
Abstract
In this study, a novel route for the preparation of feedstock filaments for fused deposition modelling from recycled high-density polyethylene (HDPE) and low-density polyethylene (LDPE) waste polymers has been explored. For improving the properties of HDPE/LDPE-recycled polymers, Fe powder has been reinforced through single-screw extrusion. It has been observed that Fe powder (from 0 wt% to 25 wt%) in the LDPE and HDPE matrices has shown increasing trend in melt flow index. Furthermore, Fe powder reinforcement resulted in 36.66% improvement in hardness of reinforced HDPE polymer and 64% in LDPE. Mechanical properties (peak elongation, peak strength, break strength and shore D hardness (SDH)) have been improved significantly with the addition of 6 wt% and 10 wt% reinforcement of Fe powder in the matrix of LDPE and HDPE, respectively. The results of study suggest that morphological properties, such as SDH and percentage porosity, have direct relation with mechanical properties as it has been found that the sample with better mechanical properties was also having high hardness and low porosity. Scanning electron microscopy and energy-dispersive X-ray spectroscopy have been performed on 3D printed functional parts and it has been observed that highly dense texture of HDPE and low surface roughness resulted in better mechanical properties.
Introduction
Thermoplastic waste has been a considerable problem for society from last many years. Some limited commercial solutions are available to manage this polymeric waste especially in the form of plastic solid waste. The plastic waste is increasing day by day and the growth of waste polymer has direct influence on environment. Landfill capacity of municipal solid waste has been decreasing. Incineration of plastic waste may lead to more pollution as on burning these waste release number of toxic gases and ash which is carcinogenic in nature. 1 In India, petrochemical industries, which are the source of polymer manufacturing producing polymers, like polymer ethylene (PE), synthetic fibres and surfactants, constitute approximately 20% of the total chemical industry market and it has been expected to grow at 8% for coming decade. Per capita consumption of plastic in India is 9.7, which is low in comparison to the other nations 2 ; therefore, it holds strong potential to grow in coming years and with that the potential of increasing waste would also be increasing. Therefore, plastic waste management is a serious issue which should be considered by researchers.
Reasons for conducting this research
Therefore, a better way for managing plastic waste is its recycling. In past, various researchers have used this method to manage this problem by different processing techniques. Using waste polymer as a feedstock to manufacture, a component reduces the dependency on natural resources as demand of virgin polymer get reduced. 3
Need of reinforcement
Recycling waste polymer has several phases such as material segregation, washing, drying, pallet forming, re-extruding and granule forming. As recycled waste loses some of its mechanical property which may be not desirable when reusing waste product, so, therefore, it is must to consider some reinforcement into the polymeric matrix to enhance the waste polymer property. In past, researchers have used polymeric waste with reinforcement such as SiC and Al2O3, graphene and various other external particles and found that with reinforcement of metal powder, mechanical properties of polymeric waste material have shown improvement significantly. 4,5 Moreover, adding some metal powder into the polymeric base make the composite conducting in nature; thus object manufactured using the reinforced polymeric composite may become a suitable candidate of nondestructive testing (NDT) and thus without wasting material or part deformations in structure may be traced with different NDT techniques such as eddy current, ultrasonic testing and magnetic particle inspection testing.
Importance of 3D printing in managing waste
Fused deposition modelling (FDM), as one of the low-cost additive manufacturing techniques of three dimensional (3D) printing, has many advantages over the other production methods. As it requires material in the form of wire (feedstock filament), therefore, it is easy to mould any material especially polymeric material into the shape of wire using twin-screw and single-screw extrusion process. Reinforcement into the polymeric material may also done easily using different ways such as chemical mixing, 6 melt blending 7 and mechanical mixing 8 used by previous researchers. Once the polymeric composite is extruded into the wire, the design flexibility and input parameters of 3D printer give large degree of freedom to produce print specimens using in-house prepared feedstock filament. Design flexibility of 3D printer interface develops a metamaterialistic character which may enhance the original mechanical and morphological property of material and it has been seen that complex designs can be printed with much ease with FDM interface. 9 –11
HDPE- and LDPE-focused literature survey
Low-density polyethylene (LDPE) and high-density polyethylene (HDPE) have been reinforced with calcite or calcium carbonate and their mechanical properties have been explored and it was found that 50% filled polyethylene (PE) had better mechanical properties than unfilled polymers. Phase morphology study was also performed to know how the crack propagation occurs in reinforced composite. It has been found that the crack propagation initiated at 50% elongation and was a result of dewetting phenomenon and initiated along transverse direction. 12 Carbon nanotube (CNT) in different proportion varying from 0.5 wt% to 7 wt% in the LDPE and HDPE matrices has been explored for conductivity and rheological properties of the composite matrix and it has been found that increasing content of CNT increases the interaction of polymer with reinforced CNT. Reinforcement of CNT (1–2.5 wt %) in the polymer matrix increased the electrical conductivity of the polymer matrix by six orders. Similar increase in percolation has been seen in rheological property with increase of CNT content. 13 Performance of several coupling agents in wood fibre composite has been explored for mechanical properties, such as tensile strength and flexural strength, and it has been found that there was a direct relation between the coupling agent and mechanical properties of composite, as the coupling agent improves the interfacial bonding between polymer and reinforcement. The maleated PE coupling agent was found to be more effective than the oxidized PE and the pure PE. Molecular weight with large number, moderate level of acid number and low level concentration of the coupling agent were found to be optimized condition for better performance of the coupling agent. 14 LDPE, HDPE and polypropylene (PP) polymer matrices reinforced with liquefied wood (LW) have been investigated for its thermal behaviour analysed through differential scanning calorimeter (DSC) and thermogravimetric (TGA) analyses. Increasing content of LW decreases thermal stability, while increasing heating rate improves thermal stability of composite. LW content (10 wt%) decreases the melting temperatures of HDPE, LDPE and PP, whereas the HDPE matrix was found to be more thermally stable than the PP matrix for the same content of LW. 15 Wood- and clay-reinforced LDPE, HDPE and PP composite polymer matrices have been explored for its properties and it has been found that the silicate layer was well dispersed with 3 wt% clay in polymer composite and it had better thermal stability than 1 wt% and 5 wt% clay in wood polymer composite. Limiting oxygen index (LOI) has been increased and storage and lost modulus were also in direct relation with the presence of clay in wood polymer composite as shown by TGA analyses. 16 The HDPE-reinforced LDPE polymer matrix has been investigated for single-polymer composite preparation, and it has been found that the shear strength of composite was 7.5 MPa, where as it was high for HDPE (17 MPa). It has been found that the high value for mechanical properties was due to epitaxial bonding which resulted in improved adhesion. The tensile modulus of LDPE reinforced with HDPE was found to be increased by the factor of 10. It has been found that 130–132°C temperature was ideal for better bonding. Mechanical properties were found to be in direct relation with the angle of embedding for HDPE fibre film in the LDPE matrix. 17 Carbon black (CB)-reinforced LDPE, HDPE and ethylene vinyl acetate (EVA) polymer matrices have been investigated for electrical conductivity. High-structured corn straw fiber-III (CSF-III) and low-structured fast extrusion furnace (FEF) carbon black reinforcements were used in the polymer matrix. It has been found that the HDPE/CSF-III composite had lower PTC intensity and worse electrical conductivity than HDPE/FEF. HDPE/CSF-III/EVA composite had greater positive temperature coefficient (PTC) intensity than EVA/CSF-III and HDPE/CSF-III. It was found that the absorption of CB on surface of polymer was due to free radical reaction which in turn gives rise to PTC intensity behaviour. 18 The HDPE matrix reinforced with micro-size boron nitride (BN) has been explored for its thermal using DSC and TGA analysis. Micro-size BN was then ball milled for the preparation of nano-size BN, and LDPE-coated nano-BN powder was prepared for composite preparation. It has been found that among pure HDPE, micro-size BN composite with HDPE and nano-size BN composite with HDPE, the thermal stability was best for nano-size BN composite of HDPE. 19 Clay mixed in the HDPE matrix of polymer has been investigated for microhardness, thermal stability and flammability using TGA, DSC, LOI and microhardness test. It has been found that the properties tested were dependent over the type of compatibilizers. Acrylic acid-grafted HDPE and maleic anhydride-grafted HDPE have shown better thermal stability and low flammability than HDPE compatilized with ethylene acrylic acid, while phase transition of HDPE was independent over the type of compatibilizers. 20 LDPE reinforced with wheat straw coupled by the waterborne agent has been investigated for mechanical properties of composite and for size stability. It has been found that the LDPE polymer and wheat straw coupled by polyacrylate latex (PAL) improved composite quality, while the other coupling agent named polymethylene polyphenylene isocyanate (PAPI) resulted into more uniform composite structure quality than the others. PAPI/PAL with 30/70 ratio and 4.5 wt% resulted into the best composite for maximum interfacial bonding. 21 Glass fibre (GF)-reinforced polymer matrices of LDPE and HDPE have been investigated for effect of chain linking on the properties of composite polymer. Long branching in GF/LDPE had increased the elastic modulus in solid form and modulus of storage in melt state. Crystalline structure formation of HDPE resulted into the high-tensile properties. GF reinforcement in the polymer matrix greatly modified the thermal stability for various composite of HDPE and LDPE. 22 LDPE and HDPE mixed with ethylene–propylene–dine terpolymer (EPDM) and jute fibres composite matrices have been investigated for mechanical, rheological and thermal properties of composite using various specified tests. It has been found that with increased fibre content and high compatibilizer content lead to increase in mechanical properties of polymer composite such as flexural strength, impact strength and flexural modulus. HDPE/EPDM/jute fibres have shown large values for storage and loss modulus in comparison to LDPE composite. Treated composites have shown better properties in contrast to untreated ones. 23 LDPE and HDPE polymer films have been reinforced in PE using compression moulding technique and the composite matrix was investigated for mechanical, thermal and morphological behaviour of composite. It has been found that thin films LDPE in PE improves the tensile strength and elastic modulus of PE with a great significance about 60 and 30 times, respectively. But the composite of PE/HDPE has shown better elastic modulus than PE/LDPE. 24 Copper (particle size of micro and nano) reinforcement in HDPE and LDPE has been investigated for mechanical properties, and it has been found that microparticles had least significance for mechanical property of LDPE and HDPE, whereas tensile property get lowered when linear LDPE was used in the matrix. Cu particle reinforcement increases the tensile modulus but decreases the break elongation (BE). While when nano-Cu particles were mixed in the matrix have shown better mechanical properties as storage and loss modulus got increased. 25 Researchers have used titanium alloy reinforcement with the polymer for next generation composite materials in civil engineering applications while using additive manufacturing base for its flexibility and have found that the surface design of fibre-based composite may have significant role to play in energy absorption and failure strength. Pentamode, a newly designed material whose properties were controlled by varying the dimensions of strut and nodal junctions, has been optimized for the bulk and shear modulus, and it has been ascertained that the design of material and solidification features play a vital role in output properties. 26 –28 Similarly, 3D printing, an additive manufacturing tool, may also be used to design metamaterials producing required characteristics based on applications.
Research gap and problem formulation
From the literature survey, it has been found that the LDPE and HDPE polymers have been used as virgin polymer with various reinforcements using different techniques; but hitherto, very few researchers have used additive manufacturing route specially 3D printing for recycling of HDPE and LDPE polymers which is a low-cost manufacturing technique. Recycling of polymer leads to poor property than virgin polymer, so it has to be improved if one wants to use it further a reinforcement of some metal or the other powder is must; therefore, in the present case, iron (Fe) powder has been taken as a reinforcement for enhancing the polymer property and also adding Fe powder in the polymer matrix makes it a suitable candidate for NDT, thus the prepared feedstock filament may be used for printing structural and civil engineering application-based object which in future may be tested for failures using NDT techniques without destructing the product. So in this present research work, an effort has been made to use discarded waste especially of HDPE and LDPE using 3D printing, a novel route for creating wealth from a waste.
Materials and methods
LDPE and HDPE wastes were collected from local market and further processing was done, such as separation, washing and extrusion. Fe powder of 54-micron size and 99% purity is purchased from local vendor (Shiva Chemicals, Ludhiana, India). Adopted methodology for present study has been shown in Figure 1. Waste polymers of HDPE and LDPE were mixed with Fe powder by means of single-screw extrusion. Melt flow index (MFI) testing has been performed on composite in which Fe powder has been varied from 0 wt% to 25 wt% in the polymeric matrix, as for any thermoplastic MFI is the basic property which is quite required for compatibility study of that polymer with FDM machine of 3D printing objects. Based on MFI, composite ratio has been selected suitable for 3D printing and then single-screw extrusion has been performed with Taguchi L9 orthogonal array for different three levels of input parameters for the preparation of feedstock filaments of HDPE and LDPE polymeric composites. Thus prepared samples of wire have been tested for tensile properties and the optimization of extrusion condition has been performed using MiniTab 18 software package using analysis of variance (ANOVA) method and for the conditions which have maximum peak strength (PS) and break strength (BS), feedstock filaments of required length have been prepared and used for 3D printing of tensile and flexural specimens using standard conditions. Porosity, shore D hardness (SDH) of prepared wires has been done. Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) have been performed to know the relation between morphological and mechanical properties.
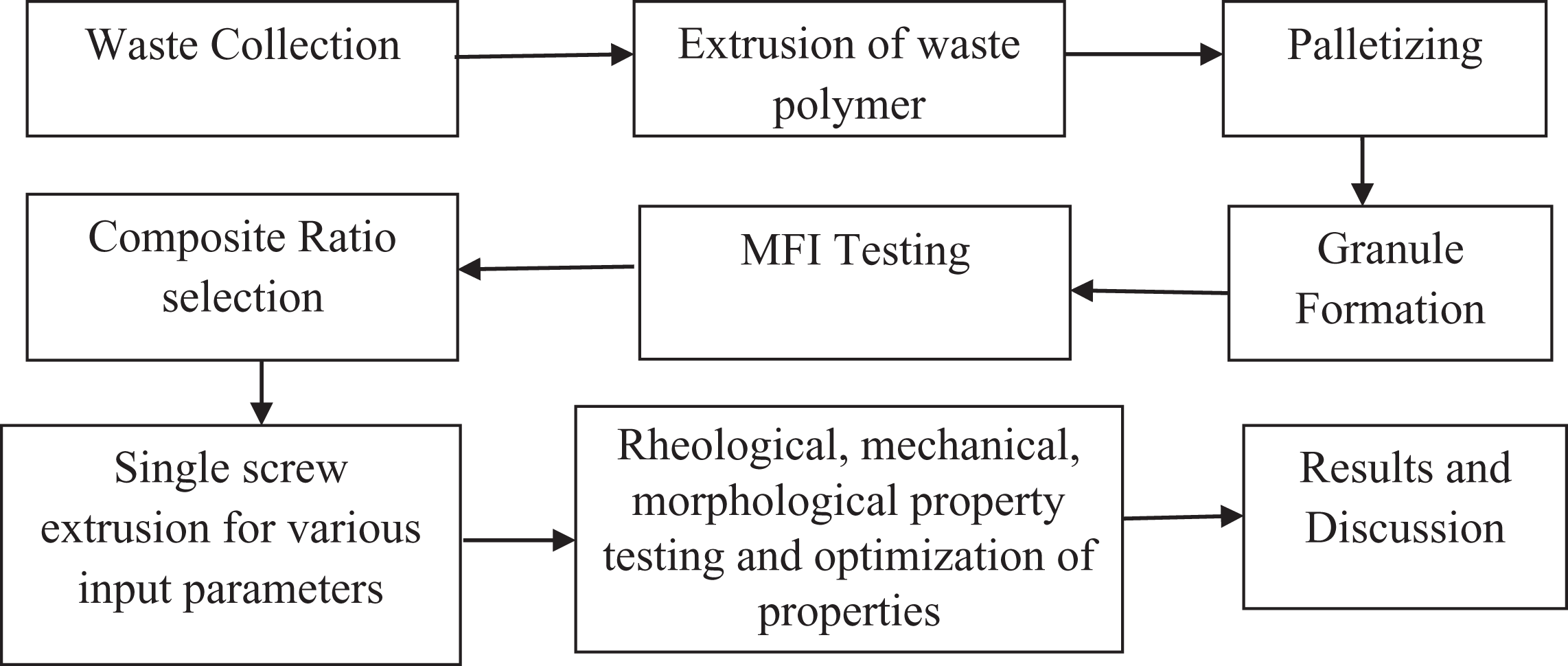
Adopted methodology.
