
Abstract
In recent past, fused deposition modeling (FDM)-based functional prototypes have been explored in printing of composites for 4-D applications as smart thermoplastics. The 3-D printed parts with 4-D properties have wide utility in structural/nonstructural engineering applications. Some studies have reported preparation of feedstock filament as composite material comprising of polylactic acid (PLA) reinforced with polyvinyl chloride (PVC), wood dust, and magnetite (Fe3O4). But hitherto very little has been reported on mechanical characterization of 3-D printed PLA-PVC-wood dust-Fe3O4 composite. The present work is an extension of study reported on mechanical and magnetic properties-based characterization of feedstock filament prepared for FDM, to understand the effect of processing parameters on properties of functional prototypes in structural/nonstructural engineering applications. For mechanical characterization, analysis of variance (ANOVA) and historical data approach have been used in optimization of 3-D printing condition in two stages. From ANOVA, it has been figured out that infill density of 100%, infill angle of 45°, and infill speed of 70 mm/s have given best result for peak strength and break strength in first stage. Further, the results of ANOVA model suggested that either there were some missing independent variables or interaction of present variables with each other was playing role in output. In second stage, historical data approach was used to understand the affect of interactions present among the input variables. The morphological analysis suggested that the sample printed with maximum density and low infill angle has minimum porosity and thus shows better mechanical properties. The results were supported with photomicrographs to understand the effect of porosity in the fractured sample.
Introduction
Thermoplastics have been extensively explored for preparation of feedstock filament using twin screw extrusion (TSE) in 3-D printing. Several ceramic powders such as silica, alumina, and other metal fillers have been widely used as reinforcement in polymeric base matrix to improve mechanical, morphological, and thermal properties.1–4 Recently, thermoset plastics have been also explored as reinforcement in thermoplastic base to enhance the recyclability of thermoset polymer-based composite as high temperature bearing material as functional prototype. 5 Biocompatible material these days represents a class of material of high importance due to their applicability in medicinal field. Drug encapsulation and drug loading of biocompatible material is of high significance and for that magnetic component have been used as reinforcement in biocompatible material such as polylactic acid (PLA). 6 3-D printing of low cost sensor for flow measurement has been prepared using magnetite as reinforcement in thermoplastic matrix of polycaprolactone (PCL) and it has been successfully investigated that the prepared sensor has worked well for the applied magnetic field externally. The investigation of actual field sensor printed by low cost 3-D printing has proved the feasibility of 3-D printing in actual field base application rather than only for rapid prototyping. The 3-D manufactured sensor had more linear relationship for output in compare to sensors manufactured by other methods. 7 Electromagnetic properties of 3-D printed part have important role to play in electronics system such as for sensors and in communication. Researchers have explored fused deposition modeling (FDM) of material having high dielectric property for devices used in microwaves. Barium titanate one of the ferroelectric materials has been used as reinforcement in acrylonitrile butadiene styrene (ABS) base matrix of polymer. The 3-D printed specimen had 30–40% more dielectric constant than any other manufacturing method for the same composite. Researchers have highlighted the practicability of 3-D printing of electronics system such as antenna and compact lenses. 8 3-D printing of PLA- and ABS-based scaffolds has been investigated for the cell growth, sustainability, and tissue regeneration and it has been ascertained that PLA and ABS have equal cell growth and sustainability. Thus using high flexibility of 3-D printing technique complex tissue structure may be printed as an alternative to produce mimicking native tissue with high biocompatibility and sustainability. The study has revealed that 3-D printing has vivid application in tissue engineering application and moreover new smart materials may also be helpful in possible organ replacement with 3-D printed parts in future. 9 3-D printed scaffolds in tissue regeneration and healing with inflammatory response has been investigated by researchers and it has been ascertained that 3-D print geometry such as pores, surface characteristics, and architecture of scaffold has key role to play in performance of the scaffold. It has been obtained that larger pore and wide open angles of scaffold helped in elevated discharge of pro-inflammatory cytokines. Four different materials (PLA, PLA/Calcium phosphate glass and PLA/Chitosan) were tested for inflammatory response and it has been obtained that material biocompatibility has vital role in better performance as PLA has shown best performance. 10 3-D printed sample of PLA with 45° orientation angle for tensile specimen has shown maximum strength of 64 MPa while other orientation angles have low ultimate tensile strength. For flexural properties, 0° orientation angle has given maximum ultimate strength of 102 MPa. Whereas for fatigue testing, 90° raster angle has given least property. Recyclability of PLA has been explored with creep testing and it has been obtained that creep damage was not significant thus failed specimen may be recycled again for reuse. 11 Effect of color on mechanical, microstructure, and crystallinity properties has been investigated for 4043D-based PLA polymer using RepRap type 3-D printer and it has been obtained that strong relationship existed between crystallinity and tensile properties whereas crystallinity dependent over the extrusion temperature. Also researchers have obtained that various colors of PLA have no significant effect on mechanical properties except very small deviation in properties. 12 Application of 3-D printing in textile industry has shown creative designs in printing shoes and garments. Textile fabrics reinforcement in thermoplastic for 3-D printing has been explored by researchers to eradicate the poor strength of 3-D printed sample than knitting and weaving. PLA as biocompatible polymer has been explored in textile application for its good mechanical properties. The strength of bonding between PLA and fabric thread has been found good for future application of PLA in textile industry. 13 Researchers have investigated the shock absorbing capacity of 3-D printed PLA for different input variable of FDM such as for layer thickness, infill percentage, and density of pattern of 3-D printing. Shock absorption of printed PLA part has shown that infill density has greater significance than any other input parameter for shock absorbing capacity of PLA. Printing speed had inverse relation with mechanical property specifically for tensile strength of printed specimen. 14 3-D printing of wood polymer composite may provide self actuation of composite in high moisture field application as wood polymer; being hygromorphic composite can respond to the external atmosphere triggering by high moisture content. Wood content in composite leads to high porosity which could be possible reason for moisture inclusion and inflammation of composite structure. Design variability using FDM technique of manufacturing can give fruitful results for the future of 4-D printing. 15 Wood floor-reinforced PLA has shown improvement in ultimate strength of printed specimen while thermogravimetric analysis of specimen has shown decrease in thermal degradation temperature with no significant effect on melting temperature. While researchers have ascertained that no printability issues were found up to 5 wt% loading of wood floor. 16 Spruce wood hemicellulose which is side streamed biopolymer has been used as reinforcement in PLA polymer base matrix to replace synthetic PLA as feedstock for 3-D printing. Wood hemicellulose being a biocompatible and PLA also as a biocompatible polymer may be used as composite for bioengineering and tissue engineering applications. 17 Dynamic mechanical analysis has shown improvement in lost modulus of PLA wood composite in which wood powder has been added up to the extent of 25 wt%. Poor surface and mechanical properties have been ascertained by researchers and it has been obtained that wood content in PLA matrix has resulted in poor microstructural, crystallographic system and poor adhesion properties. 18
From literature survey, it has been found that 3-D printing of virgin PLA, PLA/wood composite, PLA/magnetite composite, PLA/PCL composite, and various other PLA base composite has been successfully performed but hitherto very less work has been reported on selecting the reinforcement of polyvinyl chloride (PVC), Fe3O4, and wood powder in PLA base matrix as a single blend for possible 3-D printing (for nonstructural engineering applications). Some studies have been reported on preparation of feedstock filament of PLA-based matrix which highlights that PLA matrix can be successfully utilized in various engineering applications (due to its excellent mechanical properties).19,20 This work is an extension of study reported by Kumar et al. for investigations of magnetic properties of PLA-PVC-Fe3O4-wood dust blend for self assembly applications. 21 The feedstock filament for FDM (by using the prescribed reinforcements) has been successfully prepared and magnetic properties were optimized. In the present work, an effort has been made to 3-D print functional prototypes with magneto sensitive feedstock filament by using FDM for ascertaining the mechanical properties of customized composite polymer matrix.
Materials and method
The methodology for present investigation has been given by Figure 1. Taguchi L9 orthogonal array for optimization of printing condition has been used with three input variable (infill density, infill angle, and infill speed) of FDM in first stage. Universal tensile testing (UTM) of samples have been performed to standardize the mechanical properties of printed material.
