
Abstract
High-fiber loading green composites were prepared from recycled high-density polyethylene (rHDPE)/recycled polyethylene terephthalate (rPET) blend matrix and rice husk (RH) as filler (from 40 wt% up to 80 wt%) via corotating twin-screw extruder and compression molding. The water absorption (WA) upon immersion in sea water, mechanical behavior, and combustion enthalpy of green composites were examined. The WA mechanisms obeyed the Fickian diffusion. The computed diffusion coefficient (D), thermodynamic solubility (S), permeability (P), and orthotropic swelling were generally increased as a function of RH filler. The increment of tensile strength and modulus of composites were maximized up to 16% and 121%, respectively, which was achieved at 70 wt% RH filler. The theoretical prediction of tensile strength and Young’s modulus from micromechanical models for random oriented RH fiber/blend composites were compared with the experimental results. As the RH weight fraction increased, the combustion enthalpy decreased (by approximately 30–48%) and thereby the enhancing the fire retardancy of green composite.
Keywords
Introduction
Ecocomposites or green composites are defined as a class of composite materials that having lower environmental impact to replace traditional polymer composites. The first attempts in this direction have focused on the fabrication and properties evaluation of polymer matrix composites made from recyclable thermoplastics, that is, polyolefin, and natural organic fillers, that is, plant fibers or its extracted particles. 1 The use of recycled high-density polyethylene (rHDPE) and recycled polyethylene terephthalate (rPET) as recycled thermoplastic blend matrix and also rice husk (RH) fiber as reinforcing filler in this study fulfilled the requirement for green composites.
Generally, the use of RH in the composite material field is highly plausible with its low cost, highly available, lightweight, renewability and biodegradability, tough and abrasive nature, and weathering resistant as its main driving forces. 2 For instance, the application of RH polymer composites can replace the composite materials in building and construction industries considering the low cost and lightweight factors. 3 It has been reported that the inclusion of RH into polyethylene-based matrices confers improvement in the mechanical, 2,4 –6 thermal stability, 7 –9 and flammability 8,9 properties of the fabricated green composites. The use of high-fiber loadings of RH in the composite could be an interesting investigation for the purpose to produce green composites with the synergistic effect in terms of cost and performance. This low-cost eco-friendly composite material will not only resolve the disposal issue of RH but also add value to this underutilized renewable agricultural waste material. 10
One of the advantageous of RH-filled composite materials is a relatively low WA and better dimensional stability compared to wood-based composites. 11 Upon exposure to water, the water molecules first attack at the surface (outer layers) of composite materials and then gradually diffuse into the bulk of composite material. A moderately high WA by one composite material can further cause to buckling, warping, reduction in microbial resistant, and deterioration of mechanical performances. 12,13 For natural fiber-reinforced composites, WA analysis has been a common characterization as this is a critical concern for the potential use in outdoor application. 11 A reasonable number of research works have reported on the WA and swelling behavior of composites upon the immersion in the distilled water. 7,11,12,14 –17 However, few papers were concerned with the investigation on the dimensional stability under immersion of sea water as a medium. 7,11,12,18 This investigation direction is beneficial for the automotive, building and construction applications in the salted condition, as well as the marine application.
Thermal properties and flame retardancy are another vital criterion in the selection of composite material for various applications. Most of the synthetic polymers are highly flammable because of their petroleum origin. Zhao et al. 9 reported that RH possessed the potential to suppress the flammability of the synthetic polymers as RH contains high content of silica. This is in turn to generate large amounts of ash, which is approximately 18–22 wt% during the combustion of RH. 19 This could be another advantageous to the thermal, fire, and combustion properties of the composites containing RH as fillers. A new potential application of this RH composite can be proposed to manufacture corrugated roofing panels which are cheap, strong, and having good fire resistance. 20
In this study, we evaluate the WA and orthotropic swelling upon the immersion in sea water, the mechanical tensile properties, and the combustion behavior of high loading RH-reinforced recycled thermoplastic blend green composites. The correlation between the experimental and the prediction results determined from micromechanical models for tensile properties is reported.
Materials and methods
Materials
Recycled high-density polyethylene (rHDPE) has a melt flow index of 0.72 g/10 min (at 190 °C, 2.16 kg load) and density of 923 kg/m3. rPET has an intrinsic viscosity of 0.68 dL/g. Both recycled thermoplastic resins were used as the polymer blend matrix. Ethylene-glycidyl methacrylate copolymer (E-GMA), with a trade name of Lotader AX8840, has a melt flow index of 5 g/10 min (at 190°C, 2.16 kg load) and 8% of glycidyl methacrylate, was served as compatibilizer for the immiscible rHDPE/rPET polymer blend components. The RH with the particle size of 100-mesh was used as the natural filler. Maleic anhydride polyethylene (MAPE), with a melting peak temperature of 135.2°C, was utilized as a coupling agent for polymer/natural filler composites. All the raw materials were received from a local factory namely Bio Composites Extrusion Sdn. Bhd., Selangor, Malaysia. The rPET and RH were dried in an oven at 90°C for 24 h before compounding.
Green composite preparation
The green composite samples of RH-filled recycled polymer blend were fabricated in a two-step extrusion process. In the first extrusion, the rHDPE and rPET were melt-compounded using a laboratory scale co-rotating twin screw extruder (model: Thermo Prism TSE 16PC with a diameter screw of 16 mm and length/diameter ratio of 25). The extrusion temperature profile from the feeding to die zones was 250–270–240–190°C, whereas the screw rotating speed was 30 r/min. A fixed weight ratio of rHDPE/rPET/E-GMA at 75/25/5 was used to obtain polymer blend extrudates.
In second extrusion, the RH was melt-blended with the pre-extruded polymer blend pellets and 3% of MAPE at the extrusion temperature profile of 170–215–210–195°C. The same screw rotating speed (30 r/min) was used in this step. The various loading level of RH (40, 50, 60, 70, and 80 wt%) was investigated.
Compression molding
The fine extrudate granules obtained from the extruder were pressed into composite panels using a hot/cold press machine (model: LP50, manufacturer: LABTECH Engineering Co. Ltd, Thailand). The temperature of 200°C was used. The period of the whole hot and cold pressing, inclusive of 3 min for preheating, 2 min for venting, 5 min for full pressing, and 5 min for cold pressing, was applied.
