
Abstract
Incorporation of agricultural wastes as fillers in fiber-reinforced plastics is gaining momentum in plastics engineering research. In this study, fiber-reinforced polypropylene (PP) with rice and coffee husks as filler material were developed. The effect of alkali (sodium hydroxide) pretreatment of the husks on mechanical and thermal properties of developed PP biocomposites was observed. Filler material loading was varied from 0% to 20% for rice husks and 0% to 10% for coffee husks. A twin-screw extruder was used for compounding the PP matrix with rice and coffee husk filler materials. Tensile strengths and percentage elongation results varied from 27.4 to 37.4 MPa and 2.4% to 70.3% (unmodified coffee husks), 31.1 to 37.4 MPa and 5% to 70.3% (unmodified rice husks), 30.7 to 37.4 MPa and 5.3% to 70.3% (modified coffee husks), and 30.7 to 37.4 MPa and 4.8% to 70.3% (modified rice husks). Young’s modulus ranged between 1656 and 2247.8 MPa for biocomposite PP samples with unmodified filler material. Young’s modulus ranged between 1740 and 2160 MPa after alkali treatment of the filler material. Charpy impact strengths ranged from 1.2 to 4 kJ/m2 and 3.1 to 19.6 kJ/m2 for samples containing unmodified and modified filler material, respectively. Thermogravimetric analysis showed that an increase in filler content resulted into delayed weight loss at high degradation temperatures. The results suggest that these developed fiber-reinforced plastics can be used in applications requiring high thermal stability and good mechanical properties.
Introduction
The annual rise in production and per capita consumption of plastics due to global population growth implies that plastic pollution will continue to be an environmental issue. By 2016, plastics production had risen to 335 million tonnes worldwide, with only 1% being bio-based. 1,2 Worldwide plastic production as of 2018 stands at about 375 million tonnes. 3 However, production of plastics is predicted to increase over the next few years. 1 There is an increasing demand to reduce consumption of single-use plastics because of increased plastic pollution on land and water resources. 3 Thermoplastic materials currently dominate as matrices for biofibers. The most commonly used thermoplastics for this purpose are polypropylene (PP), polyethylene (PE), and polyvinyl chloride, while phenolic, epoxy, and polyester resins are the most commonly used thermosetting matrices because they are melt-processable in nature. 4,5 Thermoplastics constitute 80% of the plastics market. 6 Most of them are based on nonrenewable petroleum. 7 Due to the lack of resources and increasing environmental concerns, there is a need for materials with specific characteristics for specific purposes that are at the same time environmentally friendly and sustainable. 8 –12 Biocomposite plastics are promising in their incorporation of bio-based natural fibers as fillers in the polymer matrix.
Lignocellulosic fibers are composed mainly of cellulose, lignin, and hemicellulose. These natural fillers are being used as reinforcing fillers in the production of biocomposites because of their inexpensiveness and minimal environmental pollution caused by their characteristic biodegradability. 10,13 Additional benefits offered by lignocellulosic materials include renewability, 14 abundance, high specific strength, 15 low density, and nonabrasiveness. 16 All these properties in combination make for a final product that is lightweight with potential for high filling levels. 8 Rice and coffee production in Uganda generates large amounts of wastes (husks), whose disposal is very problematic as majority of them are often burned in open fields, a practice which creates negative environmental impacts. Studies on biocomposite plastics developed with reinforcing fillers from agricultural wastes in order to improve on their mechanical properties have been done. 8,15 The focus of these studies continues to be the extent to which lignocellulosic fibers can be used as reinforcing fillers instead of synthetic fibers. 9,11 –13,15,17 –21,22 –24 For example, biocomposites composed of polyvinyl alcohol reinforced with cellulose microfibers isolated from biofuel industrial waste, Jatropha curcus L. seed shell were developed. Results showed that cellulose microfibers affected onset degradation temperatures. 25 Some studies on the development of biocomposite plastics with agricultural wastes as filler materials reported an increase in tensile strength, Young’s modulus, and impact strength with an increase in filler material. 13,25 –30 Other studies showed a decrease in tensile strengths and flexural modulus with an increase in filler loading. 31 Another study noted an increase in tensile modulus up until a maximum filler percentage beyond which a decrease in modulus was observed. 32 These inconsistencies in literature necessitate continuous development and experimentation on biocomposite plastics.
Few studies have been done on development of biocomposite plastics with rice and coffee husks as fillers. Yang et al. observed that tensile strengths of rice husks polymer composites decreased with increasing filler loading. Incorporation of a compatibilizing significantly improved the tensile properties. 10 Reis et al. manufactured biocomposites based on coffee husks waste with polyhydroxybutyrate. Thermal stability of the composites was improved by the coffee residues at different contents as they observed an increase in the onset degradation temperature. Tensile strengths were found to decrease with increase in coffee husks waste. 11 Zhao et al. showed that incorporation of rice husks accelerated degradation of polycaprolactone (PCL) matrix for PCL and rice husk biocomposites. 12 Premalal et al. showed that rice husk powder-filled PP composites had lower yield strength, Young’s modulus, flexural modulus, but higher elongation than talc-filled PP. 13 Zhao et al. observed that rice husks effectively delayed the thermo-oxidation process of high-density polyethylene (HDPE) matrix by about 40°C. 21 Chen et al. manufactured green composite materials from rice husk recycled HDPE and recycled polyethylene terephthalate (PET). Water absorption, swelling results, and flexural properties showed a linear increase with the rice husk concentration. 33 In studies by Chen et al., it was noted that tensile strengths and Young’s modulus improved for unmodified rice husk flour reinforcements in a recycled polymer blend of HDPE and recycled PET. Pretreatment with 4% sodium hydroxide (NaOH) resulted in an enhancement of in elongations at break as well as impact strengths. 34 Tan et al. developed biocomposites based on coffee waste and HDPE. Modified coffee waste composites showed better water resistance compared to the unmodified ones. Tensile strengths and moduli increased with increasing coffee waste treatment time but decreased with increase in filler loading. 35
Existing studies are not conclusive on the effect of alkali pretreatment of rice and coffee husks on mechanical and thermal properties of the resulting developed biocomposite plastics. The utilization of rice and coffee husks as fillers also promotes waste management and environmental sustainability through their incorporation in biocomposite plastics. Therefore, in this study, fiber-reinforced plastics were developed using PP as matrix material and both modified (alkali pretreated) and unmodified rice and coffee husks as filler materials. NaOH was used for pretreatment of the rice and coffee husks. Biochemical and physical properties of coffee and rice husks were determined as a means of explanation to the properties of the fiber-reinforced plastics. Mechanical and thermal properties of the modified and unmodified coffee (Arabica and Robusta) and rice (Pussa and Wita-9) husks-reinforced PP were determined.
Materials and methods
Materials
The matrix material used in this study was PP (grade PP H032 TF), with a melt flow index of 3.0 g/10 min and density of 0.9 g/cm3, supplied by Somochem Uganda Ltd, Kampala, Uganda. Peroxan HX (CAS: 78-63-7) was obtained from Pergan GmbH, Bocholt, Germany. NaOH pellets (product code 211687) with a solubility of 1090 g/l in water at 20°C were supplied by Lab Access Uganda Ltd, Kampala, Uganda. Both Pussa and Wita-9 rice husks were supplied by Kibimba Limited in Uganda. Arabica and Robusta coffee husks were obtained from Buginyanya Zonal Agricultural Research and Development Institute, Mbale District, and Mukono Zonal Agricultural Research and Development Institute, Mukono District, respectively.
Processing
The raw material rice husks and coffee husks were first sun-dried to reduce their initial moisture content to less than 13%. After sun-drying, the received rice and coffee husks were divided into two parts. One part was oven-dried immediately for 24 h at 60°C and 80°C for rice and coffee husks, respectively, to further reduce the moisture content to less than 2%. This constituted the unmodified filler material. The second part was modified using immersion in a 3% NaOH solution for 3 h. A liquor ratio of 15:1 was used for chemical modification. After which, the modified rice and coffee husks were washed in multiple cycles with reverse osmosis water until a neutral pH was attained. The modified rice and coffee husks were then oven-drying for 24 h at 60°C and 80°C for rice and coffee husks, respectively, to further reduce the moisture content to less than 2%. These NaOH-treated rice and coffee husks constitute the modified filler material used in the study. The husks (both modified and unmodified) were then milled to <0.5 mm sizes before being used as filler material in composite processing.
PP was compounded with filler material in a twin-screw extruder ZSK 26, Coperion Stuttgart, Germany (L/D ratio of 39:1) with 10 temperature zones (see Table 1) and a throughput of 10 kg/h and speeds of 300 r/min. Detailed ratios of the compounding process are shown in Figure 1. Unmodified rice husks, modified rice husks, and Arabica coffee husks were varied between 5% and 20%, and unmodified Arabica and Robusta coffee husks were varied from 5% to 10%. Initially, all samples with modified and unmodified rice and coffee husks as filler material were produced in one extrusion step. The husks were directly added in the feeding zone of the extruder. Unmodified rice husks, modified rice, and coffee husks up to 20% filler loadings were easily compounded with PP. The use of unmodified coffee husks could only go up to 5% filler loadings because of their high crystallinity. Additionally, biocomposites with unmodified coffee husks were produced in two extrusion steps to achieve the same filling grade as for rice husks. In order to do this, in a first step the PP was compounded with 0.2% Peroxan to reduce the polymer chain length and to lower the viscosity. Consequently, a lower processing temperature of the twin-screw extruder was sufficient which resulted in less thermic stress of the filling material. The Peroxan was also directly added to the extruder in the feeding zone. In a second extrusion step, the extruded PP with the lower viscosity was again compounded with the coffee husks (see Figure 1). All extruded materials were cooled in a water bath and subsequently granulated. Afterward, these granulated materials were injection molded into test specimens for mechanical testing using an Arburg Allrounder 370S 700-100/70, Loßburg, (Germany), molding machine (clamping force of 700 kN). The molding machine was operated at a postinjection pressure of 300 bar, mass temperature of 230°C, and volumetric flow rate of 80 cm3/s. The mold temperature was kept at 60°C.
Extruder temperatures.

