
Abstract
Simulation and analysis of electromagnetic induction heating of continuous conductive fiber-based composite materials is used to (in)validate a series of hypotheses on the physics dominating the heating process. The behavior of carbon fibers with and without surrounding polymer in an alternating electromagnetic field is studied at a microscopic level in ANSYS Maxwell using the solid loss to quantify heat generation in the composite material. To limit the number of elements, the fibers are modeled with a polyhedron cross-section instead of a circular cross-section. In addition, each layer is modeled as an layer of fibers, e.g. 20 fibers placed next to each other. The simulations indicate that samples with fibers oriented in 0 and 90 orientation yield a substantial higher solid loss than fibers oriented in the 0 orientation only. The solid loss in both cases is however not enough to explain the level of heating observed in practice. Filling the volumes between fibers with polymer results in greater solid loss than samples with no polymer between the fibers, at equal fiber volume fraction. Note, no contact between fibers is modeled. The conductivity of the polymer is experimentally determined. The lab tests show relatively low finite resistance values in the transverse direction, indicating that the polymer in a composite should not be considered an isolator. The simulations seem to justify the conclusion that heating of thermoplastic composites in an alternating magnetic field rely on currents through the polymer. Without the polymer and subsequently no polymer conductivity, even if the electrical fields are strong there is almost no heat generated. The carbon fibers are required to be in proximity of each other to create the electrical fields that induce the current through the polymer. The heating is determined by the product of current density squared times the resistivity of the polymer.
Keywords
Introduction
Thermoplastic composites (TPCs) offer high damage tolerance compared to their thermoset counterparts. In addition, the thermoplastic resin system opens the possibility to fusion bond two thermoplastic components together without the need for an adhesive, or mechanical fasteners. 1 Several fusion bonding methodologies exists, like ultrasonic welding, resistance welding and induction welding just to name a few. 2 This manuscript focuses on induction welding only as it possesses advantages (such as, contactless, localized and rapid heating) with respect to other fusion bonding methodologies.
The induction welding process (schematically given in Figure 1) relies on the generation of eddy currents within the TPC. The eddy currents are the result from an alternating current (AC) passing through an inductive coil with a fixed or varying frequency. As the current flows back and forth through the coil, it produces an alternating electromagnetic (EM) field as described by Faraday’s law (1) in and around the coil. The alternating electromagnetic field in turn induces an alternating electrical field (electromagnetic force; EMF), which then generates closed loop currents (eddy currents) in the TPC.
3,4
The eddy currents given by Ohm’s law in combination with Joule’s law describe the volumetric heat generation rate (
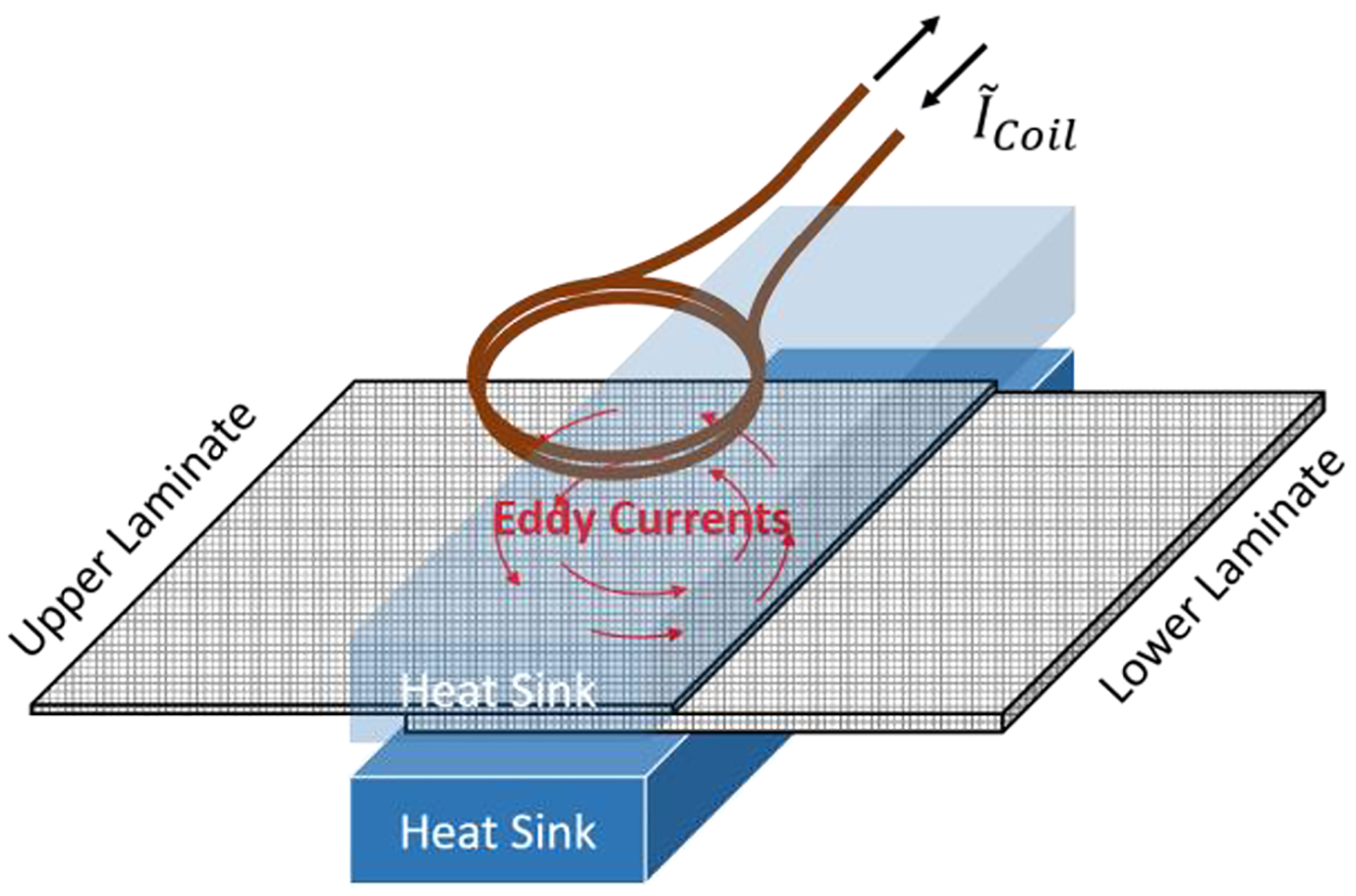
Basic setup for induction welding.



where
The volumetric heat generation rate is proportional to the energy losses and, therefore, heating in the composite. 3,4 The eddy currents in a layered composite are of a more complex nature (both in-plane and out-of-plane) than their equivalents in an isotropic material (mostly in-plane, expect near the edges). The generated heat will, locally, melt thermoplastic polymer allowing a cohesive bond to form between two TPC components.
