
Abstract
In this article, a hybrid finite element model is presented for the simulation of induction heating of layered composite plates. Modeling includes the alternating electromagnetic field generated by an alternating current running through a coil, the current densities in the composite plate resulting from the electromagnetic field, the heat generation resulting from the current density distribution, and the heat transfer resulting from the nonuniform heat generation in the plate and the temperature distribution in the plate. The different elements of the model are shown to capture the time-dependent temperature distribution resulting from a coil moving over the surface of a composite laminate.
Keywords
Introduction
Thermoplastic components offer fusion bonding, also referred to as welding (see Figure 1 for a schematic representation), as an effective joining technology. Instead of bonding with a dedicated adhesive material, the matrix material in the composite plies themselves is used to form the bond in a welded joint. The polymer is locally heated until it liquefies, and pressure is applied so that an interface layer of liquid polymer emerges between the two welding components. After solidification, both components are joined together, forming a cohesive bond. 1
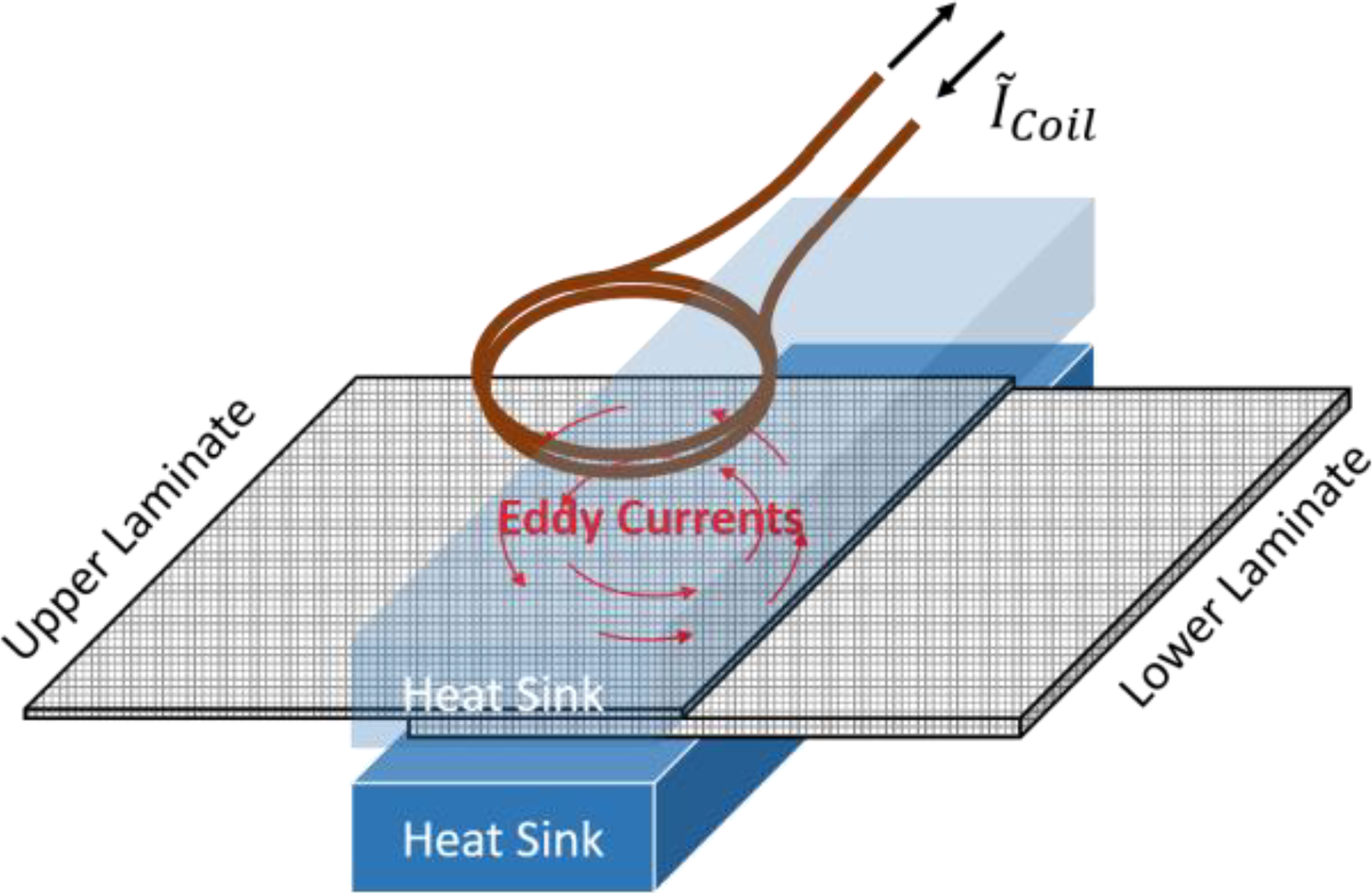
Basic elements required to perform induction welding of composites.
In the case of induction welding, eddy currents are used to generate the required heat to melt the thermoplastic polymer. These currents are induced in the electrically conductive carbon fiber reinforced polymer (CFRP) by a time-varying magnetic field. Electrical losses of the eddy currents result in heating of the material.2,3 Induction heating allows for very rapid heating, locally concentrated where actually needed. 4 Since the induced currents act as a volumetric heat source, the process does not rely on heat conduction to transport the heat from the boundaries to the inside of the material and to the weld zone. This means that the heat source does not need to be placed on the composite, and the heat is not transferred from the contact point to the weld zone. Therefore, concentrated and fast heating is possible. By adding heat sinks at weld zone bottom and top, the temperature can be controlled and melting can be limited to the plate volume at the joint surface.
