
Abstract
This article reports the comparison for mechanical and morphological properties of 3-D printed tensile specimen with fused deposition modeling by using multiblended and hybrid blended polylactic acid (PLA) matrix. The multiblended PLA matrix was 3-D printed as tensile specimen (as per American Society for Testing and Materials 638 type IV) comprising of 06 layers (01 layer PLA + 01 layer of PLA + polyvinyl chloride + 02 layers of PLA + wood powder + 02 layers of PLA + Fe3O4) each with layer thickness of 0.53 mm. The hybrid blended PLA matrix was also 3-D printed with similar dimensions and printing conditions. The composition/proportion of hybrid blended and multimaterial blended matrix has been selected on the basis of similar melt flow index (MFI) range and the final matrix was compared on basis of equal number of layers (06), similar rheological range (MFI: 40–45 g/10 min) and volume of product (same dimension of prototype). The results of study suggested that the 3-D printed functional prototype of multiblended PLA matrix has better mechanical and morphological properties than hybrid blended PLA matrix. The peak strength and break strength of hybrid blend-based prototype were observed to be 29.56 MPa and 26.60 MPa, respectively, whereas for the multimaterial-based functional prototypes, it was 46.28 MPa and 41.65 MPa, respectively. The results are also supported with scanning electron microscopy-based images, 3-D rendered images, and energy-dispersive X-ray analysis analysis.
Keywords
Introduction
The use of fused deposition modeling (FDM) as one of the additive manufacturing techniques is very common nowadays especially for low-cost product development. 1 It offers a wide range of variability in design matrix of product which makes it suitable for critical designs. The processing parameters of FDM affect the quality of product significantly. 2 With the advancement of thermoplastic materials researchers have shown interest in biodegradable polymeric matrix such as polylactic acid (PLA). From mechanical performance viewpoint in case of FDM printed parts, it has been reported that 225°C of nozzle temperature has given the best tensile modulus for virgin PLA. Whereas part geometry has also played significant role in mechanical performance and processing temperature controlled the morphological behavior of PLA-based functional prototypes. 2 Various commercial 3-D printer based on FDM technology are available in market today such as Divide by Zero model, Cube-2 3-D printer, and Stratasys FDM. Some studies have reported the tensile properties of PLA for different sets of input parameters. Build orientation with 0° has shown maximum tensile strength than any other build orientation angle in case of PLA printing on FDM. 3 Further fatigue property of PLA-based 3-D printed parts has shown maximum fatigue life for 45° build orientation for the cyclical loading on universal tensile testing machine (UTM). 4
PLA represents a biodegradable polymer with high strength properties and thus is beneficial for biomedical applications. Some studies have reported the fusion of silver particles on 3-D printed surface of PLA for antimicrobial applications. It was suggested that the printed structure had voids in inter and intralayer which was found beneficial for synthesis of foreign particles on its surface. 5 PLA polymeric matrix has been used for printing of textile-based designs to know its capability for future textile application. 6 The input process parameters of FDM have great impact on adhesiveness of fabricated part and it has been observed that with increasing nozzle speed and raster width, the adhesive character of fabricated part increased with the same proportion.7,8 Various fibers such as carbon fiber (CF), glass fiber, and Kevlar fiber have been tested as reinforcement in nylon matrix and it has been observed that the reinforcement of CF in nylon matrix improved the tensile strength of composite by six times that of nonreinforced matrix. 9 Reinforcement of thermotropic liquid crystalline polymer (TLCP) in polypropylene proved that with increased fiber content of TLCP (upto 40 wt%) in the polymeric matrix, the mechanical properties were found to be improved. 10
Polyurethane/PLA reinforced with graphene oxide (GO) has been examined for its biocompatibility and anisotropic behavior of nanocomposite by some researchers. In this study, mechanical and thermal properties were observed to be enhanced significantly with addition of nanosize GO. 11 PLA with reinforcement of multiwalled carbon nanotube has been explored for high electrical conductivity and prototype of liquid sensor has been printed for sensor application. Various input process parameters affecting the topography of printed prototype have been evaluated for the optimized condition. 12 PLA has been reinforced with silica nanoclay (4 wt%) to evaluate the composite mechanical, dynamic, and morphological behavior. It has been observed that 115% improvement in elastic modulus was obtained when silica nanoclay added to the polymeric matrix. Mechanical, dynamic, and morphological properties were observed to be improved than virgin PLA product. 13 Investigators have worked on the PLA-reinforced matrix with graphene (upto 10 wt%) for electrical, electromagnetic shielding, and mechanical performance evaluation for the printed composite feedstock filament. The tensile modulus (2454 MPa) has been improved by 34% and tensile strength got improved by 27% (for 3-D printed part). Whereas all other properties, such as electrical and electromagnetic induction, were also improved with the reinforcement of graphene. 14 Some recent studies have been reported on PLA reinforcement with polyvinyl chloride (PVC), magnetite powder (Fe3O4), and wood powder for nonstructural engineering applications.15–18 Researchers have investigated the effect of almond skin in the PLA matrix and have observed that upto 2.5 wt% of almond skin improves the mechanical performance of PLA, whereas higher loading has resulted into poor performance and also the standard operating conditions for FDM has been optimized. 19 Many other researchers have worked for FDM printing of PLA matrices with different reinforcement such as for heat conduction of polymeric material. 20 The researchers have performed FDM optimization for different range of polymeric material with various reinforcements so that standard working conditions may be observed for future researchers.21–27
Problem formulation
The 3-D printing of functional prototypes with hybrid blended matrix (single material matrix made of different reinforcement with thermoplastic base) is quite common but multimaterial 3-D printed components are still less explored (Appendix 1). This article reports the comparison of mechanical and morphological properties of 3-D printed functional prototypes prepared with FDM by using multiblended and hybrid blended PLA matrix. The multiblended PLA matrix was 3-D printed as tensile specimen as per American Society for Testing and Materials (ASTM) 638 type IV with thickness as 3.2 mm, comprising of 06 layers (01 layer PLA + 01 layer of PLA + PVC + 02 layers of PLA + wood powder + 02 layers of PLA + Fe3O4) each with thickness of 0.53 mm. The hybrid blended PLA matrix was also 3-D printed with similar dimensions and printing conditions. The composition/proportion of hybrid blended and multimaterial blended matrix has been selected on the basis of similar melt flow index (MFI) range and the final matrix was compared on basis of equal number of layers, similar rheological range, and volume of product. In the present research, an effort was made to prepare two different sets of feedstock filament of polymeric material using PLA as basic polymeric matrix and PVC, magnetite powder, and wood powder as reinforcement. The prepared feedstock filaments have been used to 3-D print standard tensile specimen and tested for mechanical as well as surface properties using UTM, scanning electron microscopy (SEM), and 3-D surface rendering for surface roughness profile.
