
Abstract
In this study, poly(lactic acid) (PLA)/pistachio shell (PS) biocomposites were fabricated by melt functionalization through a one-step compatibilization process in varying PS filler rates (0–30%). To enhance interfacial adhesion, alkaline-silane pre-treatment was applied to PS, and PLA was grafted with maleic anhydride (MA). The effect of filler ratio, pre-treatment, and maleation steps on the mechanical, thermal, and morphological properties of biocomposites was investigated. The tensile and flexural analysis showed that composites with optimum mechanical properties were obtained by blending 20% of pre-treated PS with maleated PLA. Mechanic and thermal analyses were performed to examine fiber/matrix surface compatibility. The mechanical analysis of biocomposites, such as tensile/flexural strength and modulus were determined with a universal testing machine. Thermal analysis and thermal degradation of biocomposites were determined by using Differential Scanning Calorimetry and TG/DTG. Morphological analysis performed by SEM proved that the composites prepared by maleated PLA and pre-treated PS showed better adhesion between the fiber and the matrix.
Keywords
Introduction
Petroleum-based materials are widely used in plastic applications. In recent years, the use of petroleum-based plastics has led to disposal and environmental problems, such as increasing the amount of urban solid waste. There is increasing interest in bio-based and biodegradable polymers to reduce these problems. Cellulose-based materials are used as reinforcement material in the production of biodegradable polymers. 1
Fiber-reinforced plastic materials are preferred more than metal materials due to their characteristics such as flexibility, strength, low cost, etc. 2 Structures such as glass, carbon and Kevlar fiber are used as reinforcement materials in oil-based thermoplastic and thermoset matrices3,4 However, it takes a long time for them to decompose in nature when exposed to environmental factors such as light, temperature, and moisture. Studies are growing on biodegradable renewable materials, which are environmentally friendly, because of being bio-based, compostable, and recyclable. Among biodegradable polymers, Poly (latic acid) (PLA) is widely used as a biopolymer. In addition to having a hydrophobic structure that can be derived from corn or sugar starch, it is compatible with the environment by degrading under natural conditions. Due to its tough and fragile structure, it is difficult to process.5–7 It is used in industrial areas such as textile, packaging, medical and automotive. 8 Biocomposite are obtained by reinforcing cellulosic-based such as Jute,9–11 flax,12–15 hemp, 16 sisal, 17 bamboo, 18 banana,19,20 kenaf, 21 rami, 22 coconut, 23 peanut shell. 24 Peanuts are widely produced in the Middle East and the United States, especially in Iran. The outer shell residues of these produced peanuts are used as animal feed or fuel. 25
Lignocellulosic material attracts its use as with its structure containing approximately 50% cellulose and having approximately 25.2% acid-insoluble lignin ratio.26–31 The compatibility of fiber/matrix is increased with surface treatments applied to matrix and reinforcement structures, and the properties of composite structures are improved. 24 To improve the surface properties of the fiber structure, a solution is applied with alkaline and silane.18,19 Poly (lactic acid), one of the components of the biocomposite structure, is modified with maleic anhydride to improve its properties within the structure. 32
Nutshells are renewable sourced lignocellulosic polymers that can be obtained from horticultural byproducts. They are more environmentally friendly in terms of disposal and pose less risk due to their lower specific gravity, sustainability, biodegradability, and nontoxic properties compared to mineral fillers. 33 The use of maleic anhydride (MA) grafted polymers as compatibilizer between filler and polymer matrix has emerged as one of the best examples of coupling agents. 34
Compatibilizers are one of the most important materials used to enhance interfacial adhesion between lignocellulosic material and polymer matrix. Various compatibilization procedures have been promoted to better fiber/matrix adhesion biocomposites and have been noted in the literature. These physical and chemical procedures introduce fiber treatment methods such as silage, acylation, alkali treatment, etherification, isocyanate treatment, and the use of compatibilizers. Nyambo et al. were used PLA-g-MA as a compatibilizer to improve interfacial adhesion between wheat straw and PLA. 34
In this study, to increase interfacial adhesion between pistachio shell (PS) and PLA, PS was subjected to alkaline and silanization processes, respectively. PLA was also reacted with maleic anhydride to obtain functional groups on the PLA backbone to easily react with lignocellulosic filler.
Experimental
Materials and method
Poly (lactic acid) (PLA) Ingeo™ 4032D grade was obtained from Resinex (Turkey) (density 1.24 g/cm3, Mw = 140,000, Mw/Mn = 1.7) that produced by LLC Nature Works (USA). Silane coupling agent (tetraethoxysilane, TEOS), maleic anhydride (MA), and dicumyl peroxide (DCP) were purchased from Sigma-Aldrich. Raw pistachio shells (PS) were supplied from a local market located in Gaziantep province in Turkey.
Preparation of the alkali-silane treated pistachio shells (TPS)
The raw PS was immersed in tap water for 1 day to remove any water–soluble materials and other impurities. After filtering, it was dried at 80°C for 3 days and ground. Following the grinding, the lignocellulosic material was passed through from 300 to 400 mesh sieves and dried for 2 days. All the treated PS used in this study was subjected to alkali and silanization processes, respectively. For alkali treatment; the processed PS was soaked in sodium hydroxide solution (5%, w/v) for 3 h at room temperature at a ratio of 1:20 (w/v). The PS was washed with deionized water several times and neutralized with acetic acid solution prior to drying at 80°C for 2 days.