This approach varies from the more ‘traditional’ forms of welding of thermoplastics, (i) contact resistance, parts are welded by generating contact resistance (friction) at the interface of the component (common in plastics); (ii) electrical resistance, a resistive susceptor is placed at the interface between the components and heat is generated using a current, this however introduces a foreign material at the interface which is undesirable; and (iii) ultrasonic welding, high-frequency ultrasonic acoustic vibrations are used to weld components together.
If the electromagnetic force can induce current in the material, heating can occur due to (combinations of) (a) Joule heating of fibers, Figure 2(a) (b) Joule and/or dielectric heating of polymer, Figure 2(b) and (c) fiber-to-fiber contact resistance heating,
5
Figure 2(c). In all cases, effective heating requires a proper combination of induced currents and resistance since it is the volume integral of
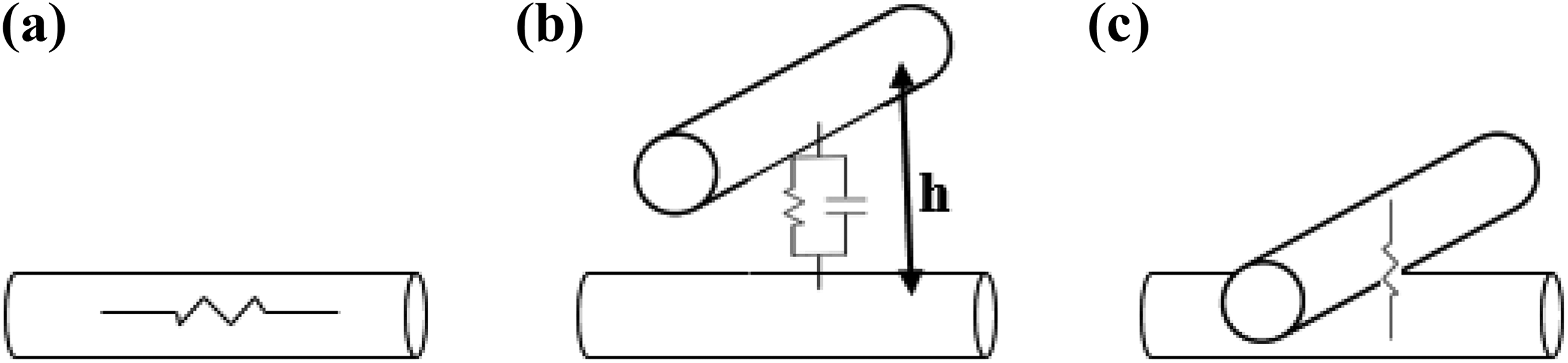
Induction heating mechanisms (a) Joule-based fiber heating, (b) Joule and/or dielectric polymer heating, and (c) contact resistance heating.
Modeling of induction welding of thermoplastic composites is a multi-scale, multi-physics problem and requires several different models to simulate all relevant aspects of the process. In the mesoscale simulation chain, at least an electromagnetic model and a heat transfer model are required to obtain the thermal response. Additional models can be utilized to further assess the thermal response, such as thermal stresses, deformations, and residual stresses.
The methodology discussed in the article does not require a presence of any resistive mesh susceptor. 2
Physical foundations and simulations strategy
The fundamental mechanism of induction welding is heat generation in the substrate from induced electric currents. The induction of currents is a consequence of Faraday’s law, which implies that an alternating magnetic field

