
Abstract
Maleic anhydride–grafted high-density polyethylene (HDPE; PE-g-MAH) was used to fill the interphase layer of silicon dioxide (SiO2)/polymethyl methacrylate (PMMA) composites. The mechanical, friction and wear properties of SiO2/PMMA/HDPE composites were investigated on a ring-on-ring friction and wear tester with AISI 1045 steel metallic ring counterface under dry friction conditions. Scanning electron microscopy (SEM) was utilized to study the worn surfaces of PMMA composites. Experimental results showed that the addition of HDPE decreased the friction coefficient of SiO2/PMMA composites slightly and reduced the wear volume loss of the PMMA composites obviously. SEM studies indicated that the addition of HDPE could reduce the abrasive wear of SiO2/PMMA composites. The dispersion of SiO2 in PMMA composites was also improved.
Keywords
Introduction
Polymers are finding wide acceptance in tribological applications because of their low friction against metal counterparts and the self-lubricating ability. Especially, polymer matrix composites reinforced with fillers have been widely accepted as bearing materials and used in the components supposed to run without any external lubricants. 1 Thus, polymer composites have outstanding specific strength, load-carrying capacity and wear resistance compared with fiber-reinforced composites. They are increasingly used in aerospace, automotive, naval and other industries.
Polymethyl methacrylate (PMMA) is one of the most commonly used thermoplastic polymers. PMMA has several desirable properties, including exceptional optical clarity, biocompatibility, good weatherability, high strength and excellent dimensional stability. It can also be processed at the microscale and nanoscale by lithography (deep UV and electron beam) and replication technologies (injection moulding and hot embossing) and has applications in micro-optical and microfluidic devices. 2,3 Because of the strong tendency of nanoparticles to agglomerate, nanosize fillers are hard to be uniformly dispersed in polymers by conventional techniques. To overcome this problem, many studies have been conducted on surface modification of nano-fillers or the improvement of mixing method. 4 Brittle thermoplastic polymers are often toughened by the addition of rubber fillers at the expense of their strength and stiffness. To compensate for this, some researchers have considered the addition of fibrous reinforcement, resulting in the formation of a ternary composite, that is, short fiber reinforced blend. 5,6
The rubber introduced to toughen the matrix is mainly in dispersed form and practically no interaction between the fibers and the rubber particles occurs. The analysis of the data in these studies is often done in terms of an effective matrix of lower modulus and higher toughness. Designing nanocomposite materials with enhanced mechanical performance has always been a problem of toughness-to-stiffness optimization, which is functionally manipulated by several material processing, material selection and material modification routes. Polymer composites for engineering applications are mainly limited by several factors pertaining to the resin such as low modulus of the matrix, extreme notch sensitivity and poor thermal resistance. 7
By utilizing the large surface-to-volume and aspect ratios of nanolayers, significant improvements in mechanical, physical, optical and thermal properties are achieved in polymer nanocomposites, leading to many potential applications in automotive and structural fields. Nonetheless, these materials often sustain low fracture toughness restricting their widespread usage. This is because nanolayers restrict the mobility of the surrounding matrix chains and limit the plastic deformation of the polymer matrix. In general, to increase the fracture toughness, it is necessary to initiate several effective energy dissipation processes ahead of the crack tip like crazing and shear yielding so that the total amount of plastic energy absorbed during fracture is high. Addition of a third component, a dispersed soft elastomeric phase, was found to substantially improve the fracture toughness of polymer nanocomposites. 8 –10 Because of the low tear strength of the rubber particles, they cavitate under triaxial stress conditions and release the high plastic constraint which further triggers large-scale plastic deformation of the surrounding matrix material.
In this study, maleic anhydride–grafted high-density polyethylene (HDPE; PE-g-MAH) were used to fill the interphase layer of silicon dioxide (SiO2)/PMMA composite. The mechanical and tribological properties of the composites were comparatively studied.
Experimental
Materials
The PMMA matrix was developed on thermal initiation using a minimal initiator amount, 0.025 g of dibenzoyl peroxide, for 10 g of monomer methyl methacrylate The SiO2 with an average of 1 μm was commercially obtained. The MAH–grafted HDPE compatibilizer (PE-g-MAH) of grafting degree 3.5 wt% was obtained from the chemical corporation.