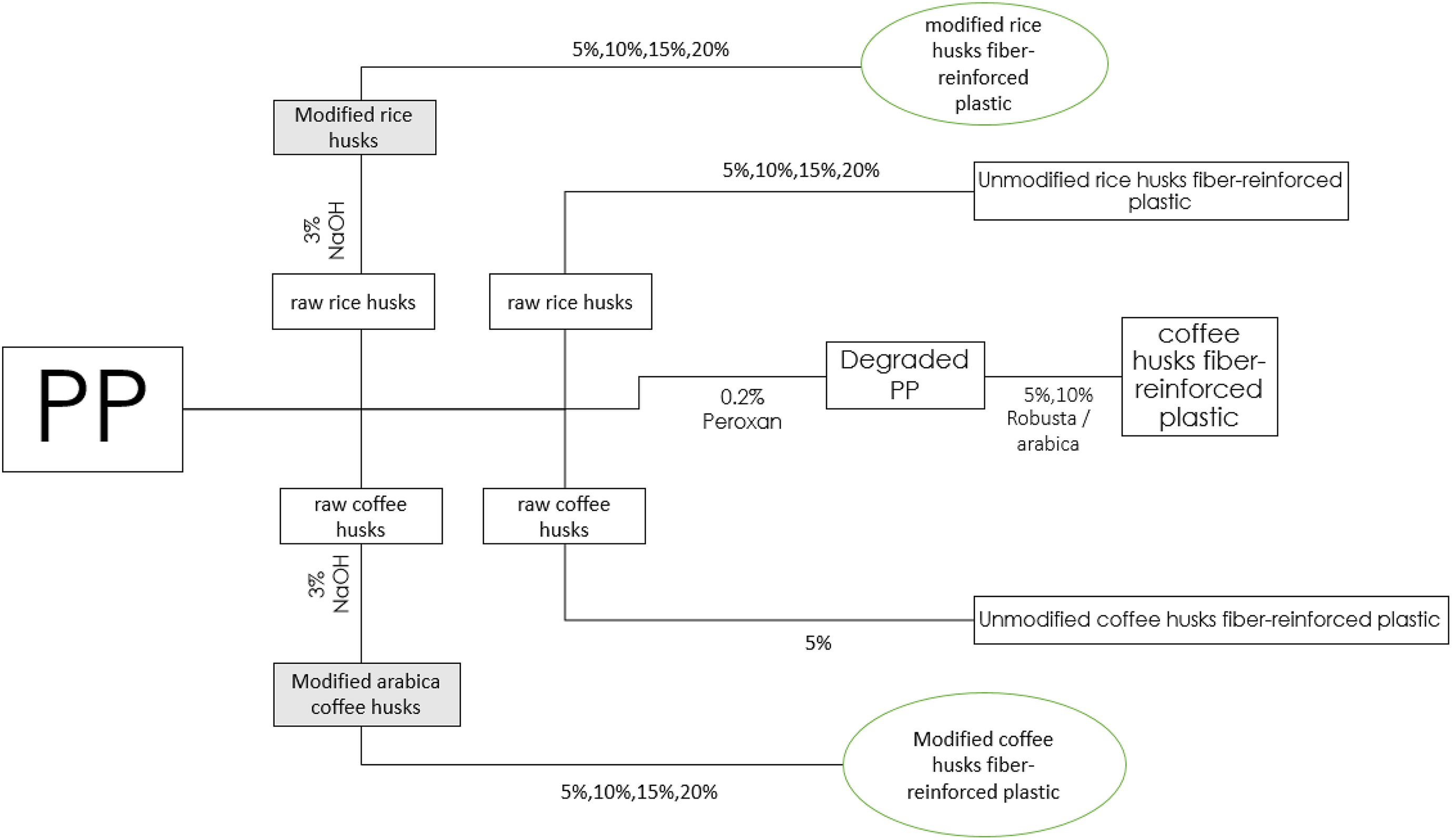
Detailed mixing ratios used in the development of fiber-reinforced plastic.
Biochemical and physical properties determination for rice and coffee husks
An Eltra Thermostep non-isothermal Thermogravimetric analyzer, Haan, Germany, was used to determine physical properties of the rice and coffee husks. The physical properties included: moisture content, ash content, fixed carbon, and volatile matter content.
Biochemical characterization was determined using the Van Soest approach. 36 In this approach, cell wall constituents comprising Neutral Detergent Fiber, Acid Detergent Fiber, and Acid Detergent Lignin were determined in order to quantify lignin, cellulose, and hemicellulose contents in rice and coffee husks.
For water absorption testing, both modified and unmodified rice and coffee husks were compressed into a cylindrical shape. Their weight was measured prior to immersion in distilled water at room temperature. After 24 h, the husks were removed from the water, cleaned with a dry cloth, and measured again. Water absorption was obtained as a percentage of weight increase to the original weight.
Mechanical characterization of fiber-reinforced plastics
Tensile tests, Young’s modulus, and elongation at break for rice and coffee husk-reinforced samples were performed according to DIN EN ISO 527. Tensile tests were performed using a universal testing machine Zwick 1476, Ulm, Germany, at a crosshead speed of 3 mm/min using a 10 kN load cell. Water absorption tests according to American Society for Testing and Materials International (ASTM) D570 procedures. For Charpy impact strength, a notch was added to the specimen prior to testing according to DIN EN ISO 179. Impact strength was measured on a Zwick Roell Typ 5012.202, Ulm (Germany) testing machine with a pendulum size of 1 J operating with an impact velocity of 2.9 m/s.
Thermal characterization of developed fiber-reinforced plastics
Differential scanning calorimetry (DSC) analysis of developed fiber-reinforced plastics samples was carried out using a DSC 204 Phoenix machine (Netzsch, Selb) under nitrogen flow. In the DSC measurement, 10 mg samples were heated from 30°C to 240°C at the heating rate of 10 K/min before cooling to 30°C. The transition temperatures and the enthalpies were determined from endothermic and exothermic peaks.
A simple burning test was used to characterize the performance of the developed fiber-reinforced plastics as adapted from DIN EN 1486. Each sample was held for 30 s in a 150 mm long flame from a Bunsen burner. A simple pass and fail criteria for the burning test were used based on the ability of the sample to continue burning indicating permanent destruction was an indication of a “fail” and an indication of unsatisfactory flame resistance.
The thermal behavior of the developed fiber-reinforced plastics was evaluated by Thermogravimetry, using an Eltra Thermostep non-isothermal Thermogravimetric Analyzer, Haan, Germany. The decomposition analysis was performed under nitrogen atmosphere to avoid unwanted oxidation. Each measurement was carried out on about 1.2 g of each sample over a temperature range from ambient to about 920°C at a heating rate of 16°C/min.
Results and discussion
Biochemical composition and water absorption properties of rice and coffee husks used in this study are shown in Figures 2 and 3, respectively. Before developing biocomposite plastics based on natural fillers, an understanding of the biochemical and physical properties of the natural fibers is required. 28 Cellulose compositions were higher than compositions for both lignin and hemicellulose in the unmodified rice and coffee husks. The highest cellulose content was observed in Arabica coffee 42.2 ± 1.4%, followed by Wita-9 rice husks at 34.3 ± 1.4%. Pretreatment with NaOH resulted in an increase of cellulose and lignin contents. Hemicellulose content decreased from 24.5 ± 4.2%, 8.82 ± 1.4%, 15.69%, 20.6 ± 1.3% to 21.3 ± 0.9%, 5.1 ± 2.8%, 15.5 ± 3.5%, 15.5 ± 2.2% for Arabica coffee, Robusta coffee, Wita-9, and Pussa rice husks, respectively. Ng et al. obtained similar trends from biochemical analysis of alkali-treated coir fibers. 37 The decrease in hemicellulose content is due to its dissolution in alkali. 38,39 The high crystalline nature of cellulose has been reported to improve mechanical properties of fiber-reinforced plastics. 40,41 Lignins and hemicelluloses have no free hydroxyl groups to react with the PP chains which leads to lower interfacial adhesion between fibers and matrices when the contents of lignin and hemicellulose are higher. 28 Therefore, low hemicellulose contents are desirable. This is because high contents can degrade the thermal stability and increase moisture absorption. 42 Lignin is advantageous in that it inhibits water absorption and enhances thermal stability. 40 Lignin also increases resistance of the biomass to chemical and biological degradation. 43
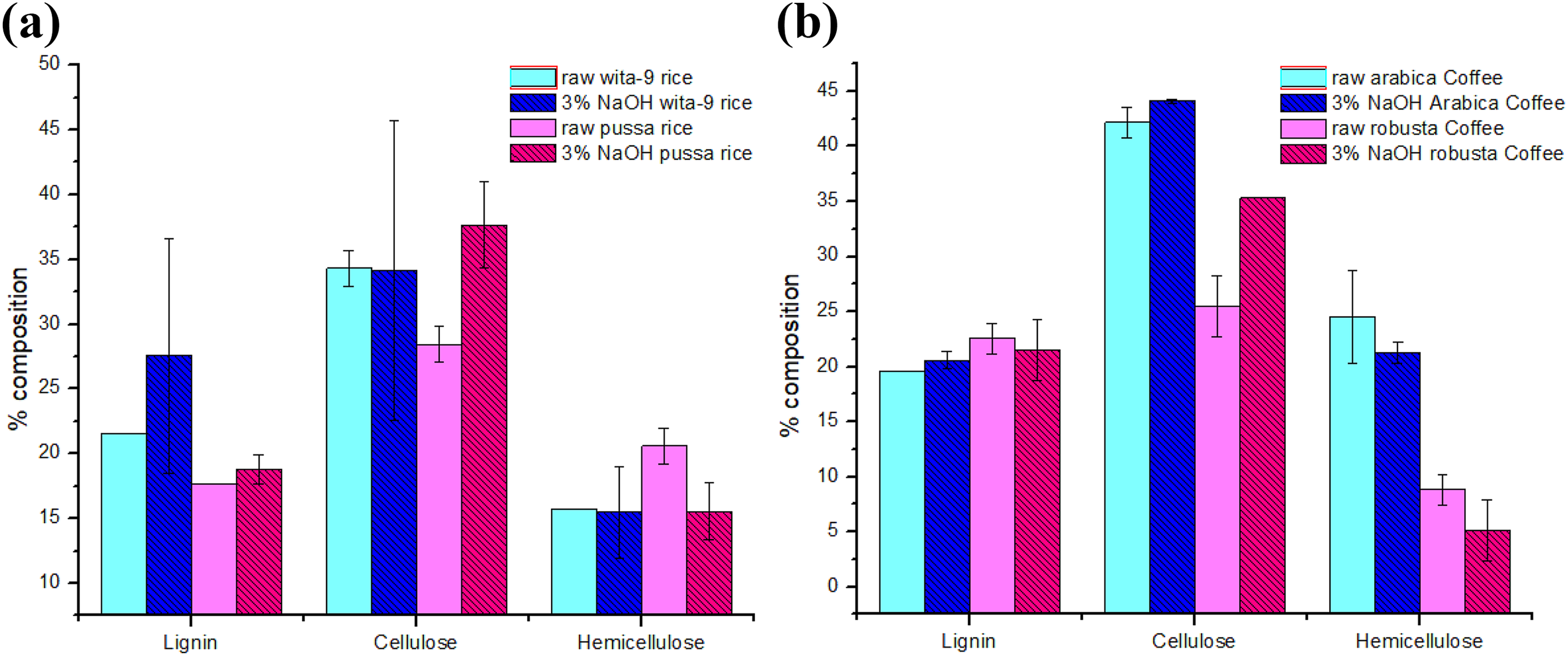
Biochemical composition for agricultural wastes. (a) Rice and (b) coffee husk.