Characterization
WA and orthotropic (thickness, width, and length) swelling tests were carried out in accordance with the ASTM D 570-98 method. Each specimen, with a dimension of 76.2 × 25.4 × 3.2 mm3, was oven-dried at 100°C for 24 h. The weights (precision of 0.001 g) and dimensions (precision of 0.01 mm) of each oven-dried specimen were measured. The measured specimen was then immersed in sea water at room temperature. The weight and dimensional changes were determined by periodic removal of the specimens from the water until 91 days. The WA and orthotropic swelling (OS) percentages were computed using the equations as:
Based on the experimental results, the diffusion coefficient (D) that representing the ability of water molecules being absorbed into the composites can be determined using the equation as:
The tensile test was performed using a universal testing machine (model: Testometric MS350-10CT, Testometric materials testing machines, UK), according to the ASTM D 638-03 (type I). The test speed used was 5 mm/min. An average tensile result of six replicates for each formulation was reported.
The initial combustion enthalpy of the composite specimens was examined using a bomb calorimeter (model 6100 EF). Oxygen gas was purged into the chamber with a pressure of 30 atm, and the process was monitored using a PARR 6100 EF Jacket Bomb Calorimeter (Parr Instrument Company, United States) system.
The morphology was observed on the tensile-fractured surface of composite samples, using scanning electron microscope (SEM; model: SEM Philips XL-30, SEMTech Solutions, United States). Prior to SEM examination, the samples were sputter-coated with gold.
Results and discussion
WA and diffusivity
Figure 1 shows the percentages of long-term WA of RH-reinforced recycled thermoplastic blend green composites after water immersion over a certain period. Generally, the percentage of WA increased linearly with the immersion time in the initial stage, followed by the gradual slowdown of the rate of WA until the saturation level of WA, also named as equilibrium state, was attained. This WA behavior was found to conform Fickian mode of diffusion, 21 which is typically expected in natural fiber composites. In this study, the diffusion mechanism follows behavior in case I where n is close to 0.5, which is similarly discussed in our previous research. 11 From the aspect of fiber loading, as the RH fiber loadings increased from 40 wt% to 80 wt%, the percentage of WA increased accordingly. This is a common phenomenon for ecocomposites reinforced with natural filler. 22 In contrast to recycled thermoplastic blend without RH fiber, the WA was shown to be negligible. This phenomenon suggests that the inclusion of RH filler contributed mainly to the WA of the composites, which is consistent to the previous research works on the polyolefin/natural fiber composites. 22 –24 The possible reason behind this WA behavior is the hydrophilic characteristic of RH in which it is made up of highly polarity components, that is, 25–35% cellulose, 7.5% moisture, and 2–5% soluble components. The higher loading of RH fiber added into the composites, the higher amount of available hydroxyl (OH) groups of RH which in turn to promote the interaction between the RH and water molecules via the hydrogen bonding formation. 7,23 Therefore, the percentage of WA for green composites containing higher RH loading increased.
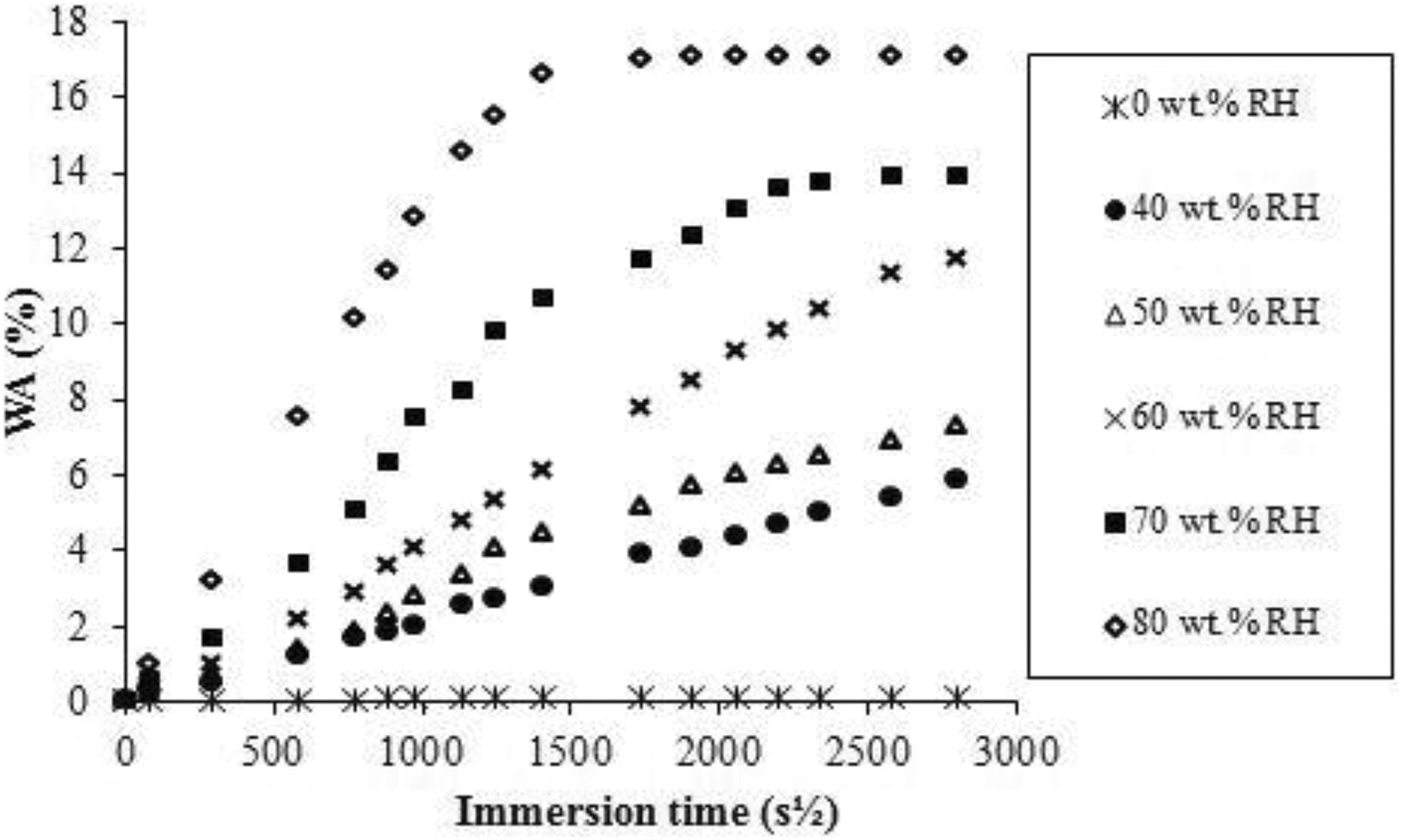
The percentages of WA of RH-reinforced recycled thermoplastic blend.