Specimen preparation
PMMA was mixed with SiO2 at mass fractions of 4%, 8%, 12% and 16%. The mixtures were preheated at 175°C for 30 min and then molded to plates of size 6 × 7 × 30 mm under 20 MPa at 200°C. The composite plates to be tested were obtained after cooling the molded specimens in ambient air. Unidirectional composite laminates were produced by filament winding equipment and a Teflon sheet was used to obtain the plate form.
Tensile tests
Tensile properties were measured on an Instron-1195 universal materials test machine equipped with a 10 kN load cell at a constant speed of 5mm/min according to GB/T 1447. The specimen had a width of 10 mm and a thickness of 3 mm. The distance between the grips was fixed at 25 mm. All tensile tests were performed at room temperature on at least five specimens, and the average values were reported.
Tribological properties test
Friction and wear tests were conducted at a velocity of 0.42 m/s for 1 h under loads of 50, 100, 150, 200 and 250 N with a MM-200 block on ring wear tester. Samples were 25 × 7 × 6 mm blocks and the composition of the metallic ring was AISI 1045 steel, quenched and hardened to a hardness of 40–45 HRC. The metallic ring and the block specimen were finished with 600 grade SiC paper, which provided a surface roughness of R a = 0.10–0.15 and 0.4–0.6 μm, respectively. The test duration is 2 h and five samples are used for each test.
Results and discussion
Mechanical properties
Tensile tests were conducted for PMMA/SiO2 nanocomposites using HDPE as a coupling agent as well as for neat PMMA/SiO2 nanocomposite for comparison (Figure 1). First, all PMMA-based nanocomposites with various SiO2 contents have tensile behavior being different from that with HDPE reinforcement. For neat PMMA/SiO2 nanocomposites, the change in the tensile properties shows a decreased tendency with the filler content. For the HDPE as coupling agent, the tensile strength increases with the increase in filler content and sharply after the critical point. It is unusual that PE-g-MAH is a good toughening agent based on the wettability of SiO2 particles toward PMMA.
