
Abstract
Honeycomb structures find numerous applications in automotive, aerospace, sports, and other similar engineering fields. Such incorporation is made possible by the excellent crushing resistance and specific energy absorption capabilities. However, manufacturing such structures through conventional processes is highly laborious and expensive. Such a drawback can be largely mitigated by the adoption of additive manufacturing (AM) processes. Consequently, in this study, hexagonal honeycomb structures are subjected to experimental tests to determine their compressive strength under different loading rates. In addition to this, attempts have also been made to evaluate the effect of different materials and the unit cell dimensions on the compressive properties. The test specimens of different wall thicknesses are manufactured by fused deposition modelling (FDM) using PLA and ABS as the base materials. The samples are then subjected to compressive tests using a standard UTM to quantify the effect of the cell geometrical parameters and the loading rate on the overall compressive nature of the structures. The results show that the compression properties are primarily affected by the loading rate, material properties and the cell-wall thickness of the structures. The initial compressive yield stress and plateau stress generally increase up to a given value of loading rate, after which the strength decline. The cell-wall thickness of the structure influences the threshold loading rate. Therefore, this study provides a preliminary understanding of the compressive properties of AM hexagonal honeycomb structures to analyse the prospects for application in real-world engineering applications. It is proposed that such structures find profound applications in structural components of aerospace equipment, automotive parts, sports gear, and other similar areas of interest where high strength and energy absorption are of predominant importance.
Keywords
Introduction
Polymers and polymer composites have played a key role in realising structures with advanced multifunctional capabilities and other significant properties. This advantage is further complimented using additive manufacturing (AM) techniques for fabrication.1,2 AM’s significant benefits include easier structural fabrication, time efficiency, minimal capital investments, versatile production, lower wastage of materials, and many others render this process an inevitable one.3,4 However, AM processes are limited by the availability of suitable materials. 5 Acrylonitrile Butadiene Styrene (ABS) and Poly-lactic acid (PLA) are two of the most common materials used in AM, particularly fused deposition modelling (FDM), recently denoted by fused filament fabrication (FFF). 6 ABS and PLA have been widely used in 3D prototyping application due to their easy formability into plastic filaments. However, the two materials vary in their source and properties. ABS is a chemically derived polymer consisting of three monomer units namely acrylonitrile, butadiene, and styrene. 7 Generally, acrylonitrile and styrene form the continuous phase while butadiene forms the finely dispersed phase. The former contributes to the thermal and chemical stability while the latter is responsible for the mechanical performance of the composites.8,9 PLA is a naturally derived polymer, usually made from corn-starch and sugarcane and are environmentally degradable. 10 Parts made with PLA are seen to possess higher strength parameters as compared to ABS. PLA exhibits the highest mechanical properties when printed at an angle of 45° as compared to the 0° direction of ABS. The properties of these materials can be further increased by the addition of fibres and nanoparticles to achieve improved mechanical, thermal and chemical stability.11–18 Recent studies have also shown that hybrid metal-polymer AM parts and dual polymer extrusion can further enhance the workability and properties of AM parts.19,20 In addition to the inclusion of different phases, the properties of AM parts can be further improved by optimising the printing parameters adopted during the fabrication of the parts. 21 However, due to the layerwise manufacturing process and the reduced bonding between the layers, AM parts are seen to possess lower strength parameters than their moulded counterparts. 22 As a result of the exceptional advantages of AM and the use of polymers in AM, several studies have been carried out in recent times to assess the performance of AM-based polymer structural components. Cellular structures of these kinds have been used extensively for energy absorption in key application areas such as aerospace and automotive engineering. Cellular structures are primarily classified into two-dimensional structures such as honeycombs and three-dimensional structures such as foams and lattice structures.23–25 Such structures may be used as support, constructional, and auxetic elements for the applications mentioned above.26–28
In this regard, hierarchical cellular materials have received much attention in recent years due to their high-energy absorption capabilities.29,30 The advantages are further exemplified by using polymers and polymer composites for ultra-lightweight and low-density characteristics. 31 The compressive properties of additively manufactured lattice structures are highly dependent on the geometrical parameters of the structure, as seen in the literature. 32 The geometrical parameters of triply periodic minimal surface (TPMS) gyroid structures affected their mechanical properties, structural behaviour and energy absorption characteristics. Primarily, the properties depended on the number of cells, surface thickness, bulk sizes and isovalue. The arrangement of the structural members also influences the compressive properties of AM-lattice structures. In a study by Fadeel et al., 33 it is seen that a more significant number of vertical struts can aid in better mass distribution in lattice-truss structure. An adequately proportioned and distributed number of vertical, horizontal, and inclined struts are essential for optimum compression properties. Similar studies on different lattice structures were conducted by Habib et al. 34 Various structures such as octagonal, circular, strengthened octagonal, Kelvin, rhombicuboctahedron, and cubic lattices were subjected to quasi-static compressive loads. It is seen that the octagonal lattices provide for the most optimum energy absorption characteristics among all the lattice configurations.
Similarly, among square, circular and hexagonal honeycomb structures, the hexagonal structures are advantageous in applications where high strength, high-energy absorption, and low weight is needed. 35 Quasi-static compression responses of large body-centred-cubic (BCC) lattices showed that the compressive strength depended on the strut length, strut diameter and the overall aspect ratio of the structure. 36 Low-velocity impact studies on these structures showed that the penetration of the indenter depended on the number of vertical components in the structure.37,38 The penetration is lesser when the number of vertical members is higher as a result of increased stiffness. Similarly, for periodic honeycomb structures, the hexagonal honeycomb structure provided the best energy absorption behaviour at almost 80% ideality when printed along the X1direction. 39 However, for additively manufactured foams, the compressive properties of the structure did not show much variation concerning the geometrical parameters such as cell-wall thickness and cell size. 40
Functionally graded (FG) sheet lattice structures with minimal surfaces made from Ti6Al4V were tested for their mechanical properties by Zhao et al. 41 It is seen that the loading bearing capacity of these structures increased as the compression process proceeded. This is evident from the cumulative energy absorption of the structures, which increases as a power of the strain function. The lattice structures underwent a layer-by-layer failure which was accompanied by sub-layer collapses as well. Similarly, for octet-truss lattice structures, the compressive properties increase with the relative density of the structure.42,43 The results show evidence of loading rate strengthening effect because of dynamic impact loading for ‘durable’ resins made up of a liquid mixture of acrylated monomers and oligomers, methacrylated monomers and oligomers, and photo initiators.
On the contrary, a loading rate weakening effect is seen for ‘standard grey’ resins made up of methacrylated oligomer and monomer and diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide because of brittle fracture. In addition to the geometric parameters, the overall compressive properties of lattice structures are influenced by the 3D printing process parameters.44,45 It is seen that stress-strain curves followed an enormous linear response when the samples were printed longitudinally and were shorter when printed laterally. The ultimate strength of the structures varied with the infill ratio adopted while printing the composites. Additionally, honeycomb structures presented better compressive properties of simple rectangular structures when printed along the longitudinal direction. However, along the lateral direction, a significant difference was not observed. 46 Nomex honeycomb structures were seen to fail with a significant fracture in the phenolic resin layer and elastic buckling of honeycomb walls under quasi-static loads. 47 However, under the application of dynamic compressive loads, the structures failed due to the stubbing of the cell walls towards the end of the specimens.
Furthermore, honeycomb structures made from semi-crystalline PLA and reinforced with continuous carbon fibres fabricated using fused deposition modelling (FDM) exhibited good shape memory properties. 48 When thermal loads were applied, the composite structures could retain about 95% of the shape even at 50% compressive strains. In addition to this, the study also affirmed that the honeycomb parameters could improve the compression behaviour and energy absorption capacity of the composites. Furthermore, the evaluation of the energy absorption characteristics of cellular structures printed using stereolithography (SLA) revealed that such structures can absorb continuous impacts without failing due to the shape memory effect. 49 The energy absorbed by these structures were comparable to those of conventional energy-absorbing materials. Similarly, the compressive properties of additively manufactured Kagome structures were evaluated by Gautam et al. 50 The structures exhibited a linear elastic behaviour until the peak load was reached. A gradual collapse followed this in the structural members. The increase in the number of layers was seen to be ineffective in increasing the initial failure load of the structure. However, they improved the overall stiffness of the structure. Additionally, the use of graded density structures is recommended for better energy absorption characteristics.
Yuan et al. 51 showed that laser sintered 3D auxetic structures made from thermoplastic polyurethane (TPU) were able to sustain a wide range of compressive strains while exhibiting good negative Poisson’s ratio (NPR) values. The structures were also able to undergo considerable deformation compression cycles. Further, Quan et al. 52 showed that the in-plane compressive properties of AM auxetic structures could be controlled by altering their respective unit cell parameters. Ingrole et al. 53 compared the in-plane compressive properties of re-entrant auxetic structures, honeycomb structures and auxetic/honeycomb hybrid structures. The hybrid structures were seen to possess about 65% higher compressive strength than re-entrant structures and nearly 300% more than honeycomb structures. These structures present a varied failure mechanism where the vertical struts collapsed before the honeycomb structure. The honeycomb structures were more susceptible to plastic deformation with a lower yield point when compared to the re-entrant models. 54
Additionally, the properties also varied with the direction of loading and the inherent material properties. However, the compressive properties of cellular structures are dependent on the applied strain rate of testing as denoted in the works of Lam et al. 55 It is seen that the first peak load of the polymer structures decreases with the increase in the strain rate of testing. However, metal structures showed an invariable response with fragile sensitivity to the peak load.