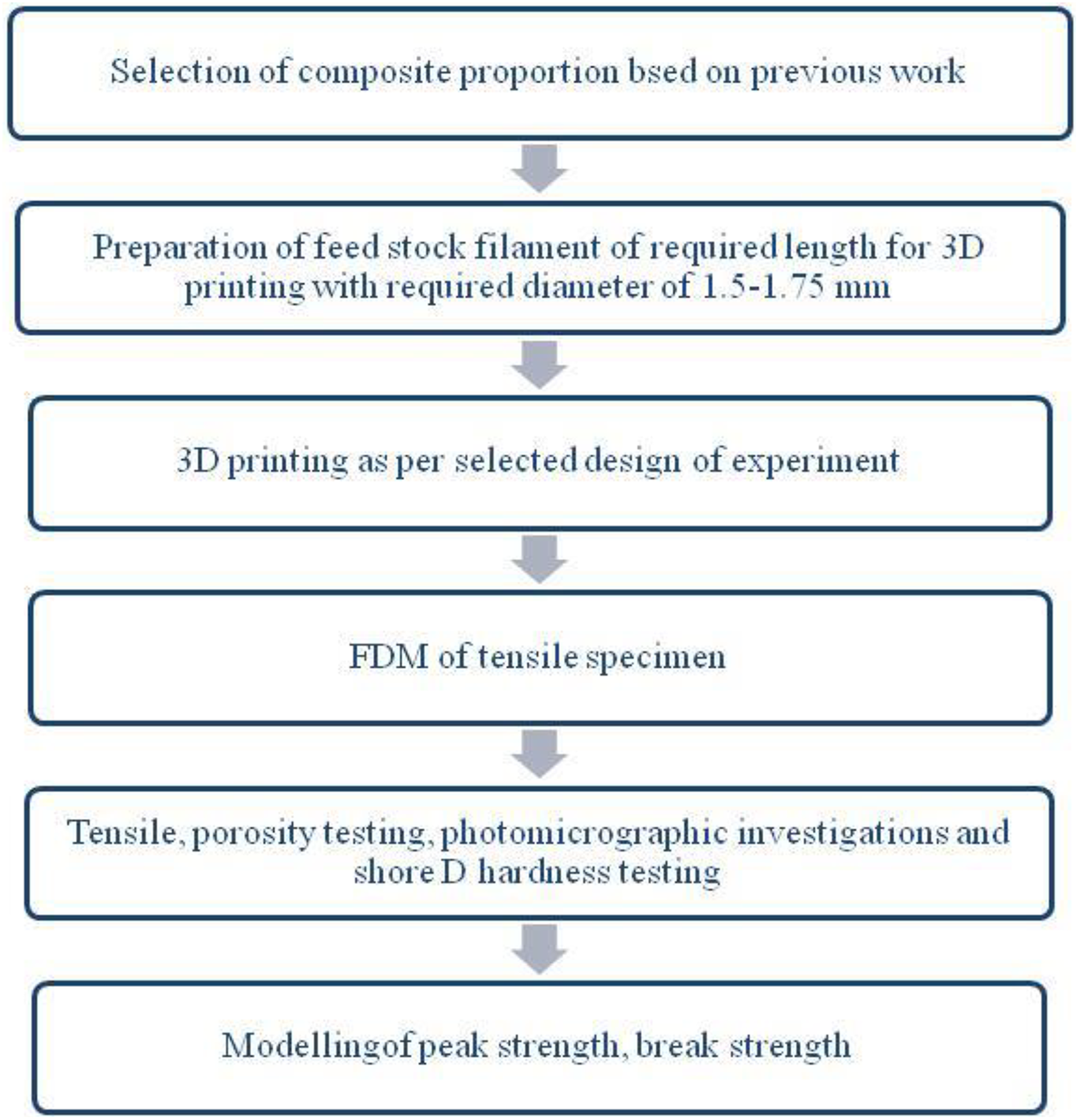
Selected methodology for current investigation.
Experimentation
Composite ration selection
As per reported literature, PLA 50 wt%, PVC 25 wt%, Fe3O4 20 wt%, and wood powder 5 wt% were possessing maximum magnetic property, 21 therefore this composite proportion has been again used for preparing feedstock filament for FDM and prepared feedstock has been used for 3-D printing.
Twin screw extrusion
In the previous work, TSE condition of 165°C, torque of 0.12 Nm, composition (PLA 50 wt%, PVC 25 wt%, Fe3O4 20 wt%, and wood powder 5 wt%), and load of 5 kg had shown optimum magnetization, therefore TSE of composite has been done using these extrusion conditions. 21
FDM of tensile specimen
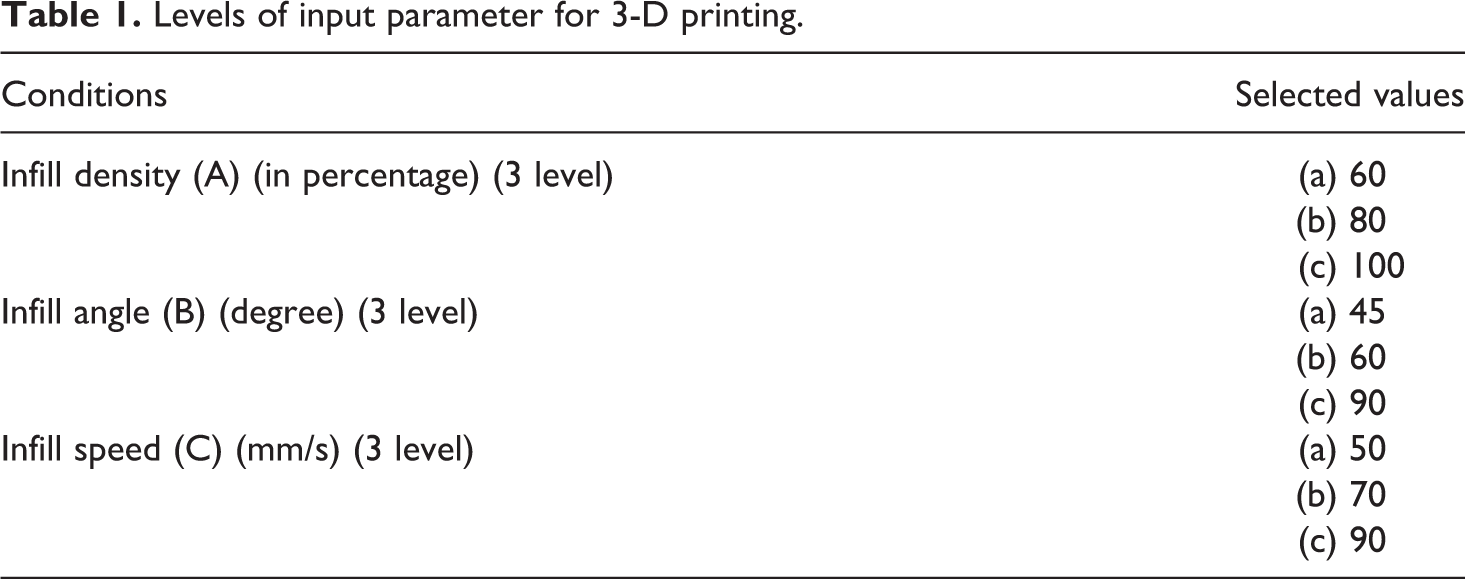
Tensile specimen as per ASTM D638 type IV for polymeric composite has been printed using three input variables of FDM which are infill density, infill angle, and infill speed using Taguchi L9 orthogonal array as presented in Tables 1 and 2. Figure 2 shows the dimensions of printed sample as per standard ASTM D638 type IV.
Levels of input parameter for 3-D printing.
DOE based on Taguchi L9.
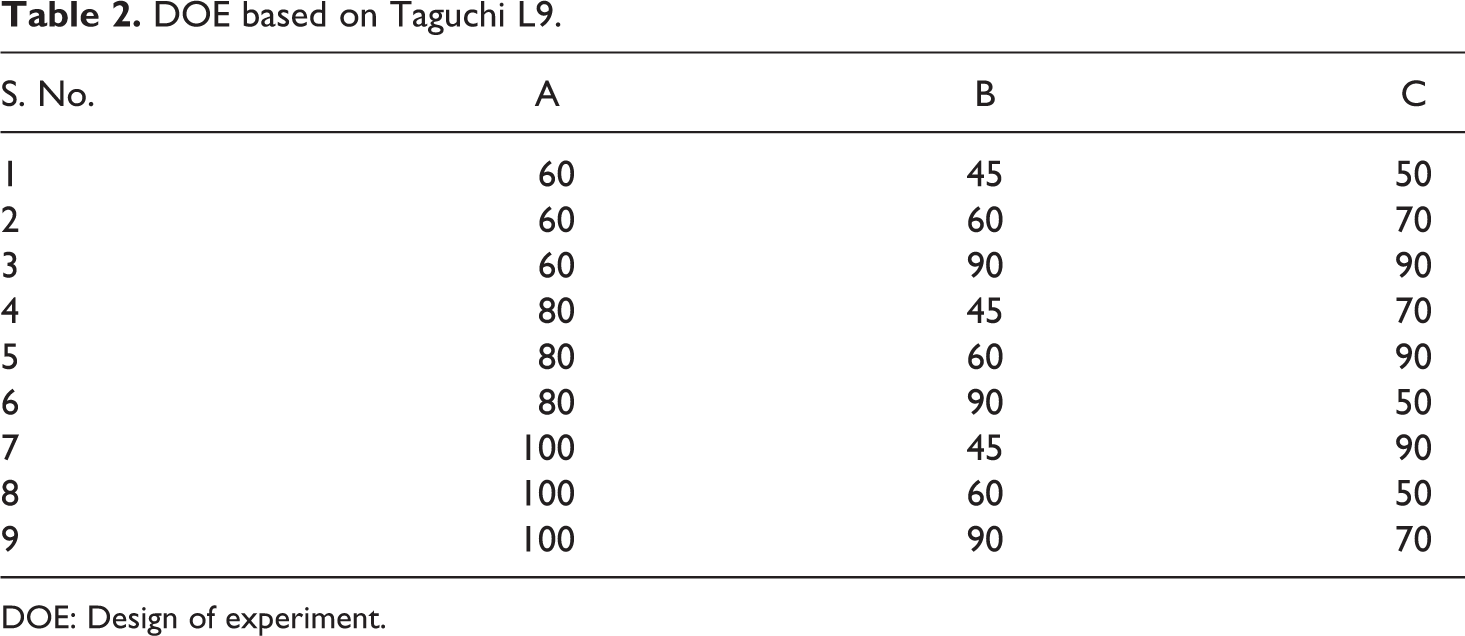
DOE: Design of experiment.