It should be noted that the layer order of multiblended 3-D printed specimen was selected in such a manner that the properties of functional prototype for multiblend PLA matrix may be tested reasonably as the proposed matrix design is to be tested for 3-D printing of polymeric tiles applications for interior decoration to replace PVC panels, which have environmental issues due to its nonbiocompatibility. First outer layer of PLA without reinforcement, so that the polymeric layer in direct relation with human may be of biocompatible grade. The second (01 inner) layer of PLA + PVC was selected, so that the brittle matrix of PLA could be given some flexibility by addition of PVC and, moreover, the waste of PVC can be handled by adding the PVC matrix in the PLA matrix). The third and fourth layer of layer of PLA + wood powder was selected as the addition of wood into the PLA matrix lowers the heat conduction significantly and improves the strength of PLA matrix and the last two layers of PLA + Fe3O4 was chosen so that the material matrix may have some 4-D characteristics for self-assembly characteristics.
Material and method
The polymeric material such as PLA and PVC in granular form was purchased from Batra polymers, Ludhiana, India, whereas the wood power was collected from local woodworking industry and sieve shaken for 50 µm size of particles and Fe3O4 was purchased from Shiva chemicals limited, Ludhiana, India, in 44 µm size.
Hybrid blended matrix preparation
For hybrid blended matrix, the selected composition/proportion was PLA 50 wt%, PVC 25 wt%, magnetite powder 20 wt%, and wood powder 5 wt%. The method used to mix/blend the selected composition was mechanical mixing and the composite mixture was processed on twin-screw extrusion (TSE) setup (Model: HAAKE miniCTW, German) at 10 kg load, screw rotation of 50 r/min, and screw temperature of 220°C. The feedstock filaments (Φ1.75 ± 0.05 mm) were prepared on TSE setup and used for FDM printing (Model: Divide by Zero) of standard tensile prototypes according to ASTM D634 type IV standard. Figure 1(a) shows the prepared hybrid blend as granules for TSE process. Figure 1(b) shows the feedstock filament prepared by TSE. Figure 1(c) shows the actual working platform of FDM machine and Figure 1(d) shows the 3-D printed specimen prepared by using fixed printing condition on FDM machine (Model: Divide by Zero, Pune, India).
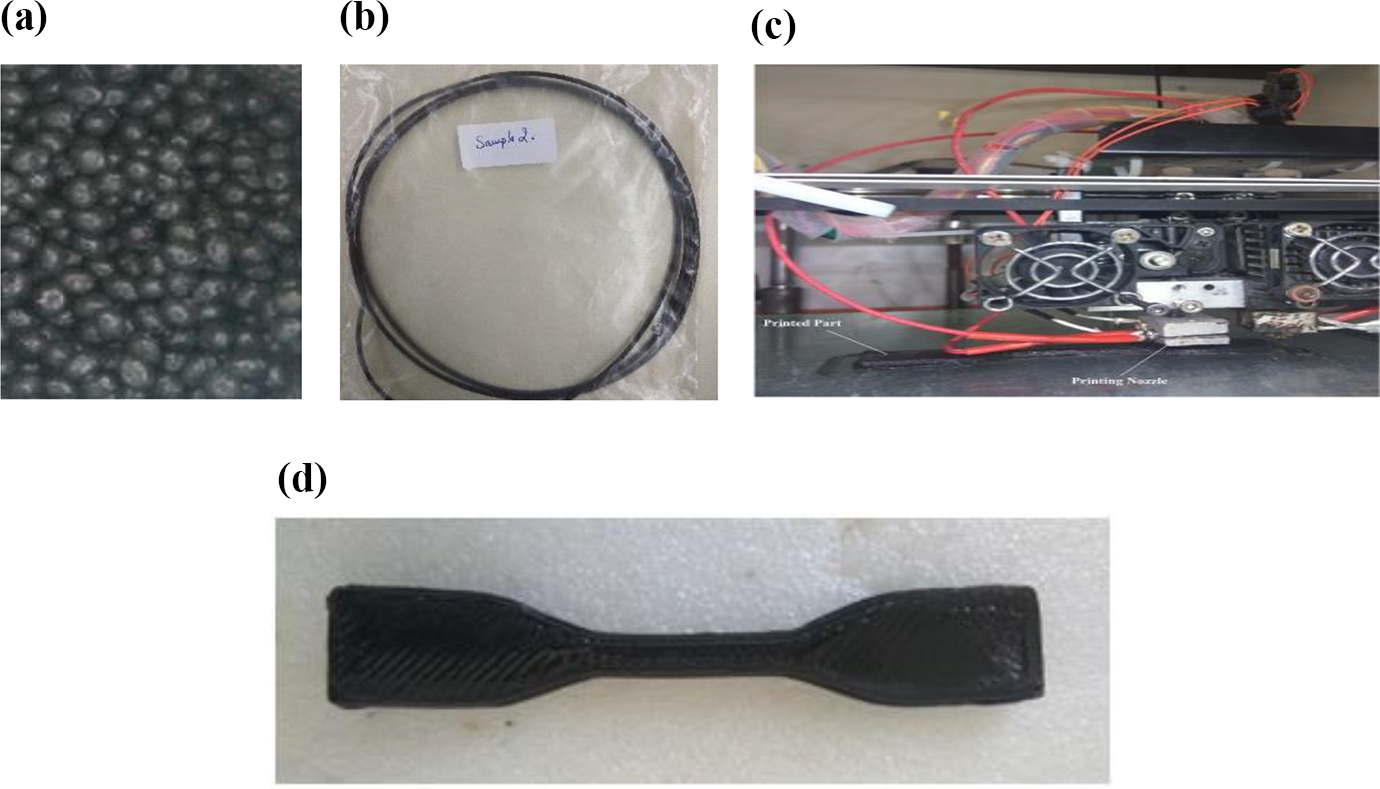
(a) Hybrid blend of polymeric base, (b) prepared feedstock filament, (c) FDM printing of tensile specimen, and (d) 3-D printed tensile specimen.