Figure 2 depicts the diffusion coefficient (D), solubility (S), and permeability (P) of RH-reinforced recycled thermoplastic blend green composites. In general, the D, S, and P values of the green composites increased with increasing RH fiber loadings. These results are consistent with the hydrophilicity properties of composites as investigated in Figure 1.
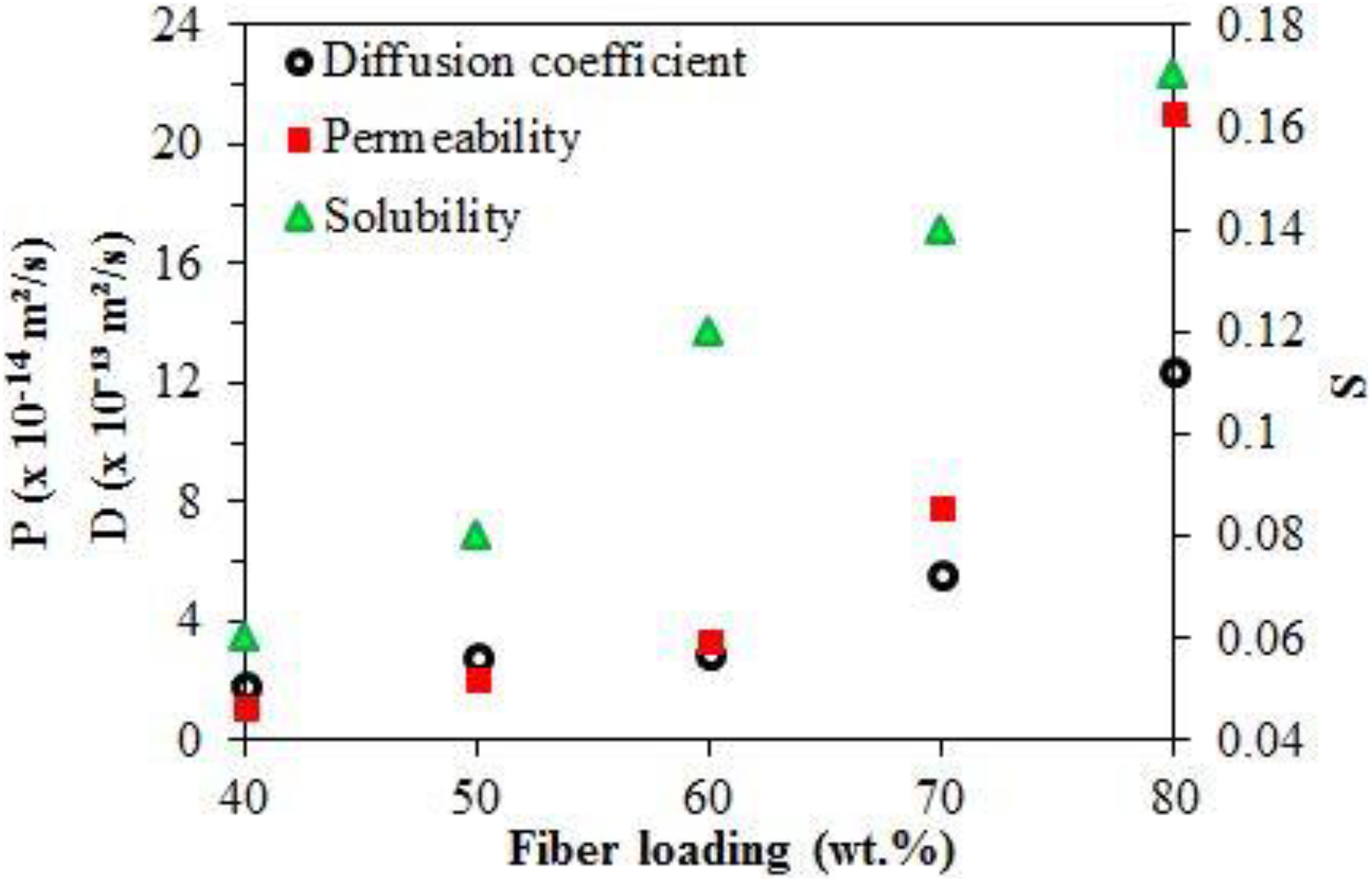
Diffusion coefficient (D), permeability (P), and solubility (S) of RH-reinforced recycled thermoplastic blend.
Orthotropic swelling
Figure 3 displays the percentage of thickness swelling of RH-reinforced recycled thermoplastic blend with regard to the RH fiber loadings. It can be observed that the thickness swelling results for all composites exhibit the similar trend with WA in Figure 1, that is, the upward trend of thickness swelling percentage as a function of time and also fiber loadings. RH is well known as a kind of lignocellulosic fibers which possessing weak water resistance, thereby moisture/water is easily built up in the fiber cell wall the so-called fiber swelling, besides in the fiber–matrix interface. 11 This caused the swelling and dimensional instability of the whole composites.