Both

where

Based on the volumetric heat generation rate, the temperature distribution

Obtaining the temperature field is the most important objective of simulating induction heating. In a subsequent step, the temperature can be assessed in different respects considered essential for a successful weld.
Maxwell’s equations in context
The eddy current problem is governed by Maxwell’s equations, which have to be solved for a theoretically infinite domain including the coil, conductor (i.e. the laminate), and the surrounding space. Suggested among others by Rodriguez, 7 the four Maxwell equations can be written as follows




The magnetic field strength

The use of tensor notation for

Finally,

For the eddy current problem, two major simplifications are frequently applied. The first one is the low-frequency approximation which neglects the time derivative of electric displacements, that is,
Next to neglecting capacitive effects, the second simplification is to introduce the time harmonic notation for all alternating field quantities (p. 63). 7 It applies to all quantities which vary periodically in time and follow a sinusoidal function. This is the case if the source current of the exciting coil is an alternating current, which is true for induction welding. Under these circumstances, all other time-dependent field quantities are also sinusoidal functions and can be represented as the real part of a complex valued harmonic function

where

Both simplifications yield the low-frequency, time-harmonic Maxwell equations 7





As a side note, equation (19), Ohm’s law, is not part of the Maxwell equations in the strict sense. This set of equations forms the basis for the derived finite element formulation.
Weak form
To solve the eddy current problem in general, one has to consider not only the conductive domain
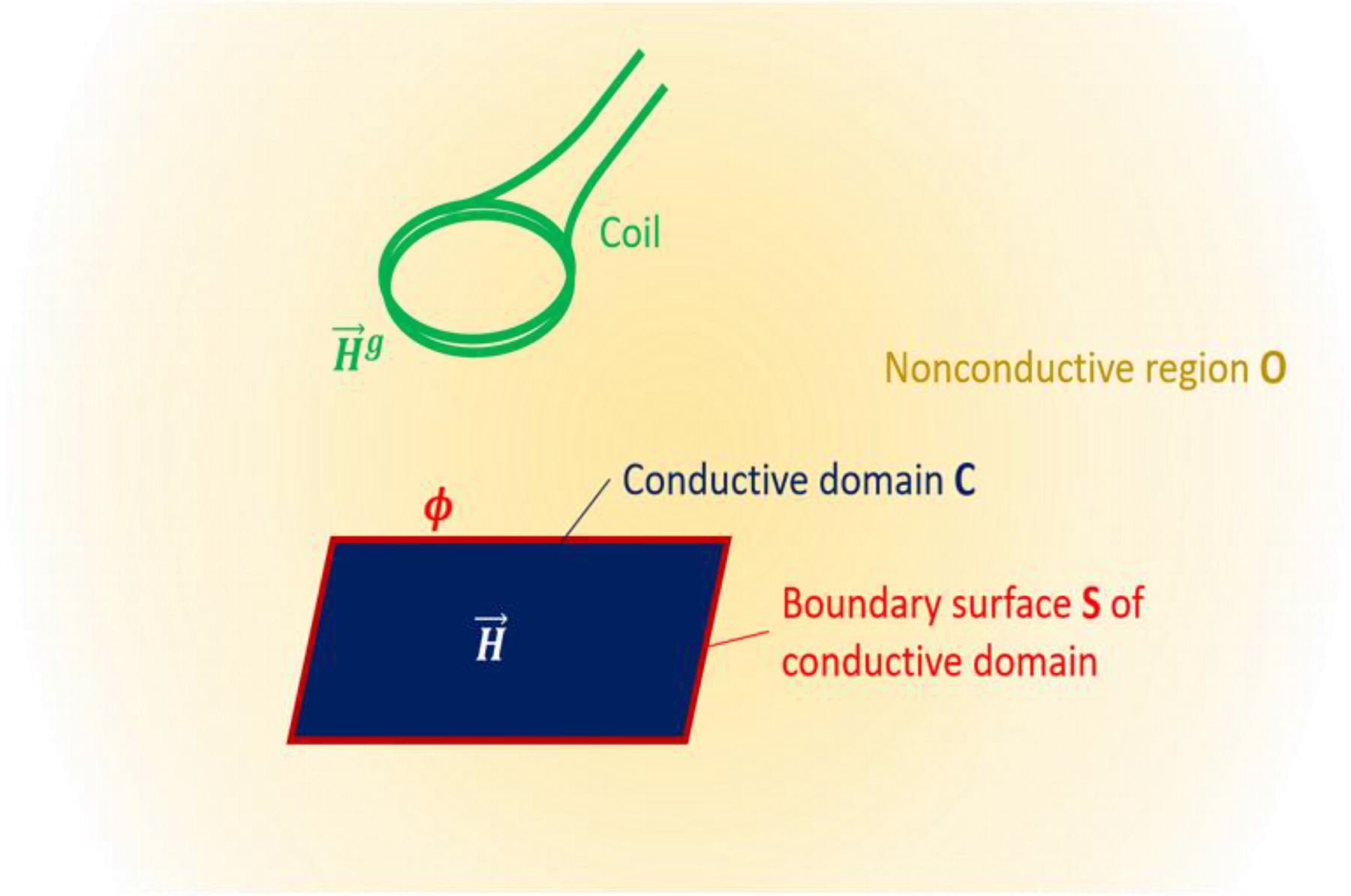
Regions of the eddy current problem.
Because of this interdependence, the effective magnetic field and the resulting eddy currents can only be calculated by solving the Maxwell equations for the entire problem. For that reason, common commercial finite element method (FEM) software solutions, for example, ANSYS Maxwell or COMSOL, 9 require explicit modeling and discretization of not only the conductor but also the coil as well as the surrounding air. As opposed to those commercial solutions, the implemented method only requires discretization of the conductive domain, which considerably reduces the number of elements needed. On the other hand, the influence of components outside of the analyzed conductive domain cannot be directly accounted for.
The following derivation reproduces the steps taken by Bossavit,
8
without the mathematical proofs. To obtain a weak formulation, equation (16) is multiplied by a test function

