
Abstract
Fused deposition modeling (FDM) is a fast-expanding additive manufacturing technique for fabricating various polymer components in engineering and medical applications. The mechanical properties of components printed with the FDM method are influenced by several process parameters. In the current work, the influence of nozzle temperature, infill density, and printing speed on the tensile properties of specimens printed using polylactic acid (PLA) filament was investigated. With an objective to achieve better tensile properties including elastic modulus, tensile strength, and fracture strain; Taguchi L8 array has been used for framing experimental runs, and eight experiments were conducted. The results demonstrate that the nozzle temperature significantly influences the tensile properties of the FDM printed PLA products followed by infill density. The optimum processing parameters were determined for the FDM printed PLA material at a nozzle temperature of 220°C, infill density of 100%, and printing speed of 20 mm/s.
Introduction
3D printing or additive manufacturing (AM) produces structures by combining materials layer by layer using digital information. With intensified global competitiveness and evolving consumer conditions such as increased production rate, demand for custom made products, shortened production time; AM has emerged in several engineering and manufacturing fields as a potential route to address aforementioned requirements.1–6 Additionally, for each of the AM applications, different functionality indexes and weights reflecting different design goals such as environmental effects, material properties, quality, energy consumption, and recyclability are chosen. 7 Moreover, AM technology can also significantly reduce the raw material waste by producing parts in a single cycle. 8 Nevertheless, AM is an effective process, but large-scale production implementation has proven challenging due to materials and printing machine’s compatibility issues. 9 The properties of the AM parts significantly depend on the input process parameters.10,11
Although various AM processes like Inkjet modeling (IJM), fused deposition modeling (FDM), stereolithography (SLA), sheet lamination (LOM), etc. are commercially available for the manufacturing of parts, FDM is one of the promising technologies commonly used due to its association with desktop 3D printers.12,13 The FDM process can build intricate geometries with lightweight materials and significantly reduces processing time.14,15 Unlike many other AM methods that use various lasers, powders, and resins, FDM extrudes semi-solid thermoplastic material through the nozzle. In the FDM process, 3D structures are fabricated based on an extrusion process in which various thermoplastic polymer materials, like polylactic acid (PLA) or acrylonitrile butadiene styrene (ABS) are used to melt and deposit through the nozzle over a build platform, as shown in Figure 1. 16 The intended material is supplied through the feed rollers in the form of filament which is melted and deposited layer by layer on the build platform as per the design of the component. The FDM process minimizes waste by allowing recycling and becomes environmentally sustainable. 17 The FDM method has the specific capability to regulate mechanical characteristics, porosity, and density of the produced component at the local level. 18
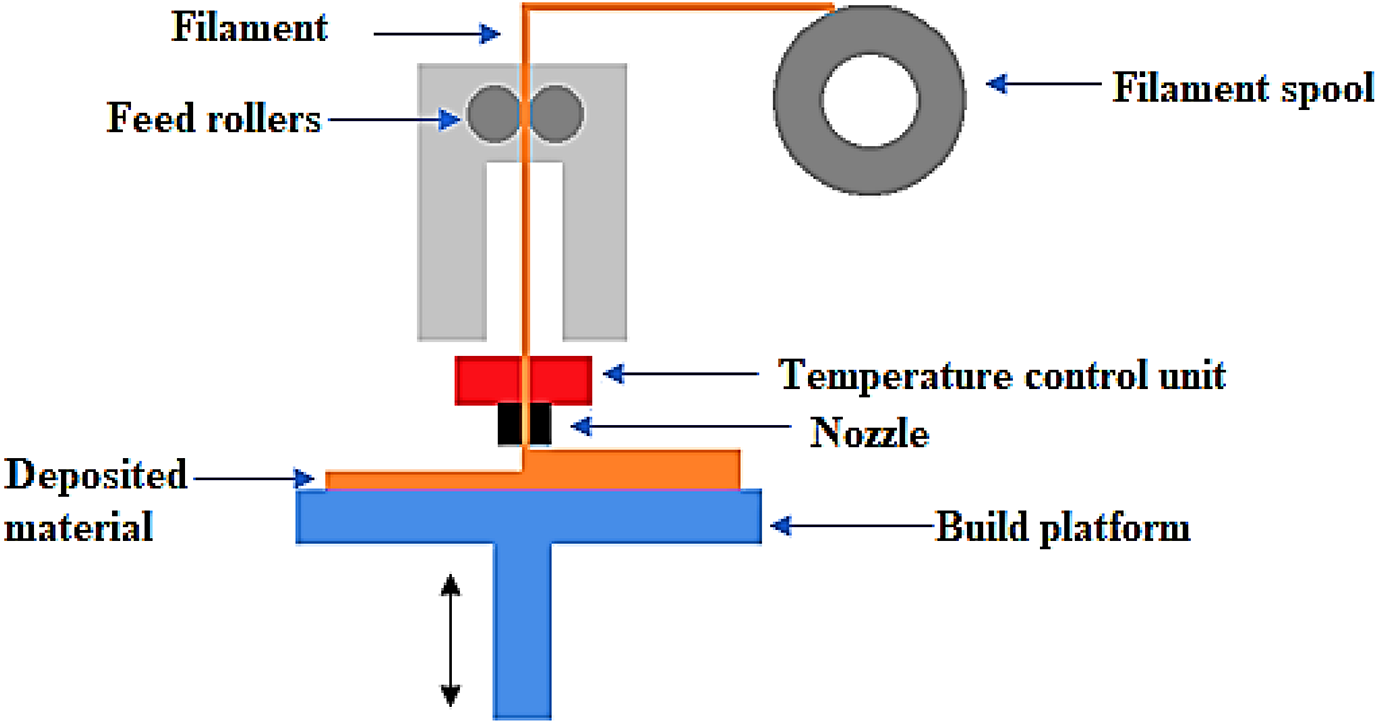
Schematic illustration of part production in FDM.
It can be learnt from the reported literature that the role of process parameters on successfully producing components with sound properties by FDM is significant. Es-Said et al. 19 demonstrated the effect of orientation on mechanical performance and high strength layers were produced as 0° orientation. It is also reported by several authors that the build orientation is crucial in affecting the strength of the FDM produced components.20–26 Furthermore, anisotropic characteristics were found to be affected by poor interlayer bonding and porosity. Similarly, Rodriguez 27 also experimentally investigated and reported the significant role of porosity on decreasing the tensile strength of ABS samples produced by FDM. Layer thickness, air gap, feed rate, raster angle are the other important process parameters which dictate the quality of the component produced by FDM.28–32 Cardenas and Stewart 33 demonstrated that the tensile properties of printed PLA models are sensitive to AM processes and suggested an optimization approach for predicting the modulus of elasticity of PLA models. Li et al. 34 also provided a numerical relationship between the input parameters like layer thickness, infill rate, and deposition velocity and demonstrated that the tensile strength is influenced by the interface bonding strength which is determined by heat transition.