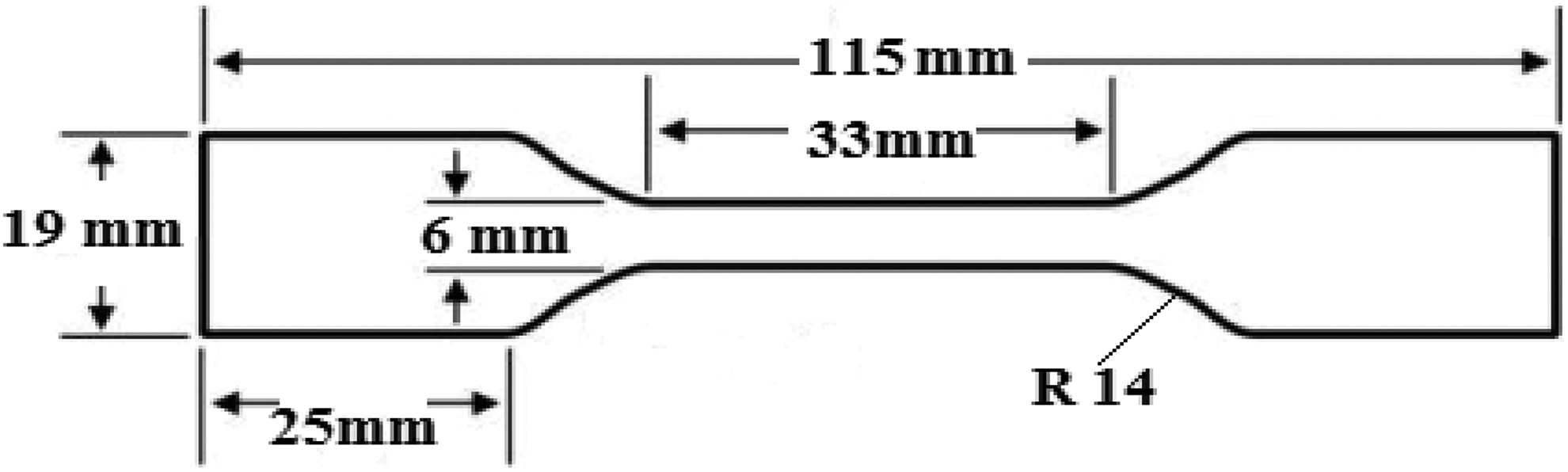
Standard tensile specimen according to ASTM D638 type IV.
Mechanical testing and morphological testing
All printed samples were subjected to tensile testing using UTM (Make: Shanta Engineering’s, India). Shore D hardness of samples was investigated using shore D tester. Samples were subjected to morphological analysis by using porosity testing as per standard ASTM B276 and photomicrographs by using tool maker’s microscope.
Results and discussion
Twin screw extrusion
TSE using standard condition as explained in experimentation have been performed. Figure 3(a) shows the working principle of TSE which consist of three phases starting from solid phase where material enters in barrel and grinded by mechanical action of screw, at second stage melting phase starts where due to temperature the grinded material starts melting and at final stage with screw action the melted material is forced out of die thus standard wire for 3-D printing as feedstock filament has been obtained with required diameter as shown in Figure 3(b).
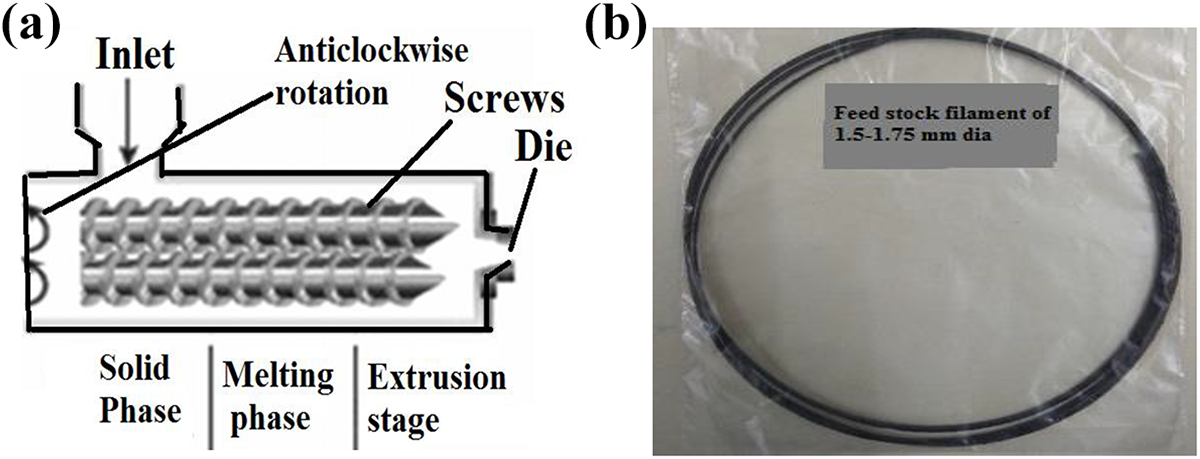
(a) Twin screw extrusion working principle. (b) Extruded standard wire with dimensional accuracy.
FDM printing
Using the printing condition as provided in Table 2, samples for tensile testing were printed using FDM with some constant parameters such as bed temperature 65°C, number of perimeter 3, rectangular perimeter, and triangular infill. Figure 4 shows the printed samples using FDM.
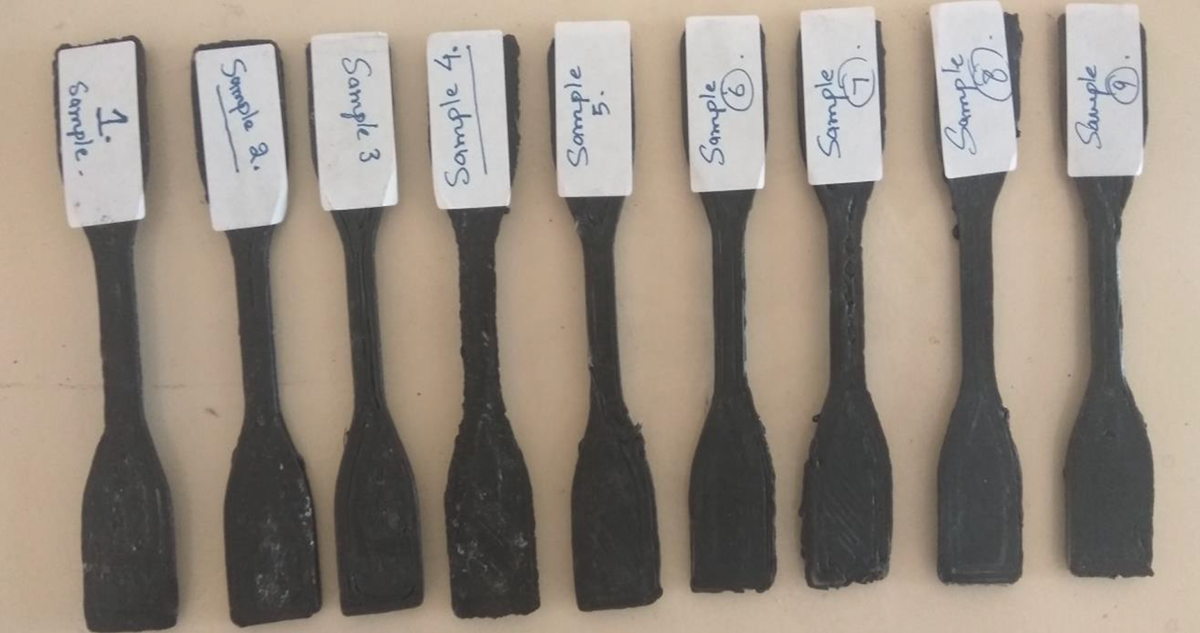
3-D printed tensile specimens.
UTM testing results
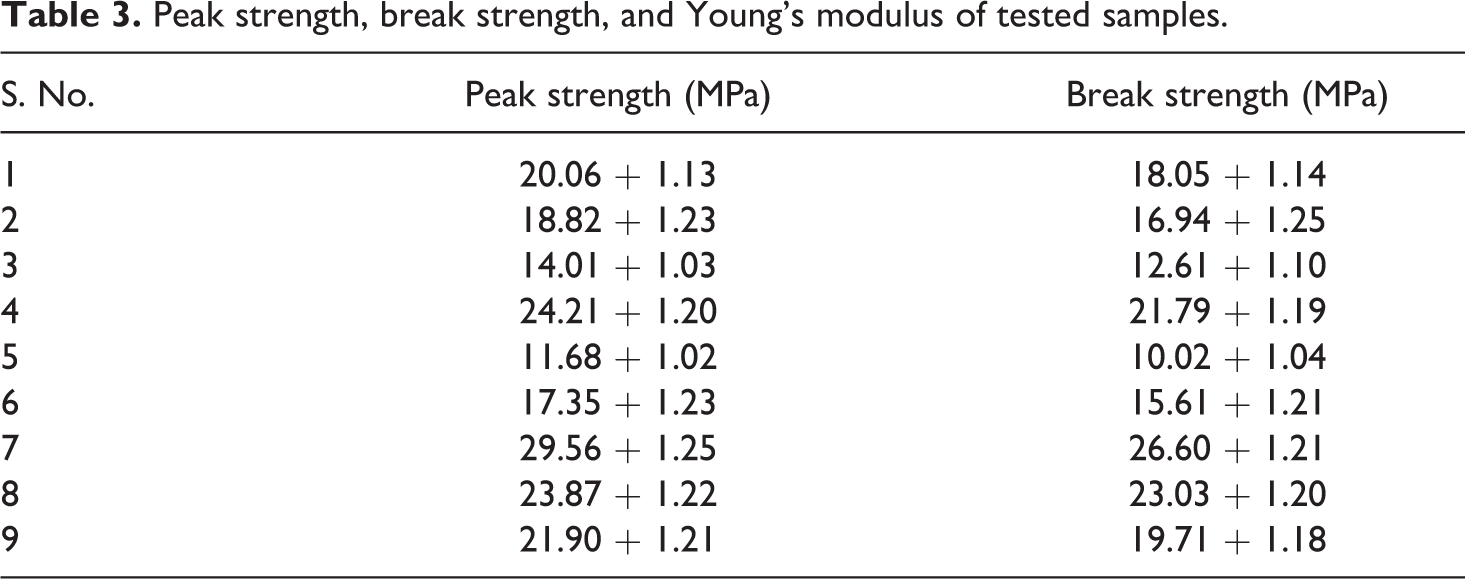
The samples tested with UTM machine have given results for various mechanical properties but peak strength and break strength have been considered for analysis (Table 3). From Table 3, it has been figured out that sample prepared at S. No. 7 have provided best result for peak strength and break strength. Similarly, sample 5 has shown least values for peak strength and break strength. The trend for these results may be due to fact that in sample 7, maximum density of 100%, 45° of infill angle, and moderate infill speed of 70 mm/s have been used which resulted in better deposition of material with minimum pores as density was maximum and orientation angle was minimum. From stress–strain curve (Figure 5), it has been found that maximum value of stress exists for sample 7 whereas minimum for sample 5. Based on Table 3, analysis of variance (ANOVA) has been used for predicting the used Taguchi model. From ANOVA analysis (see Table 4), it has been observed that model posses error of greater than 10% for each property which was not acceptable as for the used confidence interval of 95%. Moreover, no input parameter was significant as the observed probability (p) values were greater than 0.05. But from main effect plot (Figure 6) it was observed that infill density of third level (100%), infill angle of first level (45°) and infill speed of second level (70 mm/s) was found optimum which was outside the DOE therefore confirmatory experiments were held and properties were recorded.
