
Abstract
Polylactic acid and thermoplastic polyurethane (TPU) were mixed in different proportions and extruded through twin-screw and single screw extruders to obtain composite filaments to be used for additive manufacturing (3D printing) with fused deposition modeling method. The properties of the filaments were characterized using uniaxial tensile tests, differential scanning calorimetry, thermogravimetric analysis, Fourier transform infrared spectroscopy, rheology, polarized optical microscope, and scanning electron microscope. 3D printed samples from composite filaments were tested using dynamic mechanical analysis. It was found that the tensile strength and modulus of the filaments decrease while elongation at break increases with the increasing TPU content in the composite. The analysis also showed a partial miscibility of the polymer constituents in the solution of composite filaments. Finally, a flexible structure, plain weave fabric, was designed and 3D printed using the composite filaments developed which proved that the filaments are well suited for 3D printing.
Introduction
Additive manufacturing (or 3D printing) is a revolutionary technology which has the capability of building complex geometrical parts/objects following a CAD design. Fused deposition modeling (FDM) is one of the most widely used 3D printing methods for polymers, in which the melted polymer is extruded through a nozzle and deposited on a platform layer by layer to form the product. It allows the fabrication of durable components made of high-strength thermoplastics such as polylactic acid (PLA), acrylonitrile butadiene styrene, thermoplastic polyurethane (TPU), poly (ether ether ketone) (PEEK), polycarbonate (PC), and polyphenylsulfonate. 1 With FDM, various products can be manufactured within a limited time frame with minimal waste. This technology has been used in many industries including aerospace, automotive, composites, fabrics, and fashion.
Polylactic acid is one of the most commonly used polymers in 3D printing because of its easy availability, low cost, and non-toxicity. It is biodegradable, renewable, recyclable and compostable thermoplastic polymer derived from corn, wheat, and rice. 2 It has high strength and high modulus which is an important property for 3D printed products. 3 The glass transition and melting temperatures are in the range of 45–60°C and 150–165°C, respectively. 3 It can be used to make dimensionally accurate parts. However, PLA is very brittle with less than 10% elongation at break. 4 Hence, the blending of PLA with other polymers has been attempted by several researchers to achieve better toughness and elongation. Soft PLA (PLA + softener) has elongation at break up to 200%. 5 Some researchers blended PLA and low density poly (ethylene) to improve toughness.6,7
Thermoplastic Polyurethane is a biocompatible and biodegradable polymer,8,9 which can be used in several applications such as textile, footwear industry, tubings, biomaterials, and adhesives. Its properties vary from being a high performance elastomer to tough thermoplastic polymer.10,11 It is used for high tensile strength, abrasion resistance, tear resistance, low temperature flexibility and high versatility in chemical structures. 12 It is a linear segmented block copolymer and is made of hard segments (HS) (made from diisocyanate, e.g., diphenylmethane-4.4-diisocyanate (MDI), by addition of a chain extender, e.g., butanediol) and soft segments (SS) (e.g., polyester and polyether). The SS interconnects two HS and the HS are bonded together with the presence of hydrogen bonds and form physical crosslinks.12,13 It gets its rigidity and hardness from HS domains whereas the flexibility and elastomeric behavior is gained from SS domains. 14 TPU has been used for various material property profiles, which can be achieved by reinforcing the polymer with fillers. Nanoparticles (e.g., nanoclay and silica)15,16 and fibers (e.g. aramid, carbon, and glass)17–19 have been used as a reinforcement material to improve the mechanical properties of TPU.
Although FDM 3D printing offers several advantages, the parts produced do not have high mechanical strength in comparison to traditional manufacturing methods such as injection molding, due to the presence of voids and weaker bonding between layers. 2 Hence, several theories have been proposed to increase the strength which include parameter optimization, 20 addition of filler materials in polymers to make a composite filament as a pre-processing method 21 and heat treatment as post-processing method. 22 The addition of filler materials in the polymer matrix helps to improve the toughness, compatibility, thermal, and mechanical properties depending on the filler content.
Zhou et al.
23
investigated the effect of addition of TPU in the blend of PC/PLA and found significant improvement in toughness of the composite material, increase in elongation at break, first increase and then decrease in impact strength, significant decrease in tensile strength and plastic fracture behavior of the composite. Jaso et al.
24
added varying weight percentages (wt%) of poly (lactic) acid (PLA) in TPU matrix and found that the composite fibers had improved tensile strength and high elongation but decreased in elastic recovery. Mi et al.
8
fabricated scaffolds using the blends of PLA/TPU and achieved large tensile and compressive strength, improvement in elongation-at-break and relatively larger pores with the increasing TPU content in the blends, which may be suitable for various medical and tissue engineering applications. Feng and Ye
25
fabricated the PLA/TPU blended tensile and impact specimens by using hot-press-molding process and observed yield and neck formation for the blends, which indicated the transition of brittle fracture of PLA to ductile fracture. They found partial miscibility of the polymers due to the formation of hydrogen bonding between the molecules as shown in Figure 1. Xu et al.
26
studied the effects of TPU on the crystallization and melt strength of PLA. They found out that the crystallinity and melt strength increased and they confirmed the immiscibility of these polymers. Kaynak et al.
27
studied the mechanical performance of neat PLA, glass fiber (GF)-reinforced PLA, and TPU-blended PLA composites using injection molding and 3D printing methods. They used twin-screw extruders and obtained the filaments for 3D printing using 10 wt% of TPU and 15 wt% of GF. Using the filaments obtained, they 3D printed dog-bone specimens and compared their performance with the dog-bone samples obtained from injection molding. Hydrogen bonding between PLA and TPU molecules.
25
PLA: Polylactic acid; TPU: Thermoplastic polyurethane.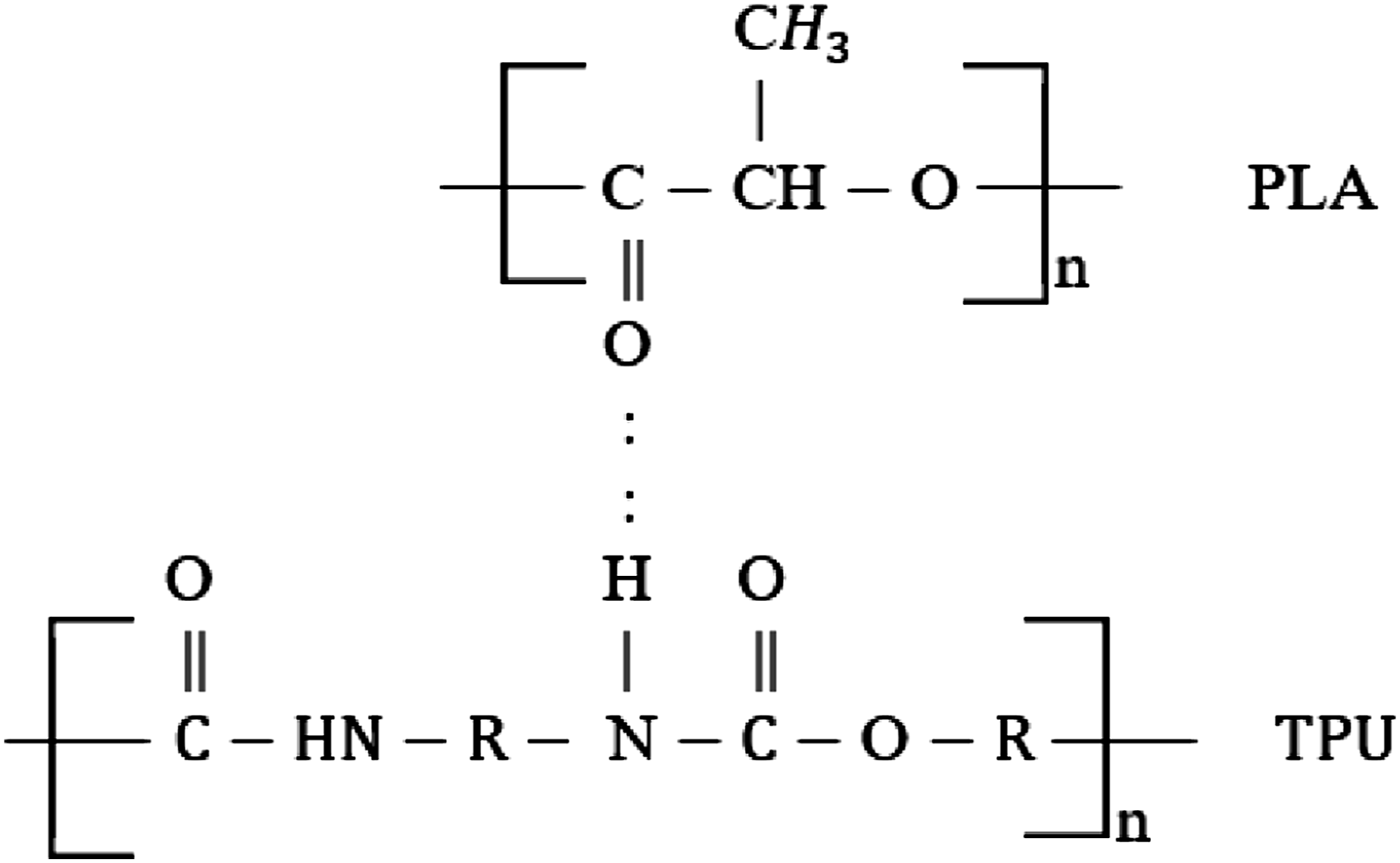
It should be noted that no information related to manufacturing of PLA/TPU composite filaments mixed in different proportions has been found in the literature. The mechanical, thermal, and rheological characterization of these filaments are missing in the literature as well. In the present work, PLA is blended with TPU in varying weights to obtain composite filaments with optimal strength and flexibility which can be used for 3D printing of flexible structures. The mechanical and thermal properties of the composite filaments are characterized, which showed that the filament experiences lower tensile strength but higher elongation at break with the increasing content of TPU.