Multimaterial-based material matrix
For multimaterial blend, PLA was taken as base matrix and four different feedstock filaments were prepared using TSE with similar extrusion conditions similar to hybrid blended matrix and the prepared feedstock filaments were used to print six different layers as under:
First layer of PLA > second layer of PLA (75 wt%) reinforced with PVC (25 wt%) > third and fourth layer of PLA (95 wt%) reinforced with wood powder (5 wt%) > fifth and sixth layer of PLA (80 wt%) reinforced with magnetite powder (20 wt%) for single tensile specimen. Figure 2(a) to (d) shows the different blends of PLA base for TSE processing and Figure 2(e) to (f) shows the top view and front view of multimaterial matrix-based 3-D printed specimen on FDM machine.
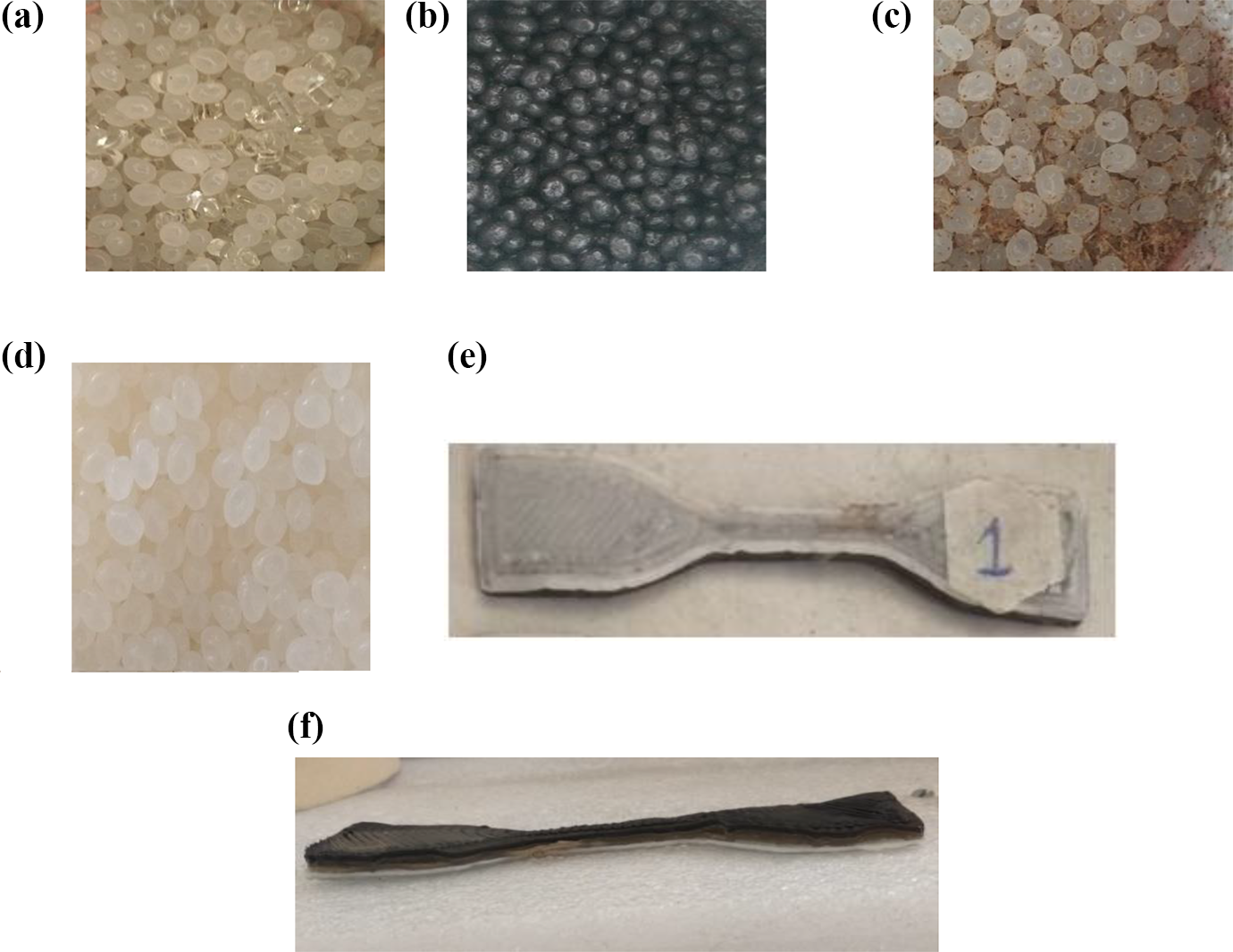
(a) Reinforced matrix of PLA reinforced with PVC, (b) PLA reinforced with 20 wt% magnetite powder, (c) PLA reinforced with 5 wt% wood powder, (d) polymeric matrix of PLA (100 wt%), (e) top view of multimaterial-based 3-D specimen, and (f) front view of multimaterial-based 3-D specimen.
Experimentation
For 3-D printing of functional prototypes, commercial FDM printer was used at following fixed settings: → Nozzle diameter: 0.5 mm → Bed temperature: 70°C → Infill speed: 100 mm/s → Infill angle: 45° → Infill density: 100% → Extrusion (nozzle) temperature: 225°C → Number of layers: 06 → Number of perimeter: 03 → Infill pattern: Rectilinear
UTM testing
The prepared specimen for hybrid blend-based matrix and multimaterial matrix-based 3-D prototypes were tested using UTM machine of 5000 N capacity with 30 mm/min uniform speed and 50 mm grip separation. Mechanical properties such as peak load, peak elongation, break load, and break elongation were observed and noted for further comparison of 3-D printed prototypes.
SEM characterization and 3-D surface rendering
The images of samples after UTM testing were captured using SEM. SEM images were taken at 500×, 1000×, 2000×, and 3000× magnification for hybrid blend-based 3-D printed prototype. For multimaterial matrix-based prototype, SEM images are taken at 30× and 1000× magnification at three different interfaces of functionally graded layers. The images were further processed with image processing software and 3-D rendered images of surfaces were taken for roughness profile to correlate the mechanical properties with surface properties.
