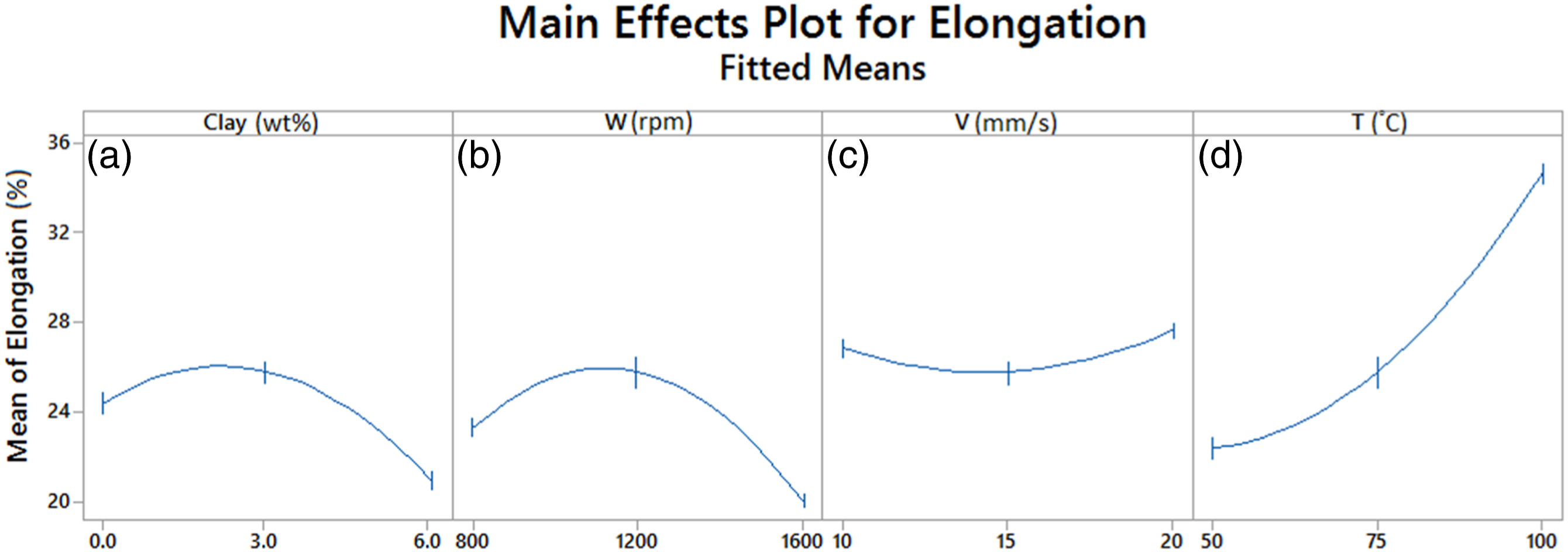
equation (2) was used to draw the response surfaces plots for the elongation against C, ω, V, and T. The response surface plots for elongation against the significant interactions of C×V and V×T are presented in Figures 12(a) and (b), respectively. According to Figure 12(a), it can be understood that for 0 wt% of clay, the raise of V strongly dropped the elongation by 8%, while upon the addition of 6 wt% clay, the elongation first remained unchanged and eventually improved by 17%. However, the higher values of elongation were obtained at 100°C of T and 20 m/min of V. Figure 12(b) depicts that at 50°C of T, a small reduction in the elongation was attained (8%) with an increase of V, while at 100°C of T, the increase of V improved the elongation (24%). However, the maximum elongation was obtained at 100°C of T and 20 m/min of V. Response surface plots for elongation against (a) clay×V, (b) V×T.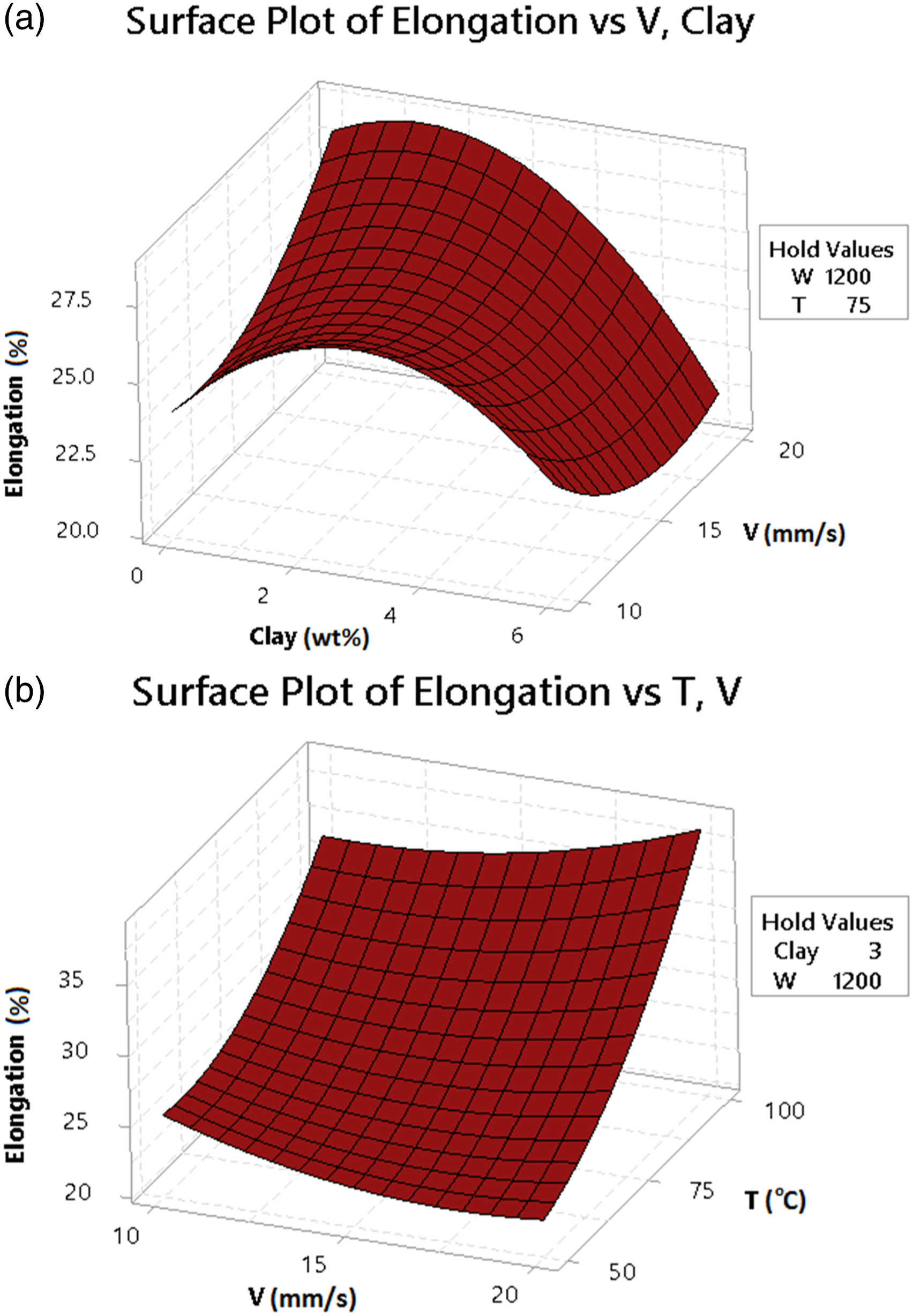
Analysis of desirability function
Optimization of the tensile strength and elongation was performed by a multiple response method called desirability function (D) to develop different combinations of process parameters such as C, ω, V, T, and some of their interactions in regression models. According