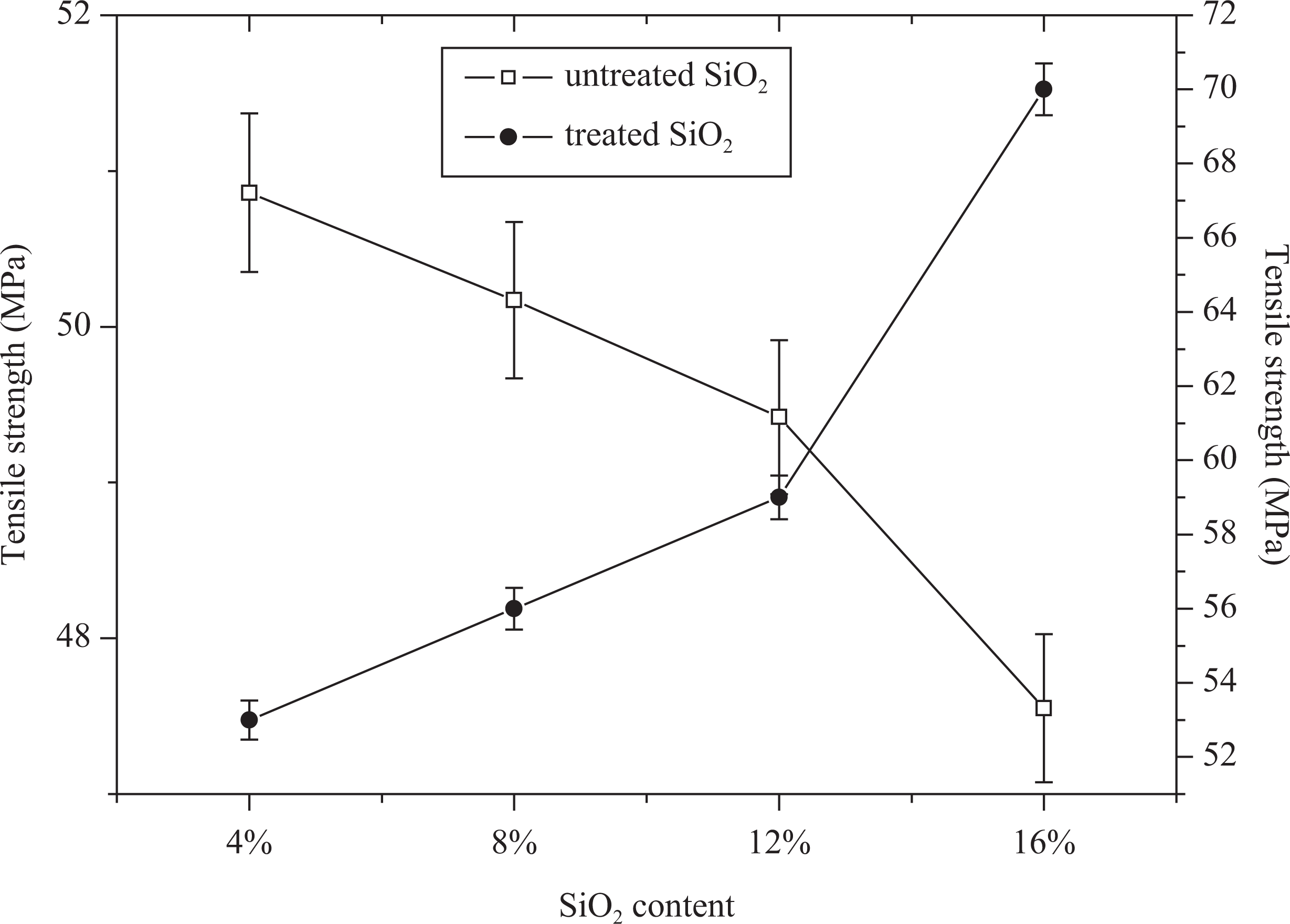
The tensile strength of PMMA/SiO2 nanocomposites. PMMA: polymethyl methacrylate; SiO2: silicon dioxide.
Friction and wear properties
Figure 2 displays the friction coefficients of SiO2/PMMA composite as a function of load. It should be noted that the friction coefficient of the two types of materials was increased with load in the test. But under the same condition, the friction coefficient of neat SiO2/PMMA nanocomposite was slightly greater than that of the SiO2/PMMA nanocomposite filled with HDPE. Under experimental conditions, the average temperature of the friction surface was between the T g (the glass transition temperature of amorphous polymer) and T m (the melting point of crystalline polymer) of PMMA under certain conditions. Under higher load conditions, the PMMA surface already transferred from glass state to viscoelastic state. There is severe adherence and distortion. Thus, the friction coefficient is high. When the load decreased, the surface of the PMMA is in the viscous flow state. When the friction coefficient was higher, it was controlled mainly by the surface viscous flow of PMMA. Therefore, when the load increased the friction temperature raised, and viscosity of the surface dropped, the friction coefficient of the composite increased. An accession of the nano-SiO2 could reduce the degree of adherence and prevented a decrease in the viscosity of the surface. Thus, the effectiveness of the lubricant decreased. Simultaneously, SiO2 nanoparticles from the friction surface showed evidence of ploughing on the counterpart steel ring, which made the friction coefficient to slightly increase. The larger and harder particles could produce furrow on the metallic counterpart and were prone to disengage from the matrix, which roughen the surface of the composite and the counterpart. Generally speaking, the accession of HDPE after MAH treatment decreased the friction coefficient.