For silanization; a 10 g of alkali-treated PS was mixed 12 h with a solution comprising of; 1 g silane coupling agent and 100 g acetone/water solution (90:10, w/w) at room temperature. After filtering, the PS was dried at 80°C for 2 days and then washed out with acetone. Finally, the alkali-silane-treated pistachio shells (TPS) were dried at 80°C for 2 days.
Preparation of the biocomposites
PLA was functionalized with maleic anhydride (MA) via melt functionalization through a one-step compatibilization process. A counter-rotating internal melt mixer was used at a process temperature of 200°C and the rotor speed was set at 75 rpm. First, the PLA was molten using a counter-rotating internal melt mixer for 1–2 min until a steady tork rate was obtained, second, a constant combination of MA and dicumyl peroxide (DCP) initiator were added to already molten PLA and reacted for 5 min, and finally filler material (TPS or PS) were introduced to the melt mixer for another 5 min. All the compositions are shown in Table 1.
Formulations of the biocomposite specimens.
The prepared biocomposites were chopped into small pieces and heated up to 80°C for 2 days to get rid of unreacted MA residues. Then, the biocomposites were compression molded using a hot press at 200°C for 3 min. followed by 2 min. of cooling under 30 bar to obtain the desired sample dimensions for further analysis.
Characterization
Tensile strength and flexural strength were operated to determine the mechanical properties of the PS-PLA biocomposites. The test procedure was performed according to the standards applied to plastics.
The tensile strength and elasticity modulus of biocomposites was determined using the Zwick/ROELL universal test machine with a 1 kN nominal force. Test samples were prepared according to ASTM D 638 Standard. Tests were performed with 60 mm/min cross speed. The tensile bars used in the test process were 100 × 10 × 1 mm dimensions and the test speed was 5 mm/min. The flexural strength and flexural modulus of biocomposite structures were tested on the Zwick-Roel tester according to ASTM D 638 standard. 35
Thermal analysis tests were performed using a Seiko, Differential Scanning Calorimetry (DSC) 7020 under a nitrogen flow of 50 mL/min and at a heating rate of 10°C/min.
Approximately 10 mg of samples were heated from 30°C to 300°C, held for 1 min. at this temperature, and then cooled to 30°C and held for 15 min. prior to reheating to 300°C. The thermogravimetric analyses (TGA) (Seiko TG/DTA 6300, Seiko Instruments, Tokyo, Japan) of biocomposites were performed at a temperature range of 30–600°C under a nitrogen atmosphere and at a heating rate of 10°C/min. The morphological changes of biocomposite samples were evaluated by Scanning Electron Microscopy (SEM).
Fractured surfaces of the tensile samples were sputter-coated with a layer of gold and surface morphologies of samples were investigated using scanning electron microscope Model Inspect S50 with an acceleration voltage of 7.5 kV. The magnifications of 2000×, 5000×, 6500× and 10000× were used.
