
Abstract
In this work, coffee husk (CH) was used as a reinforcement for polypropylene (PP) to fabricate bio-based composites by compression molding. The effects of three different ratios of CH/PP (70:30, 80:20, 90:10 wt%/wt%) and densities (0.5, 0.75, and 1.0 g cm−3) on the mechanical properties, flame retardancy, water stability, sound, and thermal insulation were studied. Results revealed that the 1.0 g cm−3 composite at 80:20 ratio had the highest tensile and flexural strength (24.5 and 21.5 MPa, respectively). With increase in density, the water stability and flame retardancy of the composites improved. The 1.0 g cm−3 80:20 ratio CH/PP composites had the highest sound absorption coefficient of 0.9 and thermal insulation coefficient of 51.8 mW mK−1, which is within the acceptable range of standards for insulation materials according to TS 805 EN 601 standards. CH/PP composites exhibit favorable properties to be used in false ceiling and insulation panels.
Introduction
Coffee is a high-value commodity product produced from coffee beans, one of the highest traded items. 1 According to the International Coffee Organization, on an average, 7 million tons of coffee beans are produced every year. However, the coffee beans account for only about 50–55% of the dry matter and the remaining 45–50% is generally considered coffee waste depending upon the processing techniques.2,3 The solid waste generated during coffee bean processing is called coffee husk (CH) and is usually considered as waste and disposed by burning or dumping. 2 Several researchers have tried to utilize CH for value-added applications, such as fuel source, dye adsorbent, biomanure, or as a precursor for organic acids. However, most of the literature on CH involve significant chemical treatments, pyrolyzing or other resources, and energy-intensive techniques.3–12 The high cost of fabrication, limited selectivity towards the pollutants, and low thermal efficiency restrict the use of CH in real-life applications.
Lately, the construction industry is under increasing stress to find alternate green solutions to replace conventional building materials. One feasible approach to obtain green building materials is by using agricultural residues. Although agroresidues are not comparable in strength to load bearing elements such as steel, they are lignocellulosic by nature, which has been proven to be useful in imparting flame retardancy, thermal and acoustic insulation, and other features that are required for building materials.13,14 For example, concrete with density between 0.40 g cm−3 and 0.55 g cm−3 has a thermal conductivity of 0.179–0.485 W mK−1, whereas cork scraps-based biocomposite with a density of 0.195 g cm−3 had a thermal conductivity of only 0.070 W mK−1, which was well within the limit for insulation materials (<100 W mK−1) according to TS 805 EN 601 standards. 13 Several bio-based composites were also comparable to granular aerogels in terms of insulation. 15 Additional benefits of biocomposites are that they are inexpensive to fabricate, possess good mechanical properties, have high-specific strength, and are biodegradable as opposed to traditional glass fiber/carbon fiber composites.16–19 These sustainable biocomposites can be the ideal substitutes in the quest for low carbon footprint materials. CH is also one such lignocellulosic residue with 25–45% cellulose, 27–30% hemicellulose, 23–34% lignin, and 1–6% ash. 4 The values are similar to that of rice straw with a slightly lower cellulose content and higher lignin percentage. Higher lignin content in CH could contribute to flame retardancy. 14
To reduce the amount of nonrenewable resources used in building applications and to find an effective alternative approach to use CH, in our current work, we have used CH in its native form without any chemical or physical treatment as reinforcement for polypropylene (PP) biocomposites. The effects of composite densities and reinforcement: matrix proportions on the mechanical, thermal, and acoustic insulation; water absorption; flame retardancy; and morphological properties were studied. The results were compared with other biocomposites and conventional materials currently in use.
Experimental
Materials
CH was obtained from a coffee grower in Chikmagalur, Karnataka, India. CH particles had an average length of 3 mm and a diameter of 25 μm. Nonwoven PP web (density: 0.9 g cm−3, melt flow index: 3.3 g/10 min at 230°C, tensile strength: 35 MPa) was procured from Indian Oil Corporation, Mangalore, Karnataka, India. For the water absorption experiments, deionized water was used. Prior to using, CH was dried in a hot air oven for 5 h at 105°C to remove any moisture content. CH was used without any chemical or physical modifications.
Preparation of composites
To prepare the composites, three combined weights of matrix and reinforcement (250, 500, and 750 g) were chosen. Within the total weights, three different ratios of reinforcement: matrix (70:30, 80:20, and 90:10 wt%/wt%) was used so as to maximize the amount of the biodegradable component in the composites. Sample thickness was kept constant at 6 mm using a spacer during compression. Composites of three different densities were fabricated by varying the weight/unit area of the composites. The densities were calculated by the weight/volume method using the average values of at least 10 samples (Table 1).
Sample details of the CH/PP composites.
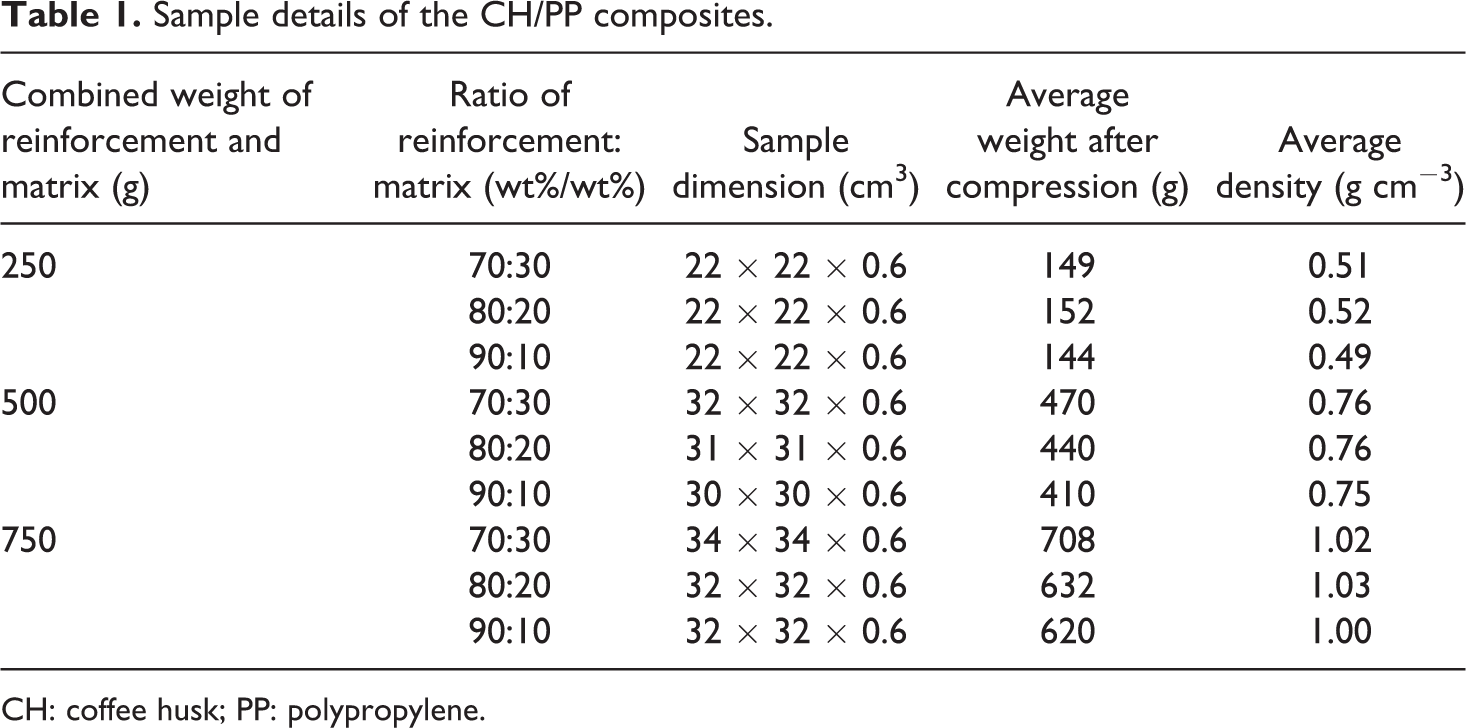
CH: coffee husk; PP: polypropylene.