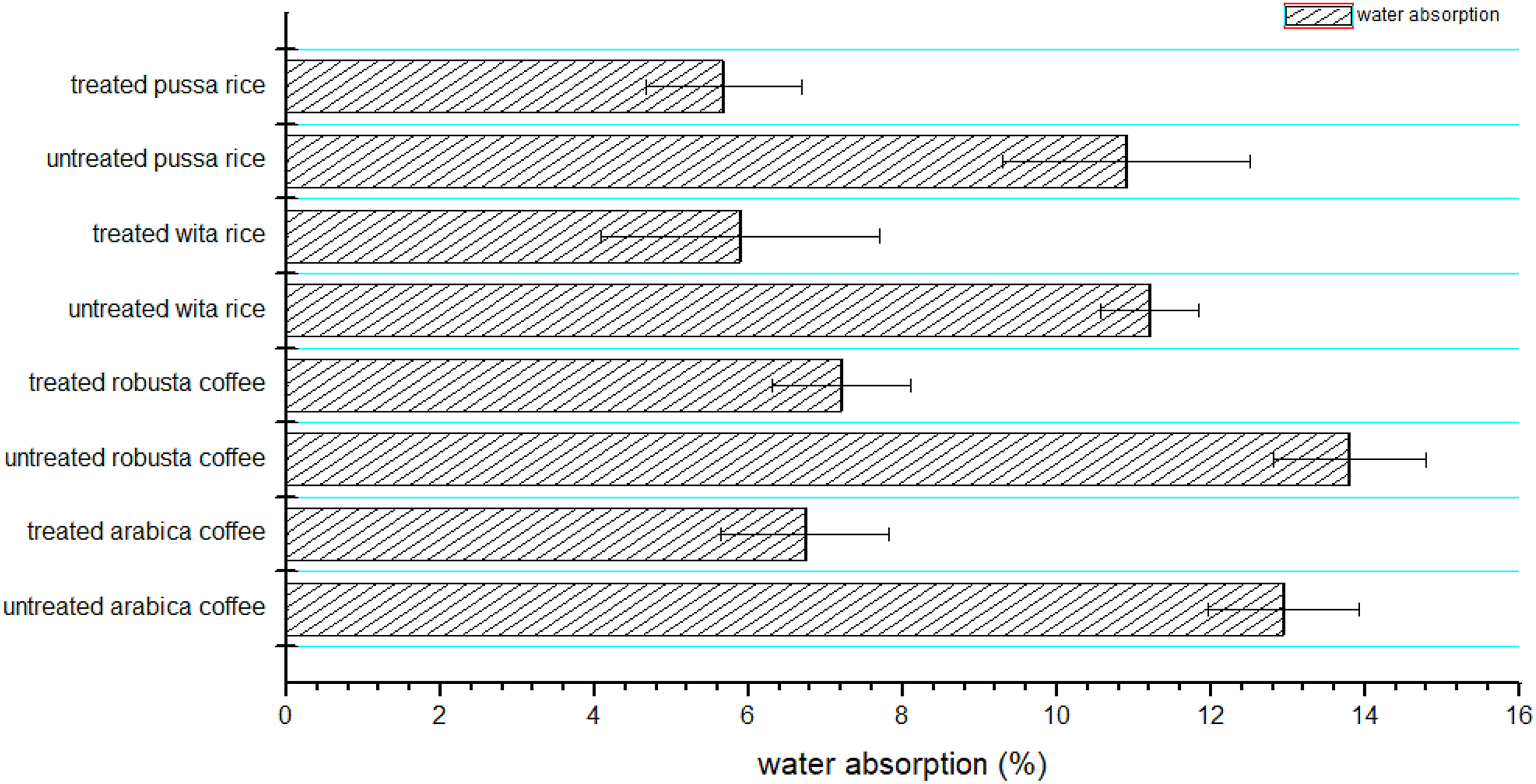
Water absorption of the filler material.
Coffee husks and rice husks absorb water because of their hydrophilic nature. 44 The main reason for water absorption by the husks is hydrogen bonding to free OH groups present in cellulose molecules in the husks. 45 From Figure 3, it can be observed that the unmodified fiber exhibits the highest water absorption capabilities with 12.9 ± 1.1%, 13.8 ± 1%, 11.2 ± 0.8%, 10.9 ± 1.6% for Arabica coffee, Robusta coffee, Wita-9 rice, and Pussa rice husks, respectively. The water absorption contents reduced significantly after alkali pretreatment to 6.73 ± 1.1%, 7.2 ± 0.9%, 5.89 ± 1.8%, 5.67 ± 1.01% for modified Arabica coffee, Robusta coffee, Wita-9 rice, and Pussa rice husks, respectively. Reduced moisture content of the husks is due to the fact that pretreatment with NaOH enhances removal of hemicelluloses which implies that the amount of bonding sites are reduced and the lumen structure of fibers is compressed. 46 Additionally, alkali pretreatment removes all the noncellulosic impurities, so micro-gaps may be increased due to the removal of interfibrillar matrix material, such as lignin and pectin. Therefore, small water molecules can easily penetrate the fiber surface due to having more surface spatial sites, resulting in more water absorption by the final developed alkali-treated material composite. 47
Moisture content in rice husks was lower than that of coffee husks (see Figure 4). Moisture absorption leads to degradation of the filler–matrix interface region. Moisture content was lowest in Wita-9 rice husks at 9.8%. Pussa rice husks had moisture content levels of 12.5%. Moisture content levels in coffee husks were 13.8% in both Robusta and Arabica coffee husks. High moisture content creates poor stress transfer efficiencies and results in a reduction of mechanical properties. 48 This implies that fiber-reinforced plastics made with rice husks as filler material are more likely to resist moisture absorption as well as attain better mechanical properties compared to those made with coffee husks as filler material. Rice husks show lower fixed carbon and lower volatile matter contents when compared to coffee husks. This is expected to have an impact on thermal properties of developed fiber-reinforced plastics. Low volatility implies that ignitability will be low. 49 This implies that fiber-reinforced plastics developed with rice husks as filler material should have better performance in flammability testing (see Figure 16). However, due to high ash content in rice husks and the formation of silica ash or silicon carbide, greater energy is expected to initiate combustion.
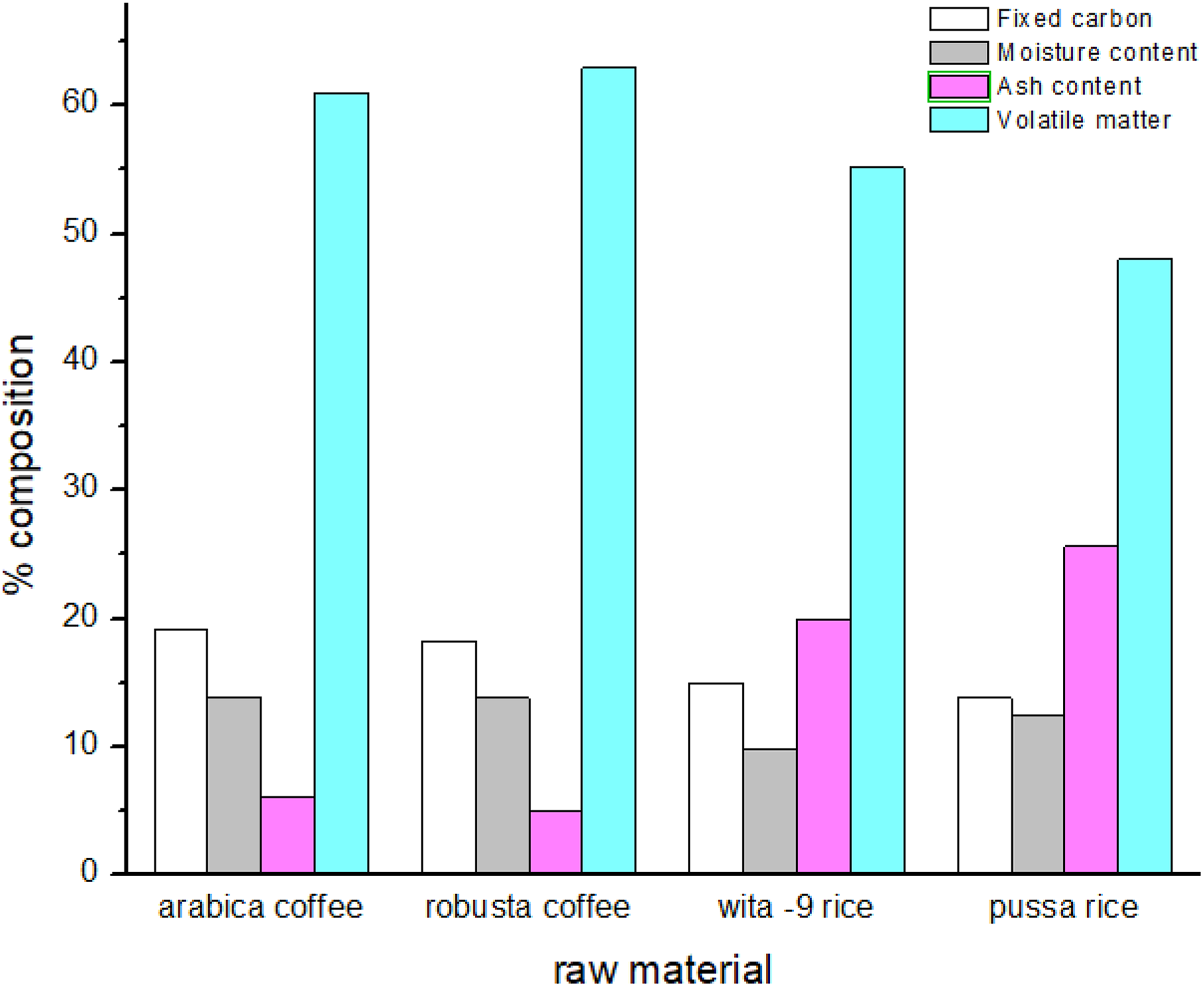
Physical properties of rice and coffee husks agricultural wastes.
