
Abstract
This study reports the investigation of the waste thermosetting polymer, Bakelite (BAK), as a reinforcement along with ceramic particles (silicon carbide (SiC) and aluminium oxide (Al2O3)) in recycled thermoplastic acrylonitrile butadiene styrene (ABS) matrix for better sustainability. The ABS composite matrix has been prepared using a twin-screw extrusion (TSE) process. For mechanical testing and thermal stability analysis, conventional universal tensile testing and differential scanning calorimetry set-up has been used. The results of the study suggest that best mechanical properties were attained without the reinforcement of ceramic particles (90% ABS–10% BAK–0% SiC–0% Al2O3 by wt%), but ceramic reinforcements contributed to thermal stability of the matrix.
Introduction
Recycling of thermoplastic polymers has been in practice commercially since long, but with regard to thermosetting polymers, this is still a big challenge for the scientific community. 1 Bakelite (BAK) is one of the thermosetting polymers used extensively in metallurgical labs for specimen mounting (especially in hot/cold mounting presses), generating a large quantity of plastic solid waste. BAK has three-dimensional cross-linked network structures, which provide properties like hardness, strength and rigidity with chemical resistance; hence, its utility as a polymer cannot be ignored. 2 BAK is insoluble in solvent but can be melted by heating; therefore, recycling of BAK by different processing techniques is a big issue. 3 The mechanical properties of aluminium oxide (Al2O3)/silicon carbide (SiC) brittle composites were contemplated with accentuation on the impact of stubble content and of the hot-squeezing temperature.4,5 It has been reported that the Al2O3/SiC reinforcement in thermoplastics helps to improve the wear properties and thermal stability.6–10 The acrylonitrile butadiene styrene (ABS) is being used extensively for additive manufacturing, and many studies in the recent past have revealed the use of virgin as well as recycled thermoplastic for preparing feedstock filament.11–16 Some researchers have reported BAK recycling for making building materials such as bricks, replacement of natural coarse aggregated and natural fine aggregated with waste BAK aggregated concrete, 1 but the quantity recycled by the proposed methodology is not significant.
It has been reported that the impact strength of virgin and recycled commercial polyphenylene sulphide composite materials can be improved by adding up to 40% (by wt%) short glass fibres (GFs). 17 Recycling can also be performed by adding thermoset into the thermoplastic matrix. Some studies suggested that the addition of 50–70% of fibre-reinforced thermoset in the polystyrene matrix is possible, and it is useful for the production of products with high thermal conductivity. 18 It has been observed that recycling of fibre-reinforced polymer (FRP) in combination with corn straw fibres in wood–plastic composites (WPCs) provide good physical interlocking structure among GF of waste FRP. Corn straw fibre and poly (vinyl chloride) in WPC led to the enhancement of mechanical properties of WPC. 19 The study suggested that fibre extracted from polystyrene thermoset further mixed in the thermoplastic matrix does not adversely affect the mechanical properties of a thermoplastic. 20 It has been reported that GF added to polypropylene thermoplastic can provide good wear resistance properties, but issues of mechanical sustainability were compromised. Exposing to open environment at 250°C rapidly reduced tensile properties of glass fibre-reinforced polypropylene composites, but no significant difference of tensile properties was observed while exposing to inert atmosphere up to 400°C. 21 The GF epoxy can be recycled by fluidized bed process with a yield of 59%. 22 Similar studies have been reported that with the addition of thermosetting polymer in fibre, particulate or granules formed can be used as reinforcement media for the production of thermoplastic composite materials that can sustain the comparable loading and wear conditions.23–26
The published literature highlights that the recycling of ABS or other thermoplastics by primary/secondary/tertiary/quaternary methods is being done in isolation.27–29 But while dealing with the plastic solid waste (in bulk), it is practically difficult to distinguish between the thermoplastic and the thermosetting waste. So an intermediate route/technique is required to process the plastic solid waste comprising of both the thermoplastic and thermosetting materials. The present study provides a novel method to recycle BAK as reinforcement in the ABS matrix along with Al2O3/SiC particles to have a compromise between the mechanical/thermal properties from recycling view point.
