
Abstract
High-density polyethylene–low-density polyethylene (HDPE-LDPE) blends involving HDPE-LDPE (50/50 wt%) with dialkyl peroxide (DAP; 0.05 wt%) containing different amounts (5, 10 and 15 wt%) of nanocalcium carbonate (nCC) were prepared by melt blending followed by compression molding. The effect of addition of nCC on the morphology, mechanical and crystallization behaviors of HDPE-LDPE blends with and without DAP was also evaluated. The measurements of the mechanical properties showed that the impact strength of the nanocomposites increased at first and then decreased with the addition of nanofillers, and the tensile strength was reduced at the same time. With the addition of a small amount of DAP, the mechanical properties of the obtained nanocomposites increased. Scanning electron microscopy observation showed that the addition of DAP improved the dispersion of the nanofiller in the HDPE-LDPE blends. Differential scanning calorimetric results indicated that the addition of DAP increased the crystallization temperature as a result of heterogeneous nucleation effect of nCC on HDPE-LDPE blends.
Introduction
Blends of high-density polyethylene (HDPE) and low-density polyethylene (LDPE) are among those binary systems, which have been attracting a lot of attention.1 –3 Polymer blending can be done at a relatively low cost using an extruder. Production of new polymers, on the other hand, requires capital intensive plants and reactors that must operate on a reasonably large scale for reasons of economics. 4 Polyethylene (PE) is widely used in the manufacturing of electrical insulation systems because of its dielectric and mechanical properties. In cable systems, HDPE has been frequently used in fabrication of spacers and insulators. Low cost, easy production by almost all convenient procedures such as injection, compression and blow molding, besides high toughness, especially at low temperature, good chemical and electrical resistivity, make HDPE the first choice for many consumers. On the other hand, LDPE has a wide application in industry because of the suitable properties; it can be processed easily and is used in different materials. PE has excellent chemical resistance and is not affected by acids, bases or salts. 5 LDPE is a partially crystalline solid with a degree of crystallinity in 50–70% range, melting temperature of 100–120°C and specific gravity of about 0.91–0.94 g/cm.6,7 HDPE when blended with LDPE can increase the susceptibility to bubble instabilities and may cause melt fracture. This combination may provide an ability to tailor the material to meet the specific end-use, cost performance and so on to generate the materials for packaging films having the combined properties of HDPE and LDPE.
Composite material is a material system consisting of a mixture or a combination of two or more micro- or nanoconstituents mutually insoluble and differing in form and/or material composition. Particulate-filled thermoplastic composites have proved to be of significant commercial importance in recent years, as industrialists and technologists have sought to find new and cost-effective materials for specific applications.8,9 The most obvious shortcoming for HDPE-LDPE blends is the reduction of the stiffness and heat resistance. The addition of a variety of fillers can improve certain physical properties of HDPE-LDPE blends in order to meet the requirements of specific applications. Calcium carbonate (CaCO3) is one of the most frequently used fillers for PE blends. Importantly, the use of CaCO3 allows the association of a rigid and resistant material, which does not cost too much, with many polymers including polyolefines.10,11 The advantage of CaCO3 is derived from its hydrophilic behavior, that is, its water uptake characteristics. In the world today, CaCO3 in the form of chalk, whiting and limestone is perhaps the most widely available and used mineral as an additive. Because CaCO3 can be processed in a wide range of particle sizes, the resulting products function as low-cost fillers that are added to extend and cheapen the application of polymeric systems.12,13