Briefly, calculated amounts of CH and PP were arranged in alternate layers depicting a sandwich-type prepreg. In a typical prepreg, three layers of PP webs each having the same weight and second layers of CH reinforcement in equal weight were formed. The prepared prepregs were placed in between aluminum foils to avoid sticking to the platens of the compression mold (Hydro Products, Bangalore, India). The biocomposites were fabricated at 170°C, 3000 lbf in−2 for 120 s. After the stipulated time, cold water was run through the cooling valves of the press. Once the temperature of the compression mold dropped below 80°C, the pressure was released, and the composites were taken out. The obtained composite was cut into required sizes for further tests. Figure 1 shows the digital image of CH and CH/PP composite.
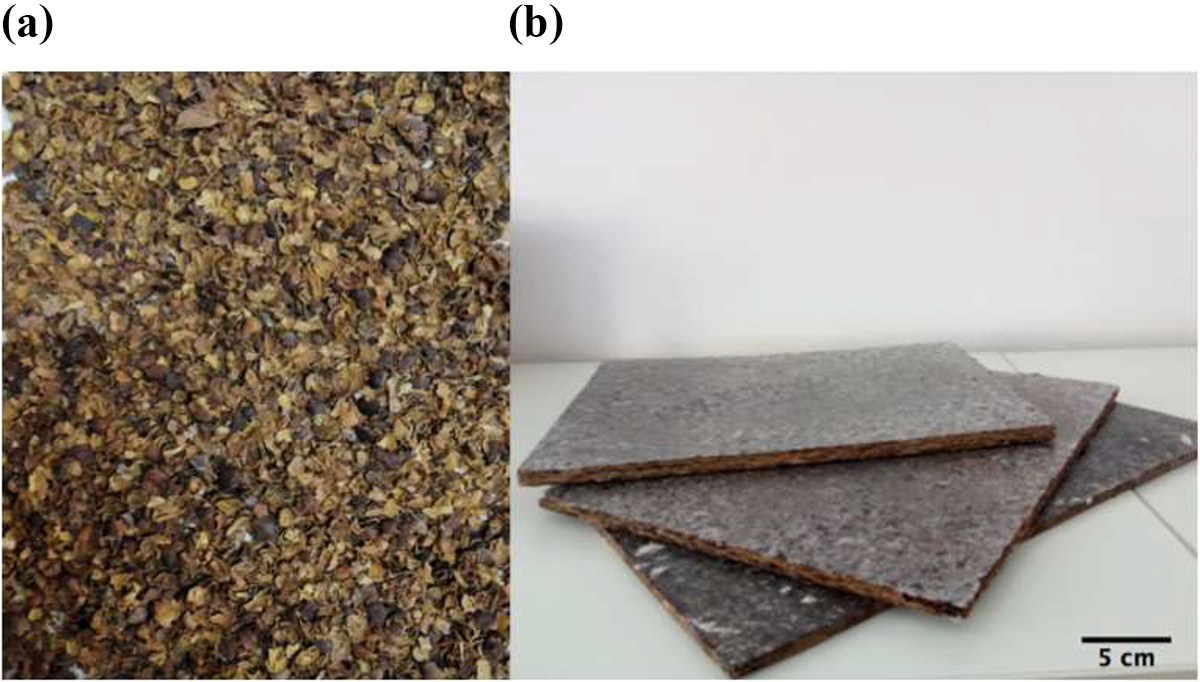
Digital image of (a) CH and (b) CH/PP composite.
Surface morphology
The surface morphology of raw CH, the fracture surface, and the matrix/reinforcement distribution in the composites were observed using a scanning electron microscope (SEM) (Hitachi SU3500, Japan). Before loading into the microscope, the samples were coated with gold-palladium in a sputter coater for 120 s. The samples were observed at an operating voltage of 15 kV.
Mechanical properties
Tensile properties
Tensile tests of the samples were conducted according to ASTM D 638-14 standard in a Universal Testing Machine (MTS Mechatronics, Ichalkaranji, Maharashtra, India) using a 1000 N load cell. The composites were cut into samples of 165 mm length and 19 mm width at its widest section as per the ASTM standard. Tests were carried out on at least 25 samples per ratio at a crosshead speed of 50 mm min−1. The average tensile strength and Young’s modulus were reported.
Flexural properties
Flexural strength and modulus of the composites were determined using a three-point bending arrangement following the ASTM D790-15 standards. The flexural samples were 203 mm long and 76 mm wide. The crosshead speed was set at 10 mm min−1. At least 15 samples were tested for each condition and the average values were reported.
Thermal conductivity
The thermal conductivity of the intermediate ratio (80:20 CH/PP) of all three densities was carried out according to JIS 1412-2 standard in an EKO Thermal Conductometer by comparison method under room temperature. The hot side of the conductometer was maintained at 35°C and the cold side was maintained at 4°C using a chiller. The 80:20 ratio was chosen based on the optimum mechanical strength of the composites. The samples had a dimension of 200 × 200 mm2 and an average thickness of 5 ± 0.5 mm. The experiments were run on three samples per density and the average values were reported.
Acoustic properties
Samples of 30 mm diameter were cut and tested for noise absorption in an impedance tube (SW 477, BSWA Technology Co. Ltd, Beijing, China) according to ISO 10534-2:1998 standards. The intermediate ratio of reinforcement: matrix (80:20) of all three densities was tested in the range 800–6300 Hz. The absorption of at least three samples per density was taken and the average absorption coefficient was reported.