Experimentation
Melt flow testing
MFI, which is a rheological property of polymer, is a critical property for thermoplastic as it is directly related to printing property and flow ability of the polymer which is basic requirement of FDM printer of any type (whether open source or specific one). Therefore, MFI testing has been performed first to know the MFI range of waste polymer and composite polymer or reinforced polymer. MFI testing has been done using ASTM D1238 standard in which 190°C of die temperature and 2.16 kg of standard loading conditions have been used.
Single-screw extrusion
Selected compositions which were obtained by MFI testing were extruded with single-screw extruder by selecting different extrusion condition using Taguchi L9 orthogonal array. Selected level of parameters has been given in Table 1, whereas Taguchi L9 array for extrusion condition has been given in Table 2.
Selected parameters and their level.
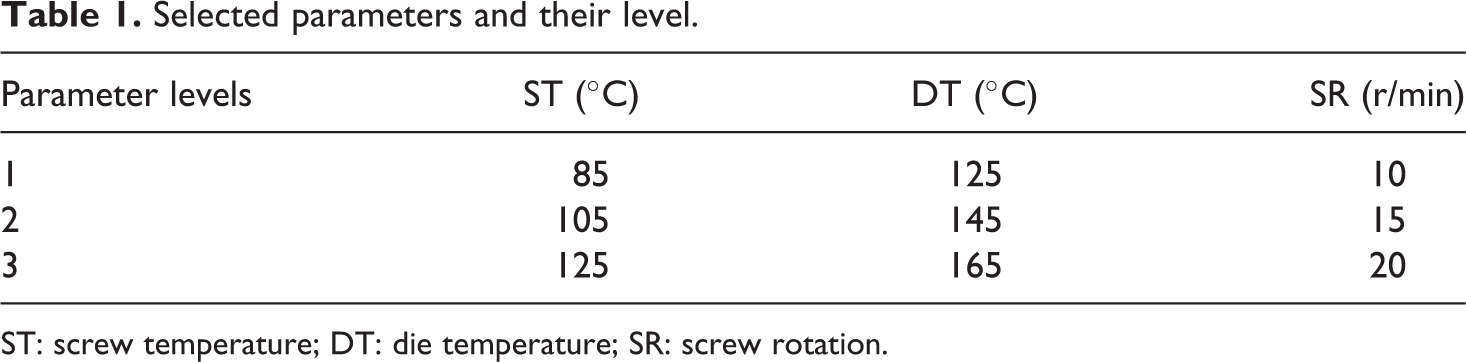
ST: screw temperature; DT: die temperature; SR: screw rotation.
Taguchi L9 orthogonal array.
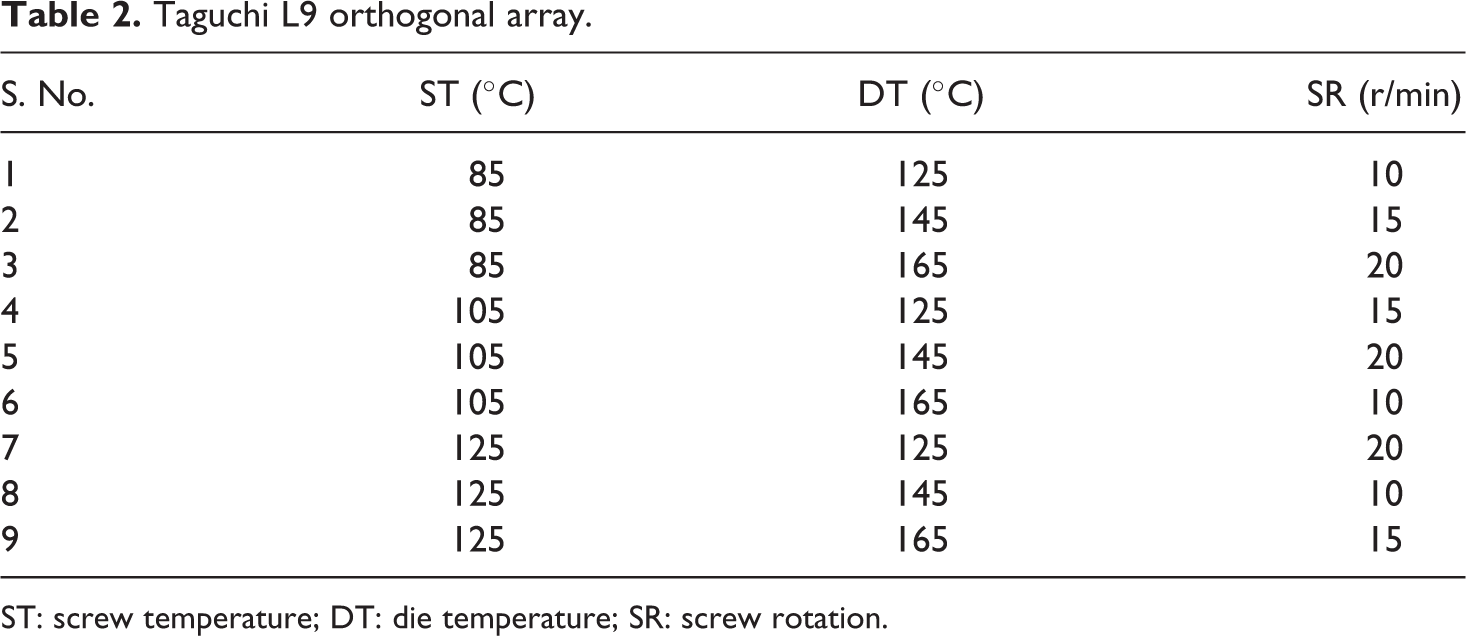
ST: screw temperature; DT: die temperature; SR: screw rotation.
UTM testing
All prepared samples were then tested for their mechanical properties, such as peak elongation (PE), BE, BS, PS and SDH using universal tensile testing machine (UTM) (Shanta Engineering, Pune, India). Based on best setting of extrusion, the feedstock filaments have been prepared for satisfactory length to be used for the production of 3D printed samples using FDM. For tensile properties, ASTM D638 type IV, and for flexural properties, ASTM D790 standard has been used.
Porosity testing
All samples then were tested for their percentage porosity which is one of the important morphological properties. Porosity results were basically used to correlate the mechanical property with the extrusion condition and also provide the clarity for explanation on the mechanical properties. Microstructural analysis software (MIAS) package integrated with tool maker microscope has been used for porosity testing using 100 micron scale of measurement.
SEM and EDS characterization
SEM and EDS have been performed for 3D printed samples, so that more clear relation among mechanical and morphological behaviours may be ascertained.
Results and discussion
MFI testing and analysis
MFI, as one of the critical rheological property, plays an important role in flow ability of polymer. Compatibility of polymer with the 3D printer sometimes becomes an issue, therefore flow ability of polymeric composite must be ascertained before 3D printing, therefore MFI testing has been performed using standard conditions of testing. MFI of the pure LDPE and composite of LDPE with reinforcement of Fe powder as well as the pure HDPE and composite of HDPE with Fe powder has been calculated in which Fe powder is reinforced in the polymer matrix from 0% to 25% by weight, and it has been established that 6% Fe powder reinforcement in LDPE leads to MFI value near to 2.46 gm/10 min which is near to MFI value of acrylonitrile butadiene styrene (ABS) (2.41 gm/10 min) as given in Table 4. From MFI results for various ratio of reinforcement, it may be concluded that the MFI of material is directly proportional to the reinforcement concentration. MFI trend of LDPE with different proportions of reinforcement also follows the same relationship as followed by HDPE (see Table 3). Fe powder as a good heat conductor when reinforced into the matrix of polymer improves the MFI; this may be due to the heat-retaining capacity of Fe, as the Fe content in the composite when extruded at high temperature retains heat and provides it to the polymer chain due to which viscosity of polymer gets lowered and hence high MFI value has been obtained for the increasing Fe content in the composite. Thus, we may conclude that rheological property of LDPE and HDPE gets improved by the reinforcement of Fe powder in the matrix of polymer. Thus, recycled polymer can be used with improved MFI for further application wherever required.
MFI values of the pure HDPE and reinforced HDPE.
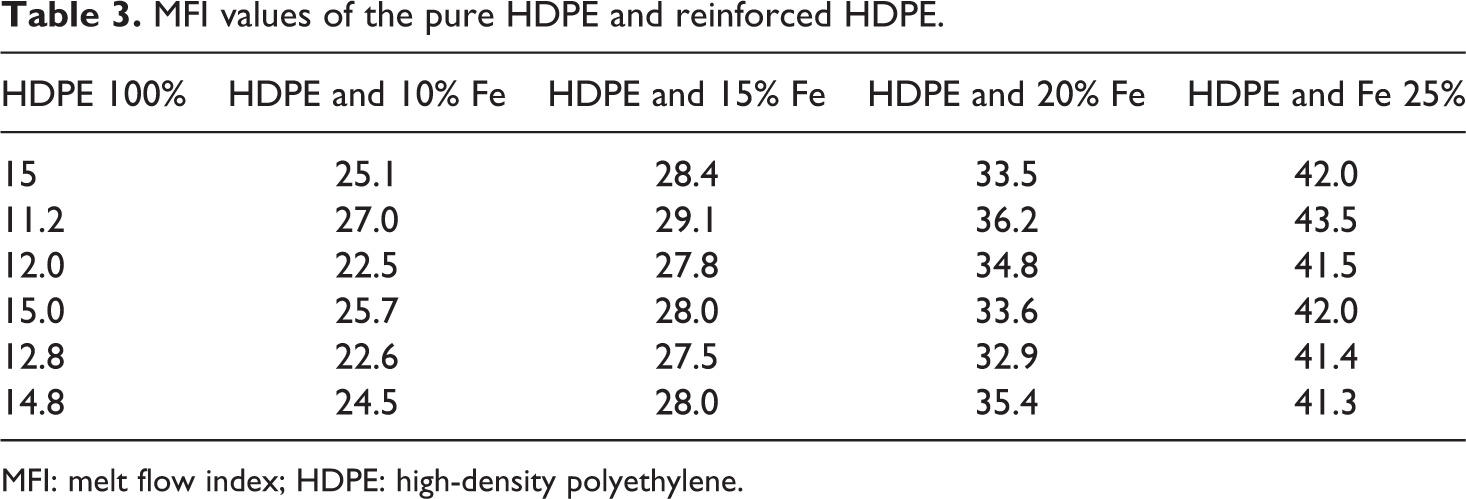
MFI: melt flow index; HDPE: high-density polyethylene.
MFI results for LDPE composites.
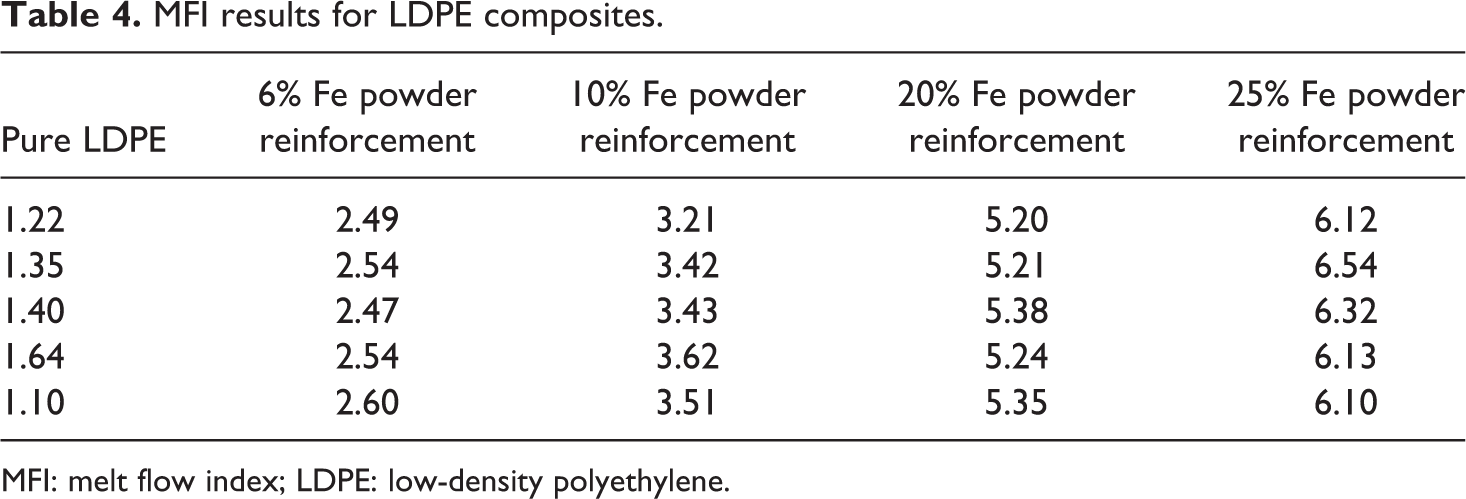
MFI: melt flow index; LDPE: low-density polyethylene.