The effects of inorganic fillers on the microstructure and mechanical properties of PE composites depend strongly on the particle shape and size distribution, aggregate size, surface characteristics, fraction of filler and degree of dispersion. 14 Strength and toughness are the two most important mechanical properties for polymeric composites used as structural materials. Particulate polymeric nanocomposites prepared by dispersive mixing processes have been reported to exhibit markedly improved tensile modulus and impact properties over pure polymers and polymeric composites filled with micron size particles. 15 The outstanding properties of nanocomposites are attributed to small particle size, large interfacial area and high surface energy of the nanoparticle fillers, which lead to strong interfacial adhesion between the fillers and the polymer matrix. Thus, control and improvement of the interfacial adhesion of particulate polymeric composites are particularly important. 16 Extensive research has been carried out to correlate the reinforcing ability of composites with the strength of interfacial adhesion. 17 It is generally agreed that the maximum tensile strength of particulate polymeric composites can be achieved if the interfacial adhesion between the particles and polymeric matrix is optimized. In some researcher’s reports,18,19 the influences of various additives on the morphology, crystallization behavior and thermal properties of PE compounds were revealed. The addition of peroxide to blends of polyolefin–rubber combinations has been used to improve the mechanical properties. 20
So far, most research on the quantitative characterization of interfacial interaction has been concentrated on micron size particle-filled composites with PE or polypropylene matrix. However, there is still no report on mechanical properties and crystallization behavior of inorganic particulate-filled HDPE-LDPE blends with dialkyl peroxide (DAP). In this work, nanocalcium carbonate (nCC) particles were used to fill HDPE-LDPE blends, and the influence of nCC particle content on the mechanical properties as well as the crystallization behavior of the nanocomposites was investigated.
Experimental
Materials
Polyolefines used in this study are HDPE (density = 0.954 g/cm3, melt index (MI) = 0.8 g/10 min) and LDPE (density = 0.918 g/cm3, MI = 3 g/10 min) supplied by Polyolefin Company Ltd (Shanghai, Singapore). Nanosized CaCO3 with an average diameter of 40 nm was obtained from Keli New Materials Co, Ltd (Henan, China). 2,5-Dimethyl-2,5-di(tert-butyl peroxy)-hexane (Sinochem, Tinajin, China) was used as a DAP.
Preparation of blends
Before melt mixing, HDPE, LDPE and nCC were dried in a vacuum oven at 80°C for 6 h and then cooled down to room temperature. The materials were stored in a desiccator prior to processing. All the materials were simultaneously added into the extruder after previous mixing. HDPE-LDPE blends (50/50 wt%) with different amounts (5, 10 and 15 wt%) of nCC were prepared by melting blend with a single-screw extruder (Betol 1820) with L/D ratio of 17 and screw speed of 22 r/min. The temperature profile of the extruder was kept as 160°C at the feed zone, 200°C at the compression zone and 210°C at the metering zone and at the die end. The extruded strands were cooled in water maintained at 30°C and subsequently granulated after allowing a maturation time of 8 h. Repeated (three times) extrusion was carried out for homogeneous mixing of the nanofiller and polymer melt. The resultant mixture was compression molded in a hot press (model 2518; Carver Laboratory Press, New Jersey, USA) at 190°C for 5 min between two steel plates under a pressure of 10 MPa. Finally, the pressure was released and the mold was removed from the plates. This was followed by cooling to room temperature between two thick-metal blocks kept at room temperature. The samples were cut into standard shapes and sizes for testing the mechanical properties. The specimens were then sealed in plastic bags as they waited the processing and analysis. The compositions of tested materials and their codes were listed in Table 1.
HDPE/LDPE/nCC composites prepared via melt compounding.
