
Abstract
The primary (1°) recycled acrylonitrile butadiene styrene (ABS) is one of the most acceptable thermoplastic for 3D printing applications. For ascertaining rheological and dimensional features of 3D printed functional prototypes, one must have control on feed stock filament volume and its melt flow index (MFI). Some studies have reported investigations on mechanical and thermal properties along with dimensional features and MFI of 1° recycled ABS. But hitherto little has been reported on effect of cryogenic milling (CM) on rheological, morphological, and surface properties of feed stock filament (for possible 3D printing). This article reports the effect of CM on 1° recycled ABS for 3D printing applications. The effects of CM input parameters such as vibration frequency (Hz), CM time (min), and weight of grinding media (g) have been investigated for rheological (MFI, sample volume), surface (Shore D hardness, porosity), and morphological (based upon photomicrographs) properties. Based upon analysis of variance for sample volume and MFI of the 1° recycled ABS, grinding frequency was observed as most significant factor (91.88% for sample volume and 76.59% for MFI) at 95% confidence level in the present case study. The results of study suggest that sample volume and MFI observations are in line with Shore D hardness and porosity.
Keywords
Introduction
The thermoplastic such as acrylonitrile butadiene styrene (ABS) has wide engineering applications. 1 In the past two decades, lot of research has been focused on recycling of ABS and other thermoplastics by using primary (1°), secondary (2°), tertiary (3°), and quaternary (4°) means of recycling. 2 Out of 1°, 2°, 3°, and 4° means of thermoplastic recycling, the 1° and 2° ways are most popular being the cost effective. 3 For 1°/2° recycling, some studies have reported the effect of cryogenic environment for improving/enhancing the physical/mechanical properties. 4 Usually a cryogenic treatment is carried at subzero temperatures at around −196°C. This extremely low temperature is attained by the flow of liquid nitrogen (LN2) around the material to be milled. 5 Figure 1 shows setup for cryogenic milling (CM) which is usually performed in step 03. Step 01 involves precooling of materials followed by ball milling under super cool environment (provided by LN2) in step 02. Step 03 includes intermediate cooling process of cryogenically milled material.6–8 In commercial CM setup, at precooling stage, LN2 is allowed to cool the given material for around 2 min with the vibration frequency of 5 Hz. The grinding jar is continually cooled with LN2 from the integrated cooling system before and during the milling process, that is, precooling and ball milling process.9–11 Thus, the sample is embrittled and volatile components are preserved. 12 The LN2 is circulated through the system and is continually replenished from an autofill system in the exact amount which is required to keep the temperature at around −196°C.13–15 Powerful impact ball milling results in a perfect grinding efficiency. The autofill system avoids direct contact with LN2 and makes CM safe. 16 The unique combination of high friction and impact results in extremely fine particles within the shortest amount of time.17,18
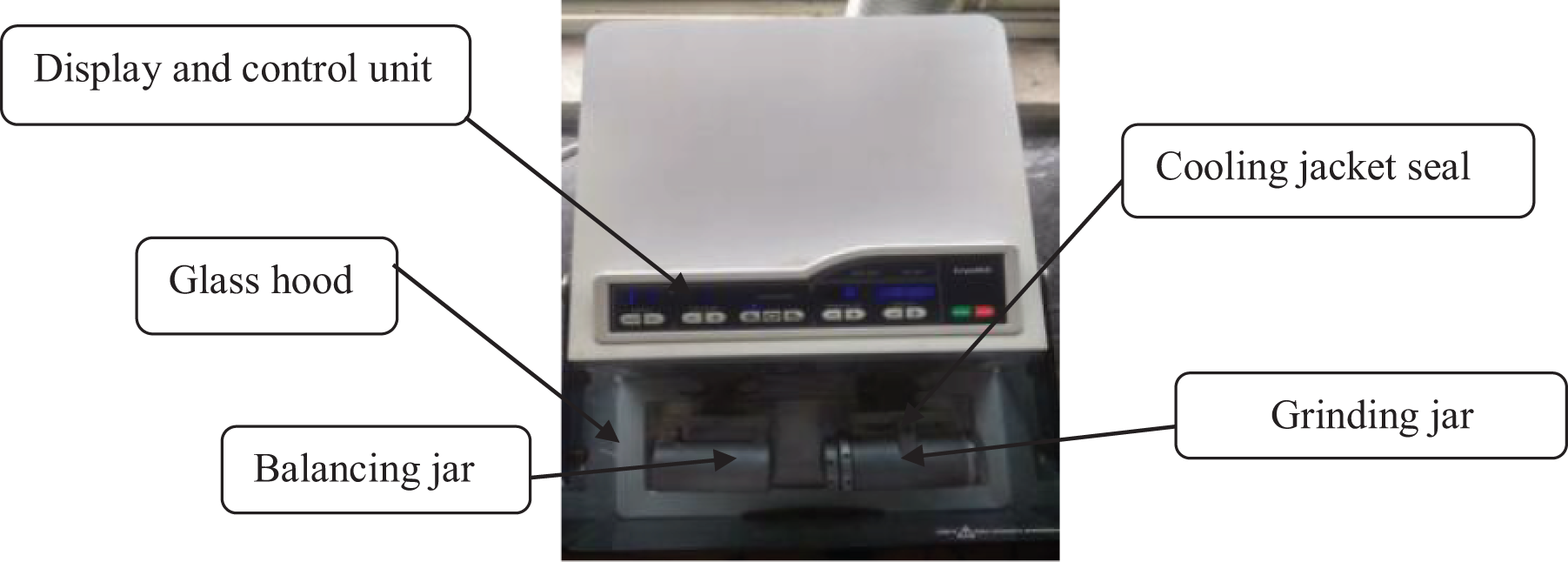
Commercial CM setup (make: Retsch Cryomill, Germany, available at GNDEC, Ludhiana, Punjab, India). CM: cryogenic milling.
The grinding jar of the CM performs radial oscillations in a horizontal position. The inertia of the grinding balls causes them to impact with high energy on the sample material at the rounded ends of the grinding jar and pulverizes it. Finally, the grains of material are crushed to obtain a soft mass, that is, powder of the material.19,20 The CM is a powerful cryogenic grinding process to produce soft mass by impact and friction, up to the maximum vibration frequency of 30 Hz. There are three different grinding modes, namely cryogenic grinding, dry grinding, and wet grinding, at ambient temperature. The commercial setup contains closed LN2 system (autofill) for enhanced safety. It efficiently avoids any contact of the user with LN2. There is a clearly structured user interface, memory for nine sets of parameters. The programmable cooling and grinding cycles can be set to a desired range (10 s to 99 min).21–24
The application of CM has been reported in production of animal feed, milling of bones to produce chemical products, food, and hair. In industries where oil seeds, paper, plant materials, plastics, sewage sludge, soils, tablets, textiles, tissue, waste samples, and wood material are milled to micron level, CM is of great importance in such areas. 25 There are some limitations associated with CM process. Nonavailability of accurate pressure of LN2 during cryogenic treatment prevents the success of milling process. An error in functioning of equipment is observed if there is zero or nonuniform supply of LN2. As the motion of grinding balls inside the grinding jar produces large amount of heat, poor supply of LN2 can damage the whole CM equipment. 26 Some studies have highlighted the significant improvements in composite properties after cryogenic ball milling for application in photocatalytic reactions. It was observed that cryogenic milled composites of Ag3PO4/h-BN get converted to nanoparticles and provided improved performance for photocatalytic oxygen evolution reaction. 27
The literature review reveals that CM of thermoplastics and composites is an established process and lot of improvements in different physical/mechanical properties of materials have been observed. But hitherto very little has been reported on effect of CM on 1° recycled ABS for improvement in rheological, morphological, and surface properties especially for 3D printing applications. The CM of ABS is expected to increase the volume of the polymer after milling. The fine grains of ABS obtained by CM may cause the changes in melt flow index (MFI) of the ABS which is one of the critical parameters in fused deposition modelling (FDM) setup.28–32 Further, the wires extruded from cryogenic milled ABS needs to be investigated for surface properties (hardness, porosity, and morphology of material along the longitudinal surface and along the cross section). In this article, effect of CM input parameters (such as vibration frequency (Hz), CM time (min), and weight of grinding media (g) have been investigated for rheological (MFI, sample volume), surface (Shore D hardness, porosity), and morphological (based upon photomicrographs) properties) on 1° recycled ABS has been reported with detailed statistical analysis (especially for possible 3D printing applications).