Water absorption
Percentage water absorption of the composites was determined using the ASTM D570-98 standards. Similar to acoustic and thermal characterization, the intermediate ratios were considered. Samples were dried in a hot air oven at 105°C for 3 h to remove any moisture present. The samples were weighed and later immersed in deionized water for up to 24 h. The samples were taken out every 5 min until 30 min to calculate the initial rate of absorption and thereafter every fourth hour. The water droplets on the surface were carefully wiped using a soft tissue and the sample was reweighed. The difference in weight was expressed as the percentage water absorbed by the sample. The average values of five trials were reported.
Flame retardancy
The flame retardancy of the composites was determined according to UL-94 standard on the intermediate ratio samples. Measuring 125 × 12.5 mm2, the samples were placed vertically above an igniter for 10 s before the igniter was removed and the sample was let to burn. The time taken for the flame to extinguish was noted. To check for any dripping, cotton was placed below the sample. Based on the time to extinguish and dripping, the flammability rating was determined. Five samples for each ratio were tested to make sure the consistency of the results and the standards were reported.
Results and discussion
Surface morphology
Figure 2 shows the morphology of CH and CH/PP composites (80:20 ratio). The CH particles have inherent pores on the inner surface of their shell-like structure (Figure 2(a)). These pores are retained in the composites too. The outer surface of CH particles has planar zigzag lines possibly due to the crystal arrangement of CH (Figure 2(b)). Figure 2(c) shows the surface morphology of the CH/PP composite. It can be seen that the reinforcement seems to have a uniform bonding and smooth surface, which could be attributed to even melting of the matrix. As PP matrix is hydrophobic, this smooth surface could help in achieving aqueous stability for the composites by repelling the water molecules to an extent. Upon analyzing the cross section of the fracture surface, the matrix appears to have melted evenly and penetrated into the CH layers (Figure 2(d) to (h)). Laminates have voids and pores of different sizes distributed sporadically in the composites (Figure 2(e)). However, with increasing density, the gaps seem to be fewer and narrower due to compaction. From the images (Figure 2(d) and (h)), it can be seen that the average space between the reinforcement decreased from 50 µm in the 0.5 g cm−3 composite to approximately 20 µm in the 1.0 g cm−3 composite. With increasing density, more material is compacted close to each other closing the space. The fracture surface reveals matrix pullouts of random nature. However, the porous structure of the CH seems to be unaltered even after fracture (Figure 2(i)). The morphology of CH/PP composites is ideal for good thermal and acoustic insulation. Having a smooth and well-bonded surface restricts the sound waves to pass through. 13 The network structure along with the pores can trap heat energy and sound waves and prevents it from escaping, thereby giving optimal insulation. 13
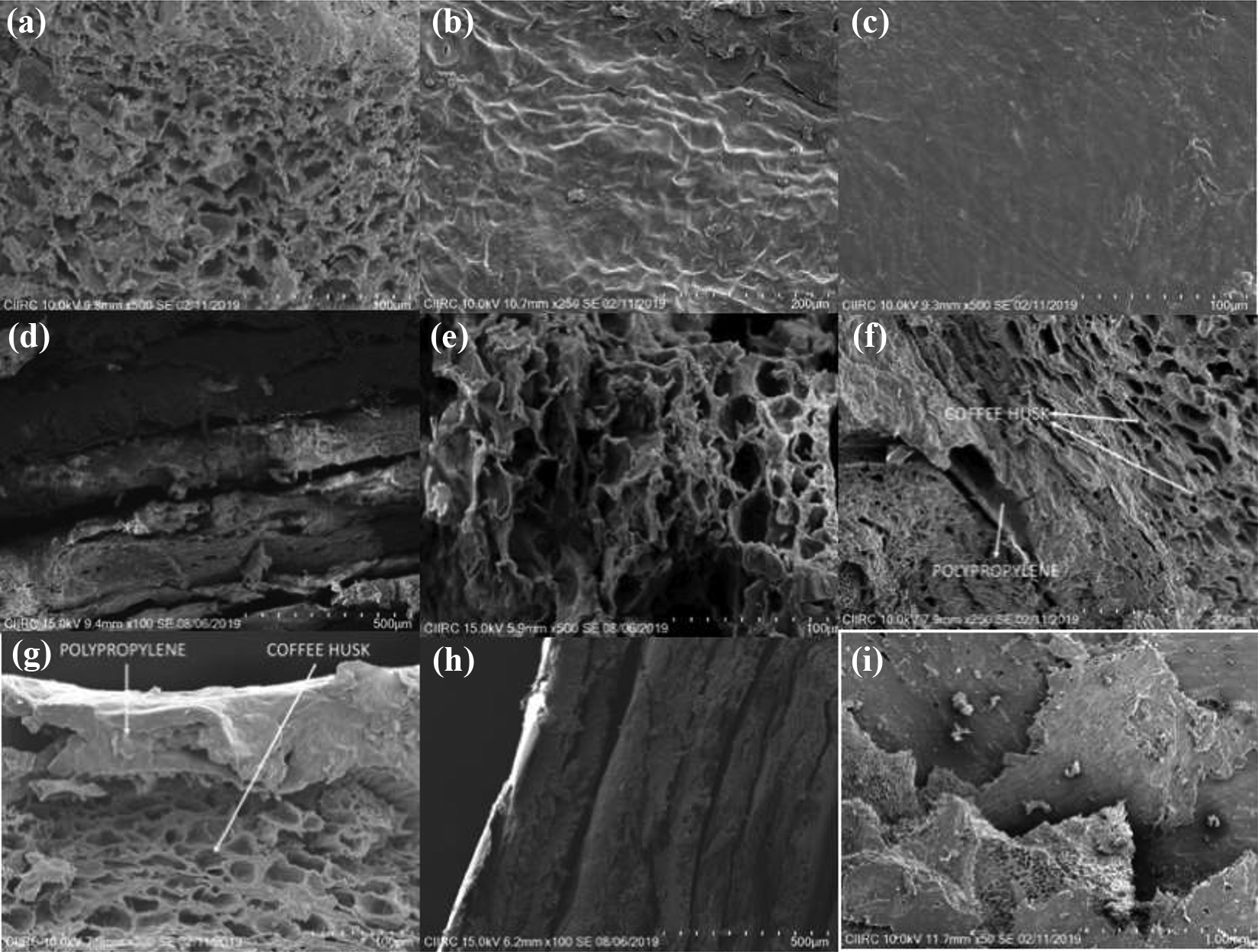
SEM images showing morphology of (a, b) inner and outer surface of raw CH, respectively, (c) surface bonding of 0.75 g cm−3 CH/PP composite, (d, e) cross-sectional view of the 0.5 g cm−3 composite, (f, g) cross-sectional view of the 0.75 g cm−3 composite, (h) cross-sectional view of the 1.0 g cm−3 composite, and (i) the fracture surface of the 0.75 g cm−3 composite tensile sample.