Peak strength, break strength, and Young’s modulus of tested samples.
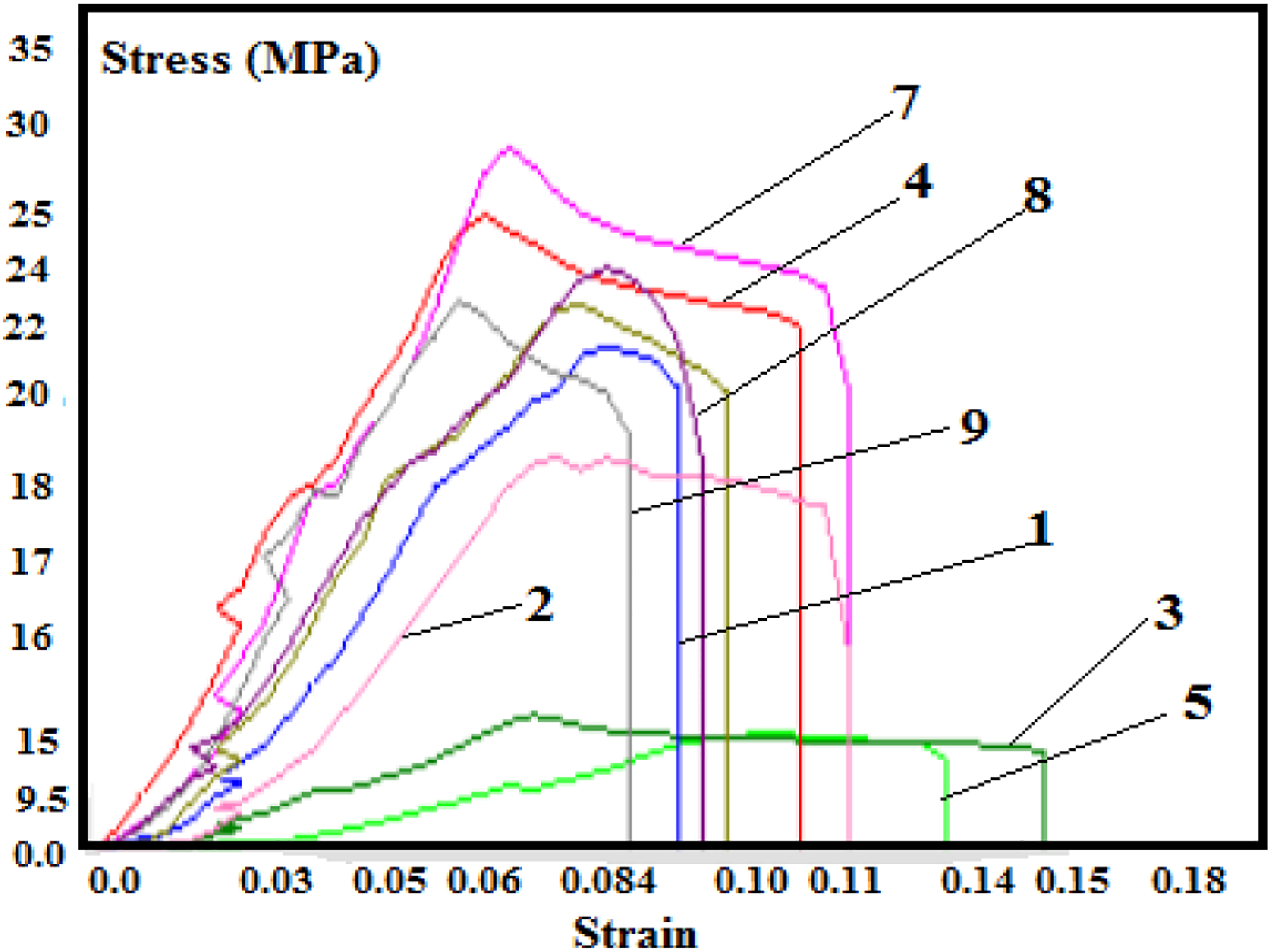
Stress versus strain curve for tested samples.
ANOVA for peak strength.
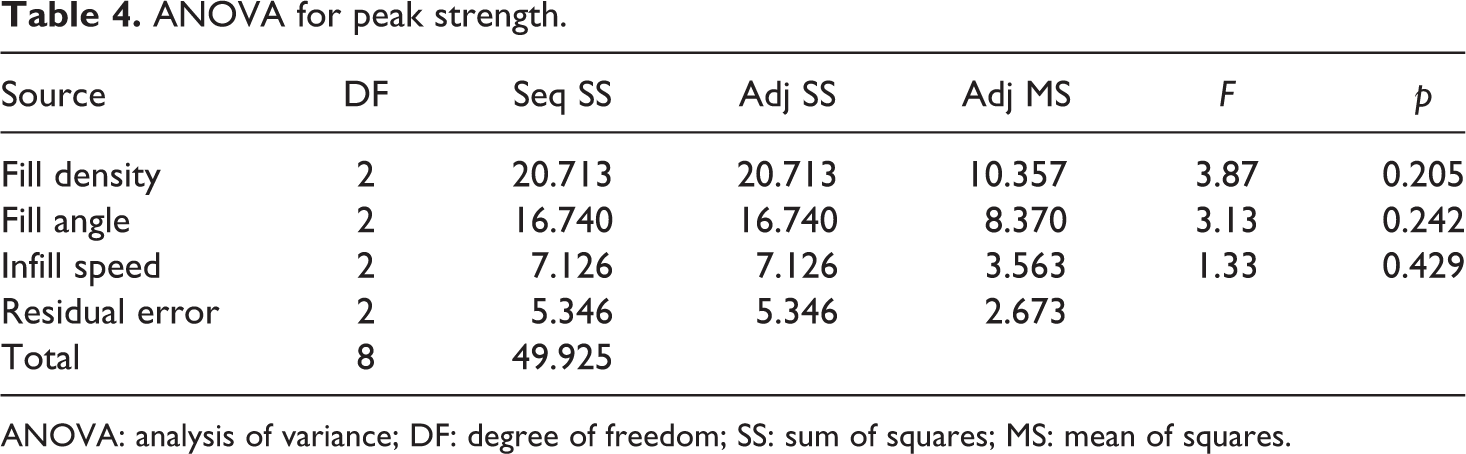
ANOVA: analysis of variance; DF: degree of freedom; SS: sum of squares; MS: mean of squares.
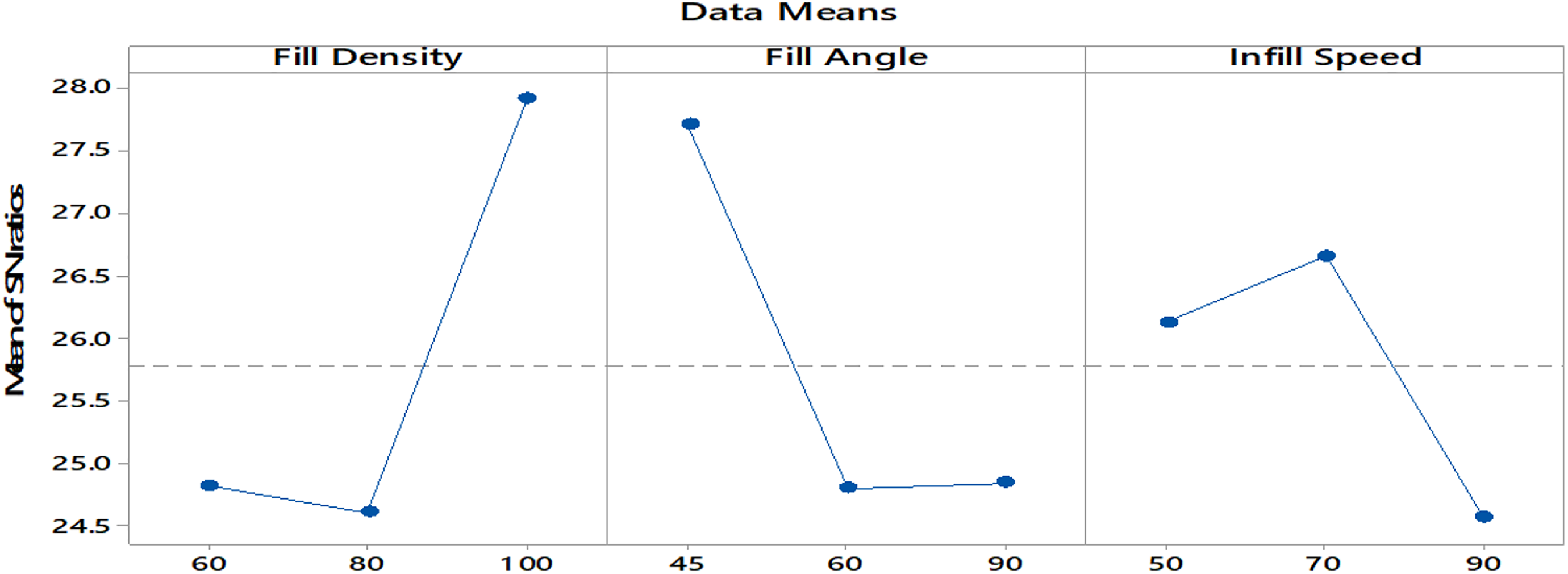
Main effect plot for SN ratio for peak strength. SN: signal to noise.