UTM results
Based on Tables 3 and 4, a mixture of LDPE with reinforcement of Fe 6% and HDPE with reinforcement of Fe 10% has given suitable MFI which is workable with FDM; therefore, extrusion of two mixtures was done using Taguchi L9 orthogonal array. The obtained filaments from extrusion were tested for mechanical properties using UTM through which various properties have been evaluated which are given in Table 5 (results of HDPE) and Table 6 (results of LDPE). As it is clearly visible from Table 5, all mechanical properties of HDPE get improved in certain ratio when Fe powder is reinforced with polymer. This may be attributed to the Fe powder which, when mixed and extruded with polymer, provides better strength to the HDPE and better compatibility with polymer matrices results into better mechanical properties. To show standard deviation and standard error, BS has been taken the representative tensile property and all values are given in Table 7.
UTM results of HDPE.
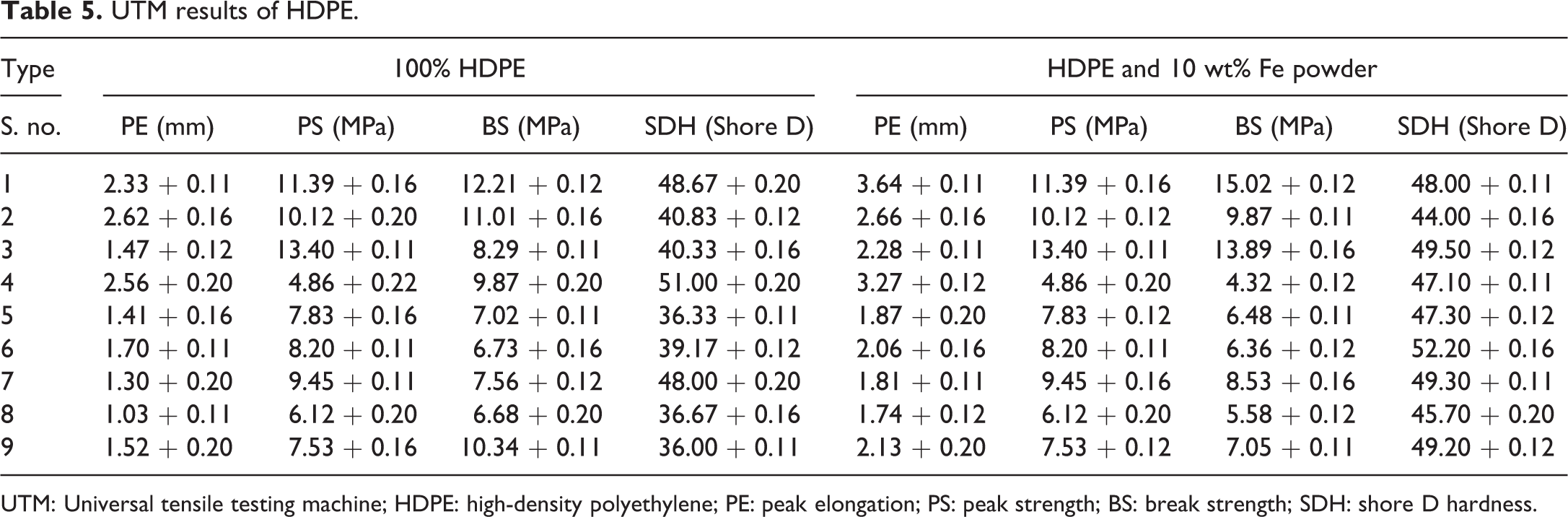
UTM: Universal tensile testing machine; HDPE: high-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness.
UTM results of LDPE.
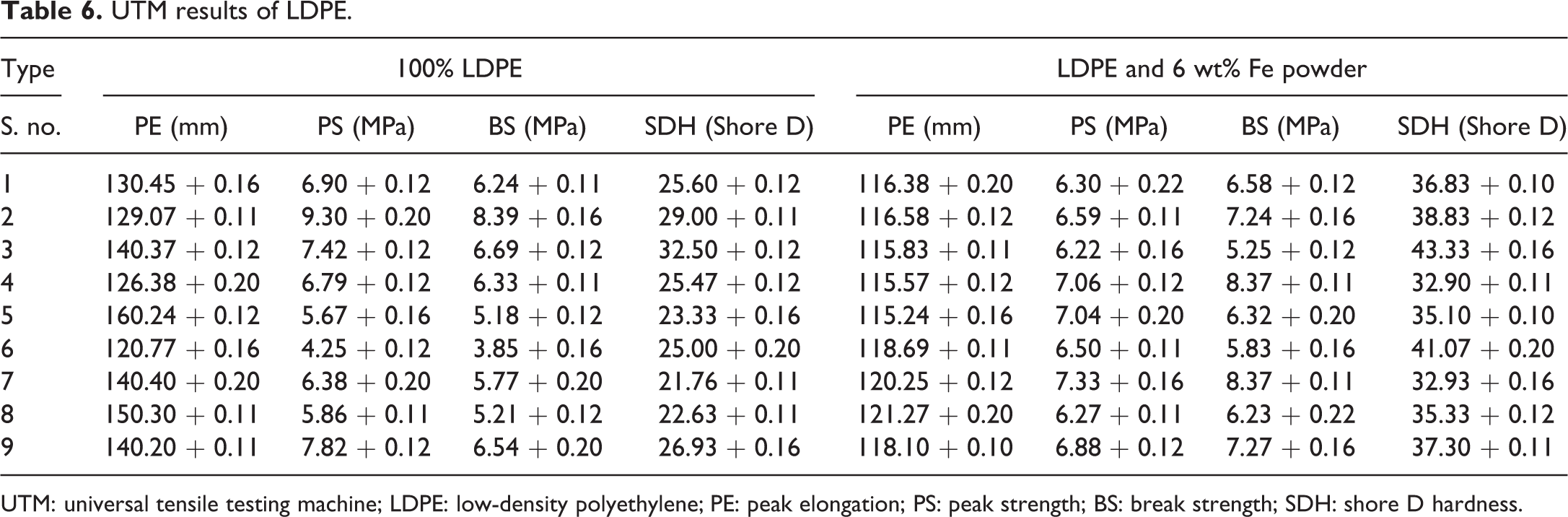
UTM: universal tensile testing machine; LDPE: low-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness.
SE and SD for BS.
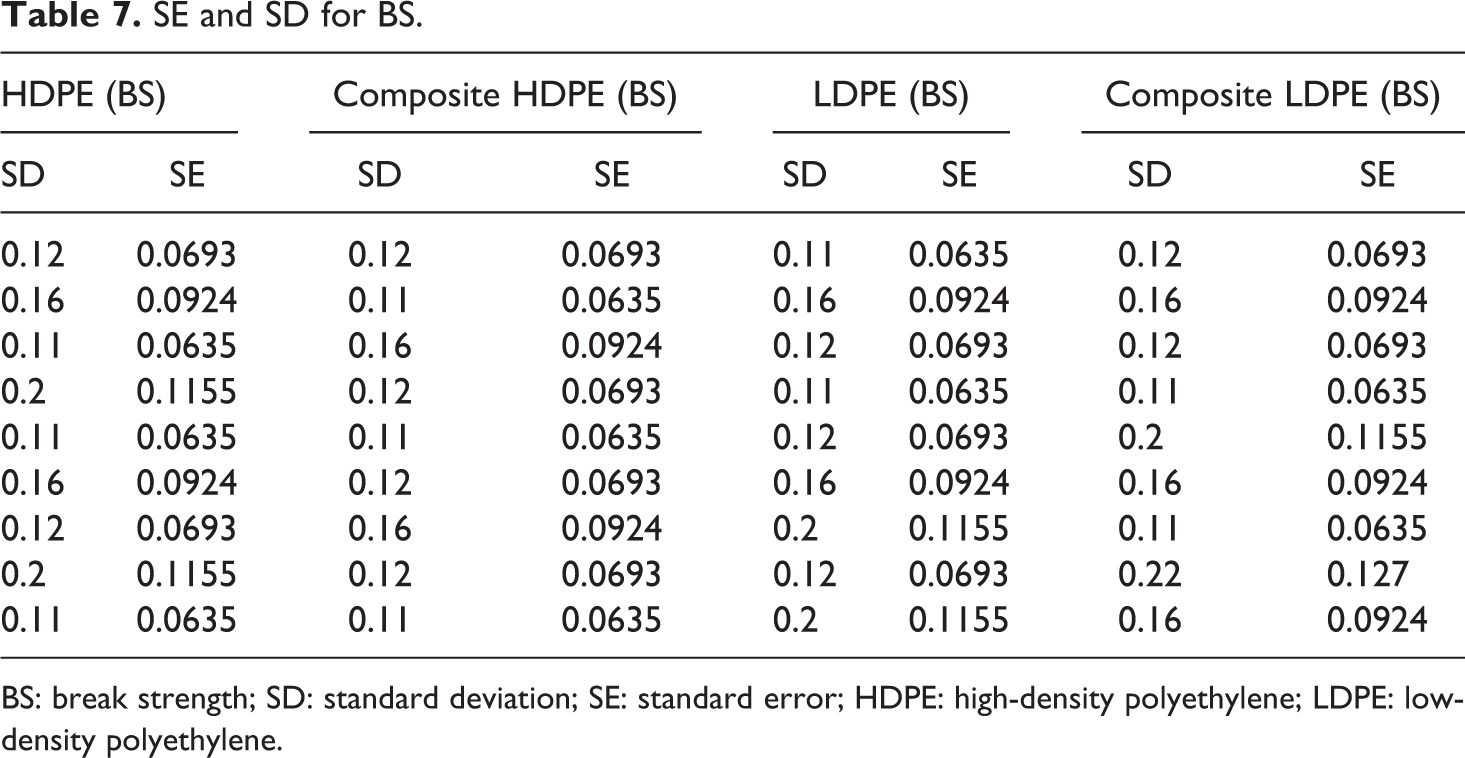
BS: break strength; SD: standard deviation; SE: standard error; HDPE: high-density polyethylene; LDPE: low-density polyethylene.
Analysis of PE of 100% HDPE for optimization of single-screw extrusion process
From Tables 5 6, values of mechanical properties were then tested for optimization of extrusion condition using larger is the better condition with MiniTab 18 software package tool. It has been found that experiment number 2 provides the maximum PE in which barrel temperature 85°C, die temperature 125°C and screw speed of 15 r/min were the best conditions for extrusion. Similarly, worst value for PE for the pure HDPE was obtained for eighth experimental condition (temperature 125°C, die temperature 145°C and screw speed of 10 r/min). Main effect plot for signal-to-noise (SN) ratio for PE shows the optimized condition of extrusion as seen in Figure 2. Screw temperature (ST) of 85°C, 15 r/min of screw rotation (SR) and 125°C die temperature provided the best condition for extrusion for PE.
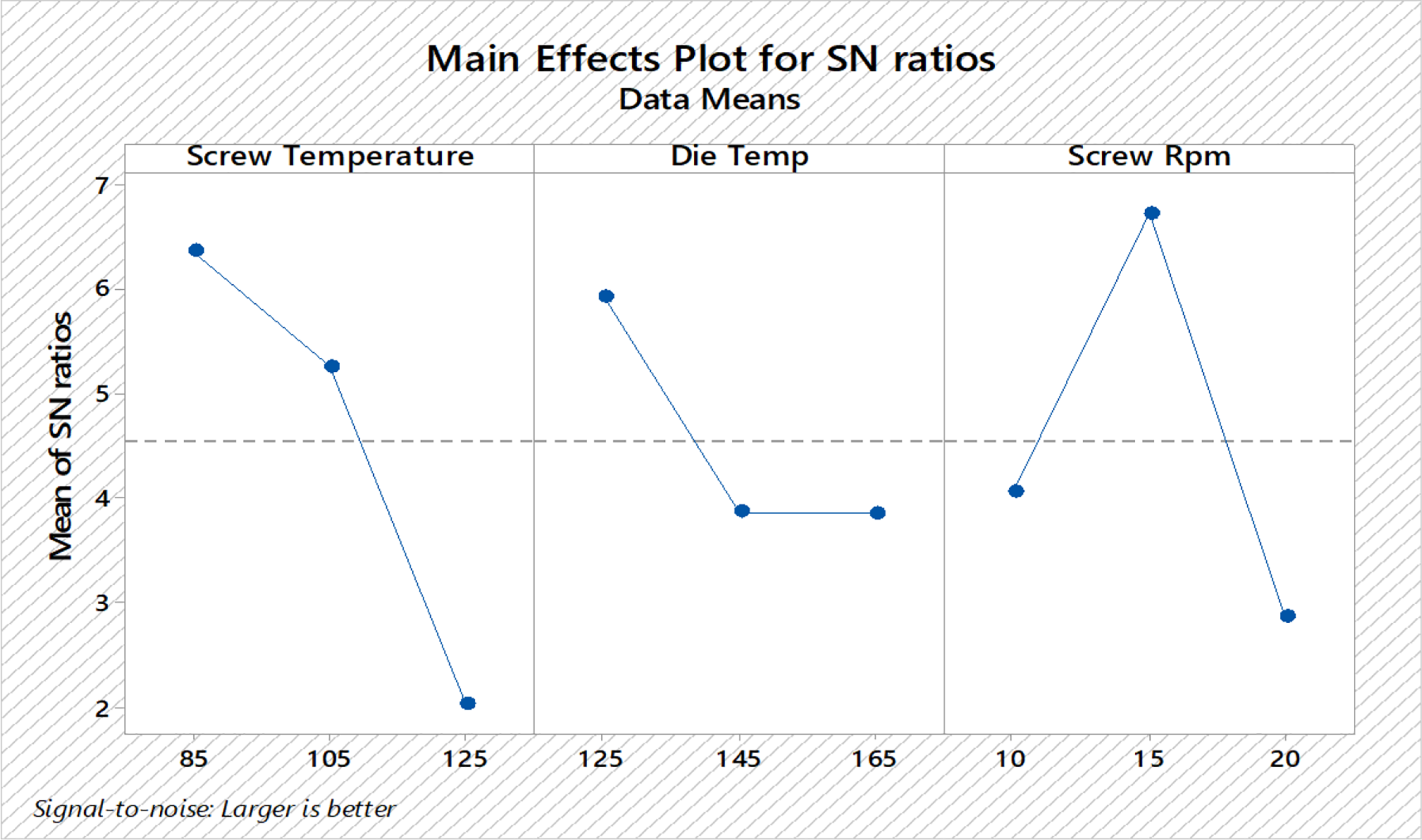
SN ratios’ main effect plot for PE of 100% HDPE.
From Table 8, it has been found that the residual error was 3.33% of the total which shows that accuracy of predicted model is high. Ranking of input parameters have been given in Table 9 from which it is clear that ST has played the most important role in extrusion for PE and is ranked as number 1; by contrast, die temperature was ranked at number 3 and was of least importance for PE. Whereas Table 10 provides the SN table optimized from MiniTab software package using Taguchi L9 orthogonal array.
ANOVA for SN ratio for PE.