Materials and methods
The 1° recycled ABS grains were procured from the local market (Batra Polymers, Ludhiana, Punjab, India) and LN2 for cryogenic ball milling was procured from M.S. gas traders, Ludhiana, Punjab, India. In order to investigate the effect of CM on volume of material, cylindrical containers (of volume 3.316 cm3) have been used as standard measure. The methodology adopted for the present study has been shown in Figure 2. The CM of 1° recycled ABS has been performed by applying Taguchi L9 orthogonal array (OA) in which three different levels of input parameters were selected. After volumetric analysis of obtained samples, MFI of each sample has been investigated. The cryogenic milled powdered samples of ABS were extruded to wire-shaped specimens. These wire specimens were investigated for testing of hardness (along longitudinal surface and cross section).
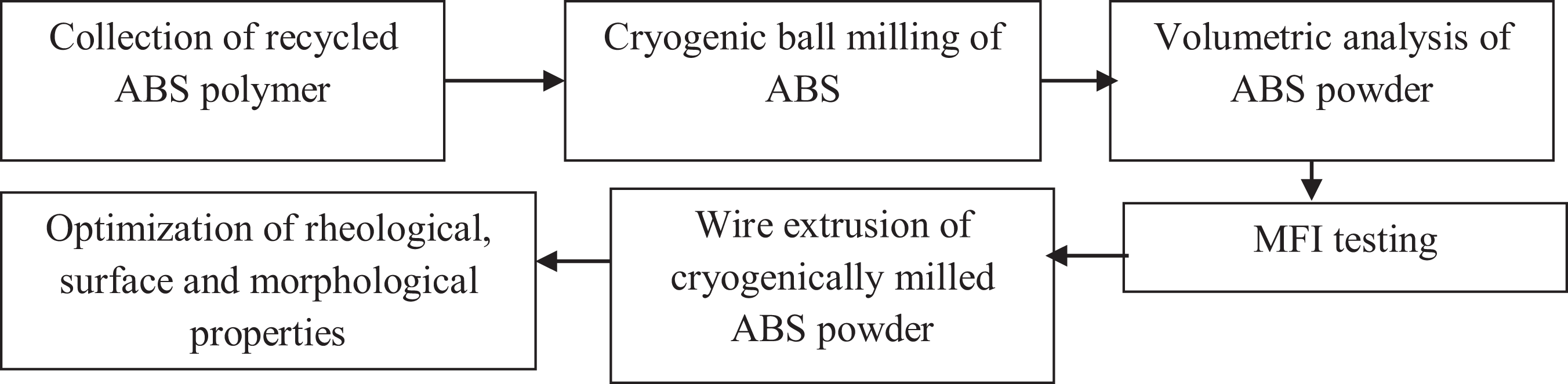
Methodology adopted for the experimental investigations.
Experimentation
Cryogenic ball milling
The 1° recycled ABS grains were cryogenically milled on commercial setup (Make: Retsch Cryomill, Germany). The grinding balls (Figure 3) moving inside the grinding jar varies in terms of weight. The grinding balls are made up of materials like stainless steel, zirconium, and so on.
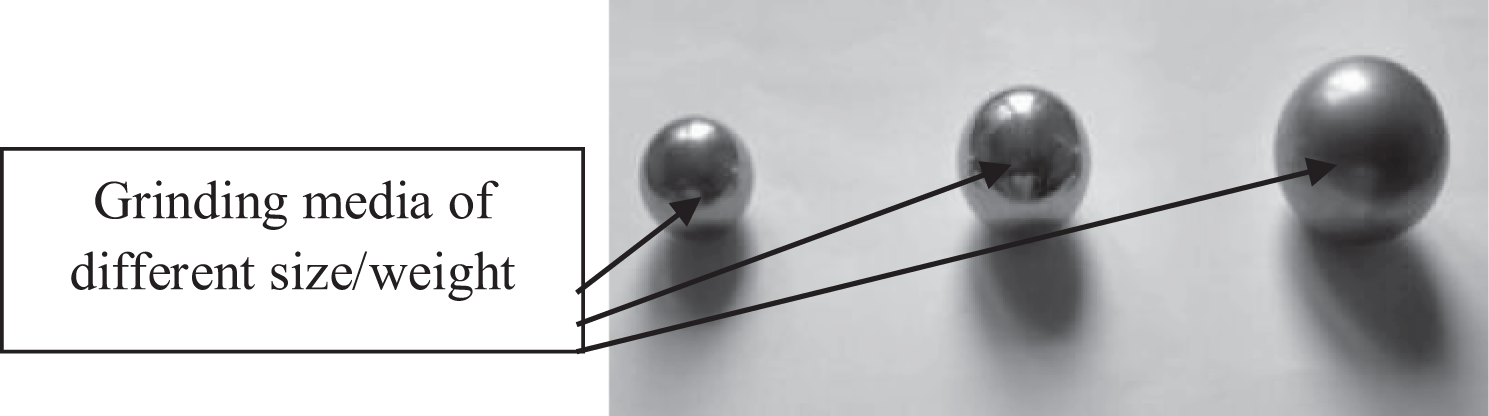
Grinding media used in CM. CM: cryogenic milling.
The grinding jar is made of stainless steel with a capacity of 50 ml (used in this study) is shown in Figure 4. As a thumb rule for better CM, the grinding jar is filled up to the maximum feed capacity of 20 ml only.
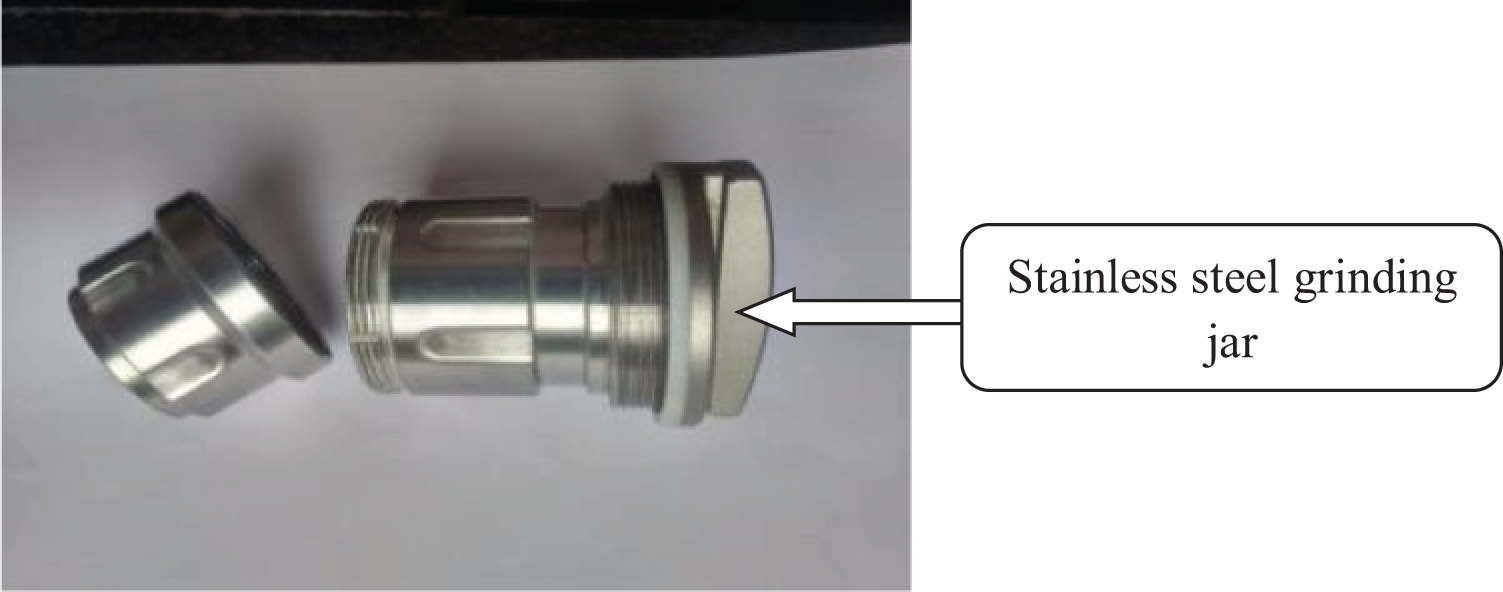
Grinding jar used in CM process. CM: cryogenic milling.