It should be noted that, it has been already explored that Fe3O4 when blended in PLA matrix resulted into stiffer matrix and reduction in tensile properties such as 23% in peak strength and 24% in break strength of PLA. But the strain absorbing capacity of Fe3O4 blended PLA was observed to be increased by 183%. Thus the effect of Fe3O4 on the mechanical properties of PLA-based matrix was already explored exclusively; therefore in the present article, no such reporting has been included. 22
From Table 4, it has been ascertained that infill density has contributed maximum toward peak strength and was ranked first whereas infill angle at second and infill speed at third (as given by Table 5). It has been observed that the input parameters were not significant and model possessed error more than 10% as given in Table 6, which indicated that either there was some missing parameter which was not considered during printing or there is interaction between the two input parameters which has not been considered during ANOVA optimization. Based upon Figure 6, Table 7 shows the confirmatory experiment conducted at infill density of third level (100%), infill angle of first level (45°), and infill speed of second level (70 mm/s).
Rank table for SN ratio for peak strength.
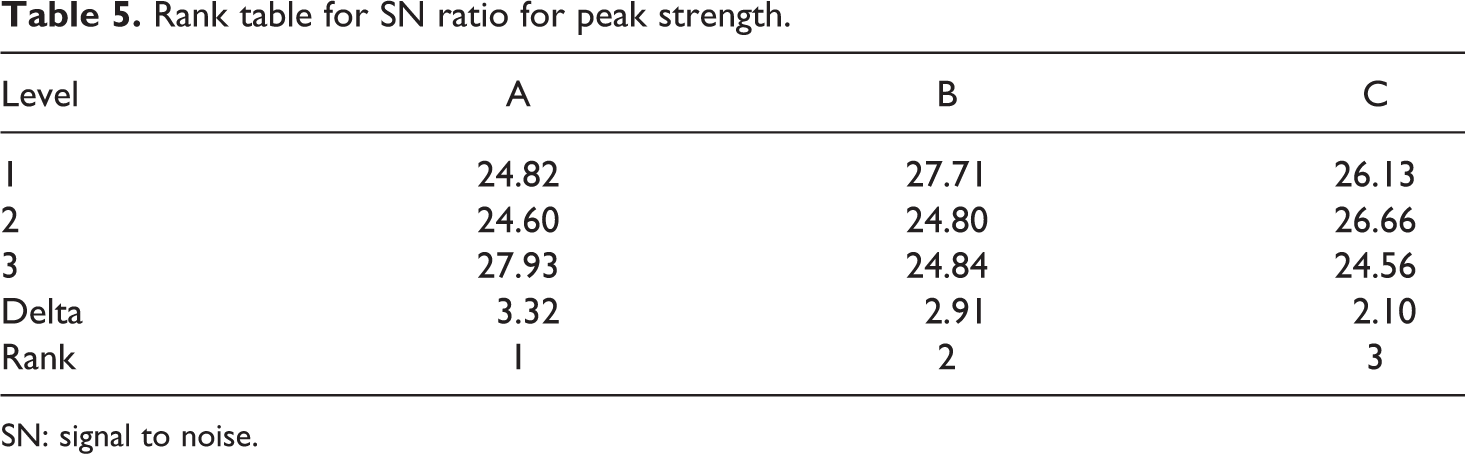
SN: signal to noise.
Error in ANOVA model for all properties.

ANOVA: analysis of variance.
Confirmatory experiment results.

Further, the data given in Table 3 has been used again for optimizing the 27 trails as each setting was repeated for three times and historical data approach has been used in optimizing the obtained output for quadratic model. From historical data approach (see Table 8) analysis, it has been observed that interaction between parameters played important role in output (as those interaction were significant) as F values for some of the variables were greater than 50 or p value less than 0.0001 and model was also significant. The model Fisher’s (F) value of 59.73 implies the model is significant. There is only a 0.01% chance that this F value could occur due to noise. p values less than 0.0500 indicate model terms are significant. In this case, B, AB, AC, BC, A2, B2 are significant model terms. Values greater than 0.1000 indicate the model terms are not significant. The Predicted R2 of 0.9183 is in reasonable agreement with the Adjusted R2 of 0.9476, that is, the difference is less than 0.2 (see Table 9). Adeq Precision measures the signal to noise ratio. A ratio greater than 4 is desirable. Ratio of 25.178 indicates an adequate signal. This model can be used to navigate the design space. The predictability of historical optimization has been given by Figure 7, which shows the predicted and actual values are very near, hence the used model is accurate for investigation of output property.
ANOVA for quadratic model using historical approach.
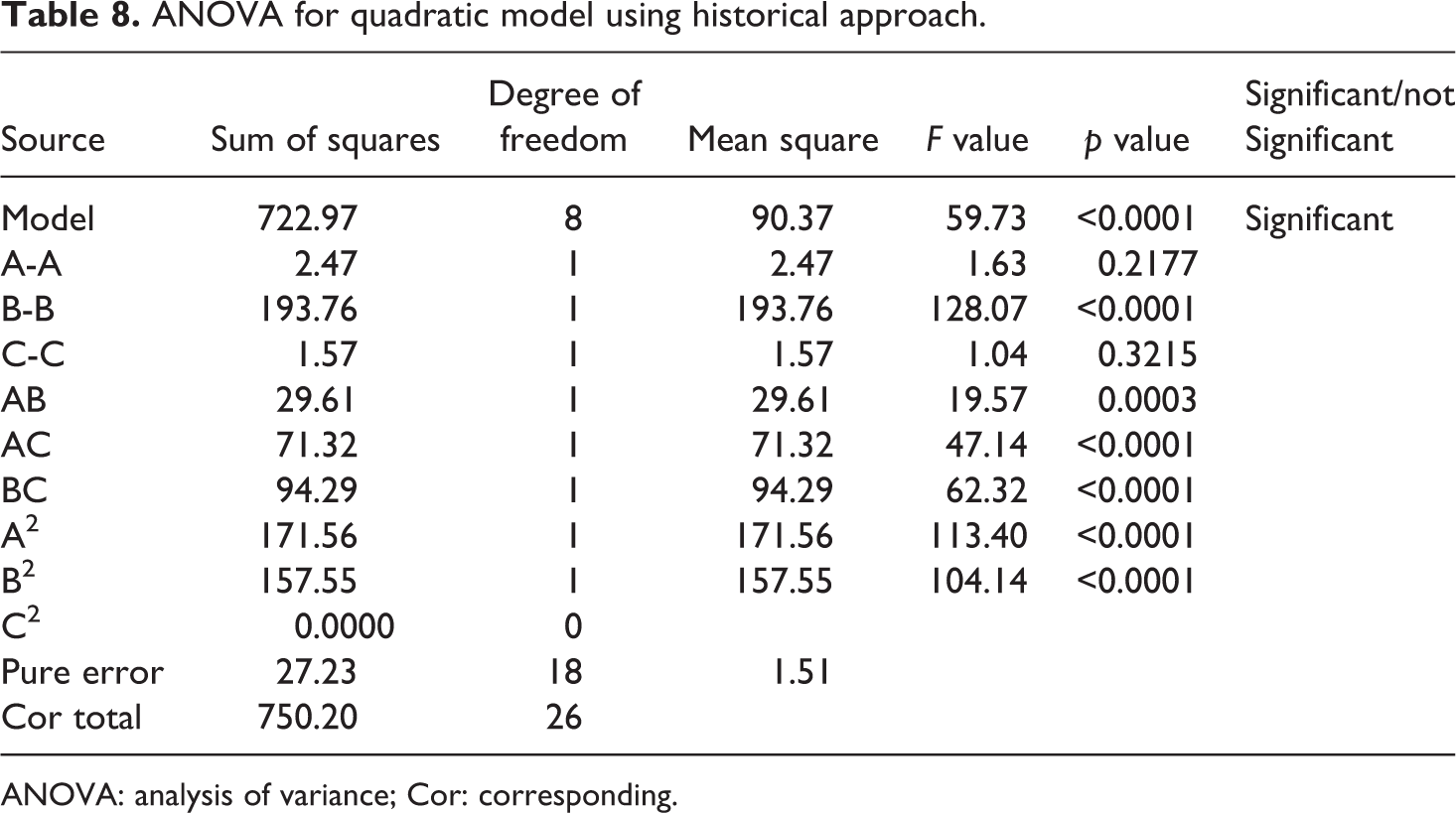
ANOVA: analysis of variance; Cor: corresponding.
Fit statistics for peak strength.