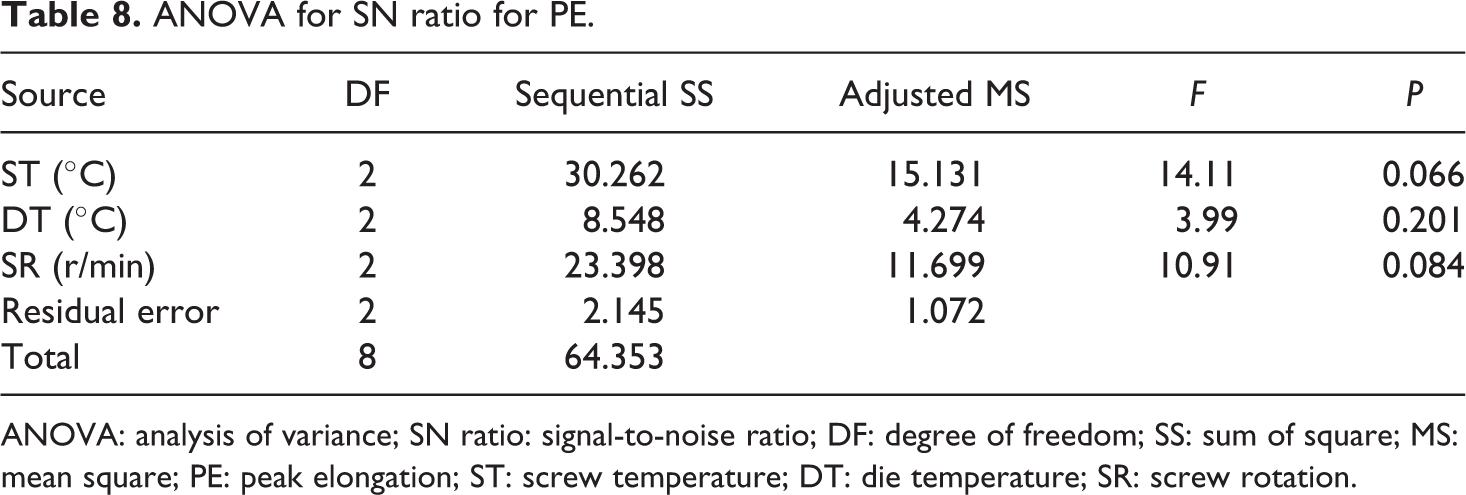
ANOVA: analysis of variance; SN ratio: signal-to-noise ratio; DF: degree of freedom; SS: sum of square; MS: mean square; PE: peak elongation; ST: screw temperature; DT: die temperature; SR: screw rotation.
Rank table for the pure HDPE (larger is better).
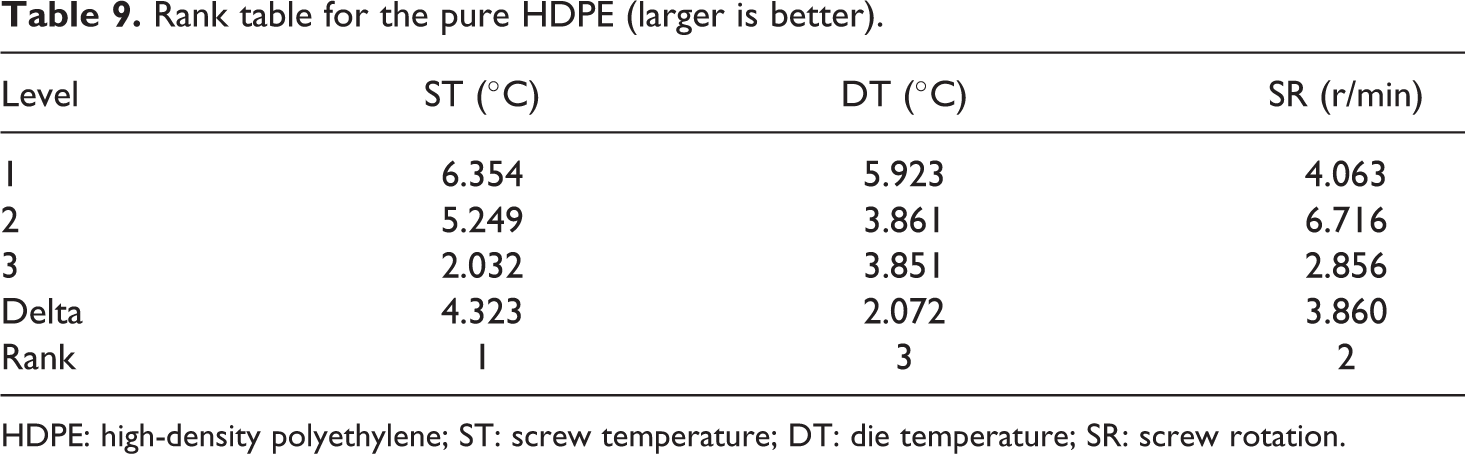
HDPE: high-density polyethylene; ST: screw temperature; DT: die temperature; SR: screw rotation.
SN table for PE for optimization of value.
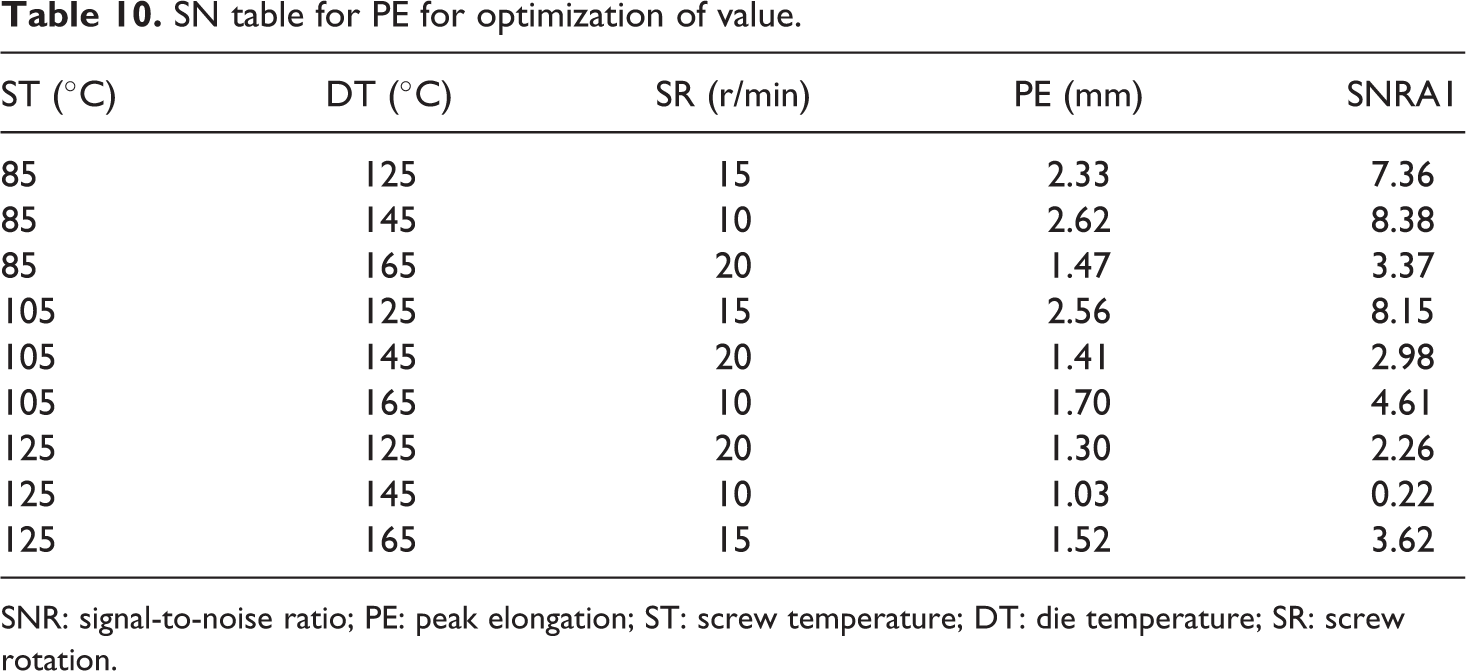
SNR: signal-to-noise ratio; PE: peak elongation; ST: screw temperature; DT: die temperature; SR: screw rotation.
Optimization of PE (100% HDPE)
In the present study, optimization of mechanical properties has been performed, so that a suitable extrusion condition may be found for the development of feedstock filament of FDM; therefore, ANOVA tool has been used using all values of SN ratios that were obtained from analysing Taguchi in MiniTab 17 statistical software and standard formula for optimization has been applied as shown below:

where ηopt is the optimized value of PE, W is the S/N mean for PE = 4.54 (see Table 10), WA1 is the maximum value of ST = 6.354 (see Table 9), WB1 is the maximum value for die temperature = 5.923 (see Table 9) and WC2 is the maximum value for SR = 6.716 (see Table 9).
For larger is better case, the formula is given by the following equation

From here, ηopt = 4.54 + (6.354 − 4.54) + (5.923 − 4.54) + (6.716 − 4.54)

Now, to optimize yopt 2 = 1/(10) − ηopt/10


So, optimum PE = 3.1307 mm.
Similar studies have been performed on all the mechanical properties are given in Tables 5 and 6, and all optimized results have been given in Table 11. After optimization of properties for extrusion conditions, we get to know that as the optimized conditions were out of design of experimentation; therefore, we performed confirmatory experiments, whose values were found close to the predicted value, thus showing that the optimization model is reliable.
Optimized results and actual observed results.
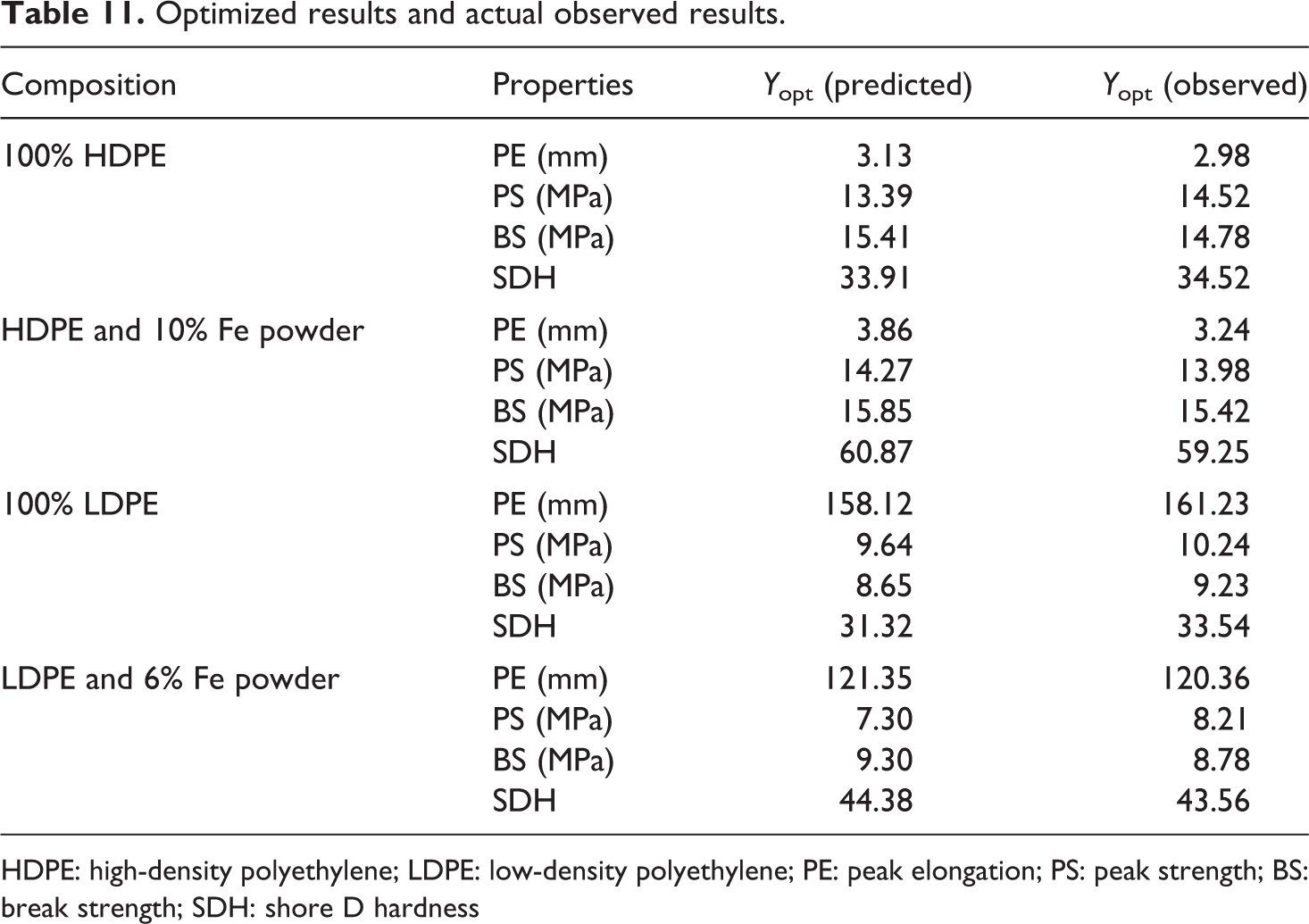
HDPE: high-density polyethylene; LDPE: low-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness
Regression analysis for PE for the pure and composite polymers
Based on Tables 5 and 6, regression analysis have been performed for the PE property to know the effect of input parameter on that property, and contour plots have been taken so that effects of input parameter can be explained. Table 12 presents the regression equations for 100% HDPE for various mechanical properties, similarly Tables 13, 14 and 15 present the regression equations HDPE with 10% reinforcement, pure LDPE and LDPE with 6% Fe reinforcement, respectively.
Regression equation for 100% HDPE.