Results and discussion
Mechanical properties
An experimental strategy was adopted to investigate the optimum loading rate of filler material and the effect of polymer maleation/filler treatment on the mechanical properties of composites. The filler ratio was determined by using maleic anhydride grafted PLA (PLA-MA) with an increase in treated pistachio shell (TPS) loading up to 30 wt% (Figure 1(a) and (b)). Yu et al. In their studies, the polymer matrix ratio of the most suitable fiber to be reinforced was determined as 30 wt%. 19 The filler content above 30 wt% was not studied since several mechanical or operational problems such as filler burning or nozzle choking are reported in the literature.19,20 The graphs of mechanical behavior representing the variation in tensile and flexural properties (strength and modulus) of PLA composites are shown in Figure 1(a) and (b), respectively.
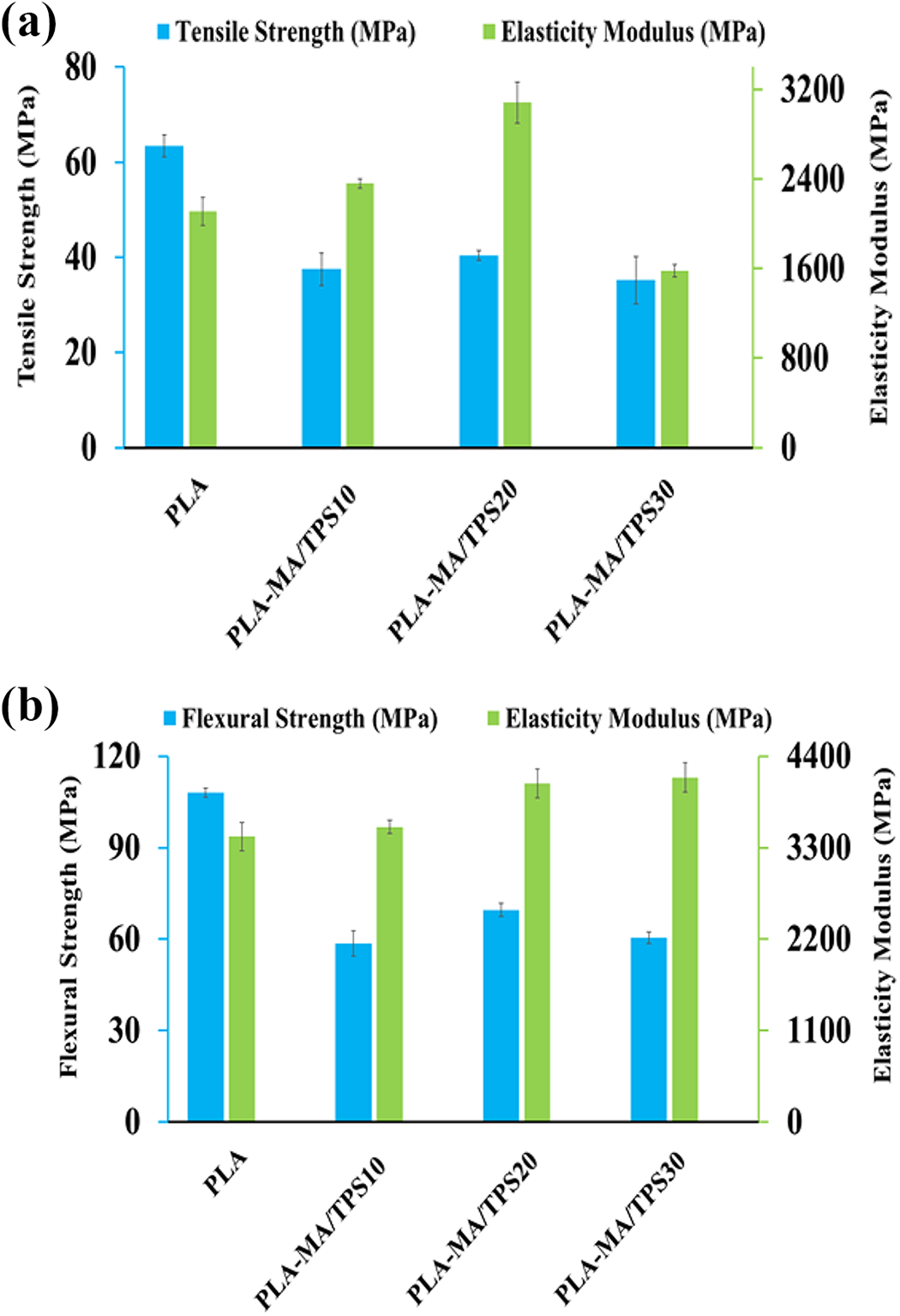
(a) Tensile strength, (b) flexural strength values of PLA/PS-10/20/30.
As it is shown in Figure 1(a), the tensile and flexural strength of the neat PLA decreased from 63.45 and 108.01 to 37.5 and 58.61 MPa, respectively for the composite based on 10 wt% (PLA-MA/TPS10). On the other hand, the modulus values are improved slightly (Figure 1(b)). The strength decrease could be attributed to the plasticizing effect of the maleated PLA. Since all the PLA is maleated, excess of MA grafting agent accumulated at the TPS and PLA interface results in an increase of the distance between PLA molecular chains. This phenomenon could lead to a decrease in flexural and tensile strength36,37 Besides, reactive compatibilization could provoke decomposition of the PLA matrix because of the free radicals, which in turn leads to lower flexural/tensile strength properties. 34
In our study, upon increasing the TPS content to 20 wt% (PLA-MA/TPS20), tensile strength/modulus and flexural strength/modulus increased to 40.36/3083.33 and 69.59/4073.15 MPa, respectively. Further increase of TPS content to 30 wt%, did not increase tensile or flexural strength. But interestingly, while flexural modulus did not change dramatically, tensile modulus dropped almost by half of that of the PLA-MA/TPS20 sample.
Considering the comparatively high standard deviation of the data of PLA-MA/TPS30, the higher the use of thermally sensitive lignocellullosic material, the more variable results are obtained due to the random decomposition of TPS. One could assume that; better control of process temperature and duration would be able to lead to mechanically stable PLA-MA/TPS30 composites allowing higher filler content. Given the conditions, since PLA-MA/TPS20 sample had the highest stable tensile/flexural values (strength and modulus), a loading rate of 20 wt% of T/PS was used to investigate the effect of maleation and PS treatment processes.
