
Abstract
The effect of nanocrystalline cellulose (NCC) and nanofiber cellulose (NFC) was estimated as a means of reinforcing and compatibilizing agent of polypropylene/ cyclic natural rubber (PP/CNR) blend in terms of mechanical and thermal properties. The morphological effect of NCC and NFC on the PP/CNR blend property was determined through several characterization techniques, i.e. SEM, contact and TGA/DTG. Scanning electron microscopy (SEM) images revealed that the addition of NCC and NFC became more homogenous than without the addition of nanocellulose. The improvement of nanocomposites was also observed on the result of interphase surface tension and thermal stability. This improvement was assumed as the result of physically/ chemically interaction of nanocellulose with the backbone of PP and CNR, in which the nanocellulose can be imagined acting as a bridge to link the PP and CNR’s backbone.
Introduction
Material products obtained from renewable resources are important for sustainable development, for the example is the utilization of nanocellulose. Nanocellulose is a nanosized (<∼100 nm in at least one dimension) of cellulose obtained from plant material, such as hemp, kenaf, banana, bagasse, jute, cotton, straw, etc.1–7 Literature review reveals that nanocellulose has been studied intensively for its potential properties in wide area of application such as polymer nanocomposites and biomaterial engineering that can be used for biomedicine and membrane applications. Cellulose nanocomposite can be defined as a matrix of polymer which has cellulose as filler with the size less than 100 nm.8,9
Extensive studies on the utilization of nanocellulose in the form of nanocrystalline cellulose, bacterial cellulose and nanofibril cellulose as filler or reinforcement in polymer nanocomposites have been conducted.10–16 The different form of nanocellulose will have a different effect on the polymer nanocomposites properties, which is affected by the efficiency of nanocellulose dispersion in the matrix. Good dispersion of nanocellulose in the polymer matrix is a key factor to obtain good mechanical properties of cellulose nanocomposite. In the opposite way, if the nanocellulose leads to form a self-aggregation in the polymer matrix, it can result in an adverse effect on the mechanical properties of cellulose nanocomposite. Such problem can be called as the issue of incompatibility with the matrix of polymer. As an effective solution, modifying cellulose structure becomes the best choice to improve the role of nanocellulose to have a better interaction with the blend components, thus increase the compatibility with a wider variety of matrices. Many reactions have been conducted in the way to modify the nanocellulose surface properties, including graft copolymerization/ surface derivatization using MePh3PBr, 17 phenylbutyl isocyanate, 18 acetic anhydride, 19 PEG, 20 DABBF, 21 APTES, 22 ATMS, 23 ATES, 24 etc.
The modification of nanocellulose surface using TEMPO is an alternative tried due to its advantage to solve the problem of the agglomeration or fiber bundle of the nanofibril cellulose.25–27 This method can be classified as oxidation method of specific -OH group of cellulose and it allows the cellulose fiber to be disintegrated in aqueous suspension by mechanical process with low energy. As the effect of the oxidation process of -OH group of cellulose to be carboxylic group causes these modified fibers to have high surface charge densities, this induced the nanofibers found as highly individualized nanofibril.28,29 Also, this method affects the size and the morphology of the nanofibers obtained. The nanofiber size of TEMPO modified cellulose usually shows 3–4 nm of wide and ∼100–1000 nm of fiber length. TEMPO-oxidized nanocelluloses has been applied as additive for paper, food and membranes.30,31 As an individualized fiber which is supported with high ratio of its dimension, the TEMPO-oxidized nanocellulose can improve the compatibility of polymer blend as a reinforcement agent.32–35
The comparative effect of nanocrystalline cellulose and TEMPO-oxidized nanofiber as additives or nanofillers in the nanocomposite has yet to be explored, especially in the blend of polypropylene and cyclic natural rubber (PP/CNR). The blend of PP/CNR is an example of immiscible blend. 36 Considering the advantages of nanocrystalline cellulose and nanofiber cellulose to improve the property of the immiscible blend, the current study used those both materials, nanocrystalline cellulose and TEMPO-oxidized nanocelluloses to improve the properties of immiscible blend of PP/CNR. In the nanosized form, either nanocrystalline cellulose or TEMPO-oxidized nanocelluloses, it is believed can enhance the compatibility of blends through the physical interaction between nanocellulose and polymeric materials in the blends. This improvement will have a significant result in the blends that prepared using TEMPO-oxidized nanocelluloses which was found in the individualized fiber form and it has high aspect ratio. The first step of this work was initiated by preparing the nanocrystalline cellulose and TEMPO-oxidized nanocellulose from the lower part of empty fruit bunch of oil palm (LEFB). The second step was the blending process of PP, CNR and nanocelluloses in the internal mixer (Brabender®). The obtained nanocomposites were characterized by several instrumentation, such as mechanical properties, FTIR, SEM, TEM, optical contact angle and TGA.
Materials and methods
Materials
Cyclic natural rubber was provided by PT. IKN, Medan—Indonesia. Polypropylene EL-Pro™ P701J was purchased from SCG Performance Chemicals, Co. LTD. LEFB was obtained from the oil palm plantation in Riau, Indonesia. Cellulose nanocrystalline prepared using acid hydrolysis treatment was provided from our previous work. 37 Lignocellulose nanofiber prepared using TEMPO-oxidized and high-pressure homogenizer technique was obtained from our previous work. 38
Preparation of PP/CNR/NC nanocomposites
Nanocomposite of PP/CNR (80/20) with the presence of nanocellulose, i.e. cellulose nanocrystalline and cellulose nanofiber, was prepared using internal mixer (Brabender) and followed our previous method. 36 The temperature of internal mixer was set at 180°C with rotor speed of 50 rpm. A specific amount of PP was put into the chamber of internal mixer. After 8 minutes of processing time, all PP component have been melted and the torque showed a constant value. At this time, the CNR and nanocellulose (cellulose nanocrystal and cellulose nanofiber) was added into the chamber. The internal mixer was stopped after 10 minutes of processing time. The melted thermoplastic material was collected. After its temperature reached room temperature the melted thermoplastic material was kept at sealed plastic bag.