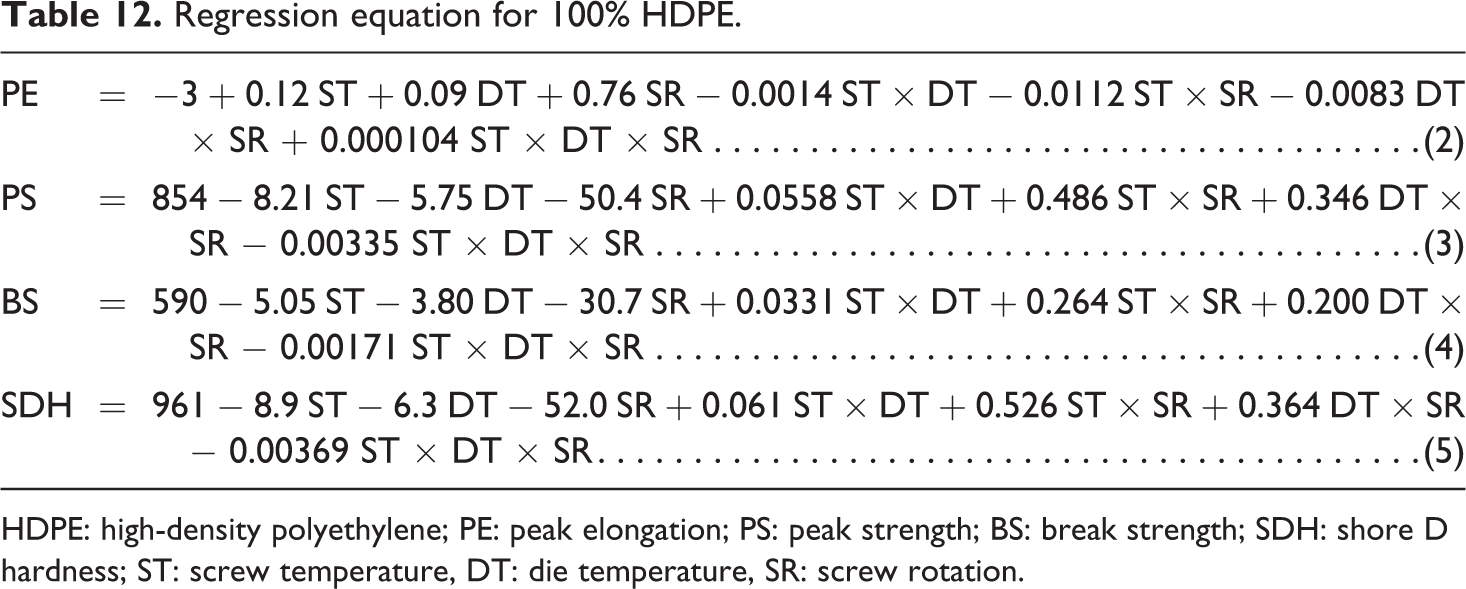
HDPE: high-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness; ST: screw temperature, DT: die temperature, SR: screw rotation.
Regression equation for HDPE with 10 wt% Fe powder.
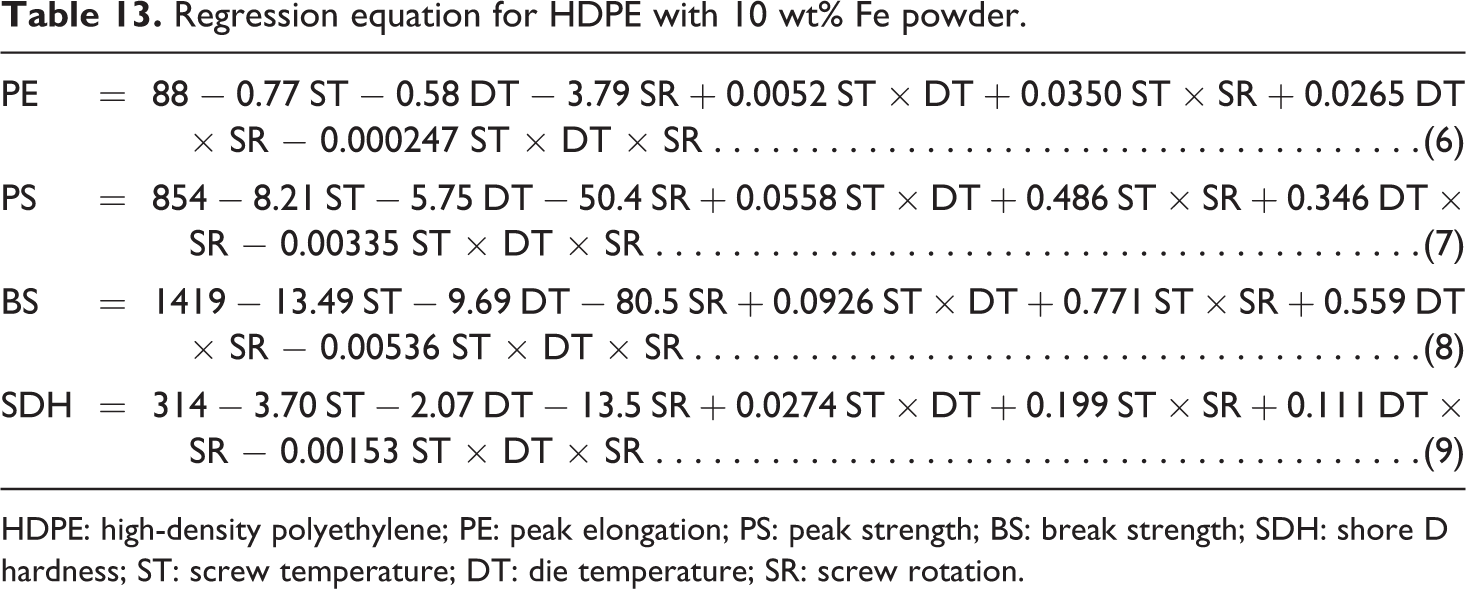
HDPE: high-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness; ST: screw temperature; DT: die temperature; SR: screw rotation.
Regression equation for the pure LDPE.
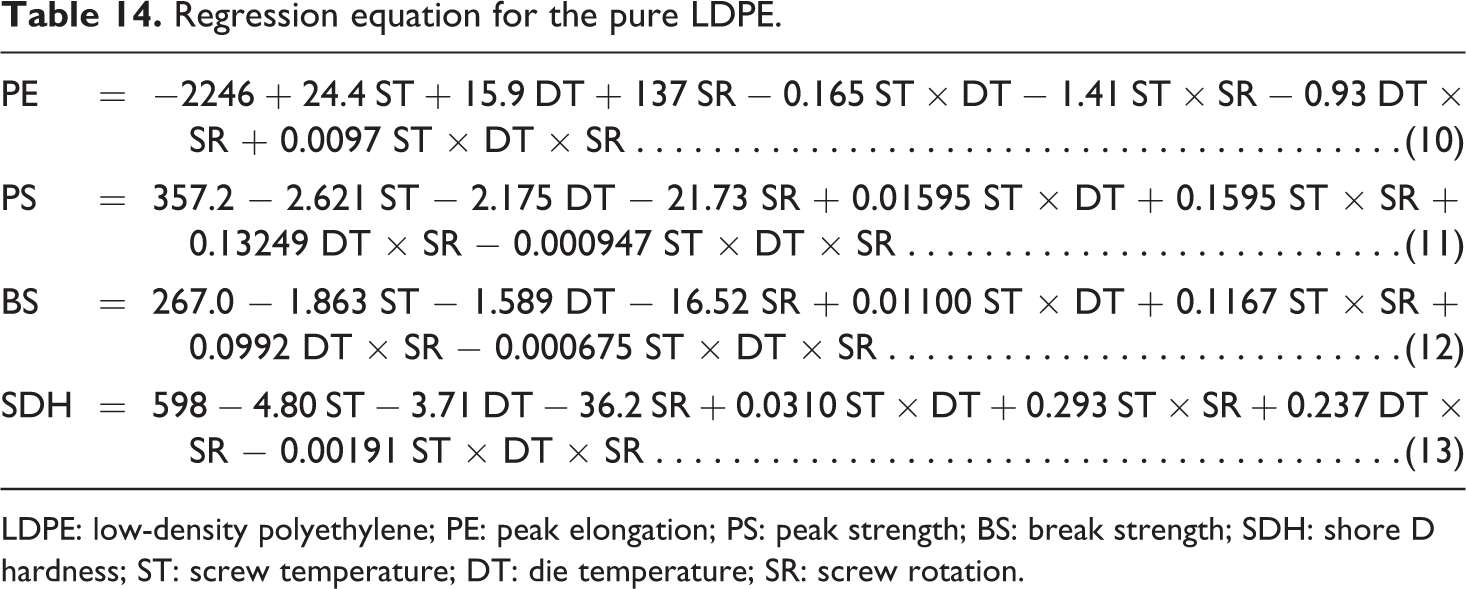
LDPE: low-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness; ST: screw temperature; DT: die temperature; SR: screw rotation.
Regression equation for LDPE with 6% Fe powder reinforcement.
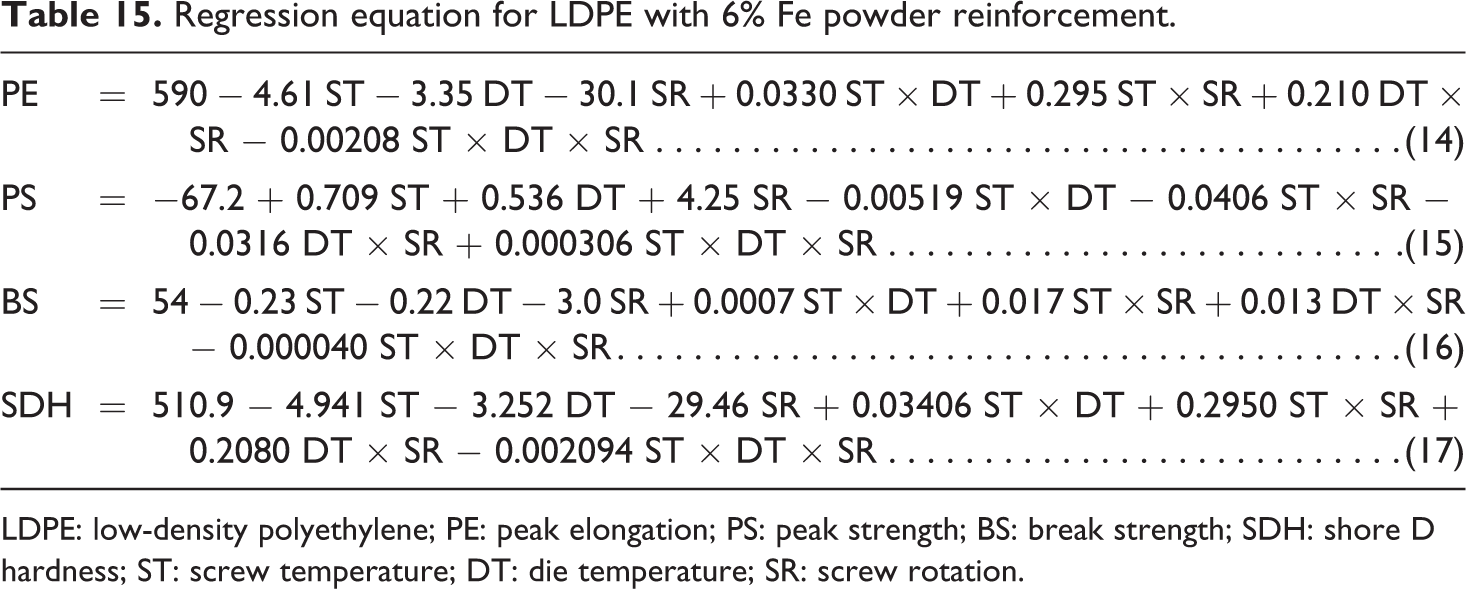
LDPE: low-density polyethylene; PE: peak elongation; PS: peak strength; BS: break strength; SDH: shore D hardness; ST: screw temperature; DT: die temperature; SR: screw rotation.
Based on these regression equations, contour plots have been taken from regression tool and Figure 3 shows the variation of input parameter while one input parameter has been taken as constant as it was contributing the least towards PE. It has been found that the low level of SR and low ST contributes towards better PE results. This results may be attributed to the reason that when screw speed was low, the polymer composite gets proper time in barrel to melt for longer time as it took more time to get out of die for low speed of screw as well as low temperature condition inside barrel with low speed of screw provided proper mixing of polymer with reinforcement and thus produced better results. Thus, low conditions of extrusion have provided better results in the case of PE. While high ST and increasing screw speed have negative impact on PE, this may be due to poor bonding time between reinforcement and polymer. Both polymer and Fe at high temperature form poor bonding and high SR makes them out of barrel in very less time and with that in molten stage, they get stretched while being rolled over the wire collecting pulley, thus homogeneous distribution may have been affected and thus producing poor results on high temperature and high screw speed.
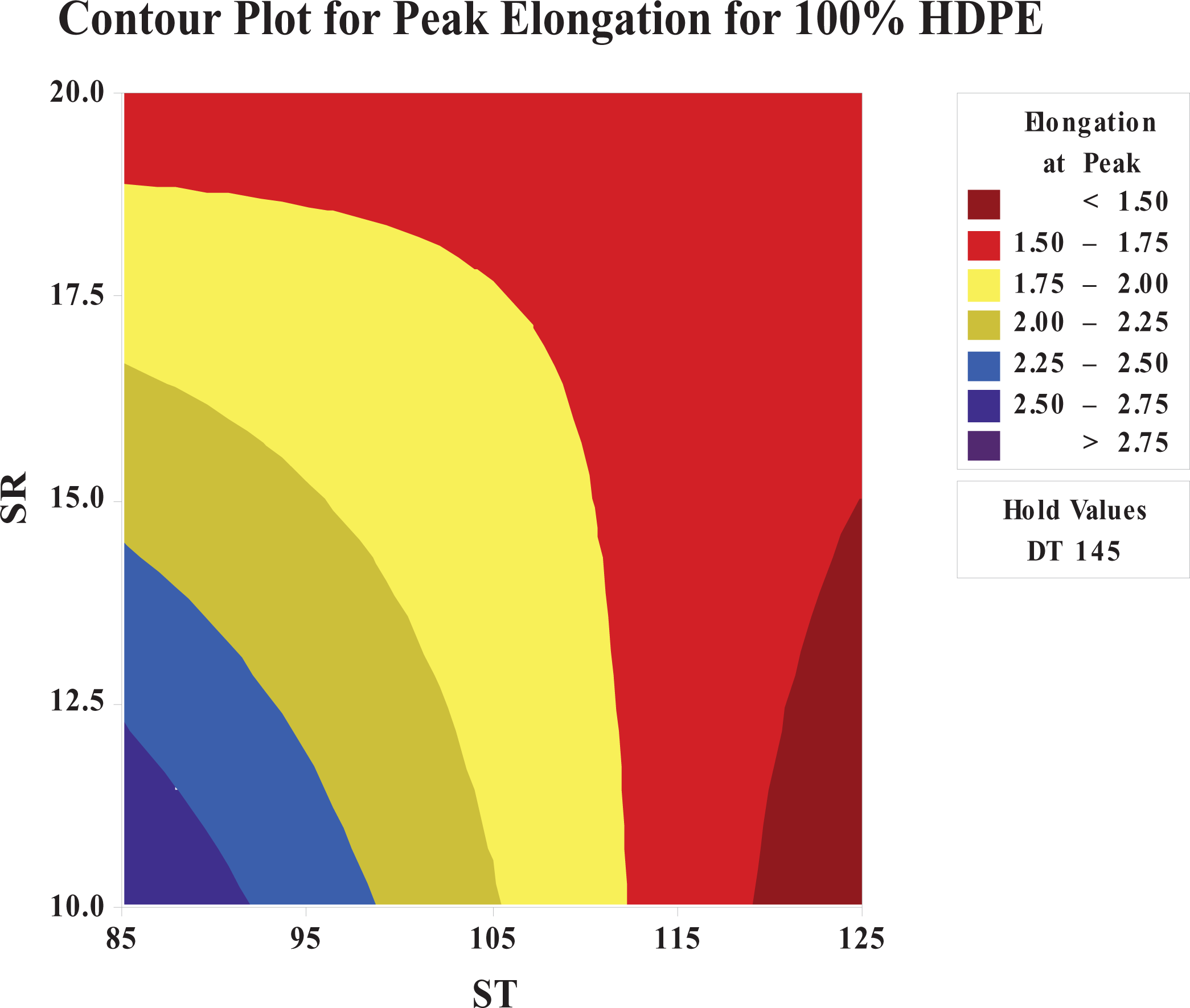
Contour plot for PE for 100% HDPE.