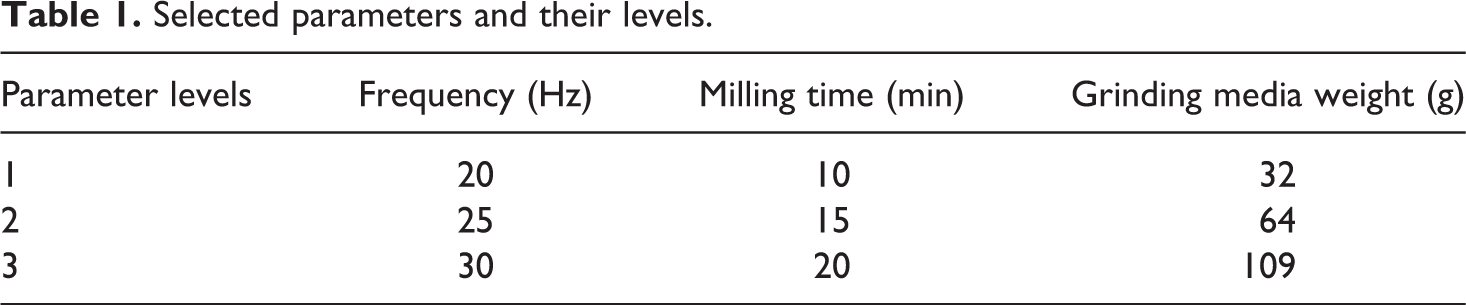
The various parameters and their levels are shown in Table 1. The parametric conditions were explored based upon design of experiment as per Taguchi L9 OA (Table 2).
Selected parameters and their levels.
DOE as per Taguchi L9 OA.
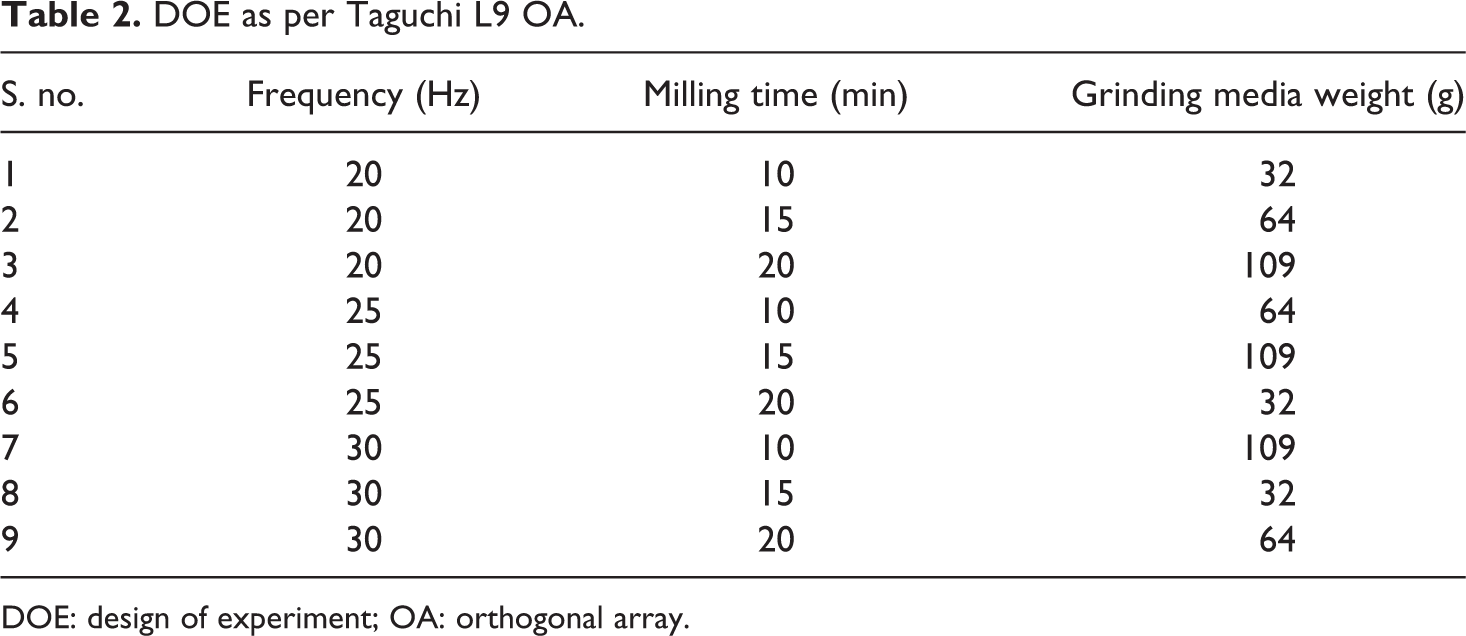
DOE: design of experiment; OA: orthogonal array.
During cryogenic ball milling process, the precooling of ABS was performed at vibration frequency of 5 Hz for 2 min. In this study, single cryogenic cycles were fixed for all nine sets of input parameters with three repetitions.
Volumetric testing
The samples after CM of 1° recycled ABS were studied to see the effect of the input process parameters on change in volume of the material (as per Table 2). The powdered samples obtained after CM were weighed and change in volume based upon standard container volume (3.316 cm3) was ascertained. It should be noted that the selected sample of 1° recycled ABS weighting 1.6 g has volume as 3.316 cm3. For all samples, no change in weight was observed after CM.
Melt flow testing
After volumetric analysis, samples obtained (as per Table 2) were tested to investigate the changes occurred in melt flow behavior. The ASTM D1238 standard has been followed to test the MFI of cryogenic ball milled ABS by applying standard load of 3.8 kg and the die temperature was kept at 230°C.
Shore D hardness testing
The screw extrusion was performed to prepare wire specimens at a load of 3.8 kg at 230°C temperature. After this Shore D hardness of all the specimens was checked at two different surfaces; first along the longitudinal surface of the wire and second along the cross-sectional surface. The Shore D hardness has been checked at three different locations for each sample and the average value of hardness has been recorded.
Optical photomicrographs
The extruded wire specimens were observed under tool maker microscope along the cross section and along the longitudinal surface in order to study the surface quality and porosity. The optical photomicrographs of samples were obtained at 30× magnification.
Results and discussion
Based upon Table 2, the results obtained for volumetric analysis are listed in Table 3. The experiment was repeated three times to reduce the experimental error.
Observations for volume of 1° recycled ABS after CM.
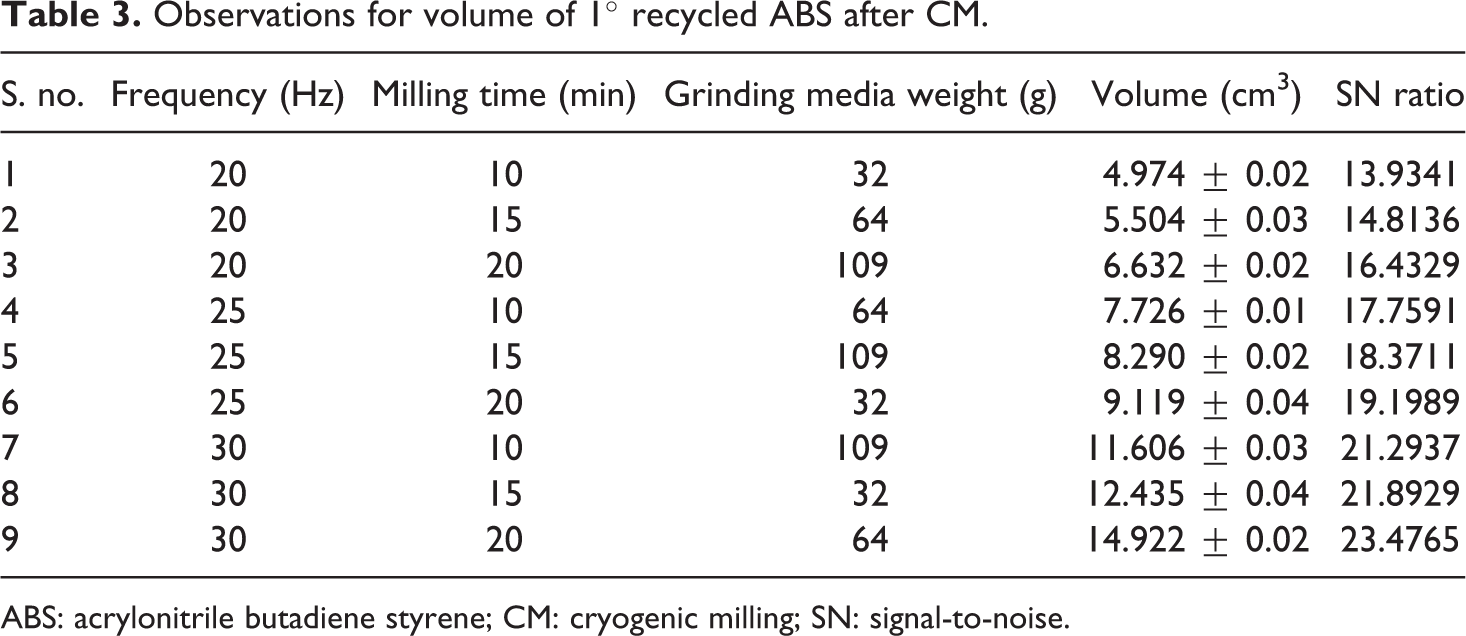
ABS: acrylonitrile butadiene styrene; CM: cryogenic milling; SN: signal-to-noise.