As mentioned earlier, an advantage of induction heating is that it is a contactless, volumetric heating method, i.e. no contact is required between heating element and work piece. 5 This means that outer surfaces can be cooled either passively with heat sinks, or actively through air flow, while the composite laminates are being welded. The cooling allows the user to preserve consolidation and quality of the outer surfaces while melting the material only at the desired location, i.e. close to the interface between the two components; the weld zone.
The heat generation within a laminate is governed by one, or a combination of the following three heating mechanisms, see Figure 2: (i) fiber heating; (ii) polymer heating; and (iii) contact resistance heating. 6 It is important to note that the dielectric polymer heating is neglected due to the relative low frequencies involved with induction welding process. 7
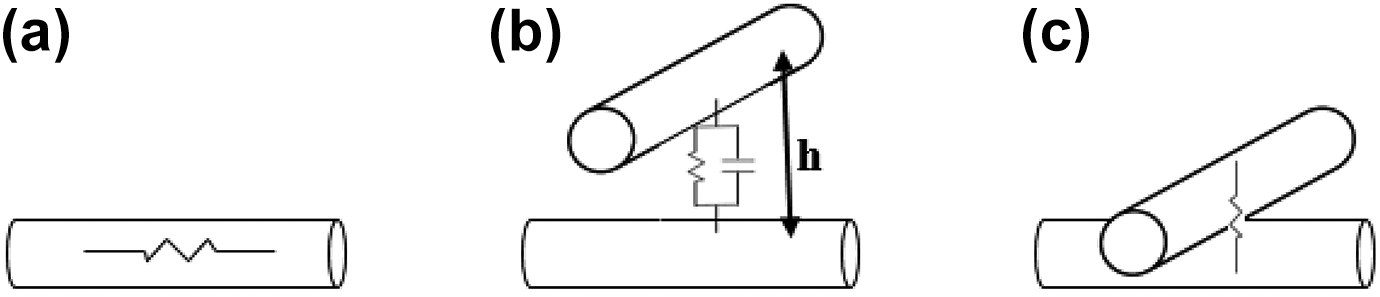
Induction heating mechanisms (a) Joule based fiber heating, (b) Joule and/or dielectric polymer heating, (c) contact resistance heating.
Fiber heating is the result of Joule losses due to the resistance of the fiber material. This loss is dependent on fiber diameter, fiber length, and resistivity 8 (Figure 2(a)).
The space between fibers is filled with polymer. This polymer acts as a dielectric, but at the very small dimensions of the polymer volume between the fibers, the polymer also acts as a conductor of high but finite resistance
8
(Figure 2(b)). When an alternating magnetic field is applied to the laminate, an alternating potential difference or E-field is created between the differently oriented fibers in adjacent layers and Joule and dielectric losses may occur in the polymer. For very small separation distance between fibers, the electric field can become very strong (e.g.
The third heating mechanism is through fiber-to-fiber contact between fibers in adjacent plies and different in orientation angle (Figure 2©). At the points of contact, i.e. at the fiber junctions, temperature and pressure dependent resistance will arise, which can generate heat. 8
Based on the literature, two heating mechanisms have a significant contribution to the generated heat.
9
–14
designate contact resistance between fibers as the most dominant heating mechanism in the laminate. In the study by Kim et al.
9
the researchers cut strips of unidirectional tape and placed the strips in a square configuration as shown in Figure 3. A pancake coil was used to heat the configuration at constant power levels. The researchers concluded that because the maximum heating occurred at the junctions (indicated by J1, J2, J3, and J4 in Figure 3), the dominant heating mechanism must be due to the contact resistance between the
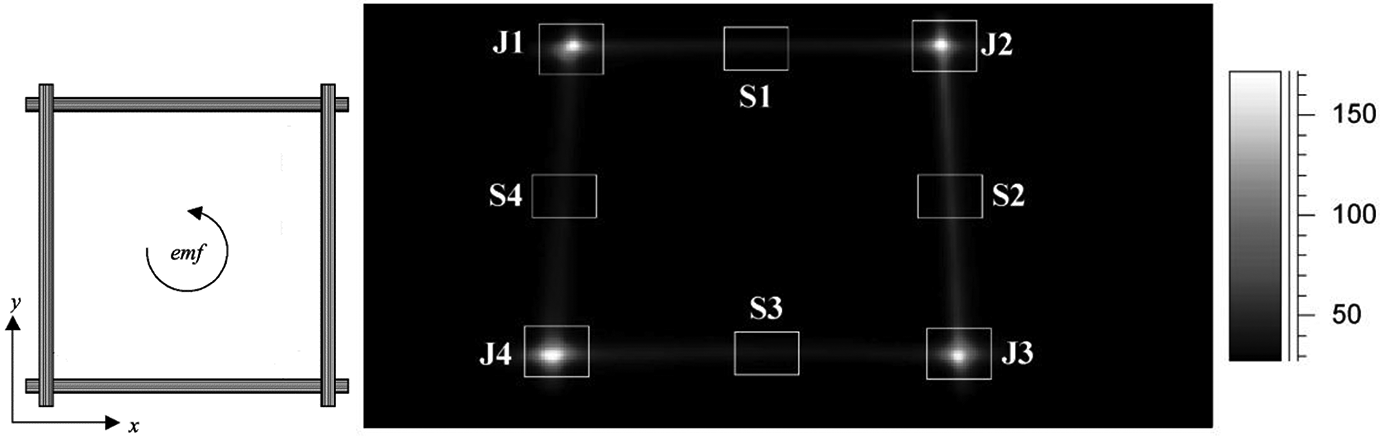
(left) configuration of unidirectional strips used in the study by Kim et al. 9 ; and (right) the heating profile measured.
The authors of this paper have in previous work 14 –16 used numerical simulations to counter that contact resistance is a dominant heating mechanism. Instead, Joule heating of the fiber and polymer are indicated to be the dominant heating mechanisms. 14 –16 The latter claim is supported by Lin et al. 17 and Mitschang et al. 18 as well.
Since there is no conclusive answer to which heating mechanism is dominant, the ANSYS Maxwell simulations described in this paper span a range of computational experiments aimed at the discovery of the dominating heating mechanism(s).