Design of experiments (DOE) can be used to evaluate the effect of processing parameters on the mechanical properties of the parts fabricated with the FDM method. 35 Different methods of optimizing processing parameters for the FDM method have been explored in the literature, such as the Taguchi method, central composite design (CCD), factorial design (FD), etc. but the Taguchi method is identified as the most effective technique to identify the best processing parameters to fabricate parts with superior quality and improved strength. 36 Chari et al. 37 examined the compression strength and hardness of PLA samples by varying the infill rate, resolution, and temperature using the Taguchi method. Heidari-Rarani et al. 35 considered the Taguchi DOE approach to investigate the impact of three main parameters (infill density, layer thickness, and print speed) on the mechanical properties of the PLA samples manufactured by FDM. The study results demonstrated that infill density affected the mechanical properties significantly than layer thickness and printing speed. In contrast to many manufacturing processes, various input processing parameters in the FDM process affect the printed component material properties like quality and dimensional accuracy compared to the properties of component material. 38 Components with similar geometry but manufactured by FDM with various processing parameters exhibit different properties. 39 Besides that, it is often difficult to determine the mechanical properties, e.g. tensile strength, when these parameters are varied. Therefore, this becomes necessary to choose and optimize the FDM manufacturing parameters to attain the required functional properties of the 3D printed components.35,1 The primary processing parameters that can change the material properties of a part while using the FDM method are depicted in Figure 2.
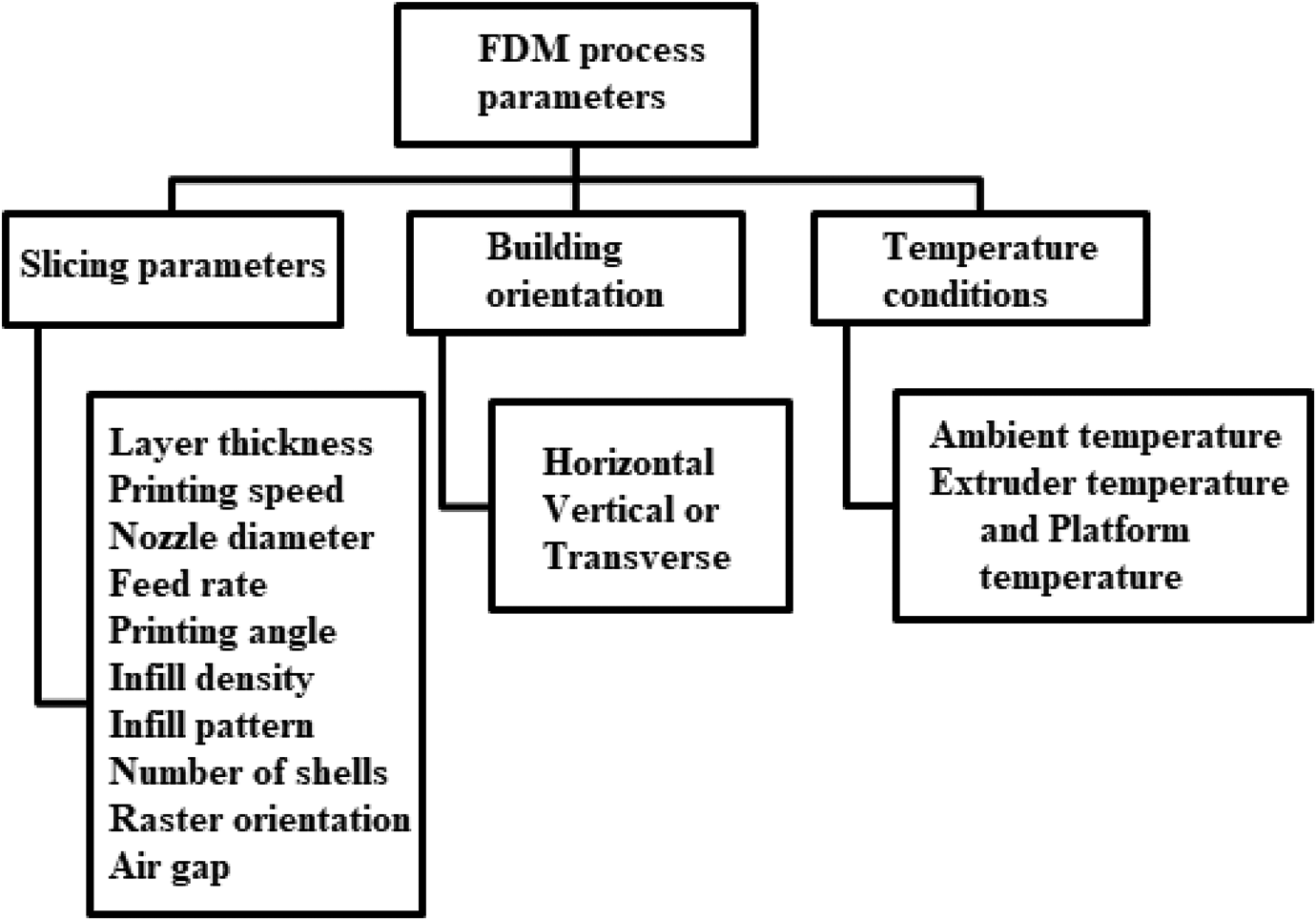
List of FDM processing parameters which influence the material properties.
The FDM printed components can be used as master patterns to produce more subsequent components through casting route. On the other hand, components which can be directly used in the applications can be produced by FDM printing. For example, PLA based biomedical implants used in medical devices, orthopedic implants and tissue engineering applications can be produced by FDM. Several studies demonstrated the effect of layer thickness, print speed, infill pattern, and infill or feed rate, air gap, and build orientation on the mechanical strength of the parts produced by PLA.40,41 However, other mechanical properties such as modulus of elasticity and fracture strain which are significant in engineering design were given less attention. Therefore, the objective of the present study has been framed to adopt Taguchi DOE approach with an aim to minimize the complete factorial testing to study the role of nozzle temperature, printing speed, and infill density on the mechanical behavior of PLA. Experimental results were analyzed using the Signal to Noise ratio to determine optimal processing parameters for mechanical properties, such as elastic modulus, tensile strength, and fracture strain.
Experimental procedure
Material
The polymer material used in this study was polylactic acid (PLA) purchased from the 3D Systems in the form of filament with 1.75 mm diameter. It is one of the commonly used thermoplastics in the FDM process due to its non-harmful, non-toxic, and environment-friendly nature. PLA is biocompatible and can be successfully used to manufacture biomedical implants for orthopedic and tissue engineering applicators. Besides, it requires minimum energy and working temperature to build high-quality prototypes as well as functional components compared with ABS material.