Rheological characteristics of a material like flow ability, MFI, and volume are of major concern for using that material as feed stock filament of FDM. It has been observed that due to CM, the volume of material significantly improves (from initial volume of 3.316 cm3). The results obtained in Table 3 have been analyzed for the selection of best parameter for performing cryogenic ball milling of 1° recycled ABS with the help of Minitab 19 software package. The signal-to-noise (SN) ratio has been calculated for larger the better type case by using the following formula:
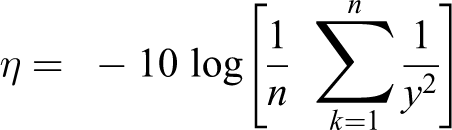
where
Based upon Table 3, Figure 5 shows the mean effect plot for SN ratios for volumetric observations after CM.
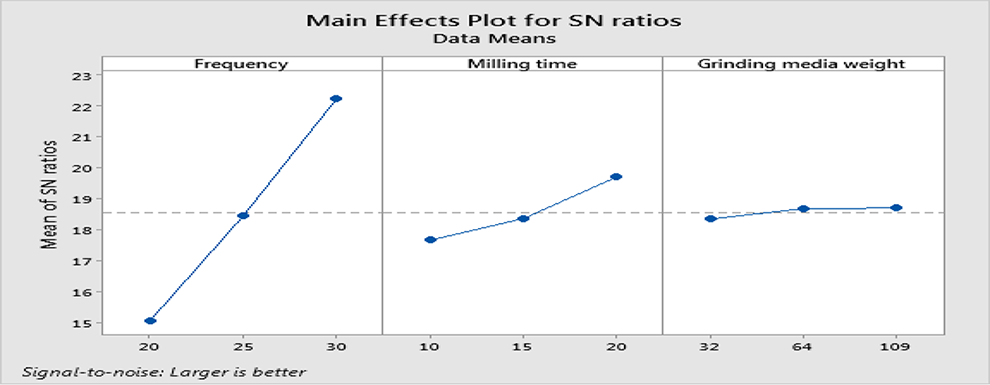
SN ratio for volumetric observations. SN: signal-to-noise.
As observed from Figure 5, higher value of grinding frequency of 30 Hz, grinding time of 20 min, and grinding weight of 64 g resulted into better crushing conditions of 1° recycled ABS during CM. Since all these settings are available in experiment number 9 (Table 3), confirmatory experiment needs not be performed. The selection of 30 Hz frequency and 20 min milling time is but obvious as highest value is ought to provide better volumetric change. But for understanding the role of grinding media weight analysis of variance (ANOVA) was performed (Table 4).
ANOVA for SN ratio for sample volume (based upon Table 3).
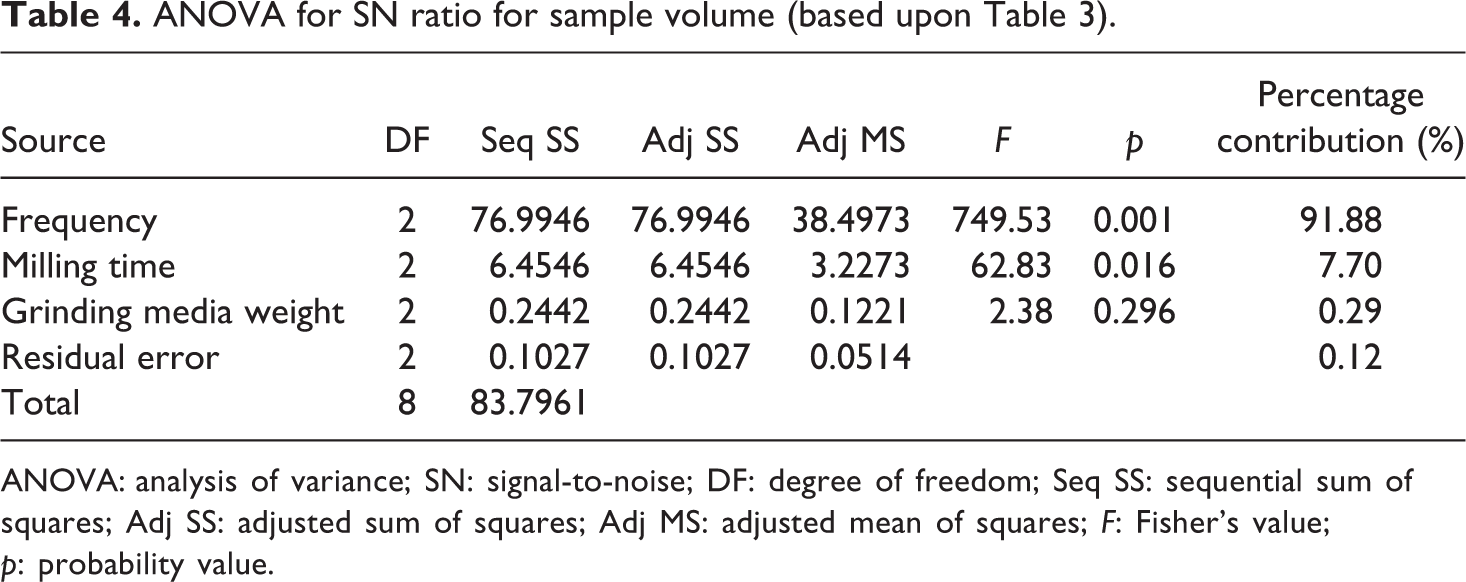
ANOVA: analysis of variance; SN: signal-to-noise; DF: degree of freedom; Seq SS: sequential sum of squares; Adj SS: adjusted sum of squares; Adj MS: adjusted mean of squares; F: Fisher’s value; p: probability value.
As observed from Table 4, frequency and milling time are only significant parameters (as p value is less than 0.05). The grinding media weight is an insignificant parameter. Based upon Table 4, Table 5 shows rank table for volumetric analysis.
Rank table of SN ratio for volumetric analysis (larger is better type case).
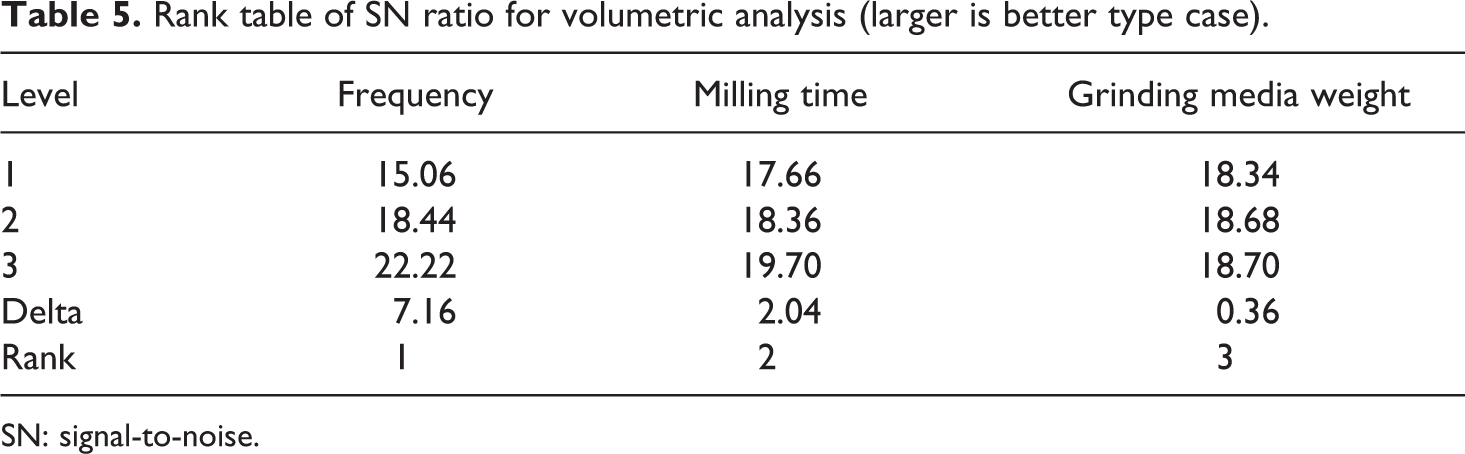
SN: signal-to-noise.