Materials and methods
Polylactic acid pellets of commercial grade, Natureworks Ingeo 4043D were purchased from 3DX Tech (Grand Rapids, MI, USA) having a number average molecular weight (Mn) of 67 kDa, polymer dispersity index of 2.2,
28
density of 1.24 g/cm3, and the glass transition temperature (T
g
) of 55–60°C. Thermoplastic polyurethane elastomer (Pellethane 2363-90AE TPU) pellets were supplied by LNS Technologies (Scotts Valley, CA, USA) with the properties such as density of 1.14 g/cm3,
Samples prepared for filament manufacturing.
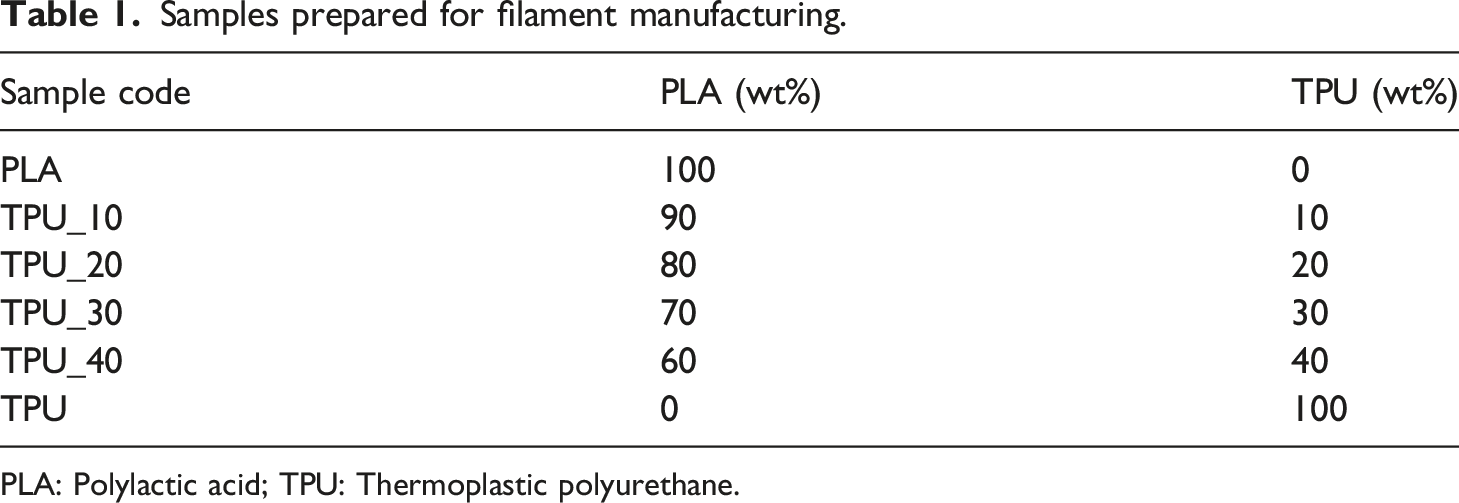
PLA: Polylactic acid; TPU: Thermoplastic polyurethane.
Examples of composite filaments manufactured. (a) TPU_20, (b) TPU_30, and (d) TPU_40. TPU: Thermoplastic polyurethane.
The composite filaments of diameter in the range of 1.55 mm–2.0 mm were selected for tensile testing using Instron 5565 (Norwood, MA, USA) with a load cell of 1 kN. The gage length was fixed at 50 mm and the crosshead movement was set at 25 mm/min. Ten specimens were tested for each composition and the average value was reported. The average diameters for PLA, TPU_10, TPU_20, TPU_30, and TPU_40 samples are 1.56 mm, 1.79 mm, 1.86 mm, 1.64 mm, and 1.74 mm, respectively.
Differential scanning calorimetry (DSC) was performed using a Q 2000 (TA instruments, New Castle, DE, USA), operated under a nitrogen atmosphere at the flow rate of 50 mL/min. The samples, weighing from 5 to 8 mg, were first heated from −80°C to 250°C and then were cooled from 250°C to −80°C and again heated to 250°C at a heating and cooling rates of 10°C/min. The measurements such as T
g
, cold crystallization temperature (T
cc
), cold crystallization enthalpy 
The crystalline morphology of PLA and composite filaments was studied using a polarized optical microscope (POM) (Olympus BH-2, Tokyo, Japan) and the images were recorded using a digital camera FMA050. The samples were placed between two micro slides and heated to 200°C, then allowed to cool down to room temperature keeping the samples inside the oven.
Thermogravimetric analysis (TGA) was performed using Q500 (TA Instruments, New Castle, DE, USA), operated under a nitrogen atmosphere at the flow rate of 60 mL/min. The samples, weighing from 6 to 10 mg were kept in the platinum pan and were heated from 50°C to 700°C at a heating rate of 10°C/min.
For Dynamic Mechanical Analysis (DMA), specimens with dimensions 35 mm × 10 mm × 2 mm were 3D printed for each composition using the Original Prusa i3 MK3S 3D printer. The printer has a nozzle diameter of 0.4 mm. The printing temperature was set at 225°C, bed temperature at 50°C, print speed at 15 mm/s and infill density at 100%. The viscoelastic properties of the specimens were examined using an RSA 3 (TA instruments, New Castle, DE, USA) under flexural (three-point bending) mode having a span of 25 mm. The dynamic temperature ramp test was conducted from −60°C to 120°C at a ramp rate of 3°C/min, frequency of 1 Hz, and strain of 0.5%. Liquid nitrogen was used during the tests to regulate the heating and cooling process.
Fourier Transform Infrared Spectroscopy (FTIR) analysis of the filaments was performed using a Nicolet 6700 FTIR (ThermoFisher Scientific, Madison, WI, USA). The analysis was run for a total of 64 scans with a resolution of 4 cm−1. Two spectra were recorded having the wavenumbers in the range of 400–4000 cm−1 for each sample, and the average spectrum was reported.
Specimens with a diameter of 25 mm and a thickness of 1 mm were 3D printed using the Original Prusa i3 MK3S 3D printer. The rheology test was performed using a rheometer (DHR-20 Hybrid Rheometer, TA instruments) by using a parallel-plate geometry at 200°C to study the complex viscosity of PLA and composite filaments with angular frequencies from 100 to 0.1 rad/s at a constant strain rate of 1.0 s−1. The soak time was 3 min at 200°C.
The specimens were cryogenically fractured by immersing them in liquid nitrogen to prevent the alteration of surface morphology, and then the fractured cross-sections were studied under a Zeiss EVO50 scanning electron microscope. They were gold-sputtered using an EMS Q150R sputter coating device. The cross-section was studied at a magnification of ×2000 at an accelerating voltage of 15 kV and a working distance of approximately 10 mm–15 mm.
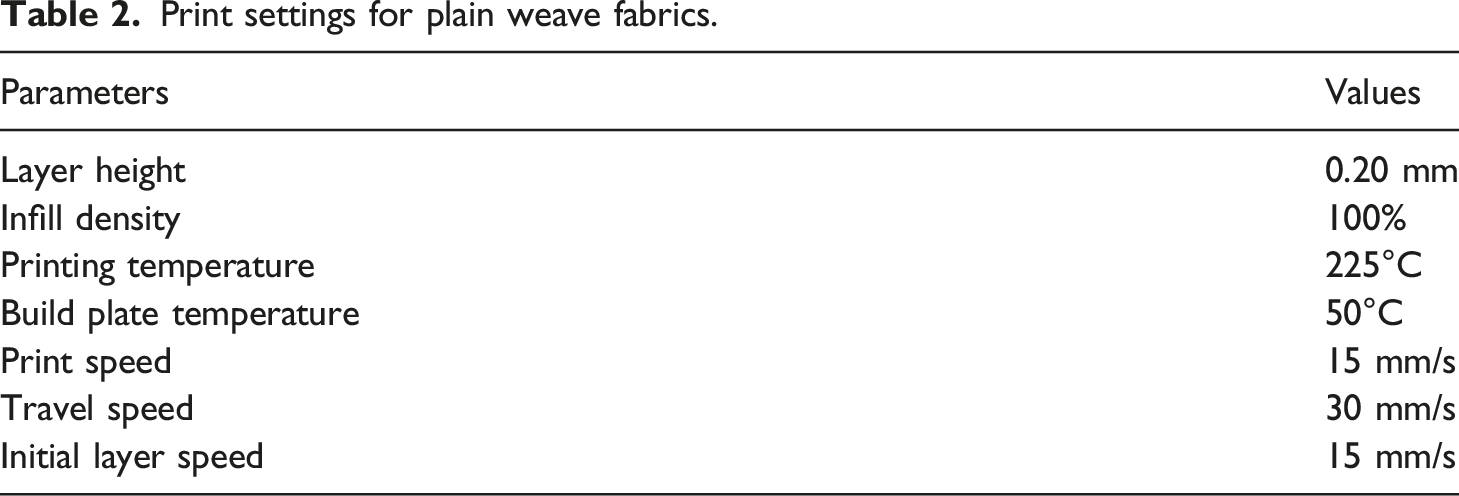
Computer aided design software, Solidworks® was used to design the 3D model of plain weave fabric structure as shown in Figure 3. For details about construction and design of fabric structures, one may refer to the reference.