Selection of FDM process parameters
The list of process parameters is shown in Figure 2 for printing the test specimens. The three main process parameters were considered in this study by choosing horizontal building orientation for all samples as given below:
Nozzle temperature: Temperature at which molten material is extruded through the nozzle on the build plate. It depends on several factors like the nature of the material and printing speed. The nozzle temperature affects the interfacial bonding strength between the layers and it leads to change the strength of the printed part
Infill density: The amount of material at which a substantial part volume is filled with polymer material. The infill density determines the weight or strength of parts produced with FDM.
Print speed: The movement of the nozzle along the XY plane in the build platform during the time of material extruding. Print speed affects the build time while layer by layer is deposited and influence the quality of the printed part.
Design of experiments
To understand the influence of the chosen FDM process parameters on the tensile properties of the printed specimens, appropriate optimization strategy must be applied. It is required to prepare more number of samples to test at each possible combination of different processing parameters to obtain optimum set of parameters. Here comes the advantage of design of experiments (DOE) which minimizes the total number of experiments, reduce production time/cost, and optimize process parameters. Among the available strategies, Taguchi DOE is simple and convenient to conduct to achieve robust design solutions. Simultaneously, number of factors can be optimized at a fewer number of experiments and more quantitative outcome can be obtained. With the Taguchi approach the following output can be obtained Measures the optimum processing conditions, Evaluates the impact of each factor, Evaluates the results within optimum conditions.
The Taguchi technique usually incorporates the ANOVA or signal to noise (SN) ratio method to attain the desired outcomes. The ANOVA method compares the correlation between disparate groups to measure the overall effects of each production parameter on the material characteristics. In SN ratio method, the variation in output to the nominal value in various noise levels is calculated. The effects are measured by either increasing or decreasing the production parameters based on the total outcome result. The ANOVA is generally considered whenever the percentage contribution of each process parameter is measured independently on the result. If the objective is to optimize the multi-response condition, in that case, the SN method is often applied, which measures the percentage contribution and the effect of more than one production process parameter on the result. 42 Therefore, to determine the optimal process conditions for infill density, nozzle temperature, and printing speed; SN method has been used in the present analysis.
In this approach, a loss function is used to calculate the deviation between the experimental value and the desired value (based on the average value of mechanical properties obtained from experimental results), which is further transformed into SN ratio to evaluate the relationship between reliability and variability. As a result, Taguchi categorizes required qualitative factors into three forms to achieve optimum conditions.
The nearer to the nominal value, the better
The larger, the better
The smaller, the better
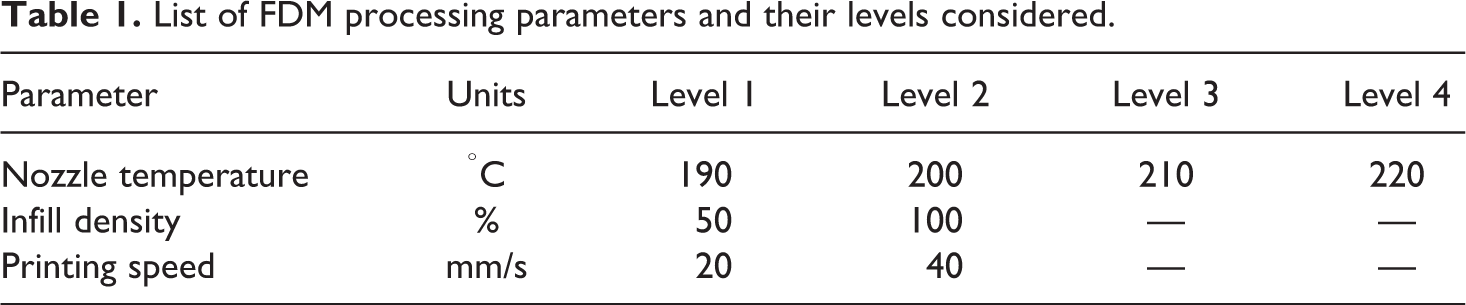
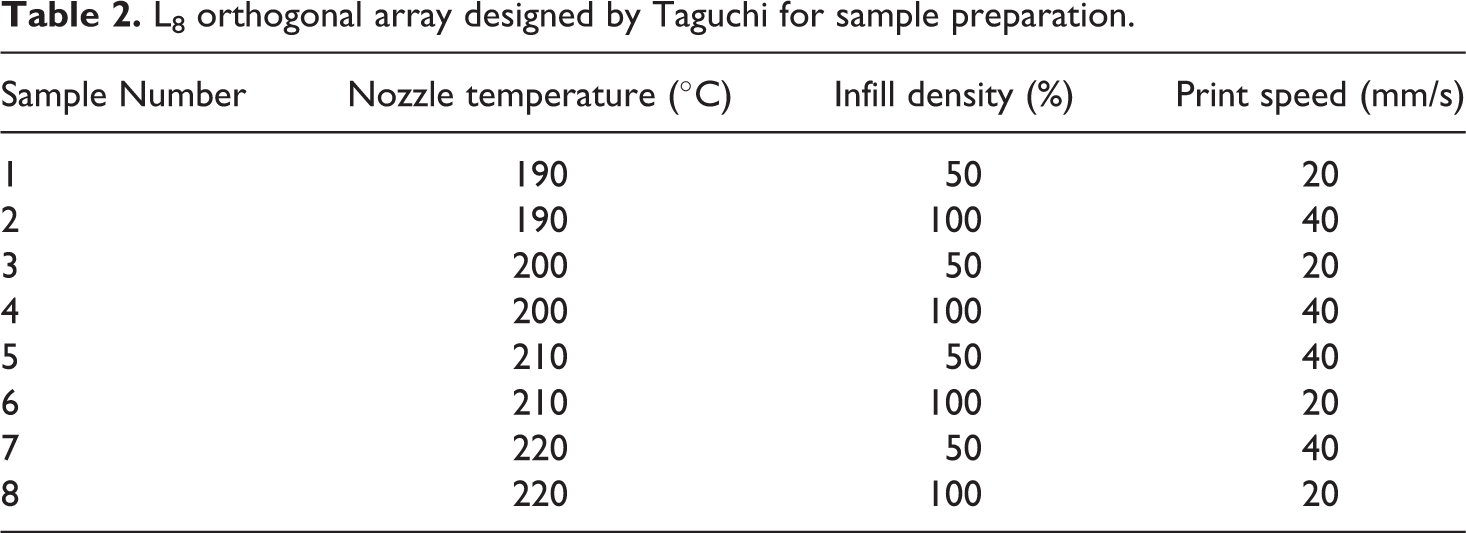
In this study, Minitab software analyzes the data based on the “larger the better” type SN ratio response to increase the tensile properties of the printed specimens through the FDM process. Table 1 shows the various levels of nozzle temperature with four disparate levels, infill densities and printing speeds. Four levels of nozzle temperatures such as 190°C, 200°C, 210°C, 220°C were selected because bonding strength between the layers depended on the filament material’s liquidity. The filament material would not melt appropriately at a higher printing speed, and building layers would not print well. Therefore, two speed levels, 20 mm/s and 40 mm/s, which are frequently used in reality, were selected. The strength of the printed part depends on the infill density; for this reason, two levels of 50% and 100% are selected. Since, the parts produced by lower infill density usually exhibit higher porosity with hollow structure, infill density less than 20% is not considered. Based on the literature, it is suggested to produce the components at higher infill densities.35,43,44 Therefore, 50% and 100% infill densities were selected. The Taguchi approach is primarily used to investigate the effects of considered factors on desired outputs. According to the complete factorial design (four levels of nozzle temperature, two levels of layer thickness, and two levels of print speed), 16 specimens (41 × 21 × 21) must be printed and tested to meet all possible combinations. It cannot be cost-effective in terms of production time or material. The L8 orthogonal array was chosen based on Taguchi analysis, suggesting that eight experimental runs should be performed instead of 16. 35 The Taguchi’s L8 orthogonal array for sample preparation was listed in Table 2.