Figure 4 shows the variation of input level of parameters for PE in the case of HDPE with 10% reinforcement. It has been found that when ST is least, then maximum PE has been obtained, while SR can be high as it can be seen from Figure 4. This result may be attributed to the reason that low temperature of screw has provided suitable condition for mixing of semi-melted polymer with Fe powder. HDPE has high density and minimal branching leading towards dense structure of crystallization, and thus at low temperature, the screw distorts the polymers of HDPE well and the distorted grains easily get mixed with Fe powder of microsize and therefore leading better results for mechanical properties. The Fe powder whose heat conductivity is high when gets in touch with melted polymer takes the energy from polymer in the form of heat and gets attached to the chain of polymer throughout. Whereas when temperature of screw is higher (110–125°C), the Fe particles themselves also possess heat from barrel temperature and when gets in contact with polymeric chain high heat surrounding hinders in proper bonding between polymer and reinforcement and when material get extruded while ST remaining high leads to poor bondage between polymer and reinforcement and ultimately poor mechanical property as shown in Figure 4.
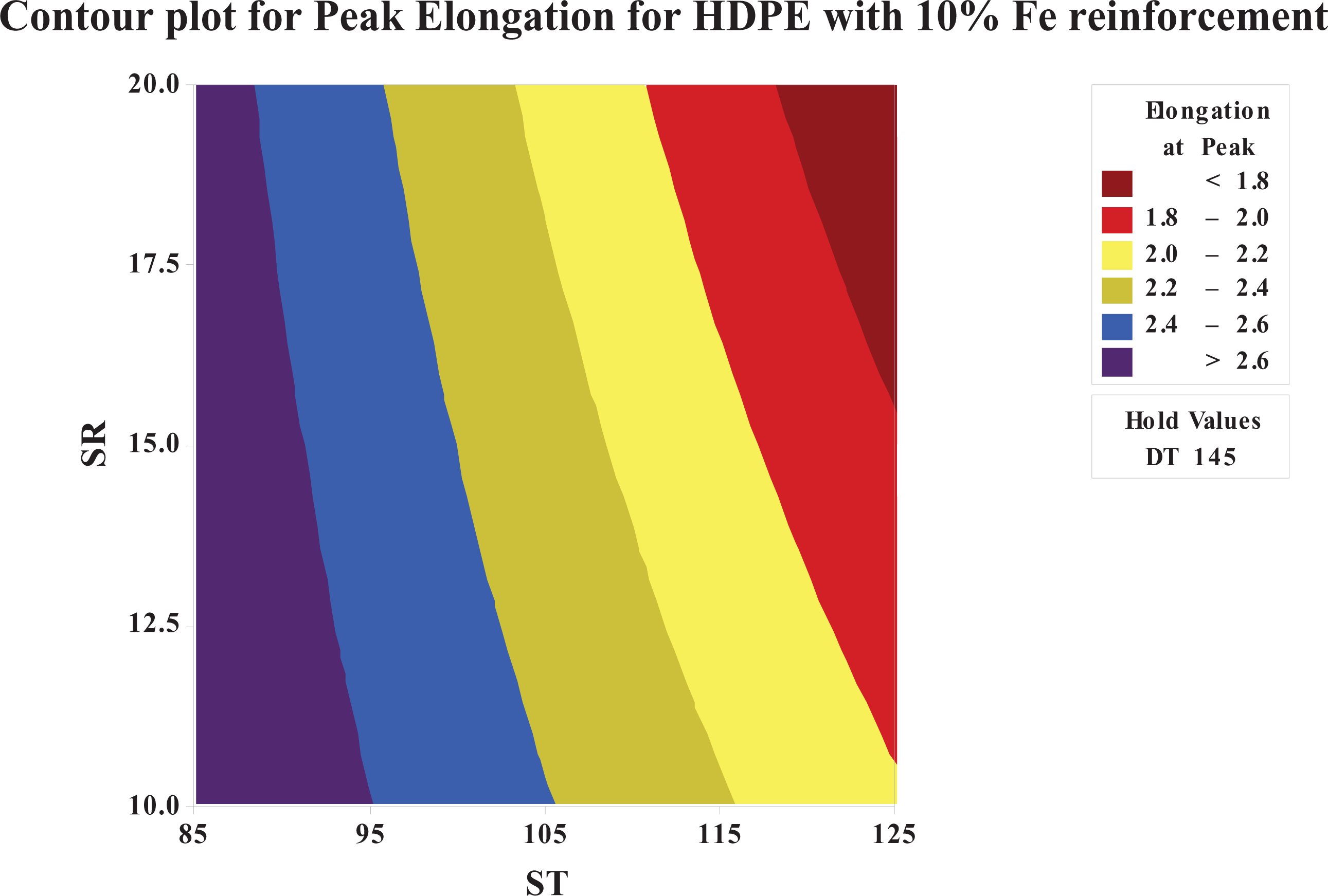
Contour plot for PE for HDPE with 10% reinforcement.
Figure 5 shows the variation of input level of parameters for PE in the case of 100% LDPE. It has been found that for large ST, maximum PE has been obtained, while SR also remained high for better results as it can be seen from Figure 5. While moderate settings have produced moderate results. In case of LDPE, contrast results prevail in compare to HDPE as low ST was suitable for HDPE. This may be due to the fact that LDPE has low density and high volume as the polymer chain length is very large; thus even on high temperature, Fe powder have sufficient volume to get attached, thus high temperature leads to maximum PE as Fe powder fills the high volume of LDPE. LDPE when melted expands enormously and in that expansion, the Fe particles get added into the polymeric chain. Similar results have been seen for reinforced LDPE. Thus, it may be seen that in case of HDPE, the better results occur due to destruction of semi-melted polymer by screw action, and in case of LDPE, high temperature of screw favours the better bonding. It may be concluded that the thermal action in the case of LDPE while mechanical grinding in the case of HDPE favours better results.
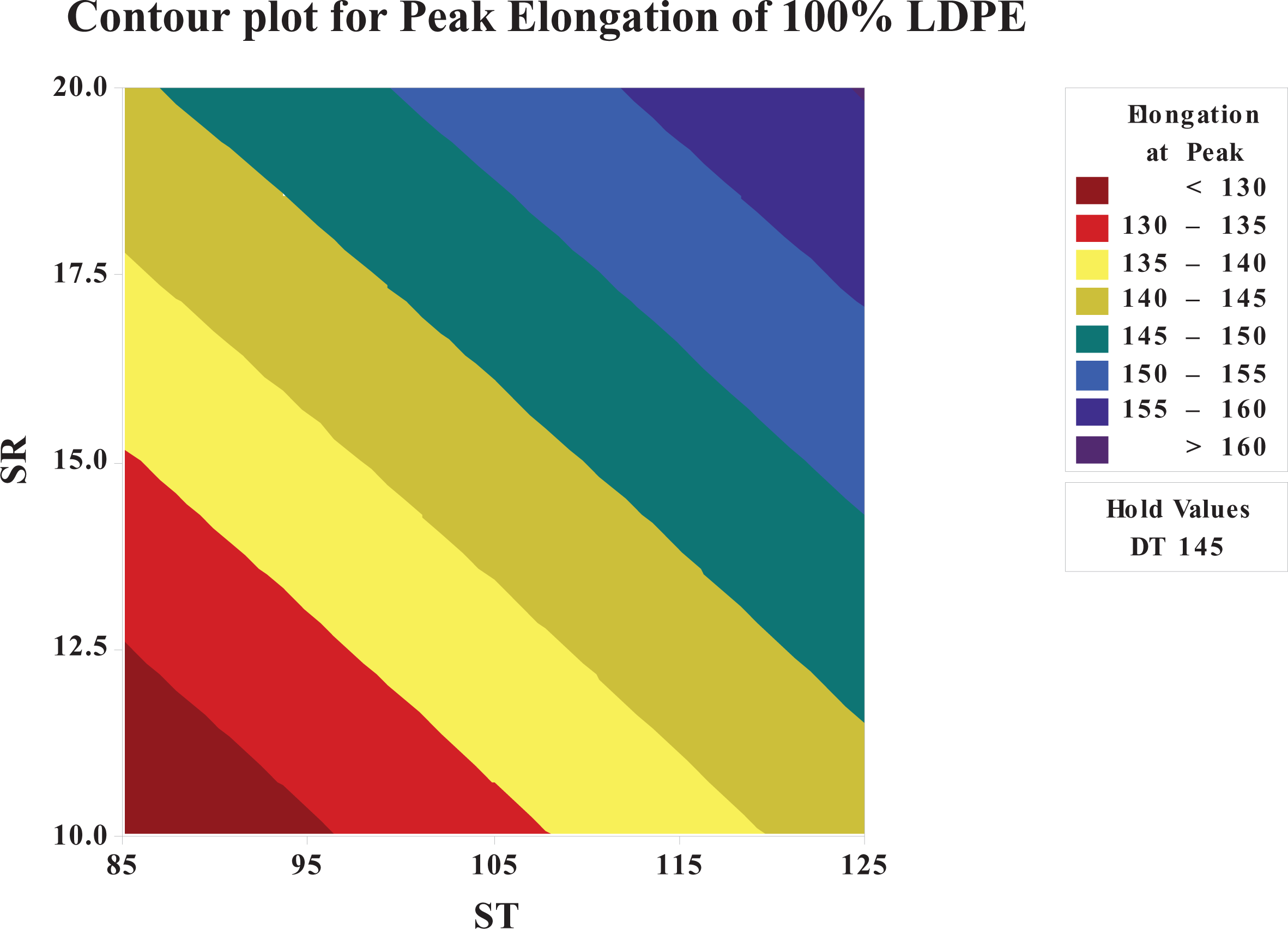
Contour plot for PE of 100% LDPE.
Similarly, Figure 6 shows the variation of input level of parameters for PE in the case of LDPE with 6% reinforcement. It has been found that for large ST, maximum PE has been produced while SR remaining low for better results as it can be seen from Figure 6. While high screw speed harmed the PE, moderate values produced moderate results as in the case of 100% LDPE.
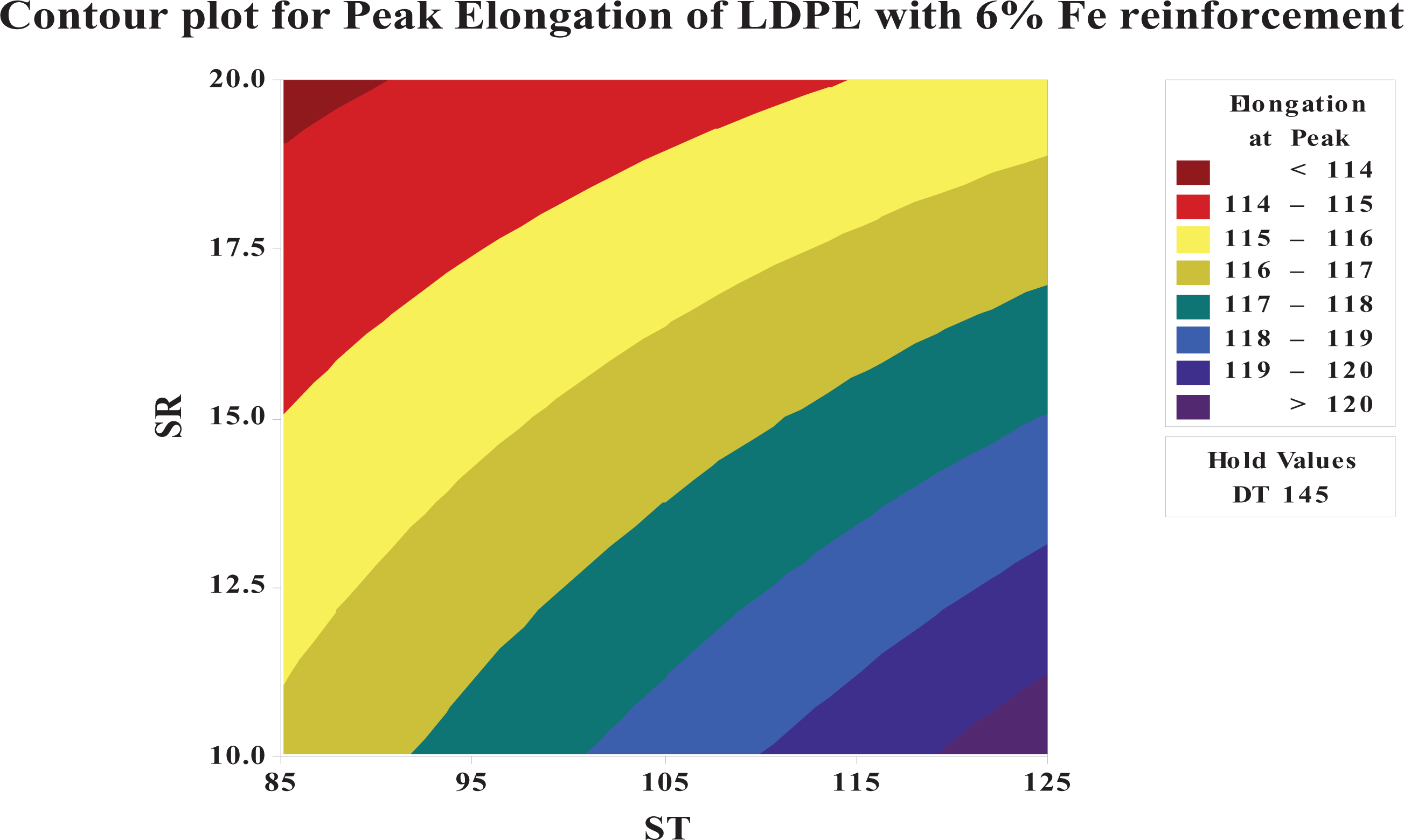
Contour plot for PE of LDPE with 6% reinforcement.