Materials and methods
In this study, recycled thermoplastic ABS with a melt flow index (MFI) value of 8.76 g/10 min according to the ASTM D 1238 has been selected as the matrix material. For reinforcement, recycled BAK up to 10 wt% has been used (for recycling purpose) with different proportions of ceramic particles.
Table 1 presents the MFI values observed for different compositions/proportions of the composite prepared.
MFI observations for different compositions/proportions.
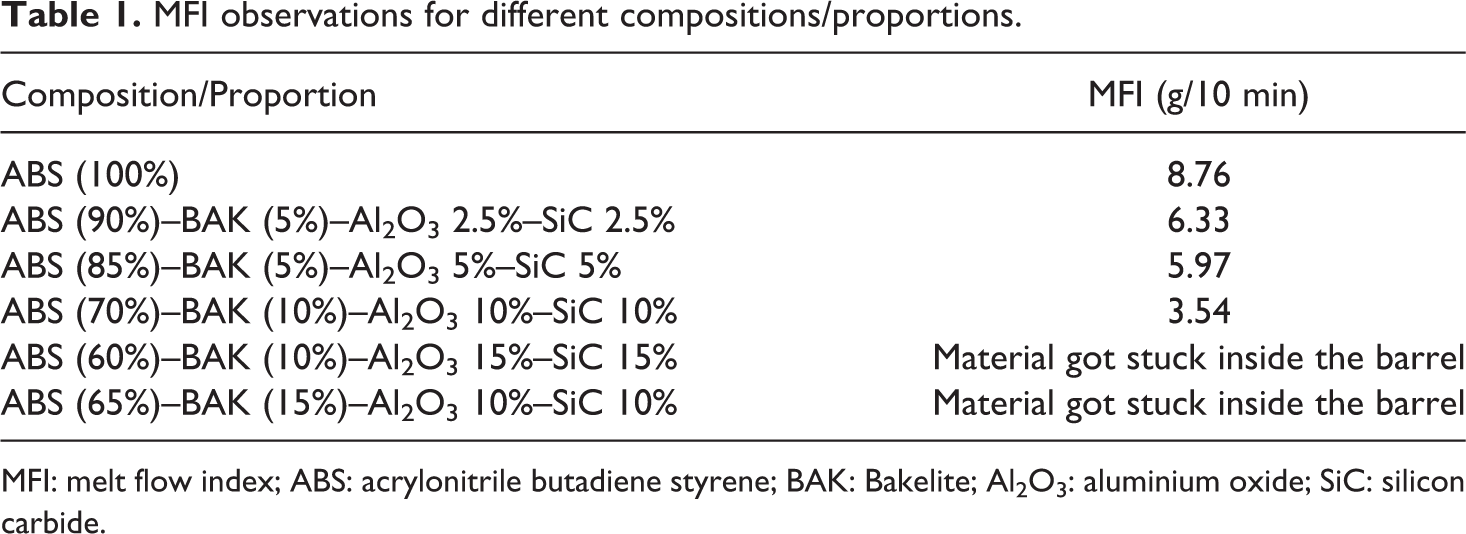
MFI: melt flow index; ABS: acrylonitrile butadiene styrene; BAK: Bakelite; Al2O3: aluminium oxide; SiC: silicon carbide.
Based upon Table 1, ABS proportion has been varied from 65% to 90%, and BAK proportion has been fixed as 10% (to accommodate thermosetting polymeric waste) with varying proportions of SiC and Al2O3 from 0% to 12.5% for further experimentation. Figure 1 shows the flow chart for the present experimental study.