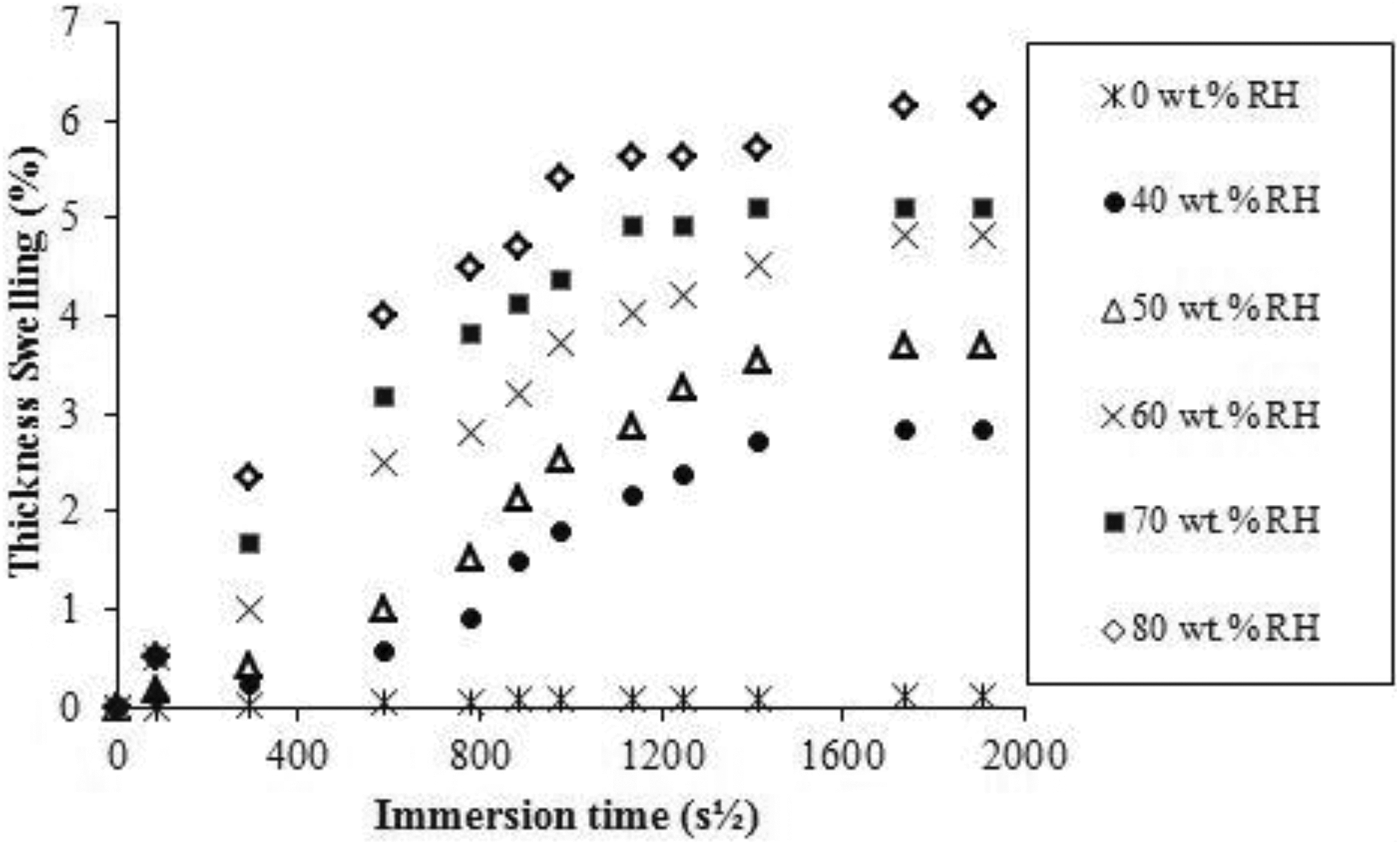
The percentage of thickness swelling of RH-reinforced recycled thermoplastic blend.
OS is a key factor to determine the physical properties and stability performance of the composite, in term of three-dimensional stabilities in the thickness, width, and length directions. Considering the three-dimensional shaped of composite panel, the swelling percentages from these three directions are demonstrated in Figure 4. By comparing the effect of RH fiber loading, that is, low-fiber loading (40 wt%) and high-fiber loading (80 wt%), both composites showed the similar trend of thickness, width, and length swelling with different swelling level (the swelling values are varied in percentages, with increasing the RH fiber loadings, as discussed earlier). It can be seen that the swelling in thickness direction appeared to be the highest values, followed by the width and length swellings. This result is similar with the previous findings on the investigation of the orthotropic nature in the natural fiber composites with bagasse, 25 jute fiber, 26 and RH. 7,23 The RH fibers tended to swell in the diameter direction, which is parallel to the thickness direction but is perpendicular to the alignment direction of natural fibers (mostly in the length direction). 23
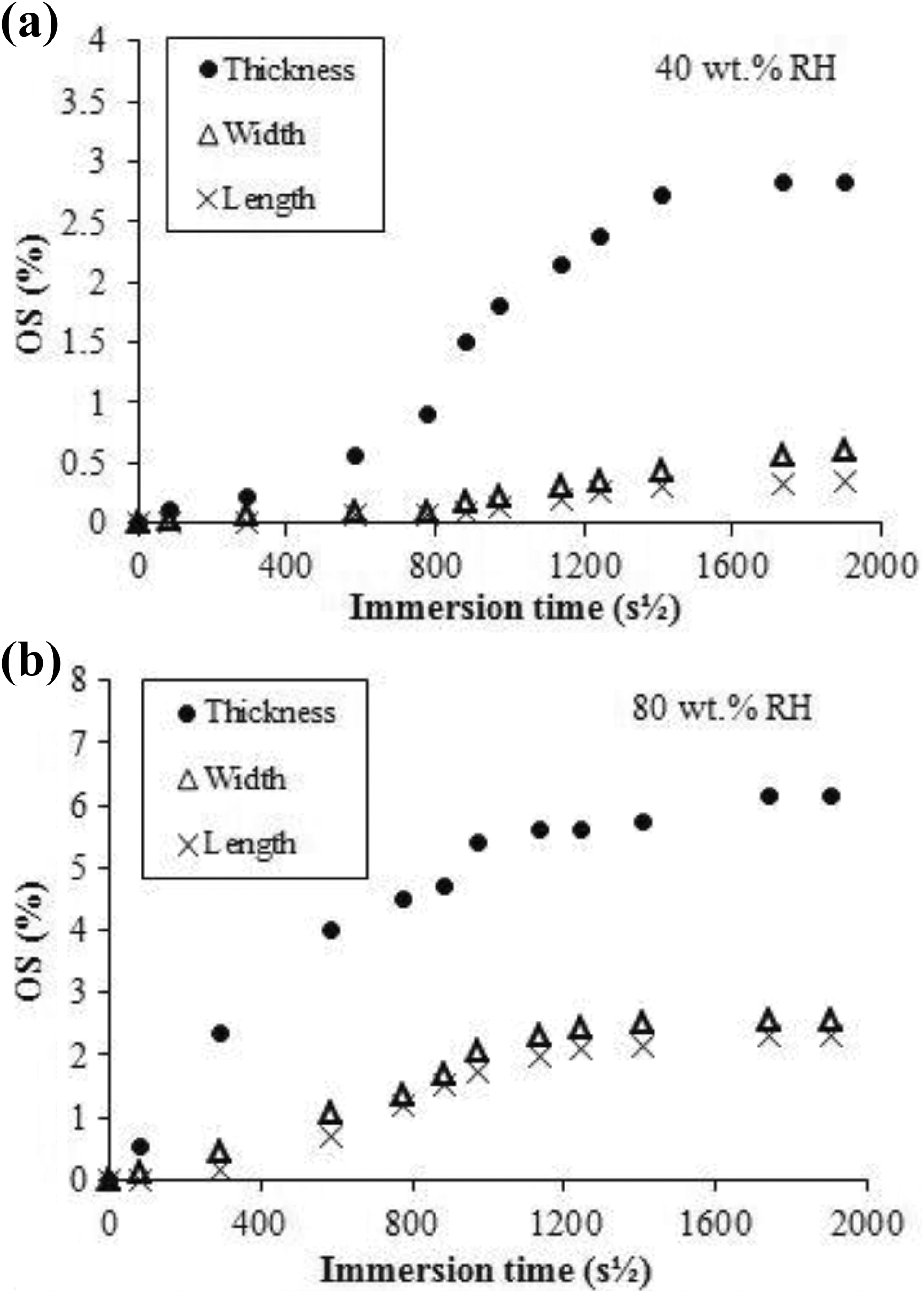
The percentage of OS of (a) 40 wt% and (b) 80 wt% RH-reinforced recycled thermoplastic blend.