It has been found that a residual error of 0.12% shows high accuracy of the predicted model. The CM frequency has significant role (91.88%) in improving the volume of the samples as it has been ranked 1 in the rank table. As weight of grinding media has been ranked 3 (with contribution of 0.29%), it shows that this parameter has least effect on CM of 1° recycled ABS for large volumetric change.
For prediction of volumetric change (based upon Tables 3 and 5), following equation has been used:

where, ηopt is the optimum value of volume, V is the SN mean for volume = 18.57 (Table 3). VA3 is the maximum value of frequency = 22.22 (see Table 5), VB3 is maximum value of milling time = 19.70 (see Table 5), and VC3 is the maximum value for the grinding media weight = 18.70 (see Table 5).
Now, for larger is better case:

So,

Now, for optimization
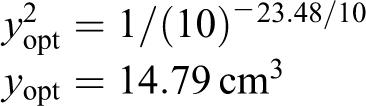
The predicted value of volume (14.79 cm3) is near to the observed value 14.92 cm3.
Based upon Table 2, Table 6 shows observations for MFI and corresponding SN ratios (for larger the better type case).
MFI data for cryogenic grinding of ABS.
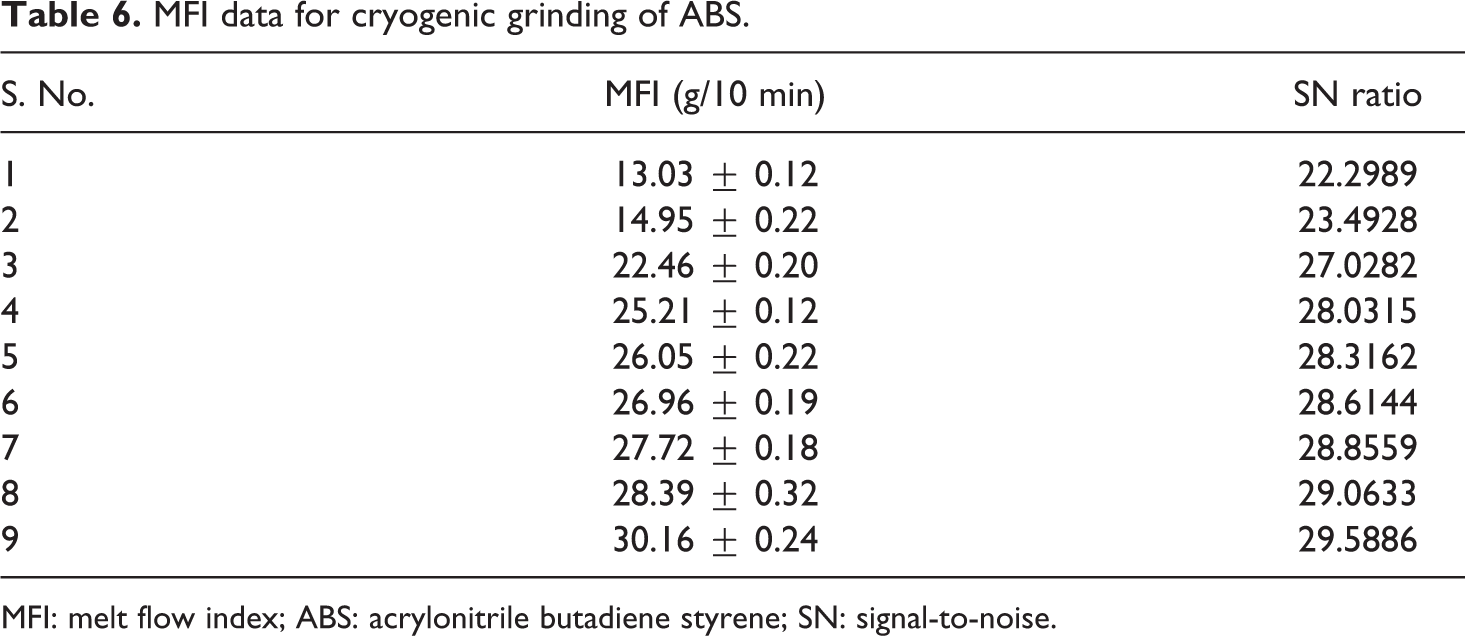
MFI: melt flow index; ABS: acrylonitrile butadiene styrene; SN: signal-to-noise.
As observed from Table 6, MFI shows significant changes in case of 1° recycled ABS after CM. Figure 6 shows the mean effect plot for SN ratios for MFI change after CM.
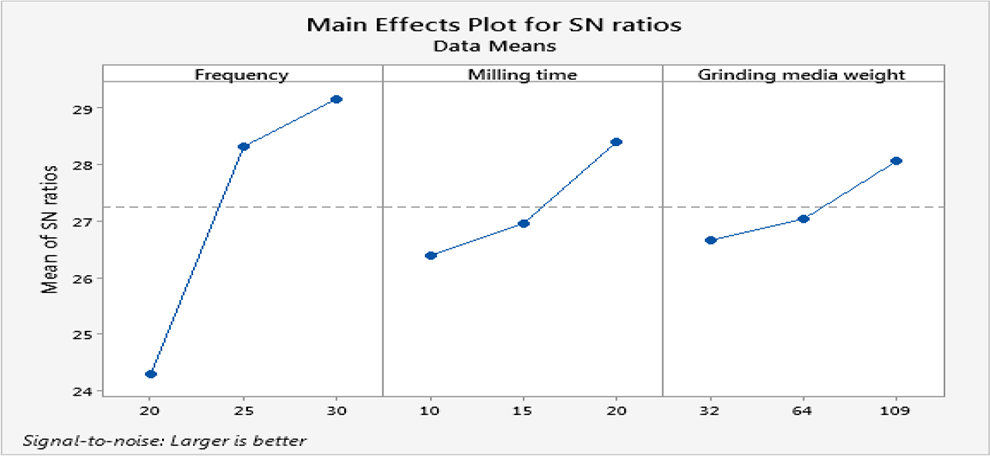
Main effect plots of SN ratio for MFI. MFI: melt flow index; SN: signal-to-noise.
As observed from Figure 6, higher frequency, milling time, and grinding media weight are best settings for maximizing the MFI which is but obvious. Based upon Table 6, Tables 7 and 8 respectively show ANOVA for MFI and corresponding rank table of input parameters.
ANOVA for SN ratios for MFI (based upon Table 6).
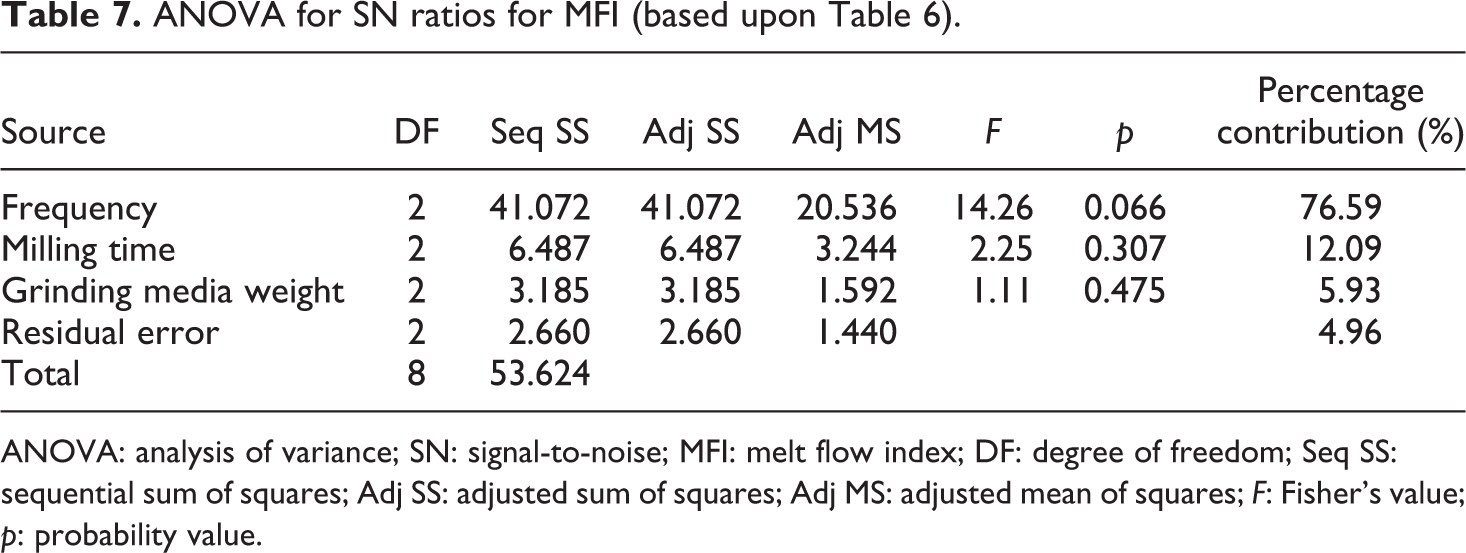
ANOVA: analysis of variance; SN: signal-to-noise; MFI: melt flow index; DF: degree of freedom; Seq SS: sequential sum of squares; Adj SS: adjusted sum of squares; Adj MS: adjusted mean of squares; F: Fisher’s value; p: probability value.