List of FDM processing parameters and their levels considered.
L8 orthogonal array designed by Taguchi for sample preparation.
Fabrication of the test samples
The samples were prepared by ASTM D638, 45 and the dimensions of the specimen are shown in Figure 3. A commercial FDM machine (Cube Pro, 3D systems, USA) is used to print the test specimens. The nozzle diameter of 0.4 mm is used to print all the specimens. Also, bed temperature is set at 60°C, layer thickness 0.2 mm, raster angle at 45°, infill pattern as linear with no support. At first, a CAD model was designed in solid modeling software and was then exported to slicing software (specifically CURA software). The software generates the sliced database of the model along G-codes. The G-codes were included in the database to guide the nozzle for printing the model. CURA software slices the imported STL file and gives G-codes as output. This G-code is a text document with a list of commands given to the 3D printer to read and follow such as hot-end temperature, move to the left and right until the model production is completed.
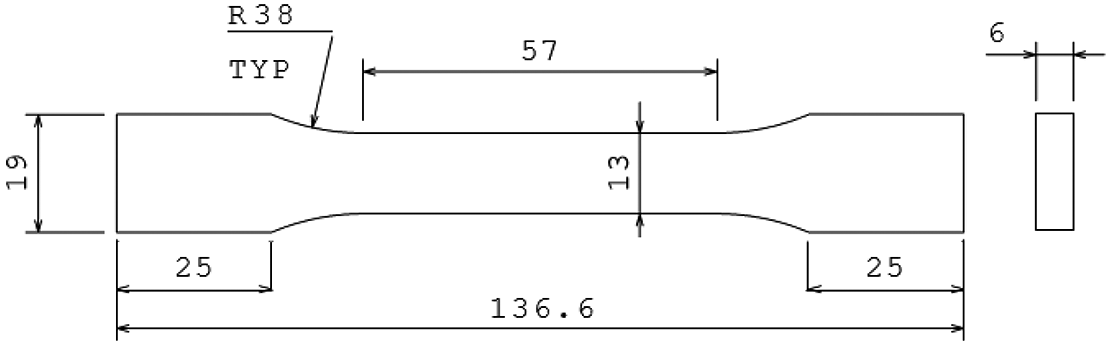
Tensile test sample dimensions (in millimeters) according to ASTM D638.
Tensile properties
The tensile properties of the PLA samples produced by the FDM process were obtained by a tensometer (PC-2000 horizontal model). The samples were tested according to ASTMD 638 under laboratory standard conditions. Each experimental run was conducted at a jaw speed of 1 mm/min, and a 20 N load cell was employed. Figure 4 shows the setup of the standard tensometer.
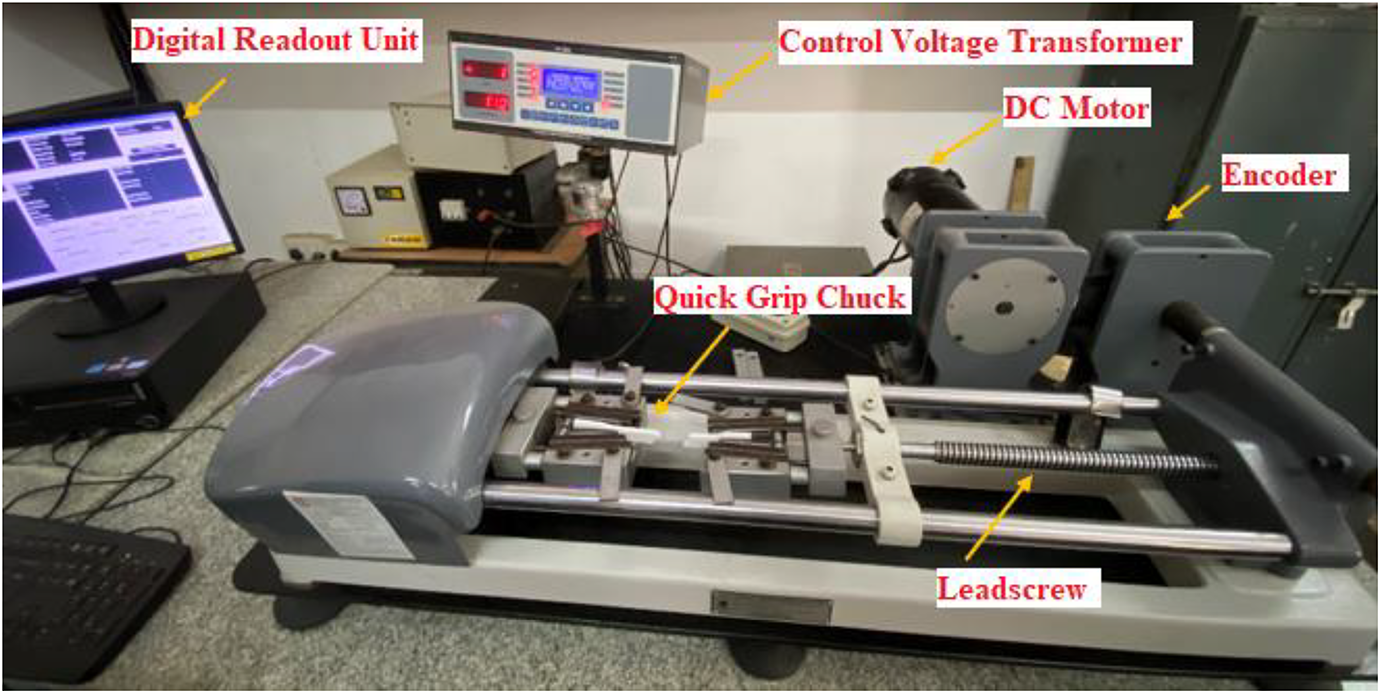
Photograph showing the setup used to conduct tensile tests.