Characterization
FTIR analysis
The nanocellulose, PP, CNR and nanocomposites spectra were recorded on FTIR spectrophotometer 8201PC Shimadzu. The sample was pulverized and mixed with KBr with composition of sample 1 mg/100 mg. The sample was scanned 64 times, with the spectra transmittance region between wavenumber 4000 to 500 cm−1 at 4 cm−1 of resolution.
Surface morphological characterization
The surface morphological characterization of nanocellulose and nanocomposite material was carried out under scanning electron microscope (SEM) using ZEISS EVO MA 10. The sample was gold-sputtered using a sputter coater.
Tensile testing
The dumbbell-shaped specimens for tensile testing were prepared by compression molding using hot press at 190°C for 10 minutes. The mechanical properties of the PP/CNR blends were measured according to ASTM D638-08 and the measurement of tensile strength, Young’s modulus, and elongation at break was conducted using a universal testing machine DTC-10 supplied by IDMtest (San Sebastián, Spain) equipped with a 5-kN load cell. The measurement of Young’s modulus was carried with the same machine and equipped with MF, MFA 2 extensometer (Velbert, Germany).
Interphase surface tension
The wettability was obtained by measuring the contact angle of the surface of PP/CNR blends using the sessile drop method with KRUSS DSA25B (Kruss GmbH-Germany). All measurements were performed with drops of distilled water and diiodomethane after about 10 s. The reported values were the average of eight measurements at various places on the same film specimens of blended material between PP and adhesion promoter. The interphase surface tension was determined using the Fowke’s (1) and Owens & Wendt’s (2) equation below:

where γ12 is the interphase surface tension; γ1 is the surface tension of polar solvent (water); γ2 is the surface tension of non-polar solvent (diiodomethane); γD is the surface tension of polar component. The value of γ1 and γ2 is determined using the following equation below:

where,

Thermal analysis
The thermal stability of the nanocellulose and nanocomposite was examined through thermogravimetric analysis (TGA) using DTG-60 Shimadzu with the range of temperature 30–600°C (10°C/min). Heating process was carried out under nitrogen atmosphere to prevent any thermoxidative degradation. The residual mass obtained at 600°C was used for estimating the ash content.
Results and discussions
The characteristic of nanocellulose
The obtained fiber, α-cellulose, nanocrystalline cellulose and TEMPO-oxidized NFC, were characterized using several instruments before used as filler in the PP/CNR blends. The functional group analysis of the obtained fiber was characterized using FTIR and the spectra data were shown in Figure 1 below.
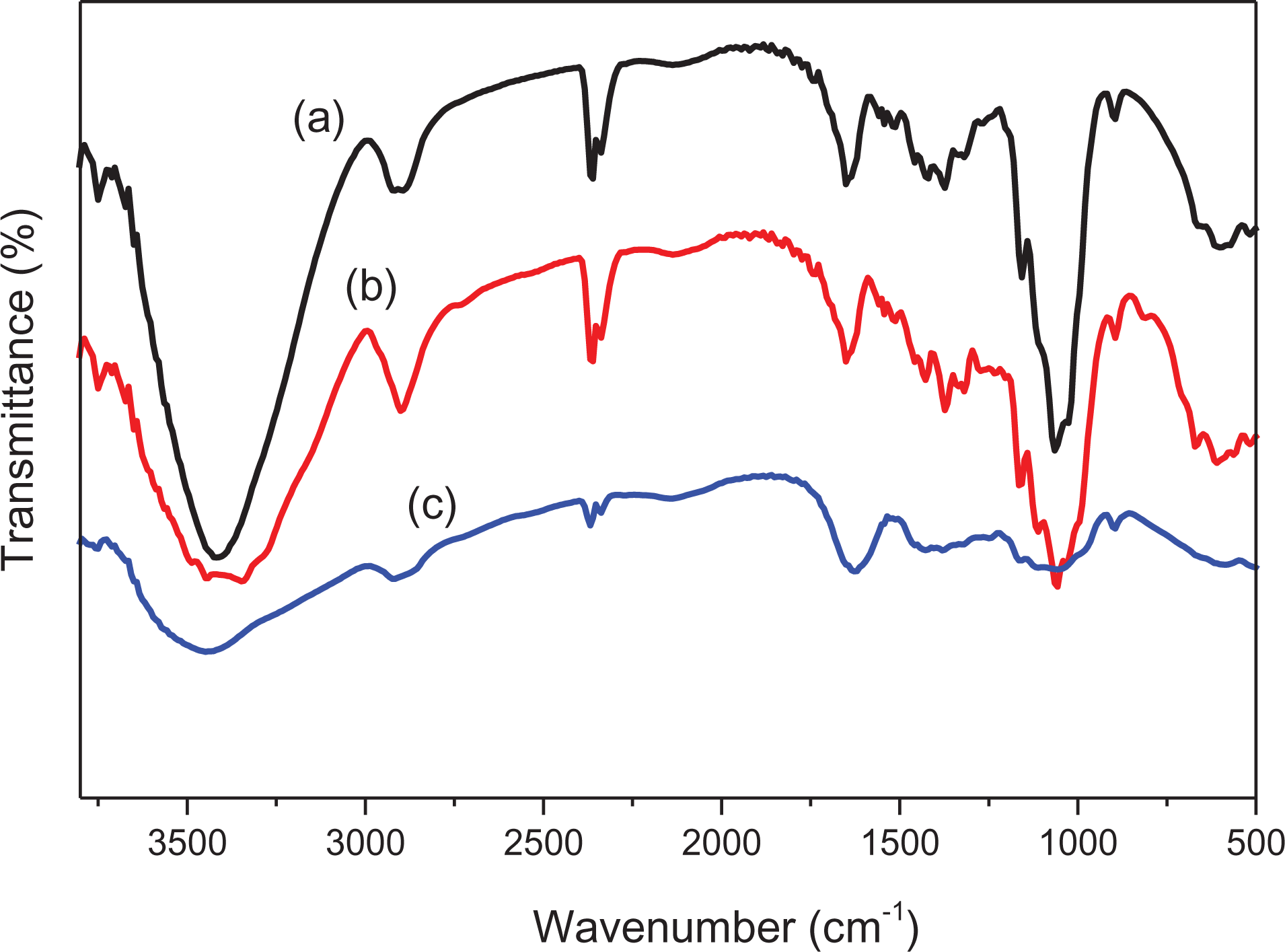
The FTIR spectra of α-cellulose (a), nanocrystalline cellulose (b) and TEMPO-oxidized NFC (c).