Therefore, it is crucial to analyse the loading rate-dependent compressive properties of additively manufactured honeycomb structures as seen from the literature. While most of the works discussed previously focus on the dynamic compressive properties, static tests are conducted to determine the responses of ABS and PLA-based hexagonal honeycomb structures. In addition to the loading rate, the influence of the cell dimensions and the inherent material properties are also quantified. The study adopts an entirely experimental approach to determine to study and quantify the compressive properties of the honeycomb structures. The authors believe that this study can aid in selecting materials and structural dimensions for general engineering applications. The details pertaining to the materials, manufacturing and testing are presented in the upcoming section.
Materials and methods
Materials
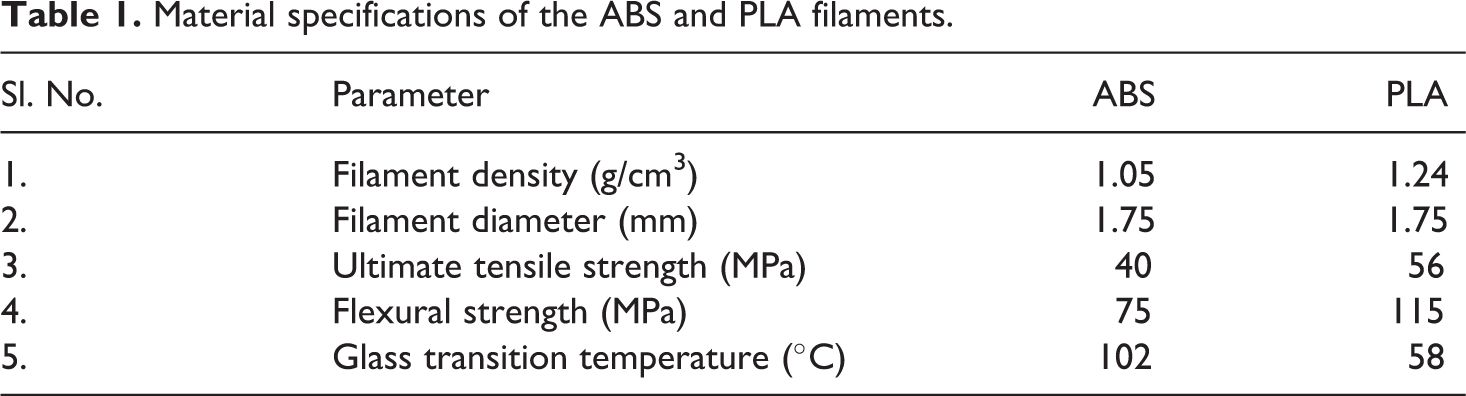
The specimens required for the compression tests are made from ABS and PLA. The filaments of ABS and PLA had a cross-sectional diameter of 1.75 mm and were sourced from think3D, India. The PLA filaments had an off-white colour, while the ABS filaments had a clear white consistency. The corresponding material properties of ABS and PLA filaments are described in Table 1
Material specifications of the ABS and PLA filaments.
3D modelling of the specimens
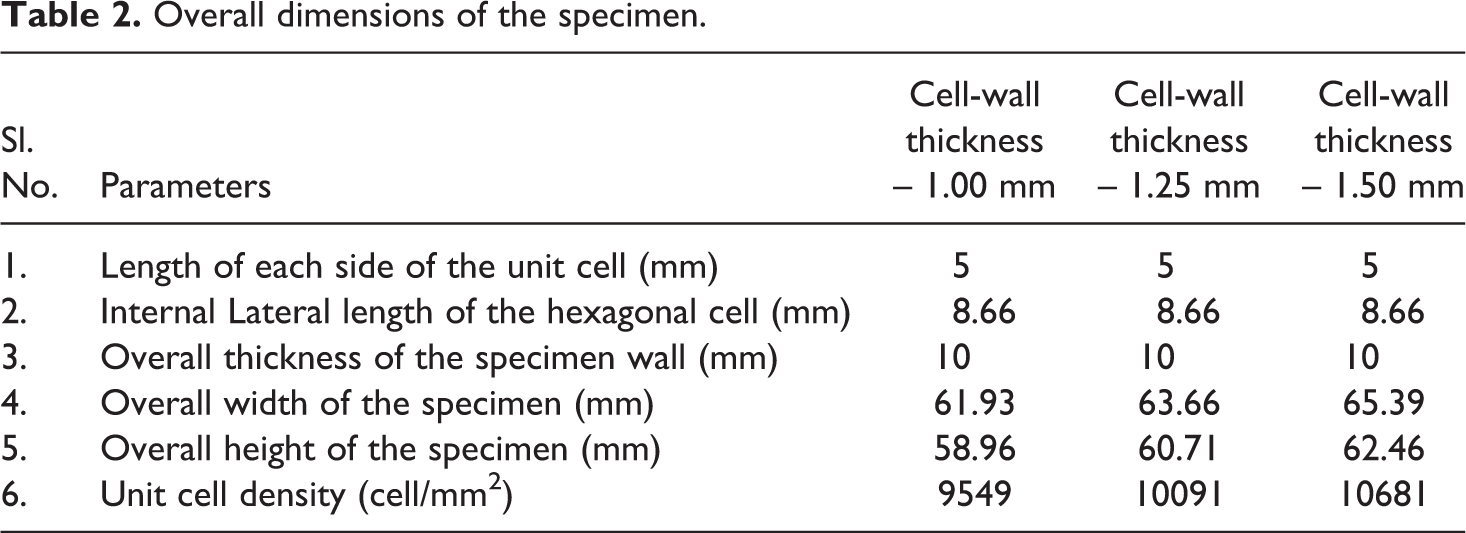
The hexagonal honeycomb test specimens were modelled using the Solidworks® 2020. The hexagonal unit cells had a side length (l) of 5 mm, and the cell-wall thickness (t) varied between 1 mm, 1.25 mm, and 1.50 mm for both ABS and PLA specimens. The overall thickness of the specimens is maintained at 10 mm. However, the lateral dimensions of the specimens vary as a result of the varying cell-wall thickness values. The 2D draft of the specimen model and the corresponding dimensions of the specimens are represented in Figure 1 and Table 2, respectively. The cell densities of the specimens are 9549 cells/m2, 10091 cells/m2, and 10681 cells/m2 for specimens with cell-wall thicknesses of 1 mm, 1.25 mm, and 1.50 mm, respectively.
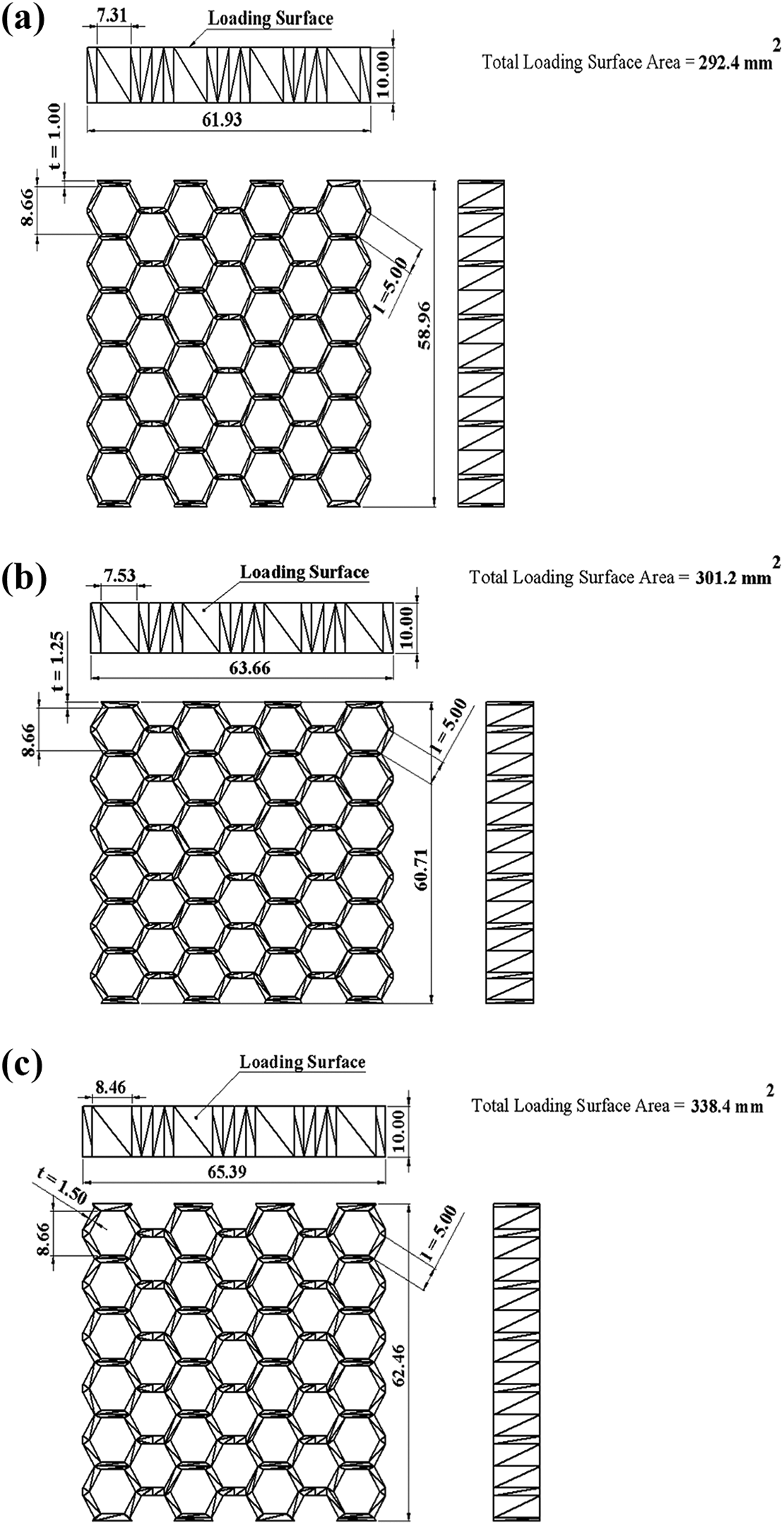
Dimensions of the specimens with cell-wall thickness of (a) 1 mm, (b) 1.25 mm, and (c) 1.50 mm. All dimensions in the figure are in mm.