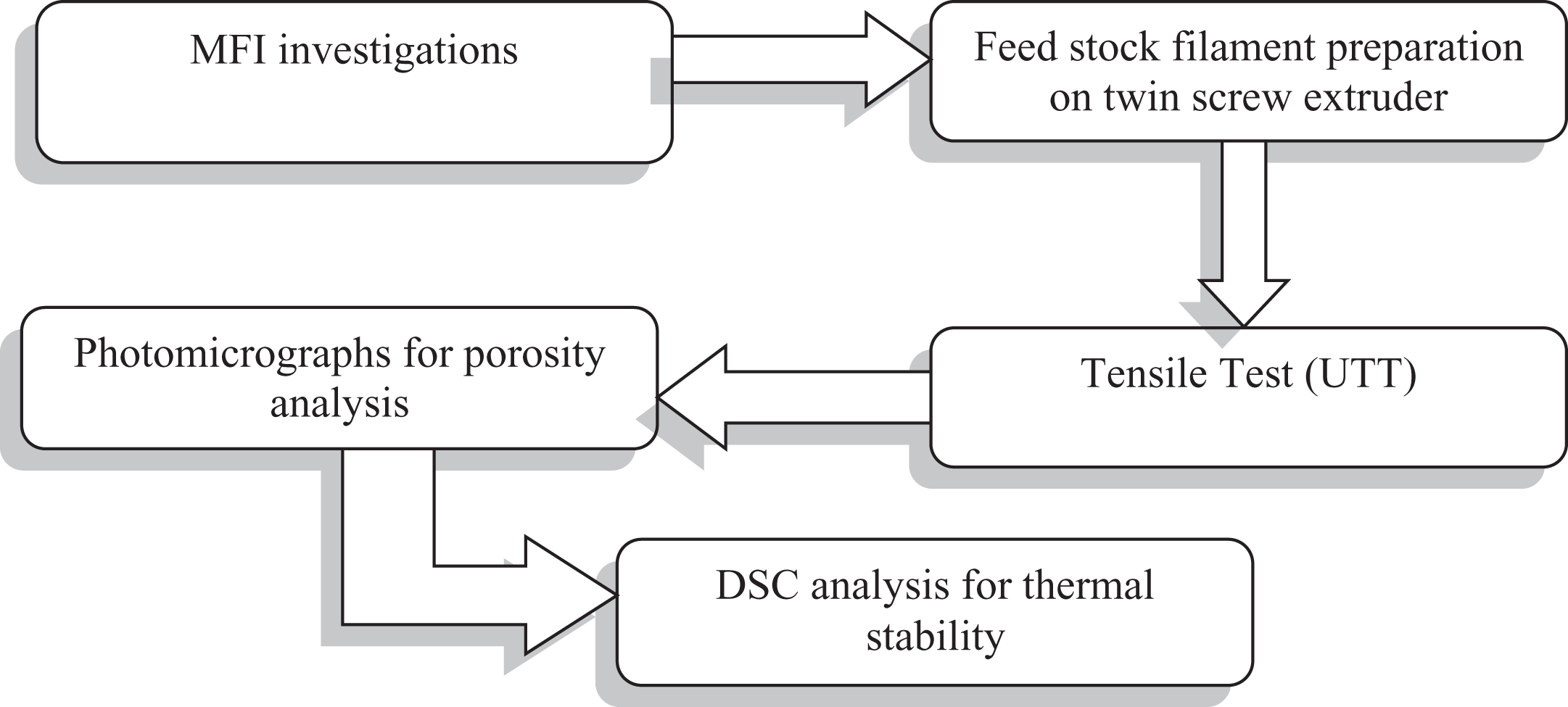
Flow chart for experimentation.
The recycled ABS and BAK has been procured from local market (Batra Polymers, Ludhiana, Punjab, India) and reinforcement materials (Al2O3, SiC) from Shiva Chemicals (Ludhiana, Punjab, India). Table 2 presents input parameters and their levels that were selected for processing on a twin-screw extruder.