Results and discussion
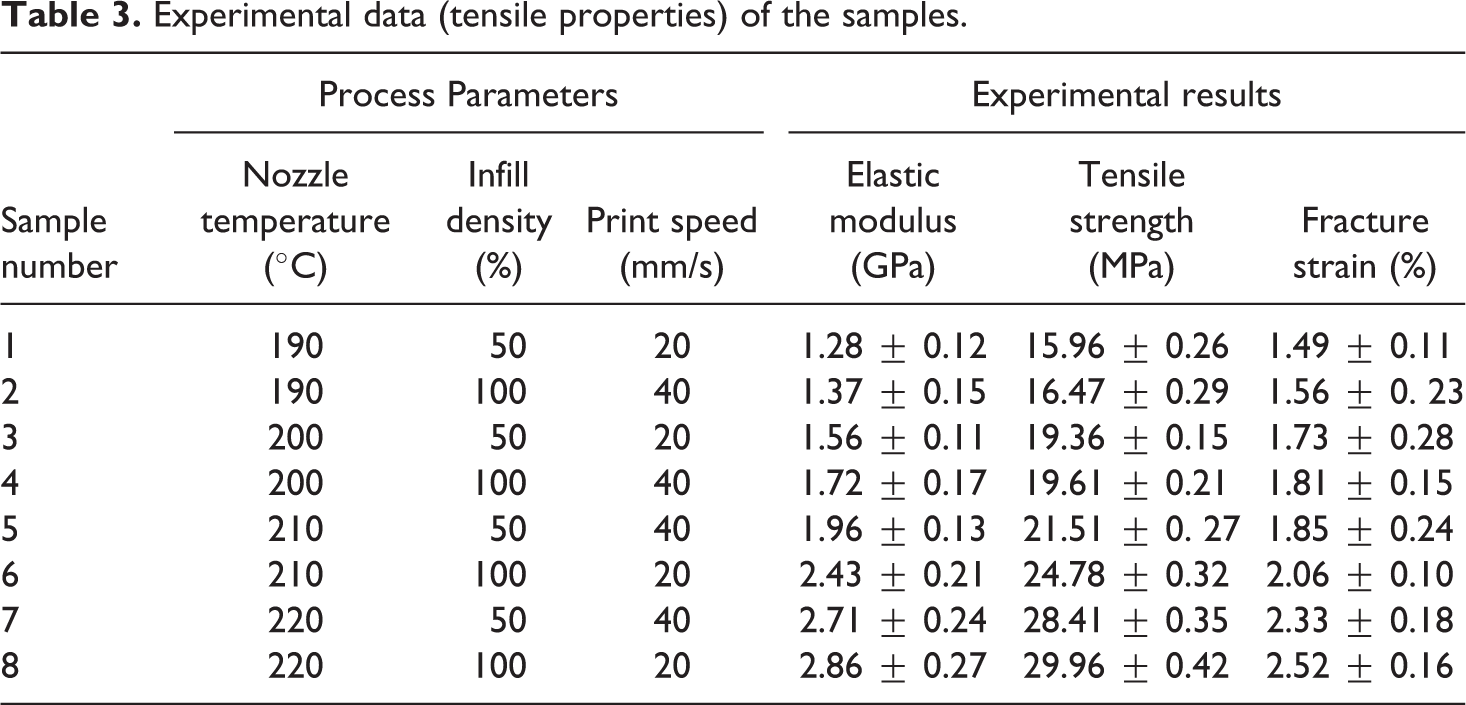
The average values of obtained mechanical properties, including elastic modulus, tensile strength, and fracture strain for all printed specimens based on the design of the Taguchi method, are summarized in Table 3. The main disadvantage of the FDM process is the lower dimensional accuracy in printed samples. 46 Therefore, five samples are printed for each Taguchi experiment to minimize the differences in sample dimensions on the experimental outcomes.