Overall dimensions of the specimen.
Fabrication of the specimens
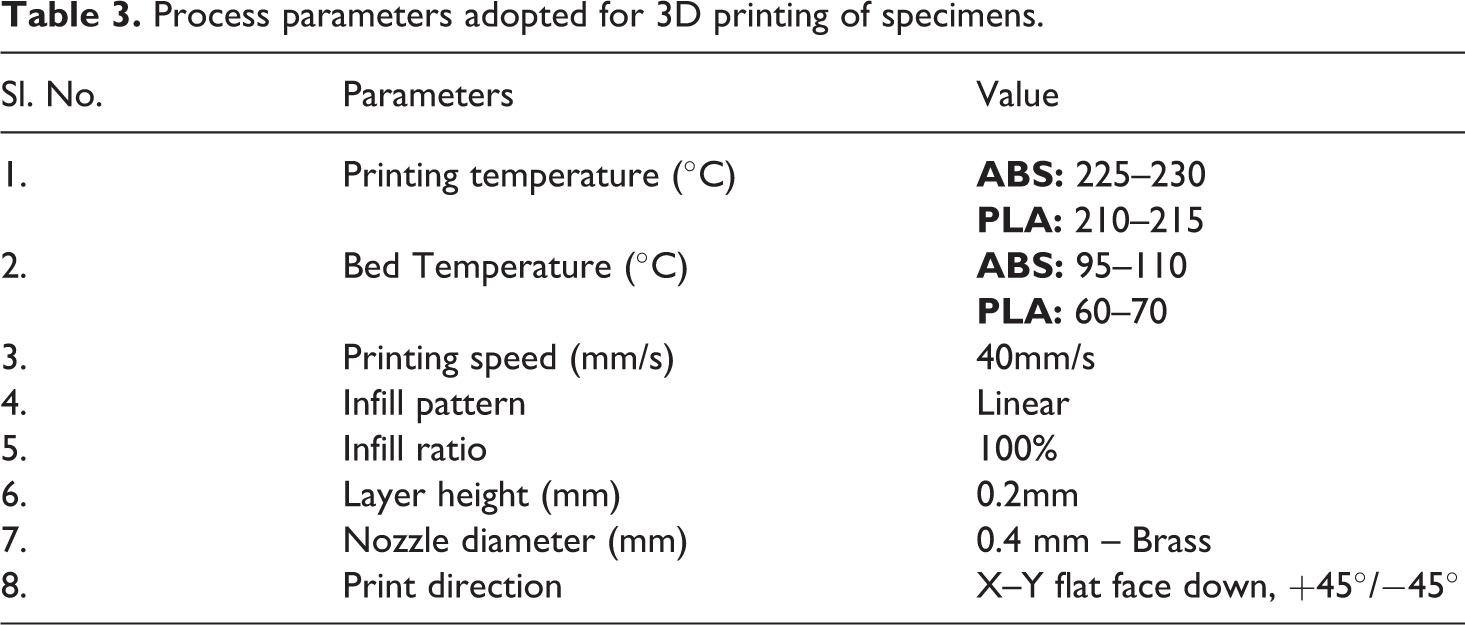
The stereolithographic (STL) files of the specimens were interfaced with an FDM-based 3D printer. The 3D printer used for this purpose was the Anycubic i3 Mega from Anycubic 3D Printing, as shown in Figure 2. The printing was carried out along the thickness of the specimens with the hexagonal faces flat on the print bed. The parts were filled with a linear infill pattern at a 100% ratio. The other crucial 3D printing parameters adopted to print these specimens are furnished in Table 3. The printed parts were not subjected to any post-processing treatment to obtain the most accurate results in terms of the efficacy of the printing process. Figures 3 and 4 depict the printed specimens for different wall thicknesses and materials. Three specimens were tested at a given loading rate to facilitate accurate compressive testing at different loading rates. Therefore, 108 specimens were fabricated for six different loading rates, three different thicknesses and two different materials. The mean values of the compressive stress of three specimens were reported.
Anycubic i3 mega 3D printer.
Process parameters adopted for 3D printing of specimens.
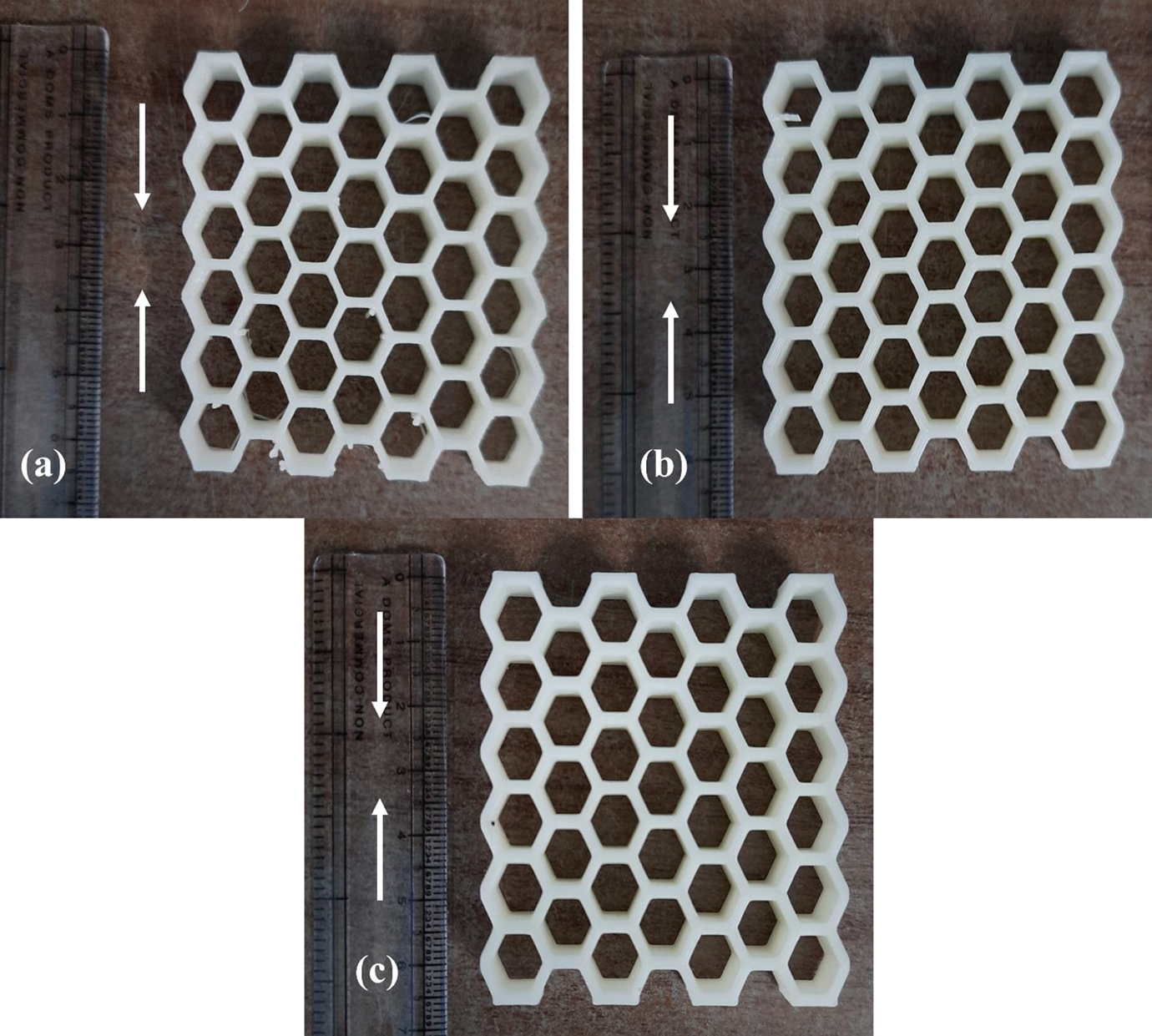
3D printed specimens of (a) ABS with cell-wall thickness of 1 mm, (b) ABS with cell-wall thickness of 1.25 mm, (c) ABS with cell-wall thickness of 1.50 mm. The arrow marks indicate the direction of loading.