Numerical models
To investigate the effects of parameters such as the ply orientation, stacking sequence, fiber-to-fiber contact, fiber diameter, fiber-to-fiber spacing, presence of resin, etc. on the solid losses, which is proportional to the generated heat, a series of numerical models were created in ANSYS Maxwell. The solid loss (P) is calculated for each 3D volume (element) using

where J is the current density,
No resin, vacuum system models
In the first series of simulations a square conductive copper coil (length and width of 25-mm, and height of 5.5-mm) was placed 6-mm (measure from the bottom of the coil) above the laminate, see Figure 4. The coil cross-section had a width, a, of 4.5-mm and height, b, of 5.5-mm. The individual fibers were modeled as cylinders of length 25-mm and diameter 0.4-mm and meshed using tetrahedral elements. The fiber-to-fiber distance, f, and the distance between the different layer, c, were 2.7-mm and 0.8-mm respectively. It is important to state that both f and c were measured from center-to-center as is shown in Figure 5. The relative permeability and relative permittivity were set to 1, the conductivity of carbon fibers was assumed to be
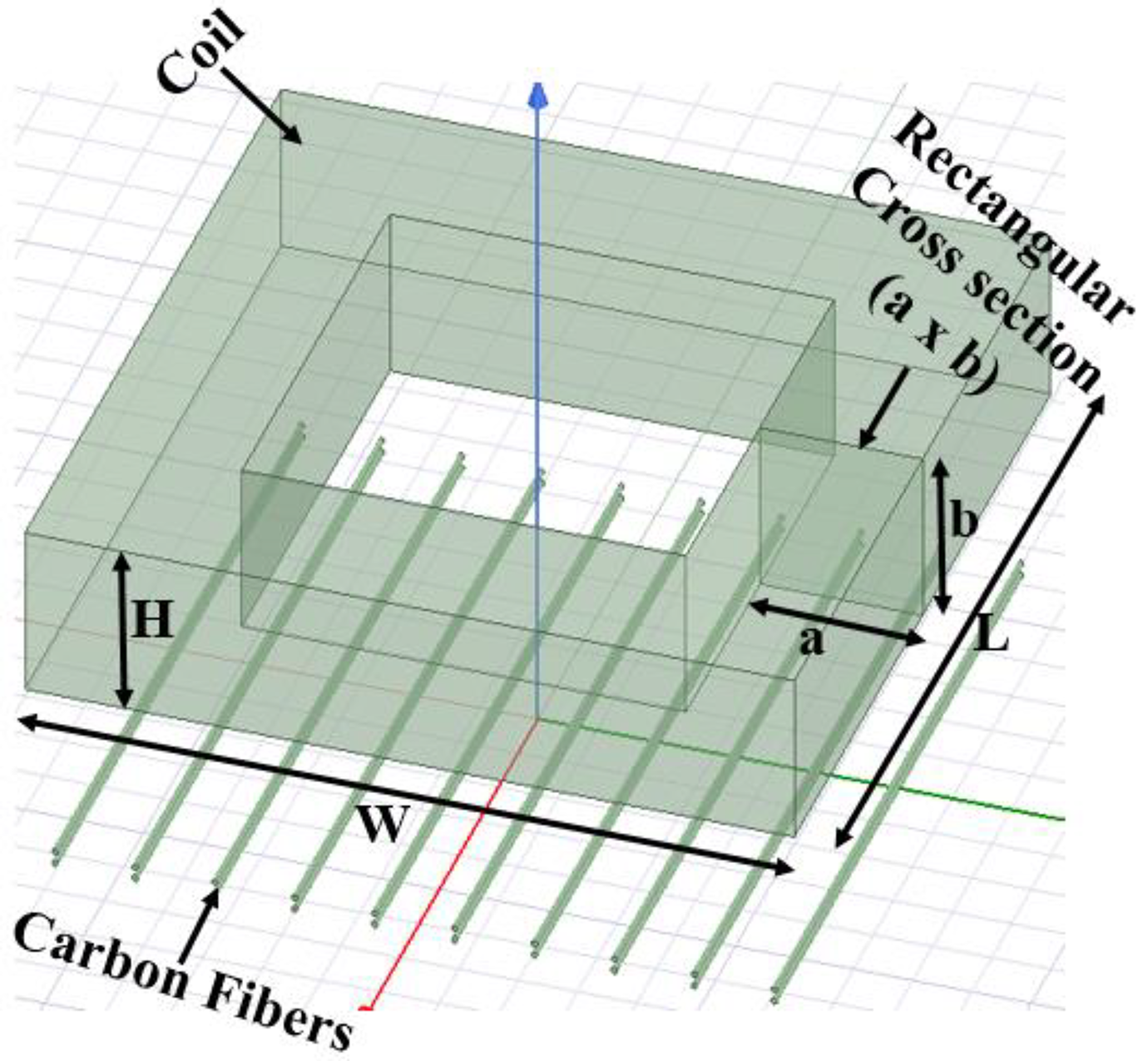
Simulation model with two layers of carbon fibers oriented in one direction.

Two layers; 0’s and 90’s fiber orientation (front view).
It is important to state that in this paper we use the terms layer(s) to indicate the different set of fiber layer(s). Four different layers of individual fibers representing laminates orientated at: (i)
Solid loss comparison for different laminates.
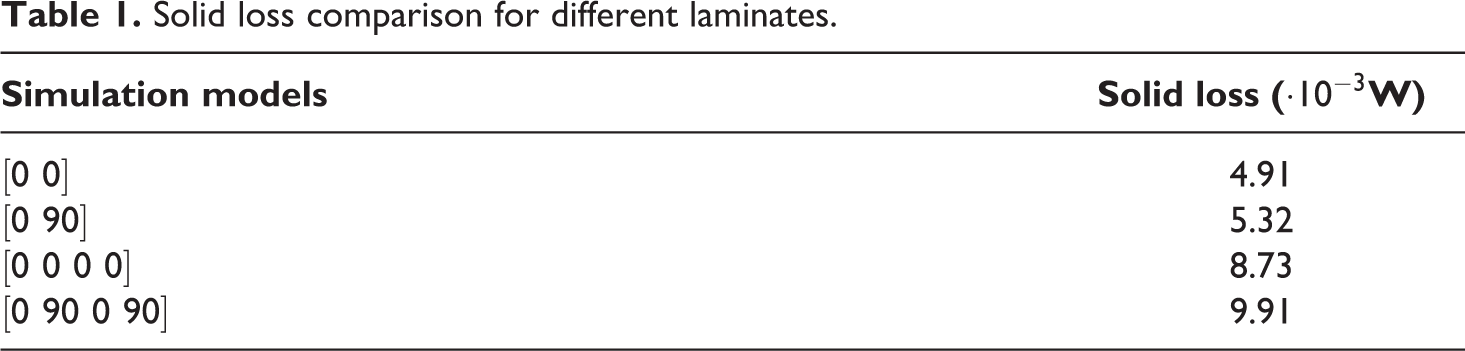
In the third and fourth case the number of layers was increased from two to four, see Figure 6. The layer orientations were

Four layers laminates; (left) [0\0\0\0], and (right) [0\90\0\90].
For the fourth case, induction heating of non-touching carbon fibers in vacuum works better with orthogonal layers of fibers than with layer of identical direction fibers; doubling the number of layers resulted in an almost proportionally increase of the solid loss when all layers are orientated in the same direction; doubling the number of layers for orthogonal layers (case-4 compared to case-2) the increase in solid loss is less significant.