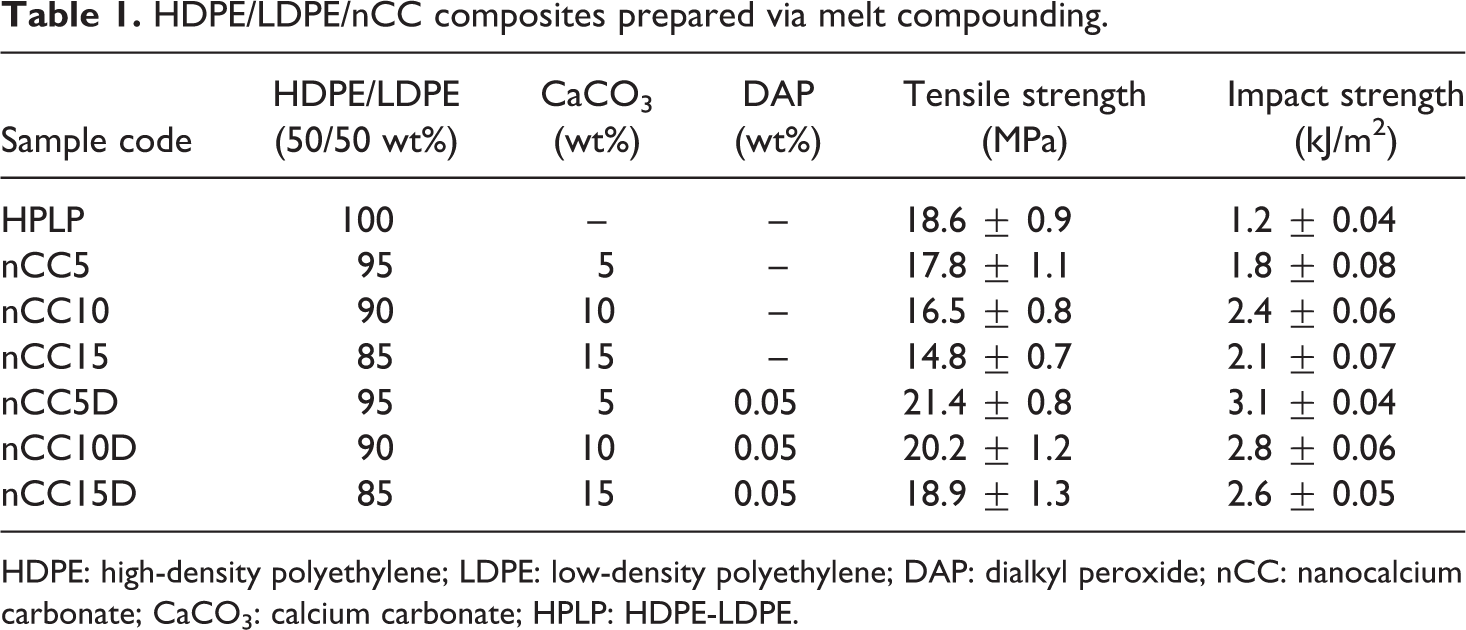
HDPE: high-density polyethylene; LDPE: low-density polyethylene; DAP: dialkyl peroxide; nCC: nanocalcium carbonate; CaCO3: calcium carbonate; HPLP: HDPE-LDPE.
Morphology
Scanning electron microscopy (SEM, JSM-6360LV at an accelerating voltage of 8 kV; JEOL, Tokyo, Japan) was employed to study the fracture surfaces of all tested samples. The SEM samples were held in liquid nitrogen for 30 min and then broken into two pieces. The fractured surfaces of the specimen were coated with a thin layer (10–20 nm) of gold palladium.
Evaluation of mechanical properties
Mechanical properties of HDPE-LDPE (HPLP) blends and HDPE-LDPE/nCC nanocomposites were studied in both tensile and impact tests. Standard specimens were sampled from the compression molded sheet and then conditioned at the temperature of 25 ± 2°C and the relative humidity of 50 ± 5% for 24 h. Tensile testing was performed using an Instron universal testing machine (Hounsfield series S testing machine, Surrey, UK). Test specimens of dimensions 100 × 15 × 3 mm3 were cut as per ASTM-D 638-01 21 specifications. The test was conducted at a crosshead speed of 10 mm/min and gauge length of 20 mm. A load cell of 50 kN was selected for this test. The temperature and humidity for this test were maintained at 25°C and 50%, respectively. Izod impact strength for the specimens having dimensions 63.5 × 12.7 × 3 mm3 was performed with a pendulum apparatus (DTI-602, Dae-Kyung Technology, Incheon, South Korea) using acutely notched specimens (notch depth: 2 mm) according to ASTM D 256 22 at room temperature. In each case, five samples were tested and the average value tabulated.