The FTIR spectra of the obtained fiber showed almost similar signal but different in the intensity and chemical shift. A broad band at the range of 3500–3000 cm−1 exhibited by α-cellulose, NCC and NFC, indicating the presence of hydrogen bonding in the cellulosic materials. Moreover, around 2870 cm−1, there was a signal of sp3 C-H stretching vibration. The presence of adsorbed water in the FTIR samples was showed by the presence a signal around 1640 cm−1, the presence of water is a common phenomenon because the adsorbed water cannot be removed completely due to the cellulose-water interaction. 39 The other signal at 1365 cm−1 confirmed the presence of a bending interaction of C-H and C-O bonds in the hexagonal rings of the polysaccharide. The signal of pyranose ring that mostly can be found in the cellulosic material was observed at 1061 cm−1 (stretching of C-O-C).40–44
The SEM images of α-cellulose was shown in Figure 2 (a) at 100 µm scale. The α-cellulose fiber has separated fiber or individualize microfiber. This proves that lignin and hemicellulose has been removed from the oil palm fiber through bleaching process. 45 Figures 2(b) and (c) showed TEM of NCC and NFC produced by acid hydrolysis and TEMPO-oxidized method, respectively. The dimensions were calculated with the ImageJ software. The results showed that the NCC was rod-like in shape and it has nanosized bundles of crystals. The NCC had a relatively low aspect ratio (L/D = 3.85) with the size at the range of 40–120 nm (diameter) and 50–500 nm (length). On the other side, the NFC that was produced by a combination method, such as mechanical disintegration and TEMPO-oxidized method had a higher aspect ratio (L/D = 167) with size in the range of 15 nm (diameter) and 2500 nm (length). The morphology of NFC was more rope-like compared to the NCC and the individualized nanofibril formed an interwoven each other as the effect of the present of small content of lignin in the NFC (Kappa number = 3.8). The presence of lignin or hemicellulose in the NFC fiber also confirmed by the yield of fibrillation and transmittance percentage with value 90 and 91, respectively.
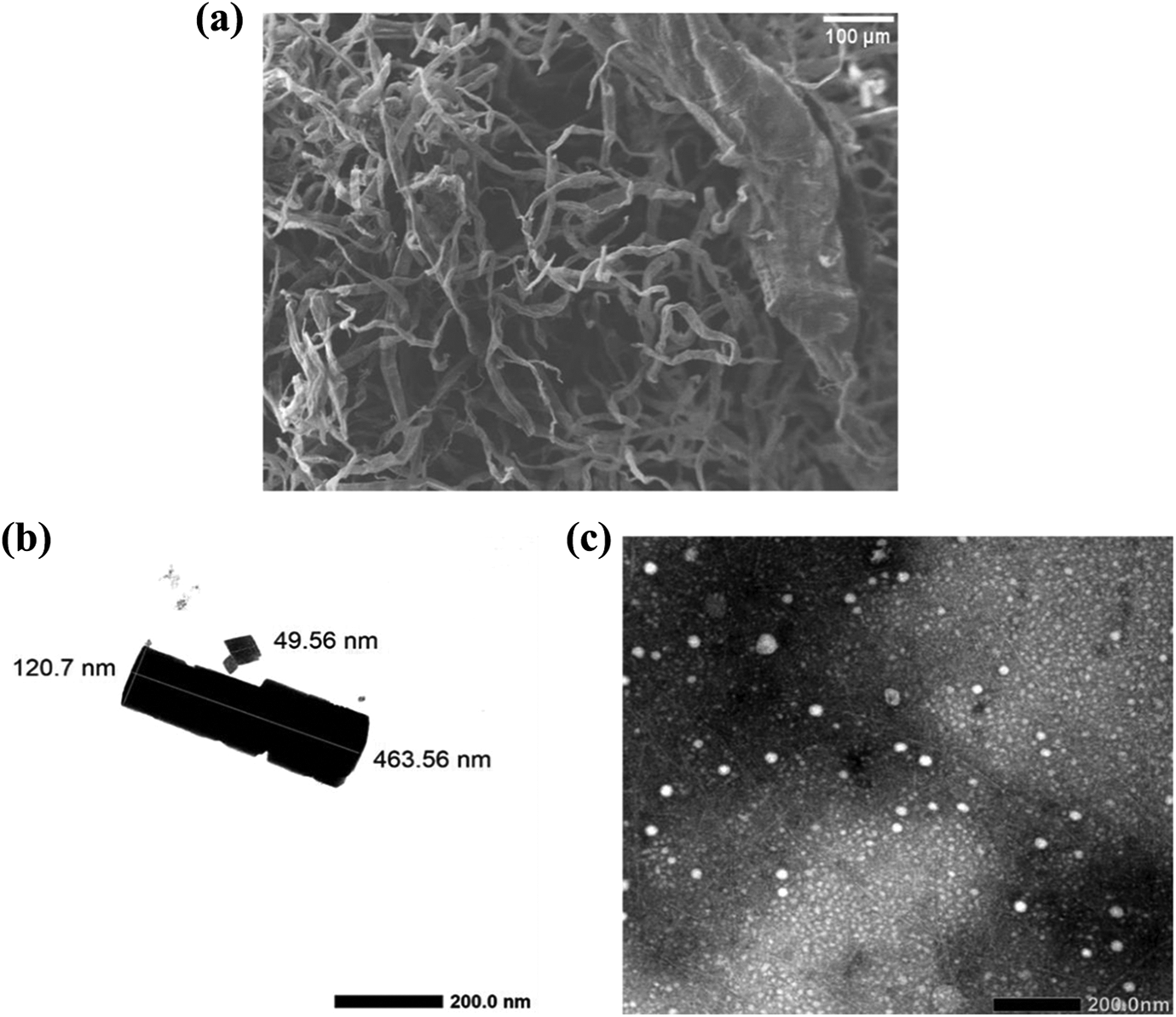
SEM image of α-cellulose (a), TEM images of NCC (b) and NFC (c).