Figure 2(a) and (b) represents the mechanical properties of the neat PLA and its composites; PLA/PS20, PLA-MA/PS20, and PLA-MA/TPS20. Figure 2(a) shows that, when non-maleated PLA and non-treated PS are blended (PLA/PS20), tensile and flexural strengths were reduced from 63.45 and 108.01 to 48.15 and 71.95, respectively. On the other hand, modulus values change was negligible (Figure 2(b)). Orue et al. also investigated the mechanical behavior of the PLA-based composites using the walnut shell as lignocellulosic filler material ranging from 0 to 40 wt%. As the filler content increased the tensile strength value decreased gradually and the biocomposite containing 40 wt% filler represented the lowest value. It is assumed that the adhesion between untreated hydrophilic pistachio shell (PS) and the hydrophobic PLA matrix were weak and hence it leaded to decreased tensile strength values. 38 A similar trend was observed for composites based on PLA matrix and almond shell where lack of compatibility was the main reason for obtaining lower tensile strength values as the filler content increased 39 The low reinforcing ability of PS flour could also be related to their low aspect ratio. 40
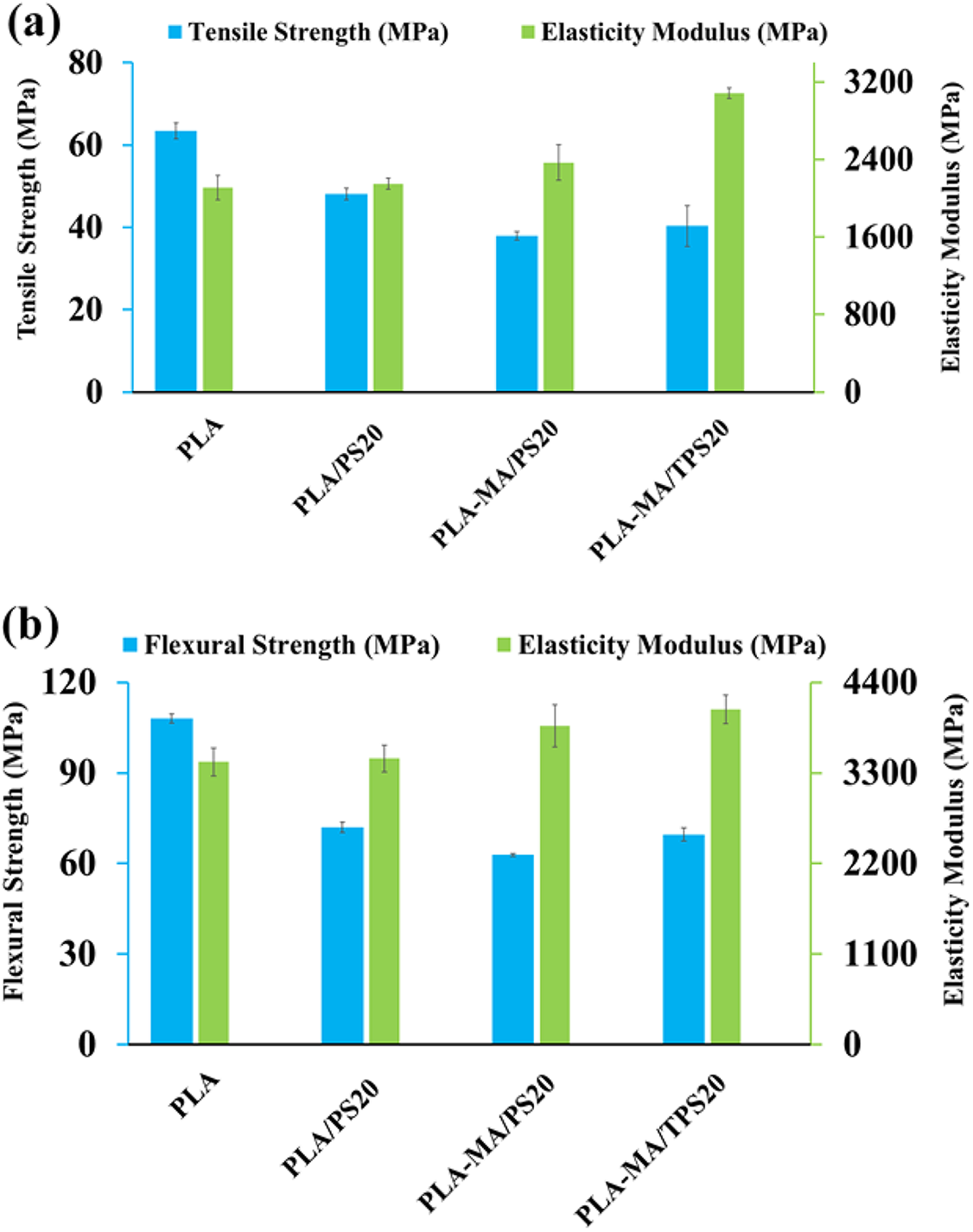
(a) Tensile strength, (b) flexural strength values of PLA/PS-20fiber-reinforced composites.
It is also thought that since the selected processing temperature using melt mixer was higher (10–30°C) than that of the similar studies using extrusion processes (170–190°C), the PS flour starts to degrade earlier during processing, and consequently, the shell and the shell/matrix adhesion is damaged, resulting in a decrease of tensile properties38,39,41 Thus, one can assume that products with elevated filler rate and thermal/mechanical properties could be obtained using the extrusion process.
In Figure 2(a) and (b) it is observed that, comparing to the non-maleated sample (PLA/PS20) tensile/flexural modulus of the maleated species (PLA-MA/PS20 and PLA-MA/TPS20) are improved by 11.4/10.2 and 17.2/43.4%, respectively.
Although maleated species showed increased modulus values over non-maleated specimens, the tensile/flexural strengths values were vice-versa, due to the plasticizing effect of MA as it was elaborated previously.
Figure 2(a) and (b) also depict the effect of the pre-treatment step by comparing PLA-MA/PS20 and PLA-MA/TPS20 species, where non-treated and treated PS were blended with maleated PLA. After the supplementation of treated PS flour, the tensile/flexural strength and modulus values of composites increased with respect to biocomposites based on untreated PS blended PLA-MA. This fact could suggest that alkali-silane treatment improved significantly the adhesion between PS and maleated PLA.42,43,44 Alkali and silane treatments are the most popular pre-treatment methods among others.