Experimental data (tensile properties) of the samples.
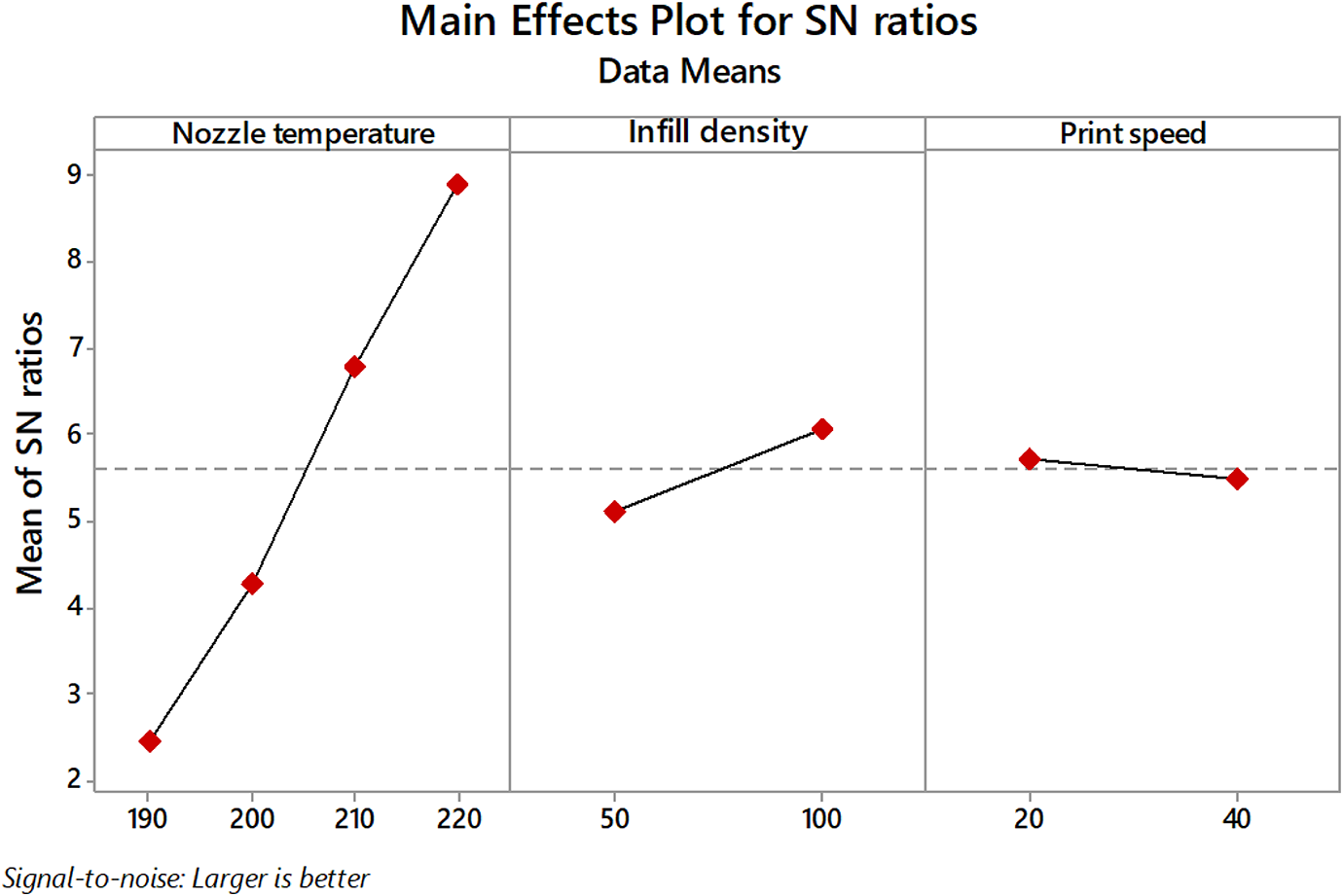
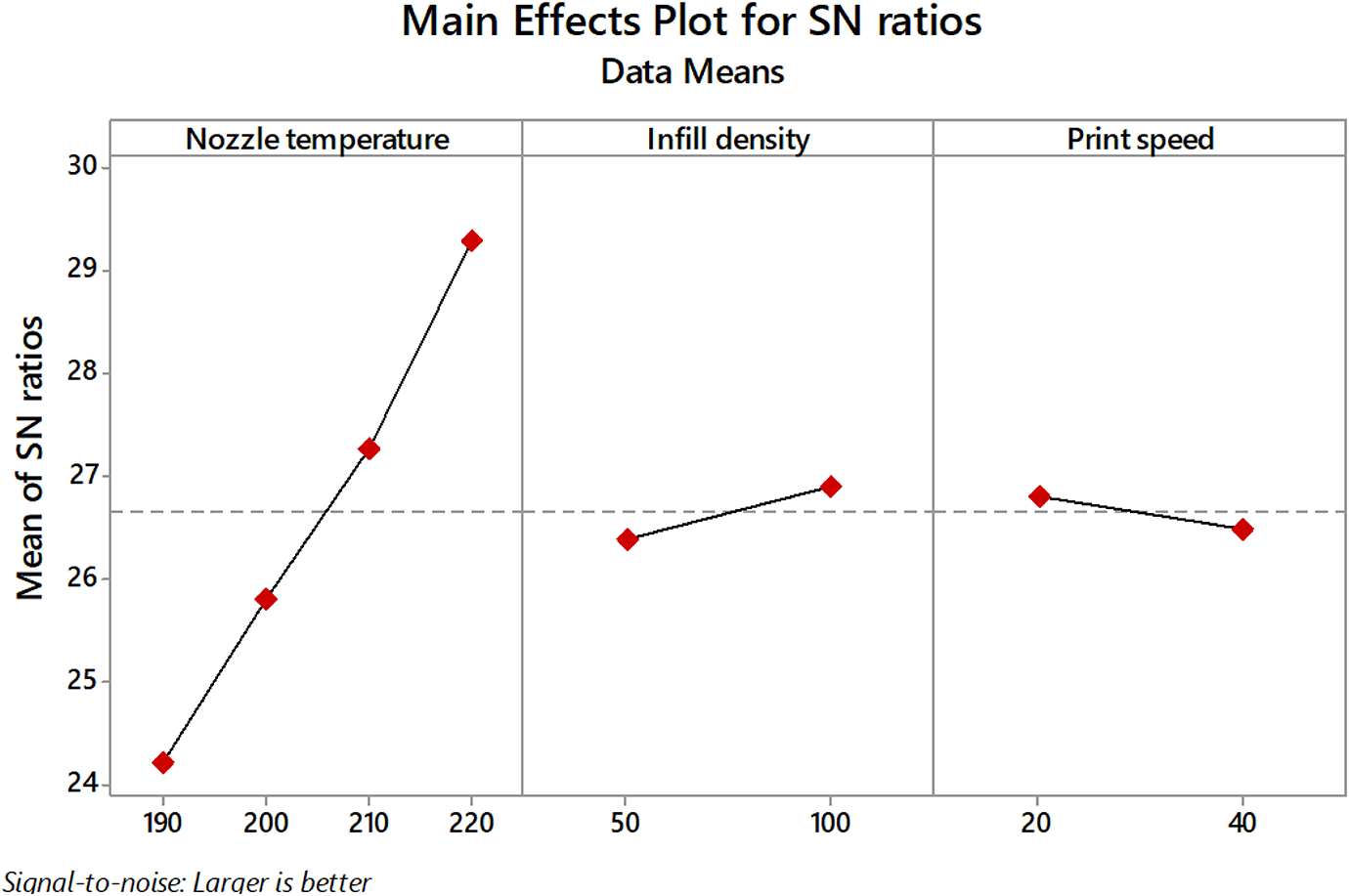
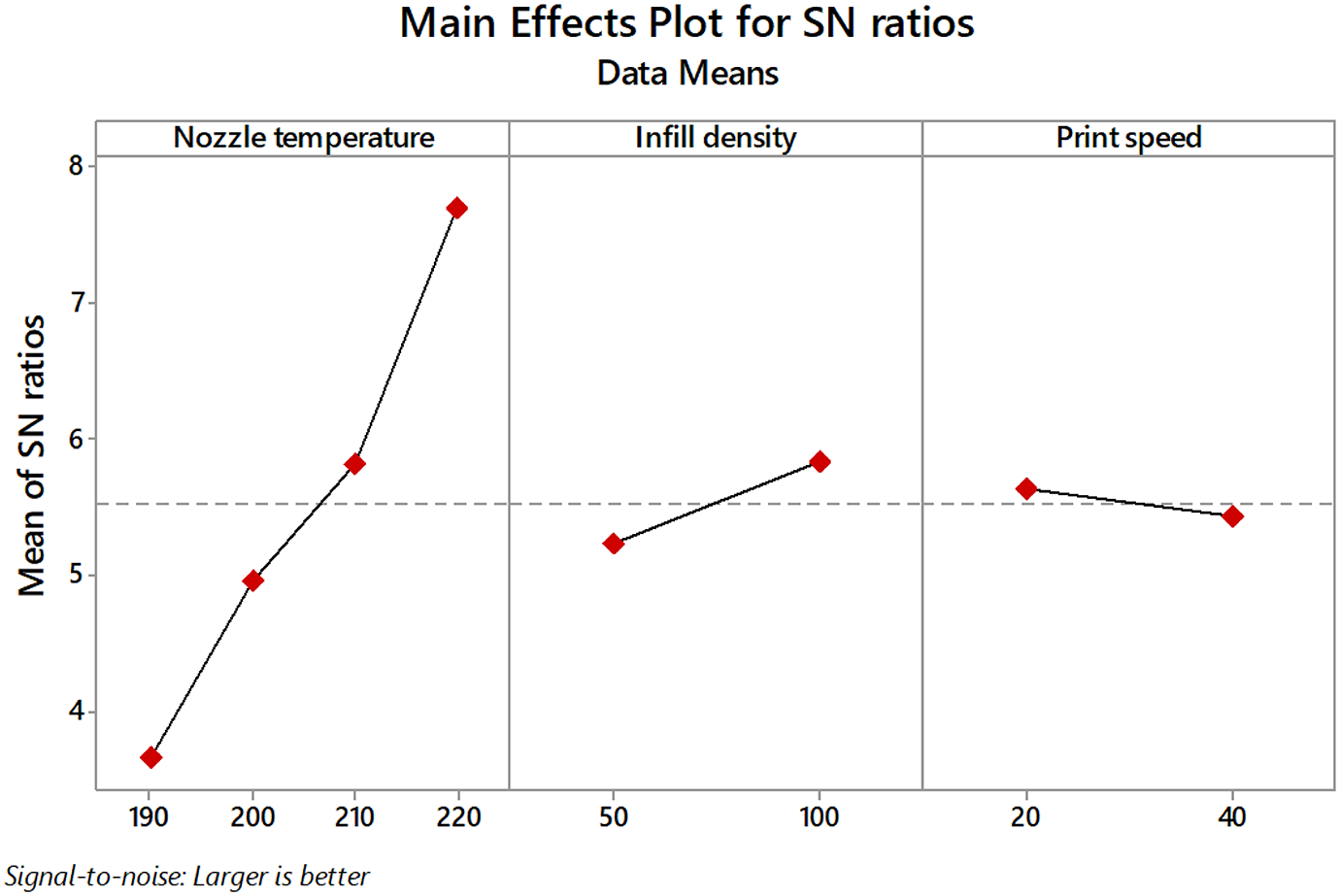
Three samples with the slightest differences in length, width, as well as thickness are chosen to perform the tensile test. The photographs of the fractured samples are shown in Figure 5. In general, SN ratio plots are used in the Taguchi method to investigate the experimental outputs. This work aimed to optimize the FDM production parameters for increasing the tensile properties of