Heat at interface of layer orientation change
The second series of simulations focused on the hypothesis that the generated heat is concentrated at the interface between two layers which have different orientation angles. To examine the hypothesis additional
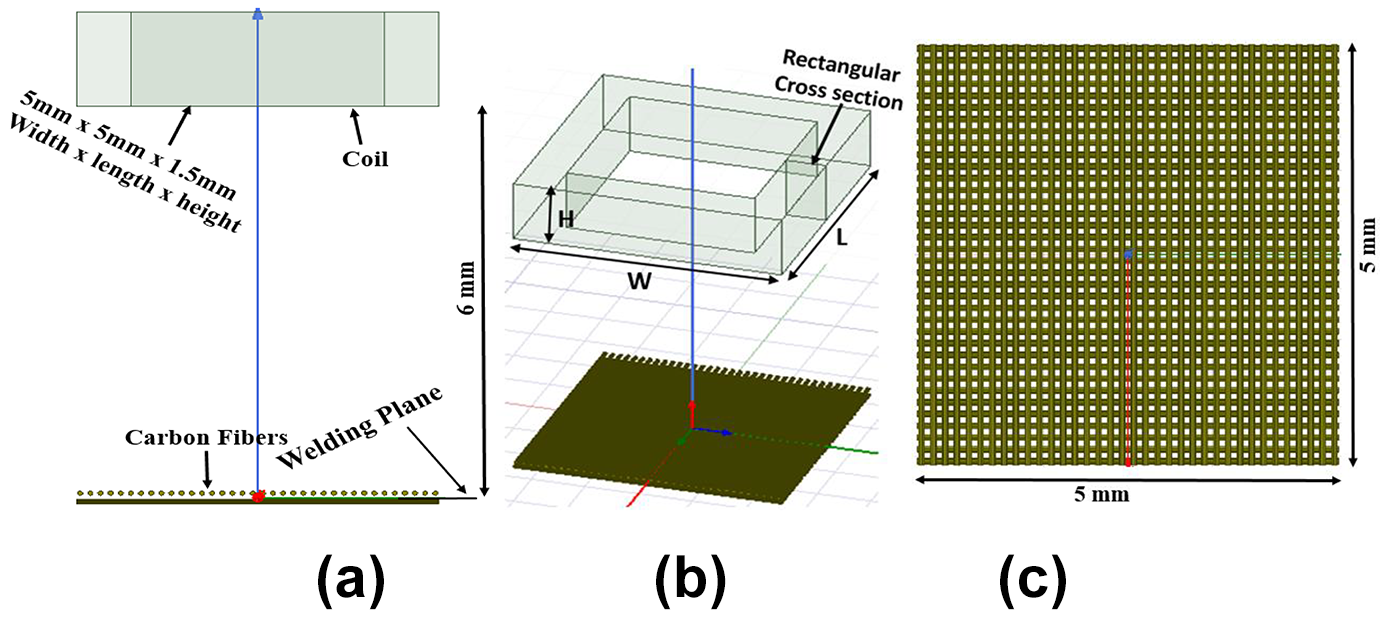
Hypothesis simulation model (a) side view, (b) trimetric view, (c) top view.
To limit computational resources required, the dimensions of the layers and coil were reduced. The fiber layers were reduced to 5-mm and the coil was reduced to a square of 5-mm and cross-section of 1.5-mm by 0.75-mm, see Figure 6. Even with the reduced dimensional parameters, no convergence was obtained, because the number of tetrahedra required to mesh the problem exceeded the available computational resources. Therefore, two cross-sectional geometries were considered as alternative for the circular one, see Figure 8, were examined to reduce the total number of elements required to mesh the entire model. Square fibers while maintaining the same cross-sectional area by Polyhedron fibers instead of using a cylindrical shape of the cross-section. A circle was created using 12 small line segments as shown below.

Alternative cross-sectional fiber geometries; (left) square; and (right) polyhedron.
The two alternative fiber cross-sectional geometries were compared with the initial cylindrical shape for an orientation
Comparison of three different cross-sectional fiber shapes.
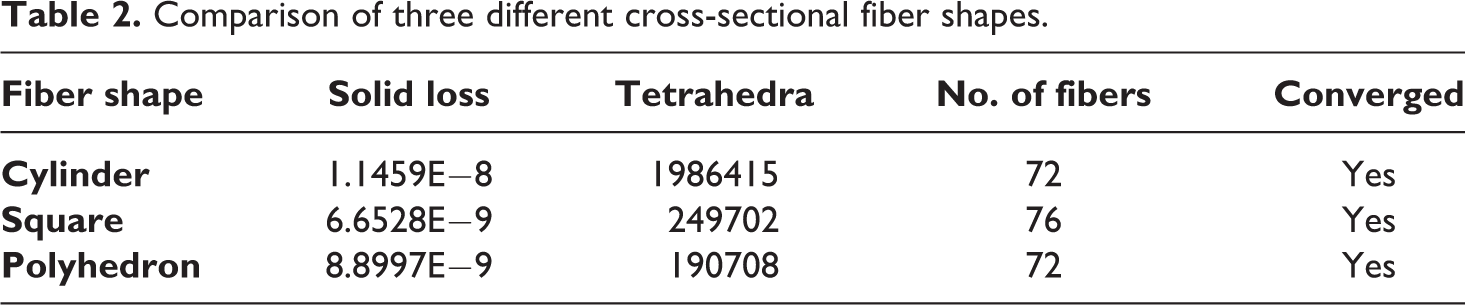
Using polyhedron fibers, the number of
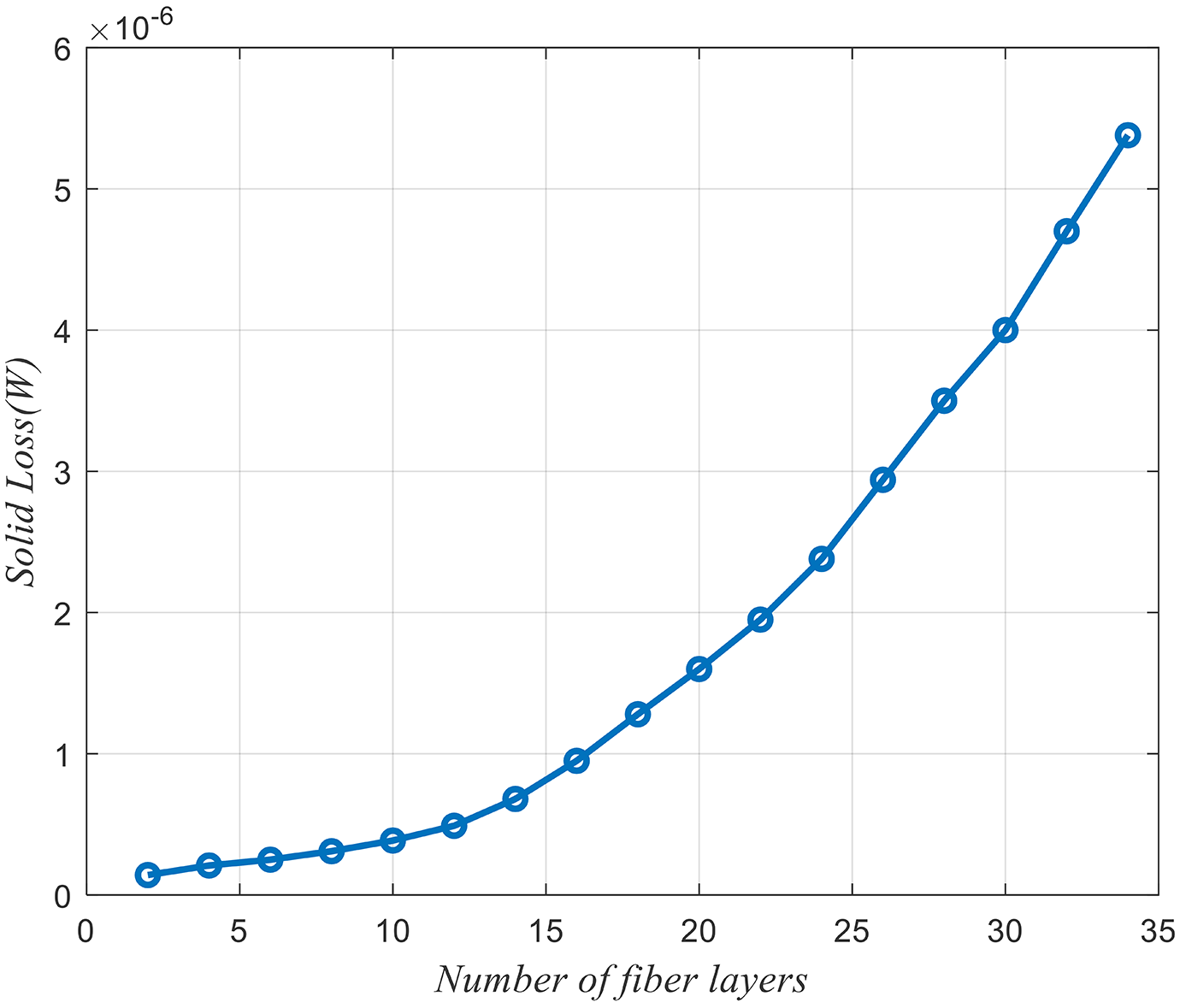
Solid loss as a function of total fiber layers in a 0/90 ply laminate. No of layers on the horizontal axis is the sum of the layers in the 0 and the 90 plies.