The application of alkali treatment, which is mostly done using NaOH, changes the cellulosic structure of the material through the partial dissolution of the noncellulosic components and form rougher surfaces. Since the chemical composition of the pistachio shell is composed of 38.1 ± 1.9% cellulose, 31.4 ± 2.7% hemicellulose, and 23.6 ± 3.0% lignin, 24 the surface modification of the high cellulose content enhances the polymer-fiber interaction mechanically and results in improved strength/modulus values. On the other hand, silane treatment, which traditionally was used for glass fiber-reinforced composites, is also found very effective with natural fibers. Besides its contribution to obtain improved strength and modulus, silane treatment also reduces the negative effects of moisture on biocomposite properties. 44 Stated that the application of silane treatment inhibited the adsorption of silanes on the fiber. In the same study, they concluded that the efficiency of silane treatments on the fiber-polymer interface is better for fibers that had been pretreated with alkali than for those with no pretreatment. 45
To our knowledge, there is only one study in which PS was used as a filler material (10–40%) with maleated PLA. 33 They obtained tensile strength and modulus values of 13.2 and 239 MPa at a PS loading reate of 20%, respectively. In this study with the same PS loading ratio much better results (PLA-MA/TPS20; tensile strength: 40.36 and modulus: 3083.33 MPa) were obtained. It is thought that in their study using relatively higher filler dimensions (1-mm sieve) with no pre-treatment step, and an excess amount of MA (6.87-fold) resulted in biocomposite species with poor mechanical properties.
Morphological observation
Figure 3 indicates the SEM micrographs of the PS (treated or non-treated) filled PLA (maleated or non-maleated) composites based on 20 wt% filler loading rate. In Figure 3(a) and (b) the unprocessed PS and neat PLA composite (PLA/PS20) images are given. Composites showed a poor dispersion of the shells because of the heterogeneous distribution of flour within the polymer matrix. Figure 3(c) and (d) depict the images of the maleated PLA with non-treated PS composite (PLA-MA/PS20).
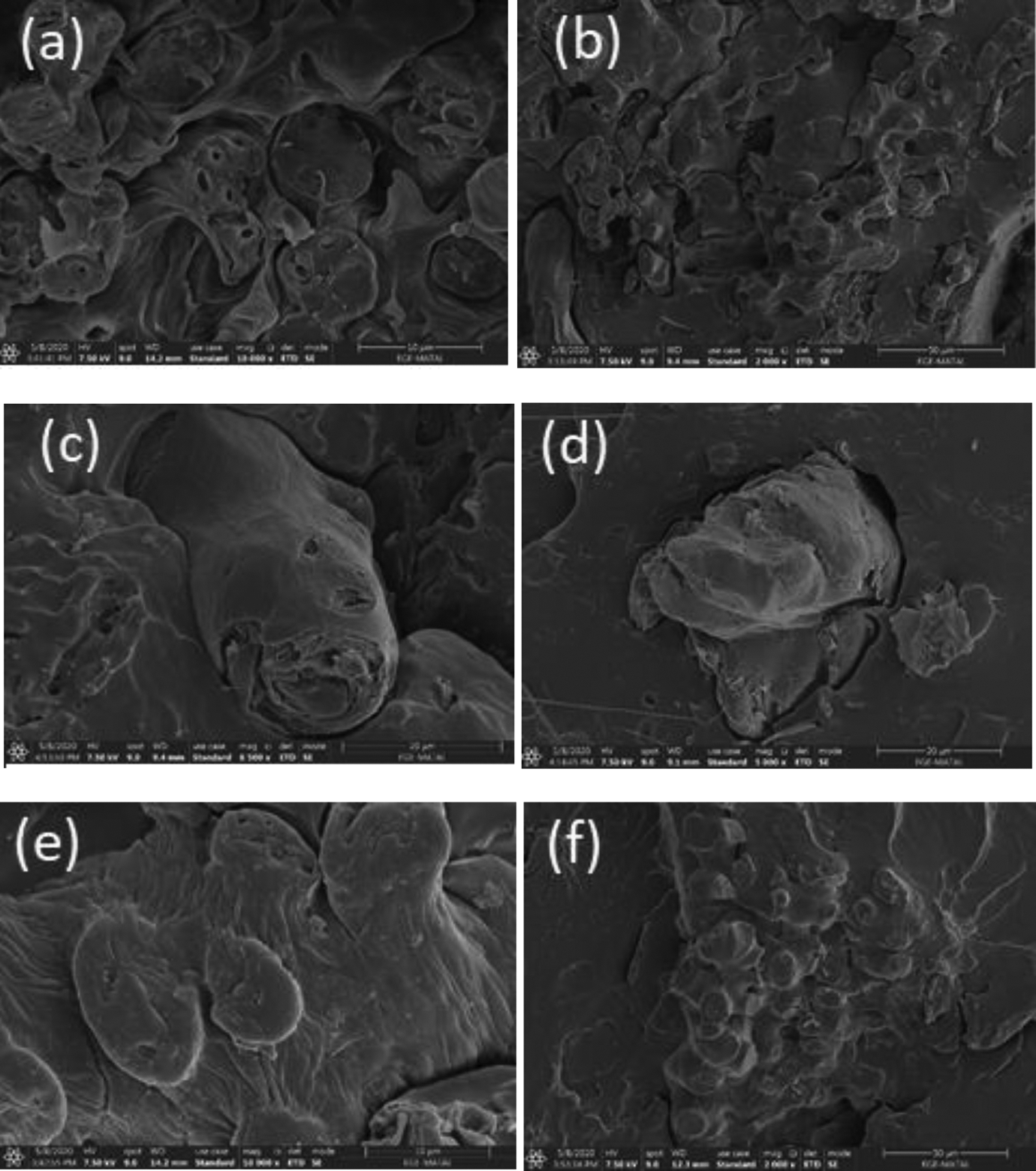
SEM micrographs of the fracture surfaces at different magnifications: (a) neat PLA with untreated PS (PLA/PS20) (10000×); (b) neat PLA with untreated PS (PLA/PS20) (2000×); (c) maleated PLA with untreated PS (PLA-MA/PS20) (5000×); (d) maleated PLA with untreated PS (PLA-MA/PS20) (6500×); (e) maleated PLA with treated PS (PLA-MA/TPS20) (10000×); (f) maleated PLA with treated PS (PLA-MA/TPS20) (2000×).