Tensile strength and Young’s modulus
Figure 5 illustrates the experimental results and theoretical predictions from micromechanical models for (a) tensile strength and (b) Young’s modulus of RH-reinforced recycled thermoplastic blend as a function of RH fiber volume fraction. The fiber volume fraction is computed according the equation as:
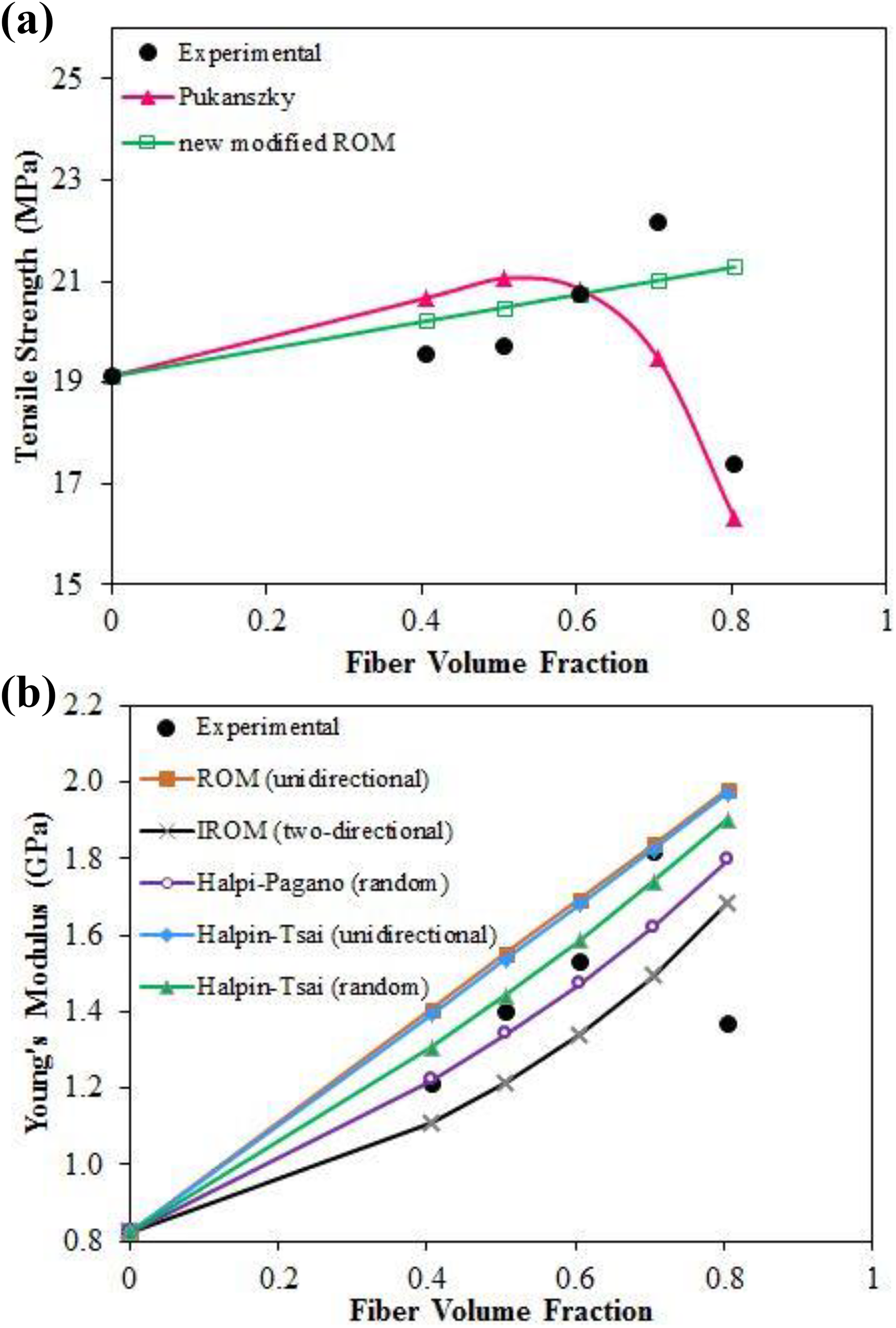
Experimental results and theoretical predictions from micromechanical models for (a) tensile strength and (b) Young’s modulus of RH-reinforced recycled thermoplastic blend.
As shown in Figure 5(a), the experimental results show that the tensile strength of composites gradually increased with the increasing RH loading up to the maximum value (22.2 MPa) obtained at 70 wt% (Vf = 0.71). This could be due to the sufficient interfacial adhesion and good wettability between nonpolar polymer matrix and hydrophilic fibers with plenty of polarized hydroxyl groups in the aid of incorporating coupling agent, 27 in this case is the maleic anhydride polyethylene (MAPE), thereby promoting the effective stress distribution from one to another. 28 When the RH further added at 80 wt%, the matrix in the small amount (20 wt%) is not sufficient to wet the fibers and thus causing the fiber agglomerations to restrict the stress transfer. 18 The amount of coupling agent is lacking for the case of high-fiber loadings to offer the adequate fiber–matrix adhesion and also the reinforcement effect of RH fibers in the composites. 29 Therefore, the tensile strength of composites reduced for the fiber loadings exceeding 70 wt%. The experimental Young’s modulus in Figure 5(b) exhibits the similar trend as the tensile strength, with the higher increasing rate. For example, for 70 wt% RH-filled composites, the tensile strength increased by approximately 15.91%, but the Young’s modulus increased by about 121.12% as compared to the neat polymer blend without RH fibers (19.13 MPa and 821.41 MPa, respectively). This is because RH is a kind of fiber with high stiffness, 13 therefore, as the RH fiber loadings increased, the Young’s modulus increased significantly.