3D-printed tensile and flexural specimen and testing
For the condition on which maximum strength has been obtained for the composite feedstock filament, the filament was re-extruded for required length so that printing feasibility of prepared polymeric composite may be checked. Samples of tensile (ASTM D638 type IV) for tensile property testing and flexural sample (ASTM D790) for flexural property testing were printed using 235°C printing temperature, 90 mm/s infill speed and 45° infill angle printing conditions and prepared samples were then subjected to tensile and flexural testing using same UTM as in the case of wire testing. It has been found that the 3D printing of prepared feedstock filament was successfully printed (see Figure 7(a) and (b)) with. The tensile and flexural properties for printed sample have been given in Table 16. As clear from Figure 7(a) and (b), it has been seen that printing of feedstock filaments prepared in-house is possible; therefore, the prepared filaments may also be used as standard feedstock filaments for printing different application-based objects or else the prepared polymeric composite may also be used for general purpose such as construction engineering works and structural applications.
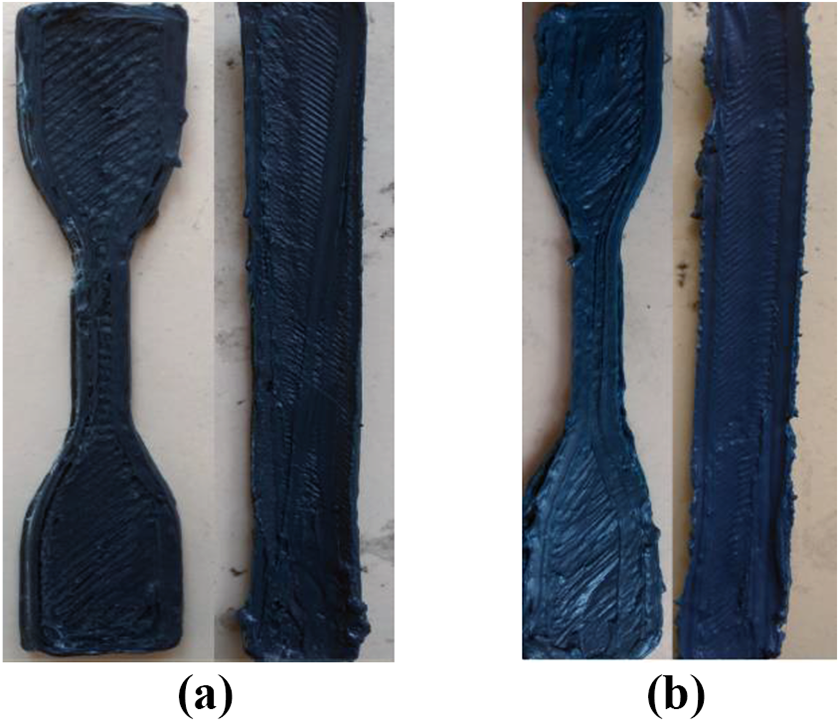
Tensile and flexural specimens of (a) HDPE and (b) LDPE.
Tensile and flexural properties of HDPE- and LDPE-printed samples.
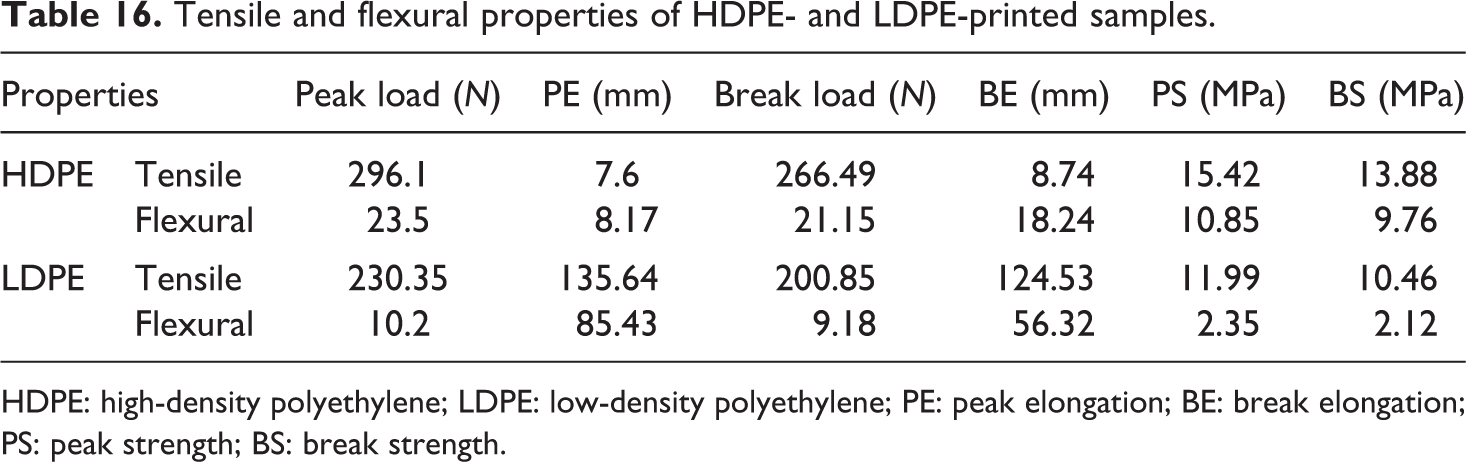
HDPE: high-density polyethylene; LDPE: low-density polyethylene; PE: peak elongation; BE: break elongation; PS: peak strength; BS: break strength.
Morphological results
Shore D hardness
All prepared samples from Taguchi L9 orthogonal array were then tested for SDH, and a comparative analysis for pure and reinforcement loaded polymer has been done to know the effect of reinforcement with extrusion condition on polymer. Figure 8 shows the comparative SDH for the pure HDPE and composite HDPE and it has been found that the Fe powder reinforcement improved the hardness of composite than the pure polymer. Maximum 37% improvement has been seen for the ninth experimental condition of extrusion of HDPE composite polymer, while in the case of LDPE polymer, the maximum improvement of 64.26% has been seen for the sixth experimental condition of extrusion as shown in Figure 9.
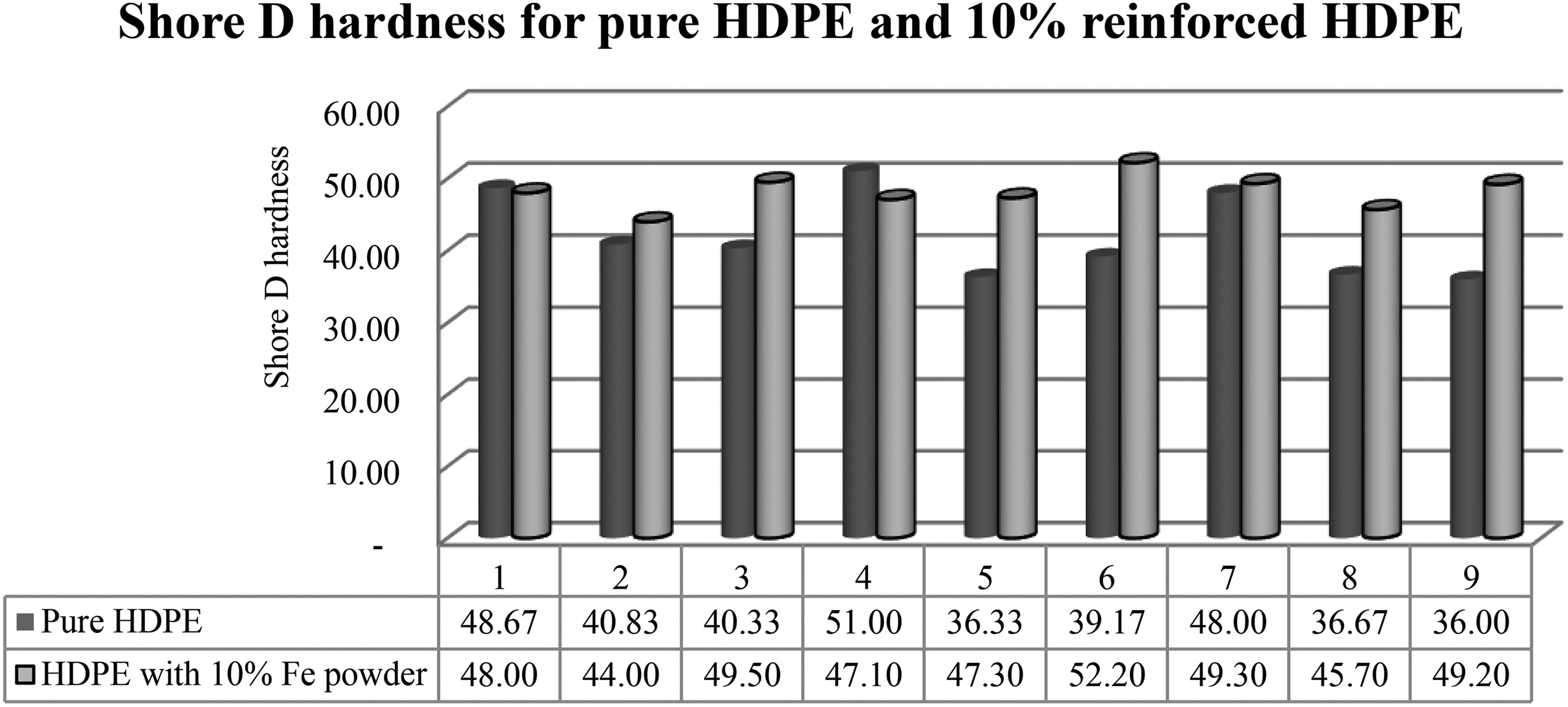
Comparative SDH of the pure HDPE and composite HDPE.
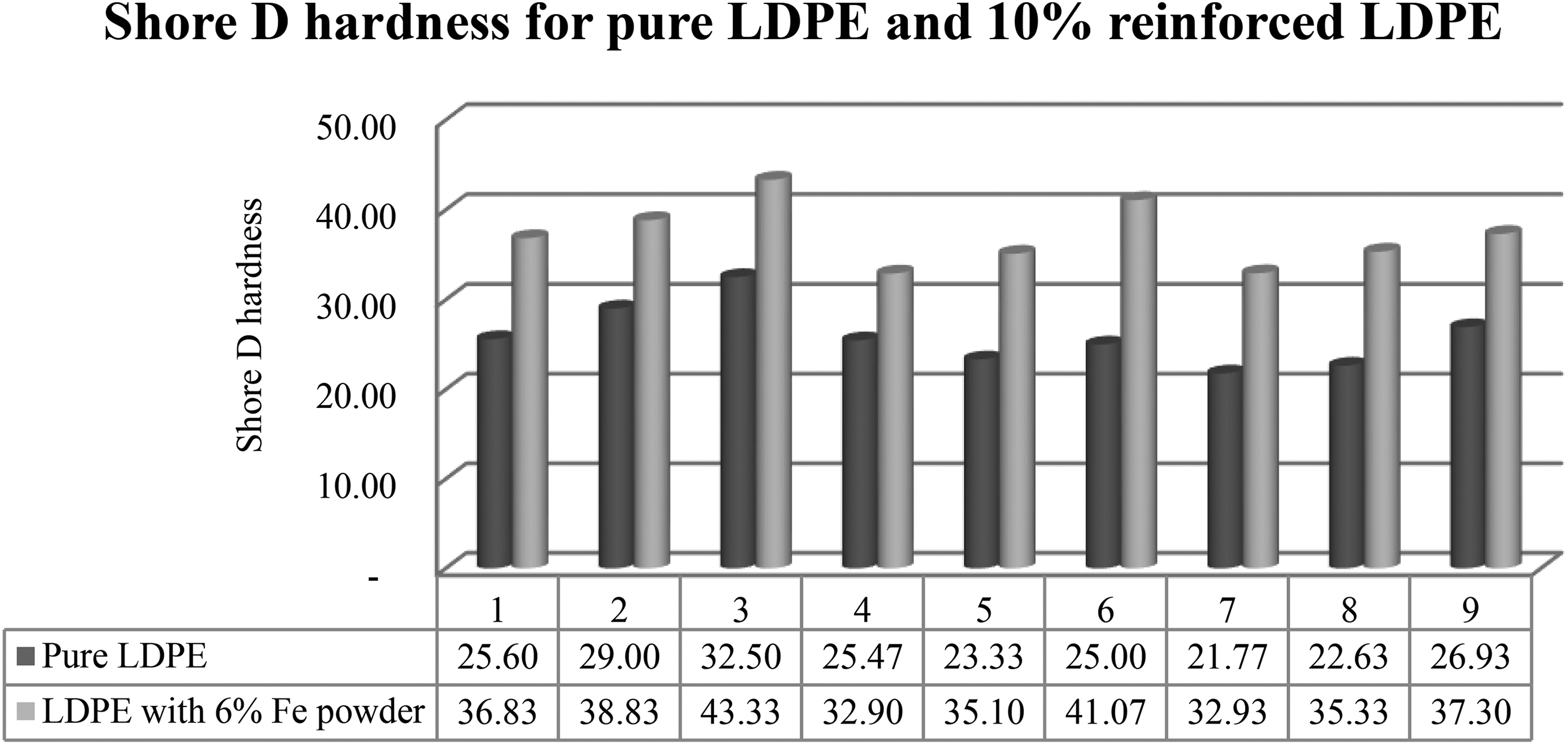
Comparative SDH of the pure LDPE and composite LDPE.
Porosity results
One of the common morphological properties is material’s porosity. For the purpose of porosity testing, microanalysis software (MIAS) was used using 100 micron scale. Least value of PE has been seen for the eighth extrusion condition (see Table 5) for the 100% HDPE. We may attribute it to the fact that poor mechanical properties obtained due to larger porosity in filaments as it has been seen in Figure 10(a). Similarly, all results are validated using porosity test for other compositions. From percentage porosity results of reinforced HDPE, it has been found that experiment 1 has least porosity (see Figure 10(b)) and also this sample held maximum PE from which it may be ascertained that porosity plays a vital role in controlling mechanical property. Similarly, Figure 10(c) has shown porosity results of the pure LDPE through which it was found that experimental condition 5 has obtained least porosity and maximum PE and Figure 10(d) has shown porosity results of 6 wt% reinforcement of Fe powder in LDPE and experimental condition 8 has least porosity (3.2%). Whereas Figure 11 shows the percentage porosity results of all the tested filaments.
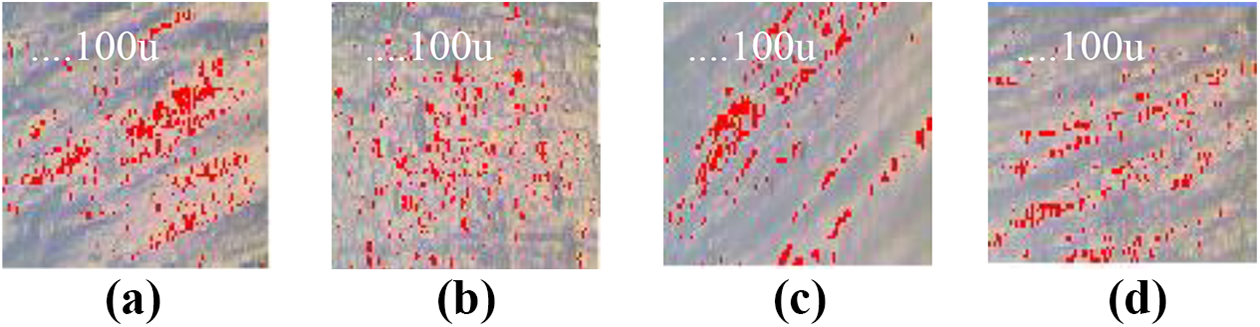
Best samples for (a) pure HDPE, (b) reinforced HDPE, (c) pure LDPE and (d) reinforced LDPE.