Untreated PS flour was still loosely embedded in the maleic anhydride grafted PLA matrix showing debonding particles and several voids in the interfacial area (see arrow), indicating weak matrix-filler interactions. In Figure 3(e) and (f), images of the composite (PLA-MA/TPS20) prepared by maleic anhydride grafted PLA and alkaline/silane treated PS are presented. As shown in micrographs, alkaline/silane surface treatment and maleation applications increased the surface compatibility and wettability which proves clearly the interfacial adhesion between treated filler and maleated PLA.
Differential scanning calorimetry (DSC) results
Crystallization and melting behavior of the neat PLA and biocomposites were investigated by DSC analysis. The results including the glass transition temperature (Tg), cold crystalization temperature (Tc), melting temperature (Tm), crystalization enthalpy (ΔHc), melting enthalpy (ΔH m), and the crystalization rate (Xc) are tabulated in Table 2. Xc values of the specimens were calculated as follows;
where
DSC data of the biocomposites.
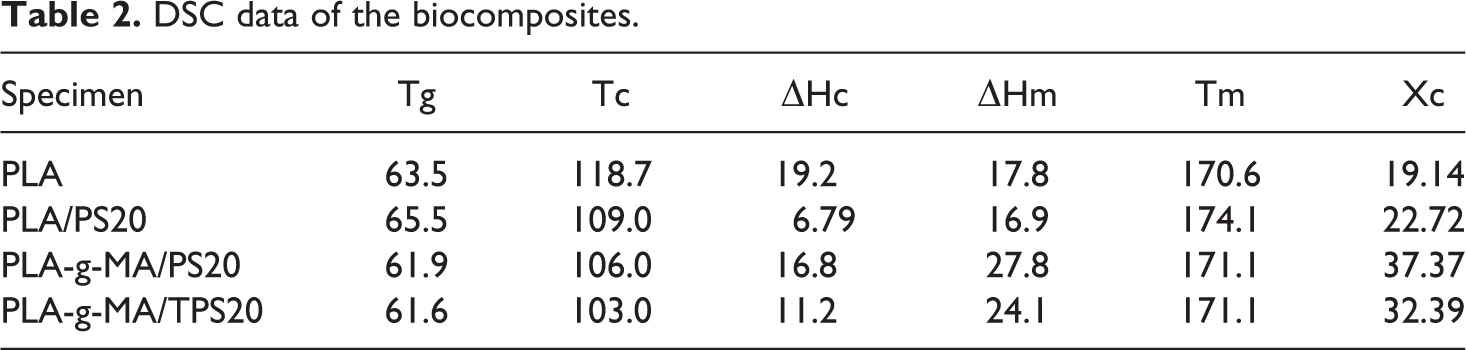
Comparing to neat PLA, the addition of PS to PLA (PLA/PS20 sample) increased glass transition (Tg) value from 62.4°C to 65.5°C which could be associated with the restricted mobility of PLA chains with the supplementation of PS. Tg increase could also prove that the PS addition did not sterically hinder the PLA chain from close forming.47,48 However, MA grafted PLA-based samples presented negligible Tg change.
It is believed that the use of MA grafted PLA increased the chain mobility of the polymer matrix and decreased the Tg value of PLA/PS20 from 65.5 to 61.9 and 61.6°C 49 Similar trend to that of Tg values was observed with the Tm values where the non-grafted PLA/PS20 sample possessed the highest melting temperature (174.1°C). The crystallization temperature of all biocomposites shifted to lower degrees and therefore, it is assumed that the addition of T/PS to the biocomposite facilitated the crystallization process since PS acted as a nucleating agent for PLA (Figure 4). Similar results proving the nucleating agent effect of lignocellulosic materials are reported elsewhere. 