Tensile strengths decreased with increase in filler loading with a highest value of 37.4 ± 1.8 MPa obtained for pure PP samples and the lowest value of 27.4 ± 1.0 MPa obtained for unmodified 10% Robusta coffee husks incorporated in PP (see Figure 5). Increase in filler content is synonymous with increasing interfacial area and worsening interfacial bonding between the hydrophilic filler and hydrophobic matrix polymer which reduces tensile strength. 13,28,44,50 –56 The decrease could also be explained by the decrease in the load transfer occurring from the degradation of cellulose chains. 57 Cho and Park explained the decrease in tensile strength of composites with the increase in filler loading by the differences in failure strains of the reinforcement and the matrix. 58 Reinforcement does not come into effect when the failure strain of the matrix is much greater than that of reinforcement. This result was confirmed in this study. Elongations at break for pure PP are much greater than those of PP reinforced with rice and coffee husks. The developed composite shows a failure before the stress is transferred from the PP matrix to reinforcement. As shown in Figure 5(b), the previous reduction of the PP chain length resulted in a decrease in tensile strengths of coffee husks-incorporated fiber-reinforced plastics and a decreasing trend with increase in filler content. Bledzki and Gassan reported that an increase in the composite’s tensile strength could be due to higher cellulose and lignin contents and to better dispersion and adhesion to the matrix. 59 In this study however, both cellulose and lignin contents increased after alkali treatment but the tensile strength reduced when modified fillers were incorporated in PP and reduced further with increase in filler loading. The decrease was attributed to the fact that a modification of 3% NaOH concentration could be very high for the rice and coffee husks, causing an excess removal of covering materials from the cellulose surface, which results in possible weakening or damaging of the fiber structure. 57,60 High percentages of alkali pretreatment were reported not only to remove surface impurities but also enhance surface smoothening, which lessens the ability for mechanical bonding between the fibers and matrix materials. 61 Jacob et al. assessed the effects of different concentrations of NaOH (0.5, 1, 2, 4, and 10%) on the properties of sisal fiber-reinforced composites. Their results concluded that the maximum tensile strength value was obtained with 4% of NaOH. 62
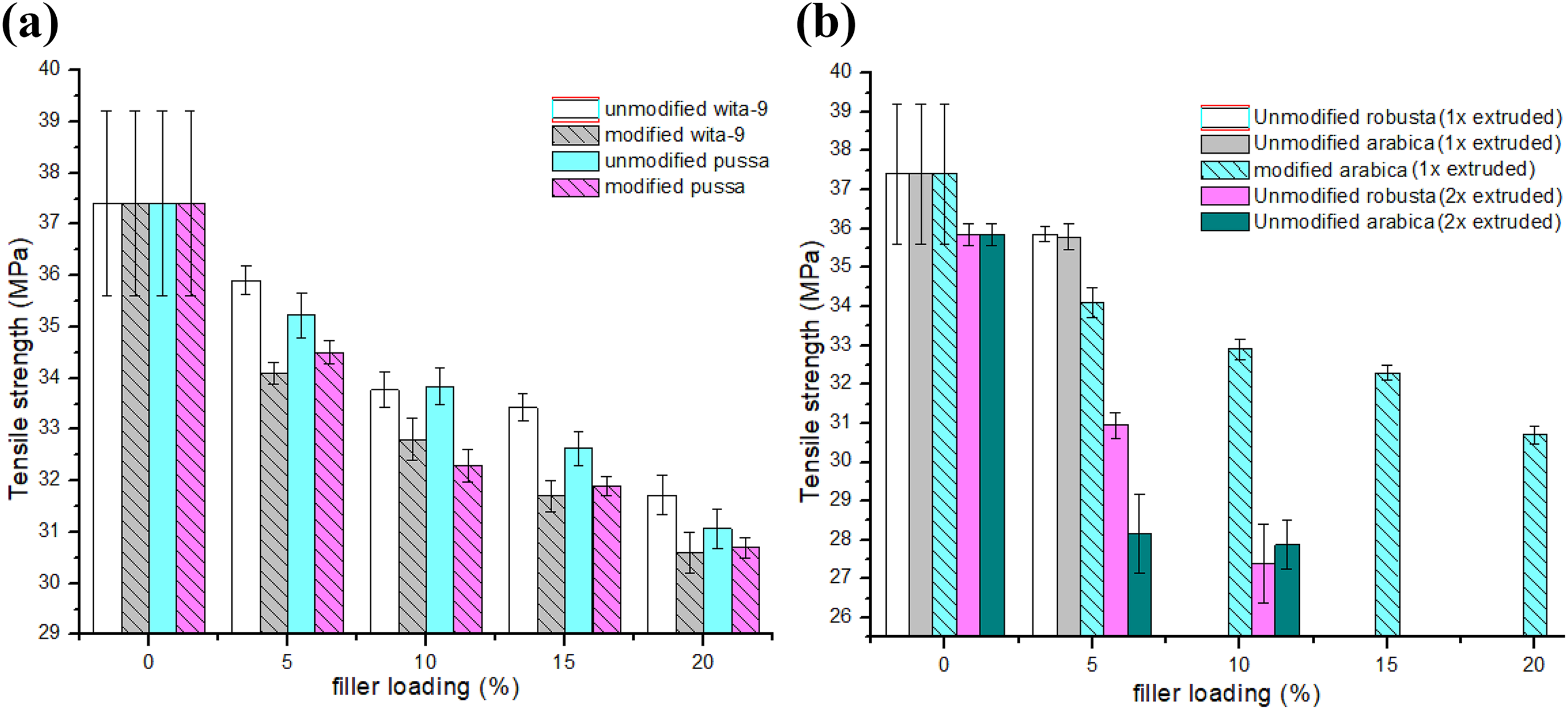
Tensile strengths at different filler loadings and alkali pretreatment of developed fiber-reinforced PP. (a) Rice husks and (b) coffee husks. PP: polypropylene.
Young’s modulus ranged between 1656.3 ± 71.9 MPa–2247.9 ± 38.4 MPa and 1740 ± 20.1 MPa–2160 ± 28.2 MPa for unmodified and modified filler-reinforced PP, respectively (see Figure 6). The results obtained from Young’s modulus determinations indicated that increasing filler loading resulted in an increase in the Young’s modulus. This led to a tendency to increase the fiber-reinforced plastic’s stiffness. This tendency is typical for rigid fillers incorporated into softer polymer matrices because natural lignocellulosic fillers have been found to have elastic modulus higher than that of PP. 13,53,54,63,64 Also, increase in the composites rigidity with the reduction of polymer chains mobility in the presence of the filler could be another cause for the increase in the Young’s modulus. When Peroxan was used, the Young’s modulus of neat PP was plummeted but increased with increase in filler content. The degrading effect of PP reduced the viscosity and therefore reduced the rigidity of the PP. Increase in filler content in the previously reduced chain length PP samples increases the quantities of more rigid material in the matrix and therefore resulted in an increase in Young’s modulus (see Figure 6(b)). The treatment process reduced Young’s modulus of the developed fiber-reinforced plastics and an increase in filler loading resulted in an increase in Young’s modulus. This reduces the brittle nature of the developed final fiber-reinforced plastic. The decrease in Young’s modulus with alkali treatment is due to micro-fibrils losing their crystalline structure. 65 Goda et al. observed similar results for ramie fibers; the elastic modulus decreased as the alkali treatment concentration increased. 66 Ridzuan et al. also reported reduced Young’s modulus results after treatment of Pennisetum purpureum stems. 46
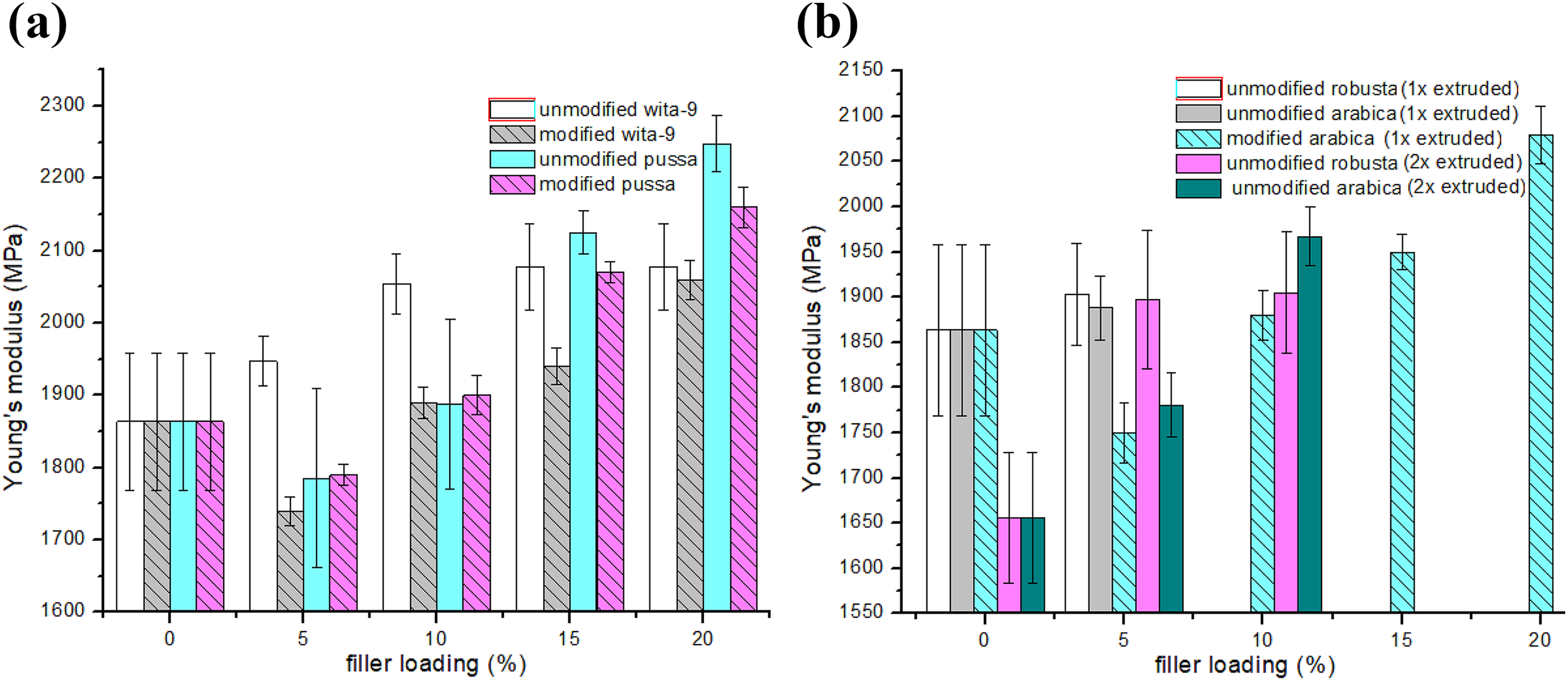
Young’s modulus at different filler loadings and alkali pretreatment of developed fiber-reinforced PP. (a) Rice husks and (b) coffee husks. PP: polypropylene.
Elongations at break for Pussa rice husks-incorporated PP are lower when compared to those for Wita-9 rice husks PP (see Figure 7(a)). Arabica husks-reinforced PP have lower elongations at break than Robusta-reinforced PP. Increasing filler content resulted in a drop in elongations at break. 13,44,54 At 20% filler loadings, the least elongations of 5.03 ± 0.29% and 5.34 ± 0.36% for unmodified Pussa and Wita-9 rice husks-incorporated PP, respectively, were noted. For unmodified coffee husks in the previously reduced chain length PP samples, at the highest filling ratio of 10% of Robusta coffee, 2.53 ± 0.28% elongations were noticed (see Figure 7(b)). This is attributed to nonuniform dispersion of unmodified fibers in the matrix. 67 Elongations at break for modified filler material ranged between 4.8 ± 0.1% at 20% Pussa loading ratio and 70.3 ± 8.2% for pure PP. These elongation at break results are expected because the fibers lengths of <5 mm present points of dislocations within the matrix–fiber interfaces. Decreased interfacial bonding between filler and matrix polymer causes points for micro-crack initiation and propagation, which affects structural integrity of developed fiber-reinforced PP. 63 Additionally, these fibers individually have very low elongations at break, that is, high inherent rigidities. 68 It is rather surprising that the elongations at break are lower when treatment with NaOH was effected because ideally this alkali treatment increases fiber–matrix adhesion and would lead to an increase in the elongations at break. 69 Ridzuan et al. observed that elongations at break increased by over 90% for 5% alkali treatment of Pennisetum purpureum stem. 43 Dahham et al. noted that at alkali treatments of 3% and above, elongations at break decreased. 70 Mulinari et al. also obtained decreased elongations at break when chemical treatment with sulfuric acid was done on sugarcane bagasse fibers. 71 Obasi et al. attributed the reductions in elongations at break to agglomeration in the blend giving rise to poor compatibility between the two phases. 72
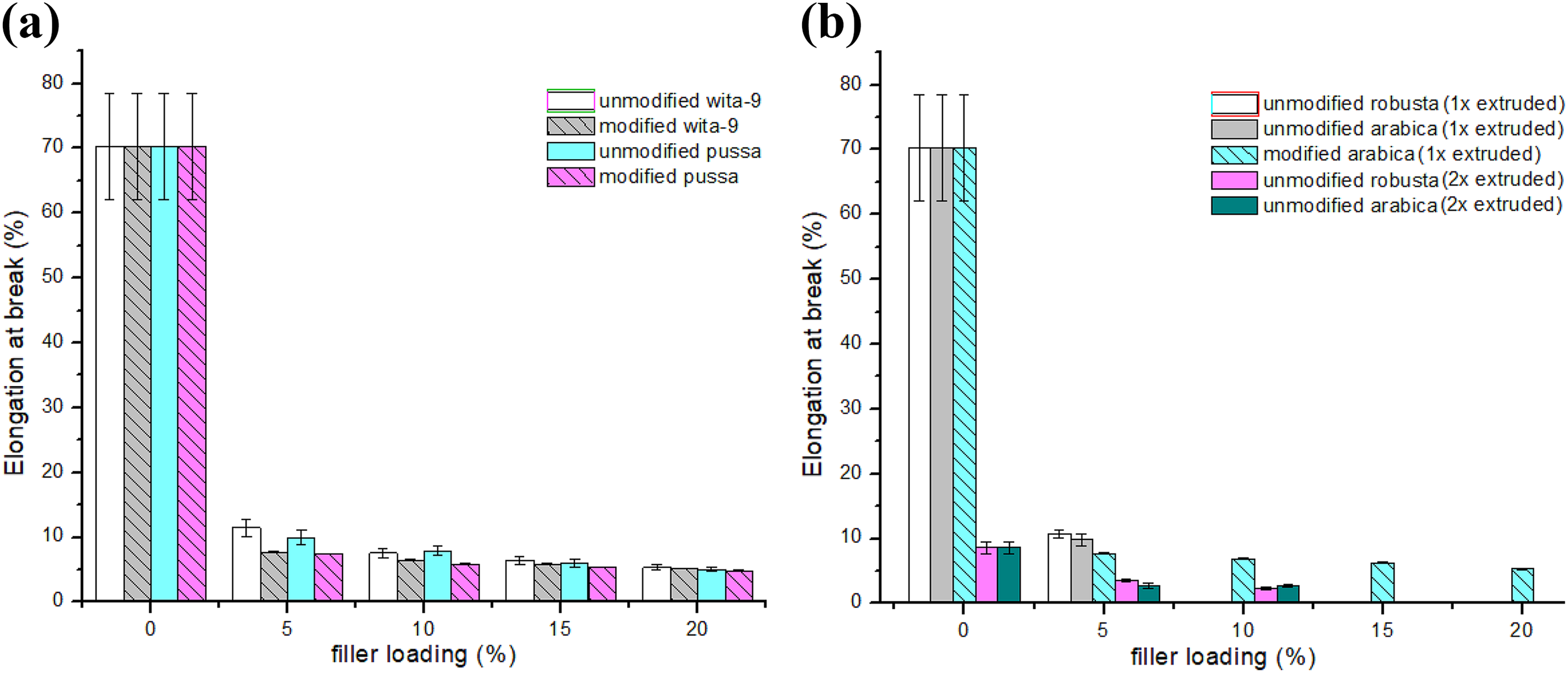
Elongation at break at different filler loadings and alkali pretreatment of developed fiber-reinforced PP. (a) Rice husks and (b) coffee husks. PP: polypropylene.