Results and discussion
Mechanical properties
Table 1 presents the comparative mechanical properties of hybrid and multimaterial matrix-based 3-D printed sample. Figure 3(a) shows the stress versus strain graph for hybrid and Figure 3(b) shows the stress versus strain graph for multimaterial matrix-based 3-D printed prototype tested on UTM machine. From UTM testing, it has been observed that the mechanical properties for multimaterial matrix-based 3-D printed prototypes were far better than hybrid blend matrix-based prototype. Three samples for each type of blend were prepared, so that deviation in results may be quoted. It is clear from Table 1 that the mechanical performance of multimaterial matrix-based specimen is nearly double the mechanical performance of hybrid blend-based matrix of 3-D printed specimen. This may be due to two reasons; first it may be due to lower wt% (nearly half) of PLA material in hybrid matrix and second reason may be due to the design of specimen as in multimaterial-based matrix, in which six layers of four different composite materials have been printed for functional grading of prototypes and, moreover, PLA base is present in each of the layer which resulted into stronger bonds at interfaces and each layer have yielded at different location resulting into ductile failure rather than brittle failure. Peak strength (PS) for multimaterial matrix part was found to be 46.27 N/mm2 which was approximately 157% that of hybrid material matrix-based specimen. From Figure 3(a) and (b), it is clear that the strain capacity of multimatrix-based part is much better (nearly double) than the strain capacity of hybrid blend matrix-based 3-D printed part. This may be again due to the different layer material of multimaterial matrix-based 3-D printed part which resulted into ductile failure of specimen and failure at different location of different location may also be one of the reason of better strain capacity of specimen.
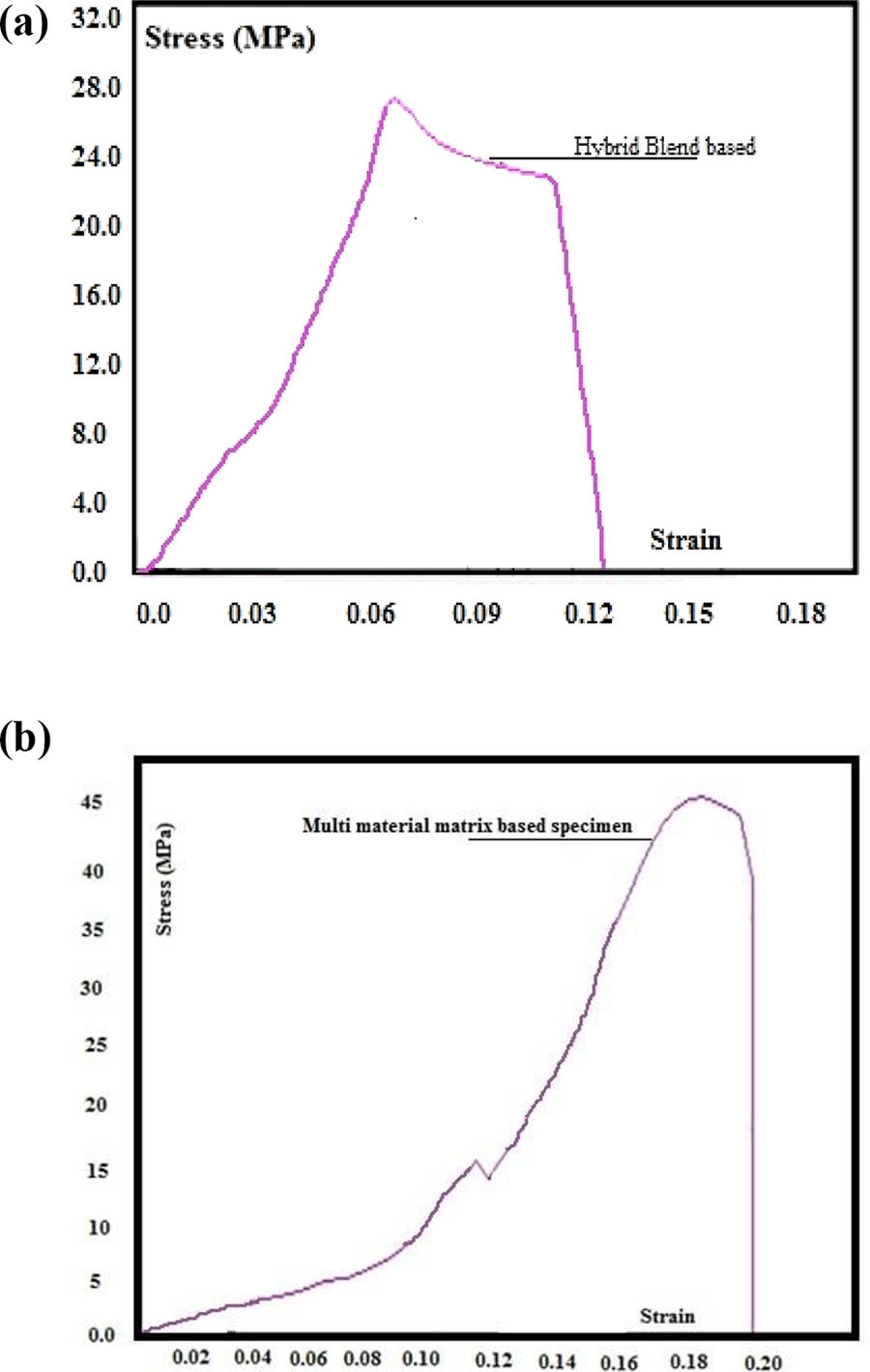
Stress versus strain graph for (a) hybrid material matrix part and (b) multimaterial matrix.
Mechanical properties of hybrid and multimaterial matrix-based 3-D specimen.
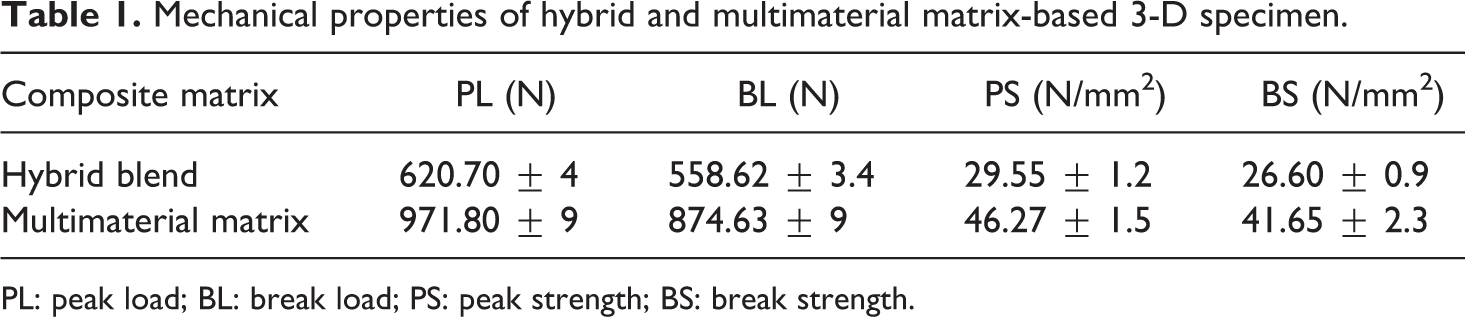
PL: peak load; BL: break load; PS: peak strength; BS: break strength.