2
The filaments with diameter in the range of 1.70–1.80 mm was used to 3D print the structure. The Original Prusa i3 MK3S 3D printer having a nozzle diameter of 0.4 mm was used. The print settings used are given in Table 2. 3D design of plain weave fabric structure. The diameter of each yarn is 3 mm and the spacing between the yarns is 5 mm. Red (dark) and green (light) colors represent warp and weft yarns, respectively. Print settings for plain weave fabrics.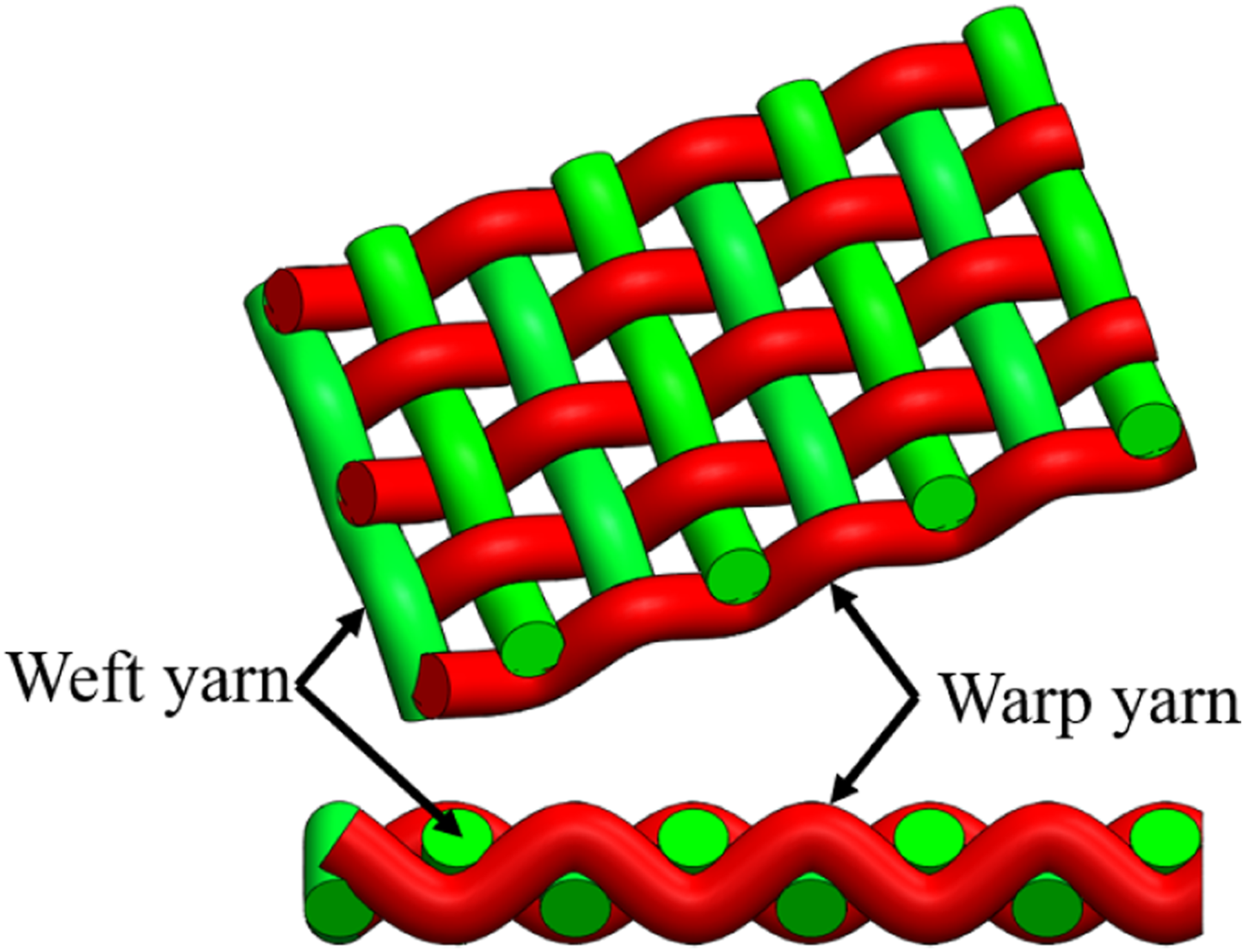
Results and discussion
Mechanical test results
Mechanical properties of the filaments manufactured (mean ± standard deviation).
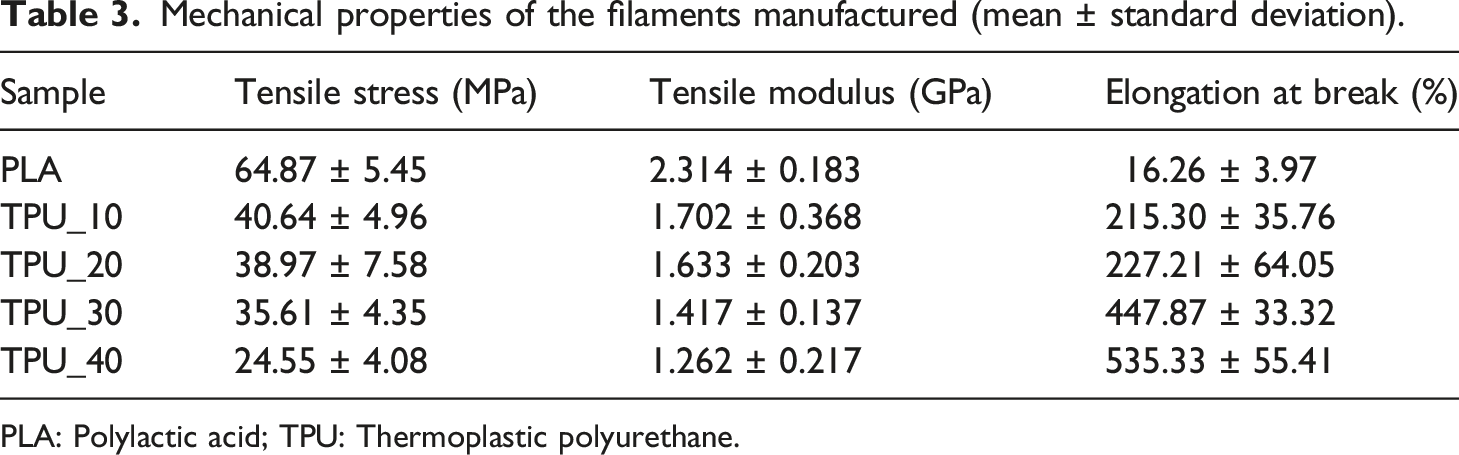
PLA: Polylactic acid; TPU: Thermoplastic polyurethane.
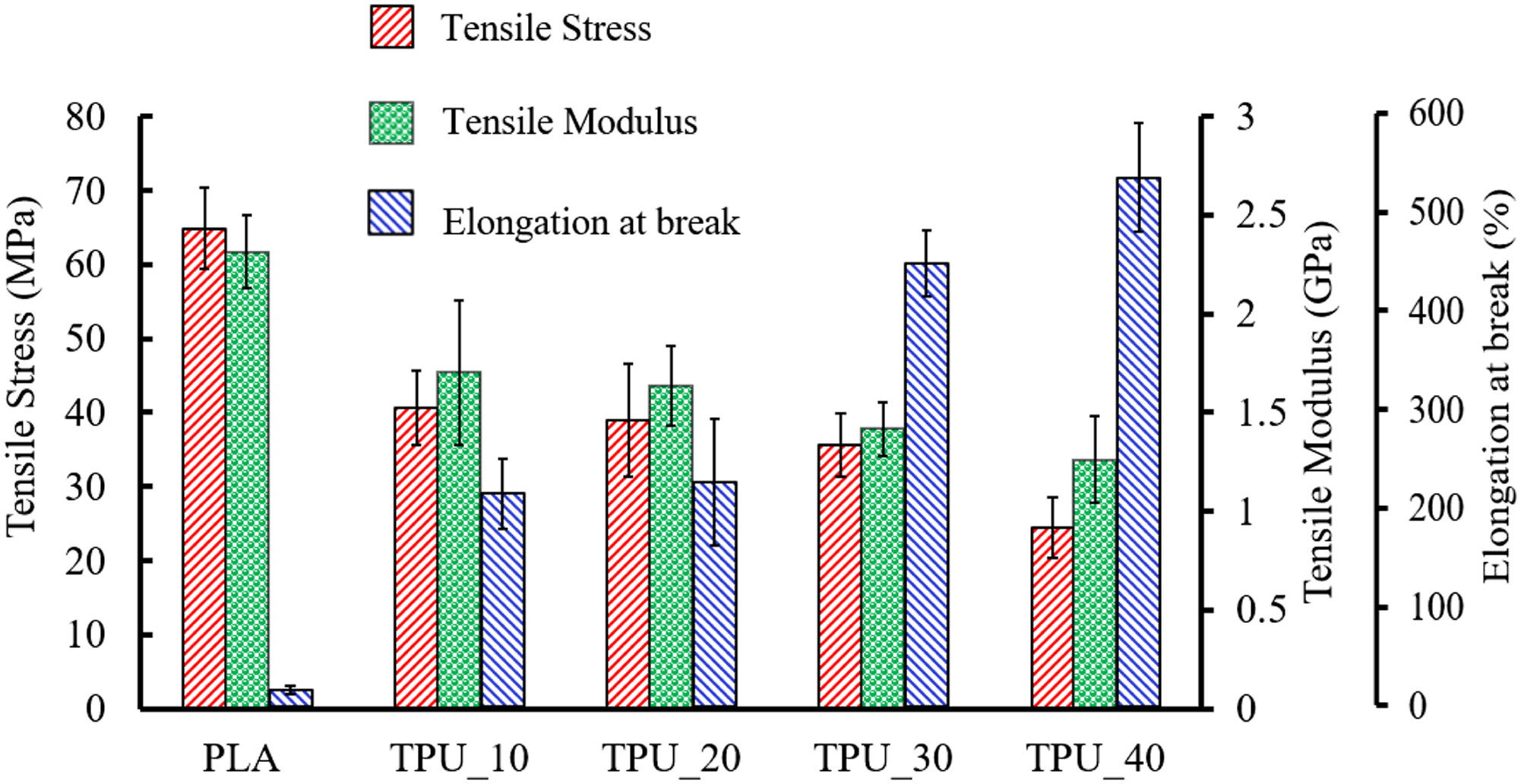
Mechanical properties of PLA and PLA/TPU composite filaments. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.