Crystallization studies
The melting and crystalline behaviors of HDPE-LDPE (HPLP) and samples were measured with a Perkin Elmer DSC-7 (Perkin Elmer, Inc., Wellesley, Massachusetts, USA). First, HDPE-LDPE and samples were heated from 25 to 250°C during 10 min to eliminate all of the thermal history in the materials. Then, the samples were cooled to 25°C at a cooling rate (R) of 10°C/min to obtain their crystalline characteristics. Finally, the samples were heated to 250°C at a heating rate of 10°C/min to obtain their melting characteristics. All measurements were carried out under the nitrogen atmosphere environment. The sample weight was in the range of 5–8 mg.
Results and discussion
Dispersion of nanofillers in HDPE-LDPE (HPLP) matrix
It has been widely accepted that the distribution of CaCO3 is one of the most important factors that determines its reinforcement and toughening effects in matrix, especially for the use of nano-CaCO3 23 due to its large specific surface area and high surface energy. Figure 1(a) to (d) shows scanning electron micrographs of impact-fractured surfaces of HPLP, HPLP/nCC10, HPLP/nCC15 and HPLP/nCC10D composite specimens. The results suggested that there were nearly no apparent agglomerations of the inorganic filler on the surface when the amount of nCC was 10% (Figure 1(b)). This behavior probably means that there was quite strong adhesion between the matrix material and the filler material. However, when the nCC amount was raised to 15%, some protuberances were observed on the surface, which were assumed to be agglomerations of the nCC particles (Figure 1(c)). These nCC particles agglomerated in the matrix owing to their larger specific surface area and high polar surface energy. The aggregated nCC particles had poor compatibility with the matrix because of their hydrophilic surface, which led to interface debond. The inhomogeneous dispersion of fillers can degrade the mechanical strength of composites considerably. As shown by the tensile strength properties (Table 1), the reduction in the impact resistance properties in direct proportion to the increase in the amount of nCC was thought to be the reason for the aforementioned defaults. Furthermore, an increase in the amount of nCC also made the distribution within the matrix more difficult and thus weakened the adhesion between the matrix and filler.24,25 In other words, more homogeneous distribution of nCC has been achieved in HPLP/nCC10D composite (Figure 1(d)) compared to HPLP/nCC10 composite (Figure 1(b)). During the addition of DAP, the surface of the nanoparticles was covered with long-chain alkyl molecules, which allowed the particles to have some adhesion with the matrix. Thus, the agglomeration was, to some extent, prevented and the dispersion of nCC particles in the matrix was better than that with the HPLP/nCC10 composite. As a result, good compatibility occurred, resulting in excellent interfacial adhesion between the nCC particles and the matrix. The good compatibility also improved the dispersion and reduced the agglomeration of nCC particles in the matrix.