Charpy impact tests were carried out to determine toughness properties of developed fiber-reinforced plastics. Impact strength is the ability of a material to resist fracture under stress applied at high speed. Impact strengths ranged between 1.2 ± 0.36 to 4 ± 0.47 kJ/m2 and 3.1 ± 0.51 to 19.6 ± 1.21 kJ/m2 for unmodified and modified filler material, respectively. As the filler loading increased, poor interfacial bonding between the filler and the matrix polymer caused the Charpy impact strength of the composites to be reduced (see Figure 8). Poor interfacial bonding induces micro-spaces between the filler and matrix polymer, and these cause numerous micro-cracks when impact occurs, which induce crack propagation easily and thus decrease impact strength of the composites. 13,63,73 Also use of unmodified coffee husks in degraded PP showed a declining trend in the notched impact strength with increasing filler content (see Figure 8(b)). This implies that any additional increase of filler material is incapable of absorbing more energy resulting in decrease in impact strength. Alkali pretreatment resulted in an increase in notched impact strength of developed fiber-reinforced plastics. This is due to increased bonding between polymer and fiber phases. 74 In addition to increased bonding, improvement of the filler and matrix adhesion and the increment of the aspect ratio due to the modified pretreated surface led to an increase in impact strength after alkali pretreatment. 75 The strength was even higher for Wita-9 rice husks- and Robusta coffee husks-incorporated PP. This is an indicator of its better energy absorbing capability compared to Pussa and Arabica husks. 76
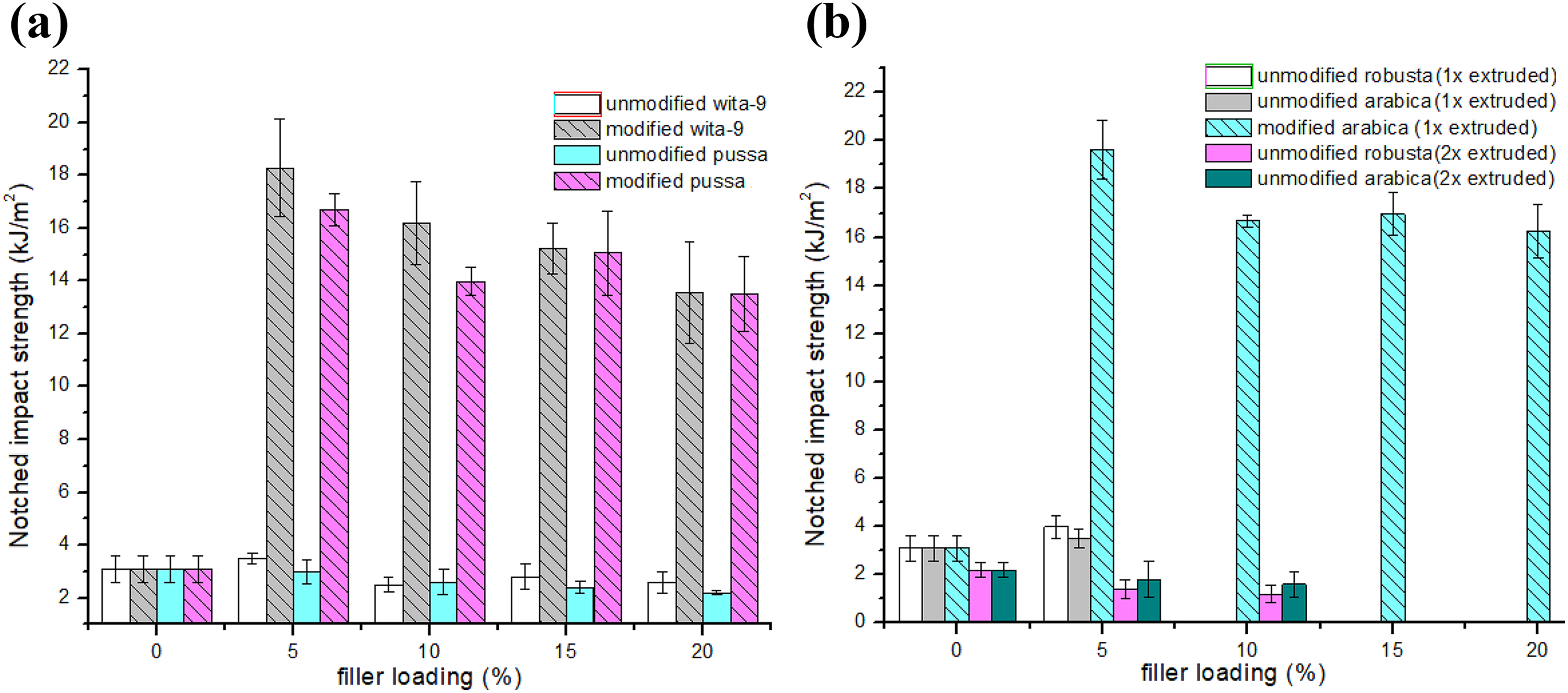
Notched impact strengths at different filler loadings and alkali pretreatment of of developed fiber-reinforced PP. (a) Rice husks and (b) coffee husks. PP: polypropylene.
Water absorption properties of the developed fiber-reinforced plastics are shown in Figure 9. As expected, the water resistance of the developed fiber-reinforced plastics decreased with increasing filler loading. 77 As filler loading increased, there was a reduction in interfacial bonding between the filler and matrix polymer, causing an increase in the number of micro-voids, hence increased water absorption by the developed fiber-reinforced plastics. 53 Even though PP hardly absorbs water due to its hydrophobic structure, coffee and rice husks absorb water because of their hydrophilic nature. 44,78 When exposed to moisture/water environments, the hydrophilic natural fibers swell leading to micro-cracking of the brittle thermoplastic biocomposite. As the composites crack, capillarity tendencies becomes more active and hence, water molecules are actively attracted to the interface resulting in de-bonding of filler and matrix materials. High cellulose contents of coffee and rice husks contribute to water penetration into the interface through micro-cracks induced by swelling of the filler creating stress and ultimately leading to failure of the composite. 53 With the addition of NaOH, interfacial bonding between the filler and the matrix polymer was significantly improved, resulting in improved dimensional stabilities and water absorption behaviors 79 (see Figure 9).
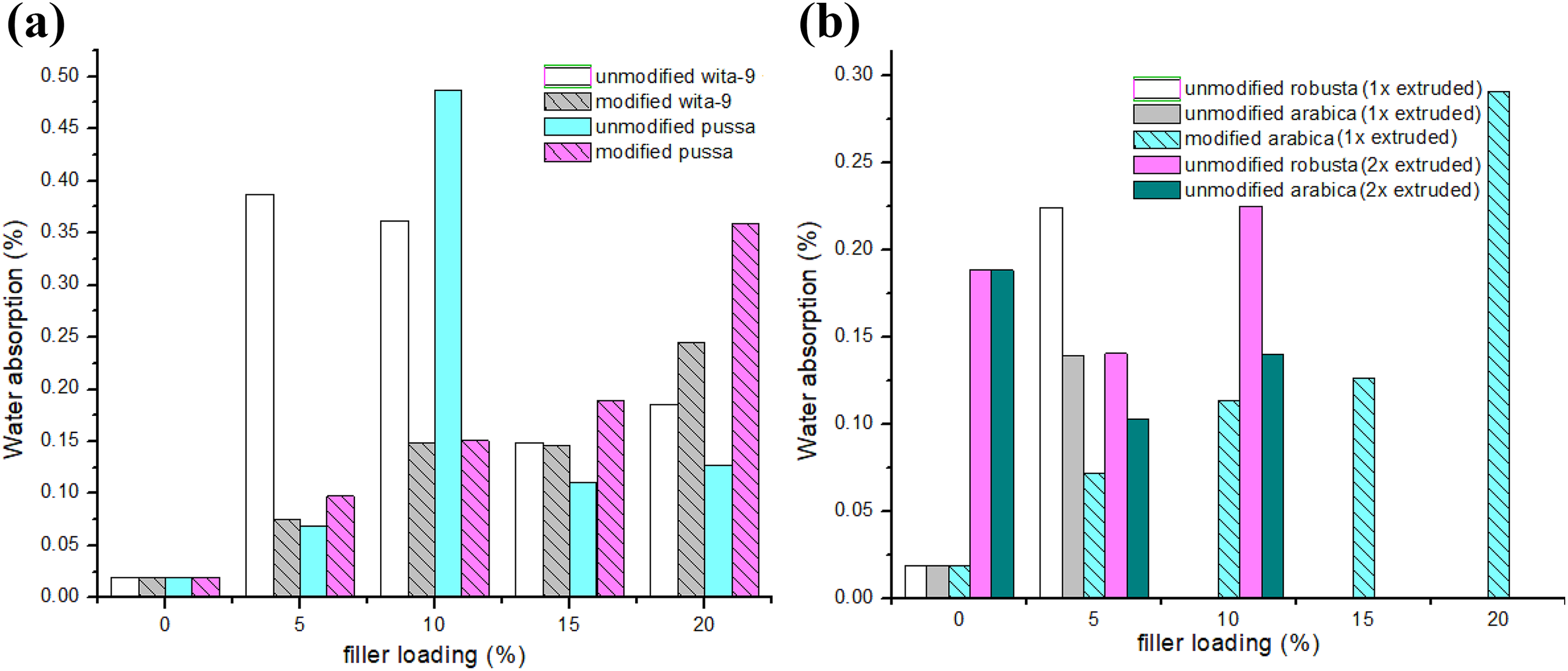
Water absorption at different filler loadings and alkali pretreatment of of developed fiber-reinforced PP. (a) Rice husks and (b) coffee husks. PP: polypropylene.