Mechanical properties
The mechanical strength greatly depends on the density of the composite and as expected higher density composites yielded higher tensile and flexural strength confirming the positive effects of the reinforcement. The tensile properties of the CH/PP composites are shown in Figure 3. A 40% increase from 17 MPa to 24.2 MPa in the tensile strength was observed when the CH loading was increased from 70% to 80% on the 1.0 g cm−3 composite. Further increasing the CH loading to 90% decreased the strength to 16 MPa. Only a marginal improvement in the strength of 0.5 g cm−3 (10%) and 0.75 g cm−3 (8%) composites was observed when CH was changed from 70% to 80%. At lower densities, low weight/unit area of PP makes it difficult for the PP to penetrate deep into the CH layers and thus remains mostly on the surface. This leads to low mechanical properties in the corresponding ratios. The 80/20 ratio was found to be the optimum ratio in terms of strength for all densities. On the other hand, modulus decreased when the loading was increased from 70% to 80% and later increased on further loading to 90%. At high matrix content, the matrix was able to transfer the tensile forces more efficiently on to the reinforcement leading to a good tensile modulus. 20 Correspondingly, the highest tensile modulus across the ratios was observed when the loading was 70% irrespective of the densities. At 70/30 ratio, the 1.0 g cm−3 composite had the highest modulus of 729 MPa and the 0.5 g cm−3 had the lowest of 346 MPa, nearly half the value as that of 1.0 g cm−3. As the PP percentage decreases, the ability to transfer stresses decreases leading to lower moduli values compared to high PP content composites. The modulus increased in this case on further loading from 80% to 90%, which could be due to the lower strain value of 90% CH composites due to insufficient matrix. To understand the tensile behavior of CH/PP composites in detail, further optimization on the fabrication conditions such as composite thickness, molding temperature, and holding time needs to be done.
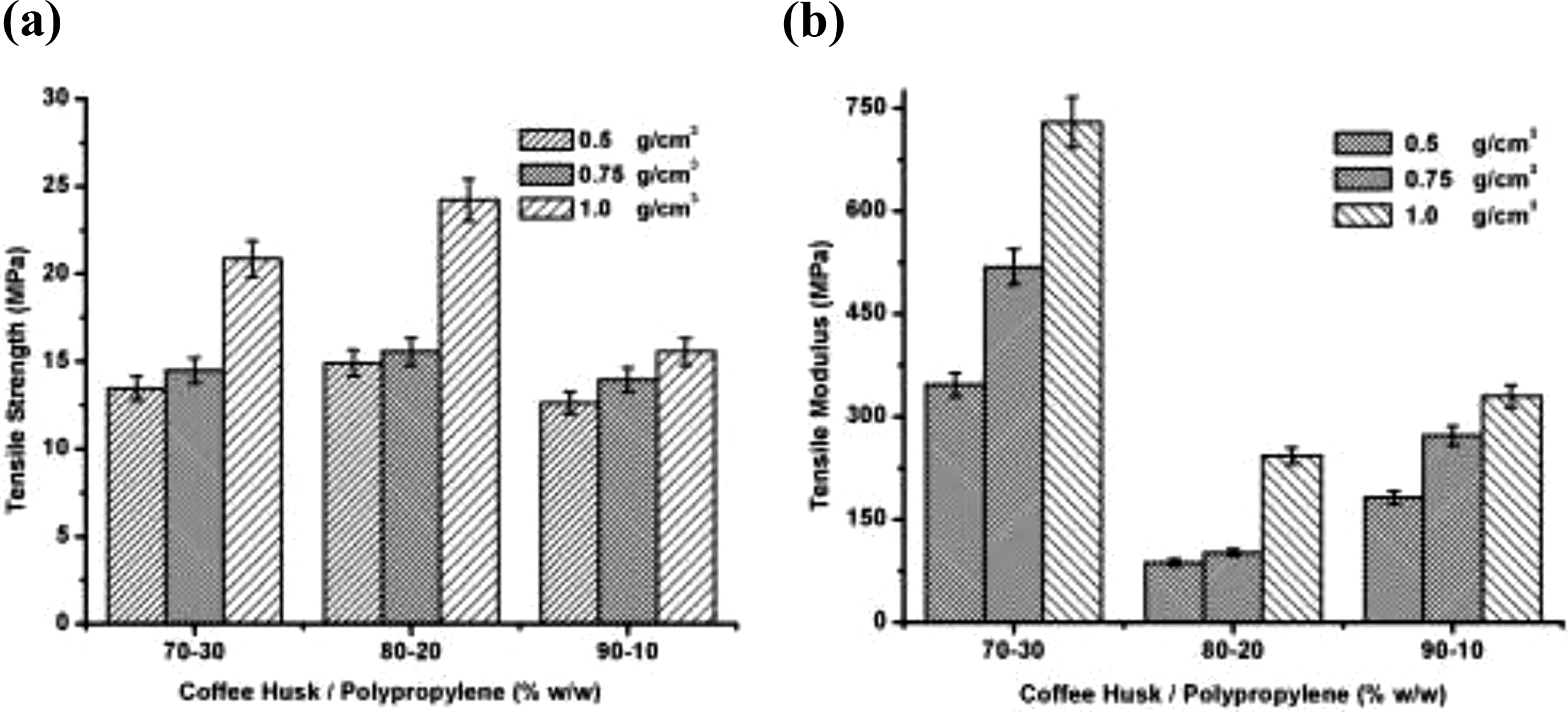
(a) Tensile strength; and (b) modulus of CH/PP composites at different ratios of CH/PP and varying densities.