The theoretical tensile strength of the obtained RH polymer blend composites can be estimated by analytical and mathematical models. Fu et al. 30 reported that Pukanszky and co-researchers proposed an empirical model that takes the interfacial bonding between filler and matrix material into considerations, as given in the following equation:

where σc and σm are the tensile strengths of the composite and the matrix polymer blend, respectively; B is the empirical coefficient characterizing the interaction and adhesion level between the fillers and matrix. The value of coefficient B depends on the surface area of fillers, filler density, and interfacial bonding energy. B value of Pukanszky model was determined by choosing the best fitting relationship between the σc and fiber volume fraction, which was equal to 3.2 in this study.
Facca et al. proposed a semi-empirical modified rule of mixtures (ROMs) strength equation to reflect the influence of fiber length on the composite strengths, when considering RH fiber is in rectangular shape (as proven by morphology of RH fibers in Figure 6), as follows:
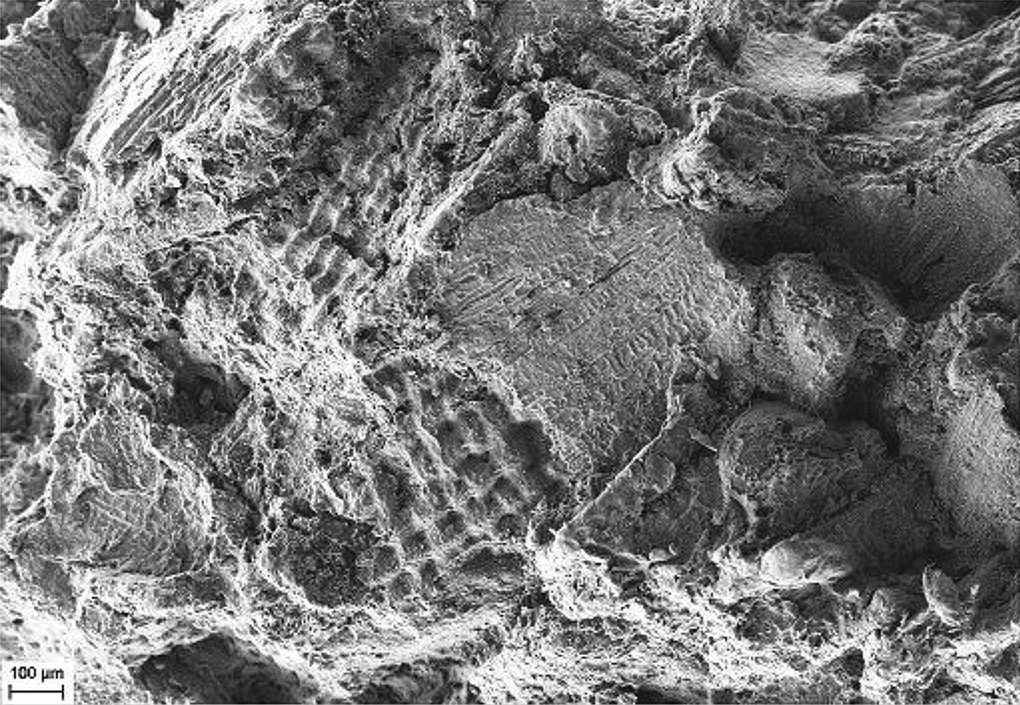
SEM micrograph of 80 wt% RH-reinforced recycled thermoplastic blend.

where τ refers to interfacial shear stress (τ = matrix yield stress/2), and ℓ, T, and W represent fiber length, fiber thickness, and rectangular fiber width, which were about 476.47, 24.45, and 191.40 µm, respectively. Even though if perfect fiber–matrix interfacial bonding, the fiber–fiber interactions that likely occur in natural fiber composites tend to reduce the available stress transfer area. 31 It can be believed that the fiber–fiber interactions increase with the increasing fiber volume fraction. Stress concentration is highly dependent upon fiber volume fraction and can be incorporated into equation (2) by the addition of a strength reduction factor (Sr) to form a new modified ROM as the following equation:

where the value of Sr is 0.2 for high-volume fraction, 30 which is matching to the high loading biocomposites (up to 80 wt%) produced in this study.
The experimental data and the predictions of the Pukanszky and new modified ROM are depicted in Figure 5(a). According to Pukanszky equation, the predicted tensile strength was found to increase with the fiber volume fraction and then reduced after V f = ∼0.6, whereas the new modified ROM equation gave a linear relationship. Based on this observation, the latter model seems to satisfactorily fit the experimental tensile strength data. It proved that the modification of previous modified rule of mixtures (ROM) by considering of high-volume fraction factor into equation (2), which was adding a parameter of strength reduction factor (Sr = 0.2), as reported by another mathematical model regarding the prediction of tensile strength. 30 Therefore, this was the reason why the prediction of composite tensile strength showed the opposite trend for the higher fiber volume which was V f > V m .
On the other hand, a variety of mathematical models were used to estimate Young’s modulus of the composites. The ROMs and inverse ROM (IROM) are the simple models that can be used to predict Young’s modulus of a composite material in the one-direction (E 1) and two-directional (E 2), respectively, as follows 32 :


where Em , Ef , Vm , and Vf denote the Young’s modulus and volume fractions of the matrix and fiber materials, respectively. Based on calculation from equation (4) an estimated average RH Young’s modulus was 2.262 GPa. For random-oriented fiber-reinforced composites, the Young’s modulus can be determined by Halpi–Pagano equation 33 by taking both longitudinal (E 1) and transverse (E 2) modulus into the modification of ROM that is given as:

Halpin–Tsai model 34,35 was used to calculate the Young’s modulus of unidirectional (Eu ) or randomly (Er) oriented RH fillers in the polymer blend matrix, using equations (7) and (8), respectively,




where a refers to the aspect ratio (average length/thickness) of fiber.