DSC results
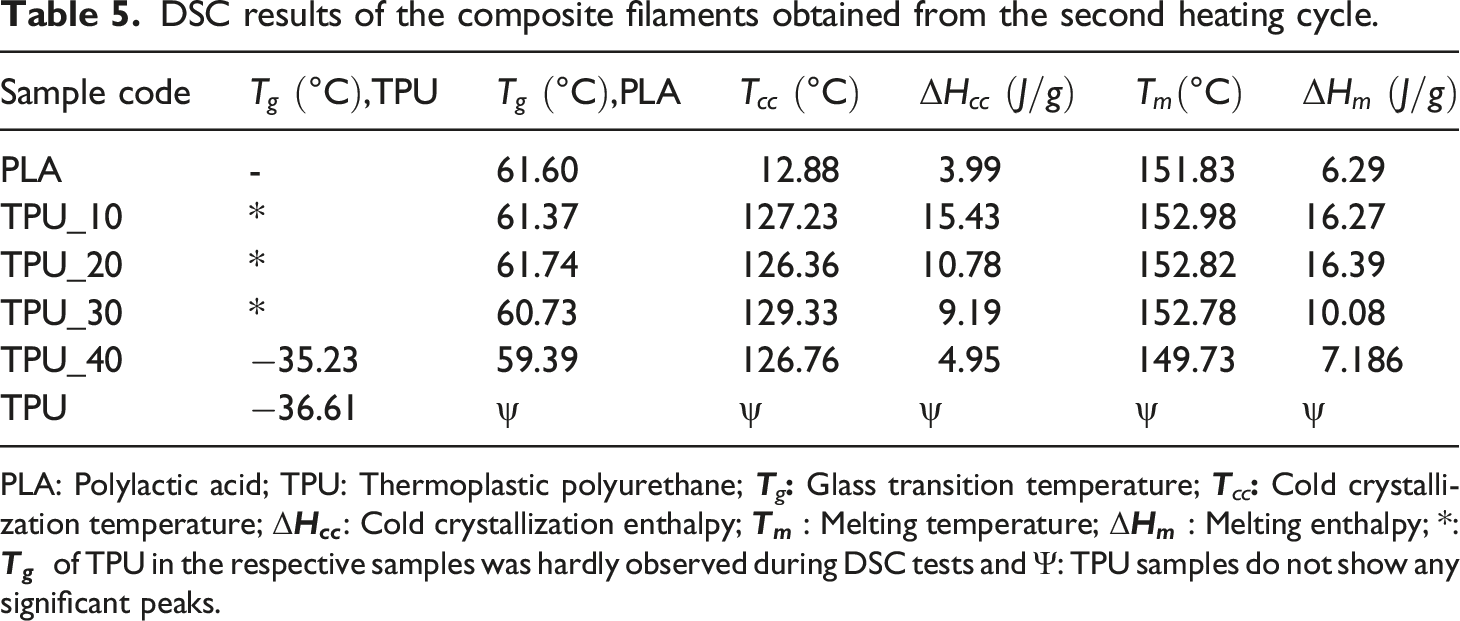
The DSC thermograms for the first heating cycle, cooling cycle, and second heating cycle are shown in Figure 5 and the results obtained are tabulated in Table 4 and Table 5, which give an insightful view about the interaction of PLA and TPU in the mixture. From the first heating curves, it is observed that the T
g
of PLA is around 60°C whereas pure TPU has a Differential scanning calorimetry thermograms of PLA filament, TPU pellets and their composite filaments: (a) First heating cycle, (b) Cooling cycle, and (c) Second heating cycle. The numbers in each sample code indicates the wt% of TPU in PLA/TPU composite filaments. PLA: Polylactic acid; TPU: Thermoplastic polyurethane. DSC results of the composite filaments obtained from the first heating cycle. PLA: Polylactic acid; TPU: Thermoplastic polyurethane. DSC results of the composite filaments obtained from the second heating cycle. PLA: Polylactic acid; TPU: Thermoplastic polyurethane; 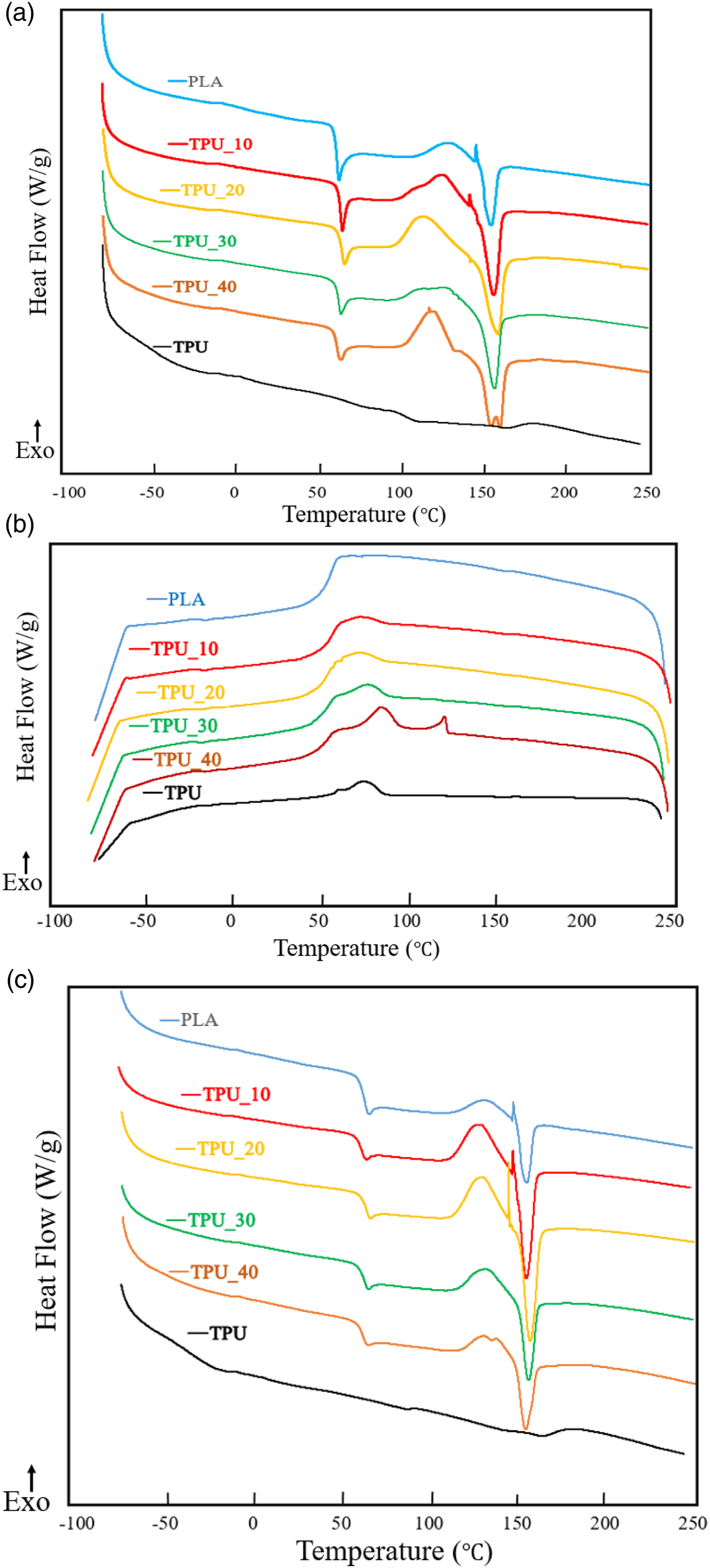
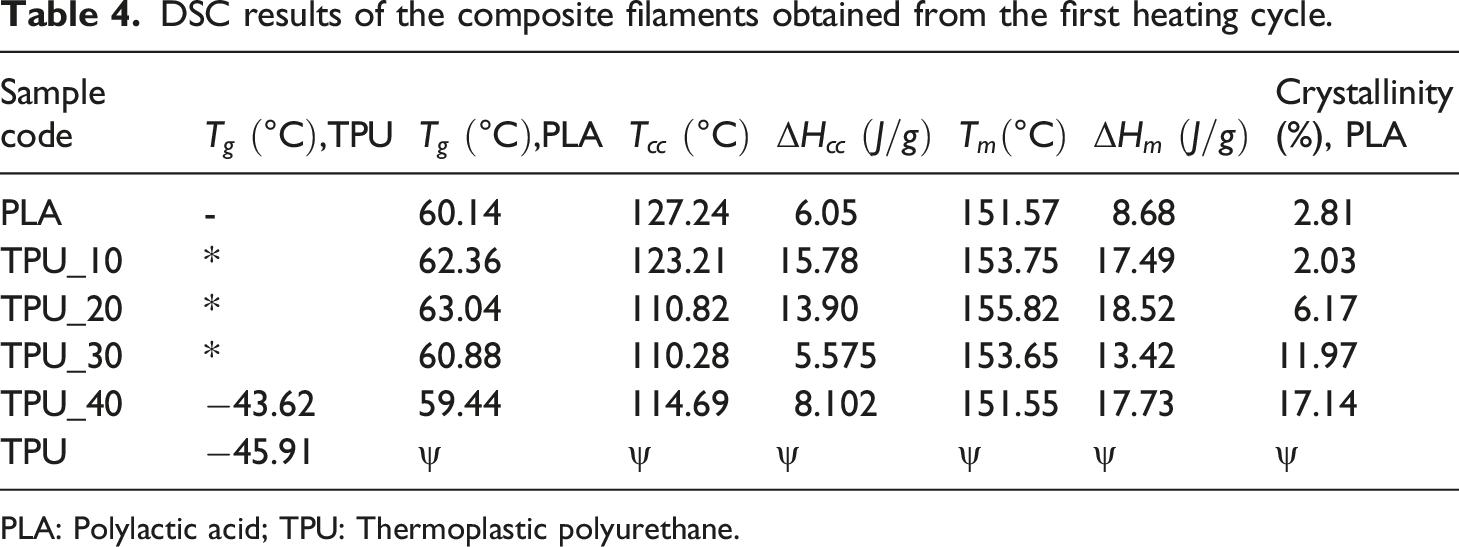
The addition of TPU has increased the crystallinity of PLA in the blends. Pure PLA is amorphous in nature having a crystallinity of 2.8%, which increases with the increasing amount of TPU. Jaso et al. 24 and Xu et al. 26 observed an increase in crystallinity percent of PLA with the increasing amount of TPU in the blends. It can be said that TPU might have accelerated the crystallization by acting as a crystallization nucleating agent that highly affects the crystallinity. 26
POM results
Figure 6 shows the crystalline morphology of PLA and composite filament observed under POM. The crystalline structures can be seen as a group of four crystallites in a circular pattern and this arrangement is called spherulite, similar to observation in Ref. 30. The shapes of the crystallites are supposed to define the structure and properties of the spherulites, which are known as crudely oriented spheroidal aggregates of crystallites and their attached amorphous regions.