The flexural strength initially increased by 40% from 15.3 MPa to 21.5 MPa when the CH loading was increased from 70% to 80% but decreased by 17% on further increase to 90% in the 1.0 g cm−3 composite (Figure 4). The 0.5 and 0.75 g cm−3 density composites also saw a 25% and 27% increase in the flexural strength, respectively, when the loading was increased from 70% to 80%. However, similar to the 1.0 g cm−3 composite, the flexural strengths decreased on further loading. The modulus followed a similar trend as that of the flexural strength. Highest flexural modulus of 3450 MPa was obtained in the 1.0 g cm−3 composite having 80/20 ratio of reinforcement to the matrix. Generally, the forces experienced during tension are propagated through the largest void in the sample as the entire sample is subjected to tensile stress, which is not the case in flexural tests. In flexural test, if the largest void is not in the central region, where the bending force is applied, then the voids present have negligible contribution to the fracture. Due to this, flexural modulus was higher than the tensile modulus in all cases. Also, from the literature, it can be seen that the modulus of a composite highly depends on the reinforcement and matrix properties. The quality of the bonding has been seen to cause a minimal effect on the flexural modulus as opposed to the tensile modulus, where the bonding plays an important role in the tensile properties of the thermoplastic composites. 21
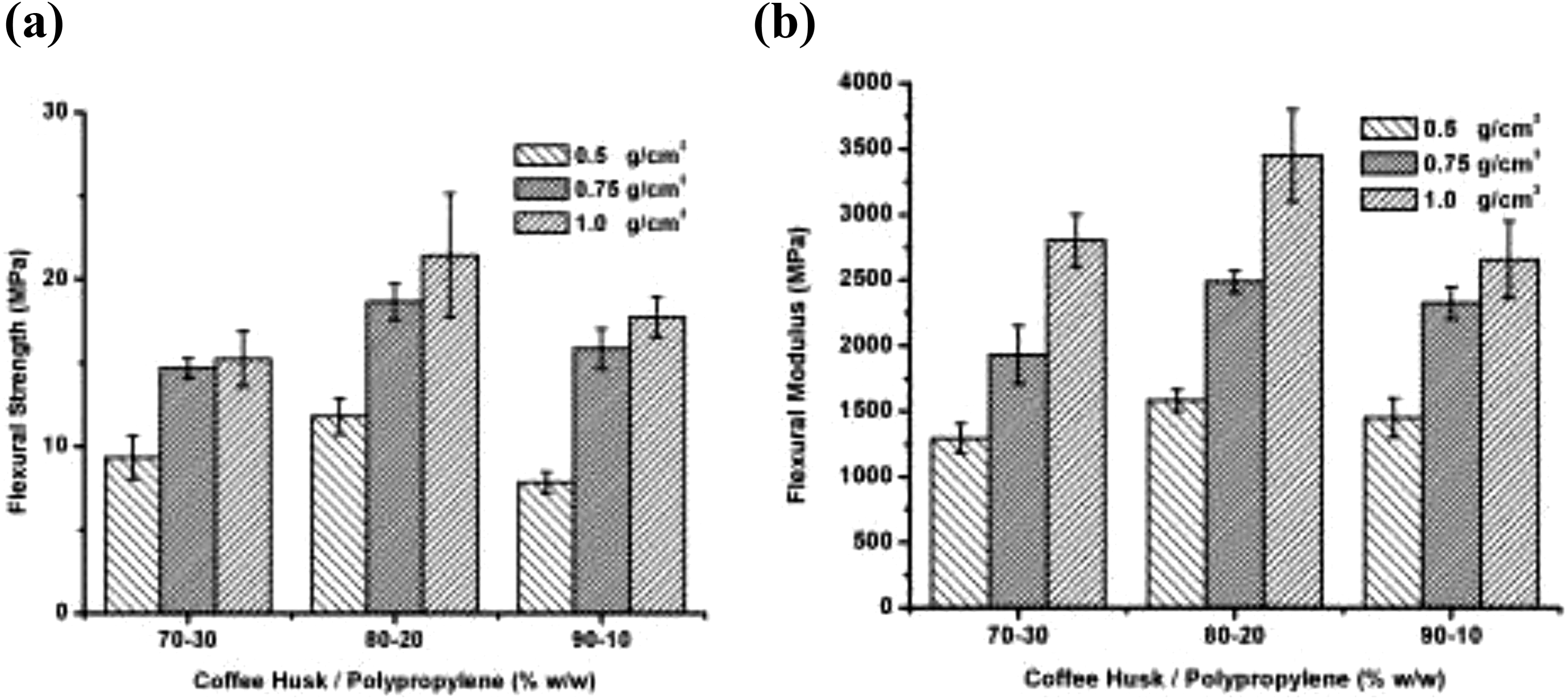
(a) Flexural strength; and (b) flexural modulus of CH/PP composites: different ratios of CH/PP and having three different densities.
It is to be taken into account that the CH reinforcement was not modified chemically. As a result, the lignocellulosic CH particles retain some impurities, such as inorganic compounds, fatty acid derivatives, and wax, which retard the interfacial adhesion between the matrix and the hydroxyl group of the CH. This lower interfacial adhesion reduces the strength. However, the strength of the CH composites in its current form is much higher than the conventional gypsum boards (approximately 7–10 MPa flexural strength) used in commercial applications. 22 Therefore, in terms of strength, we believe that the CH/PP composite could be used in commercial applications.
Thermal conductivity
The thermal conductivity of CH/PP composites was influenced by the density of the composites. Higher density composites have a higher amount of material to trap the heat, thereby leading to low thermal conductivity. As anticipated, thermal conductivity of CH composites decreased with increase in density suggesting that CH is more insulating than PP. The thermal conductivity coefficients of 0.75 and 1.0 g cm−3 were 76.7 ± 3.7 and 51.8 ± 2.3 mW mK−1, respectively. Both these values fall under 100 mW mK−1, which is known to be the standard for an insulation material in building applications according to the TS 805 EN 601 standards. 23 The 0.5 g cm−3 composite had a thermal conductivity coefficient of 105 ± 4.6 mW mK−1, which is slightly over the insulation standard. CH composites fared better compared to various agro-based composites including other coffee waste materials, such as coffee chaff panel. 15