Thermal stability of α-cellulose, NCC and NFC was shown in the TGA curves (Figure 3). The presence of adsorbed water in the all of fiber sample is indicated by the initial weight loss of approximately 7–11%. Based on literature review, the adsorbed water or the hydrogen bonding interaction between fiber and water confirmed by the FTIR signal, was found to be removed completely at 120°C.3,46,47
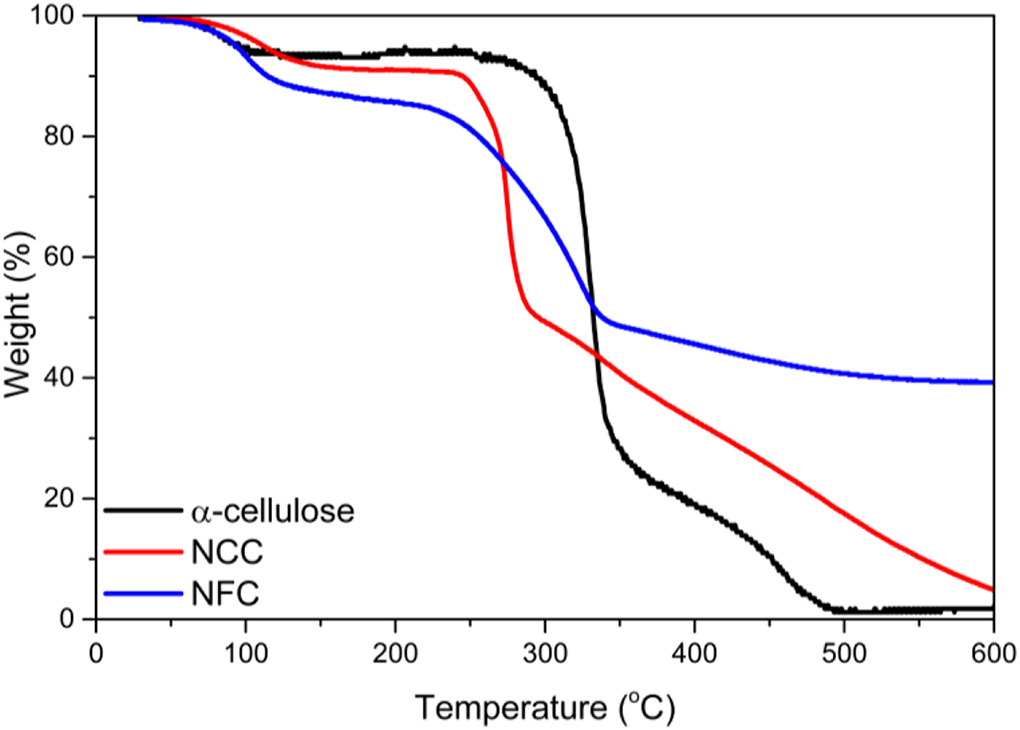
TGA curve of the obtained fiber.
The α-cellulose was observed to decompose in the 294–490°C region whereas CNF decomposed at a slightly lower temperature (191°C–364°C). The lower degradation temperature of CNF could be due to the smaller fiber dimensions compared to the macroscopic bagasse fibers, which leads to higher specific surface area and as the influence of the lignin contamination. In other work, lignin undergoes decomposition thermal between 200°C and 400°C and as the effect of its contamination in the cellulosic material, the thermal stability of that material decreased. The decomposition process of NCC was occurred between 268°C and 482°C. The initial decomposition temperature of NCC was lower than the initial temperature of α-cellulose. Based on literature review it was believed as the effect of sulphuric acid hydrolysis during the NCC preparation.
Moreover, the TEMPO-oxidized of cellulose of NFC showed the highest yield of char or residual mass at 600°C (39%). This phenomenon can be caused by several factors, such as (i) the NFC fibril consisted as highly individualized fiber and free end chain which was produced during mechanical disintegration and TEMPO-oxidized method. The decomposition of the end chains of TEMPO-oxidized started at a lower temperature. 48 as the consequent the char yield of TEMPO-oxidized fiber increase.
The characteristic of nanocomposites
The mechanical properties of PP/CNR blends with and without the addition of nanocellulose are displayed in Figure 4 that include the tensile strength, Young’s modulus and elongation at break of each material.