Applying the curl integration by parts formula

It is now necessary to treat different parts of the infinite electromagnetic domain separately. The total domain

The source current

With these relations, equation (21) now becomes

For what follows,

Furthermore, the response magnetic field is formulated in the nonconductive domain


Thus, the first integral in equation (24) can be split

Henceforth, there are two variables,

P maps a Dirichlet condition

Finally, the load terms are switched to the right-hand side of the equation

As opposed to other methods, there are two state variables in this formulation.
Finite element discretization
To discretize the weak formulation, both variables are expanded with suitable shape functions. The scalar variable
To discretize the carbon fiber laminates to be joined by induction welding, hexahedral mixed elements are used. The term “mixed” originates from the ability of the element type to bear degrees of freedom on its edges for vector quantities, on its nodes for scalar quantities, and on its surfaces for areal quantities. This kind of element was first described and defined by Nedelec 11 for the three-dimensional case. Based on the work of Nedelec, 11 Miyata 12 provides a detailed collection of isoparametric mixed elements including their nodal and edge shape functions. His hexahedral element (pp. 63–64), 12 as shown in Figure 4, is used to discretize the induction welding problem. The hexahedral element has 8 nodes and 12 edges. By convention, indices i and j shall denote node indices, and p and q shall denote edge indices. Miyata 12 defines the following shape functions for nodes and edges
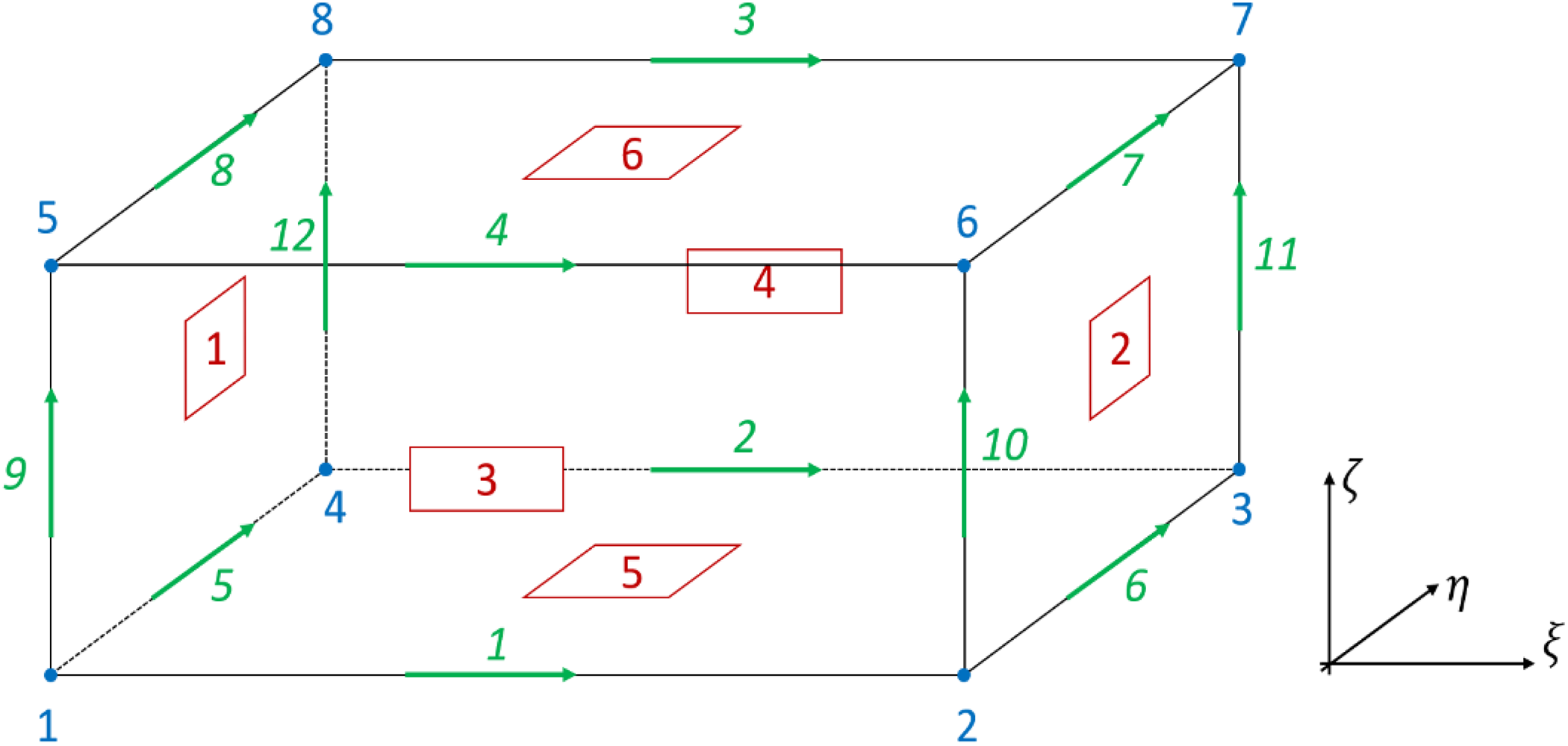
Isoparametric hexahedral mixed element. 12