Acoustic properties
Figure 5 shows the sound absorption coefficient of the CH composites. The acoustic performance of the composites with densities 0.5 and 0.75 g cm−3 was low compared to the 1.0 g cm−3 composite. The 0.5 g cm−3 had no distinct absorption peak. The highest absorption coefficient value was 0.18 seen in the 5600–5800 Hz range. The 0.75 g cm−3 composite had two broad peaks: one in the 2000 Hz range and a second one in the 4000 Hz range, where the absorption coefficient was 0.25 and 0.28, respectively. The 1.0 g cm−3 composite had two distinct peaks: one in the mid-2000 Hz range and another one at the 3750–4000 Hz frequency range. The absorption coefficient was 0.9 and 0.8, respectively, at the above frequency region. With increasing density, although the gaps or voids are closed due to higher compaction, the amount of reinforcement (CH) present in the composite increases, which aids in the diffraction and dispersion of the sound waves leading to higher acoustic performance in high-density composites.24,25 The most sensitive frequencies to human ear are the central frequencies (500, 1000, 2000, and 4000 Hz). 26 CH composites of 1.0 g cm−3 showed excellent sound absorption coefficient (>0.8) in the 2000 and 4000 Hz range. Researchers have reported similar absorption coefficient values (approximately 0.95) for rice-straw or coir fiber composites of 20 mm thickness in the mid-1000 and 2000 Hz range. Compartively, CH/PP composites could achieve the same acoustic resistance with just 6 mm thickness, which will enable reduction in weight of the composites. 26 Synthetic materials such as glass or rock wool currently used in sound absorbing panels (5 mm thickness) also possess comparable sound absorption coefficients (0.80–0.91). 26
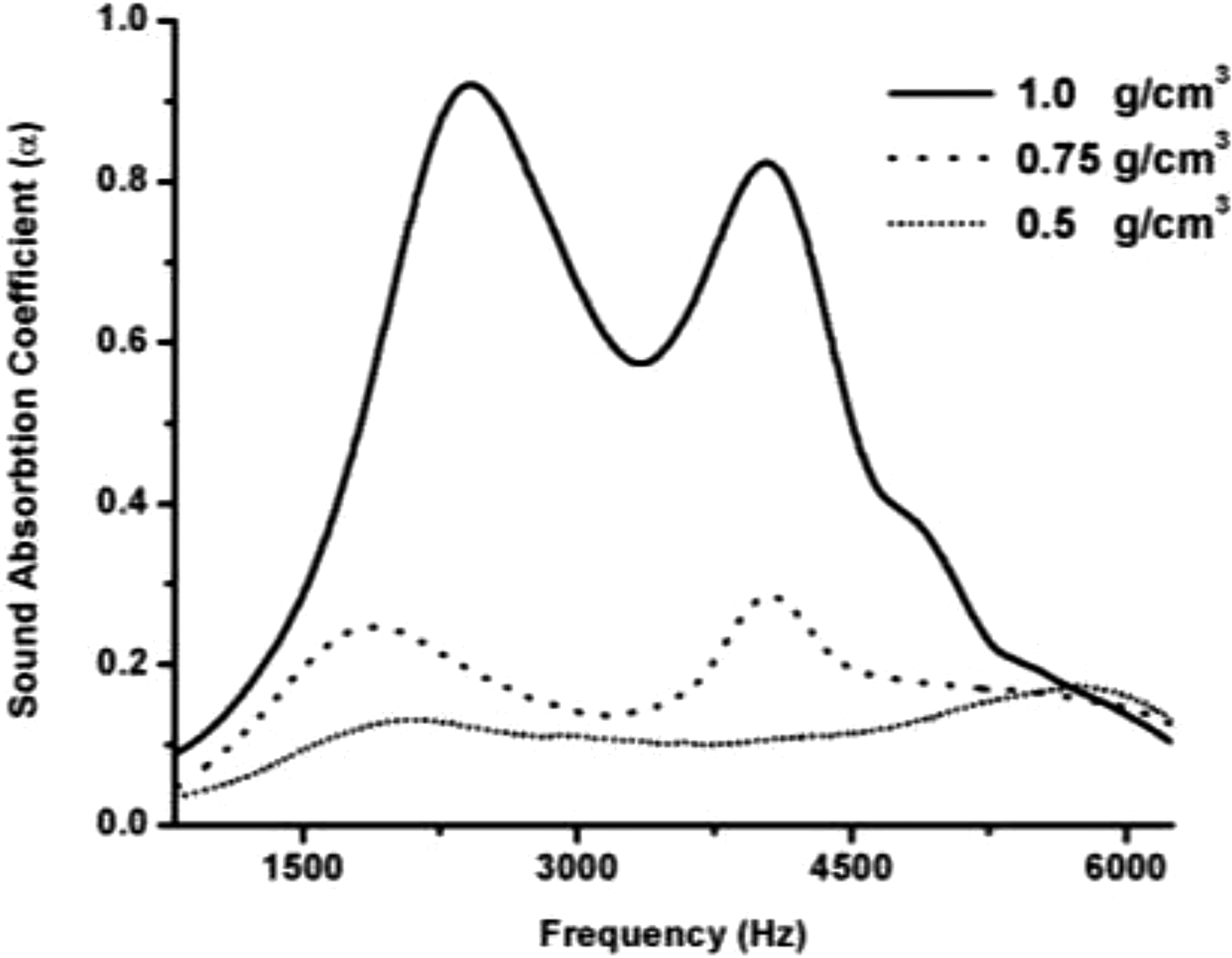
Sound absorption characteristics of CH/PP composite at 80/20 (wt%/wt%) ratio and made at three different densities.
Key to good soundproofing is the presence of pores that trap the waves and a smooth surface, which resists the penetration of sound waves. 13 From the SEM images, it was clear that CH composites had a good surface bonding and the presence of pores which effectively trap the sound waves. Adding to this is the shell-like nature of CH, which can contribute to the acoustic absorption.
Water absorption
The rate of water absorption of CH/PP composite 80/20 ratio is presented in Figure 6. It can be seen that there is rapid initial absorption until 30 min and a gradual absorption thereafter in all the composites. Water absorption of biocomposites is predominant due to the lignocellulosic reinforcement as cellulose and hemicellulose are hydrophilic. Water uptake proceeds through the hydrogen bonding interaction between the hydrophilic free –OH groups present in the cellulosic wall and the water molecules. 27 On the other hand, lignin is hydrophobic and biocomposites with high lignin content reinforcement, such as CH (23–34%), should theoretically have lower water uptake.4,28 However, in the case of CH, this was not the behavior possibly due to the presence of voids and pores in the composite. 