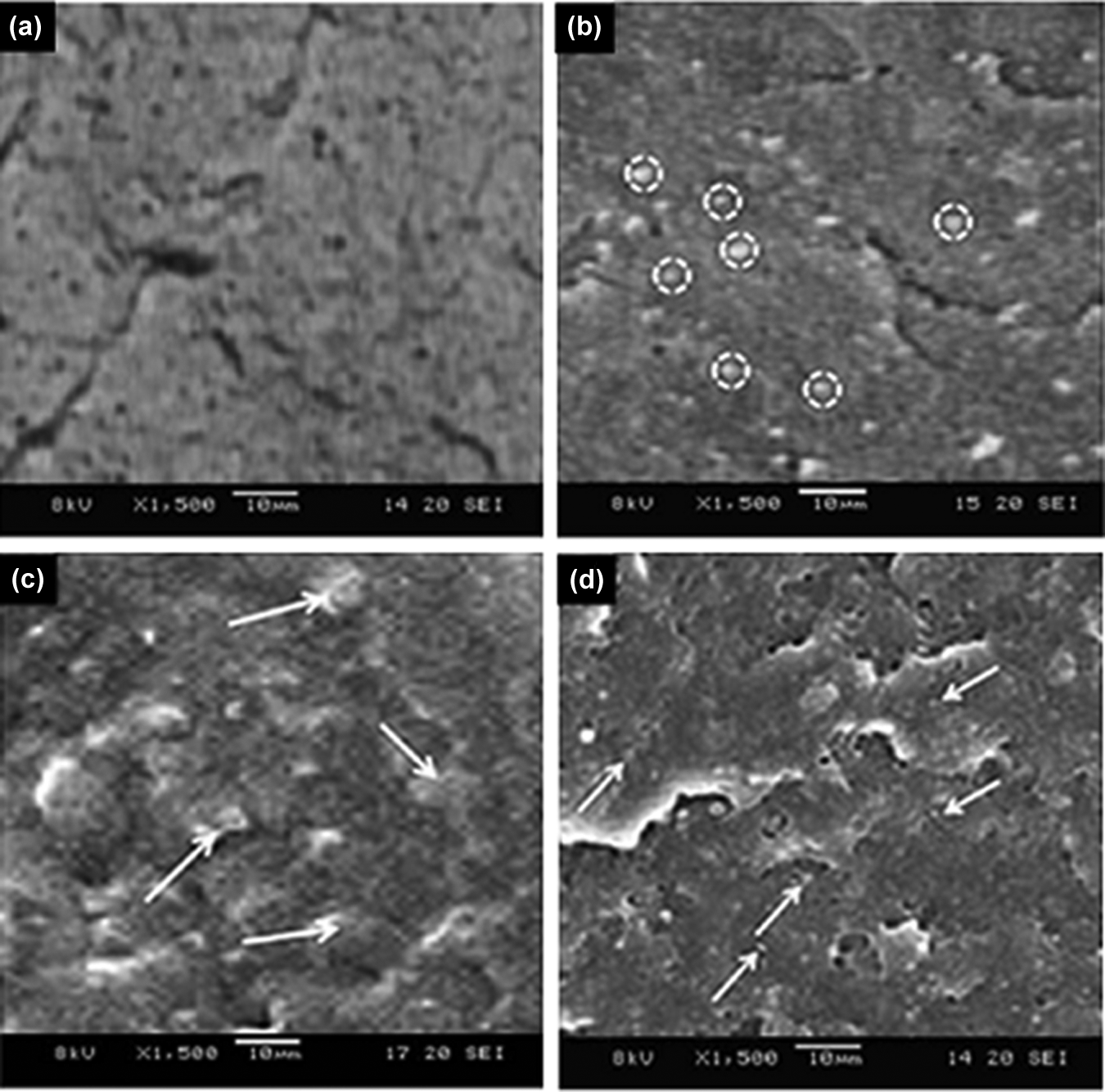
SEM of impact-fractured surfaces of (a) HPLP, (b) HPLP/nCC10, (c) HPLP/nCC15 and (d) HPLP/nCC10D composites. nCC: nanocalcium carbonate; SEM: scanning electron micrograph; HPLP: HDPE-LDPE.