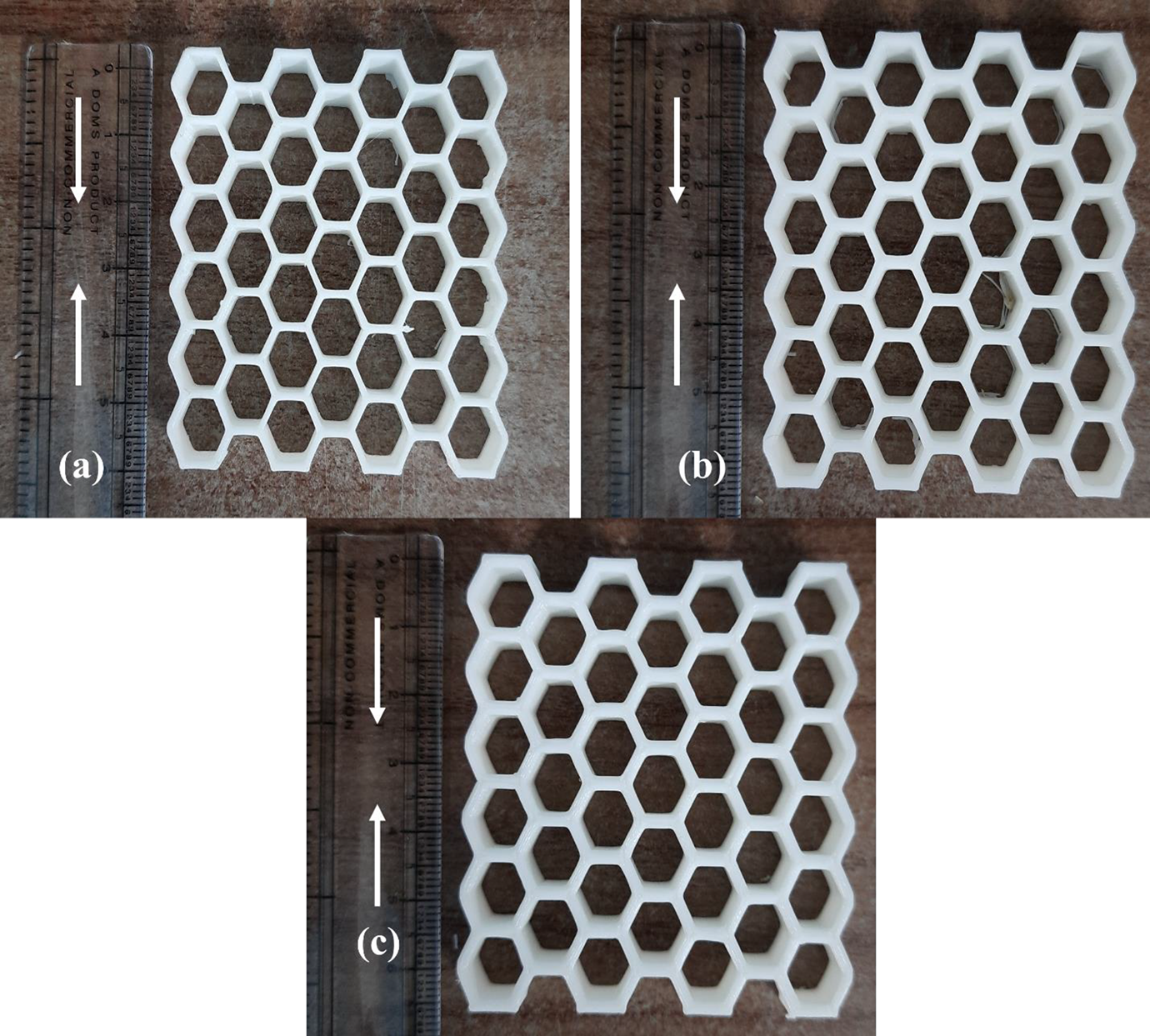
3D printed specimens of (a) PLA with cell-wall thickness of 1 mm, (b) PLA with cell-wall thickness of 1.25 mm, and (c) PLA with cell-wall thickness of 1.50 mm. The arrow marks indicate the direction of loading.
Experimental characterisation of the specimens
The printed specimens were subjected to compression tests on the T-72502/513/18–19 universal testing machine (UTM) supplied by Dak System Inc., with a maximum capacity of 50 kN. The applied loads were quantified using a calibrated load cell of 10 kN capacity. The machine is capable of applying loads with a precision of 0.01 kN. The loading rate and load application were computer-controlled to ensure precision and repeatability. The deflections were measured using an optical extensometer. The load cell and the extensometer were interfaced with a computer system through the software supplied by the manufacturer. ABS and PLA specimens were subjected to loading rates of 10, 50, 100, 500, 650 and 800 mm/min for each variation in the cell-wall thickness. The data generated by the software was later analysed to produce the stress-strain plots of the respective materials.
Results and discussions
Compression tests on the hexagonal honeycomb structures reveal three significant regions as depicted in the stress-strain graphs of the specimens. The three regions of the stress-strain graph are associated with three different failure modes at each stage of compaction. Initially, the material is subjected to elastic bending, represented by the almost linear portion up to the maximum crush force. This is followed by elastic buckling and subsequent densification of the cells during the final stages of loading. The results of the experiments reveal that the compressive properties of the structures are dependent on three factors, viz., the constituent polymer material, the geometrical parameters of the unit cells and the applied loading rate. Consequently, the upcoming sections discuss the effect of each of these parameters on the obtained results.
Effect of applied loading rate
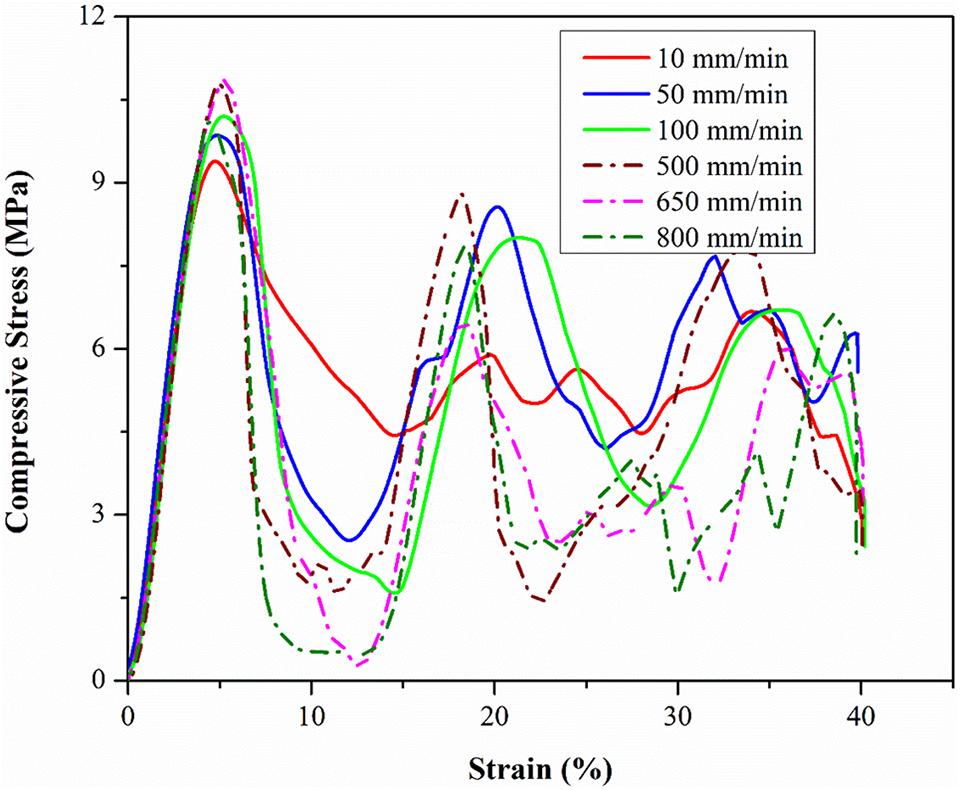
The variation in the compressive properties of the honeycomb samples concerning the applied loading rate is represented from Figures 5 to 10 for ABS and PLA materials. It is noticed that a higher value of loading rate increases the initial compressive yield stress and the plateau stress up to a threshold value for a given cell-wall thickness and material. This indicates that the structures undergo a stress-hardening effect. However, as the loading rate is further increased, the yield stress is seen to reduce due to the stress-softening effect. Meanwhile, the stress-softening effect is also dependent on the cell-wall thickness of the structures. This effect is attributed to the increase in the number of collapsed cells and, to an extent, due to the sealed-gas effect. At higher loading rates, due to the shorter loading time, the cell walls of the structures are least likely to undergo complete collapse. This results in higher gas pressure within the honeycomb cells as the boundaries are effectively sealed. These gas pockets are believed to have lodged within the material during the manufacture of filaments and the subsequent printing of the specimens. This is primarily seen as an inconsistency with the fabrication techniques often corresponding to higher temperatures, faster printing and uncontrolled environments. However, after a given loading rate, the cell walls undergo partial damage due to the excessive dynamic compression stress that results in partial sealing of the cell walls. Additionally, the deformation pattern changes from a homogenous mode to a transition mode as the loading rate are improved. For loading rates of 650 mm/s and 800 mm/s, the materials are primarily due to shock loads observed at the top end.