28 Added to this is the lower compatibility of the hydrophobic matrix (PP) and overall hydrophilic reinforcement (CH) which negatively affects the water uptake. 28 The water absorption of 0.5 g cm−3 CH/PP composite was 16.8% at 30 min, leading to an average initial absorption rate of 5.6%/10 min. The average rate of absorption was 2%/10 min for the 1.0 g cm−3 composite. During the initial 30 min study, the water absorption percentage of 1.0 g cm−3 composite reached a steady state at 6.81% in 20 min undergoing negligible change until the end of the initial study. After 24 h, 0.5 g cm−3 sample had the highest water absorption percentage at 38%, whereas the 1.0 g cm−3 sample had the lowest value at 21%, almost half that of 0.5 g cm−3. As density of the composite increases, the mass of CH/unit area also increases, hence, more material is compacted closer to each other and the gaps are closed giving rise to higher water stability. The 0.75 and 1.0 g cm−3 composites passed the ANSI 208.1 standards for commercial products, which allows up to 35% wt%/wt% absorption after 24 h. 29 A similar study conducted on a gypsum-based tile showed water intake of close to 84% after 24 h (around 60% in the first 20 min itself), over two times the highest absorption rate of CH/PP composites (38%) after 24 h. CH composites in this study also performed better than many of the biocomposites reported earlier. 13
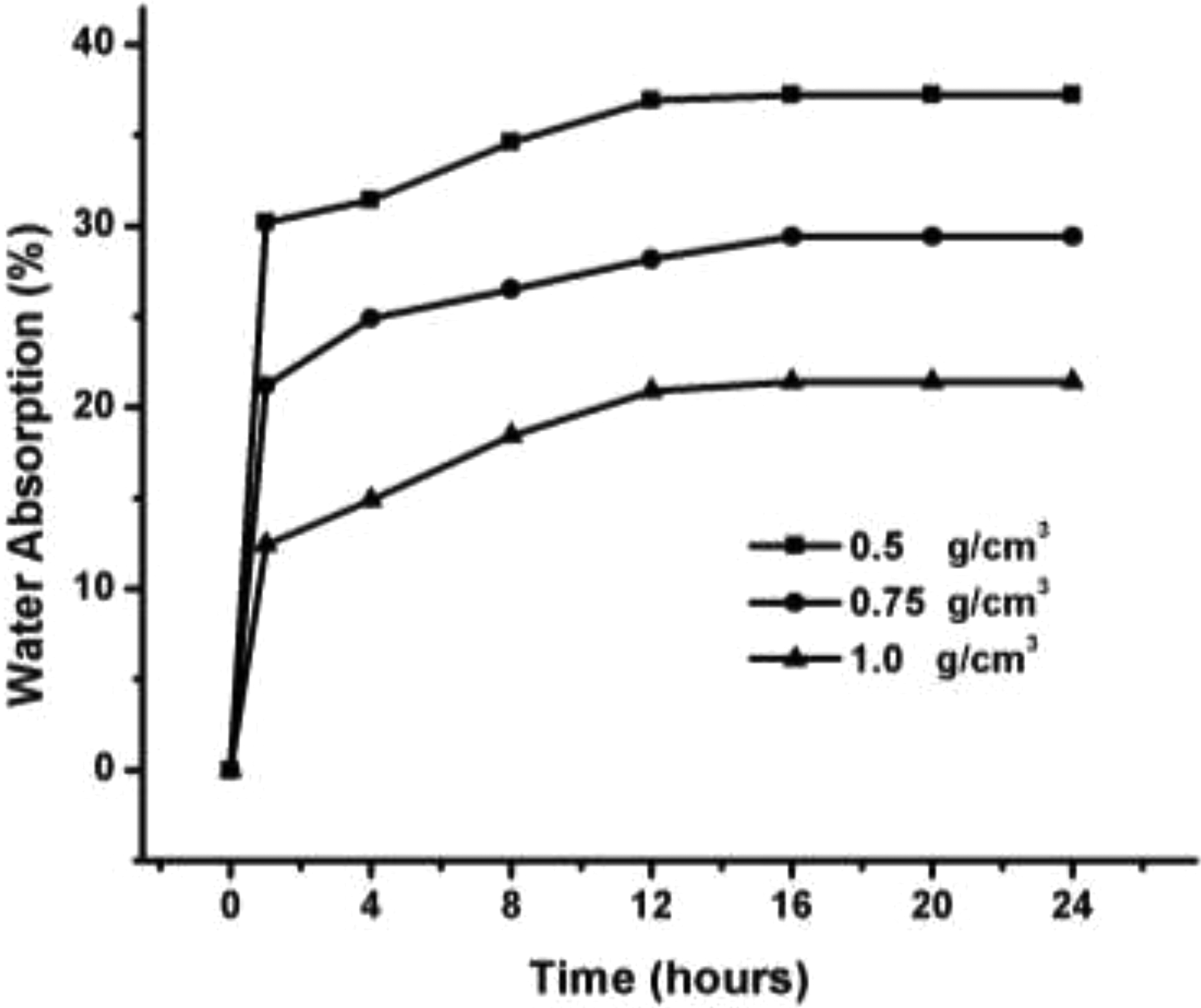
Percentage water absorption of the CH/PP composite 80/20 (wt%/wt%) ratio.
Flame retardancy
Having adequate flame retardancy forms one of the major criteria for a building material. The digital image of flame test of the CH-PP composites is shown in Figure 7 and the flammability ratings are given in Table 2. CH is a lignocellulosic agroresidue with high lignin content (23–34%). 4 Lignin is well-known for its flame retardant behavior due to the high char yield upon decomposition from its aromatic network. This char layer prevents the heat and mass transfer retarding the propagation of the flame. 30 The 0.5 g cm−3 sample was categorized as V2, the lowest rating with pieces of the composite dripping on to the cotton. Composites of 0.75 and 1.0 g cm−3 densities self-extinguished in less than 15 s with no dripping, thereby falling under V1 rating. Flammability of the 0.75 and 1.0 g cm−3 CH composites is comparable to that of commercially available gypsum boards (V1). Although V1 rating means a good flame retardancy, if required it can be further improved by adding flame retardants such as ammonium polyphosphate, carbonifics, and spumifics to PP and attain V0 standard. 31 Further, the limiting oxygen index, combustion products, and heat release rate study need to be conducted to completely determine the flame retardant behavior of the CH/PP composite before it could be commercialized.

Digital image of the flame retardancy test: (a) CH/PP flame retardancy sample, (b) CH/PP sample under ignition, and (c) CH/PP sample after the flame retardancy test.
Flammability ratings of the CH/PP composite.
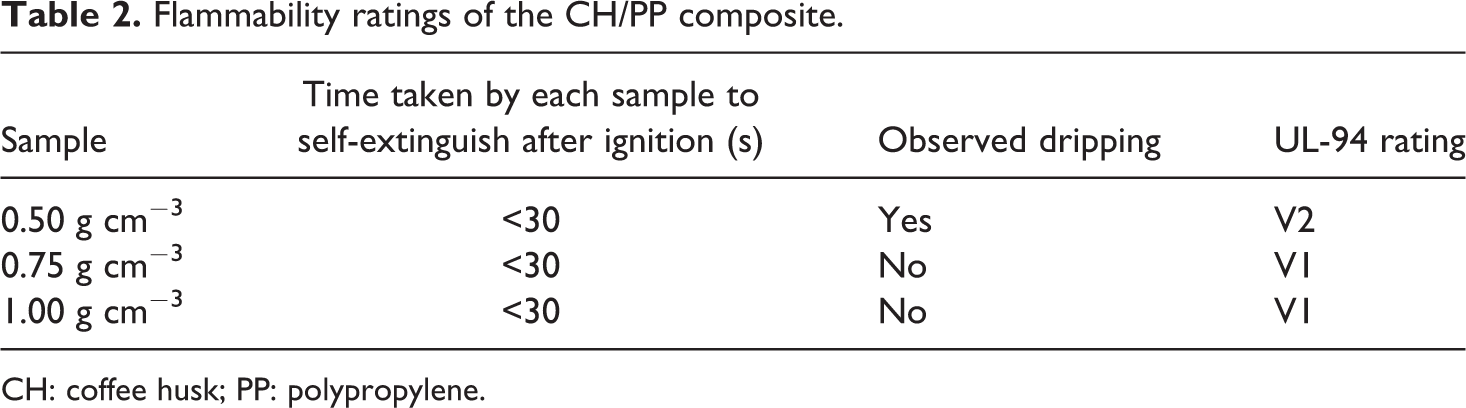
CH: coffee husk; PP: polypropylene.