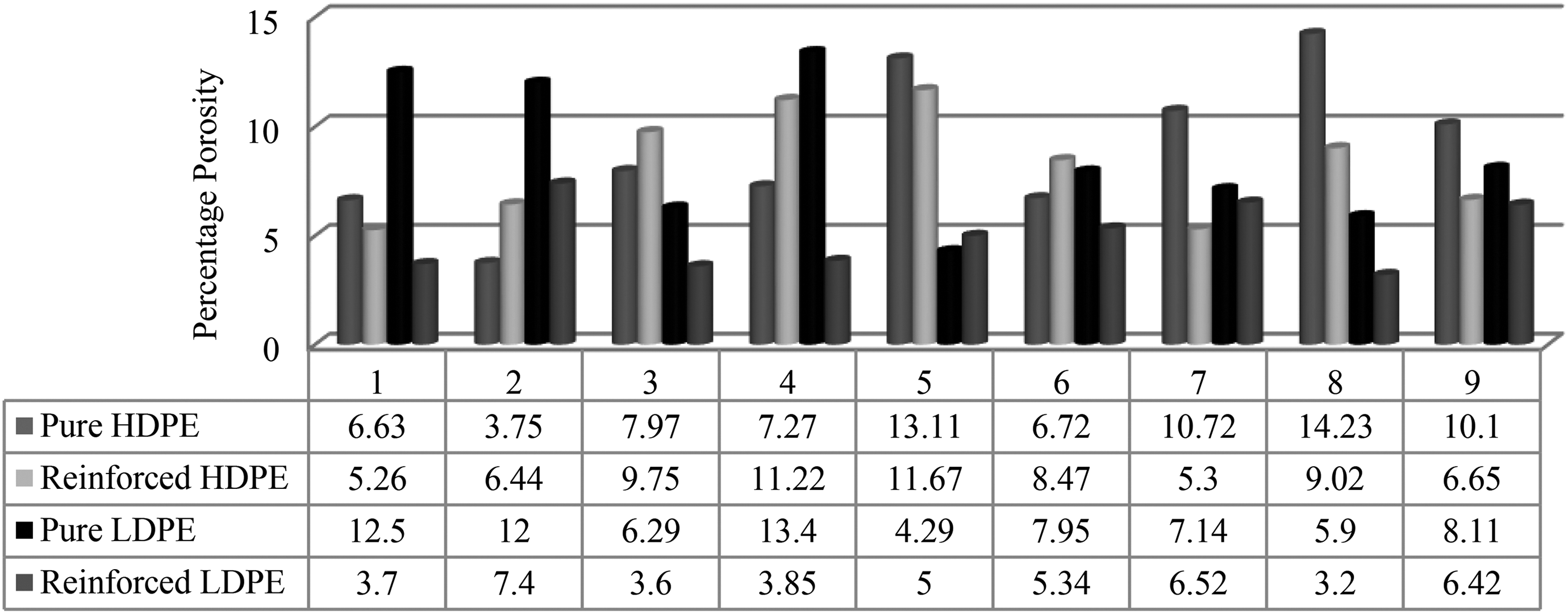
Porosity (%) results of all tested filaments.
SEM and EDS characterizations
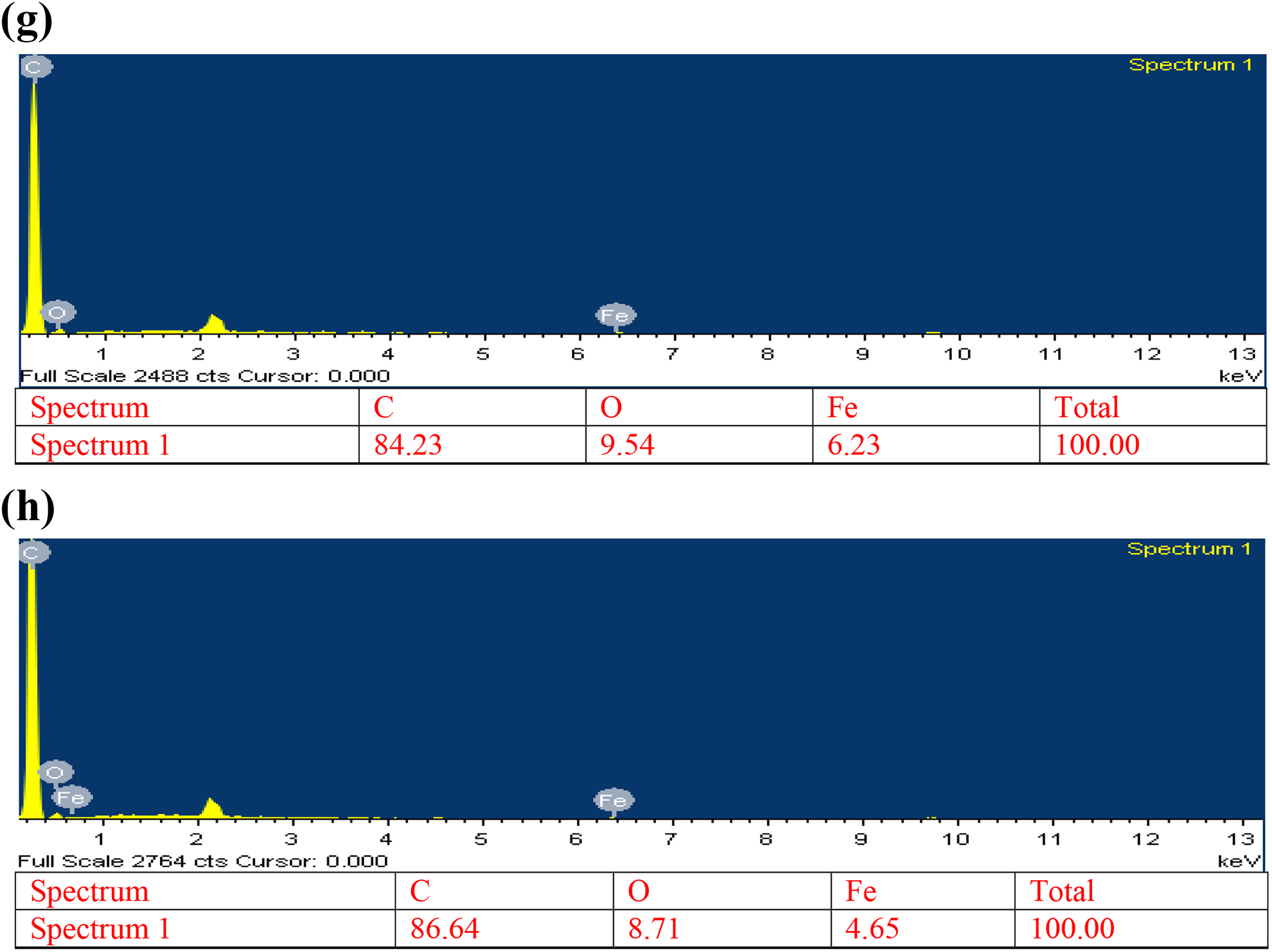
3D printed samples were tested for SEM and EDS characterizations. SEM image has been taken at 2000× for each sample. From SEM characterization, it has been found that the HDPE composite texture is denser than LDPE (see Figure 12(a) and (b)). As the HDPE composite texture is denser, therefore, possess more PS and BS (see Table 12). From EDS characterization (see Figure 12(e), (f), (g) and (h)), the elemental composition of composite has been confirmed but also has been seen that the fractured surface has reported only 6.23 wt% Fe for particular characterized surface; whereas the composite was prepared for 10 wt% Fe powder which has shown that the composite prepared had some irregularities or heterogeneous nature as the composite was prepared by mechanical mixing which have affected the composite’s homogeneity. The SEM image has been processed with Gwyddion image processing software package from which it has been found that the roughness of LDPE (21.33 µm) was more than the HDPE (11.37 µm) (see Figure 12(c) and (d)), which may be one of the reason of poor mechanical and morphological properties of LDPE than HDPE.
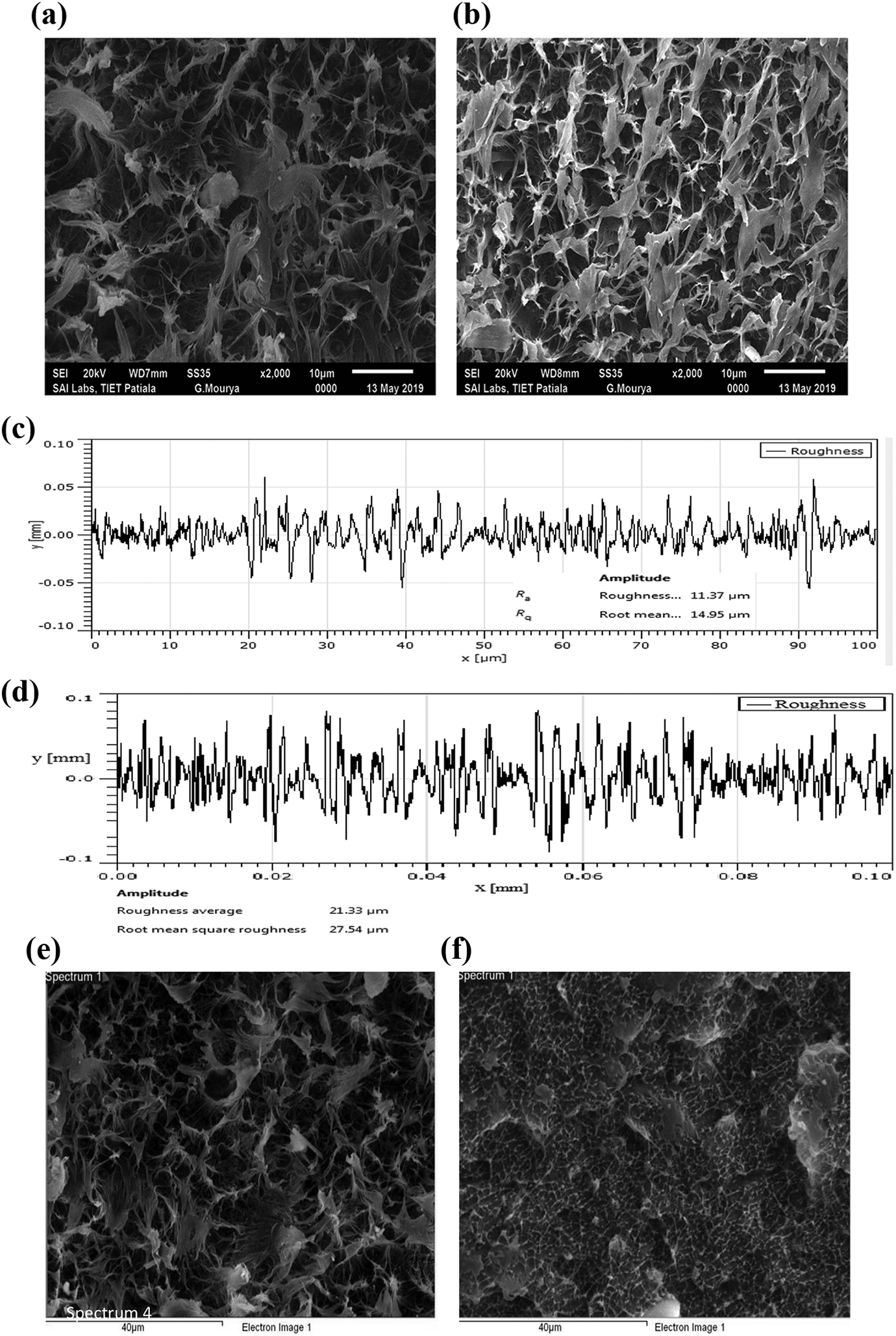
SEM image of (a) HDPE at ×2000 and (b) LDPE at ×2000; roughness analysis of (c) HDPE composite and (d) LDPE composite; EDS spectrum image for (e) HDPE and (f) LDPE; and EDS spectrum for (g) HDPE and (h) LDPE.
Conclusions
Waste polymer feedstock filaments of HDPE and LDPE have been successfully prepared and used for 3D printing. Optimization of extruded wire has been performed with rheological testing (MFI), mechanical testing (UTM), morphological testing (porosity and SDH); SEM and EDS characterizations have been done through which the following results have been ascertained: Fe powder (from 0 wt% to 25 wt%) in the polymeric matrix (LDPE and HDPE) has shown increasing trend in MFI which is important property for any polymeric material, thus enhancing waste polymer MFI provided a new opportunity for reusage of waste polymers. Fe powder reinforcement leads to 36.66% improvement in hardness of reinforced HDPE polymer (for sample 9, see Figure 8), while 64% improvement has been seen in the LDPE polymer matrix (for sample 6, see Figure 9). Mechanical properties (PE, PS, BS and SDH) have been improved significantly with the addition of 6 wt% and 10 wt% reinforcement of Fe powder in the matrices of LDPE and HDPE, respectively (see Table 11), as the pure HDPE held poor mechanical properties in comparison to reinforced HDPE polymer. While intermediate results have been obtained for reinforced LDPE whose PE and PS have been reduced for composite but BS and hardness got improved with loading of 6 wt% reinforcement. Morphological properties such as SDH and percentage porosity have direct relation with mechanical property as it has been found that the samples whose mechanical properties are better have high hardness and low porosity (see Figures 8, 9 and 11). SEM characterization has been ascertained that the highly dense structure of HDPE contributes towards the better mechanical properties, and from image processing of SEM results, it has been found that the surface roughness of HDPE was less than the LDPE due to which better results has been ascertained.
Future scope
Further usage of prepared feedstock filaments of high-density polyethylene (HDPE) and low-density polyethylene (LDPE) for structural and civil engineering applications can be explored as Fe powder reinforcement in the polymer matrix has provided better strength and made it conductive, so it may also responds to nondestructive testing. Further HDPE- and LDPE-based metamaterial design may be printed using 3D printer for smart technologies such as self-expanding and contracting designs. Other reinforcements such as zirconium and graphene may also be used with HDPE and LDPE based on required application such as high-temperature resisting bearings in toys and cycles.
Footnotes
Acknowledgements
The authors are thankful to GNDEC Manufacturing Research Lab and Thapar Institute of Engineering and Technology to provide lab facilities.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.