Input parameters for processing on a twin screw extruder.a
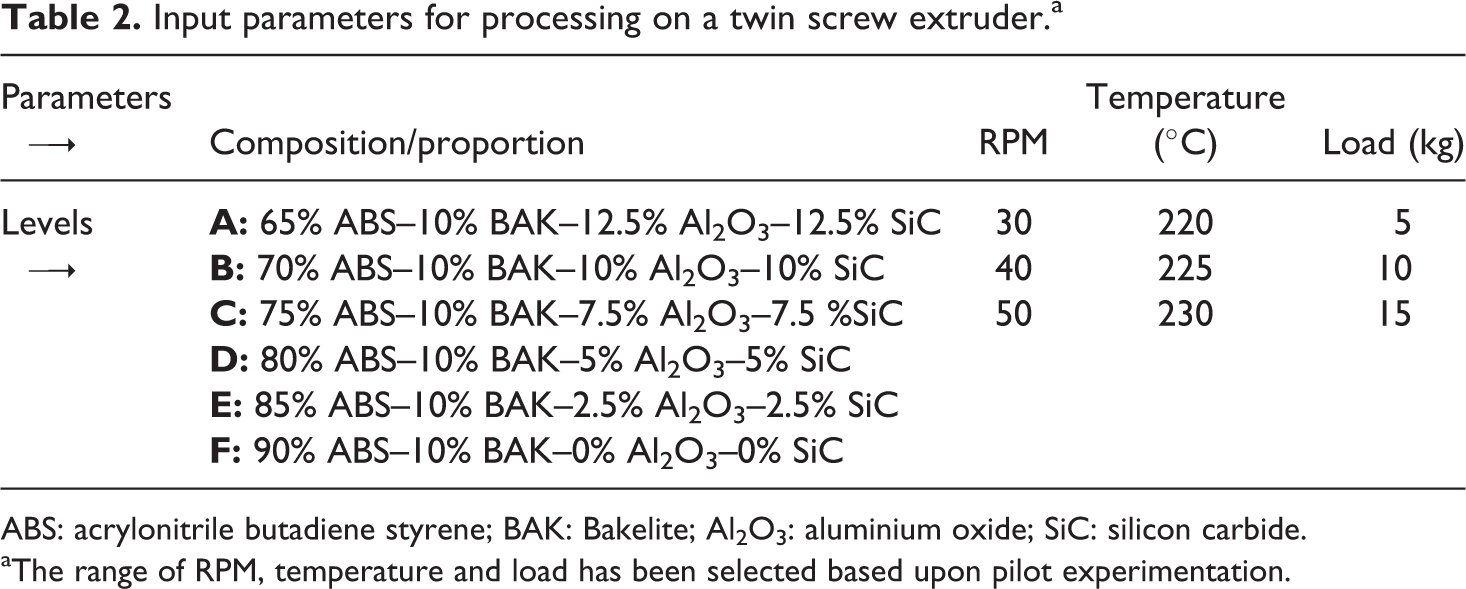
ABS: acrylonitrile butadiene styrene; BAK: Bakelite; Al2O3: aluminium oxide; SiC: silicon carbide.
aThe range of RPM, temperature and load has been selected based upon pilot experimentation.
The levels of all input process parameters have been selected based upon the outcomes of uniformity of feedstock filaments during pilot experimentation.
Experimentation
Further based upon Table 2, Table 3 lists the design of experiment selected based upon Taguchi L18 orthogonal array.
DOE for final experimentation.
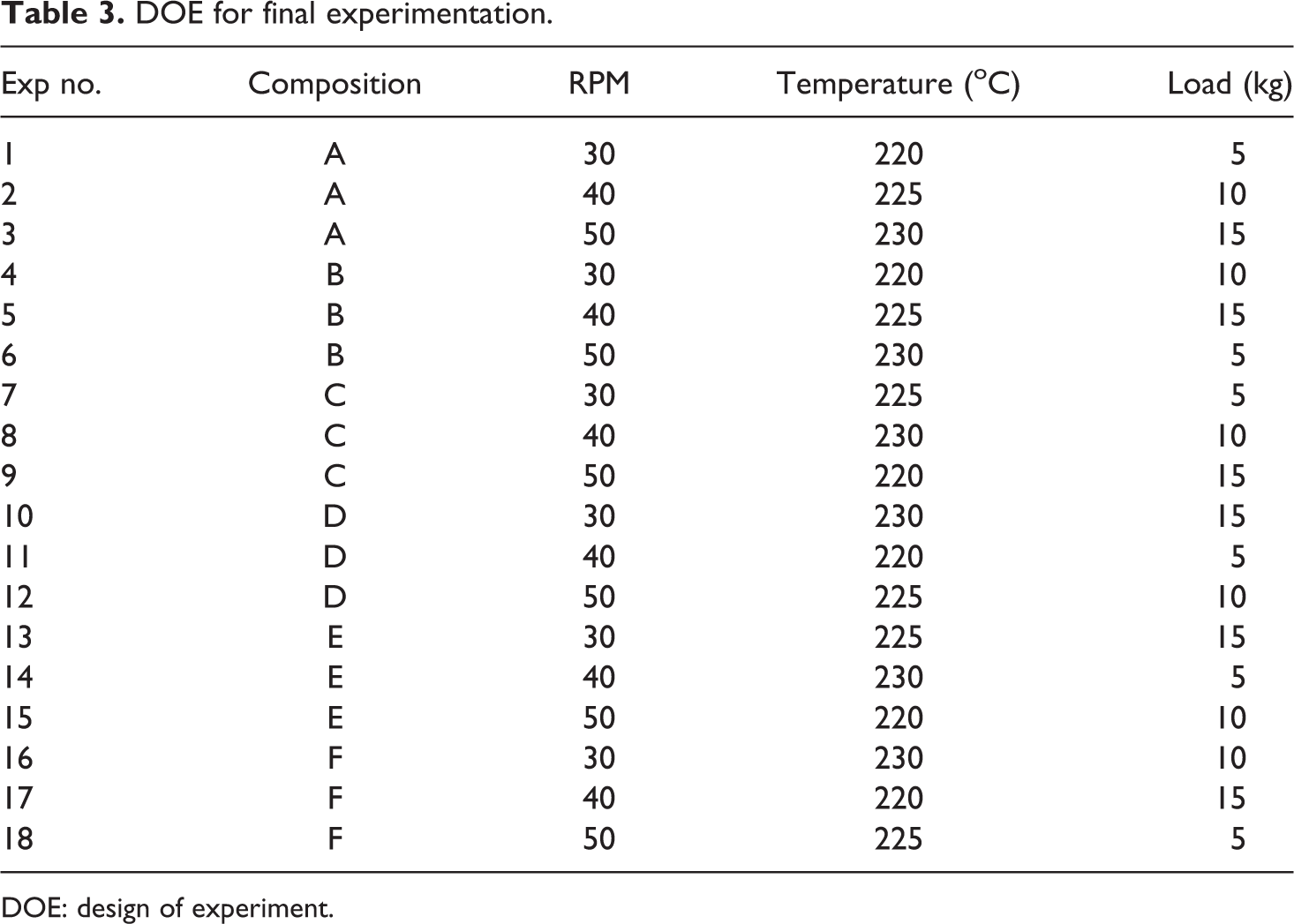
DOE: design of experiment.