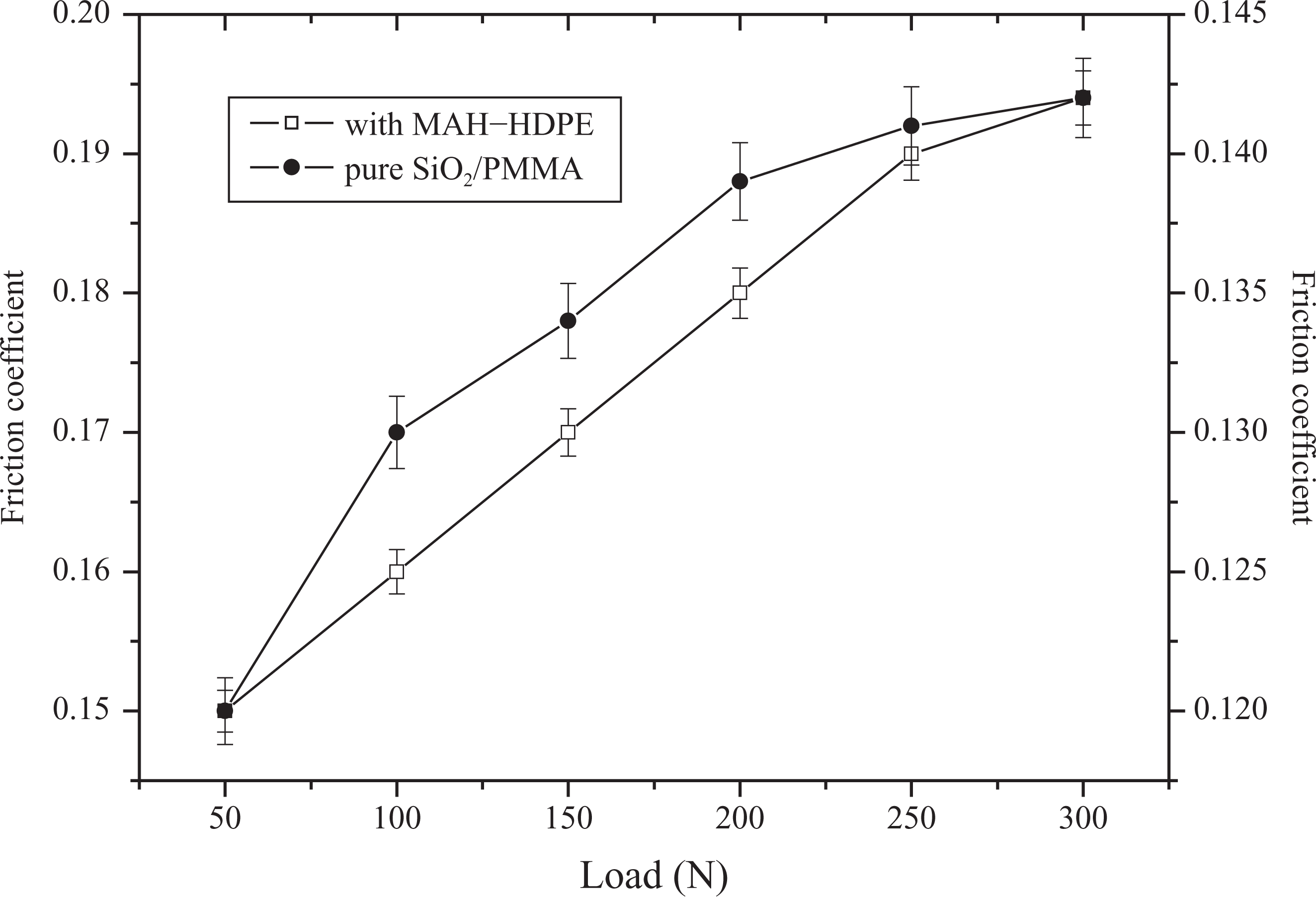
The effect of load on the friction coefficient.
The friction coefficient of the MAH-grafted HDPE-filled specimen decreased 20% when compared to that of the specimen without treatment. This tendency was also shown in Figure 3, which shows the wear of the specimen with respect to load. The abrasive particles generated from ridges can escape through the concaves. The difference in friction coefficients between specimens can be explained from the scanning electron microscope images of treated surfaces as shown in Figure 4. For MAH-grafted HDPE-filled one, the SiO2 peelings were not observed on the specimen surface. The PMMA resin of SiO2/PMMA composites was easily removed by friction force in the touch surface because of the low mechanical properties of the resin. The detached SiO2 from composites were observed in the specimen as shown in Figure 4.