Developed fiber-reinforced PP biocomposites exhibited interesting water absorption properties. NaOH pretreatment processes on rice and coffee husks affected the developed fiber-reinforced plastics differently. Pretreatment of Wita-9 rice husks decreases the moisture absorption from 0.38% and 0.36% at 5% and 10% filler loadings, respectively, until 0.14% at filler loading of 15% (see Figure 9(a)). This was expected due to lower hemicellulose content obtained when the Wita-9 husks were treated prior to use in the biocomposite polymer production. 42 Pretreatment of Pussa rice resulted in increased moisture absorption with increase in filler content to 0.09%, 0.19%, and 0.36% for filler loading of 5%, 15%, and 20%, respectively. This is possibly due to increased cellulose contents. Cellulose is a hygroscopic polar molecule that easily bonds with hydrogen. For coffee husks (see Figure 9(b)), NaOH alkali pretreatment decreases the moisture absorption properties of the developed fiber-reinforced plastics. From the biochemical analysis, modified coffee husks have higher lignin contents and lower hemicellulose contents than unmodified coffee husks. This is the reason for decreasing water absorption in coffee husks-incorporated PP. 40,42
Results for DSC are shown in Figures 10 to 12. Increase in filler contents decreased the crystallization and melting enthalpies of the developed fiber-reinforced plastics because with higher filing grade, the meltable matrix decreases and therefore less energy is necessary to melt/crystallize the matrix. Pure PP plastic had endothermic melting and exothermic crystallization temperatures at 167°C and 123.23°C, respectively. An increase in filler content had no significant effect on the melting and crystallization temperatures (see Figures 10 and 11). 11,27
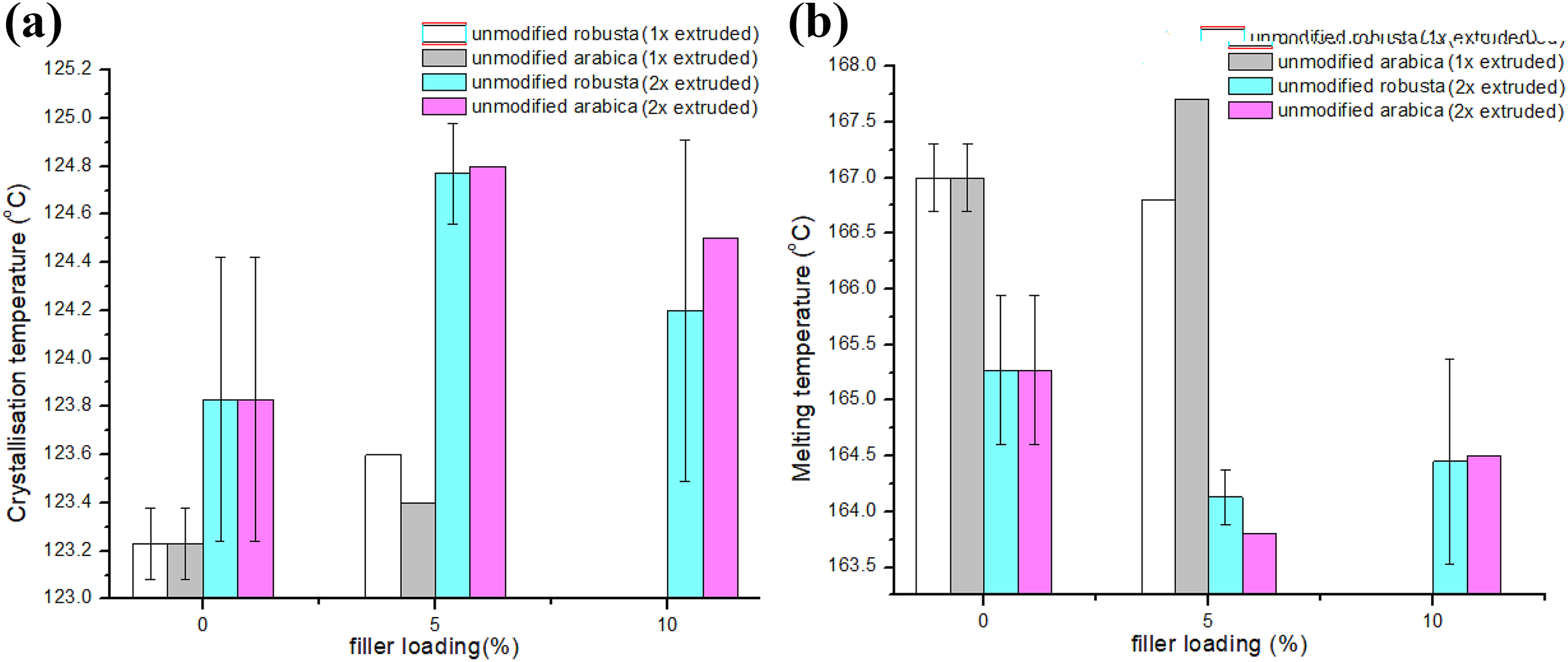
(a) Crystallization temperatures and (b) melting temperatures of coffee husks-reinforced PP. PP: polypropylene.
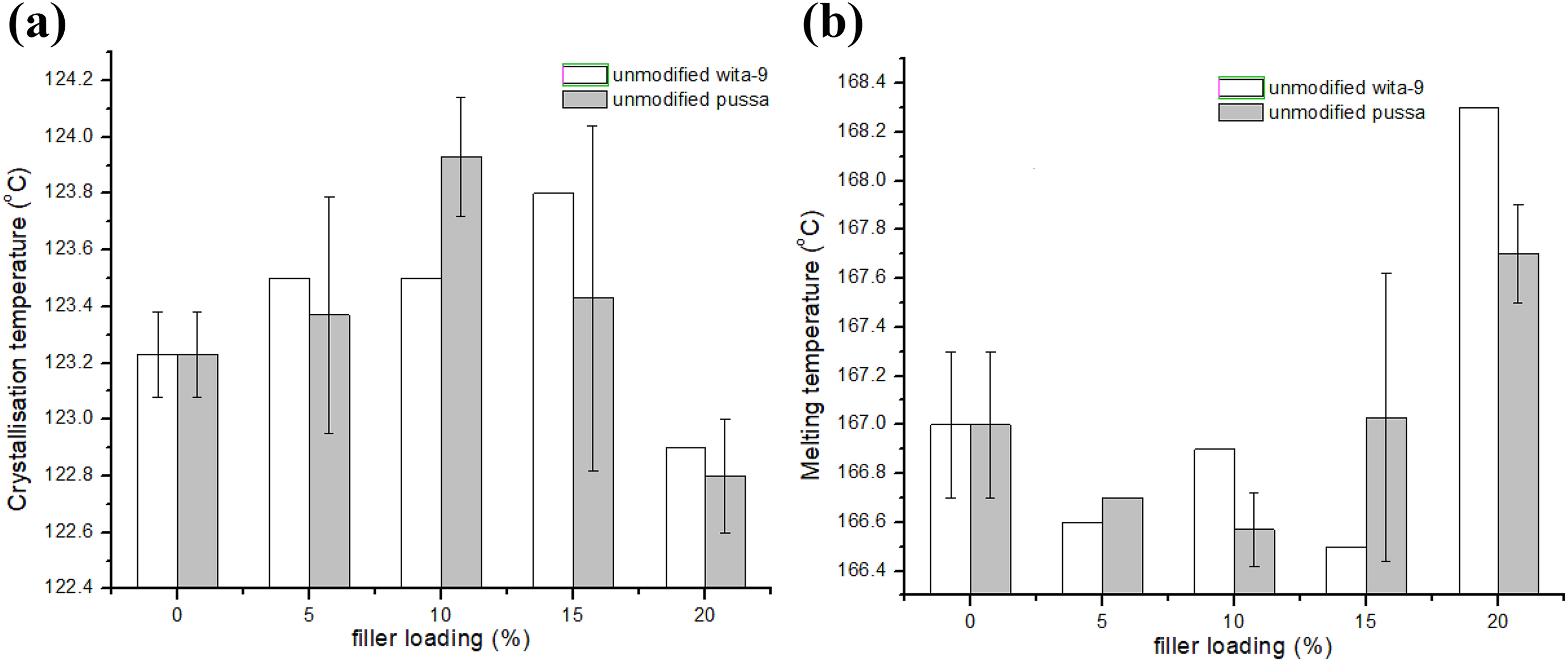
(a) Crystallization temperatures and (b) melting temperatures of rice husks-reinforced PP. PP: polypropylene.
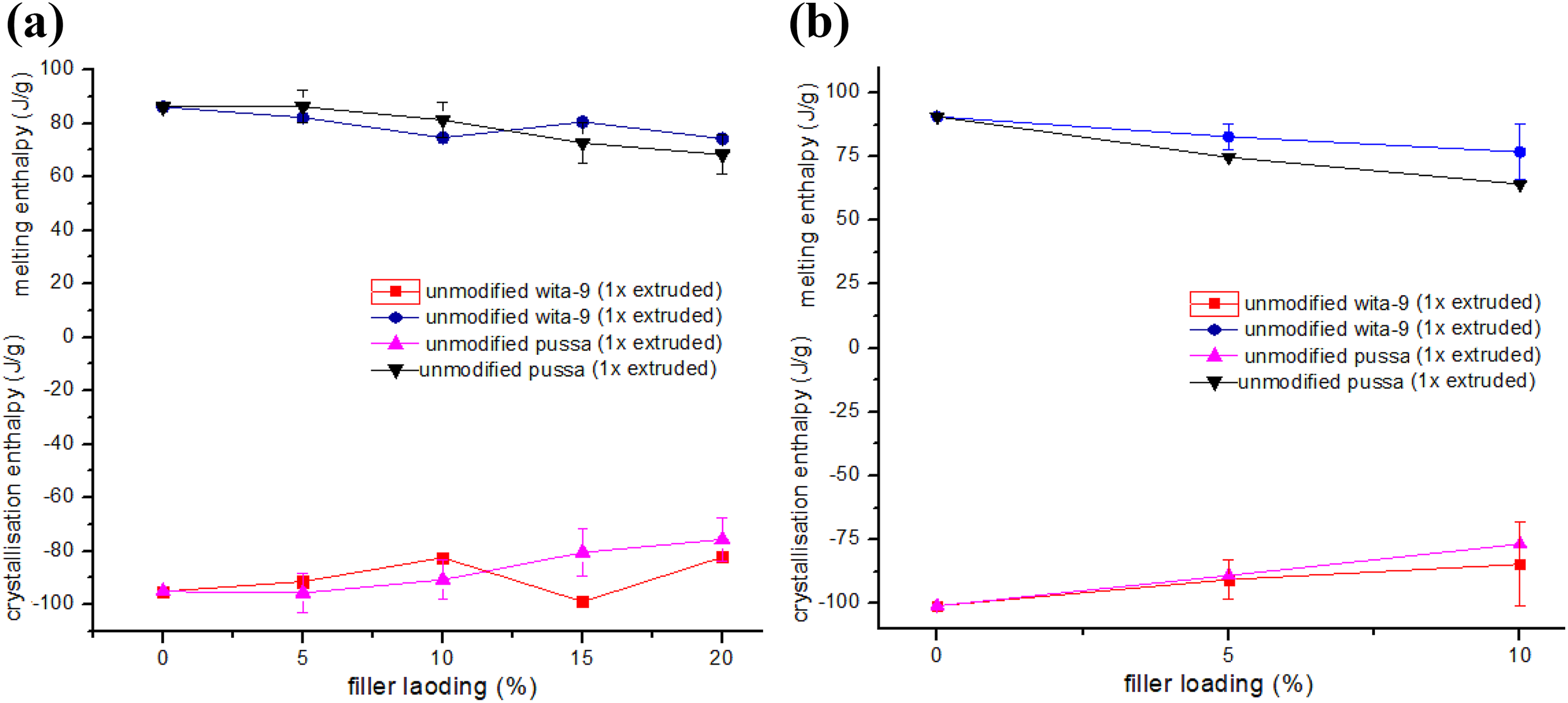
Enthalpies of fiber-reinforced plastics. (a) Rice husks and (b) coffee husks.