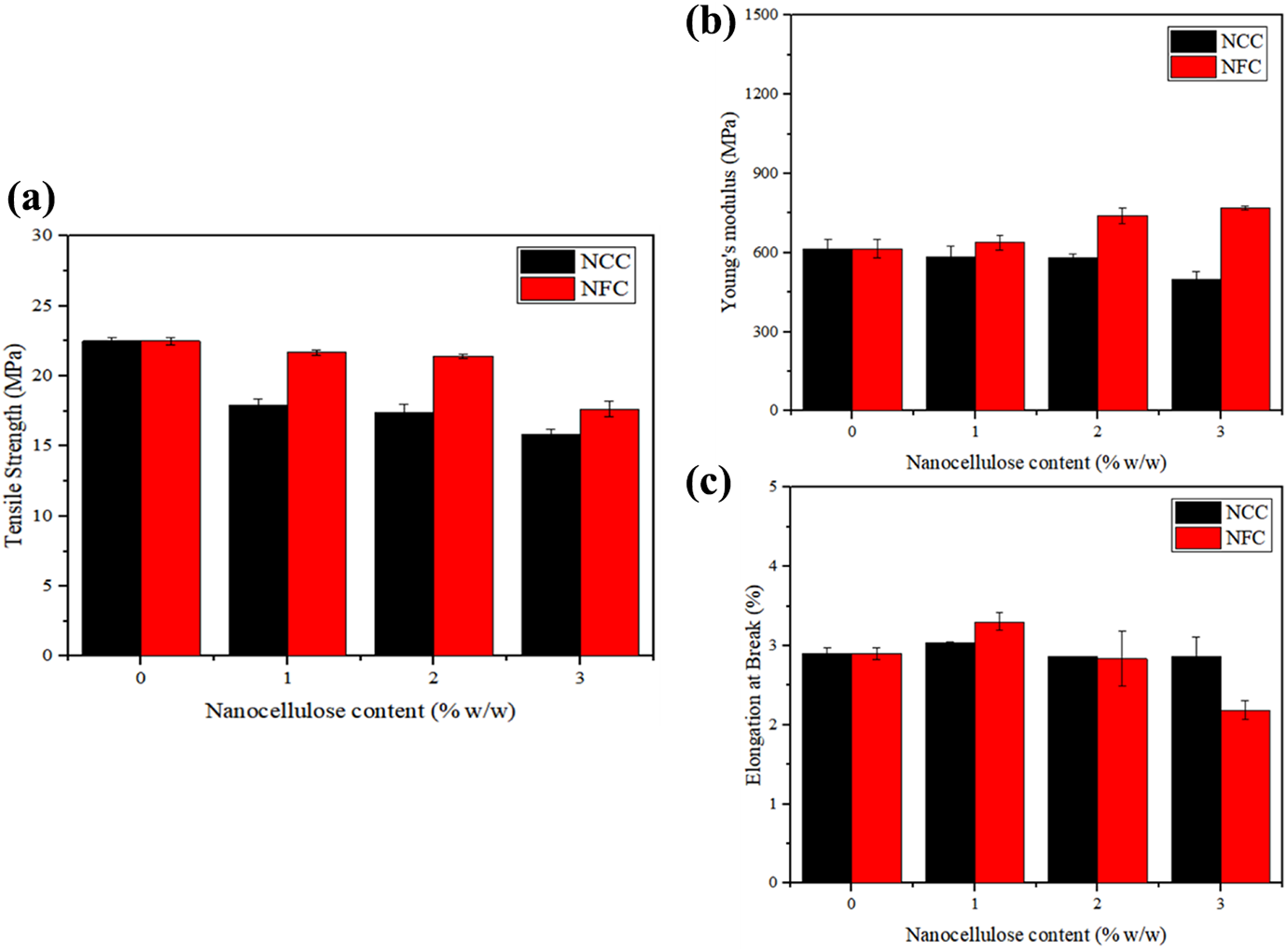
Mechanical properties of PP/CNR blends in addition of nanocellulose.
Figure 4a–c shows the mechanical properties of neat PP/CNR blends and its nanocomposites as a function of nanocellulose content. The neat PP/CNR blends has a quite high tensile strength and modulus value around 19 and 1200 MPa, respectively. But its nanocomposite showed a different value that depends on the type and amount of nanocellulose. In the addition of NCC, the tensile strength and modulus decreased up to 13 and 56%, respectively compared to PP/CNR blends. As the impact of those results, the elongation at break value of PP/CNR nanocomposite in the addition of NCC was higher than the neat PP/CNR blend up to 56%. This phenomenon was supported by several previous works and it could be caused by the stress transfer from the PP/CNR matrix to the nanocellulose fiber was small/ low.49–51 Compared to the effect of the addition of NFC into PP/CNR blends, at 1–3 wt.% of nanocellulose content the mechanical properties of NFC nanocomposite had a better result than NCC nanocomposite. The tensile strength and modulus of NFC nanocomposite were improved around 16 and 23% based on NCC nanocomposite. With the increase of modulus value, the elongation at break of NFC nanocomposite was decrease up to 5% based on NCC nanocomposite. Those improvement on the NFC nanocomposite was caused by the high aspect ratio of NFC, it was supported by many literatures high aspect ratio of fiber provide high tensile strength and the high aspect ratio of fiber can improve the interfacial contact surface of fiber into the polymer matrix. The aspect ratio of fiber is one key factor that has a big influence on the mechanical when incorporated with a polymeric matrix. A higher aspect ratio of fiber can enhance the reinforcement effect than nanofiller with lower aspect ratio. 52
Scanning electron microscopy was employed for microstructure analysis of fractured surfaces after mechanical tests. Figure 5 shows the micrographs of PP/CNR matrix and nanocomposites. SEM images revealed a good dispersion of nanocellulose within the continuous matrix. For nanocomposites with the addition of NFC in the same concentration with NCC, the dispersion of NFC in the PP/CNR matrix was better than NCC. This dispersion issue can be seen in the Figure 5 that there was a lot of the microdomain of NCC (red circle) and some of the NCC formed an agglomerate. The SEM result is in agreement with the mechanical result obtained. The NFC nanocomposite showed good mechanical properties than NCC nanocomposite that caused by the well dispersed of nanocellulose into the PP/CNR matrix also as the impact of high aspect ratio of NFC (cannot be observed from the SEM result).