As presented in Table 3, 18 samples of feedstock filaments for fused deposition modelling set-up with a diameter of 1.75 ± 0.05 mm have been prepared. Figure 2 shows feedstock filaments obtained through twin screw extrusion (TSE).

Sample feedstock filament extruded at different settings.
The extruded samples were subjected to universal tensile testing for tensile testing according to the modified ASTM D638 standard (performed on a 100-mm wire length at 50 mm s−1 speed for relative comparison purpose).
Results and discussion
Based on Table 3, Table 4 presents the output as tensile and metallurgical properties.
Tensile and porosity observations for different samples (with three repetitions).a
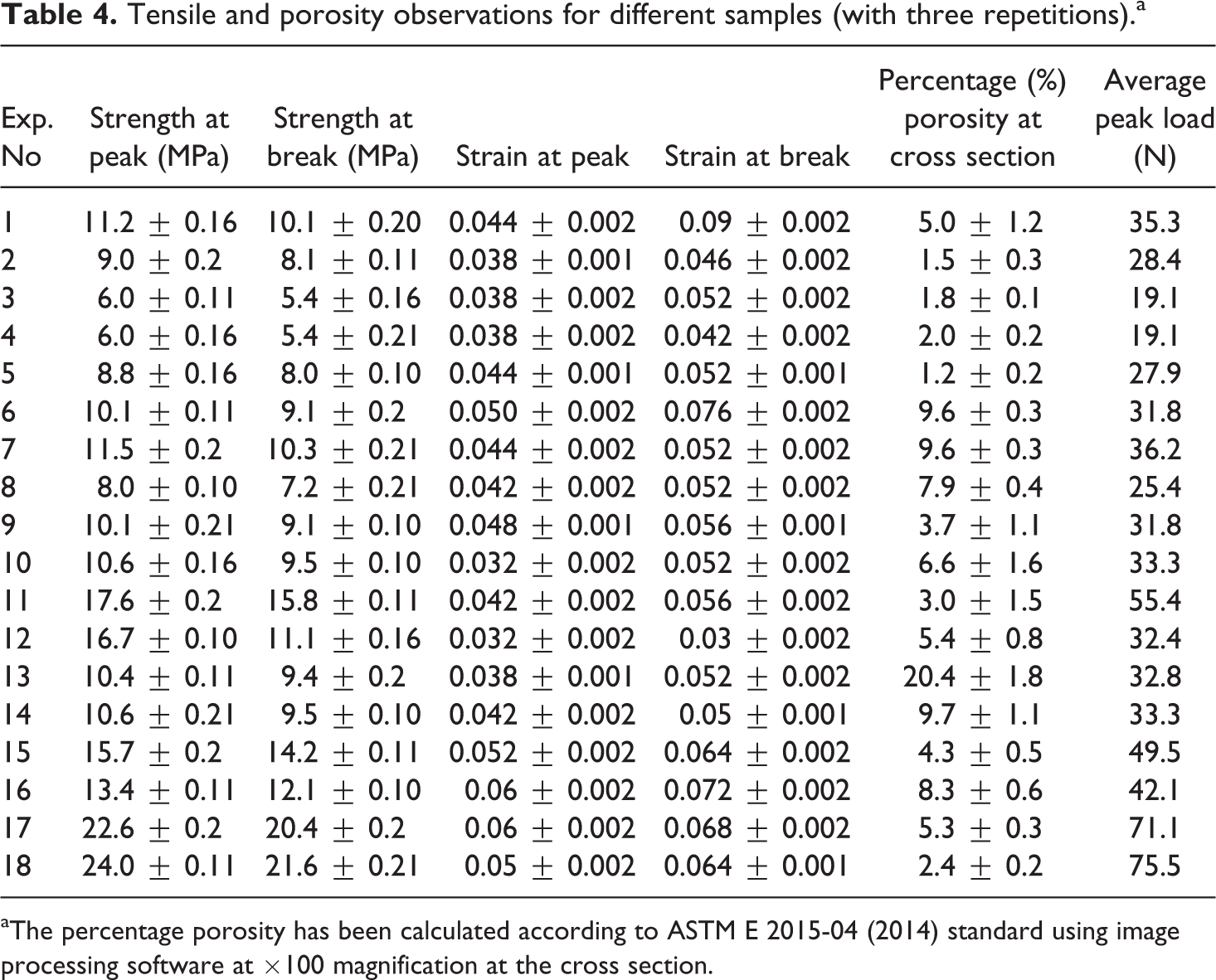
aThe percentage porosity has been calculated according to ASTM E 2015-04 (2014) standard using image processing software at ×100 magnification at the cross section.
As observed in Table 4, the porosity results are not in line with mechanical properties. Ideally for better mechanical properties, the porosity values should be less, but in many cases, such trend was not observed. This was because of the fact that porosity was calculated at the cross section using image processing software, and many times while capturing the image of cross section, either the peak or the valley is getting automatically focused, resulting in these observed values of either peak or at valley. Therefore, percentage porosity values have not been used for further analysis.