50 However, the treatment process of PS did not significantly affect the Tg values of MA grafted PLA samples (PLA-g-MA/PS20 and PLA-g-MA/TPS20), the effect of treatment could be observed from the change in Tc values. It shows that the degradation of the hemicellulose, part of lignin, and some other impurities may improve the mechanical properties and facilitate the crystallization process. Also reported the decrease of glass transition temperature and crystallinity of PLLA with the addition of grafted maleic anhydride. 5
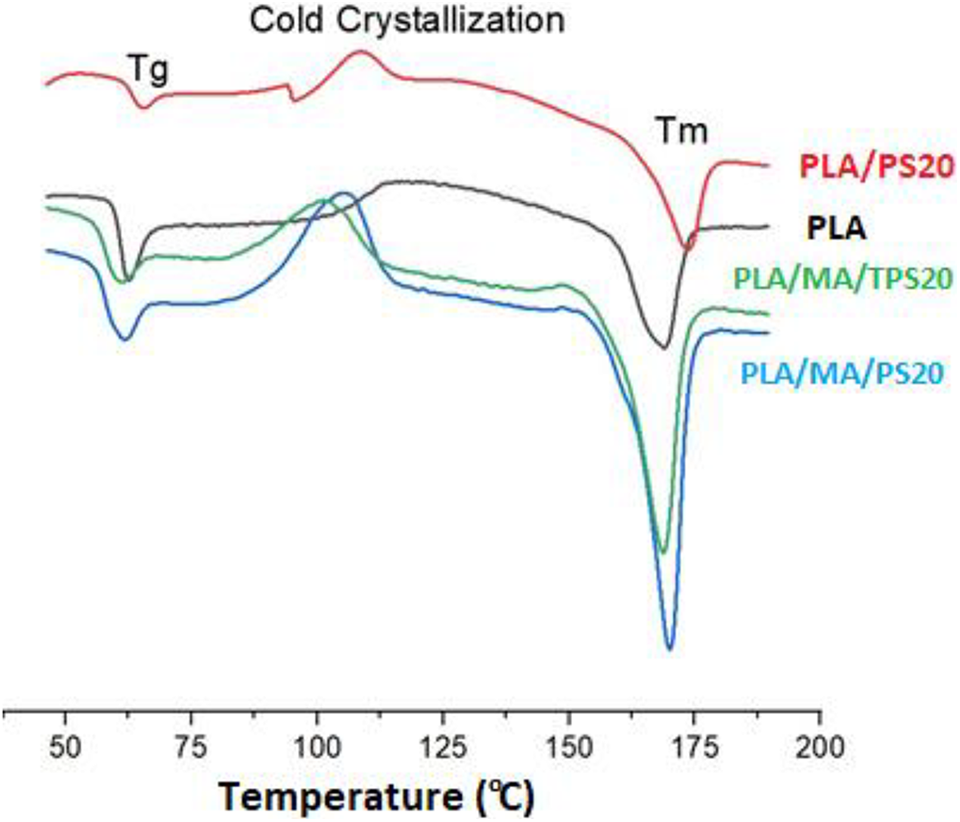
DSC thermograms of neat PLA and PLA/PS composites without and with maleation and alkali-silanization processes.
Thermogravimetric analysis
The effects of PS/TPS reinforcement and MA grafting on the thermal stability of biocomposites were elucidated by TGA. Figure 5(a) shows the variation of the weight loss rate of biocomposites throughout the temperature change. DTG curve (Figure 5(b)) depicting the slight loss of weight between 175°C and 190°C results from pyrolysis of hemicellulose present in the lignocellulosic reinforcement material. As it is observed from Figure 5(b), the main decomposition of the samples occurs at the temperature range of 260–380°C which is a common range with slight variations depending on PLA type and the lignocellulosic material content according to the literature. 51 This decomposition is mainly attributed to the degradation of total cellulose of the PS with some lignin content and PLA pyrolysis. 51
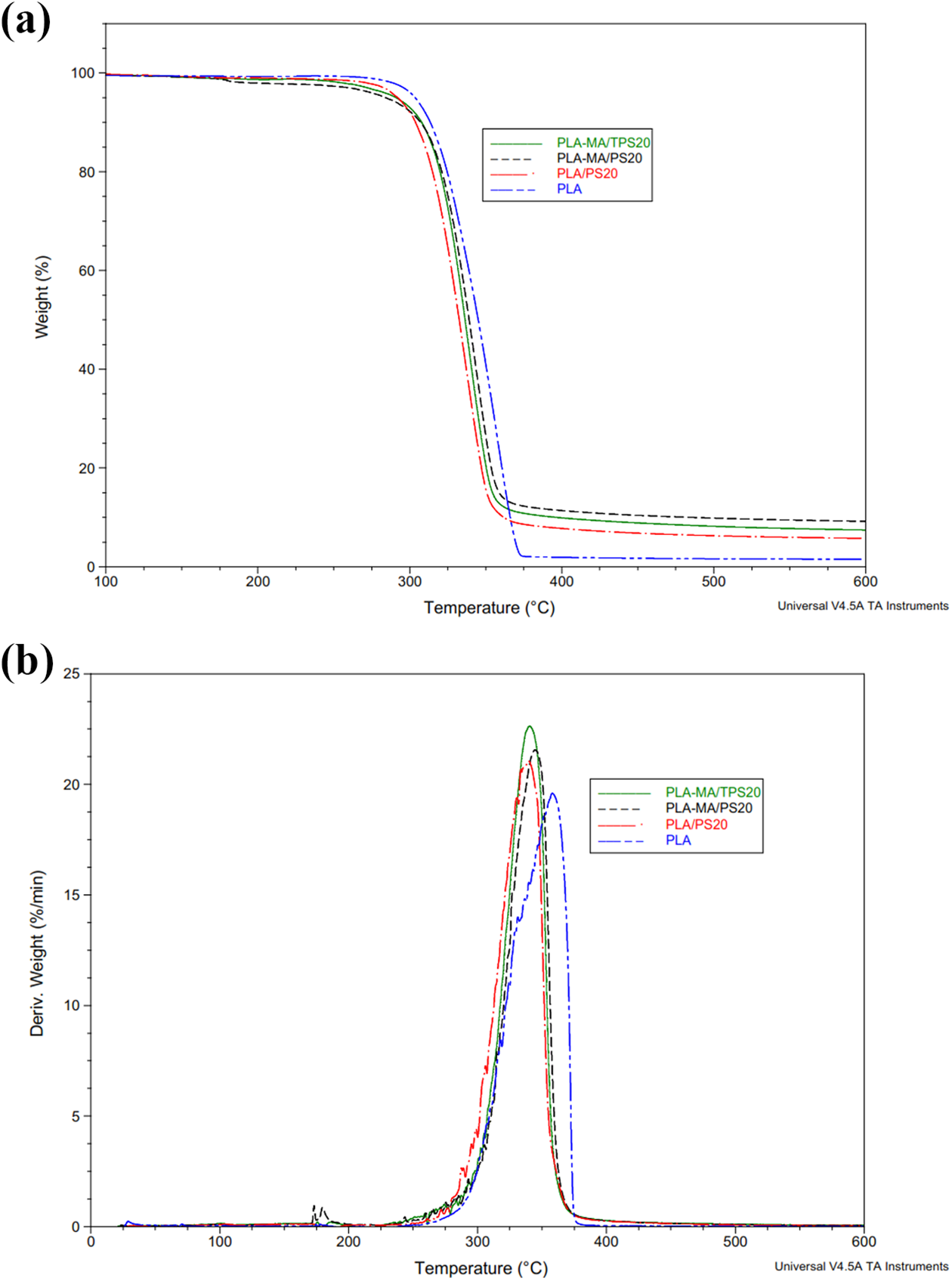
TGA curves of neat PLA and PLA/PS composites without and with maleation and alkali-silanization processes. (a) TGA, (b) DTG.