the PLA material. Therefore, the SN ratio “larger is better” criteria was used to analyze the experimental outputs. SN ratios of the tensile properties of the PLA specimens printed by the FDM process are shown in Figures 6 to 8. According to the SN ratio plots, the tensile properties of the specimens were increased with increasing nozzle temperature, followed by infill density and observed as marginally similar at both the printing speeds.
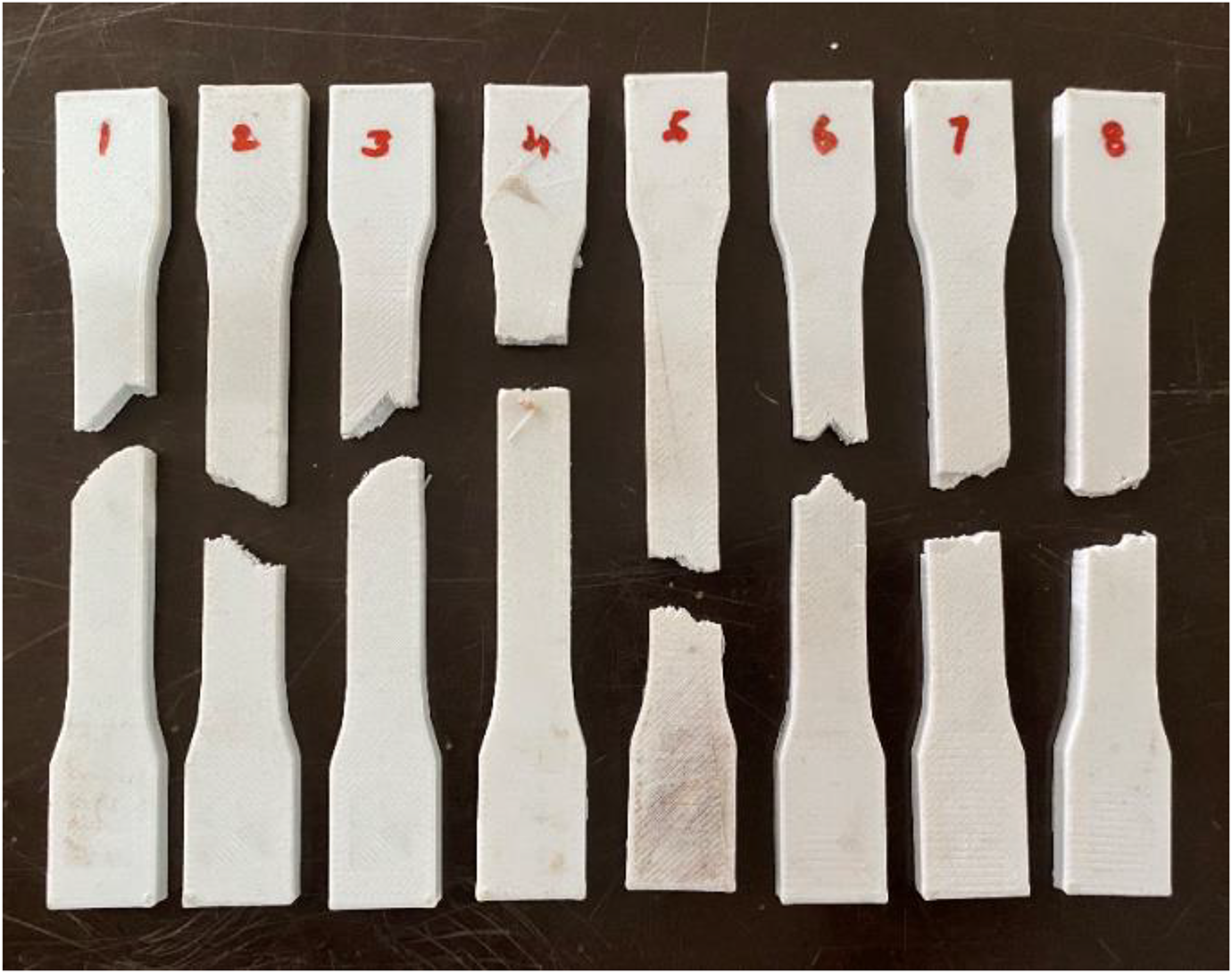
Photograph showing fractured samples after tensile testing.