Rank table of SN ratio for MFI result (larger is better type case).
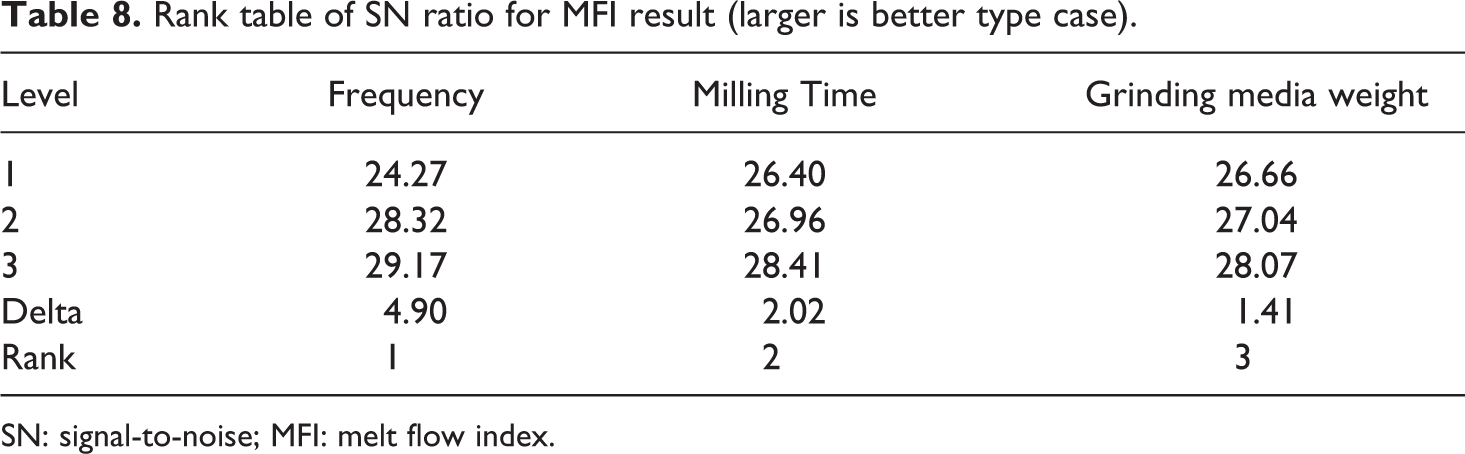
SN: signal-to-noise; MFI: melt flow index.
As observed from Table 7, the residual error of 4.96% is predicted. The CM frequency is the most contributing factor for MFI, but no factor was observed significant at 95% confidence level as p value for all parameters is more than 0.05. Therefore, no prediction for MFI was made further. However, confirmatory experiment was performed at frequency of 30 Hz, milling time 20 min, and grinding media weight 109 g. The MFI 30.1 g/10 min was observed which is very near to the value observed in experiment number 9 (Table 6).
Initially, the Shore D hardness of 1° recycled ABS wire obtained after screw extrusion (without CM) was observed as 45.5 at surface and 37.5 at cross section. Further based upon Table 2, all samples prepared were observed for hardness at surface and cross section (Table 9).
Shore D hardness of wire samples prepared after CM of ABS.
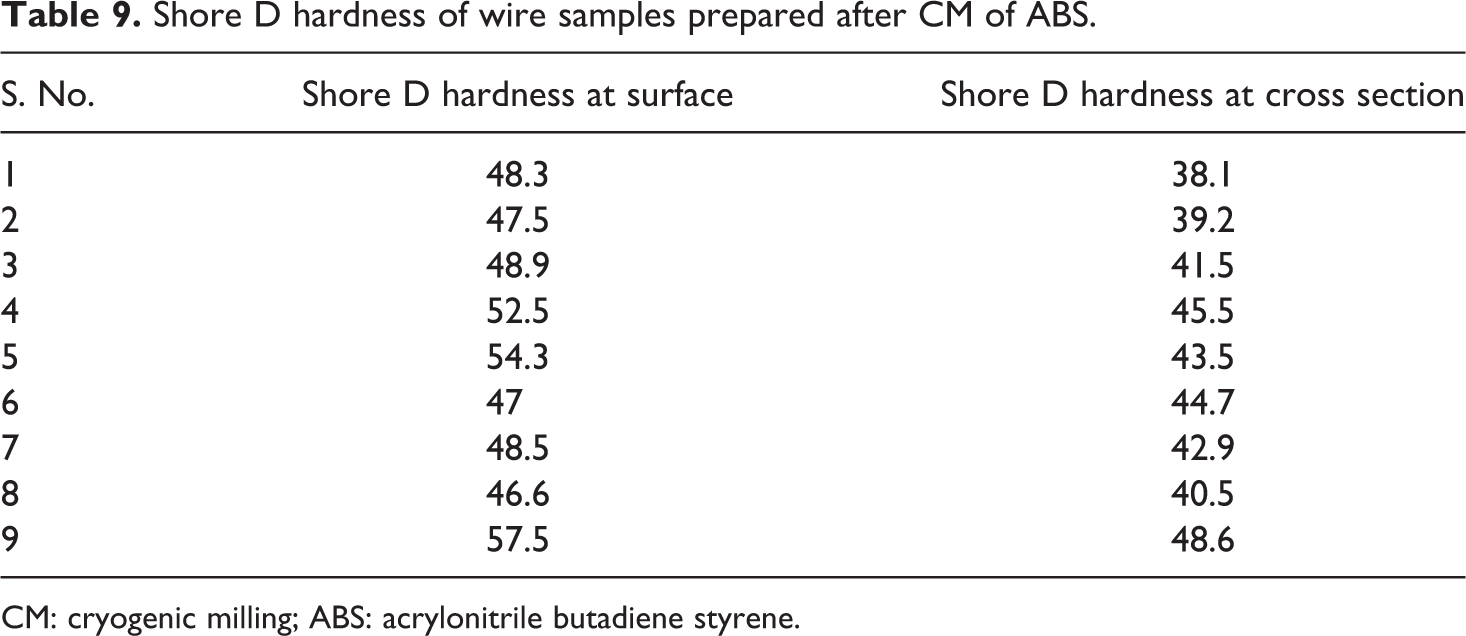
CM: cryogenic milling; ABS: acrylonitrile butadiene styrene.
As observed from Table 9, experiment number 9 has resulted into better surface hardness and at cross section in line with results of volumetric (Table 3) and MFI analysis (Table 6). Hence, the experimental conditions selected in experiment number 9 may be treated as best settings. For better understanding of surface properties, optical photomicrographs of wire samples prepared (as per Table 2) were captured by using Tool maker’s microscope along longitudinal axis (Figure 7) and along the cross section (Figure 8).