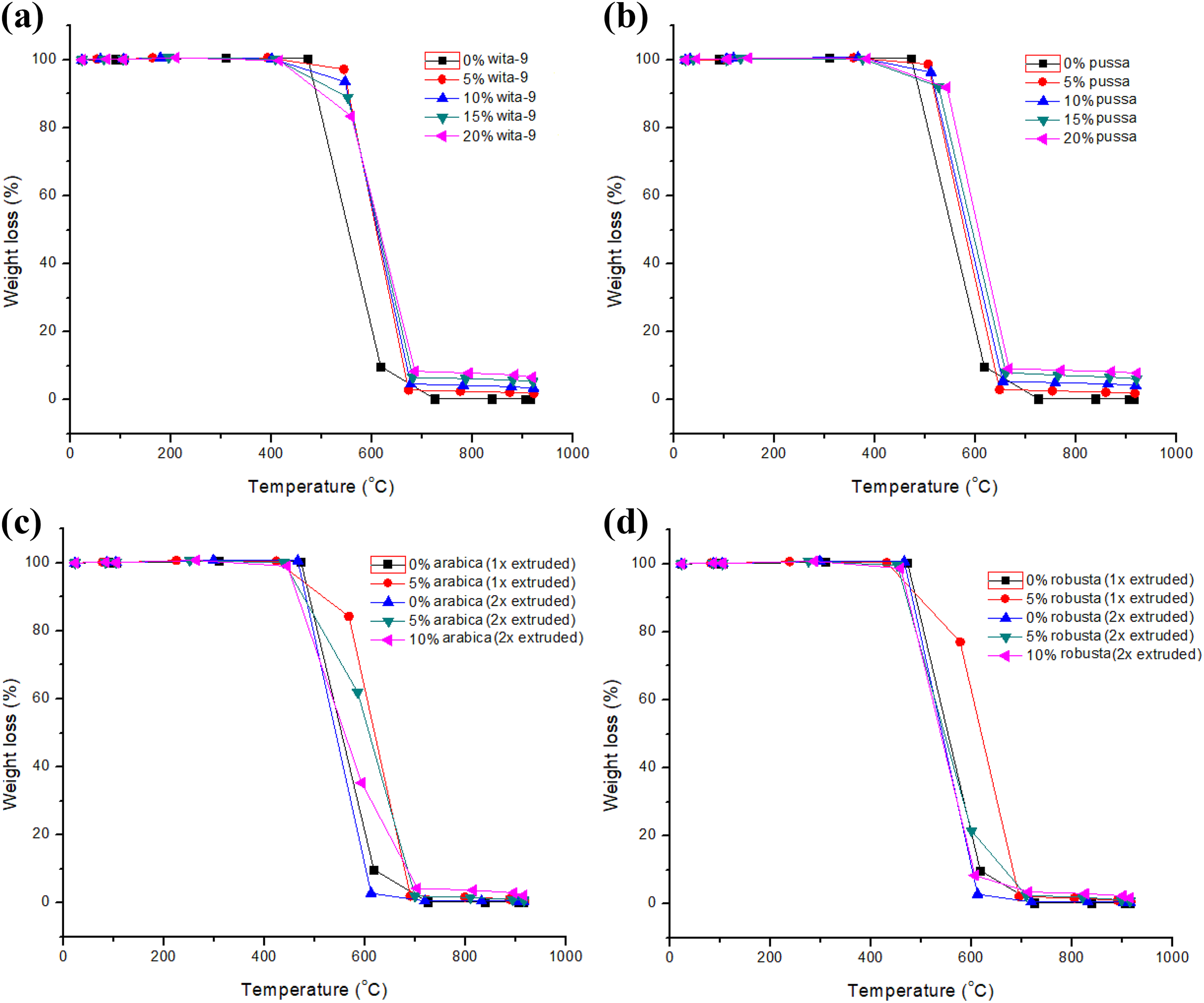
All the developed samples did not pass the burning test as the matrix material started decomposing before 30 s had elapsed (see Figure 13). This was attributed to the high volatile matter compositions in the raw materials (husks) used as reinforcement (see Figure 4). Thermogravimetric analysis (TGA) determines the degradation behavior of the components that make up a fiber-reinforced plastic, which is based on the measurement of weight change with increase in temperature. Figures 14(a) to (d) and 15(a) to (c) show the thermograms for unmodified and modified filler-incorporated plastics, respectively. The composites degrade through three main stages, the profiles of which are determined by individual thermal degradation behaviors. Results revealed weight changes to the developed plastics in the temperature range from ambient temperature to about 400°C caused by the degradation of hemicellulose. This was due to evaporation of water combined with hydroxyl groups present in the cellulose structure. Further, the weight loss occurring in the temperature range of 400°C to about 650°C is derived from the decomposition of cellulose. The decomposition rate of the developed plastics reached the maximum in this stage as observed by the steep slopes of the thermograms. The decomposition process, appearing at higher temperatures in the range of about 650°C and about 920°C occurs at the least rate of weight loss, and is mainly on the lignin. 80 It is important to note that inclusion of both modified and unmodified rice and coffee husks to PP matrix significantly improves on the thermal properties as it delays degradation at increasing temperatures. Similar results were obtained by Zhao et al. The remaining weights of the plastics at 915°C are shown in Figure 16. The composites exhibited a reducing maximum degradation rate than that of neat PP, which is attributed to the increase of molecular weight of filler material at high processing temperatures. Rice and coffee husks exhibit excellent heat stability. 21,81 Additionally, as seen in Figures 14 to 16, rice husks-incorporated plastics yielded superior thermal properties compared to coffee husks-incorporated plastics. This could be attributed to the lower fixed carbon and volatile matter contents in both Wita-9 and Pussa rice husks when compared to coffee husks. 49
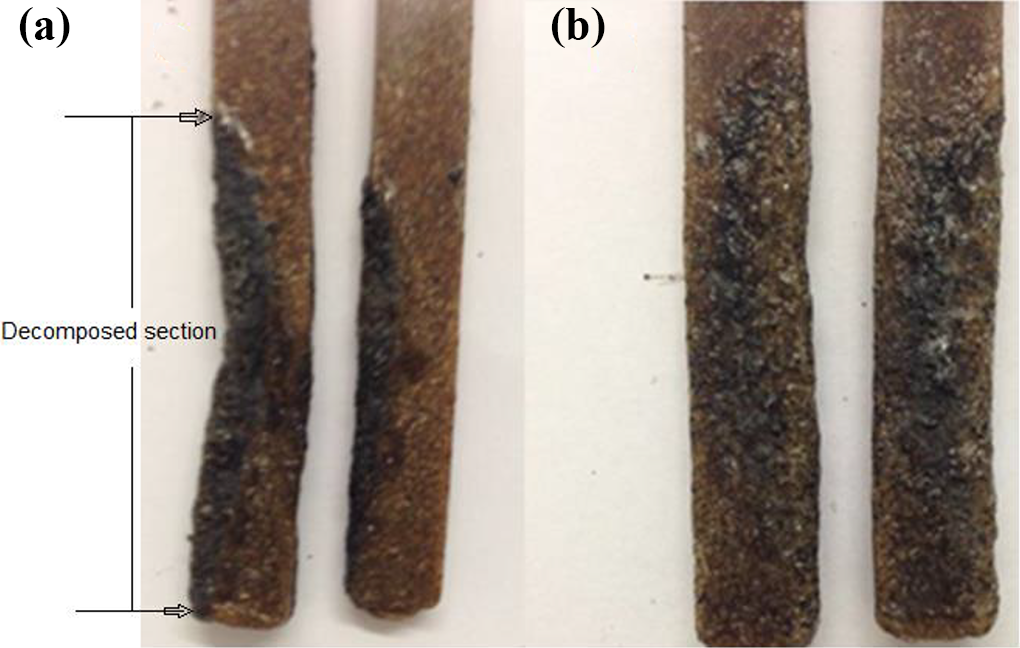
Burning test results for rice husks-reinforced plastics. (a) Pussa and (b) Wita-9.
TGA curves for unmodified filler-reinforced plastics. (a) Wita-9, (b) Pussa, (c) Arabica, and (d) Robusta. TGA: Thermogravimetric analysis.