to this methodology, each predictor of response is first converted to an individual desirability function (d) that changes over the range 0 ≤ d ≤ 1. There are three forms of the desirability function depending on response characteristic: (1) the-larger-the-better (LTB) for an objective function to be maximized; (2) the-smaller-the-better (STB) for an objective to be minimized; and (3) the-nominal-the-better (NTB) for an objective function required for attaining a specific target. In the case of the present study, all responses should be maximized. Therefore, the corresponding individual desirability function is LTB for all responses. If the target (T) for the response (y) is a maximum value, then the individual desirability function (d) is the one as calculated from the following equation


The objective of optimization was to predict optimal conditions for the FSW process, i.e. to identify the combination of input variable settings that jointly maximize the tensile strength and elongation under certain conditions. A reduced gradient algorithm in Minitab® 16 software by applying regression models was employed to maximize the composite desirability in order to predict the numerical optimal condition of FSW parameters. The prediction results of the optimal condition are shown in Figure 13. According to Figure 13, in order to maximize the tensile strength and elongation simultaneously under maximum composite desirability (D = 0.81), the factor levels were proposed to set at the following condition: 0.85 wt% clay, 1390 r/min ω, 10 m/min V and 100°C T. In addition, by means of adjusting the levels of factors at proposed conditions, the RSM according to desirability function predicted that the desirable mechanical properties could be obtained as follows: tensile strength = 14.02 MPa and elongation = 30.17%. Results of the desirability function indicated that the composite desirability (D = 0.81) was very close to 1, which indicated that the settings appear to achieve favorable results for all responses. However, it should be noted that the individual desirability indicated that the settings were more efficient at maximizing the tensile strength (d= 0.99) than at maximizing the elongation (d = 0.66). The prediction results of the optimal condition.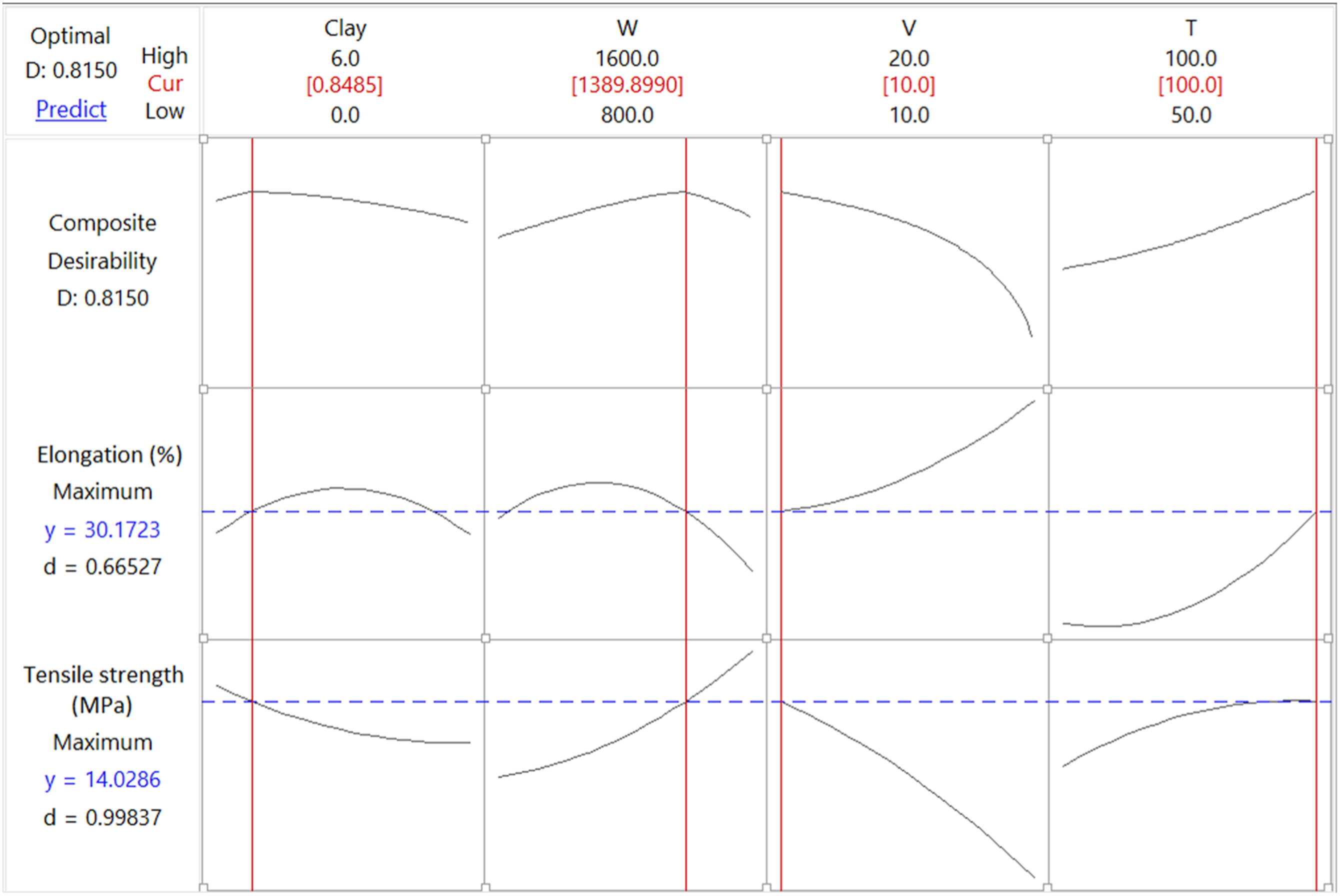
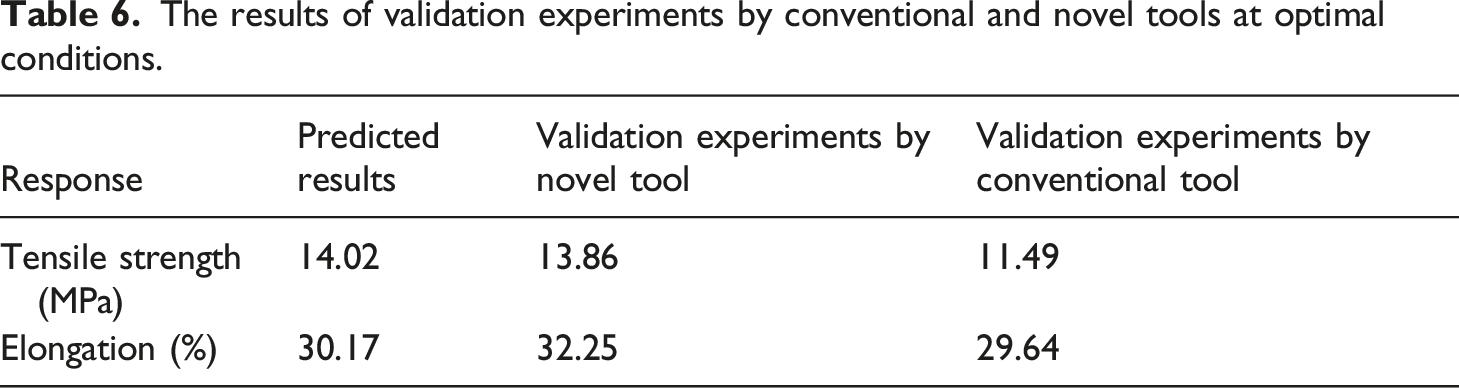
The results of validation experiments by conventional and novel tools at optimal conditions.
Conclusions
In the present study, a newly designed FSW tool was invented to optimize the mechanical properties of welded PP/EPDM/Clay nanocomposites by statistical desirability function approach. As the first result, it was observed that the tool rotational speed had the greatest effect on the tensile strength, whereas the highest influence on the elongation was found to be due to the shoulder temperature. The addition of nano clay into PP/EPDM composites continuously worsened the tensile strength of welded specimens, although improved the elongation to some extent but eventually deteriorated it, as observed from SEM images. It can be seen from the results that the shoulder temperature had an increasing influence on both tensile strength and elongation. Moreover, the tool rotational speed indicated a progressive effect on the tensile strength, while it showed a progressive and then detrimental effect on the elongation. Obtained results also exhibited that the welding speed had little influence on the tensile strength and elongation of welded specimens. Finally, to attain maximum tensile strength and elongation simultaneously, the optimum values of the studied factors were predicted to be a nano clay of 0.85 wt%, tool rotational speed of 1390 r/min, welding speed of 10 m/min, and shoulder temperature of 100 °C.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.