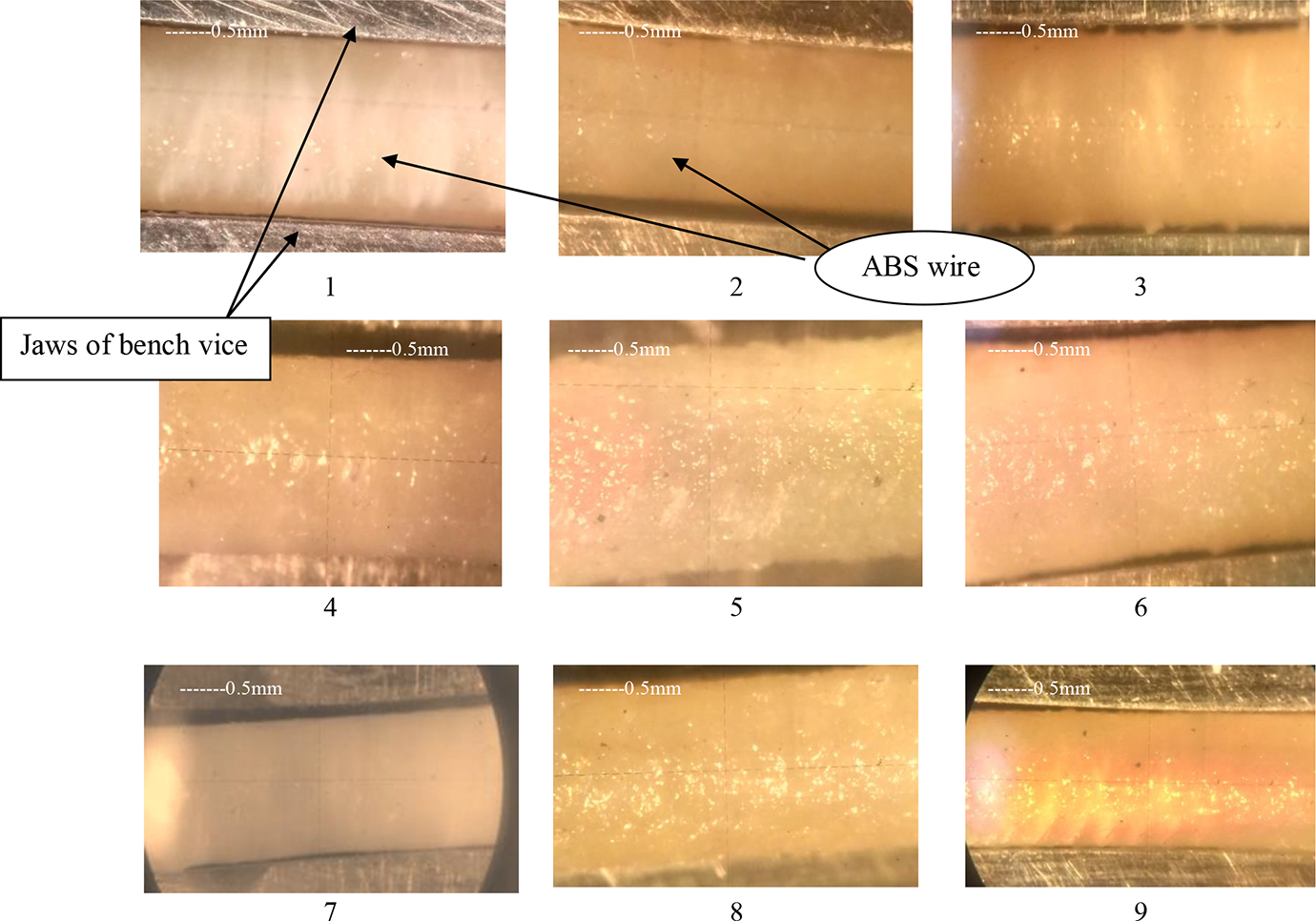
Optical photomicrographs of wire surface along longitudinal axis (at ×30).
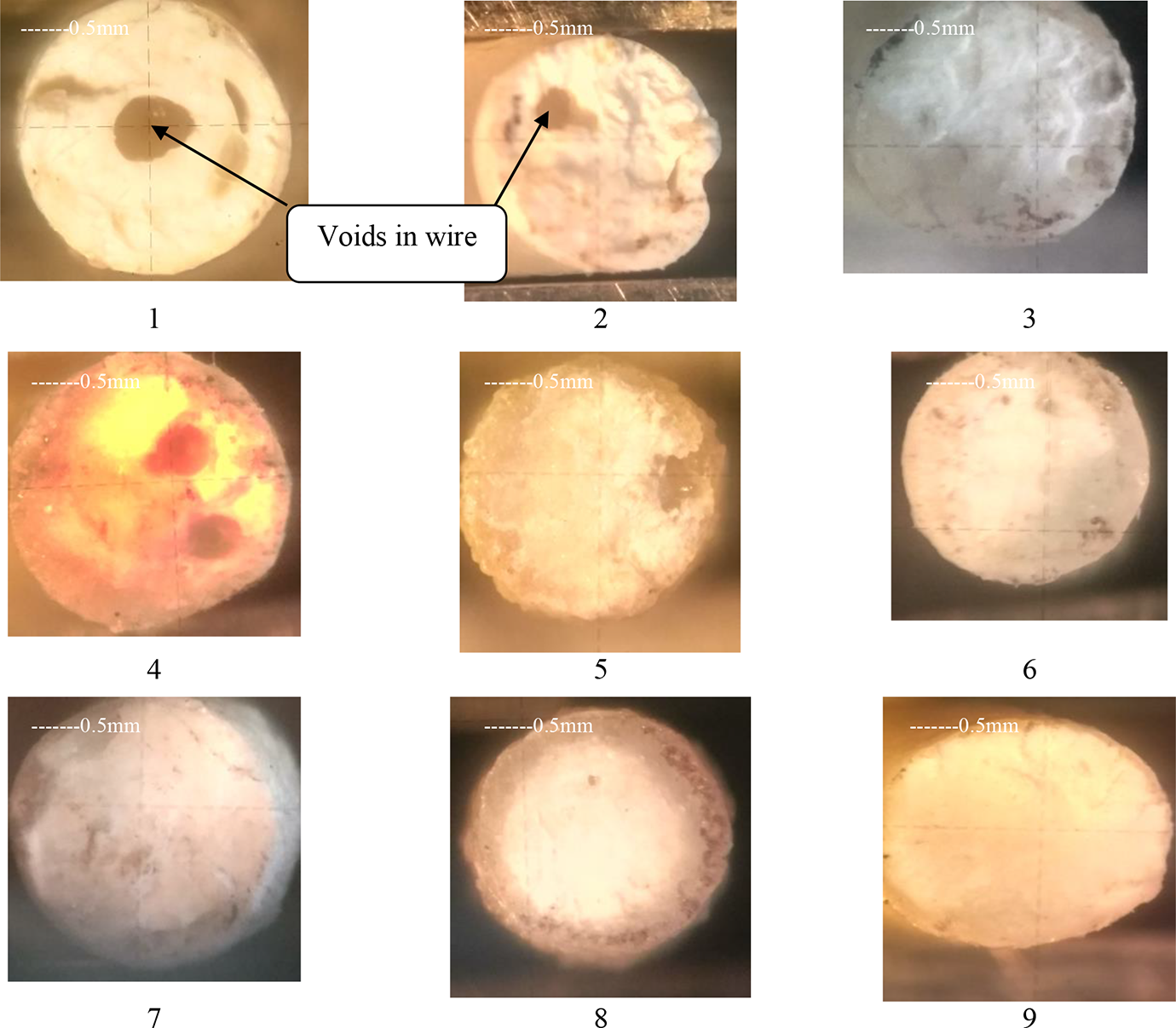
Optical photomicrographs of wire surface at cross section (at ×30).
The porosity percentage of the wire samples were further investigated by using QSMIAS 4.0 software as per ASTM B276 standard. Figures 9 and 10 respectively show the porosity zones and porosity percentage of all nine samples along longitudinal surface and cross section (as per Table 2).