Figure 5(b) shows the experimental results and theoretical predictions from micromechanical models for Young’s modulus of RH/compatibilized rPB composites with respect to the fiber volume fraction of RH. By increasing the RH agro-waste fiber volume fraction, the Young’s modulus of the biocomposites increased significantly. All the mathematical models, except for the IROM model, showed the linear relationship between the Young’s modulus and fiber volume fraction. The ROM and Halpin–Tsai model were found to consistently overestimate the Young’s modulus of composites with the unidirectional-aligned RH fibers. In contrast, the IROM (two-directional) model was underestimated the Young’s modulus of composites. The experimental values were close to the results prediction from random orientation models (Halpin–Pagano and Halpin–Tsai equations) rather than unidirectional models. This observation suggests that the orientation distribution of RH in rPB matrix is mostly random, as illustrated in SEM micrograph in Figure 6.
Combustion enthalpy
The enthalpy of combustion of a material is defined as the heat energy released when the material is burned completely in oxygen as the combustion reaction is exothermic. Figure 7 displays the combustion enthalpy of RH-reinforced polymer blend composites as a function of RH fiber loadings. It can be observed that neat polymer blend without the inclusion of RH fiber exhibited the highest combustion enthalpy, which was 41807.5 J/g. The high combustion enthalpy indicates a higher amount of energy is lost by breaking the bonding in the composites to generate lower energy products. Interestingly, this enthalpy value reduced almost linearly with the increasing RH fiber loadings from 40 wt% to 80 wt% in the composites. The relationship between the RH fiber loadings and the combustion enthalpy follows the linear equation of y = −250x + 40971, R 2 = 0.9864. The chemical composition of RH has 35% of cellulose, 33% of hemicellulose, 23% of lignin, and 23% of silica, 8 where the cellulose and hemicellulose induce the flammability property while lignin and silica contribute to the fire resistance by forming char layer. The increased amount of char layers is in turn decrease the amount of flammable volatile gases, thereby resulting in an effective reduced heat content of combustible volatiles and fire propagation in the composites. 36
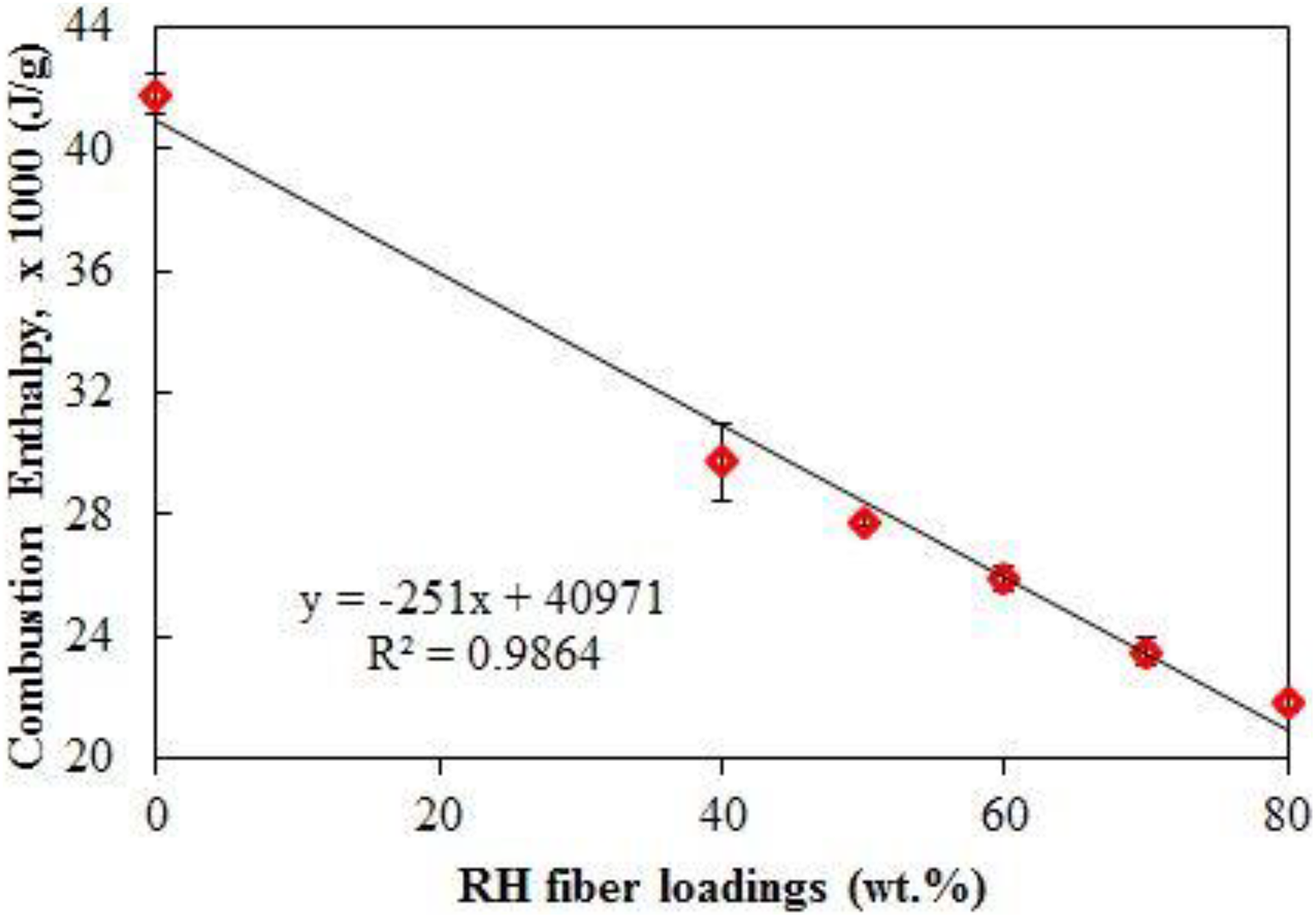
Combustion enthalpy (heat released) for recycled thermoplastic blend green composites with different RH loadings.