Heat dominated by the EM fields through the resin system
The next series of simulations and models was focused on the effect of the presence of a resin system on the solid losses. To investigate the effects of resin, two major changes were made to models compared to previous models. The cross-sectional dimensions of the fibers and the distances between the fibers are reduced to values seen in real composites Resin is added between fibers
Based on a fiber volume fraction of 65% and a fiber diameter of 7-
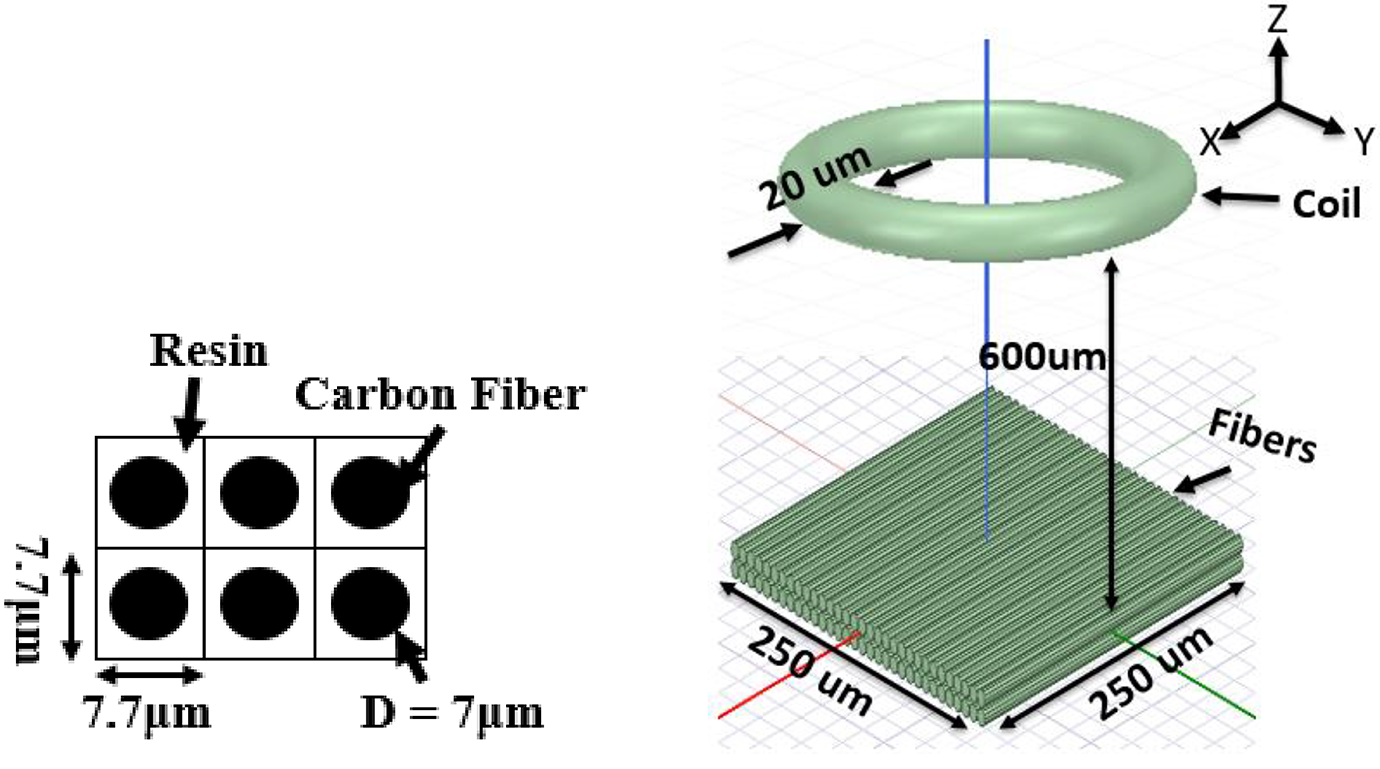
Simulation model parameters; (left) microscopic scale parameters; and (right) global scale parameters.
To investigate the effect of the resin on the solid loss, two layer configurations were used, (i)
Prior to this series of simulations the effect of bulk resin conductivity values was investigated. For this intermediate research step the size of the major and minor radius of the coil was set to 50
Resin conductivity value effect on solid losses.