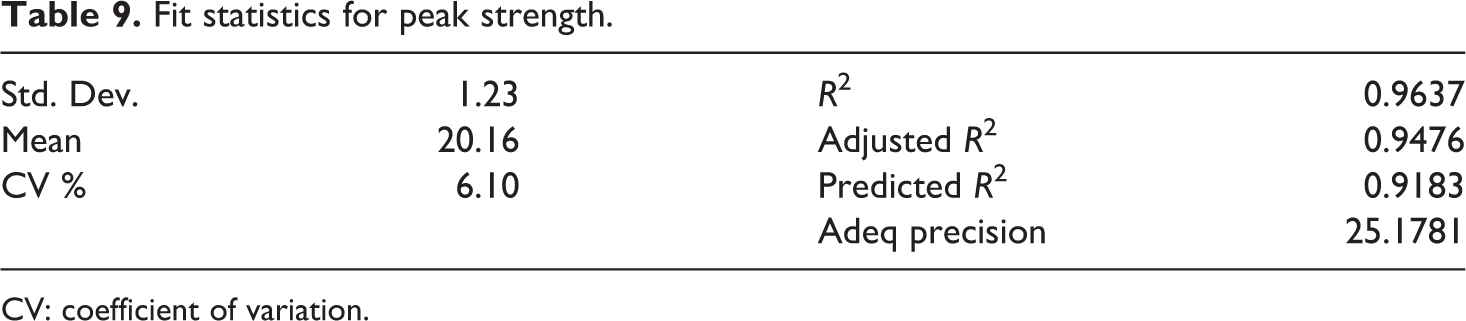
CV: coefficient of variation.
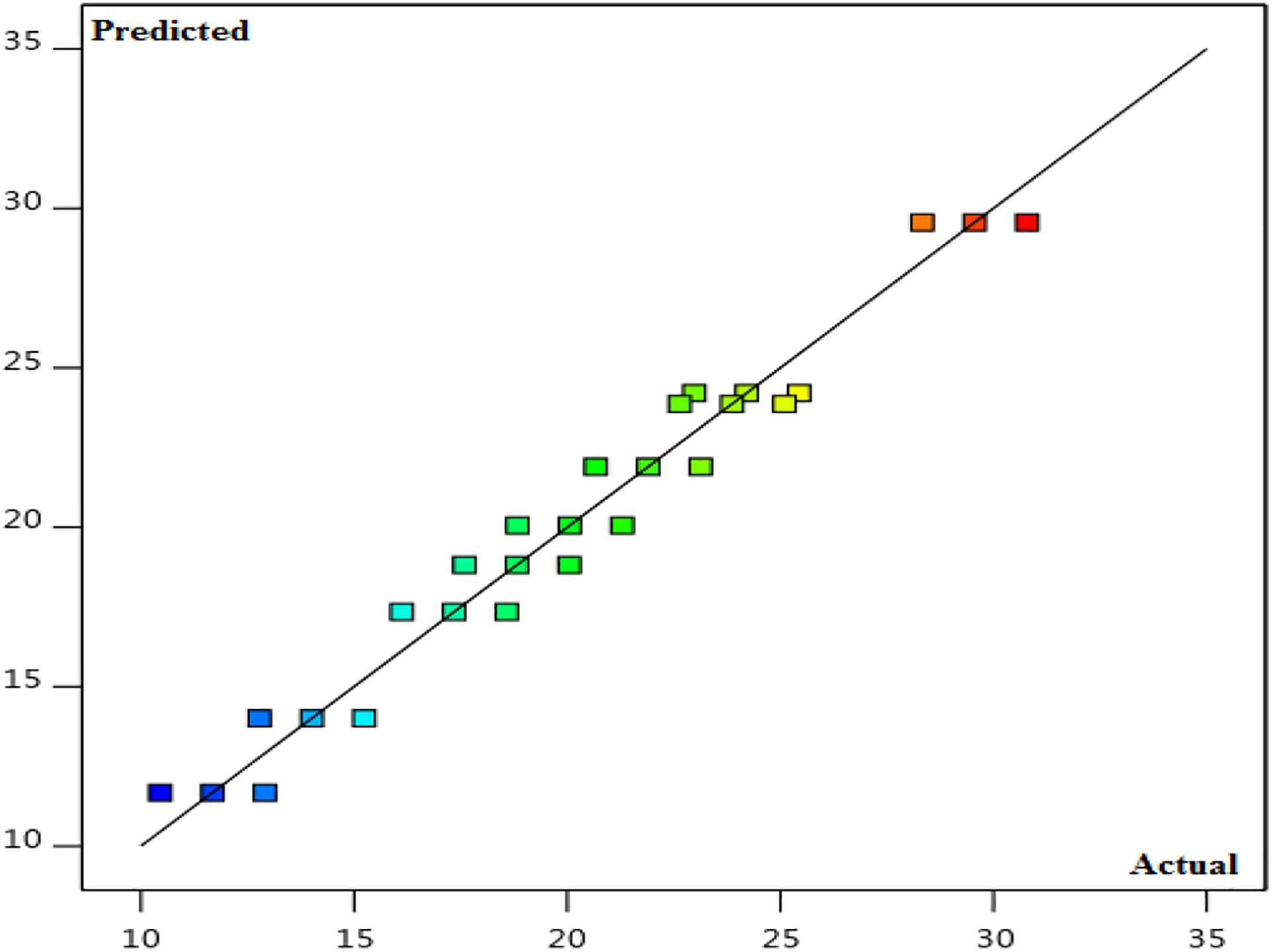
Predicted versus actual graph for peak strength.
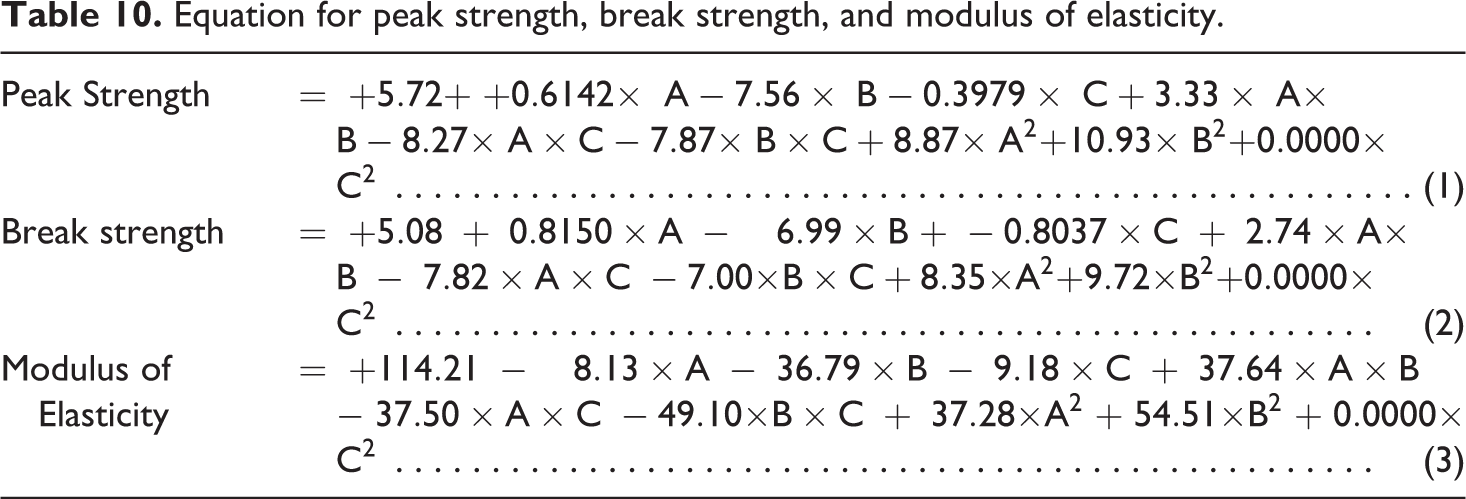
Based on historical data approach, regression equation has been obtained (see Table 10) which was used to plot 3-D curve so that effect of input parameter may be analyzed. Using equation (1) for peak strength 3-D plot for input parameter infill density and infill angle has been obtained and the base shells of 3-D plot (see Figure 8) clearly signifies that choosing the low value of infill angle and high value of infill density produces maximum peak strength while taking the third parameter (infill speed) constant as it contributed least toward output.
Equation for peak strength, break strength, and modulus of elasticity.
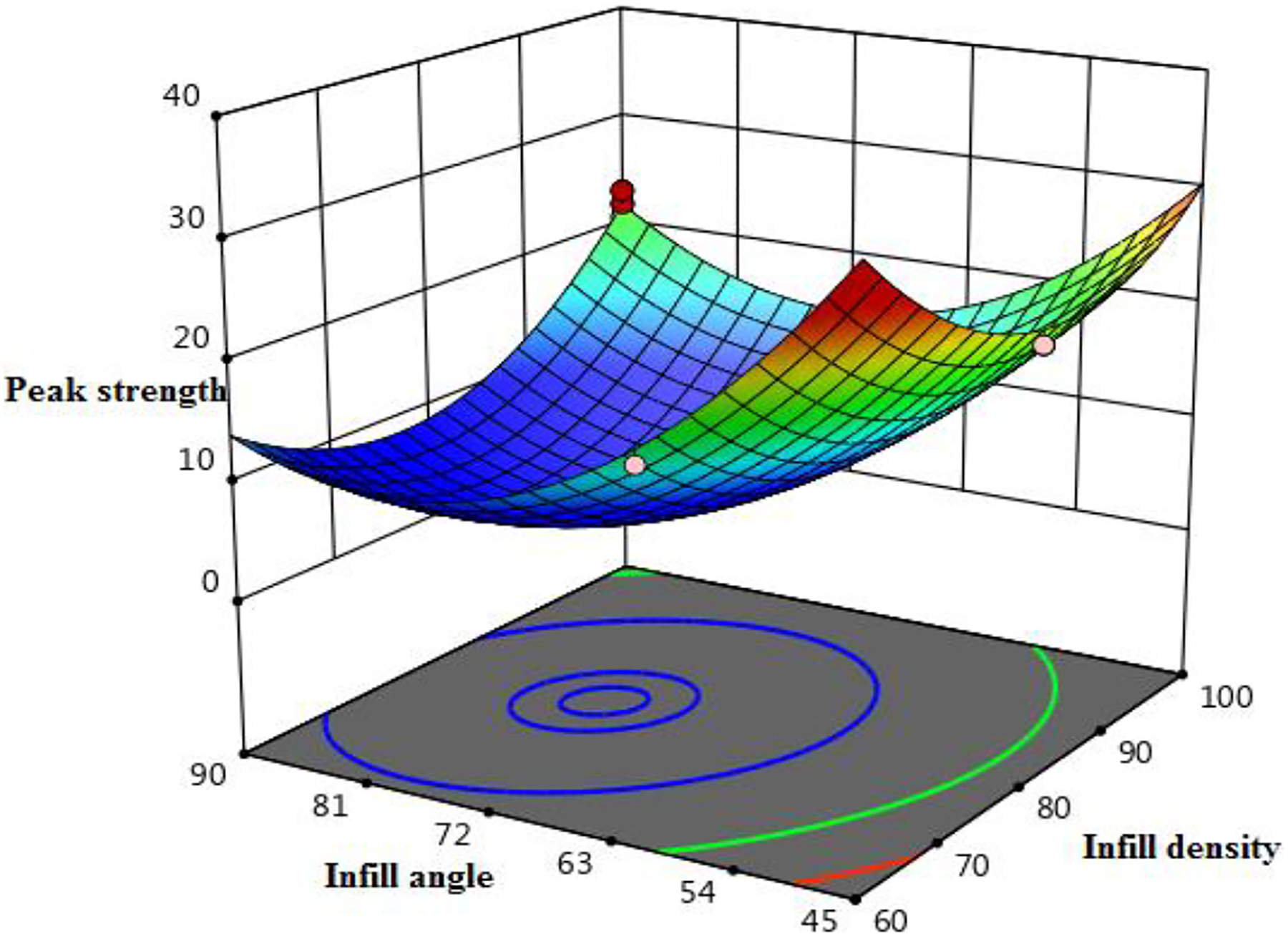
3-D surface plot for peak strength.