31
From these figures, it is evident that the PLA and other composite filaments exhibit similar spherulitic structures which shows that the crystalline structure of PLA does not change in the composite material. The number of PLA crystals is increasing with the increasing content of TPU in the blend. This fact implies that the crystallinity percentage is increased which is also seen during the DSC tests. It is expected that with the increase of crystallinity percentage, the mechanical properties of the materials would improve. However, due to the presence of TPU, the strength of composite filament decreased. With the increasing amount of TPU, the amount of SS in the mixture increases, which are connected to the HS. Those SS play a role in increasing the flexibility and hence the composite filament stretches very easily. This might be the reason behind the reduction of mechanical strength which is observed by mechanical tensile tests. Polarized optical microscope photographs of PLA and composite filaments: (a) PLA, (b) TPU_10, (c) TPU_20, (d) TPU_30, and (e) TPU_40. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.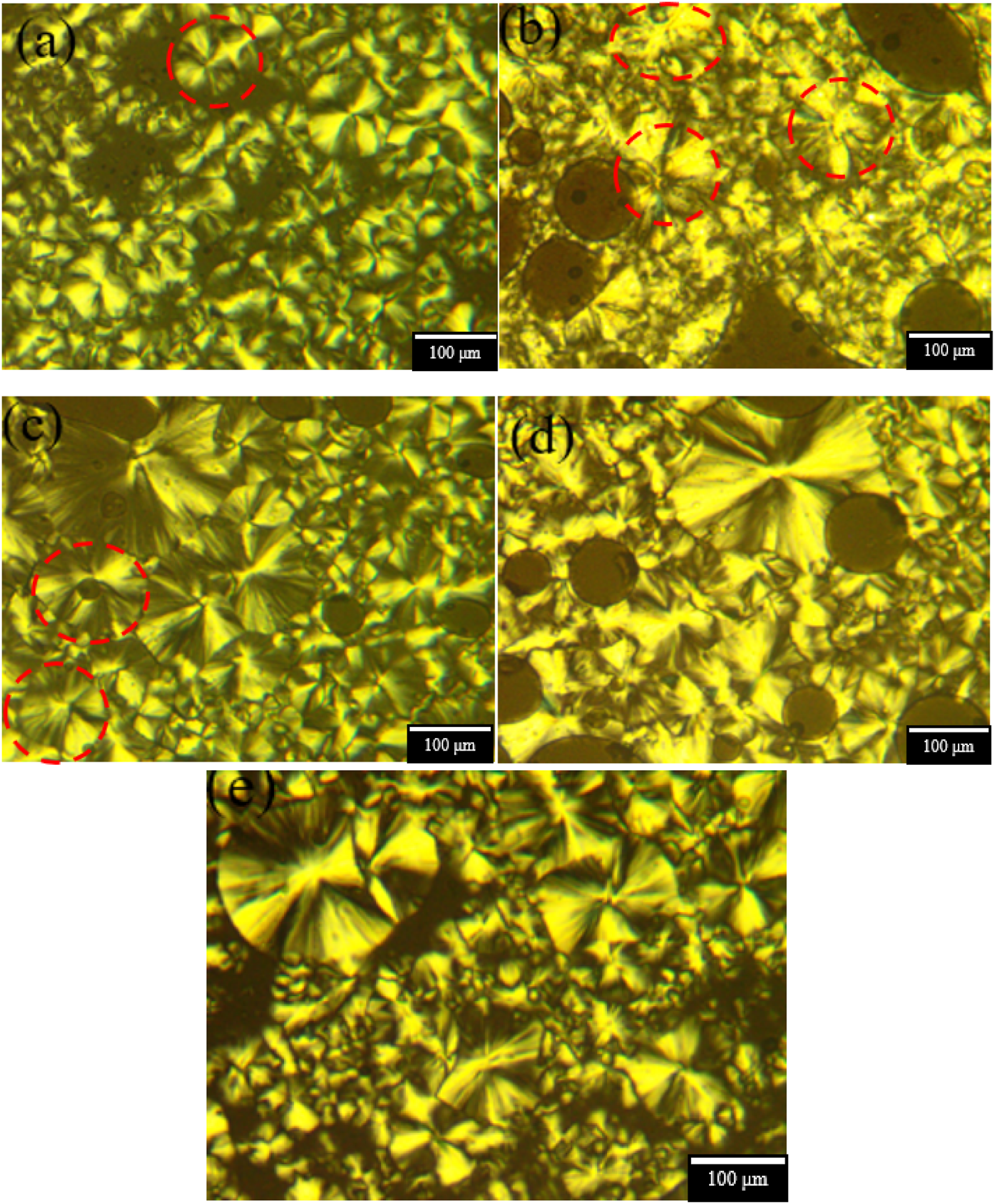
It should also be noted that the spherulite size has been increased in the composite filaments. This can be interpreted as the bonding of PLA and TPU crystallites due to the presence of hydrogen bonding and represents the compatibility between them to some extent. There are many smaller spherulites than the larger ones, which shows that most of the polymers did not blend well, which proves the presence of phase separation between them.
DMA results
The thermo-mechanical properties of PLA and composite filaments were studied using the DMA. The important dynamic parameters such as storage modulus ( Dynamic mechanical analysis graphs of PLA, and PLA/TPU composite filaments: (a) Storage Modulus, (b) Loss Modulus, and (c) Tan delta. The numbers in each sample code indicates the wt% of TPU in PLA/TPU composite filament. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.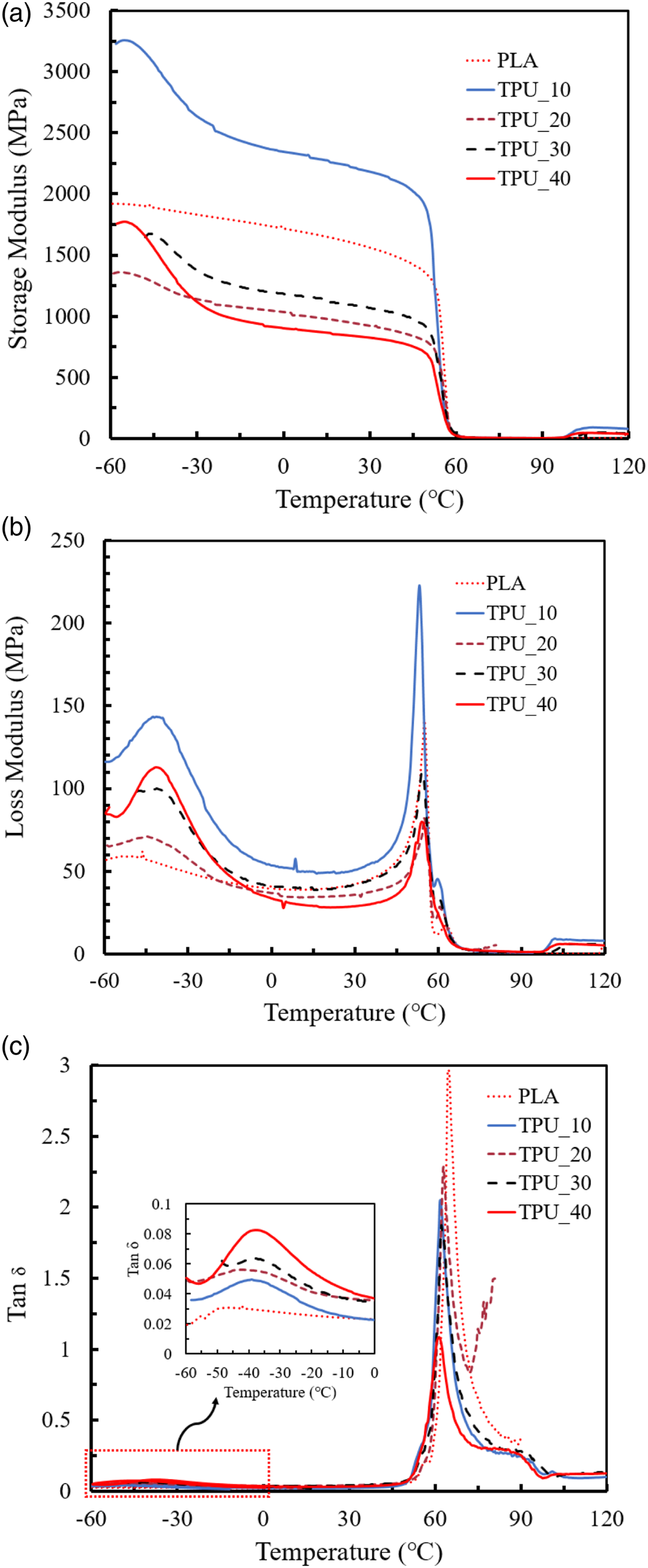
Glass transition temperatures of the samples obtained from Tan δ and Loss Modulus versus temperatures obtained from DMA.