Surface property characterization
SEM and EDAX characterization of fractured surface of hybrid blended matrix-based 3-D printed prototype
The fractured samples on UTM machine were subjected to SEM characterization so that internal surface of 3-D printed sample may be observed for correlation of mechanical properties with surface characteristics. Four different images were taken using different magnification varying from 500× to 3000× magnification scale for 3-D printed specimen/prototype made of hybrid blended matrix. Figure 4 shows the SEM images of prototype made of hybrid blended matrix. It has been observed that several circular shape voids are present on fractured surface which resulted into poor strength among the prepared composite particles using mechanical mixing ultimately resulting into poor bonding of layers. Figure 4(e) shows the energy-dispersive X-ray analysis (EDAX) report of hybrid blended matrix-based prototype (three different spectrum (surface) were selected to observe the elemental composition (Table 2) present over the surface under observation) which clearly specifies the presence of different atoms of carbon (due to PLA and PVC polymeric blend), chlorine (due to PVC), and Fe (due to magnetite powder) throughout the surface of observed fractured specimen which justifies the hybrid blending.
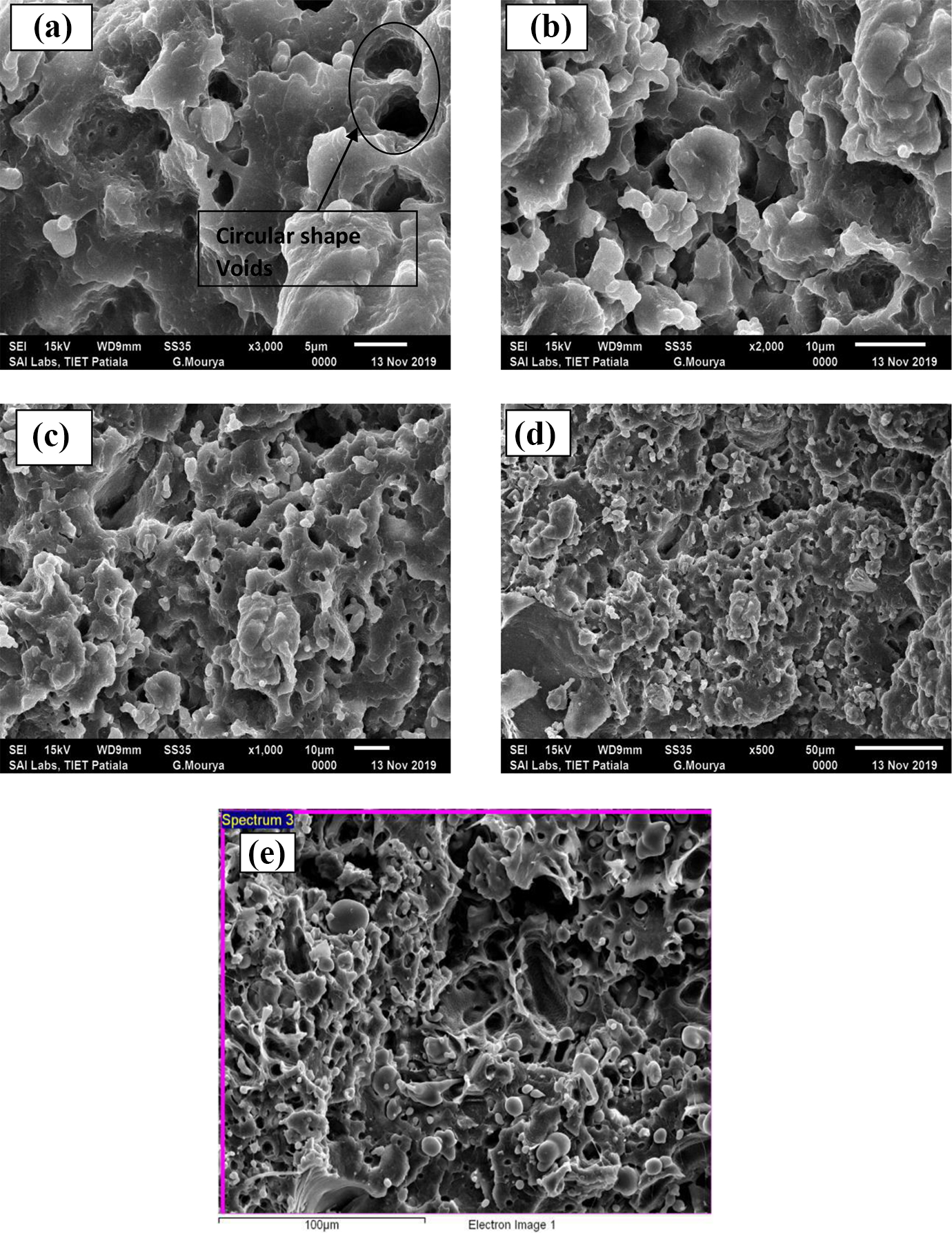
SEM image (a) at ×3000, (b) at ×2000, (c) at ×1000, (d) at ×500 magnification, and (e) EDS spectrum selected for elemental composition of fractured surface.
Elemental composition present over the observed spectrum under EDS testing.
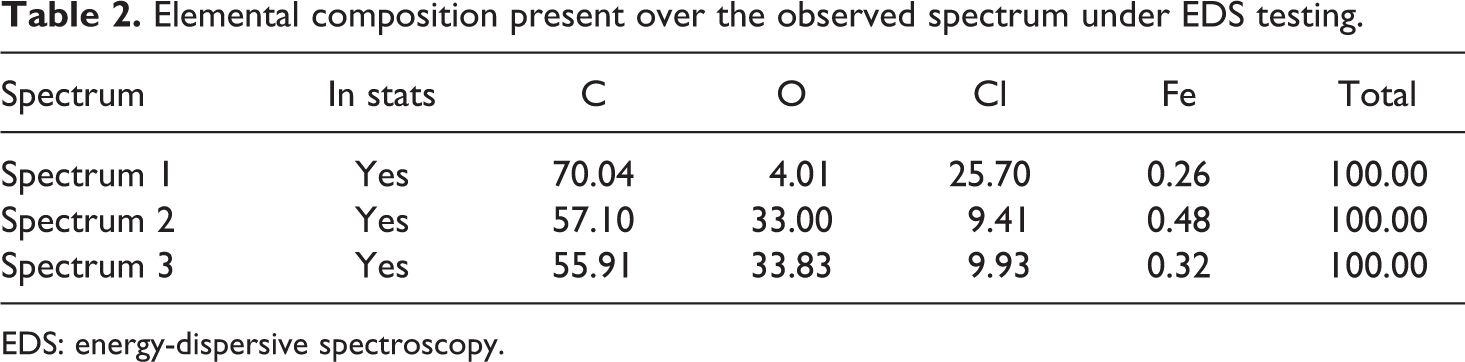
EDS: energy-dispersive spectroscopy.