The characteristic parameters related to the thermal decomposition of the biocomposites are shown in Table 3. For neat PLA, it is shown that the 5% weight loss temperature is 303.4°C, the final decomposition temperature is 373.2°C, and only 1.49% mass left at 600°C. Regardless of surface treatment of PS or PLA maleation, the thermal stability of the biocomposites is decreased compared to neat PLA. It is assumed that the introduction of thermally susceptible cellulosic material could lower the thermal stability of neat PLA which is also known to degrade at higher process temperatures. 34
Thermogravimetric analysis of biocomposite specimens.
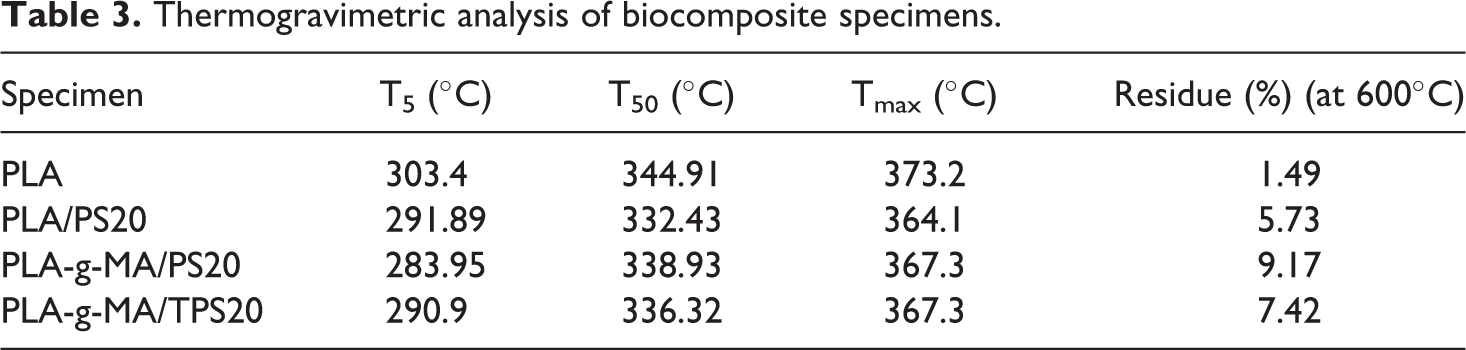
It is well known that the T50 value of the samples could be an indication for the evaluation of structural stability. 51 T50 values of samples suggest that the addition of T/PS lowered the T50 values comparing to neat PLA. On the other hand, using MA grafted PLA improved T50 values to some extent over non-grafted PLA/PS sample. It is thought that the chemical interactions between MA grafted PLA and T/PS could promote the adhesion and thus prolongs the thermal decomposition temperature. The least residue (%) value at 600°C was obtained from neat PLA (1.49%) which indicates that the interfacial interactions between PLA/ PLA-g-MA and T/PS prevents the biocomposite to some degree from thermal decomposition.52,53
Conclusions
PLA/PS biocomposites were prepared by adding surface-treated PS particles to maleic anhydride grafted PLA in several combinations. The thermal properties and stability of the composites were elucidated. The effects of fiber and matrix structures with enhanced functional properties on their mechanical/thermal properties have been studied and characterized. The properties of biocomposites were improved with the maleation of PLA and alkali-silane treatment of PS. Adding 20% of pre-treated PS to MA grafted PLA (PLA-MA/TPS20) increased tensile and flexural modulus by 46.9% and 18.63%, which correspond to 3083.33 MPa and 4073.15 MPa, respectively. However, tensile/flexural strength values dropped after the addition of PS with or without the pre-treatment step. Future work is planned to use a twin-screw extruder to obtain composites with elevated PS content and dispersion using temperature ranges far below the present study to minimize thermal material decomposition. It finally is concluded that the PS could be used as an alternative filler for bioplastics as a sustainable, non-food competing, and cheap feedstock to reduce environmental pollution.