Morphological analysis
Shore D hardness
3-D printed samples were subjected to shore D hardness testing and the hardness values for all 9 samples have been given in Figure 9 which indicates that hardness of sample is related with mechanical properties as for the samples which have shown better peak strength and break strength hardness have also shown better trend. Moreover, high hardness of sample reflected the low values of porosity.
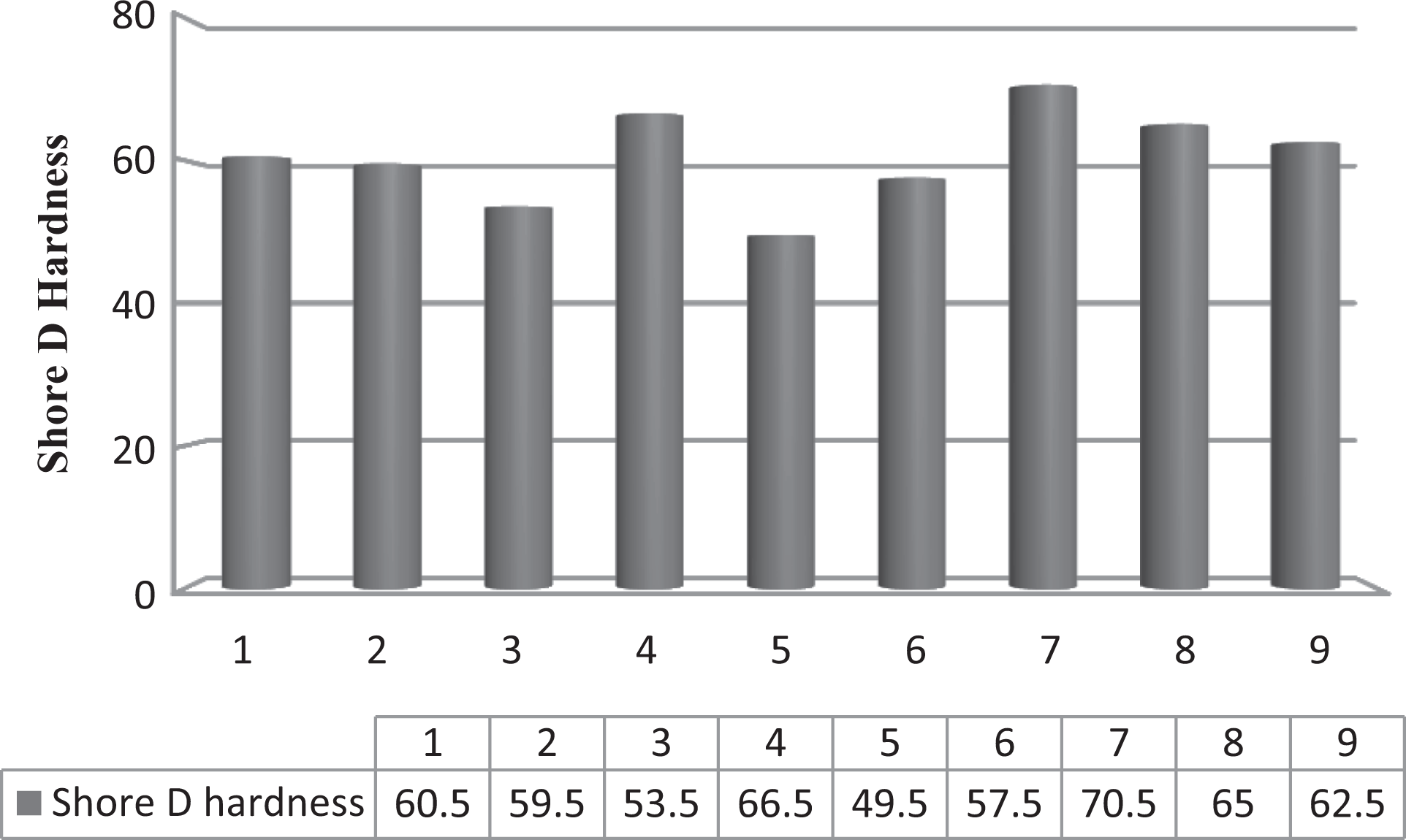
Shore D hardness results of printed samples.
Porosity results
All UTM tested parts were then subjected to porosity testing using photomicrographic analysis at 100× magnification and it was observed that the sample 7 has least porosity value (see Figure 10) of 6.02% and maximum value of porosity was possessed by sample 5 (16.12%), which clearly indicated that porosity values of samples have direct correlation with mechanical properties. As it is a general fact that high porosity of structure leads to poor mechanical property. Thus low structural porosity of 3-D printed samples has shown better resistance toward fracture.
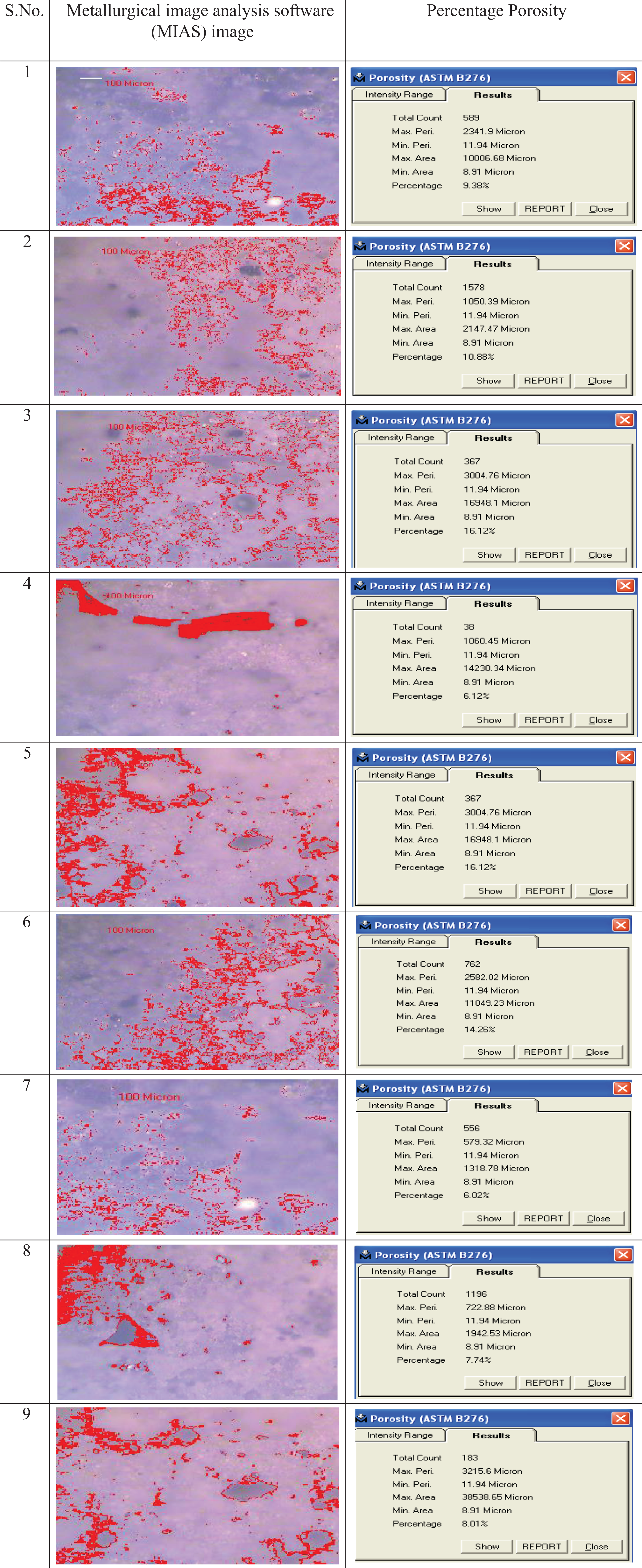
Porosity results of fractured samples (at ×100) as per Table 2.