SEM and EDAX characterization of fractured surface of multimaterial matrix-based 3-D printed specimen
The fractured part of multimaterial matrix-based 3-D printed parts were also subjected to surface characterization using SEM image analysis. The 3-D printed prototype held several interfaces at different location; therefore, one SEM image at 30× magnification was taken so that whole surface may be captured to locate the different interfaces of different layers (Figure 5(a)). Figure 5(b) shows the interface of PLA (100 wt%) and PLA/PVC (75/25 wt%) from which it is clear that the polymeric chain of PLA/PVC got embedded in PLA (100 wt%) layer and has formed strong bonds due to which the mechanical properties were improved than single hybrid matrix. Figure 5(c) and (d) shows the interfaces of PLA/PVC with PLA/wood powder (95/5 wt%) and PLA/wood powder with PLA/magnetite powder (80/20 wt%) interfaces, respectively. Further, Figure 5(e) shows the EDAX characterization at four different locations for observing the elemental composition, so that proper mapping of elements at different interfaces may be observed to know the molecule behaviour while fusion at elevated temperature. As observed from EDAX report (Table 3), it may be observed that at different spectrum location elements were different. It was observed that only in spectrum 1, the presence of Fe particles was observed which specifies the layer contains PLA reinforced with magnetite powder at extreme position thus on application of magnetic field the extreme layer may be magnetized (hence justifies the functionally graded layer formation). Similarly, spectrum 3 contains chlorine and indicates the layer composed of PVC and PLA providing ductility at mid of the structure resulting into more stain capacity of prototype. Spectrum 4 shows the presence of 100% PLA layer as only carbon and oxygen are present as elements of that spectrum.
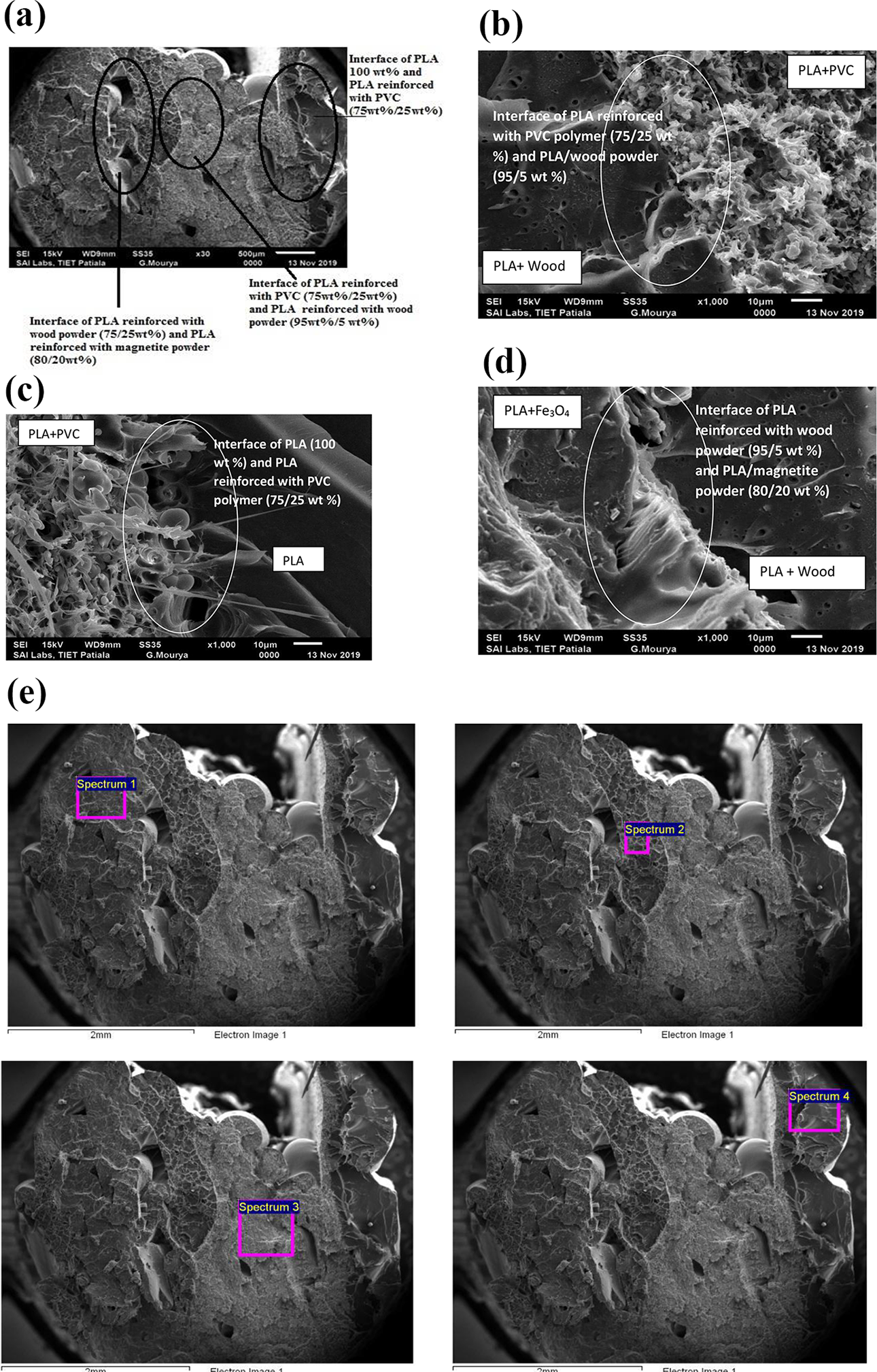
SEM image at (a) ×30 magnification, (b) at ×1000 magnification for PLA and PLA/PVC interface, (c) at ×1000 magnification for PLA/PVC and PLA/wood powder interface, (d) at ×1000 magnification for PLA/wood powder and PLA/magnetite powder interface, and (e) four selected spectrum at different location of observed surface under EDS for multimaterial matrix-based prototype.
Elemental composition present over the observed spectrum of multimaterial matrix-based prototype under EDS testing.