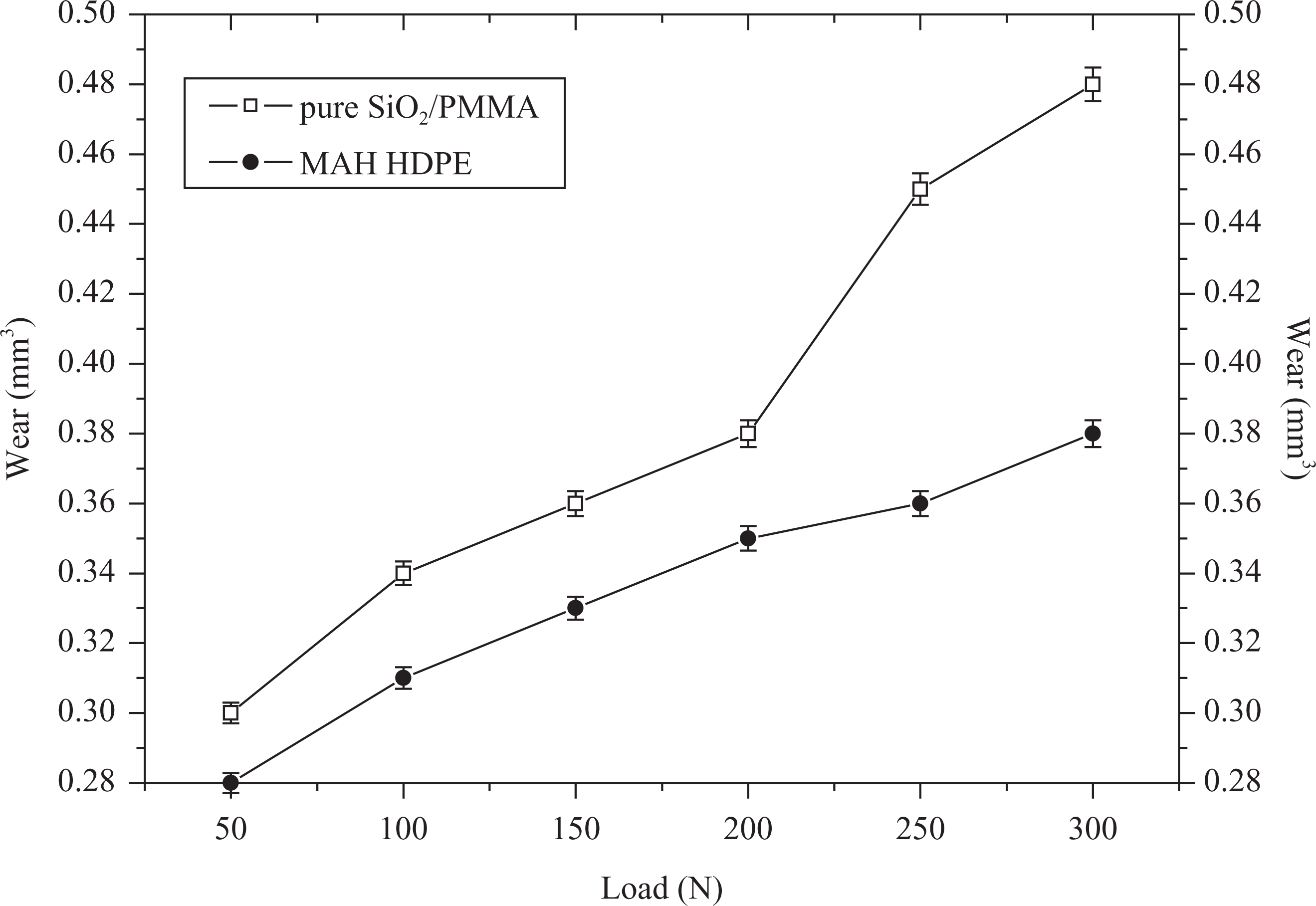
The variation of wear with load.