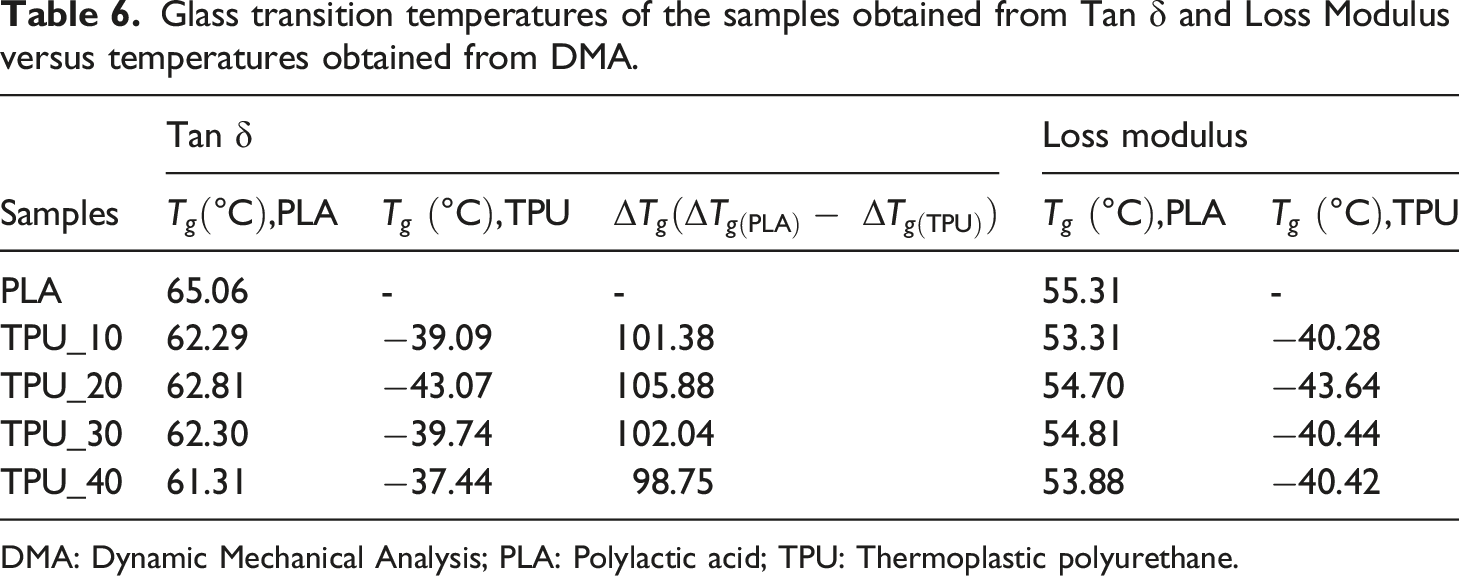
DMA: Dynamic Mechanical Analysis; PLA: Polylactic acid; TPU: Thermoplastic polyurethane.
Figure 7(c) denotes the tan δ curves of the samples as a function of temperatures. Tan δ is the damping factor or loss factor of the samples and is described as a ratio of loss modulus to storage modulus (Tan δ =
TGA results
The TGA curves of various samples showing the weight loss and rate of weight loss are given in Figure 8. The weight loss curve of PLA shows that the onset decomposition temperature is 367°C and decomposes completely at 440°C. With the addition of TPU, the onset decomposition temperature of the blend decreases to 327°C, 326°C, 303°C, and 269°C for TPU_10, TPU_20, TPU_30, and TPU_40 samples, respectively. This decrease might have happened due to earlier decomposition of TPU present in the PLA matrix. All the samples decomposed, and the masses left at 500°C is less than 12% of its original mass and further keep decomposing. The derivative weight loss curves reveal that the weight loss of the blends have different stages, which can be seen in weight loss curves as well. TPU has different functional groups having different decomposition temperatures which leads to multi-stage degradation of the samples. Thermogravimetric analysis thermograms of PLA filament, TPU pellets and their composite filament: (a) Percentage weight loss and (b) Rate of weight loss. The numbers in each sample code indicates the wt% of TPU in PLA/TPU composite filament. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.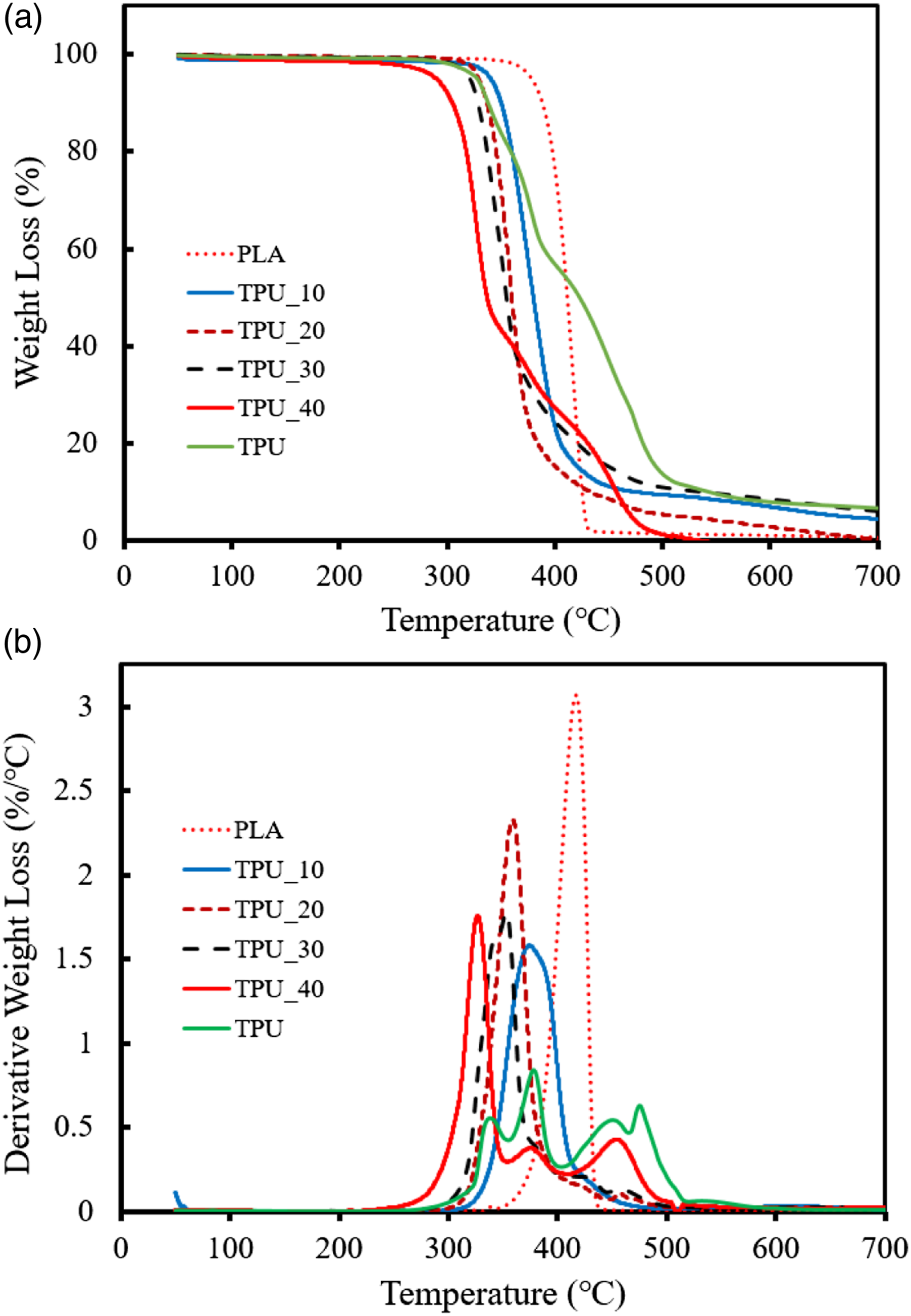
FTIR results