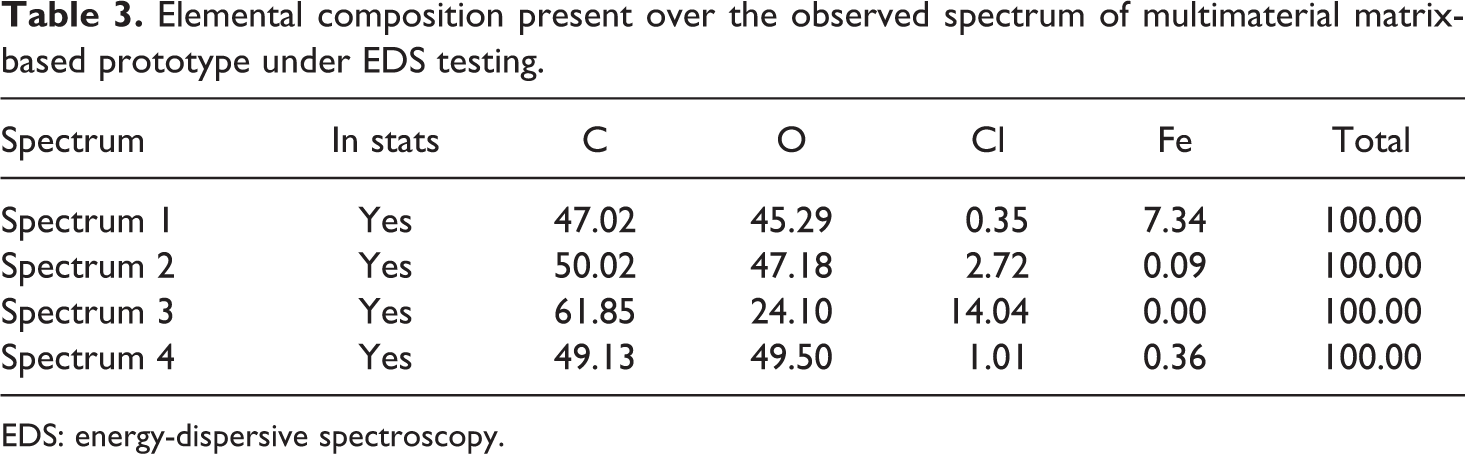
EDS: energy-dispersive spectroscopy.
The SEM image for hybrid blended matrix-based 3-D printed prototype at 1000× was used for 3-D rendering of surface to analyze the surface roughness profile using image processing software at cutoff length of 0.05 mm. From surface roughness (Ra) profile of hybrid blended matrix-based prototype (Figure 6(a)), it was observed that the fractured surface of prototype has larger Ra value (759.8 nm) which was much higher than the Ra value of multimaterial matrix-based 3-D printed part. Similarly, the SEM image of multimaterial matrix-based 3-D printed prototype at 1000× was used for processing the image to observe the surface roughness profile. It was observed from Figure 6(b) that the Ra for multimaterial matrix-based 3-D printed prototype was observed to be 456.3 nm which is approximately 40% of the Ra of hybrid blended matrix-based prototype. Hence, it is ascertained that the Ra of internal parts of printed prototypes also have greater role to play for mechanical performance, which was much better in case of multimaterial printed prototypes. The results are in-line with the observations made by other investigators.16,28,29
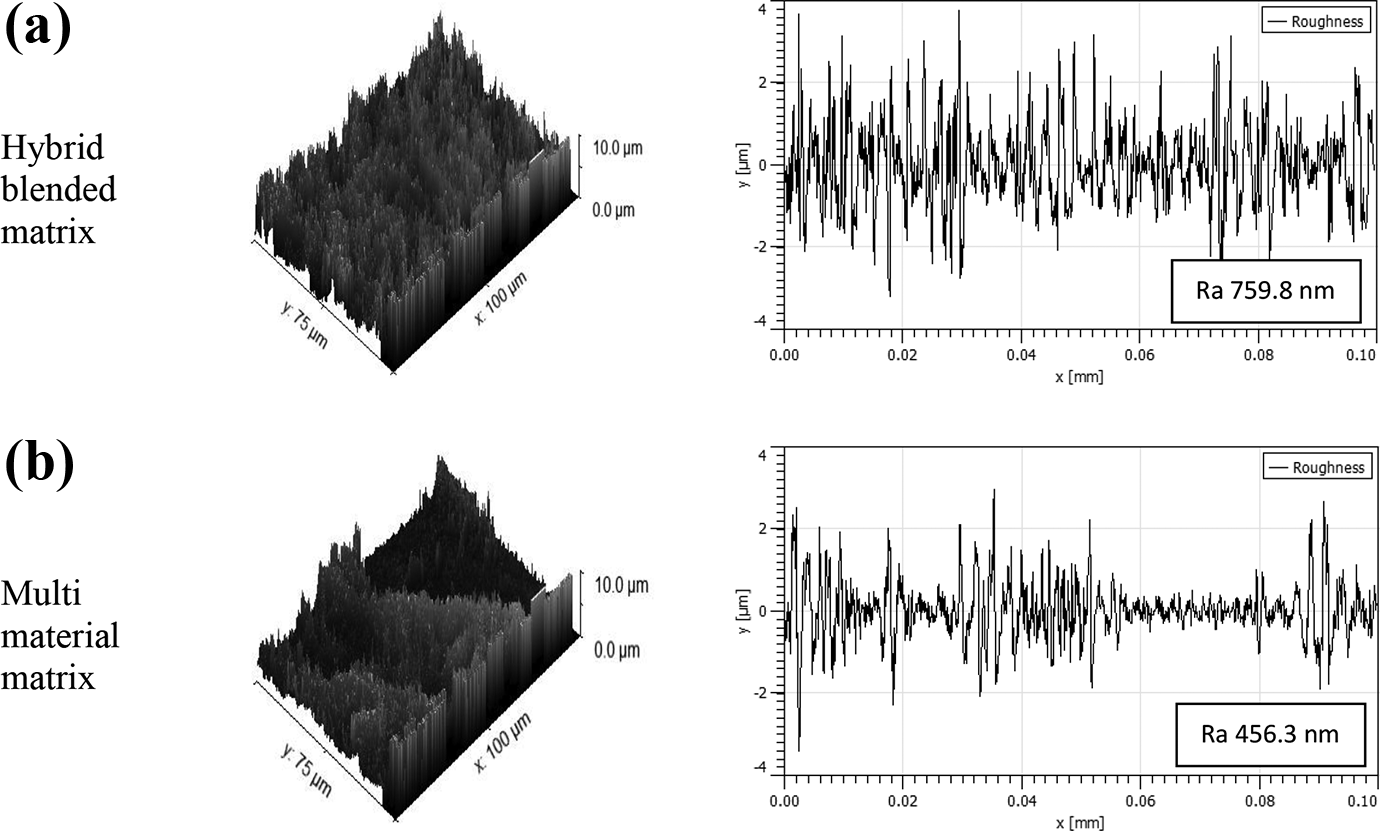
3-D rendered image of (a) hybrid blended matrix and Ra profile and (b) multimaterial blended matrix and Ra profile.