SN ratios of FDM produced PLA samples for elastic modulus.
SN ratios of FDM produced PLA samples for tensile strength.
SN ratios of FDM produced PLA samples for fracture strain.
Effect of nozzle temperature
The nozzle temperature has the most significant effect on the fluidity of deposited material. If this nozzle temperature is low, the extruded material will not bond adequately to the deposited material due to the poor fluidity, which often results in ineffective printing. 47 Whenever the nozzle temperature is very high, the extruded material becomes liquid or slightly thermally degraded. Therefore, identifying optimum nozzle temperature is crucial to develop components with better mechanical properties. When the nozzle temperature is kept at 190°C, the tensile properties of the printed specimen were lower due to the poor fluidity as well as the lower interface bonding strength of the extruded PLA material. When the nozzle temperature was increased to 220°C, the tensile strength was increased due to higher fluidity and better bonding between the printed layers. The same increased trend has been observed for the SN ratios for elastic modulus and fracture strain with the increased nozzle temperature (Figures 6 to 8). Usually, with the increased strength, decreased fracture strain can be observed. It is interesting to notice that the simultaneous increase of both the strength and fracture strain with the increased nozzle temperature which can be attributed to the increased bond quality at the interface of the deposited layers. These results are consistent with findings reported by other researchers in developing components using FDM process. Davis et al. 48 reported similar effect of the nozzle temperature on improving the tensile properties of ABS material. J Torres et al. 49 also reported the significant role of nozzle temperature on enhancing the tensile properties of FDM printed components. The results confirmed that the increased nozzle temperature enhances the inter-filament welding and that results in good adhesion between the layers and improves the mechanical properties.
Effect of infill density
Infill density specifies the efficient cross-sectional area in the tensile direction and interfacial bonding strength of the materials printed with the FDM process, which further influences the mechanical characteristics of the FDM produced components. With the increased infill rate, the air gap between the layers is reduced, and then the amount of material in the same cross-sectional area is increased. 50 Therefore, mechanical performance of the samples is improved as observed in the current work. As seen in Figures 6 to 8, with increased infill density from 50% to 100%, the elastic modulus, tensile strength, and fracture strain were significantly increased respectively.
Effect of printing speed
Printing speed is another essential process parameter that can influence the printed material’s tensile properties. The tensile strength was observed to be marginally increased with the increased print speed from 20 mm/s to 40 mm/s (Table 3). When the printing speed is lower, the extrusion of molten material is deposited smoothly because of the excellent fluidity. Moreover, the interfacial temperature between the adjacent layers is increased when they touched each other, improving the bonding strength of near layers and increasing the tensile strength of printed specimens.49,51 Whenever the printing speed is increased, the speed of the nozzle also gets increased, resulting in the reduced average contact time between the deposited layers. Therefore, the material deposition process became more complex, and the tensile strength is decreased. However, in the present work as seen from Figure 7, the difference in SN ratios for tensile strength at different print speeds was found to be insignificant. With the increased printing speed, a slight increment was noticed in elastic modulus and the fracture strain. Even though, the experimental data of the samples indicate a marginal increment, the SN ratios for elastic modulus and fracture strain indicate insignificant change with the increased printing speed.
The role of process parameters on mechanical behavior
From the results, it can be understood that the nozzle temperature plays an important role among the three process parameters (nozzle temperature, infill density and printing speed), on dictating the final quality of the PLA structures produced by FDM process. Taguchi analysis is a potential tool to predict the optimum parameters to achieve the best outcome form the available set of input conditions. From the analysis, it is observed that a nozzle temperature of 220°C and infill density of 100% were found to be optimum to achieve higher tensile strength and elastic modulus in the produced samples. Interestingly, printing speed of 20 mm/s and 40 mm/s exhibited similar kind of effect on mechanical response of the samples as the difference between the SN ratios was negligible. However, the lower level of contact between the deposited layers in FDM at higher speeds compared with the lower nozzle speeds suggests adopting lower speeds in view to obtain better contact between the layers. Hence, in order to give sufficient time to develop strong bonding at the interface of the deposited layers, lower speed (20 mm/s) is selected to be optimum since both the speeds have given marginally similar effect.
There are other ways of understanding the effect of process parameters on the mechanical response of the prepared samples. Integration of Taguchi approach with various other techniques such as grey relational analysis (GRA), numerical simulation, principal component analysis (PCA), genetic algorithm (GA) and artificial neural network (ANN) can be seen in the recent optimization studies. These studies can give relative weight fractions to the individual parameters and predict the weight of a specific parameter on the outcome of the system. However, more data is required to train the system in these approaches compared with standard Taguchi approach. With higher data sets obtained by conducting multiple experiments, the aforementioned approaches can be used to predict the optimum combination of the process parameters. In the present work, by using limited number of test samples, through Taguchi approach; optimum parameters were obtained at which PLA components with better mechanical properties can be produced by FDM. Particularly for load bearing biomedical implant applications, PLA structures with improved mechanical properties are preferred. Hence, it can be summarized that the optimized process parameters in developing PLA structures with better mechanical properties by FDM route can be obtained by using Taguchi method which helps to reduce the number of experiments required. Even though, the optimization helps to select the most appropriate combination of process parameters to produce sound components, the geometry loss due to a possible dimensional inaccuracy during the model conversion process to STL and then to G-code is a practical challenge that needs additional studies. The interactions of these multiple parameters and their effects on the properties of the components produced by FDM can be further investigated using other optimization techniques. Taguchi’s L8 array for three processing parameters studies the singular effect of one processing parameter at a time. Hence, studies with L27 Taguchi’s array, to investigate interactions of multiple parameters can be planned for future scope of the work.
Conclusions
The Taguchi method has been adopted with an aim to determine optimal FDM processing parameters to produce PLA samples with better tensile properties. The role of nozzle temperature, infill density, and printing speed were assessed on developing quality components by FDM. The L8 orthogonal array has been used to minimize the number of experimental runs from 16 to 8 based on the selected factors and their levels in the Taguchi method. From the obtained results, it is understood that the nozzle temperature has profound effect on tensile properties. Furthermore, infill density also has shown significant influence on improving the tensile properties. On the other hand, change in printing speed has shown insignificant role as reflected from the marginally altered SN ratios with considerable increase in printing speed from 20 mm/s to 40 mm/s. Since, both the printing speeds gave similar level of effect, considering the advantage of having sufficient time to establish strong bonding between the printed layers at lower speeds, 20 mm/s printing speed was selected. Hence, from the results; 220°C nozzle temperature, 100% infill density, and 20 mm/s printing speed were obtained as the optimum process parameters to produce PLA components with better mechanical properties for biomedical implants applications.