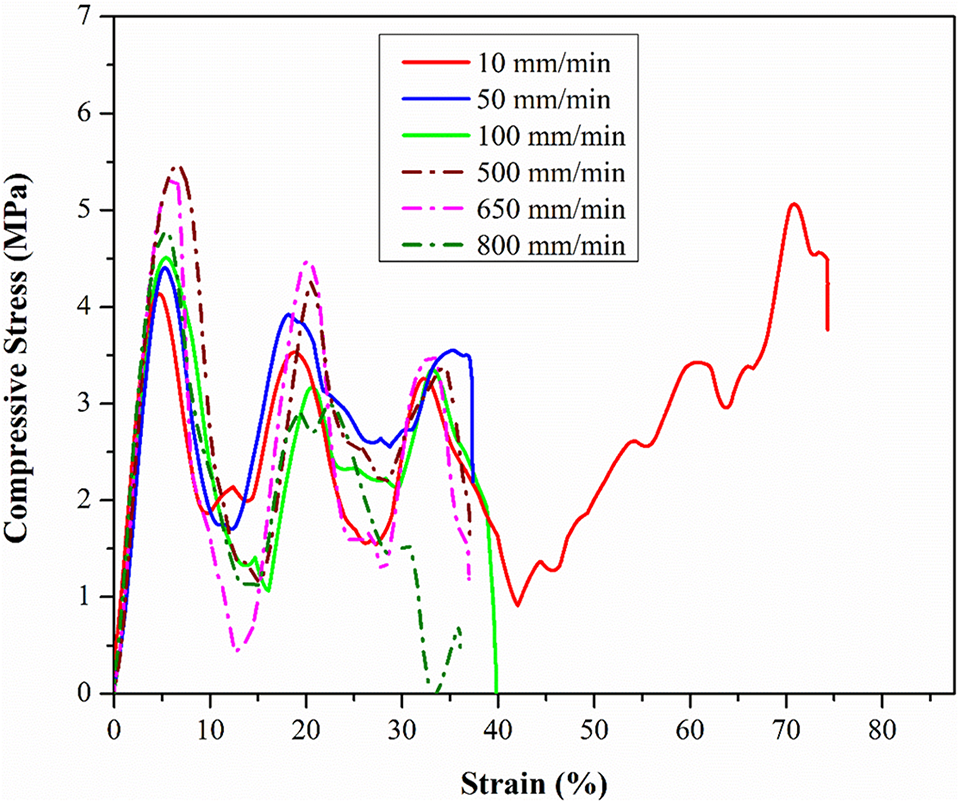
Variation of the compressive stress of ABS structures with a cell-wall thickness of 1 mm for different values of applied loading rate.
Variation of the compressive stress of ABS structures with a cell-wall thickness of 1.25 mm for different values of applied loading rate.
Variation of the compressive stress of ABS structures with a cell-wall thickness of 1.50 mm for different values of applied loading rate.
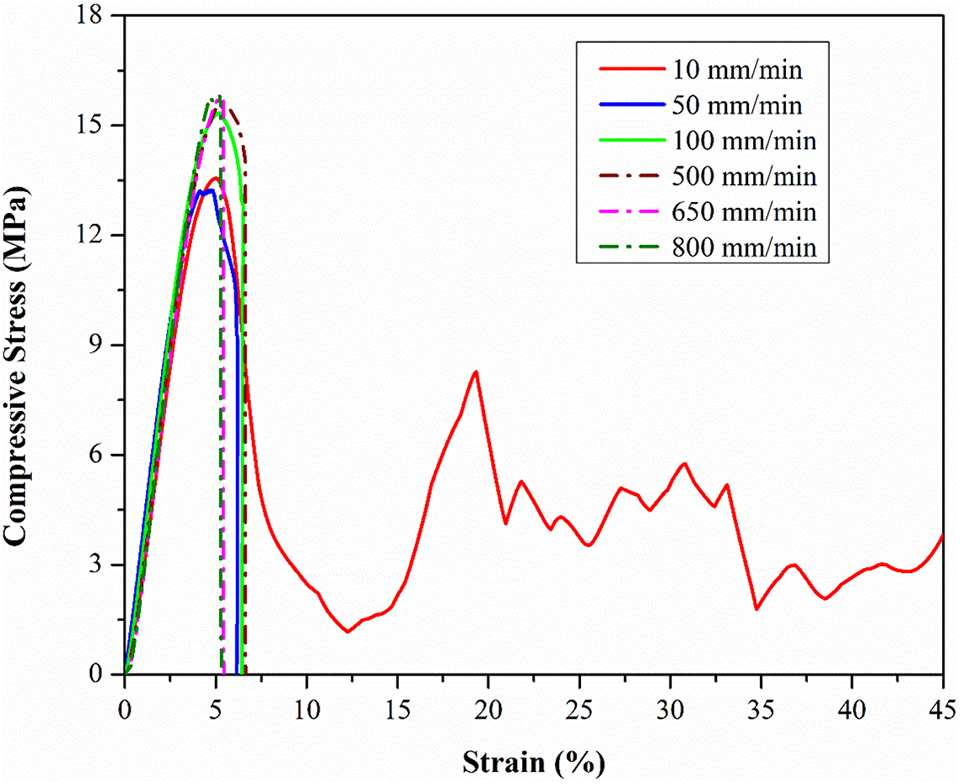
Variation of the compressive stress of PLA structures with a cell-wall thickness of 1 mm for different values of applied loading rate.
Variation of the compressive stress of PLA structures with a cell-wall thickness of 1.25 mm for different values of applied loading rate.
Variation of the compressive stress of PLA structures with a cell-wall thickness of 1.50 mm for different values of applied loading rate.
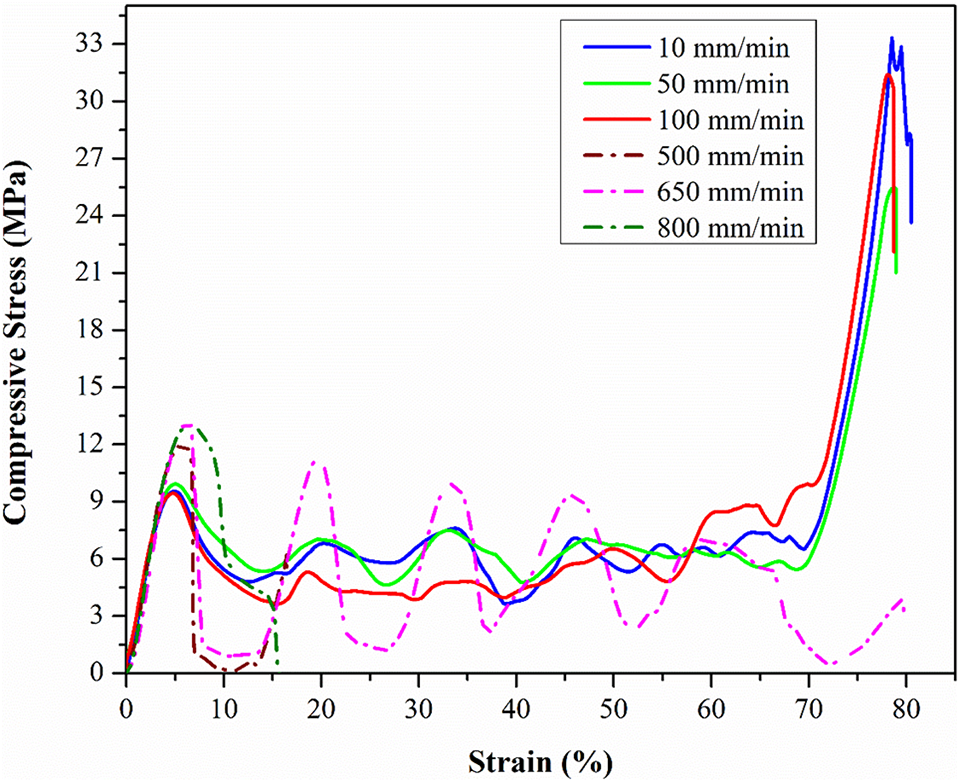
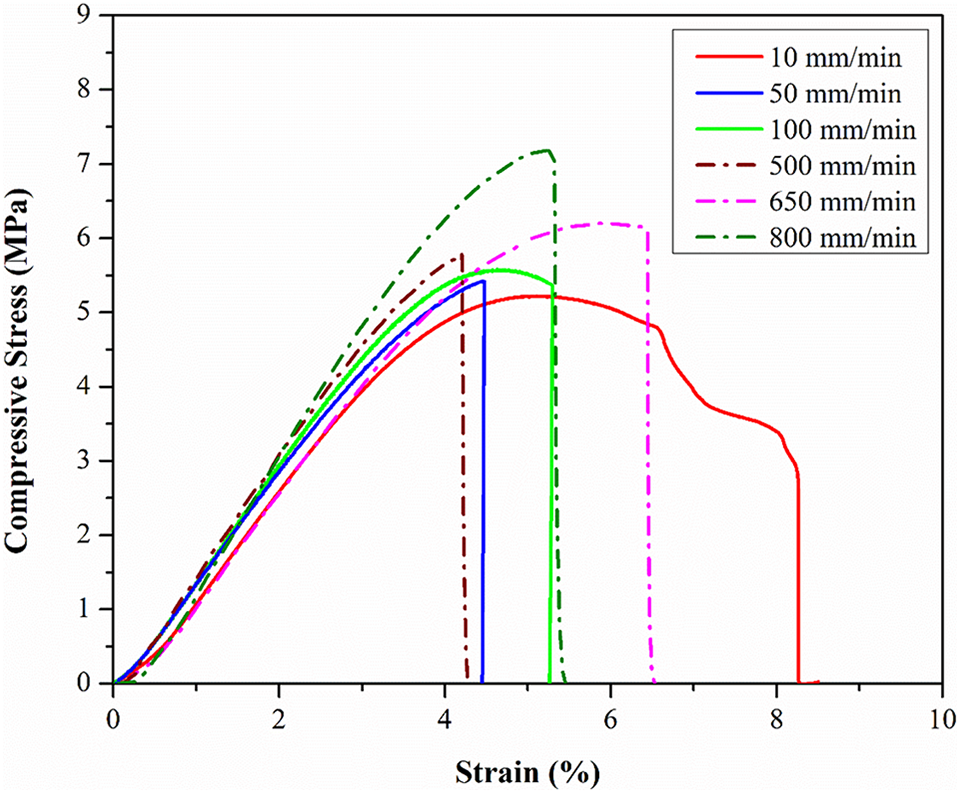
Nevertheless, on observing the stress-strain curves of ABS specimens of 1 mm and 1.25 mm cell thicknesses (Figures 5 and 6), the curve depicts an elastic region characterised by the bending forces generated within the sample. After the maximum crush force is reached, the number of collapsed cells increases as the loading proceeds, represented by the fluctuations in the stress-strain curve past the initial peak. These fluctuations occur due to the instability of the cell wall and buckling during the compression of the specimen. However, for ABS samples with a cell-wall thickness of 1.5 mm, an additional densification region is observed post the buckling of cells and before brittle failure, as seen in Figure 7. It may be noted that the fluctuations increase in intensity and interval as the loading rate is increased. ABS specimens with 1.5 mm thickness loaded at higher loading rates exhibit more prominent brittle failure. Such behaviour is consistent with previous studies showing the brittle fracture dependence on the loading rate and other parameters. Contrarily, PLA structures seldom exhibit such fluctuations due to their highly brittle nature instead of the ductile configuration of ABS structures. The brittle nature of PLA arises from its semi-crystalline configuration instead of the amorphous material configuration of ABS. Consequently, PLA structures are seen to undergo brittle failure soon after the initial crush peak is reached. However, the specific energy absorption (SEA) parameter is seen to decrease generally as the loading rate is increased due to the increased brittle nature of the structures at higher loading rates.