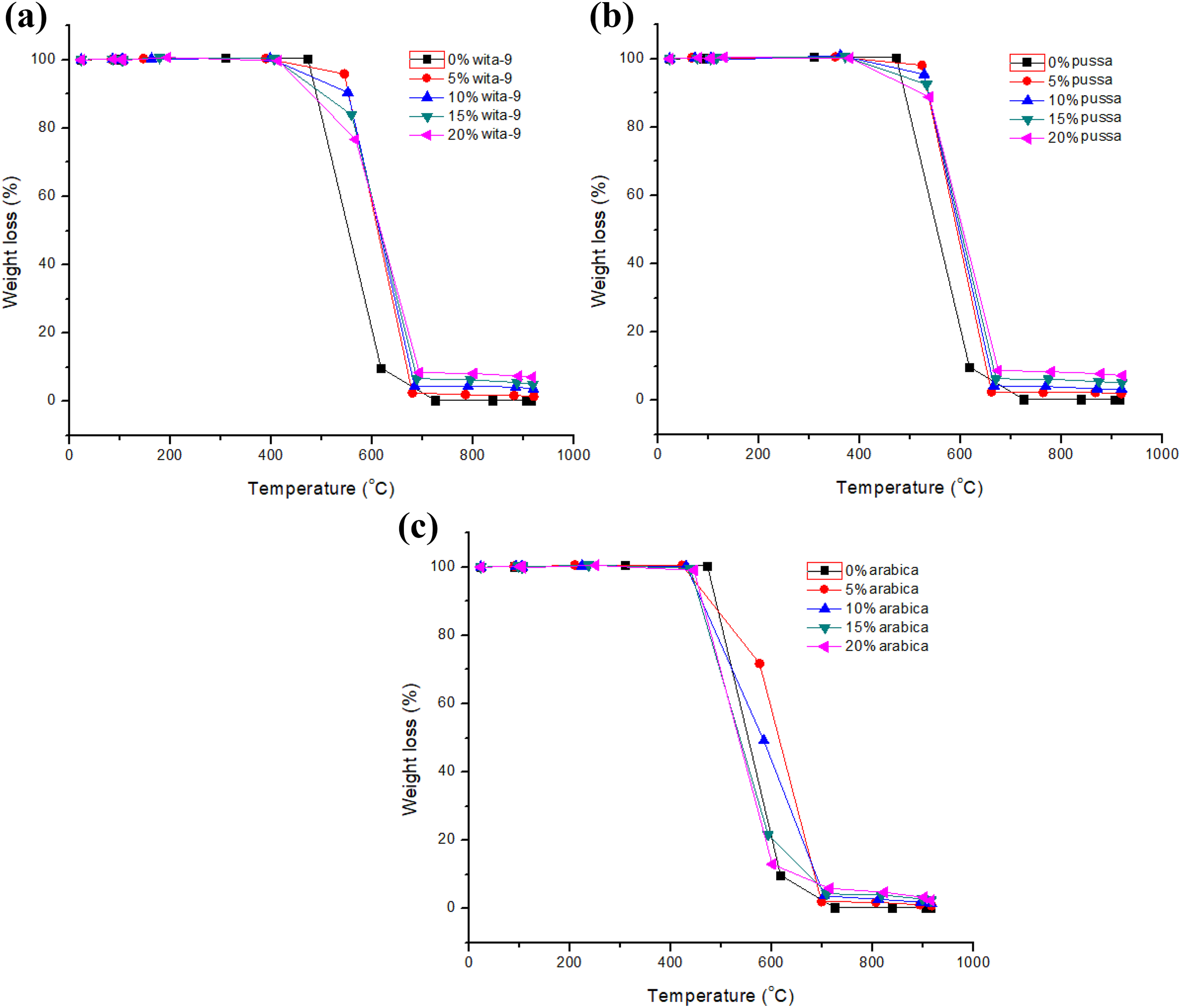
TGA curves for modified filler-reinforced plastics. (a) Wita-9, (b) Pussa, and (c) Arabica. TGA: Thermogravimetric analysis.
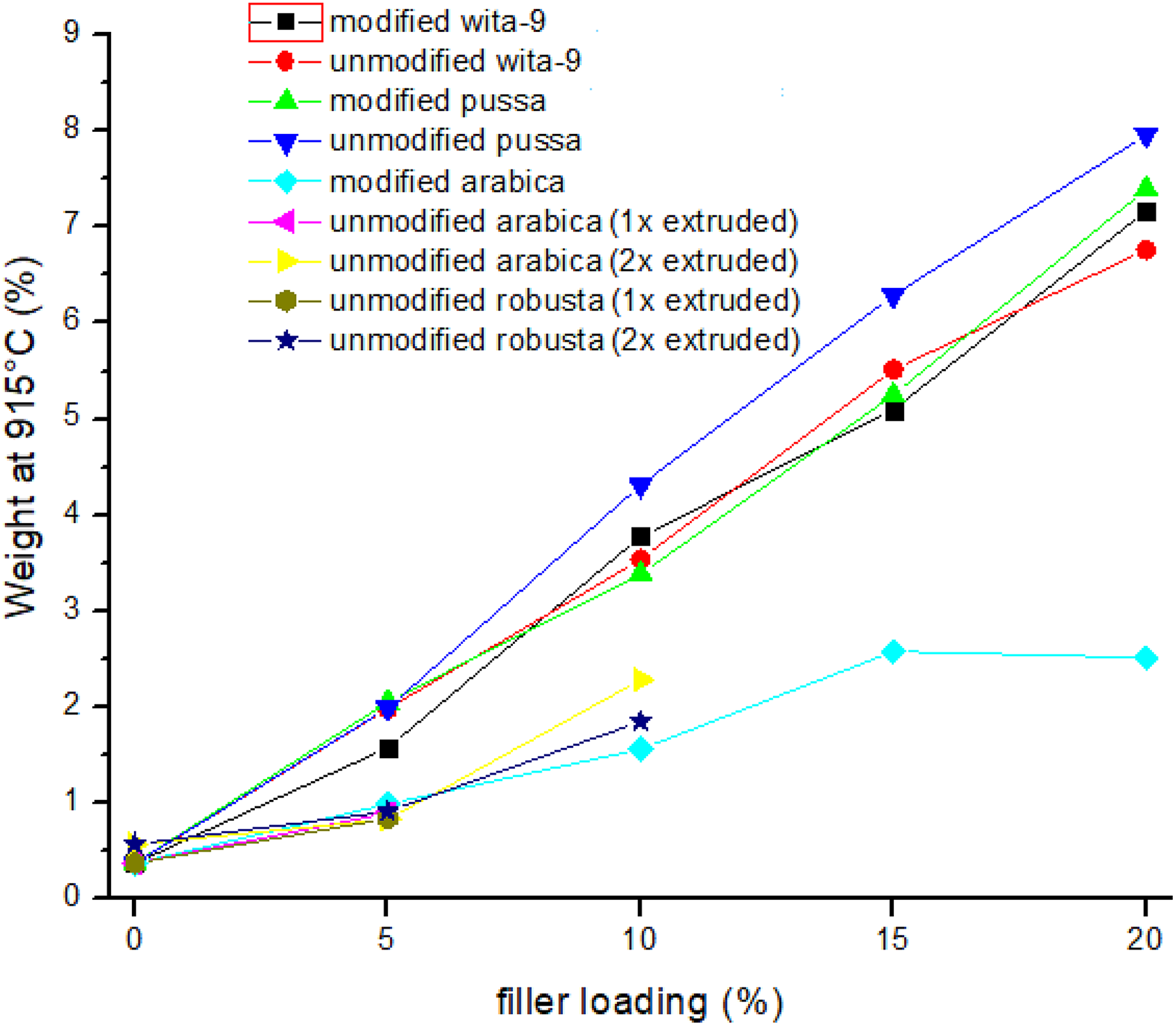
Remaining weight of developed fiber-reinforced PP after decomposition at 915°C. PP: polypropylene.
Statistical analysis
One-way analysis of variance (ANOVA) was used to test statistical significance of the mechanical properties of the developed fiber-reinforced plastics (See Table 2). The variance of mechanical properties of the samples was decomposed into two components by ANOVA analysis, that is, the sum of square between group and the sum of square within group. From Table 2, the p value was less than 0.05 for tensile strengths, elongations at break, Young’s modulus, and water absorption, which indicates that there was a statistically significant difference between the mean mechanical properties from filler loading at 95% confidence level. Experimental data can be obtained directly from the authors.
ANOVA test for mechanical properties of the developed fiber-reinforced plastics.
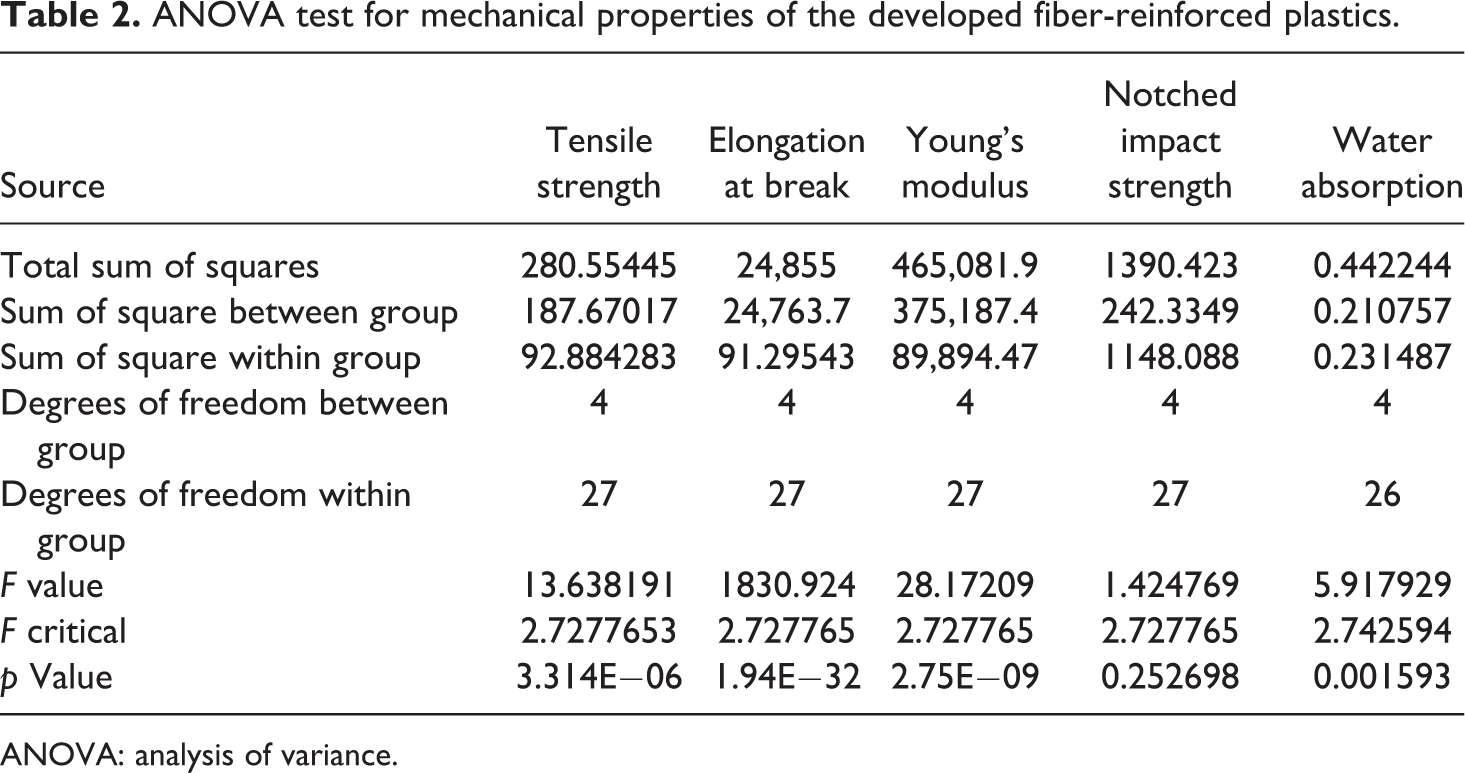
ANOVA: analysis of variance.
Conclusion
In this study, rice husks and coffee husks were used as filler material in fiber-reinforced plastics with PP as the matrix material. Cellulose, lignin, and hemicellulose compositions as well as the physical properties of the fillers were obtained. Mechanical and thermal properties of the developed fiber-reinforced plastics were determined. The effects of alkali pretreatment of the husks on mechanical and thermal properties of developed PP biocomposite were observed. It was observed that rice husks-incorporated plastics are easier to process than coffee husks-incorporated plastics. Biochemical compositions of rice and coffee husks showed higher presence of cellulose compared to lignin and hemicellulose. At 3% NaOH treatment, tensile strength results reduced. Increases in filler loading resulted in reductions in tensile strengths. Young’s Modulus and elongations reduced after alkali treatment of the filler material. Alkali pretreatment increases the notched impact strengths of the developed fiber-reinforced PP owing to increased bonding between polymer and fiber phases. TGA results showed decreased weight loss with increase in filler material at temperatures of 915°C for the developed fiber-reinforced plastics implying enhanced thermal stability. The mechanical and thermal properties obtained in this study indicate that rice husks and coffee husks-reinforced plastics have potential applications in various engineering applications.