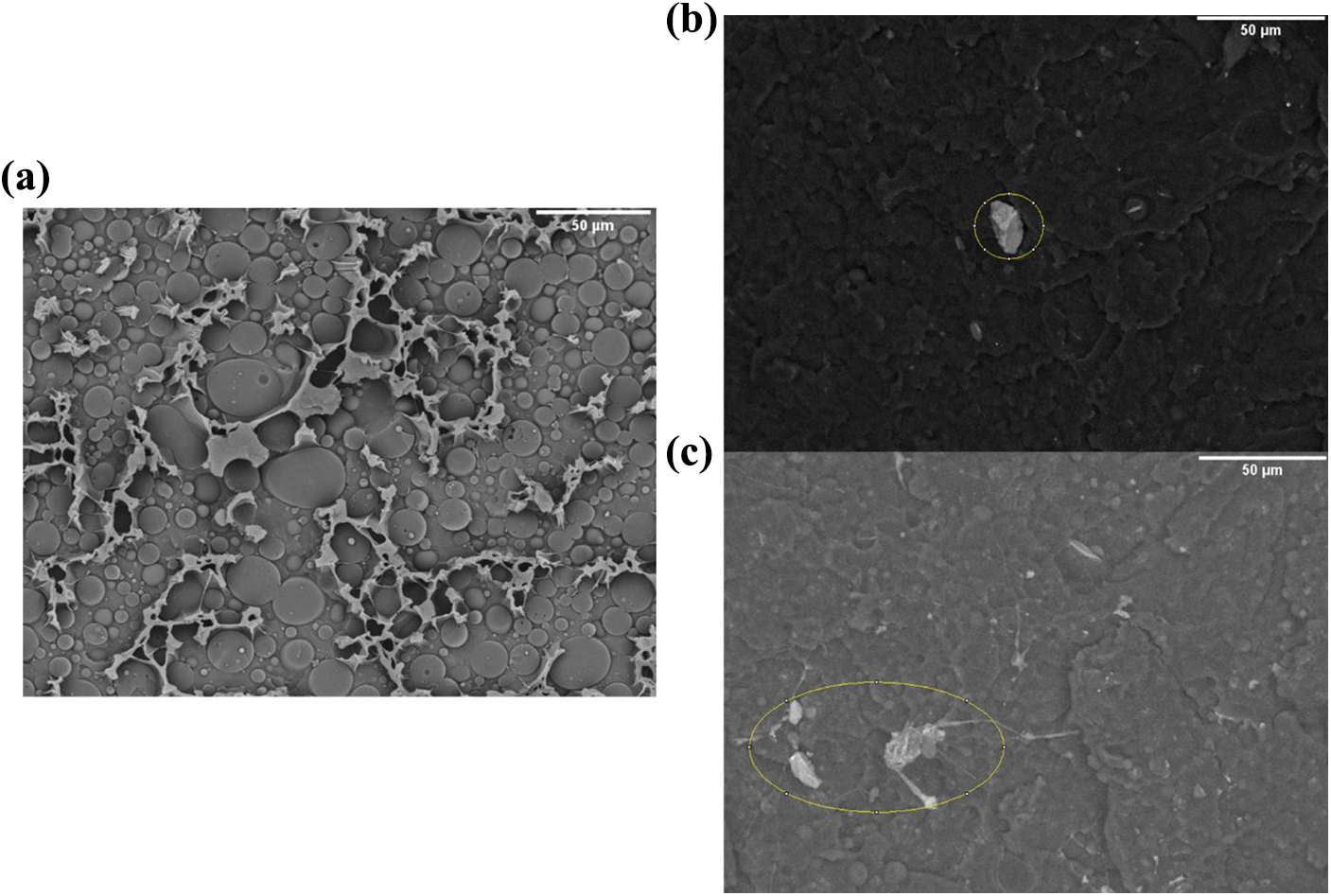
SEM images of PP/CNR blends (a) and its nanocomposite with addition of NCC (b) and NFC (c).
In general, composite materials that constructed with fibers have a unique pattern, especially on the mechanical testing values. When the tensile strength and Young’s moduli increase, as the effect, the elongation at break of those composites mostly will decrease, and vice versa. This is due to the fibers’ structure which is more rigid and these fibers will fracture earlier than the polymer matrix. After the mechanical fracture happened on the fibers, the stress was transferred from fibers into polymer matrix. As the effect, this process triggered to the low mechanical testing result value. 53 Mechanism between fibers and polymer matrix during the fractured as the effect of mechanical testing is illustrated in Figure 6. In this illustration, the dimensional fiber has an important effect on the fracture formation. NFC has the highest L/D ratio than NCC, this is an advantage for the NFC, it can entangle to the backbone of polymer matrix due to the NFC flexibility and with the formation of NFC’s individualized fibers the chance to form entanglement will be higher than in composite with NCC. The entangle process of fibers will enhance the elongation at break value of nanocomposites.