Micrographs of fractured surface
The fractured samples (prepared as per Table 2) were subjected to tool maker’s microscope at 30× magnification and photomicrographs have been taken which clearly indicates the porosity holes present of surface as shown by Figure 11. For better clarity, photomicrographs observed in Figure 11 were reprocessed for 3-D rendering and surface roughness (Ra) analysis (Figure 12). As observed from Figure 12(a) to (d) for samples with poor and best mechanical properties (i.e. samples prepared at S. No. 5 and 7 as per Table 3), more uniformly distributed structure with less Ra may be the key factor for controlling the mechanical properties. The results are in-line with the previous studies reported on porosity, Ra value, and surface hardness.23–25
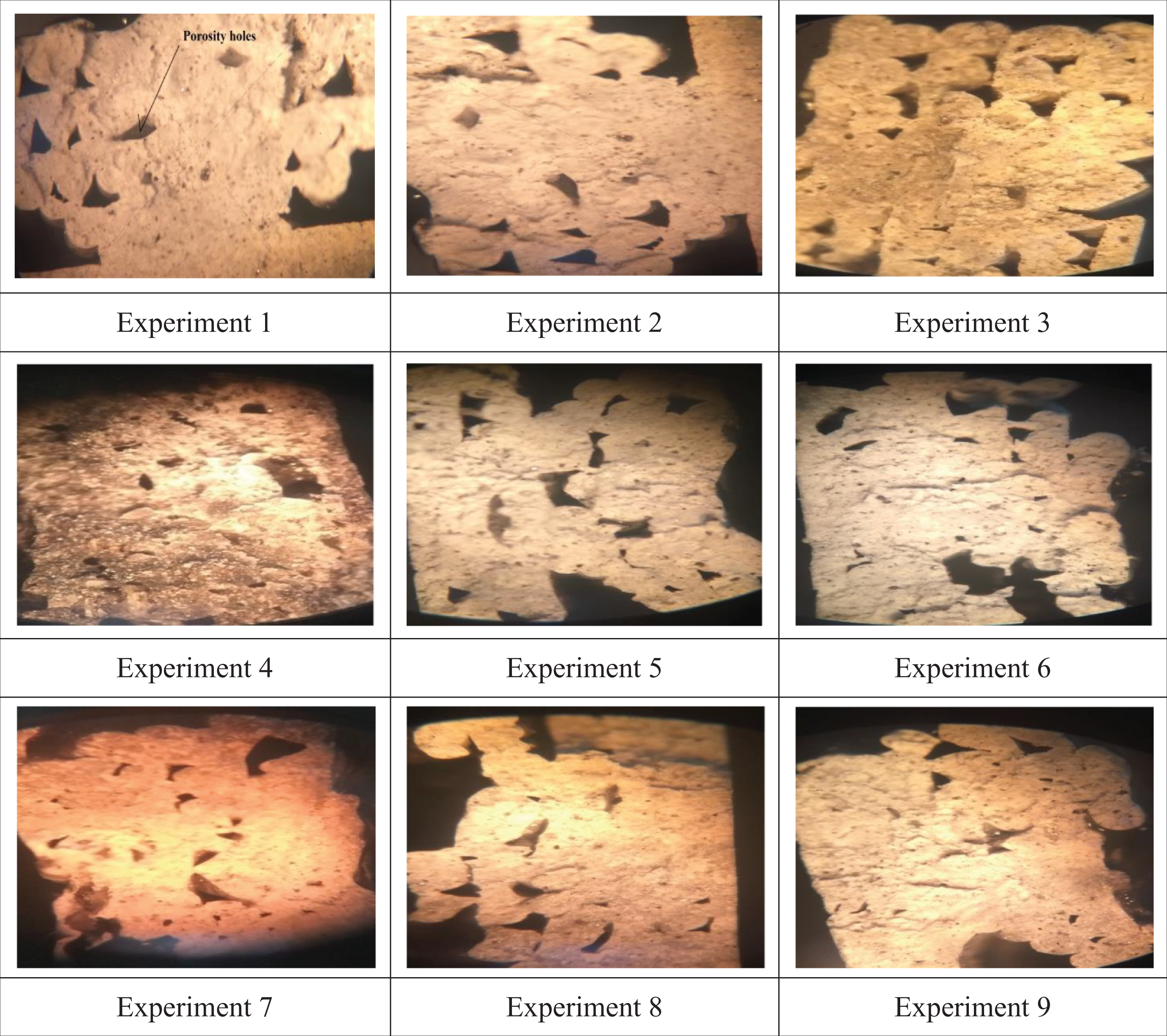
Photomicrographs (at ×30) for fractured surface (as per Table 3).
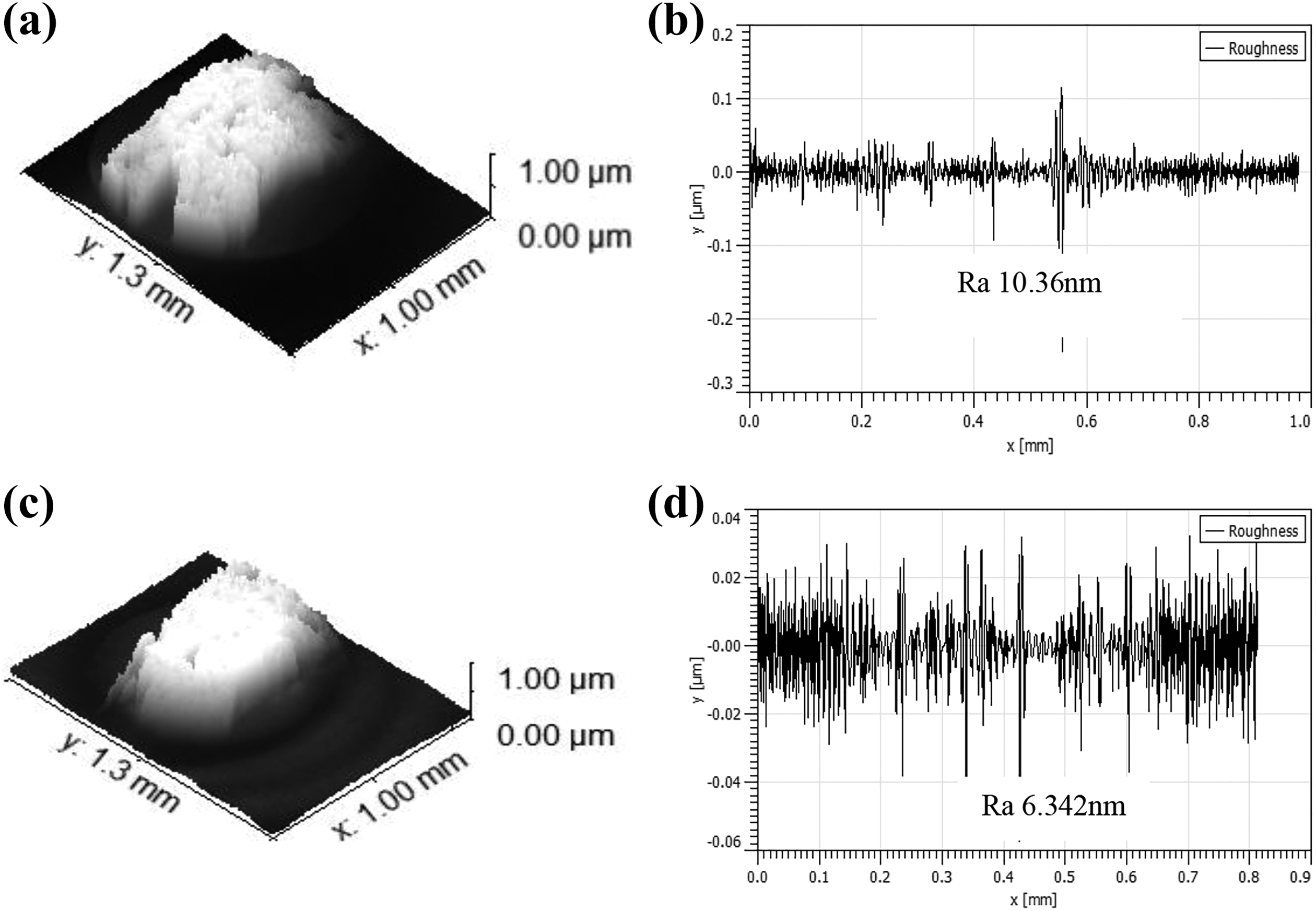
(a) Rendered photomicrographic image for sample prepared at S. No. 5, (b) Ra profile for sample prepared at S. No. 5, (c) rendered photomicrographic image for sample prepared at S. No.7, (d) Ra profile for sample prepared at S. No. 7 as per Table 3.
Conclusions
In present investigation, 3-D printing of tensile specimen (magneto sensitive feedstock filament) has been performed using Taguchi L9 approach, UTM testing, optimization of model using ANOVA and historical data approach, and morphological testing (porosity and photomicrographs) so as to relate the mechanical properties with the morphological properties. From the present study, following conclusions may be drawn: Infill density of 100%, infill angle of 45°, and infill speed of 70 mm/s have given best result for peak strength and break strength. ANOVA model suggested that there may be some missing terms in model prepared based upon Taguchi L9 OA, which indicated poor predictability as the model was not significant due to error greater than 10%. Historical data approach has ascertained that interaction among input variables has played greater role than single variable effect toward output which resulted in predictable model and accuracy of model was also higher. Morphological analysis suggested us that sample printed with maximum density and low infill angle has minimum porosity and thus has shown better mechanical results.
Future scope
From current investigation, it has been found that filament prepared with magnetic property can be 3-D printed using FDM. Nonstructural application such as printing of low cost tiles having magnetic response can be explored for future applications in civil engineering applications.
Footnotes
Acknowledgement
The authors are highly obliged to Thapar Institute of Engineering and Technology, Patiala and Guru Nanak Dev Engineering College, Manufacturing Research Lab, Ludhiana for continuous and valuable support toward this research.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.