Mechanical properties of the nanocomposites
The mechanical properties of all the samples were comparatively investigated through the measurements of tensile and impact testing. Mechanical properties were performed on HDPE-LDPE (HPLP) blends and HPLP/nCC composites with nCC loadings varying from 5 to 15 wt% with and without 0.05 wt% DAP. Table 1 presents the effects of nCC and DAP on the tensile strength and notched Izod impact strength of HPLP/nCC and HPLP/nCC/DAP composites, respectively. It has been reported 26 that the mechanical properties of the composites depend on the characteristics and interaction between the composition components. It could be observed that the tensile strength decreased with increasing amount of nCC particles, while the tensile modulus and impact strength was significantly enhanced with increasing nCC particles content. It is known that the tensile strength of the composites is influenced by the filler fraction and the interfacial adhesion between the particles and the matrix. With the increasing addition of the nCC particles, due to the tendency of agglomeration of nanoparticles weak interfacial adhesion existed between the HDPE-LDPE matrix and the nanoparticles, and hence the load-bearing capacity of cross-sectional area of composites decreased, and only a small amount of stress could be transferred from the matrix to inorganic particles, hence tensile strength showed decrement in the magnitude; in this case agglomerated particles easily debonded from the matrix and could not bear any fraction of external load ultimately decreasing the tensile strength. Thus, the tensile strength of the HDPE-LDPE/nCC composites decreased with an increase in the content of nCC particles. These results were consistent with the results of the research study carried out by Teixeira et al. 27 The interfacial adhesion plays a crucial role in improving the tensile strength of the composites. The stronger the interfacial adhesion the composite has, the larger the stress that can be transferred to inorganic particles from the matrix, which leads to higher tensile strength. The addition of DAP into HPLP/nCC blends significantly improved the interfacial adhesion between the filler and the matrix, and it thus had the highest tensile strength among other composites. The composites filled with nCC particles without DAP had relatively poor interfacial adhesion and had the lowest tensile strength. These results were consistent with the SEM observations, as shown in Figure 1.
With an increase in the filler concentration, the notched Izod impact strength of all the composites increased and then decreased. The maximum impact strength was achieved at a loading of 10 wt%. According to the trend of the impact strength variation, the HPLP/nCC/DAP composite increased more obviously than HPLP/nCC. The maximum impact strength of HPLP/nCC10D composite was 3.1 kJ/m2, which was 158% higher than that of HDPE-LDPE. An optimum content of nCC particles was identified to be 10 wt% for the HPLP/nCC composites with and without DAP. When the nCC particles are dispersed in the matrix, the particles react according to the concentration of stress, which leads to the formation of cracks in the matrix. However, the cracks would be effectively stopped when they propagate to the surface of particles. Thus, if a large amount of cracks are created in the composite, which absorb the impact energy, the toughness of composites would be improved. However, if the interfacial adhesion between the particles and matrix is too weak, the microcracks would propagate along the interface between the matrix and the nCC particles and the capability of inorganic particles to terminate the crack propagation would be weakened. Therefore, the interfacial adhesion between the nCC particles and the matrix also plays an important role in enhancing the impact strength of the composites. If the nCC particles disperse unevenly in the matrix and severe aggregates occur in the matrix, as was found in the composites filled with nCC particles with and without DAP, the agglomeration reduces the effective number of nanoparticles, which would absorb the impact energy. In case of the HPLP/nCC10D composite, the excellent adhesion of particles with the matrix and their good dispersion in the matrix were responsible for this composite having the best impact strength.
Melting and crystallization behaviors
The crystallization and melting behaviors of HDPE-LDPE (HPLP), HPLP/nCC10 (nCC10) and HPLP/nCC10D (nCC10D) composites are shown in Figure 2. It could be observed from Figure 2(a) that the crystallization peak temperature (T c) is enhanced from 114.3°C of HPLP to 117.1°C of HPLP/nCC10 composite. It is interesting to observe that the T c of HPLP/nCC10D is increased up to 121.3°C, much higher than that of HPLP, and even higher than that of HPLP/nCC10 composite. This means that there is a synergistic effect of DAP and CaCO3 in the HPLP crystallization process, due to which the CaCO3 increases the viscosity of HPLP melt, leading to the increase in local shear stress and making more homogeneous network structure formation of DAP in HPLP/nCC10D. Furthermore, the melt temperature (T m) of HPLP matrix has not been influenced by the addition of CaCO3 and/or DAP apparently (Figure 2(b)). Considering the nucleation effect of DAP in HPLP, one can believe that the crystallization of HPLP in HPLP/nCC10D is mainly determined by DAP rather than by nCC.