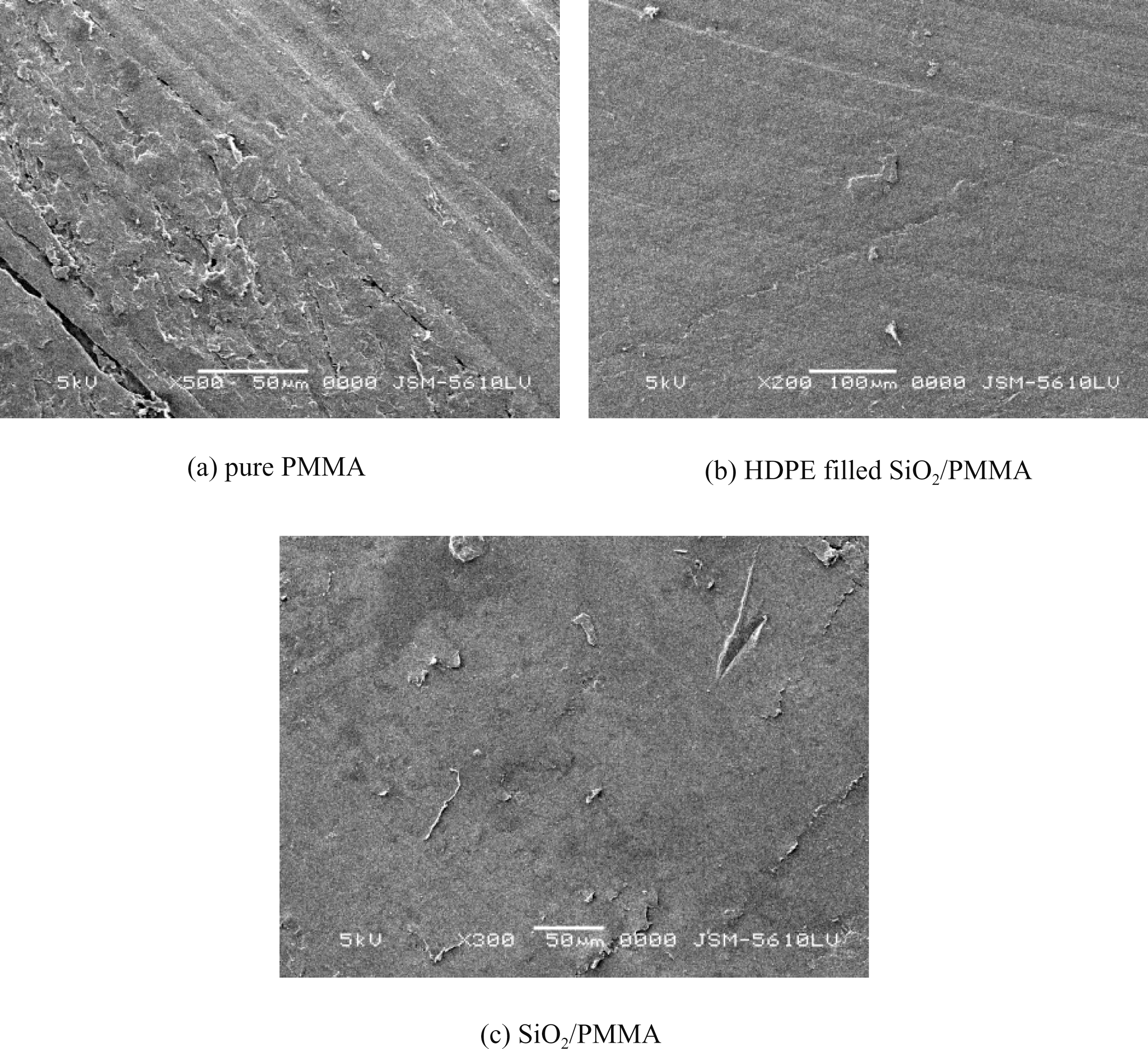
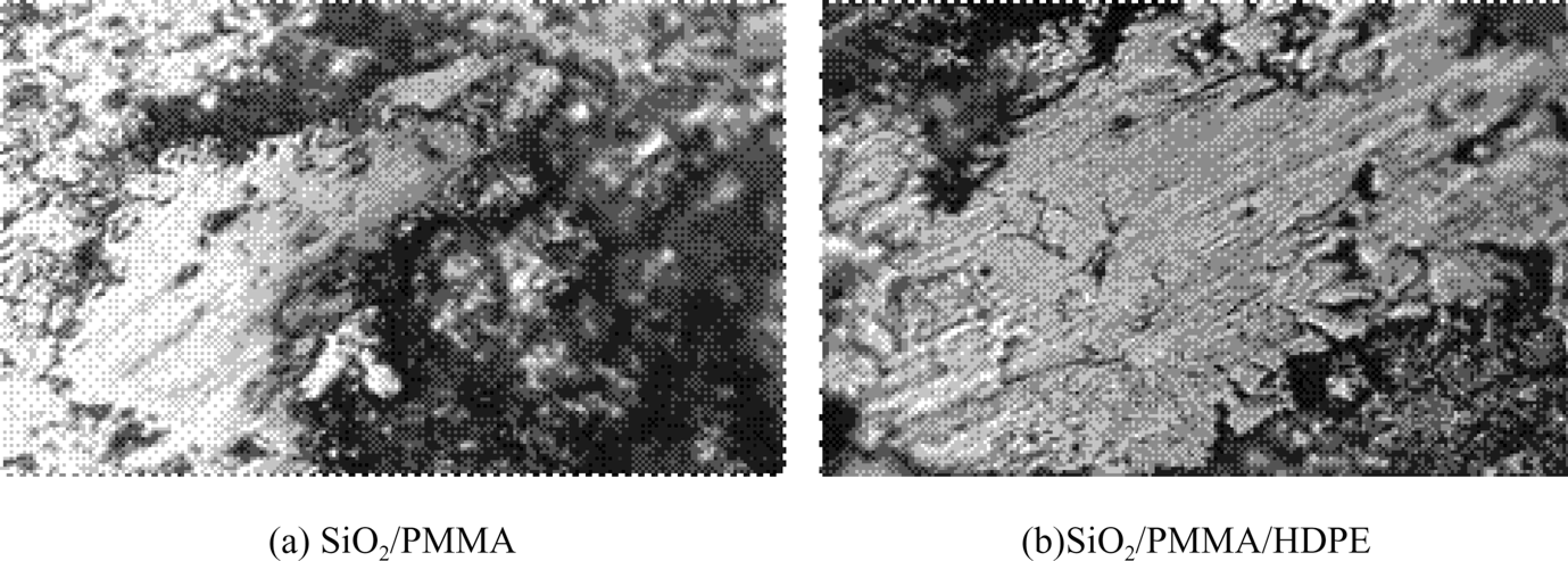
Scanning electron microscopy of worn surface.
Distinct differences in surface features between the two cases were expected. In the case of pure PMMA, wear scars are clearly seen along the sliding direction, as expected. Although the severity of scratches is not uniform over the contact surface, it is evident from the micrograph that contact occurred over the sliding surface. It is important that the role of surface texturing increases only when contact between the steel disk and PMMA surface must be attained to some extent. On the other hand, scratches in all directions are clearly seen in Figure 4(a). They were formed during surface finishing prior to the sliding test, indicating that wear was low. Therefore, from the above observations, the net effect of surface texturing on friction without considering the wear of PMMA can be investigated.
Figure 4(b) and (c) also show the wear surfaces of the composites. There is more fracturing on the wear surface of the composite without HDPE addition than with HDPE addition, as shown in Figure 4, as a result of poorer fracture toughness for the former. There seems to be less abrasive wear on the composites than on the counterparts caused by much larger amounts of the HDPE released on the surfaces of the former.
The amounts of the HDPE bonding on the wear surfaces of the counterparts are much smaller than those on the composites, as shown in Figure 5. As a result, the amount of the PMMA on the wear surface of the counterpart for even HDPE addition was the same as those without HDPE additions, which was too small to provide adequate lubrication to the wear surface of the counterpart to reduce the wear.
Scanning electron microscopy of the counterface.
Conclusions
In this study, we investigated the effect of PE-g-MAH on mechanical and friction and wear properties of PMMA composite reinforced by SiO2. The results indicated that grafted maleic anhydride is effective in promoting interfacial adhesion between SiO2 and PMMA resin. Under experimental conditions, the coefficient of friction and wear of SiO2/PMMA composites is decreased slightly after the addition of treatment of PE-g-MAH. SEM studies indicate that addition of treatment of PE-g-MAH can reduce the abrasive wear of SiO2/PMMA composites obviously.
Footnotes
Funding
This work was supported by the Science and Technology Commission of Shanghai (08DZ2271100), Shanghai Leading Academic Discipline Project (S30206,T0202), Medical Engineering Cross Research Foundation of Shanghai Jiao Tong University (YG2011MS23), a foundation of Shanghai municipal health bureau (2010268).