Effect of constituent polymer material
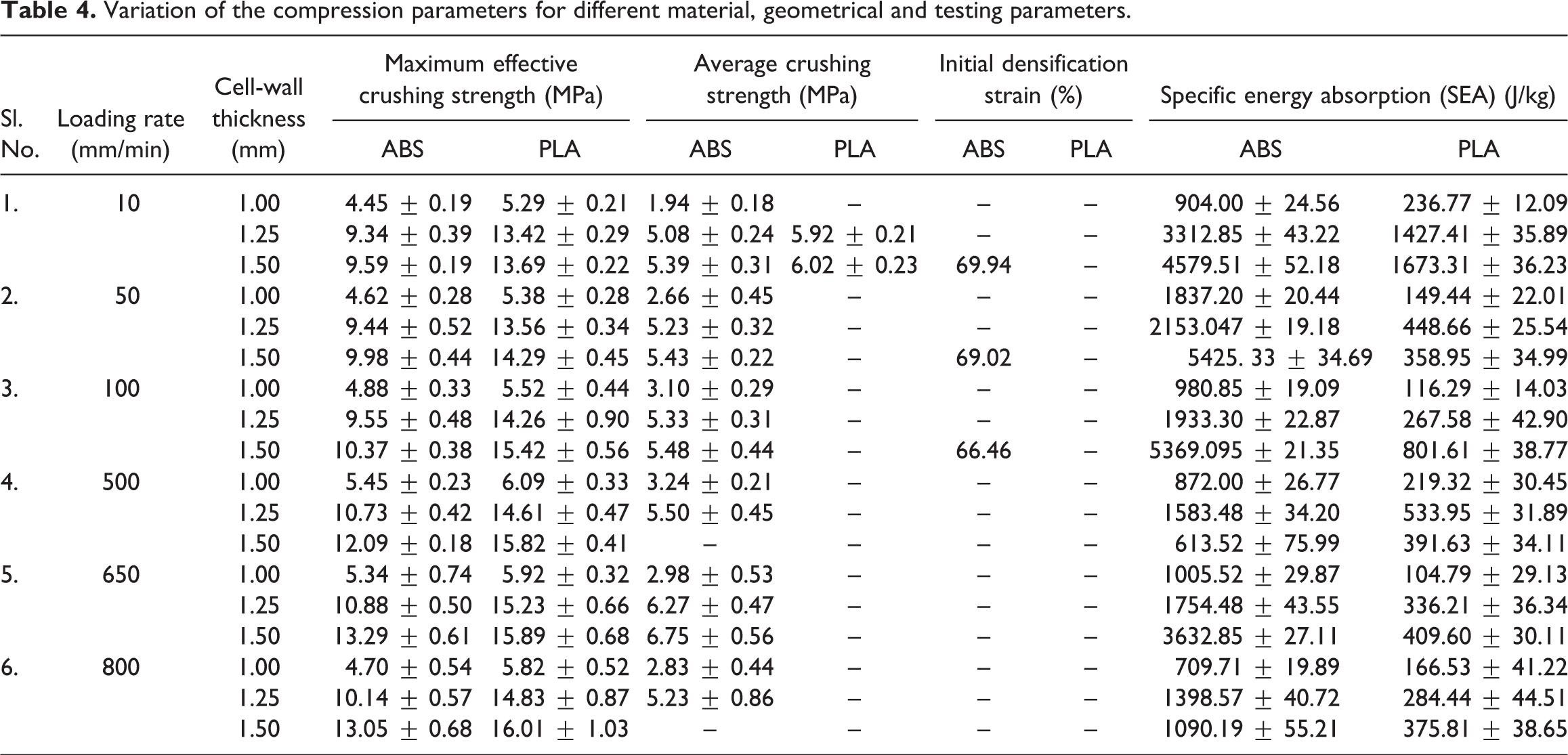
The constituent material is one of the primary factors that define the overall properties of any structure. As seen in Table 1, PLA is seen to possess higher mechanical properties than ABS. This is undoubtedly reflected in the compression test results of their respective honeycomb structures. The peak compression stress and plateau stresses are higher for PLA than ABS for any given loading rate and corresponding cell-wall thickness. The initial densification strain is a material characteristic parameter that defines the crushability of the fabricated honeycomb structures. It is seen that the initial densification is more prevalent at lower loading rates than at higher loading rates. Similarly, structures made of PLA are seen to absorb much lesser energies as compared to their ABS counterparts due to their early brittle fracture. Table 4 summarises the variation of the compression parameters of the structures for various cell-wall thicknesses and applied loading rates.
Variation of the compression parameters for different material, geometrical and testing parameters.
Effect of cell-wall thickness values
The geometrical parameters of the cells affect the compression and stiffness properties of the honeycomb structures. The effective compressive strength of the composites increases with the increase in the cell-wall thickness of the samples for a given loading rate. This increase in the strength of the composite is associated with the improved stiffness of the structure due to larger material availability and the increase in the number of collapsed cells while compressing the specimen. This increase in the number of collapse cells and strain softening effect is responsible for the densification of ABS structures at higher strains. However, on increasing the loading rates above 100 mm/min, the structures with a cell-wall thickness value of 1.5 mm rupture due to the stress-softening effects and the resultant increase in the tendency for brittle fracture.
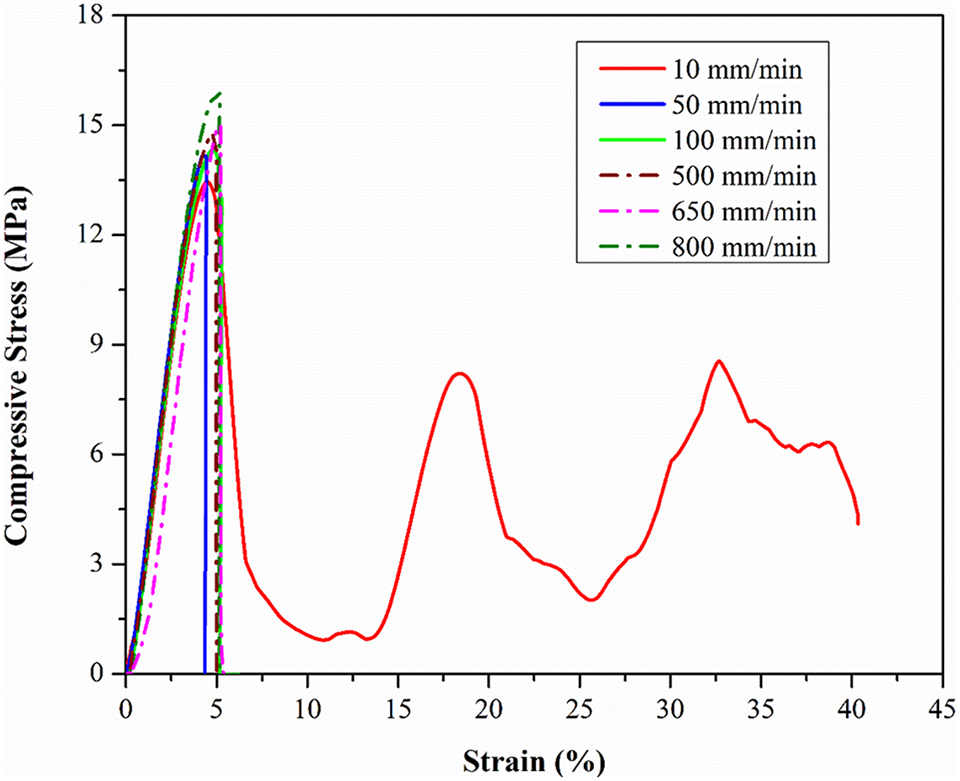
On the other hand, PLA structures do not exhibit a densification region to their extremely brittle nature. The brittle nature of the material is associated with the semi-crystalline nature of its constituent molecules, which causes a catastrophic failure of the structures over a gradual deformation. However, a small anomaly is observed for PLA samples at lower loading rates. For PLA samples compressed at 10 mm/min, the samples with larger cell-wall thicknesses exhibit some elastic buckling before failure. Such behaviour may be associated with the progressive/homogenous failure accentuated by the larger availability of material. As the material content increases, these structures are seen to have a few numbers of buckled cells piling up due to better load transfer before completely rupturing. However, for the samples having a cell-wall thickness of 1 mm, the thin sections were rendered very brittle during fabrication which was further exemplified by the semi-crystalline nature of PLA. Figures 11 to 16 depict the influence of cell-wall thickness values on the stress-strain curves of both ABS and PLA structures at different loading rates.