Summary of present investigation
Table 4 presents the summary of present investigation and noted observations on comparison of properties of multimaterial and hybrid blend PLA matrix-based 3-D printed prototypes on FDM machine (with same standard printing conditions).
Comparison of hybrid blended and multimaterial matrix-based 3-D printed prototype.
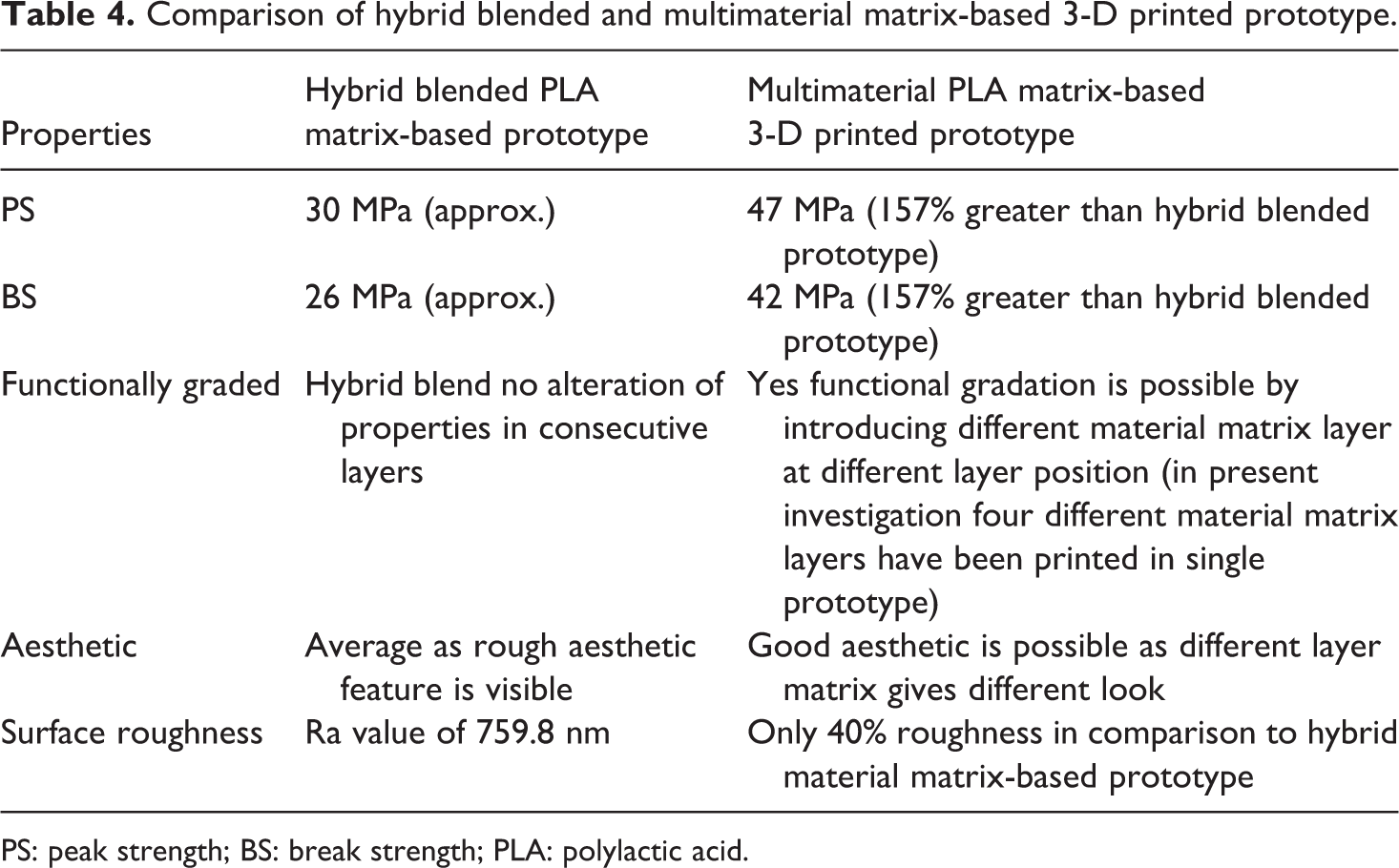
PS: peak strength; BS: break strength; PLA: polylactic acid.
Conclusions
The present investigation has dealt with comparison of hybrid blended PLA matrix and multimaterial blended PLA matrix-based 3-D printed functional prototypes. The UTM, SEM, and Ra profiles of the 3-D printed samples were compared to know which type of matrix for FDM printing is suitable for better mechanical properties.
Following are the conclusions from this work: The mechanical properties of multimaterial blended PLA matrix-based 3-D printed prototype are superior than the hybrid blended PLA matrix-based functional prototypes. It has been ascertained that approximately 157% enhancement of mechanical properties was observed specially for break strength and PS values. From SEM analysis, it was observed that the multimaterial blended PLA matrix-based 3-D printed prototype had several interfaces where the PLA base polymer has shown better affinity for different layers/interface due to which fusion of one layer into other composite layer was observed at interfaces which resulted into better mechanical properties. From 3-D surface rendering, it was observed that the multimaterial blended PLA matrix-based 3-D printed prototype has better Ra (approximately 60% less) than the hybrid blended PLA matrix-based prototype. Thus, better Ra has resulted into better mechanical performance.
In the present work, the findings are limited to some mechanical and morphological properties of hybrid blended PLA matrix and multimaterial PLA matrix-based feedstock filament of FDM machine. Further work may be explored to investigate the comparison for tradition injection or compression molded part with the 3-D printed part. Also in this study, the prototypes were printed using same processing conditions in which input process parameters were kept constant. Further studies may be performed to optimize the mechanical properties based on different sets of input parameters of FDM machine for both of the feedstock filament targeting-specific design and applications.
Footnotes
Acknowledgements
The authors are highly thankful to manufacturing research lab GNDEC, Ludhiana, India, and Thapar Institute of Engineering and Technology, Patiala, India, for providing continuous support.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.