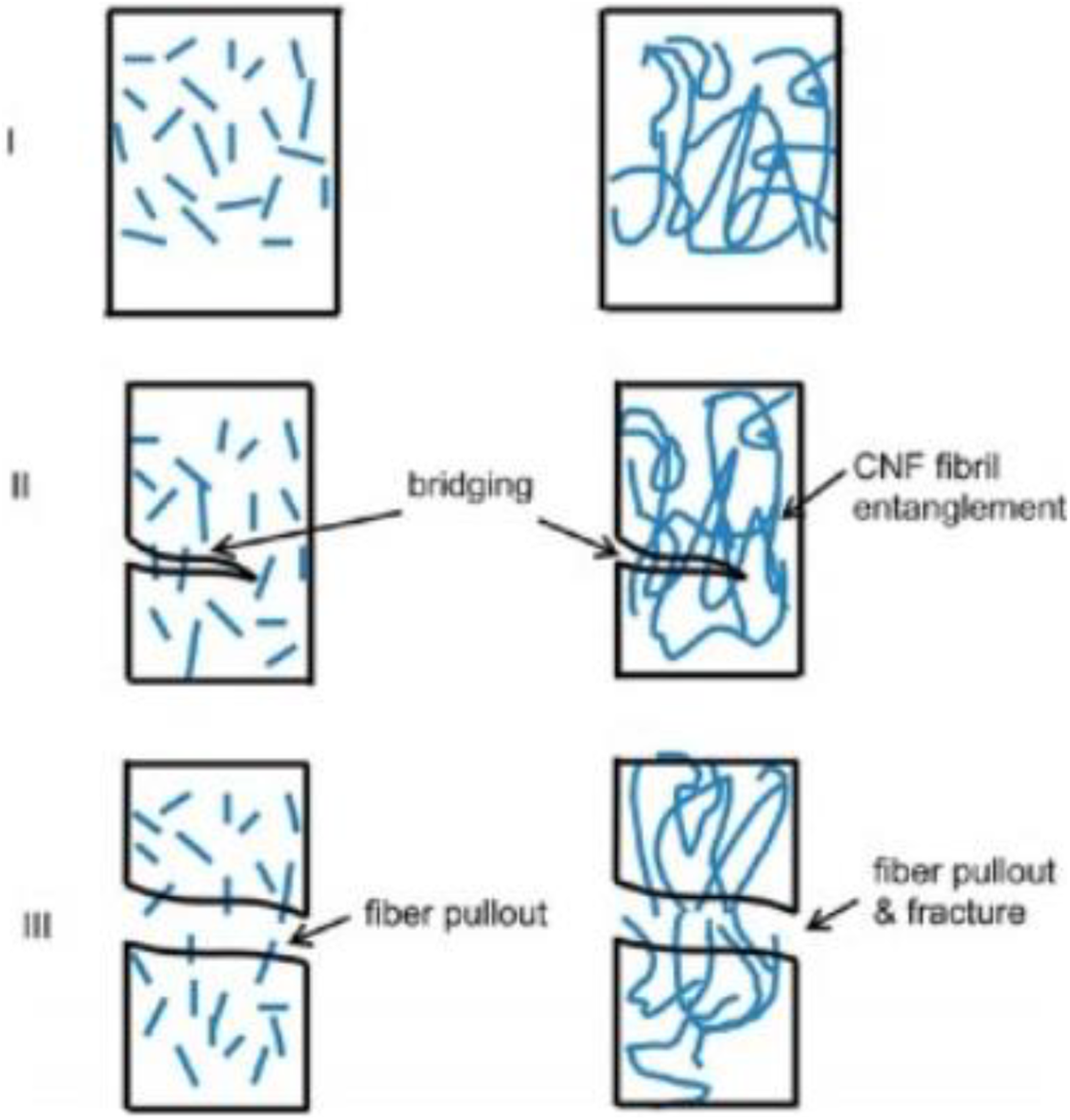
Illustration of nanocellulose mobilization during the mechanical testing. 53
The interphase surface tension of PP/CNR blend after the addition of 1% NCC was improved about 3.79% (Figure 7). A significant different result was observed after the addition of 1% NFC, the interphase surface tension of nanocomposite decreased about 1.96%. The increase of nanocellulose loading in the blends gave a positive impact to the interphase adhesive between PP and CNR. At the 3% of nanocellulose loading, the interphase surface tension of both nanocomposites, in the presence of NCC and NFC, was decrease about 14.99 and 22.21%. This reduction on the interphase surface tension value indicated the addition of nanocellulose, NCC and NFC, can improve the blend compatibility, this property is similar to the effect of nanobentonite in several polymer blend that can act as reinforcement and compatibilizer. The role of nanocellulose as compatibilizer in the PP/CNR blends cannot be separated from several functional group that presence in nanocellulose, i.e. hydroxyl, sulphate, aldehyde, and carboxylate.54–56 Those functional group can physically/chemically interact with the polymer matrix to form bridge, especially the nanocellulose backbone that consist with C-C will interact with C-C from polypropylene backbone, and the other functional groups that have been mentioned will interact with C=C from CNR.
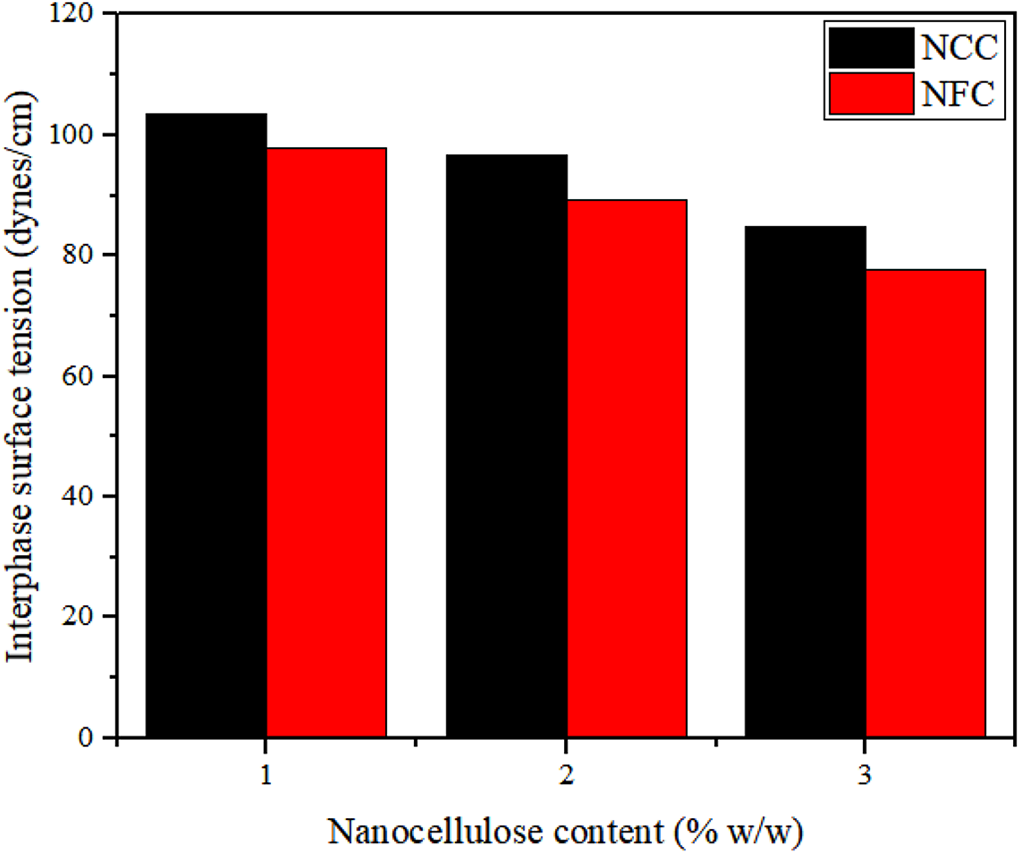
The interphase surface tension of PP/CNR nanocomposite.