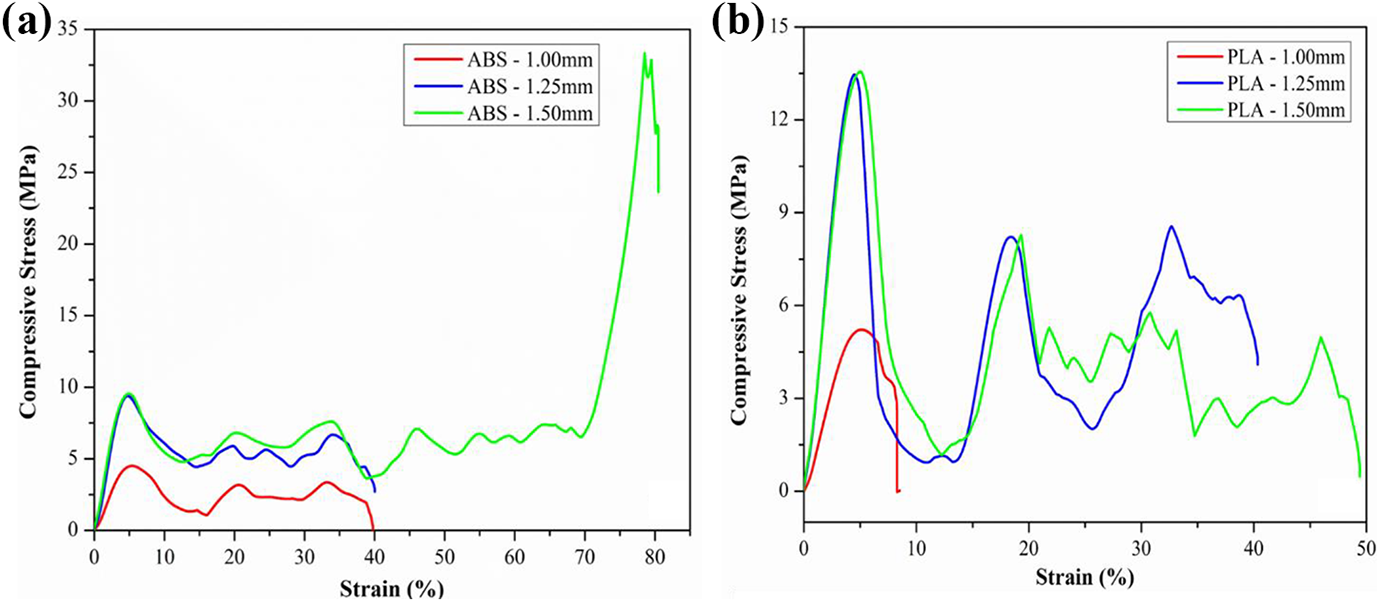
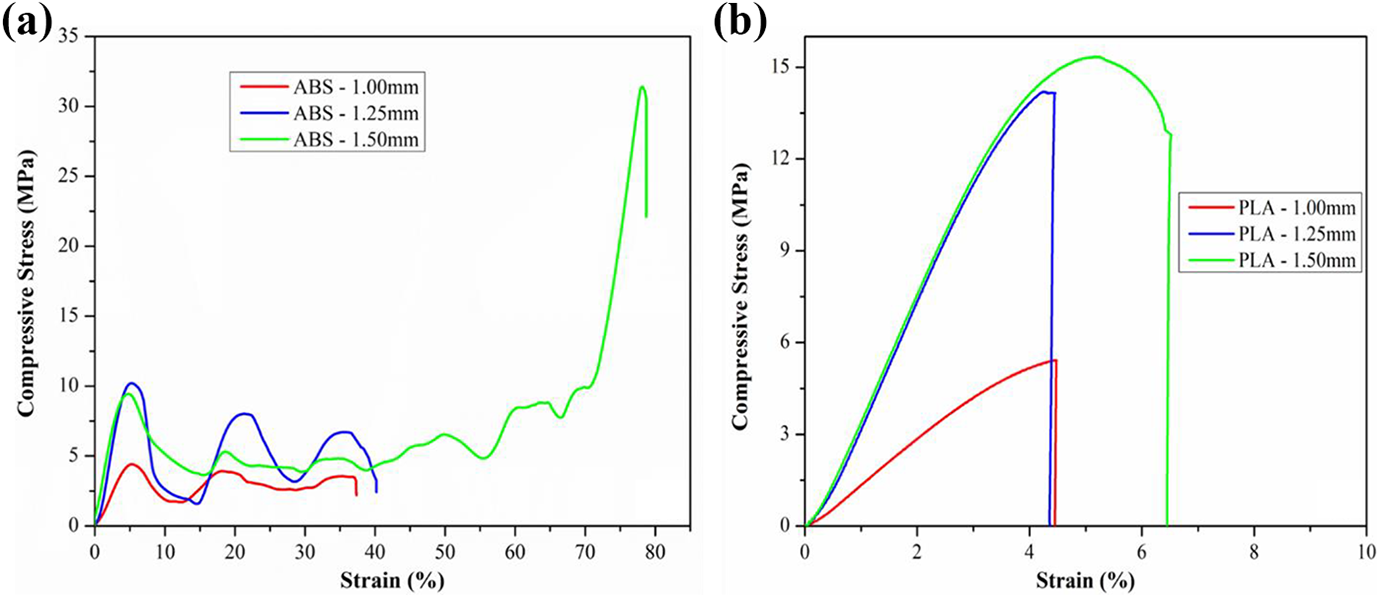
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 10 mm/min.
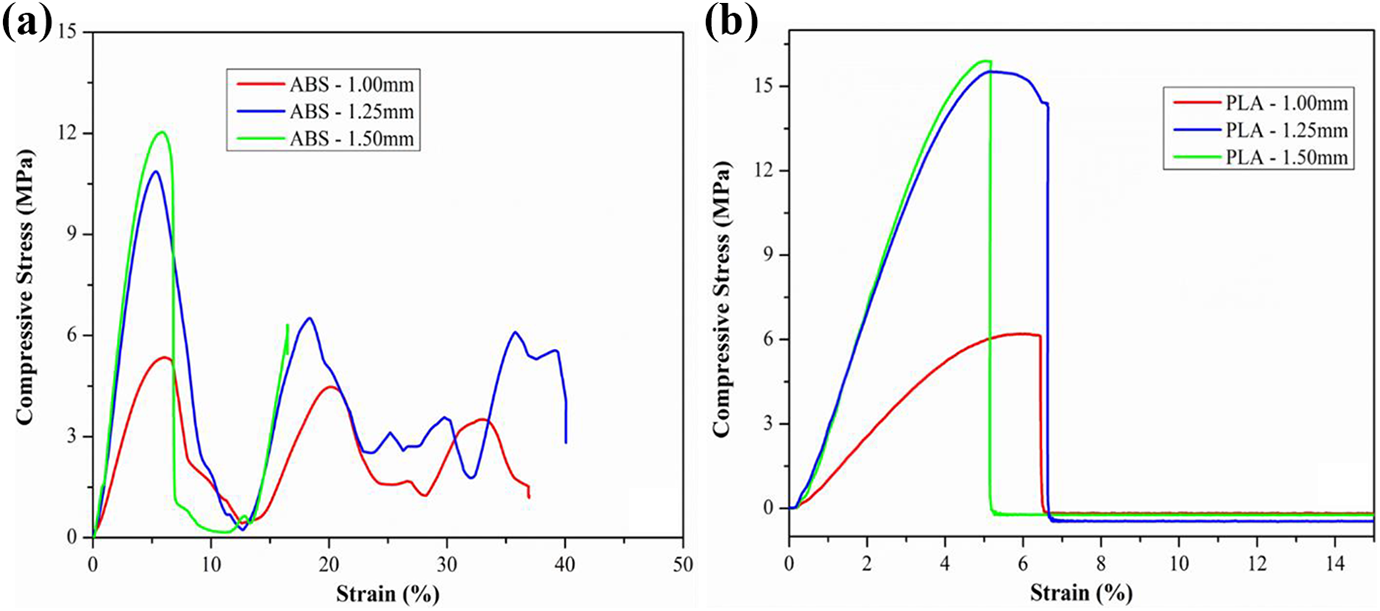
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 50 mm/min.