Using the shape functions, the final discrete system describing the heating problem becomes (p. 229) 9

The matrix
Notably, the magnetic field

Loads and boundary conditions
Naturally, the second part involving nodal degrees of freedom only applies to boundary elements of
For the current finite element formulation, it is necessary to compute the source magnetic field

By evaluating the Biot–Savart law for all boundary surface nodes of the mesh, the discrete magnetic field

The difference in the potential between two points can be calculated as the line integral of the gradient field along any arbitrary path between these two points 6 (pp. 3–4)

In practice that means that
Next to the load calculations, modeling the induction welding process of a CFRP laminate at this point only requires one boundary condition: There must be no currents across the boundary surface of the conductive domain. This condition is satisfied by default by the implemented code. This is because the magnetic field

Hence, all currents in the nonconductive domain including the boundary surface are

since gradient fields are always curl-free. Thus, there can be no currents across the boundary surface.
Finally, modeling of multilayered structures requires coupling conditions between the different layers. This is achieved by merging coincident nodes on the common boundaries. This amounts to perfect electrical coupling between the layers. In case experimental validation results demand the modeling of imperfect coupling, another solution will have to be implemented for this condition.
By solving the linear equation system equation (34), the response magnetic field is obtained for the conductive domain

The second term is only relevant for elements that have at least one boundary surface element.
For the quantification of induction heating, the electric current density



The discrete curl, as defined by Miyata (p. 64),
12
can be used to directly compute

The real amplitude of the signal is denoted by

Finally, the average dissipated power is calculated

A prerequisite for this result is that capacitances and inductances in the material are negligible so that there is no phase shift between current density and the electric field. The dissipated electrical power is assumed identical with the heating rate per unit volume, which is the desired result of the eddy current simulation.
Temperature field assessment
In the case of induction welding, with heat being generated inside of the welding work pieces, the governing mode is heat conduction through the components. Convection and radiation may appear as boundary conditions, helping to cool down the material on its surface. The energy conservation equation for heat conduction in a solid with constant material properties is Fourier’s equation of heat conduction (p. 277) 13

From the eddy current simulation and subsequent heat transfer simulation, the time-dependent temperature field
The outlined methods are vital to identify and analyze problems in the welding process before they occur. Slight changes in the process parameters or even the joint design may enable significant gains in quality. Hence, temperature field assessment is a key aspect of analysis and optimization of the induction welding process.
Induction welding simulation example
The method described is implemented in a MATLAB code and is applied to model the induction welding process of two laminated CFRP components. In the presented example, each of the components is a flat plate with dimensions 250 × 150 mm2. These plates are joined with induction welding in a lap joint configuration (see Figure 5). The ply orientations are