Relationship between the dimensional stability, tensile and combustion properties of green composites
To apply one composite in the suitable application field, cost and the composite performance are the major factors to be considered and their synergistic effect must be achieved. Green composites with the higher fiber loadings of RH are absolutely ideal to fulfil the low-cost requirement because RH is an agro-waste by-product. However, a balanced performance of all aspect properties for the high-fiber loading composites is another crucial factor to determine the maximum loading in such composites. Therefore, the relationship between the improvement or deterioration of the dimension stability (determined by the ability to absorb water into the composites), tensile strength and modulus, and fire resistance properties (evaluated by the enthalpy of combustion) of the composites as function of high RH fiber loadings is illustrated in Figure 8. Averagely, the tensile properties (strength and modulus) showed a relatively satisfied improvement up to 70 wt% RH fiber in this case. The continuous increase of high-RH fiber loadings displayed positive effect on the fire resistance properties by the enhanced combustion enthalpy (almost 30–50%). In which this improvement of fire properties promotes the composites to be a potential material used in automotive, building and construction industries. As expected, the dimensional stability of composites is definitely being deteriorated due to the hydrophilicity of RH fiber (natural fibers), which was worsened by above 5000%. From another perspective, by comparing the values of Mm (equilibrium water absorbed at the saturation point, in percentages) in Figure 1, the composites containing the lowest RH loading (40 wt% RH) exhibited 6.5% of Mm and the composites filled with the highest RH loading (80 wt% RH) possessed 17.1% of Mm ; the Mm for the wood plastic composites (WPCs) was recorded up to 18–22% as stated by Ab Ghani and Ahmad 12 This finding suggests that RH with the high fiber loading (up to 80 wt%) could be a good alternative for wood sources as WPCs and this composite is suitable used for outdoor applications.
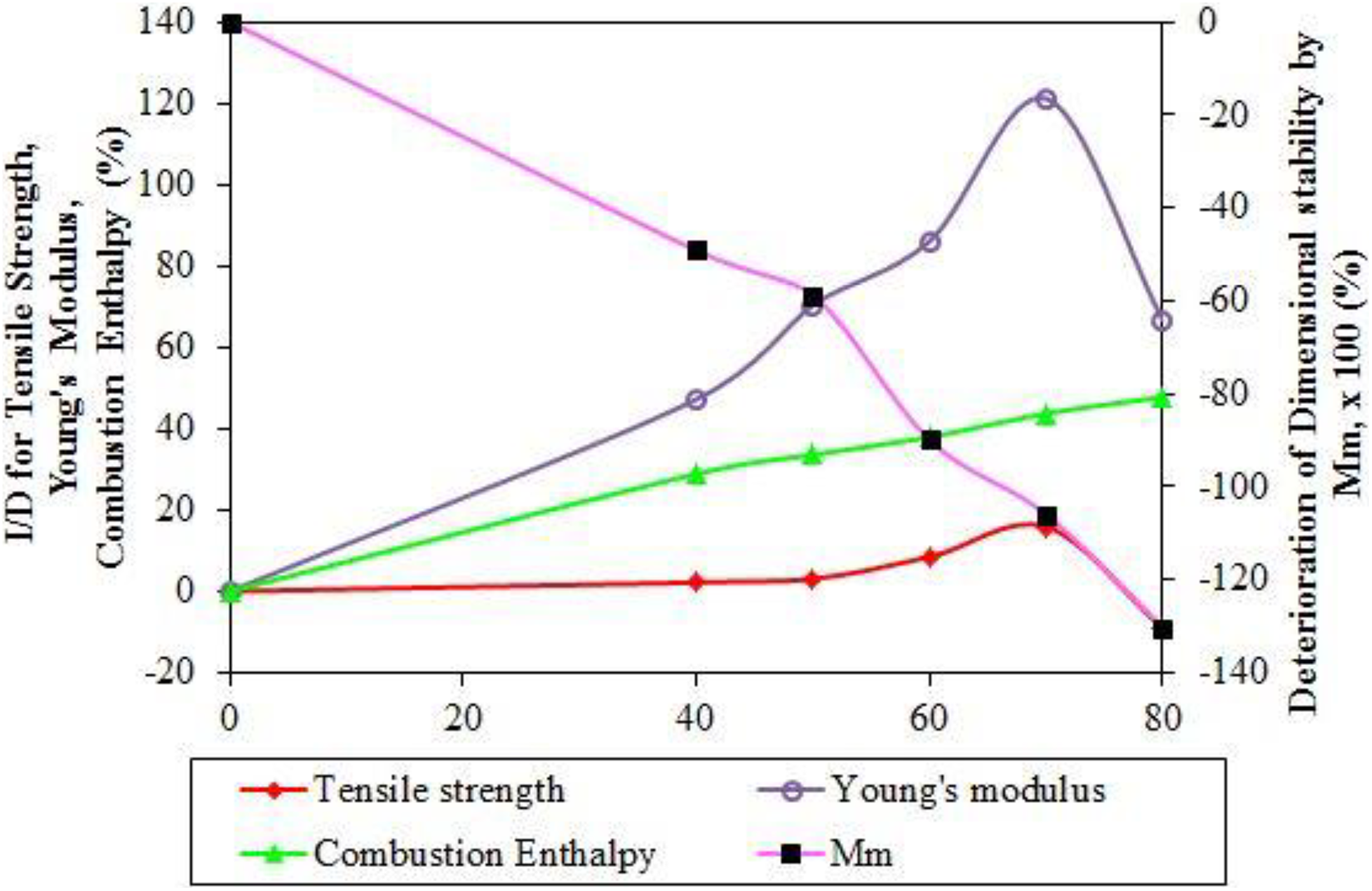
Relationship between the improvement/deterioration of all investigated composites with respect to various RH fibers loadings (Note: I/D denotes the improvement or deterioration in percentages; Mm denotes the maximum WA).RH: rice husk; WA: water absorption.
Conclusion
RH-reinforced recycled thermoplastic blend green composites with high-RH filler loadings (from 40 wt% to 80 wt%) were fabricated using co-rotating twin screw extruder and compression-molded by hot/cold pressing. The physical properties of composites were evaluated by WA and three-dimensional swelling testings upon the immersion of the specimens in sea water; the mechanical performance was measured via tensile testing; the fire resistance property was characterized by determining the enthalpy of combustion of the composites. Generally, the results showed the tensile mechanical and fire retardancy properties of the composites enhanced greatly with incorporating the RH fibers at high loadings, but the dimensional stability reduced with an acceptance level. Based on the findings in this work, it can be proven that the fiber–matrix interfacial adhesion is well-controlled in the aids of adding E-GMA compatibilizer in rHDPE/rPET blend and MAPE coupling agent in RH/thermoplastic blend and thus RH can work well with the blend to manufacture a high-fiber loading green composite product.
Footnotes
Acknowledgements
The authors thank Universiti Kebangsaan Malaysia (UKM) for the financial support and Bio Composite Extrusion Sdn Bhd for the materials donation.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by Universiti Kebangsaan Malaysia (UKM) via the research project grant DIP-2016-023, GGPM-2018-061 and FRGS/1/2018/STG07/UKM/01/2 and Bio Composite Extrusion Sdn Bhd for the materials.