Comparison with other biocomposites
Table 3 shows a comparison of CH composites with other lignocellulosic material composites. This comparison is only an indication of the properties since the fabrication, testing conditions, and densities between the different composites are not the same. However, it is apparent that the properties of CH composites, such as thermal conductivity, acoustic absorption, and water absorption, are better than most of the composites reported in earlier studies. Gypsum-based ceiling tiles showed over 50% higher water absorption value (84%) compared to the highest water absorption value of the CH/PP composite, 38% (0.5 g cm−3, 80:20 ratio). In addition, flame retardancy of CH/PP composites matched the gypsum boards as well. On the whole, CH/PP composites possess a right blend of properties that could feasibly be used in construction, interior, and building applications. Improved acoustic, flammability, and mechanical properties required for different operating environment can be obtained by appropriate surface treatment or other modification techniques. However, the real-life scenario has to be taken into account before proceeding with such modifications because high pretreatment cost decreases the value added to the agricultural residues.
Comparison of CH/PP composite with other green composites.
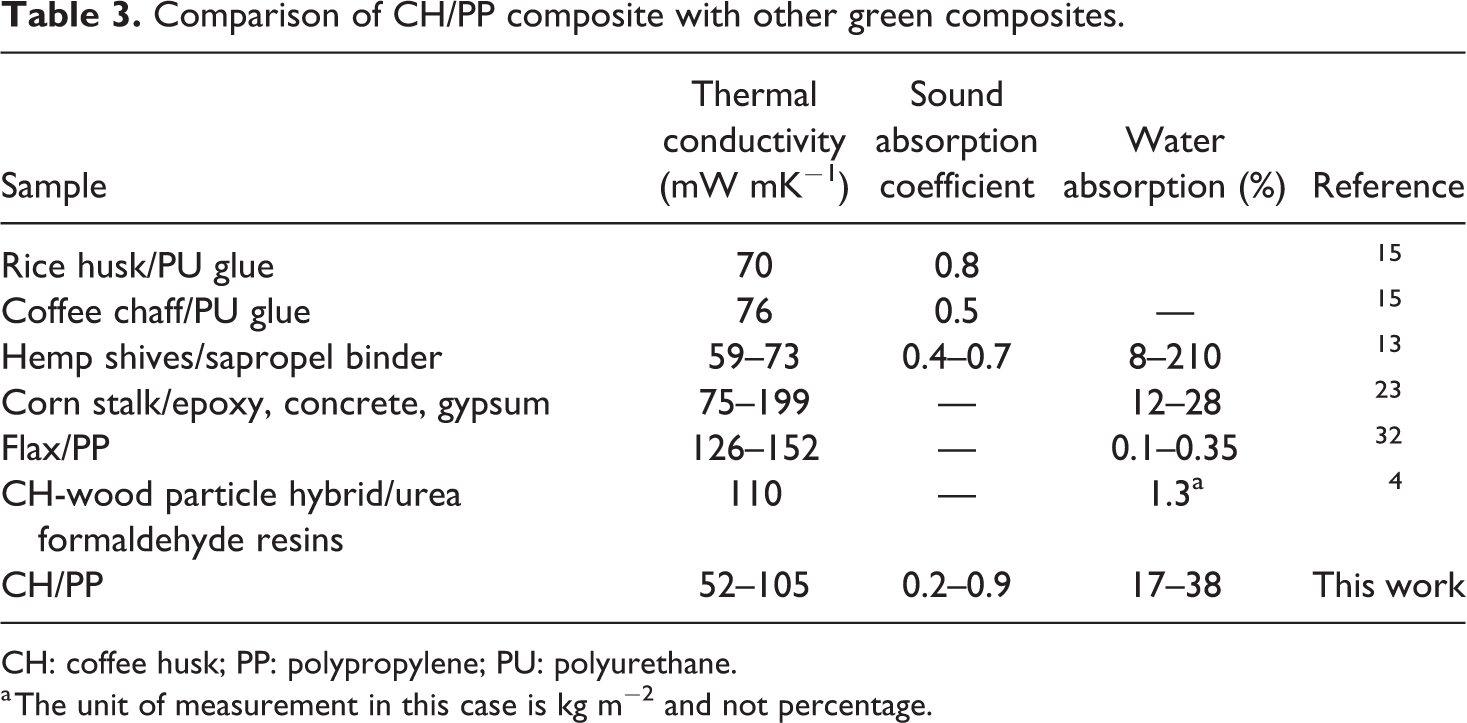
CH: coffee husk; PP: polypropylene; PU: polyurethane.
a The unit of measurement in this case is kg m−2 and not percentage.
Conclusions
In this study, CH was used without any chemical treatment to fabricate PP-based biocomposites for ceiling tile applications. The biocomposites had a porous morphology, which aided in yielding good thermal and acoustic insulation. The composites possessed 24.5 MPa tensile strength and 21.5 MPa flexural strength at the highest density of 1.0 g cm−3 (80:20 ratio). On further characterizing the strongest 80:20 ratio, results revealed that with increasing density, the acoustic and thermal insulation properties improved. Highest acoustic absorption coefficient of 0.9 was obtained for the 1.0 g cm−3 composite. The thermal conductivity of the 1.0 g cm−3 composite was 51.8 mW mK−1, which is within the TS 805 EN 601 standard limits (<100 mW mK−1) for insulating materials. The highest percentage water absorbed by the composites was 38% after 24 h immersion, which was much less than the commercial gypsum-based ceiling tile (84%). The water stability of the composites was better than many of the reported PP biocomposites. In terms of flame retardancy, all the composites except 0.5 g cm−3 self-extinguished in less than 15 s. The flammability was on par with the commercially used gypsum tile. Overall, CH/PP composites showed promising properties that could be used in sustainable false roofing and ceiling tile applications.
Footnotes
Acknowledgements
The authors thank the Center for Incubation, Innovation, Research, and Consultancy for their support in this work. The authors acknowledge the support from Wood Physics Laboratory of the Department of Biomaterial Sciences, University of Tokyo, for their help in thermal conductivity measurements. NR thanks the Department of Biotechnology, Government of India, for funding through the Ramalingaswami re-entry fellowship. MI is supported by the Ministry of Education, Culture, Sports, Science, and Technology, Japan (MEXT), Scholarship.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.