The FTIR spectra of PLA, TPU pellets, and their composite filaments are shown in Figure 9. PLA has medium and broad absorption band having three peaks in the range of 2815–3015 cm−1. This is attributed to the presence of alkane (C–H) bond, whose intensity increases with the increasing TPU content. The peaks of TPU appearing at 2916 and 2848 cm−1 are due to asymmetric and symmetric vibration of – Fourier transform infrared spectroscopy spectra of PLA filament, TPU pellets and their composite filaments. The numbers in each sample code indicates the wt% of TPU in PLA/TPU composite filament. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.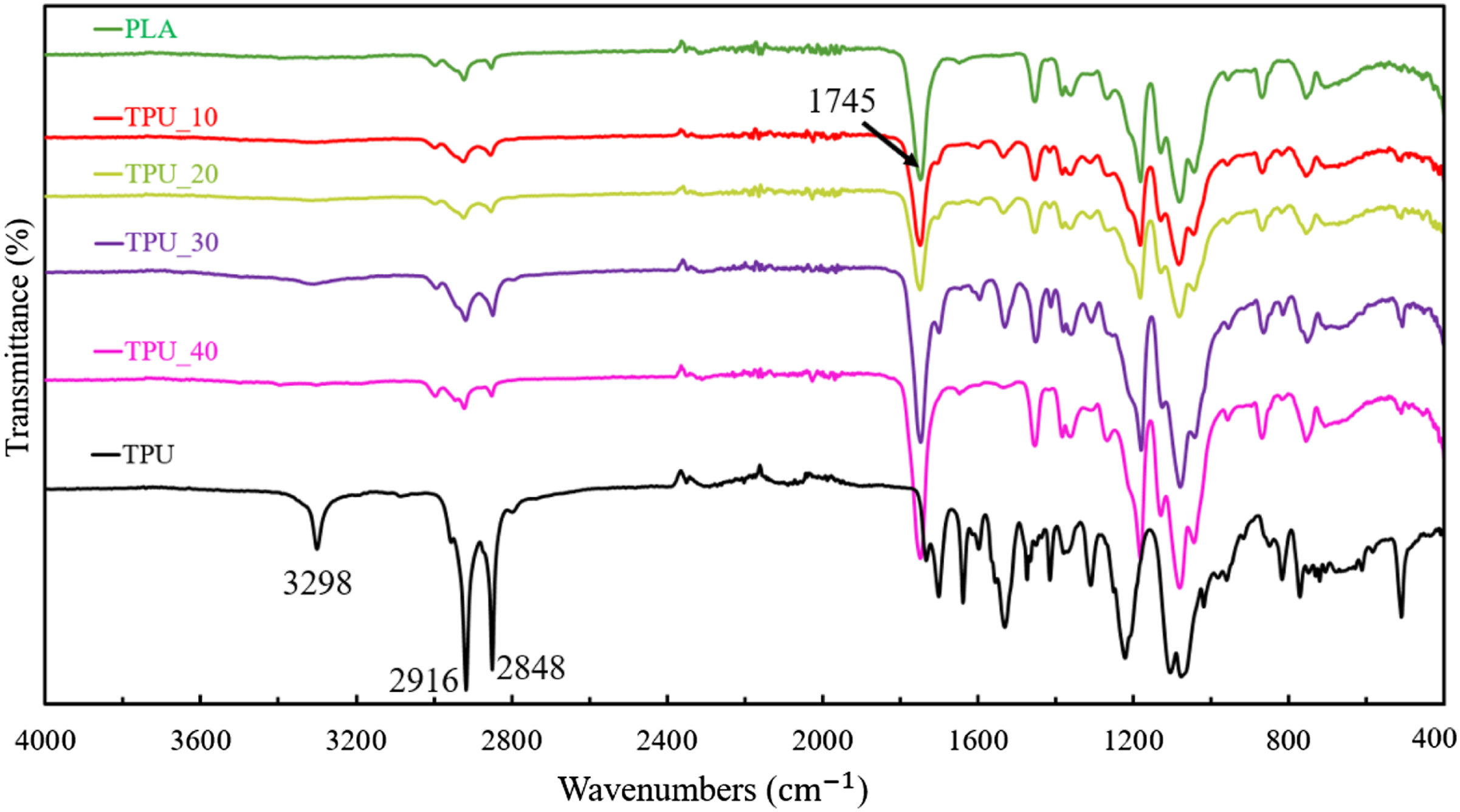
Rheology results
The rheological experiments were conducted to study the viscoelastic properties of PLA and the composite filaments for 3D printed structures. The complex viscosity Rheology tests of 3D printed samples using the PLA and the composite filaments. PLA: Polylactic acid.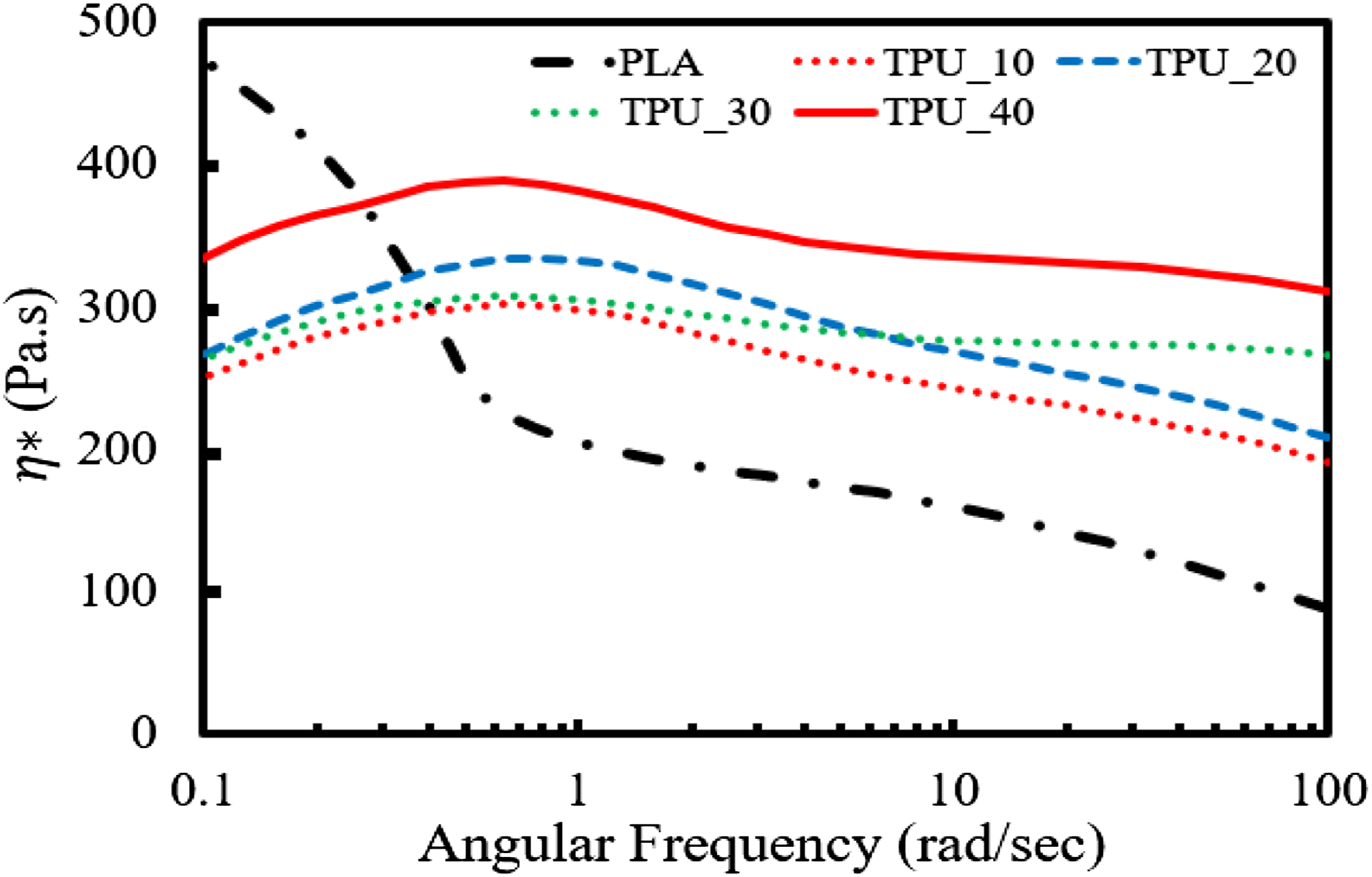
Mi et al. 8 observed an increase in viscosity with the increasing TPU content in PLA/TPU composite samples. However, they found the viscosity of the polymer matrix to be in the range of 500–1300 Pa.s, which is higher than the viscosity of the polymer matrix examined in our work. Lower viscosity of matrix makes the manufacturing process of composites easier which is desirable. 33 Nofar et al. 14 observed that the viscosity of PLA/TPU blend having 15 wt% of TPU had higher viscosity than the neat PLA samples. They found the values in the range of 103–105 Pa.s which also signifies the improvement in the properties for 3D printed structures.