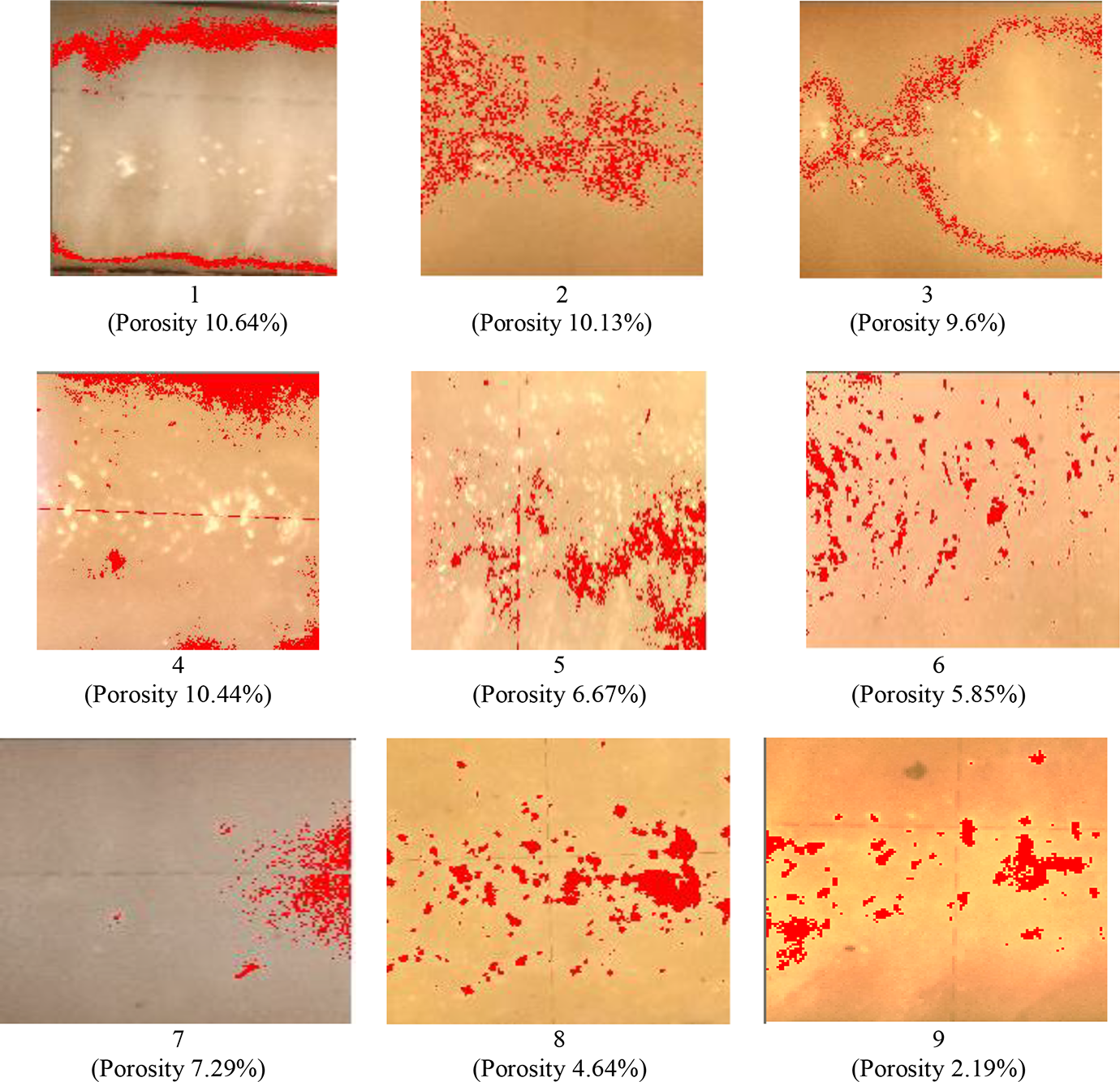
Porosity percentage of wire surface along longitudinal axis. (1) Porosity 10.64%, (2) porosity 10.13%, (3) porosity 9.6%, (4) porosity 10.44%, (5) porosity 6.67%, (6) porosity 5.85%, (7) porosity 7.29%, (8) porosity 4.64%, and (9) porosity 2.19%.
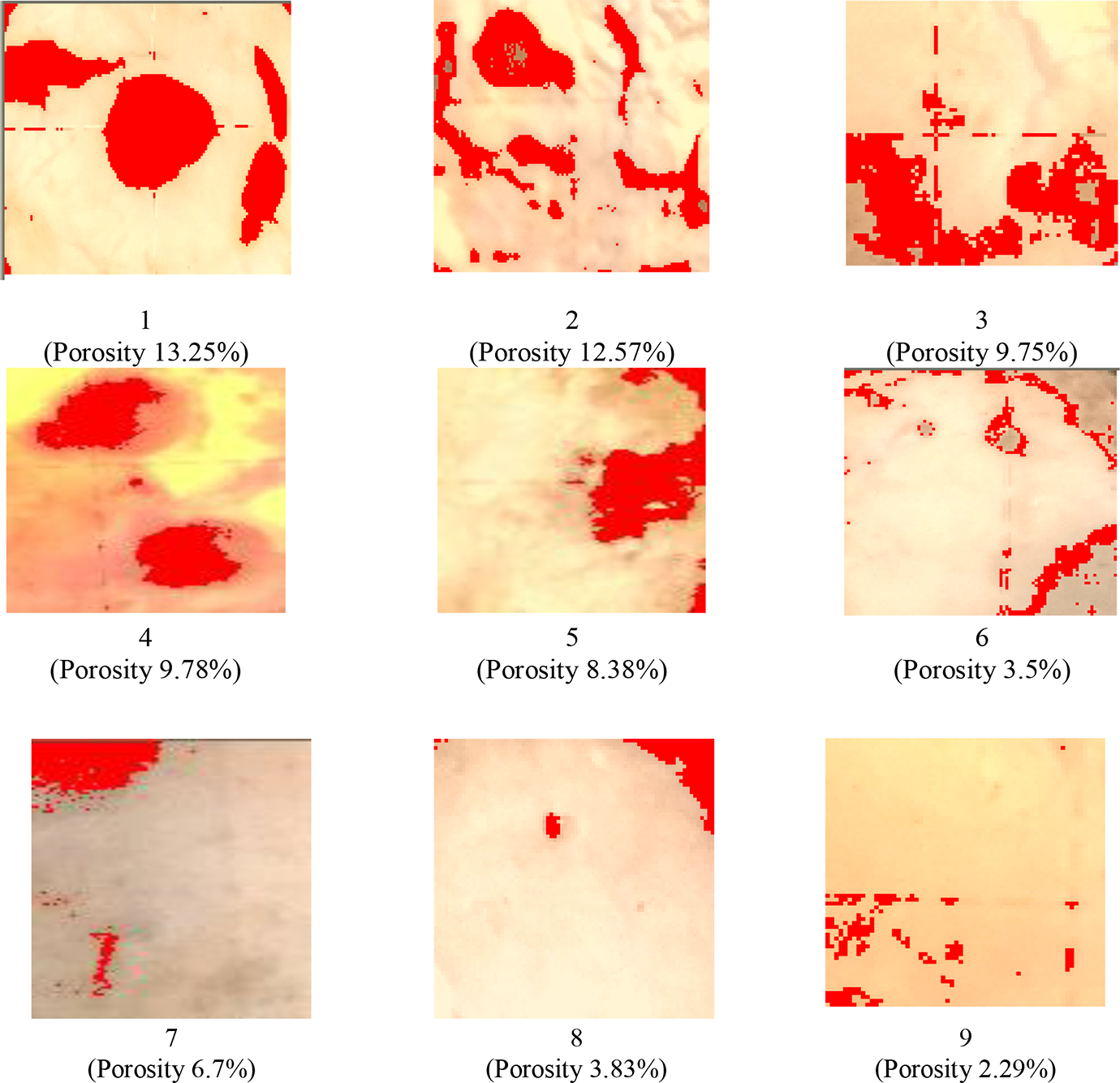
Porosity percentage of wire surface at cross section. (1) Porosity 13.25%, (2) porosity 12.57%, (3) porosity 9.75%, (4) porosity 9.78%, (5) porosity 8.38%, (6) porosity 3.5%, (7) porosity 6.7%, (8) porosity 3.83%, and (9) porosity 2.29%.
As observed from Figures 9 and 10, porosity percentage along the longitudinal axis and at cross section for sample number 9 is minimum, thus justifies its better surface hardness.
Conclusions
Following are the conclusions from the present investigations: The 1° recycled ABS after CM has shown improvement in rheological, surface, and morphological properties. It has been ascertained that CM improves the flow ability of ABS. After CM, the volume and MFI increases significantly (as finer particles occupy more space/volume resulting into better flow characteristics). The improvement in MFI ascertained that improvement in fineness of ABS particles contributes in better filling of melt flow tester barrel that increases the flow of material from the barrel per unit time. The Shore D hardness of CM ABS at two surfaces, that is, along longitudinal surface and along the cross section has some differences. Outer surface was observed as more hard as compared to the cross section (may be due to porosity in the material being processed). The results of study suggest that higher range of grinding frequency 30 Hz, grinding time 20 min, and grinding media weight 109 g resulted into better crushing conditions for 1° recycled ABS during CM as regards to volume and MFI of samples are concerned. Further at best settings, sample volume of 14.92 cm3 with MFI of 30.1 g/10 min was observed. These results are important for controlling the production rate and material consumption in commercial FDM printer and may be used as yard stick for preparation of industrial standards.
In this work, rheological, surface, and morphological properties have been investigated for understanding the effect of CM on 1° recycled ABS. Further study may be conducted to see the effect of CM on mechanical properties such as Young’s modulus, modulus of toughness, and thermal properties like glass transition temperature and heat capacity for different engineering applications.
Footnotes
Acknowledgements
The authors are grateful to AICTE New Delhi for financial support, Manufacturing Research Lab, Department of Production Engineering, Guru Nanak Dev Engineering College, Ludhiana, India, and Department of Mechanical Engineering, Punjabi University, Patiala, India, for providing lab facilities.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the AICTE New Delhi (F.No. 9-65/RIFD/MODROB/Policy-1/2016-17).