The thermal stability profile of PP/CNR nanocomposite can be seen in Figure 8, that consist of TGA and DTG curve. All of PP/CNR nanocomposites only showed one step degradation. The addition of 1% nanocellulose cause an improvement (2–10°C) on the thermal stability of PP/CNR blends, especially at the Tmax and T95%. PP/CNR nanocomposite with the addition of NCC has higher thermal stability value than the addition of NFC. This is due to the presence of little part of lignin in the isolated NFC as the impacted of partial delignification. The presence of lignin in the NFC will have the earlier decomposition, this was confirmed from the low of T1%. Many studies support this statement, the presence of lignin in the fibers will affect the thermal stability value.57–60 The maximum decomposition temperature (Tmax) of the neat PP/CNR blend occurred at 437°C, but after the addition of 1% nanocellulose, the Tmax value of nanocomposite increased up to 20–23°C. There was no significant difference on the thermal stability result between the use of NCC and NFC. The enhancement of thermal stability value after the addition of nanocellulose can be used as indication of the improvement of PP/CNR blend compatibility. This thermal result also strengthened by the interphase surface tension result, the enhancement of compatibility was proved by the reduction on the interphase surface tension value.
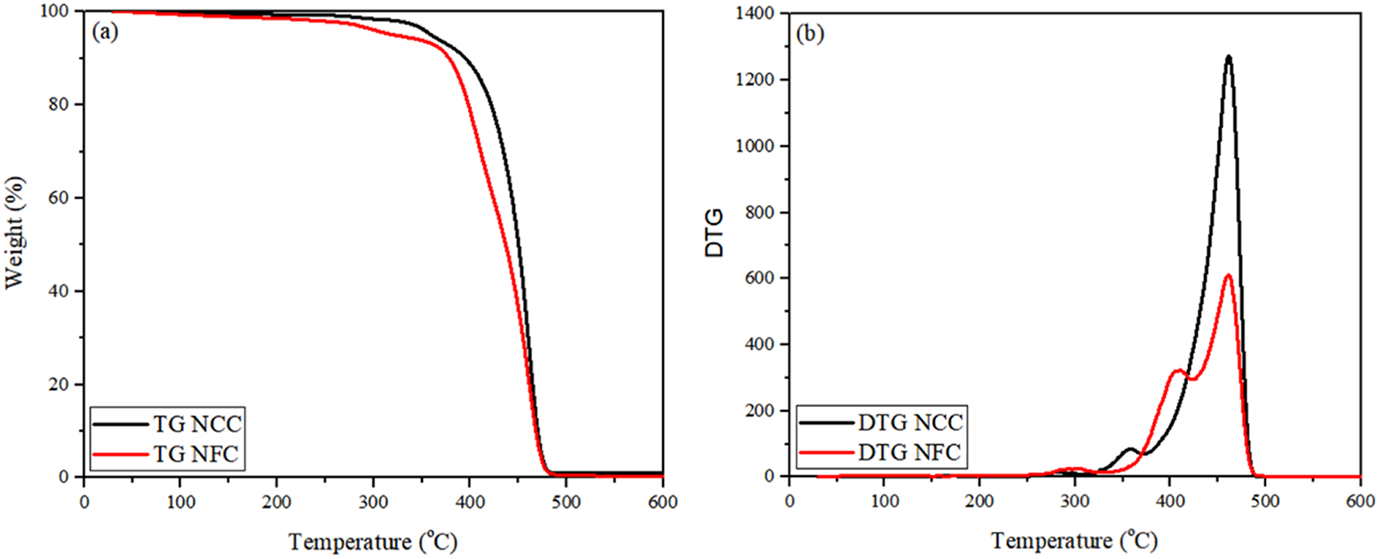
TGA (a) and DTG (b) curve of PP/CNR nanocomposite.
Conclusions
The effect of NCC and NFC in the PP/CNR blends was evaluated to the morphological, thermal stability, and also interphase surface tension. Moreover, the reinforcing and compatibilizing effect of the NCC and NFC in the PP/CNR blend were confirmed in terms of mechanical, interphase surface tension and thermal behavior.
Highlights
The nanocellulose, i.e. NCC and NFC can enhance the compatibility of PP/CNR blend
The highest compatibilizing effect of nanocellulose were shown by the addition of 3 wt.% of nanocellulose
Thermal stability enhanced with the incorporation of nanocellulose
Footnotes
Acknowledgements
Author thanks the Indonesian Ministry of Research, Technology and Higher Education (KEMENRISTEKDIKTI) for the PMDSU scholarship program and the financial support to conduct the research in LEPAMAP Group, Universitat de Girona, Spain through PKPI PMDSU Batch 2 program.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.