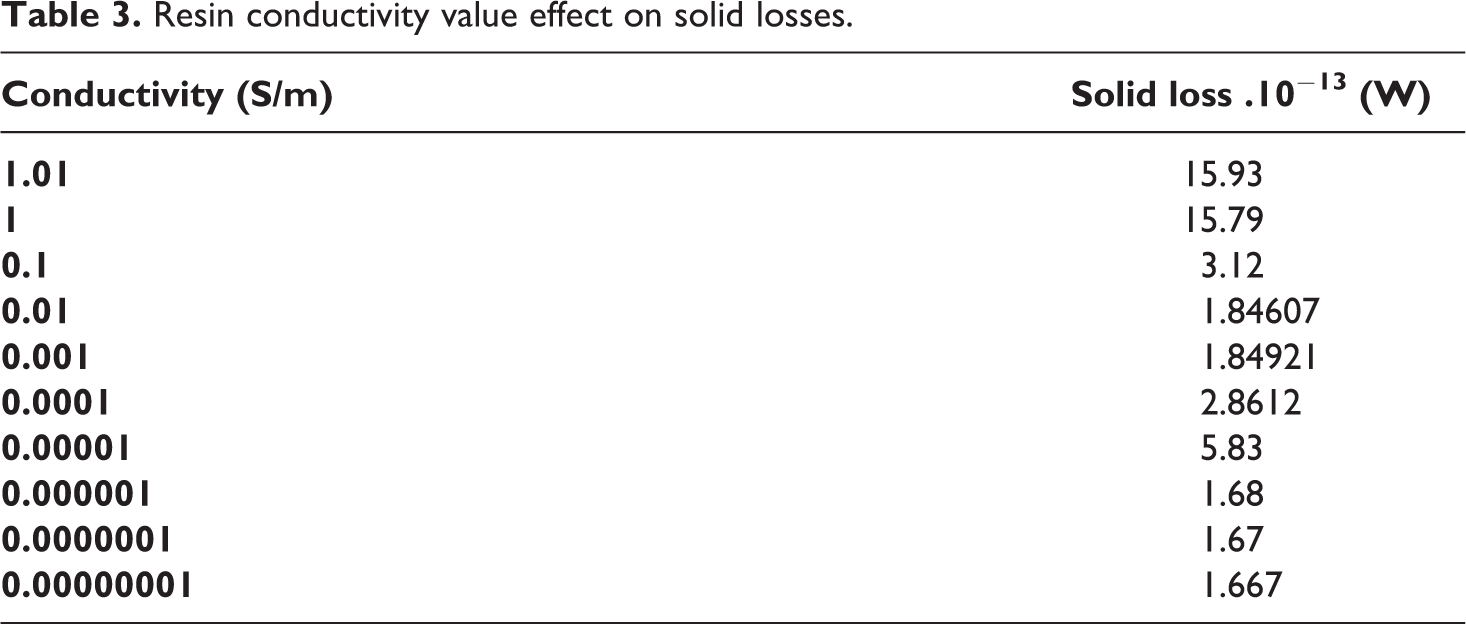
It is important to note when using a bulk resin conductivity of 10−6 S/m (or lower) did not yield any increase in solid losses compared to the case without the presence of resin (see Table 4). This, however, counteract what is seen experimentally in which the heat generation significantly increases when there is a change in layer orientations compared to only unidirectional laminates, e.g.
Comparison of results with and without conductive resin.
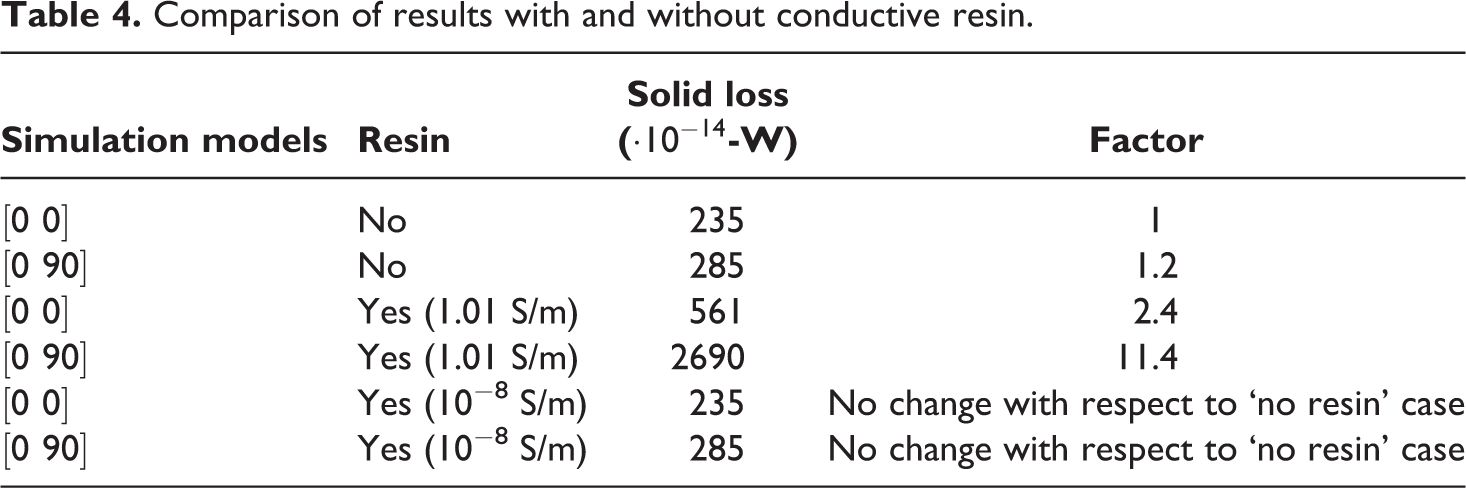
The calculated solid losses for the two laminates with and without resin are collected in Table 4. It can be seen that the presence of resin increased the solid losses significantly for both layer configurations when compared to their corresponding no-resin case. In addition, a cross-ply layer,
The effect cross-sectional distribution of fiber and resin on the solid losses
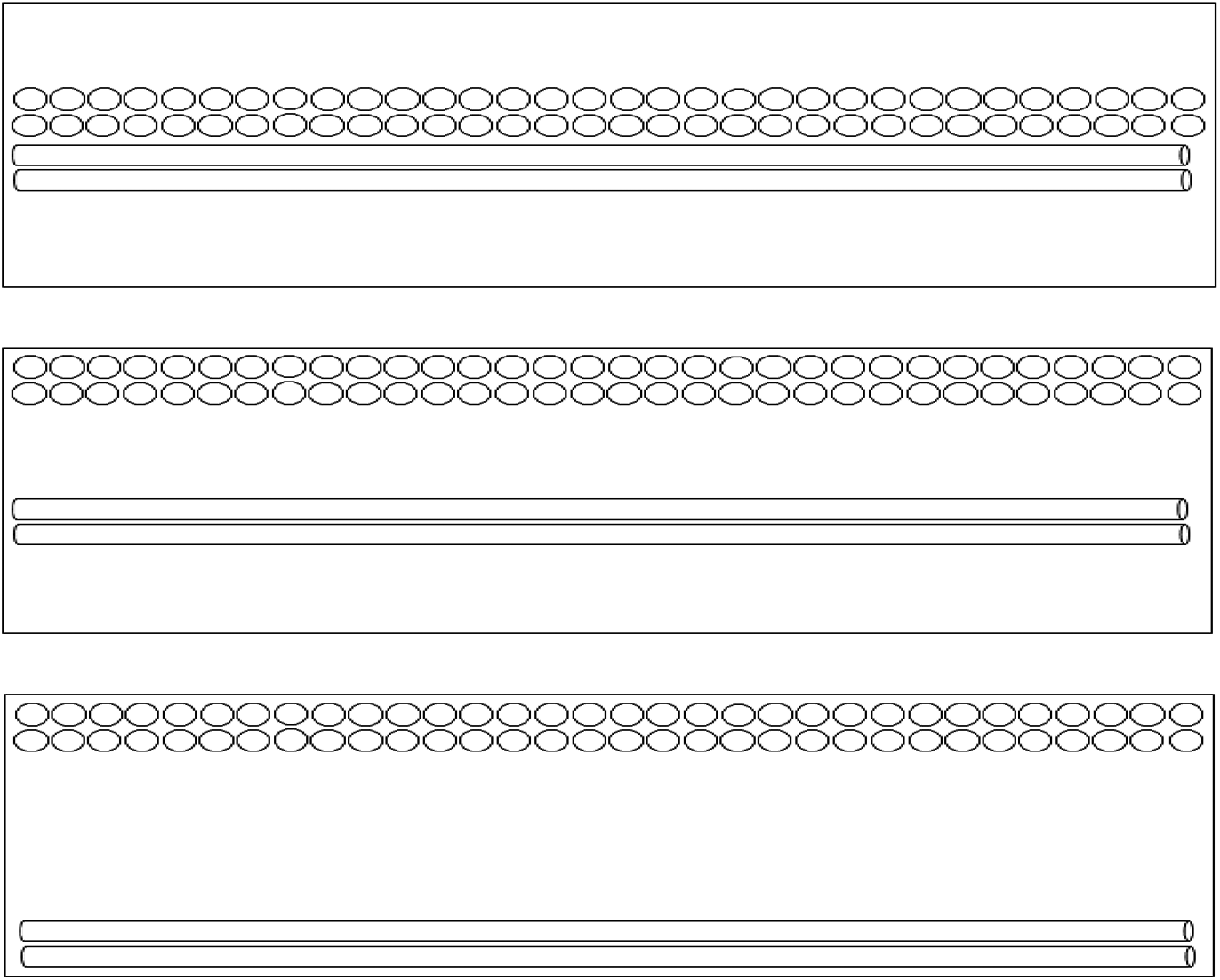