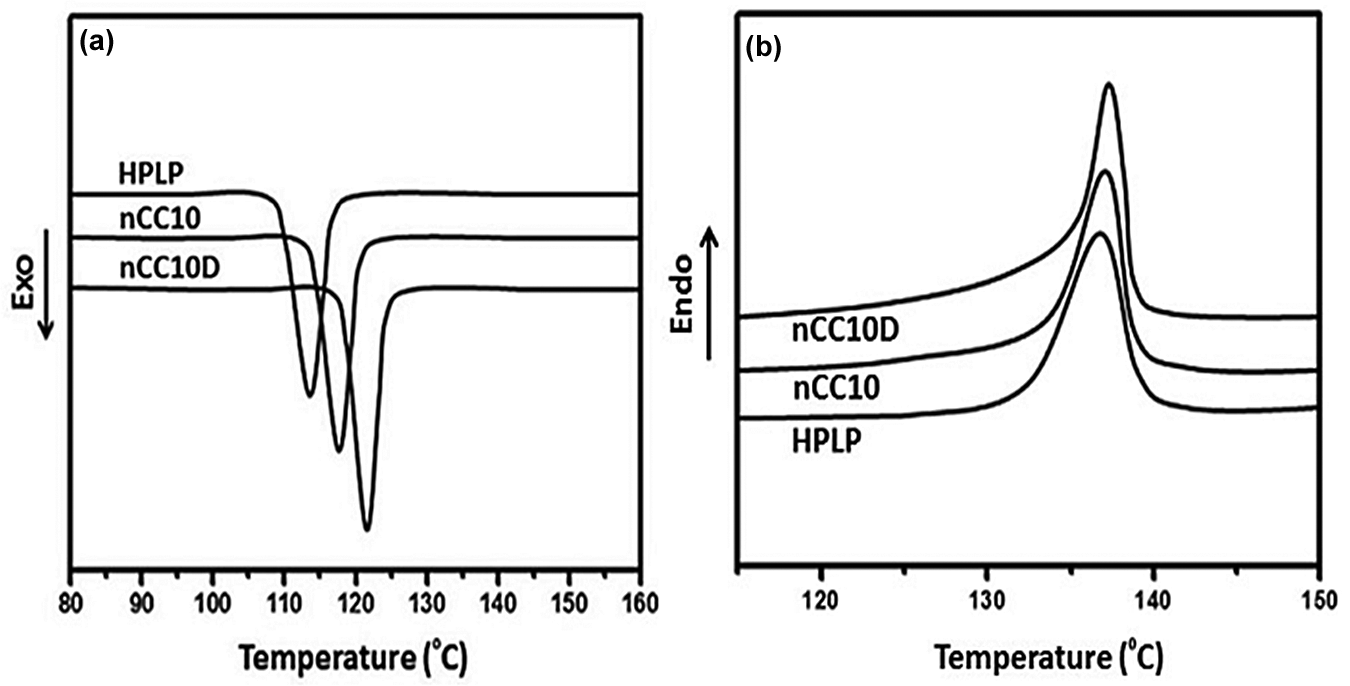
DSC cooling curves (a) and heating curves of HPLP, nCC10 and nCC10D composites (b). nCC: nanocalcium carbonate; DSC: differential scanning calorimetry; HPLP: HDPE-LDPE.
Conclusions
In this study, the effects of nCC on the mechanical properties such as tensile strength and impact strength with and without DAP of HDPE-LDPE blends were investigated. The following results were obtained: The impact strength of the HPLP/nCC composites was obviously increased as the nCC content increased but the tensile strength decreased gradually as the nCC content increased. The addition of DAP increased the mechanical properties of the nanocomposites. SEM analysis clearly indicated that the addition of DAP into HPLP/nCC10 and nCC particles were homogeneously dispersed in HDPE-LDPE blends, and their interfacial adhesion with the matrix was superior to those of the HPLP/nCC10 without DAP. Differential scanning calorimetric measurements showed that the addition of DAP led to a higher crystallization temperature and nucleation was improved at the same time. The crystallization temperature of nCC10D is much higher than that of nCC10 and even higher than that of HPLP.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.