The coil is shaped as a single hairpin (represented by red in Figure 6) and placed vertically, that is, in the x–z plane, above the laminate. The frequency and current were set to 275 kHz and 575A, respectively. The coil moves along the joint at a constant feed rate (0.25 of the plate length per step). A set of material parameters were applied (the electrical conductivity
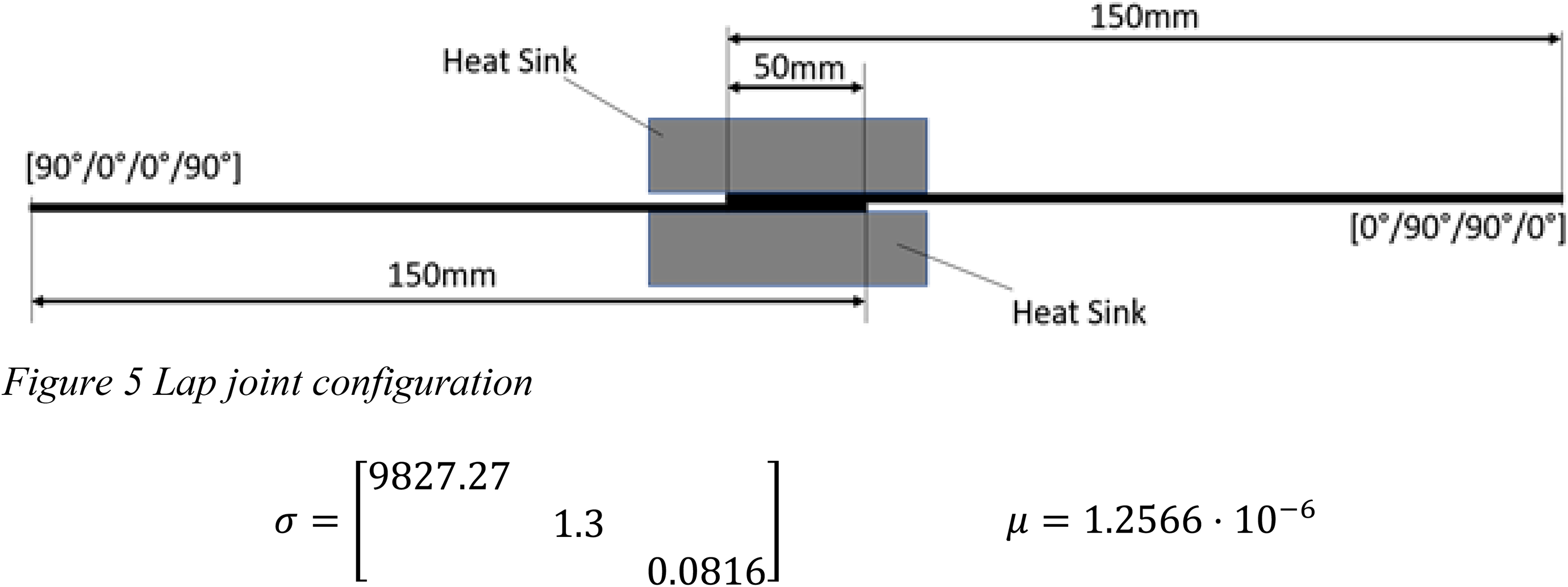
Lap joint configuration.
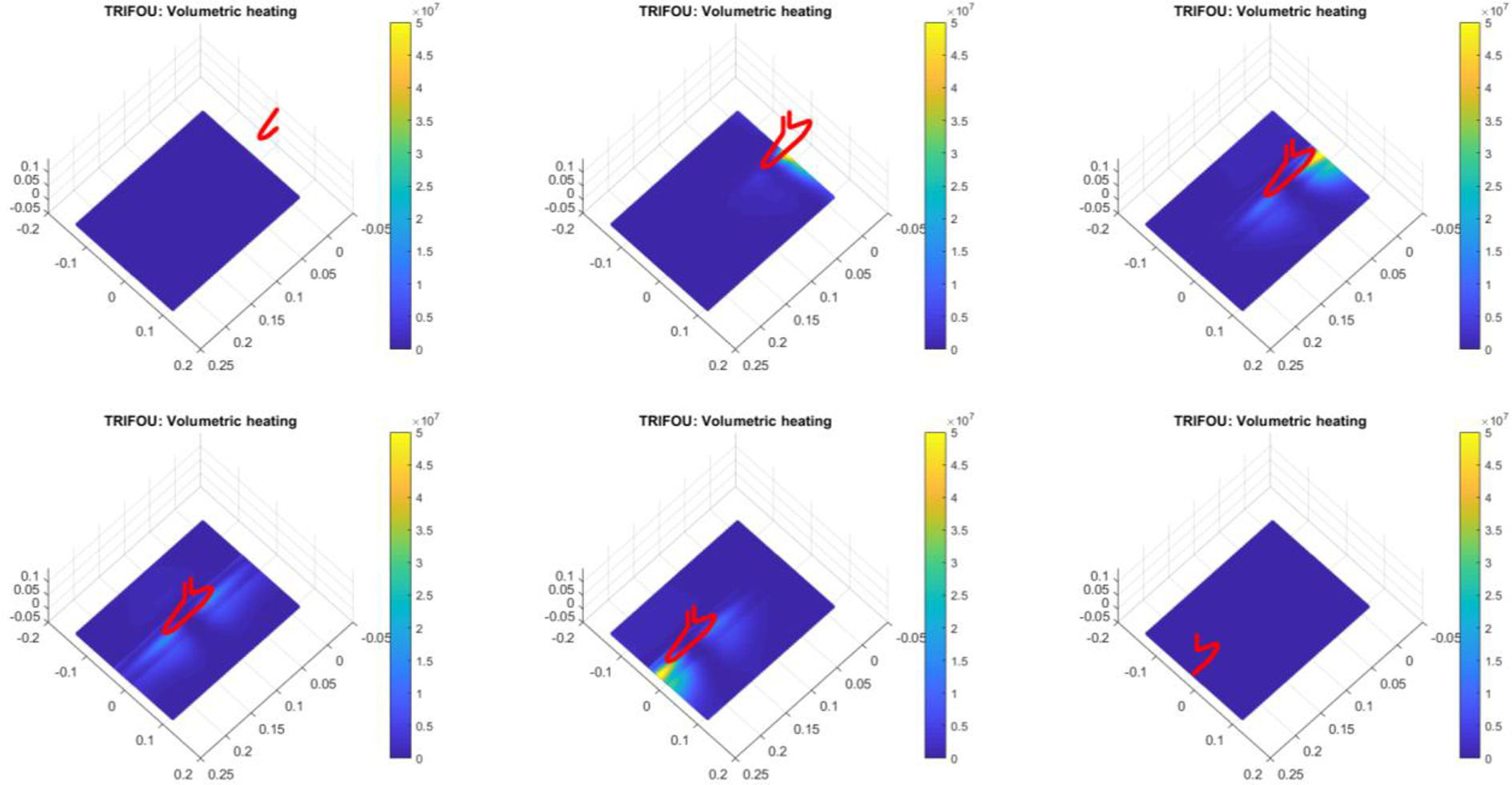
Induced volumetric heat generated during a lap joint welding process.
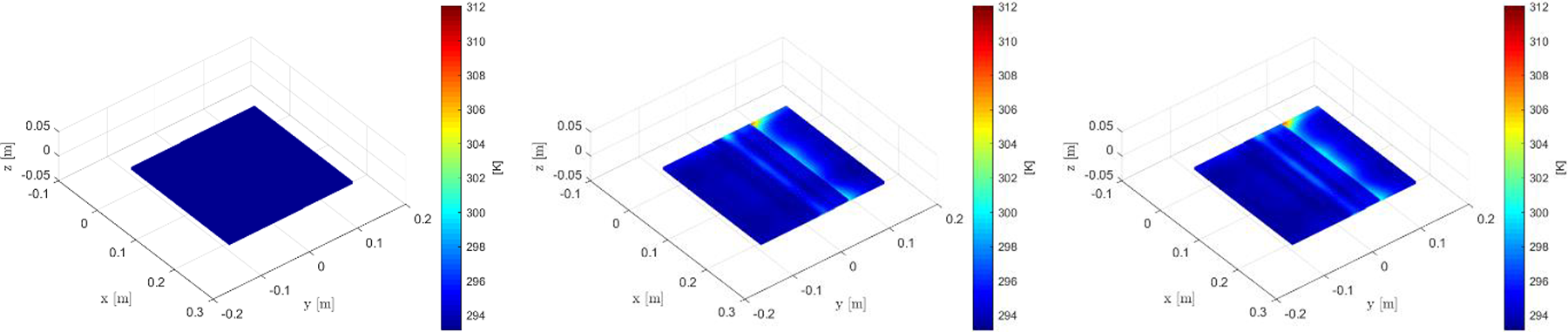
Next, using the eddy current analysis results (the induced heating power
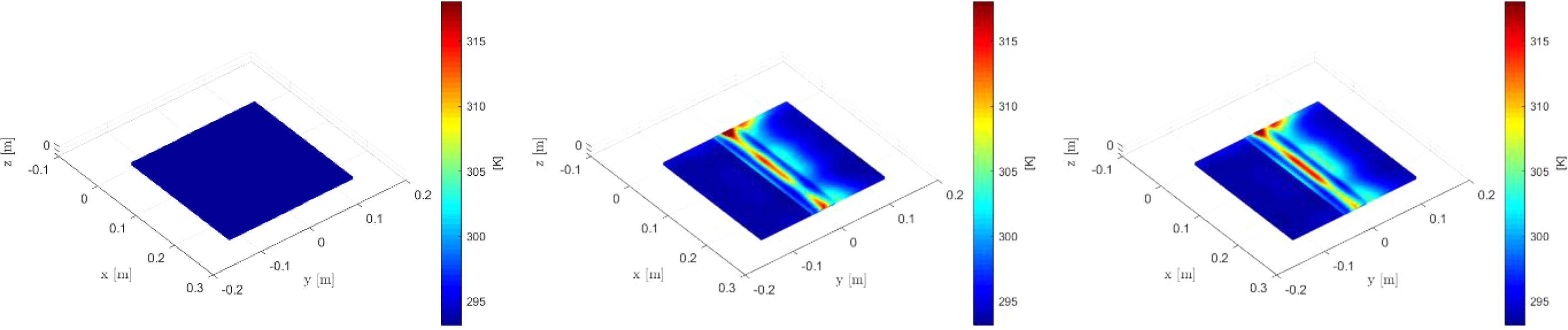
Temperature during the lap joint welding process without heat sinks.
Figure 7 shows that the maximum heating occurs in the area where the laminates overlap, which is desirable. However, Figure 7 also shows significant heat generated at the top surface of the overlap region. Heating at the top is unwanted as it does not contribute to cohesion bond, and it will produce an undesired surface finish quality. One can reduce this unwanted heating through active (e.g. cold air) cooling, or one can add heat sinks at the top and bottom to reduce the temperature at the surface (see Figure 8).