The last study investigated the effect of resin distribution in the cross-section of layer on the solid losses. In some prepreg there is a clear resin rich layer on top of the fibers, while other prepreg shows a more homogeneous distribution of fibers through the thickness of the layer. The distance between two fiber layers was, therefore, varied to study the effect of the relative position of the fibers, see Figure 11.
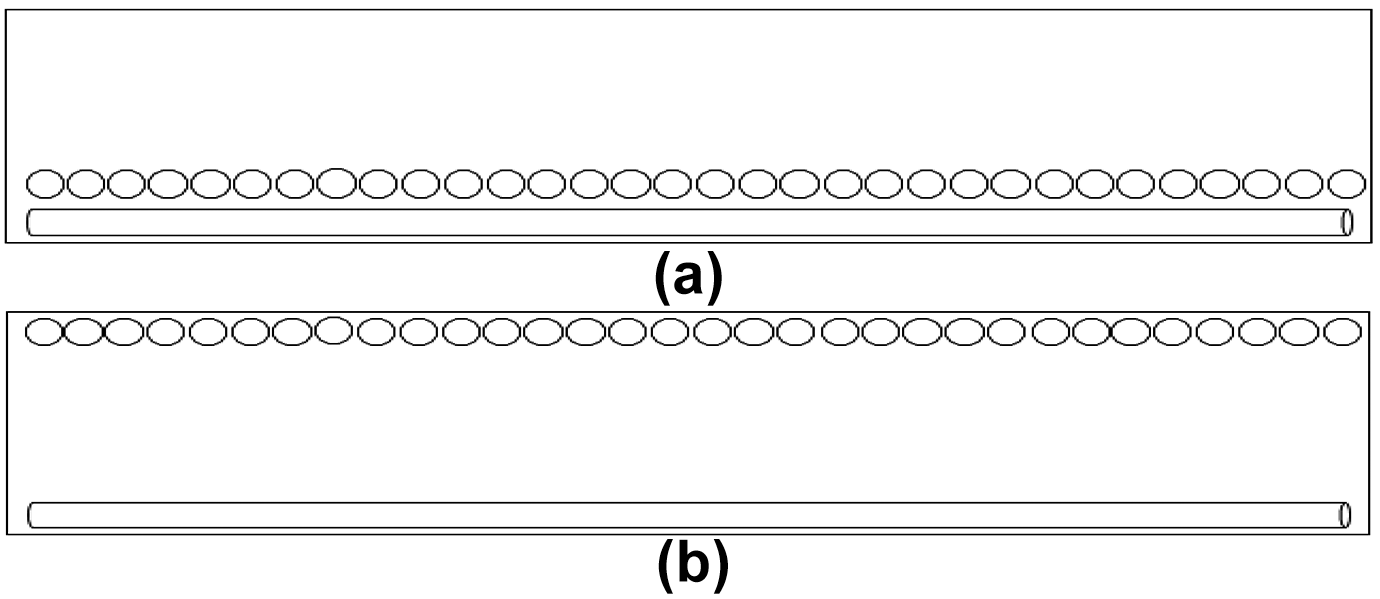
Simulation models (a) spacing of 0.5µm between the layers, (b) spacing of 23.5µm between the layers.
For this series of simulations, the distance between the layepors was varied from 0.5-
The effect effect of the relative position of the fiber layers on the solid losses is shown in Figure 12. A reduction in distance between fiber layers resulted in higher solid losses. This clearly establishes the fact that the loss is governed by the electric field in the resin between the fiber layers. Recall that when there was no resin the solid loss three orders of magnitude lower (see Table 4).