SEM
The SEM images of the cross-sections of cryogenically fractured PLA and their composite filaments are shown in Figure 11. The cross-section of PLA filament appears plain but with brittle failure (Figure 11(a)). With the addition of TPU content, a ductile failure of the filament can be seen; few smaller spherical shaped TPU particles are dispersed in the PLA matrix (Figure 11(b)–(d)). Besides this, a good bonding between the PLA matrix and TPU fillers can be observed, similar to the observation in Ref. [9]. Moreover, many larger spherical shaped TPU particles are dispersed homogeneously in the PLA matrix for 40 wt% of TPU in the blend (Figure 11(e)). These larger particles might have formed due to the coalescence of TPU aggregates. Both polymers are fused together very well indicating a good compatibility between them. Feng and Ye
25
also observed similar entanglement of TPU particles with the PLA. Increasing number of smaller ductile fibrils can be seen with the increasing TPU content in the blend, which causes the increase in elongation at break properties and making it more flexible but reduces the tensile strength. Scanning electron microscope images of cross-sections of cryogenically fractured PLA and their composite filaments. (a) PLA, (b) TPU_10, (c) TPU_20, (d) TPU_30, and (d) TPU_40. PLA: Polylactic acid; TPU: Thermoplastic polyurethane.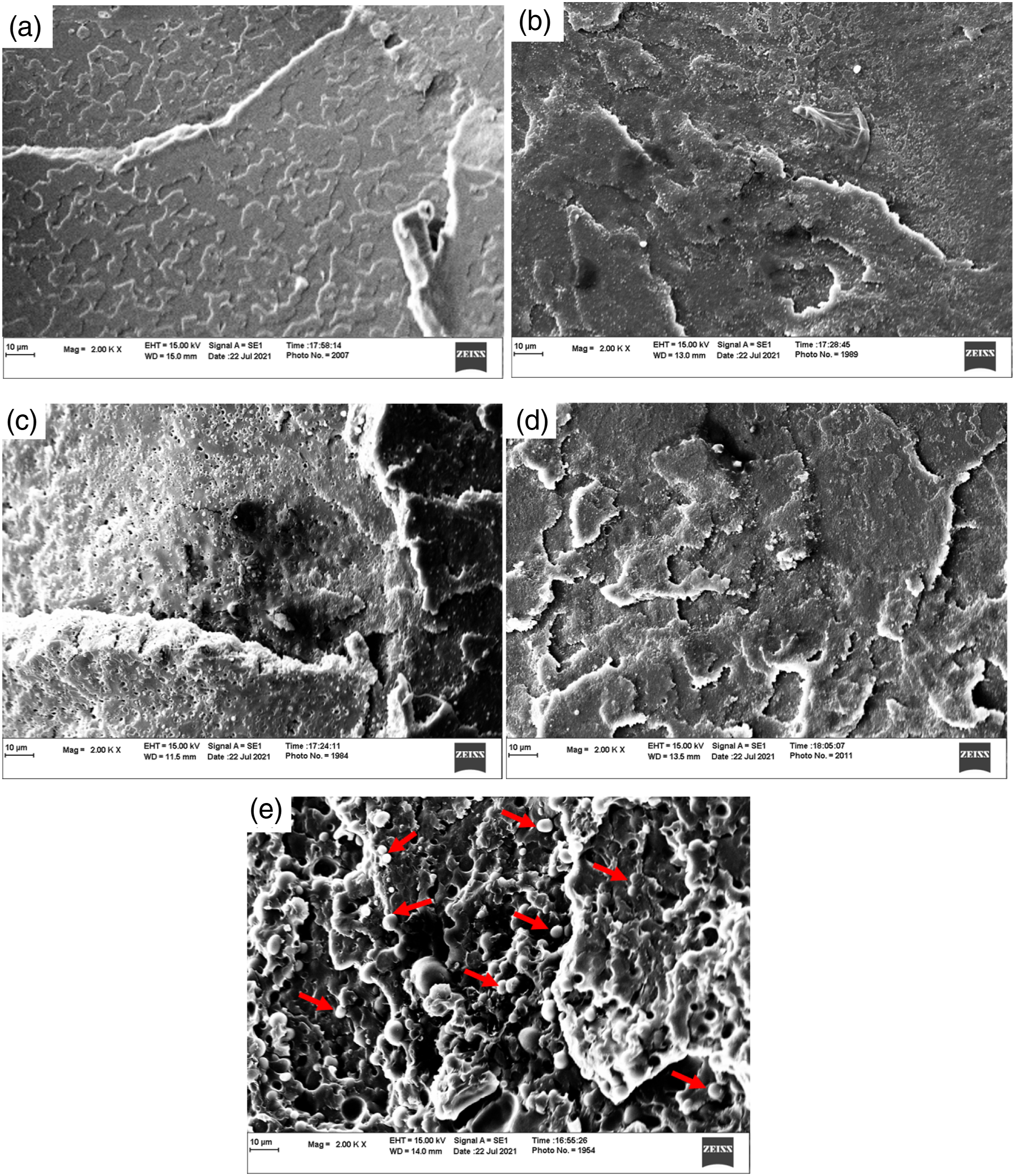
3D printing of fabric structures
A plain weave fabric structure was 3D printed using the TPU_30 composite filament to understand the printing ability of a complex structure of composite filaments. It is concluded that the composite filaments are suitable for 3D printing but non-uniformity in diameter affects the print quality and hence the overall properties. The work related to improving the print quality and fabric properties will be considered in our future research. Figure 12 shows the 3D printed fabric structure using the TPU_30 composite filament. Fused deposition modeling 3D printed plain weave fabric using TPU_30 composite filament. TPU: Thermoplastic polyurethane.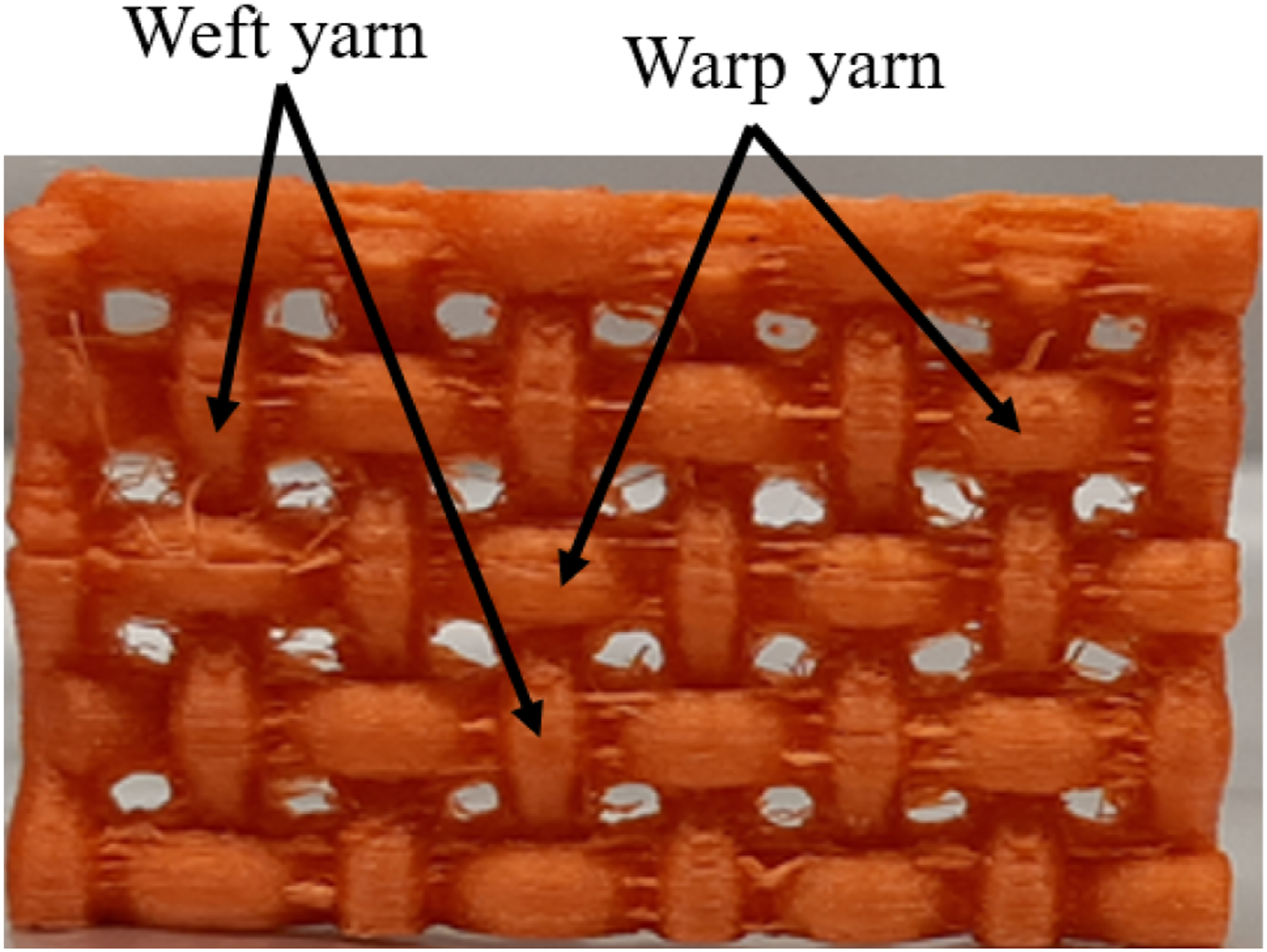
Conclusions
PLA and TPU pellets were blended using the twin–screw and single–screw extruders, and novel composite filaments have been obtained. The amounts of TPU polymer in the blend are 10 wt%, 20 wt%, 30 wt%, and 40 wt% of the total weight of the respective composition. The filaments manufactured have varying diameters but the filaments having diameter in the range of 1.56 mm–1.86 mm were used for the analyses. The following conclusions can be drawn from this work:
The tensile test results showed that the tensile stress and stiffnesses of the filaments decrease with the increasing content of TPU fillers. However, the % elongation at break increases for each filament. This reveals the fact that the flexibility and ductility increase is due to the effect of soft segment contained in the TPU, which has good compatibility with the PLA matrix.
The DSC results showed that the crystallinity of PLA increases with the addition of TPU, which is verified by using the POM.
The DMA tests demonstrated that there is a phase separation between the polymers, which is evidenced by two peaks representing the T g of each polymer in storage modulus and loss modulus curves; this indicates their immiscibility. However, the Tan δ curves showed the decreasing phase difference between their T g which confirms improvement in their compatibility. Hence, it can be interpreted as partial immiscibility between them.
Thermogravimetric analysis analysis showed that PLA started decomposing at 367°C and decomposed completely at 440°C. However, the increasing content of TPU reduced the onset decomposition temperature of the composite filaments and displayed multi-stage degradation of the samples due to various functional groups in it.
Fourier Transform Infrared Spectroscopy graphs suggested that there is not any new chemical reaction occurring during the melt blending process.
The SEM images of the filaments showed good compatibility between the polymers and increasing ductility of the filaments.
The 3D printed plain weave fabric structure using the FDM method with TPU_30 filament demonstrated the feasibility of these filaments to be used in 3D printing of fabrics having an optimized flexibility and strength. The print quality and other fabric properties, however, can be improved, which will be included in our in-progress work.
Footnotes
Acknowledgments
The authors would like to thank Dr Russell Mailen, an assistant professor in the Department of Aerospace Engineering, and Midhan Siwakoti for their assistance on Rheology tests, Dr Ramsis Farag, Tripp Hinkle and Yuyang Wang for their help during this project. SEM imaging were done at the AU Research Instrumentation Facility in Biological Sciences Department at Auburn University.
Declaration of conflicting interests
The authors declare no potential conflict of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is funded by Auburn University, Department of Mechanical Engineering, which is appreciated.