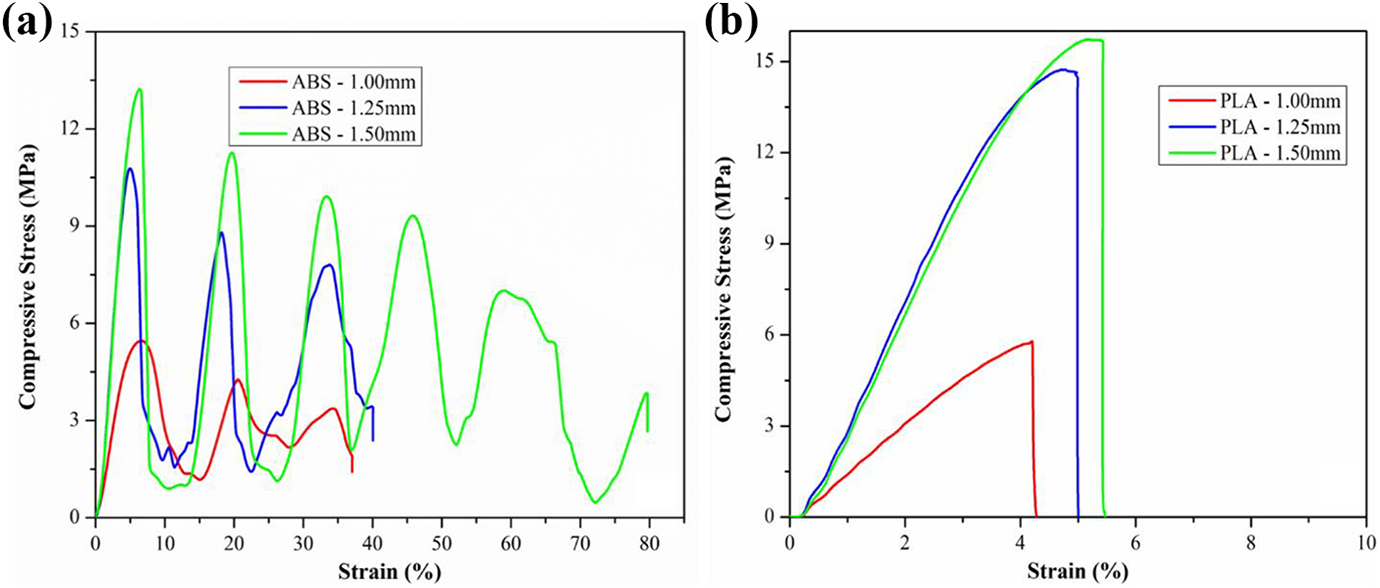
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 100 mm/min.
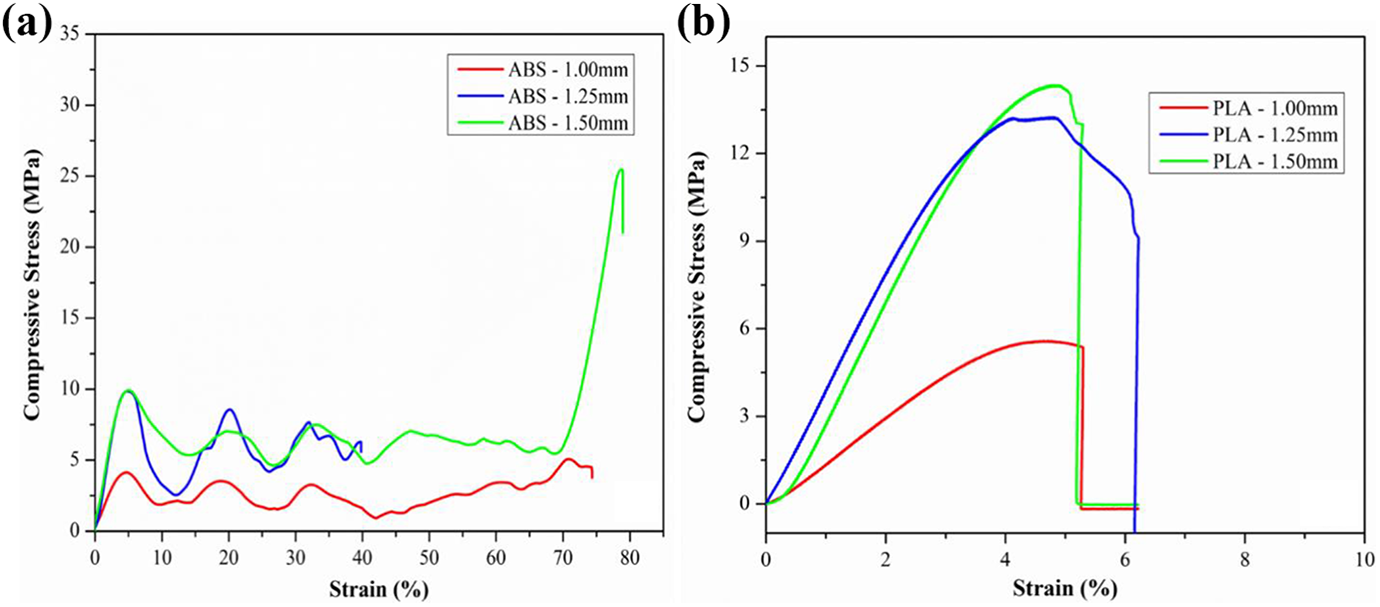
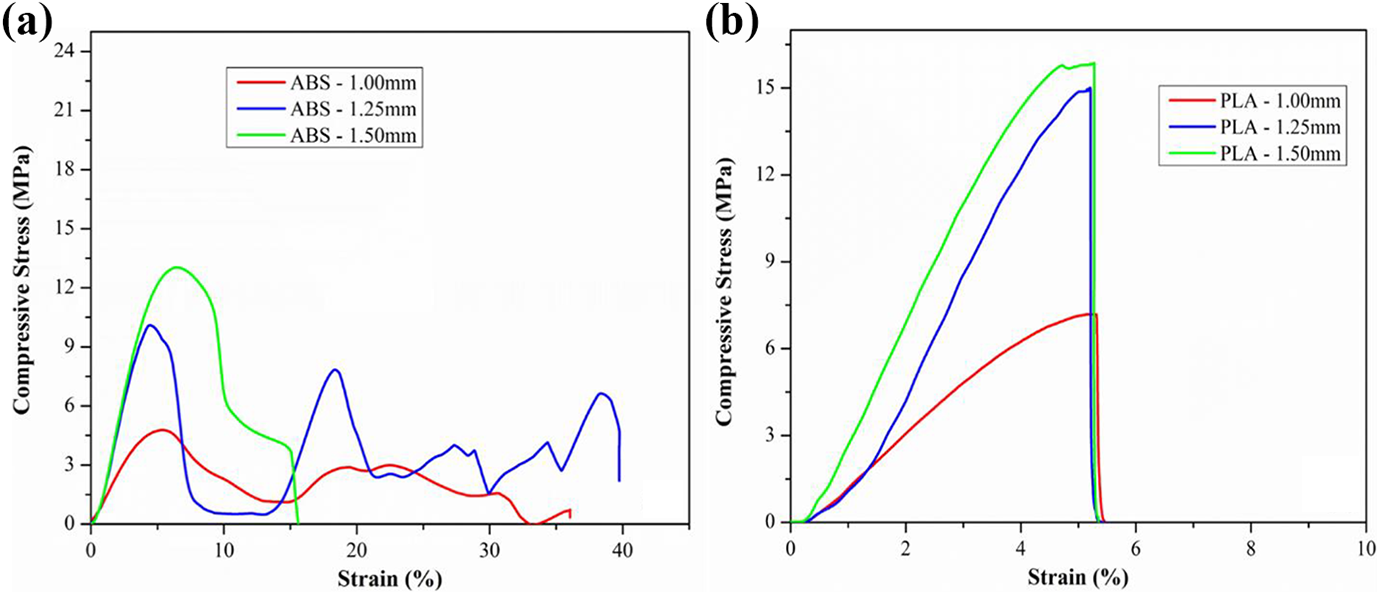
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 500 mm/min.
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 650 mm/min.
Variation of the compressive stress of (a) ABS and (b) PLA structures of different cell-wall thicknesses at an applied loading rate of 800 mm/min.
Conclusions
The current study aims to experimentally characterise and analyse the in-plane compressive properties of additively manufactured hexagonal honeycomb structures. ABS and PLA plastics are chosen for this study due to their common availability and readily 3D printable nature. The structures are printed using FDM technology with varying unit cell thicknesses. The compression tests are carried at different loading rates to account for their effect on the overall compressive properties of the honeycomb structures. It is seen that the material, cell-wall thickness, and the applied loading rates largely influence the compressive properties of the structures. PLA structures are generally seen to be stronger than ABS structures due to their inherent material properties. In addition to this, ABS structures are more prone to densification than PLA structures, as seen from the results above. However, on increasing the cell-wall thickness of the structures, the compressive yield strength of the composites increases.
Similarly, densification is more prevalent in structures with a higher cell-wall thickness. Nevertheless, when the loading rate increases above 100 mm/min, the structures with the highest cell-wall thickness rupture due to stress-softening effects. However, for different values of applied loading rates, the structures exhibit a combination of stress-hardening and stress-softening effects due to the significant contribution of the sealed-gas effect. Additionally, the plateau region of the stress-strain curve of the honeycomb structures exhibits a lot of fluctuations in the stress value due to plastic buckling and cell-wall instability. The fluctuations increase with the loading rate up to a certain value of the applied strain and later decreases due to the rupture of cell walls due to stress-softening. Therefore, the analyses presented in this study can be used as a reference to fabricate additively manufactured honeycomb structures for several applications such as sports equipment, automobile components and aerospace structures. The influence of different additives on the compressive properties and thermal loads on the deflection of such structures will be taken up in the upcoming studies to cater to the availability of a more practical outlook on the applicability of such structures.