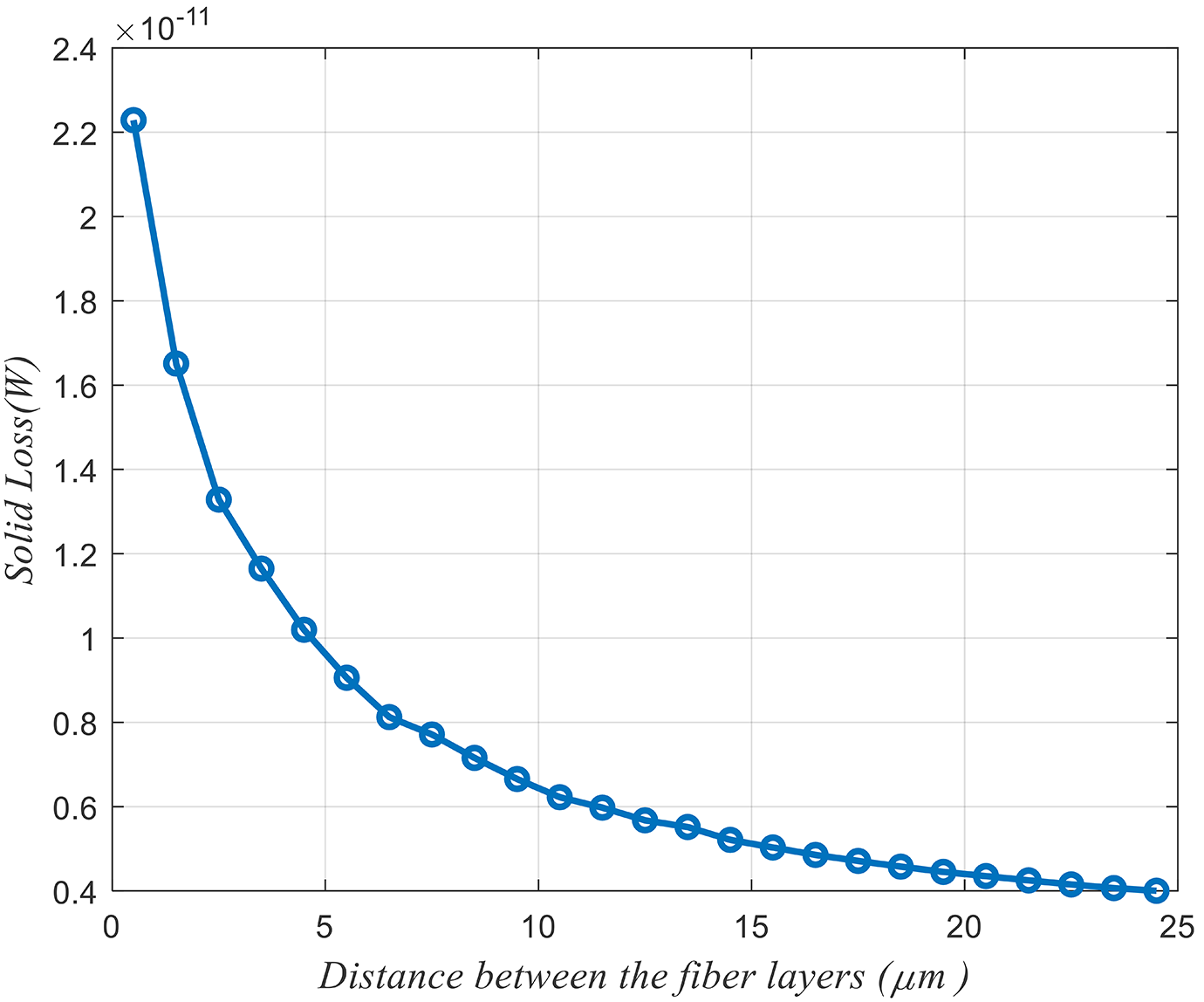
Plot of solid loss as a function of distance between fiber layers.
To explain Figure 12, let us consider a fiber in layer 1 which contains induced current I 1 and the fiber below it contains induced current I 2. Depending on the distance between the fibers the electric field created by these induced currents will vary. Note that the currents I 1 and I 2 are also a function of their distances and material around them. However, for a simplistic case if we assume that I 1 and I 2 are not changing significantly the electric field will significantly intensify as the distance between the fibers decrease. The intense electric field solid losses (resulting from EM energy absorption or polymer Joule heating) will increase since they are proportional to the square of the magnitude of the root mean square electric field. This situation is analogous to a two-wire power line. The shorter the distance between the lines, the larger is the electric field between them. 21 Furthermore, the effect is more than proportional, meaning that induction heating will be very sensitive to irregularities in fiber distribution over the cross-section of individual plies and laminate.
Effect of ply orientation on solid losses for three layer-to-layer configurations
The last series of analysis repeated the simulations of section II.D with an increased resin layer of thickness 72.8-
Three different arrangement with 0’s and 90’s plies.
The results in Table 4 show that the
Results comparison for all nine-simulation models.
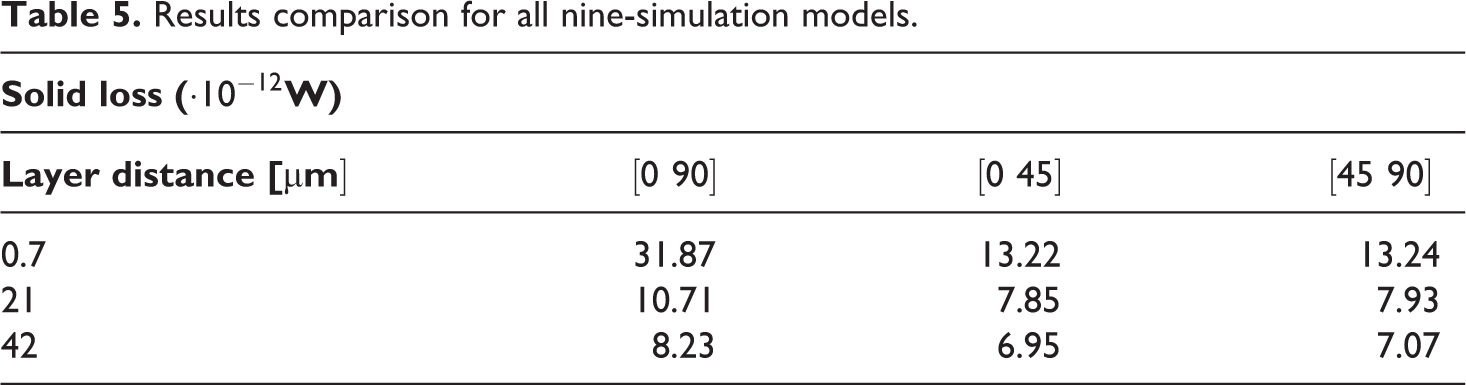
Furthermore, it can be concluded, the parameters that affect the solid loss most are the difference in fiber orientations between adjacent plies and the volume in between the layers. Adjacent
Conclusion
Induction heating of thermoplastic composites was studied using simulations in ANSYS Maxwell. Given that practical carbon fiber composite laminates contain millions of fibers in proximity which practically are immersed in resin, it is impractical and probably impossible to develop a large representative simulation model. Thus, simulation models of smaller specimens were developed consisting of limited numbers of fibers and limited amounts of resin within a small volume. Furthermore, to facilitate the simulation, the fibers were modeled as polyhedrons instead of circular cylinders reducing the accuracy by 25%, but the quantitative validity of the results were assumed to be good. The results obtained from the simulations indicate that fiber orientation is a dominant parameter that affect the solid losses generated during induction welding. However, the effect of the presence of resin could not be verified, because using a bulk resin conductivity value of
It was found that simulation models containing layers of fibers oriented in
Footnotes
Acknowledgments
This research was supported by the SmartState™ Center for Multifunctional Materials and Structures (MFMS), and the authors would like to thank graduate students Ankit Patel 21 and Harikrishnan Mohan for the numerical work. In addition, the authors would like to acknowledge the support from the National Aeronautics and Space Administration (NASA) under the University Leadership Initiative program; grant number 80NSSC20M0165. Synthetic Design Synthesis of ‘Thermoplastic UD Tape based, Fastener-free assemblies’ for Urban Air Mobility vehicles; Atoms-to-Aircraft-to-Spacecraft.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.