Temperature during the lap joint welding process with heat sinks.
To highlight the difference in surface temperate with and without heat sinks, the top heat sink is partially removed (for illustration purposes only); and the generated heat without heat sinks (Figure 7) and with heat sinks (Figure 8) are compared. As it can be seen from Figure 8, the temperature at the surface is reduced due to the presence of the heat sinks; therefore, one can use heat sinks to control the surface temperature and prevent any unwanted heating at the surface.
Furthermore, by modification of the welding parameters (such as coil speed, current, or frequency) the proper temperature at each location can be achieved.
In addition to the numerical simulations, a quantitative validation was performed. Two thermoplastic composite plates in a lap shear joint configuration were welded, of which the result is shown in Figure 10. As it can be seen from Figure 10, two heat spots are present at the edge at which the induction coil “enters” the plates. These two heat spots were captured by the numerical tool as can be seen from Figure 9.
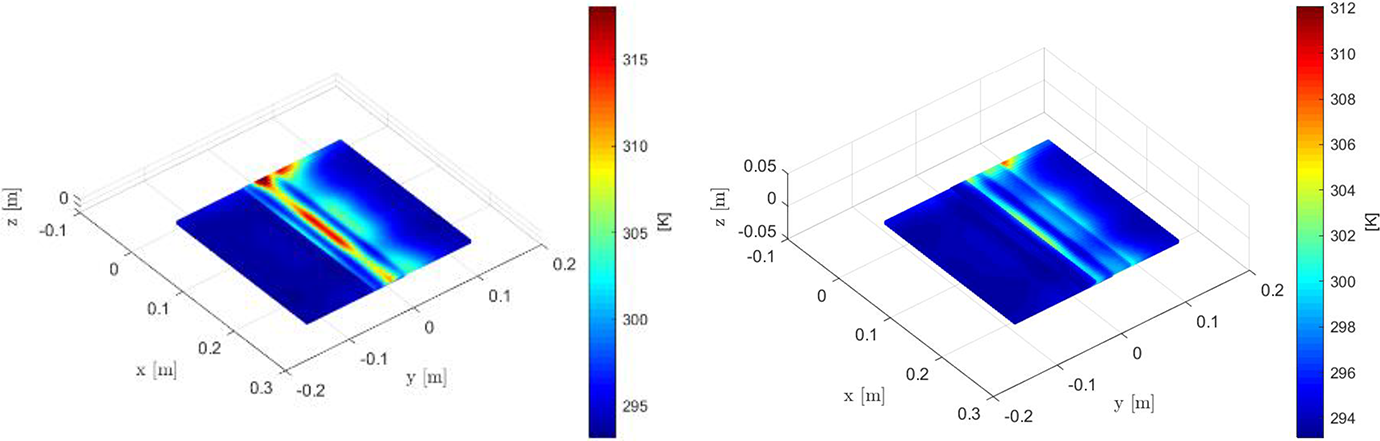
Temperature at the surface: (left) without heat sinks and (right) with heat sinks.
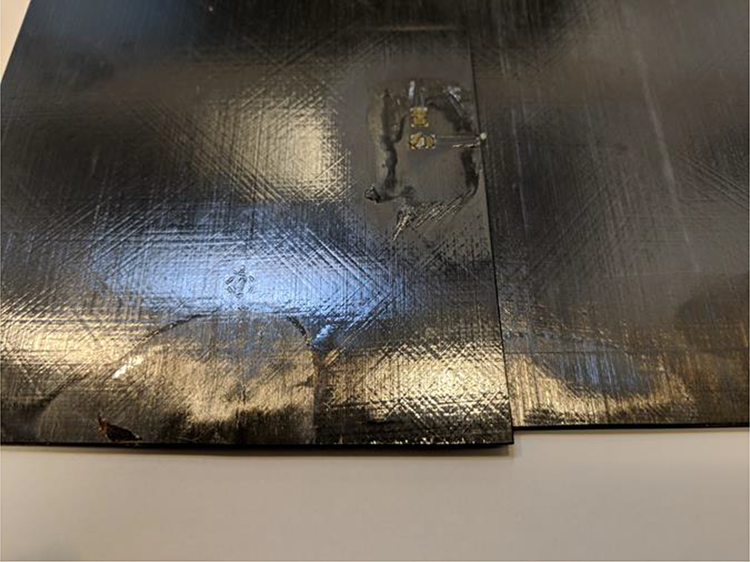
Experimental induction weld.
Conclusions and future work
The weak formulation and discretization of the Maxwell equations as given by Bossavit 8 is shown to be a useful formulation to capture the heating of composite layered plates in a magnetic field. The calculated volumetric heat generation was used as input for the body forces of a heat transfer problem. The combination of the two codes allowed the simulation of welding a lap joint between two composite plates. The simulation included an elliptical coil moving over the length of the lap joint. Heat sinks were applied to resemble a practical welding setup.
Footnotes
Authors’ note
The simulation software will be available as proprietary code under the name WelDone. Most parts of this work have been done while the first author working on his MSc Thesis entitled “Multiphysics Modelling of Induction Welding of Composite Structures.” The thesis was embedded in a cooperation between the Similarity Mechanics Group headed by PD Dr Stephan Rudolph at the Institute of Aircraft Design, University of Stuttgart, Germany, and the SmartState Center for Multifunctional Materials and Structures headed by Prof. Dr. Michel van Tooren at the Ronald E. McNair Center for Aerospace Innovation and Research, University of South Carolina.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.