For better understanding of the failure mechanics, stress versus strain data (Figure 3) have been plotted, followed by interpretation supported by optical-based photomicrographs (see Figure 4). For tensile testing, microcontroller-based test machine (Make Shanta Engineering, Pune, Maharashtra, India; model UTM-G-310C) with a load cell capacity of 500 kg and speed of 50 mm min−1 (claimed machine accuracy ±1%) was used. It should be noted that jagged response in some of the curves was observed in three repeated trials (see Figure 3). This may be because of the fact that in present investigations, thermoplastic matrix has been reinforced with thermosetting polymer and abrasive particles. Once the thermoplastic matrix material is put under tensile loading condition, the strain with the reinforcement material may occur in the direction other than the direction of the applied load mainly because of the change in grain orientation. So actually there is no negative strain or spring back action, but the direction of elongation may be altered. Further, it should be noted that this jagged response was observed maximum once in each sample during tensile testing, and the value is small, normally <2%. So this observation may be overruled by considering the accuracy of the machine as one of the constraints. Secondly, there may be pre-strain conditions for the reinforced thermoplastic composite along with the conditions that elastic elongation will recover; if one considers the initial condition as zero strain for reinforced elements (thermosetting and ceramic particles), then this recovery may appear as a negative strain. 30
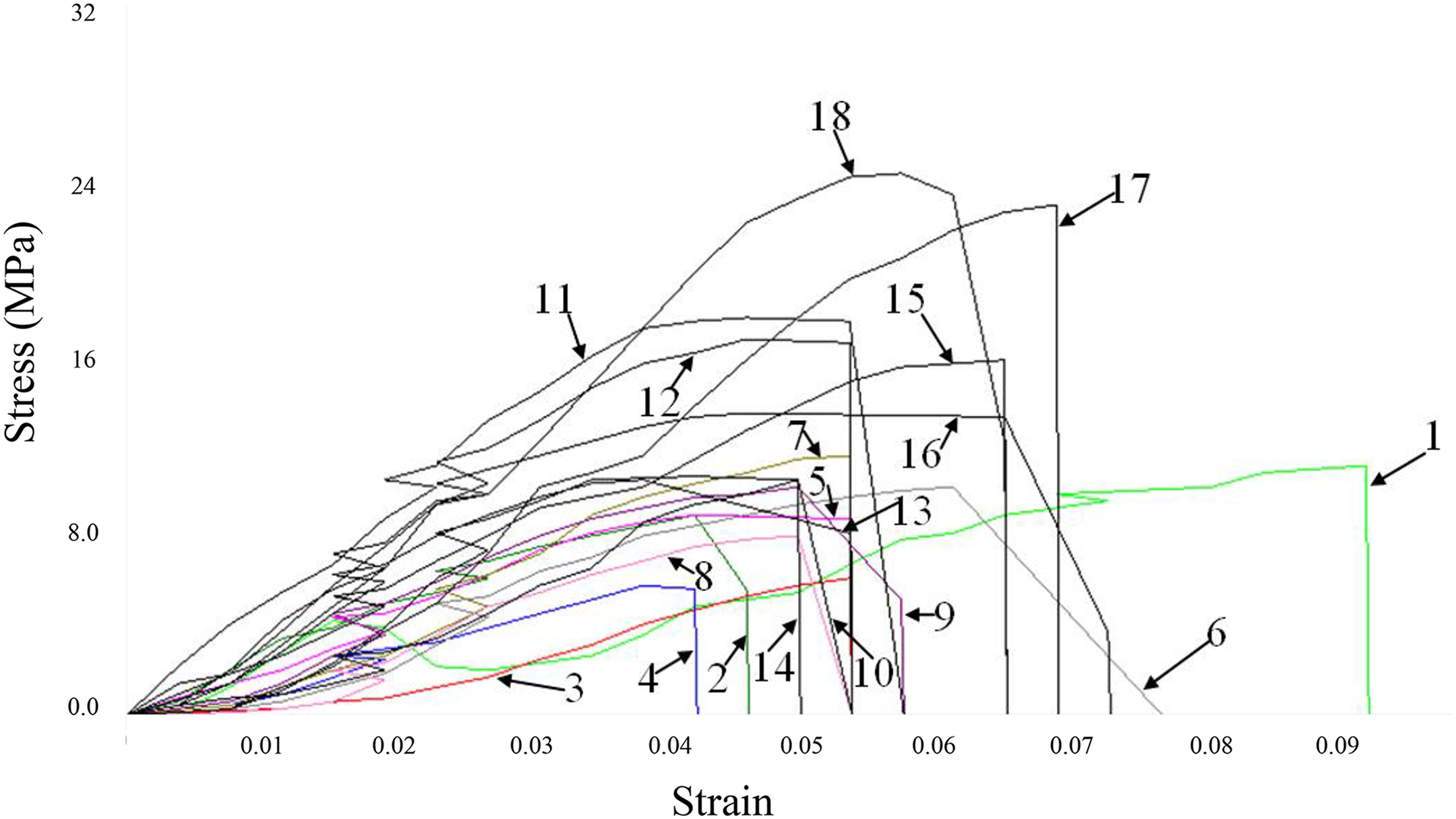
Stress versus strain curve (according to Table 3).
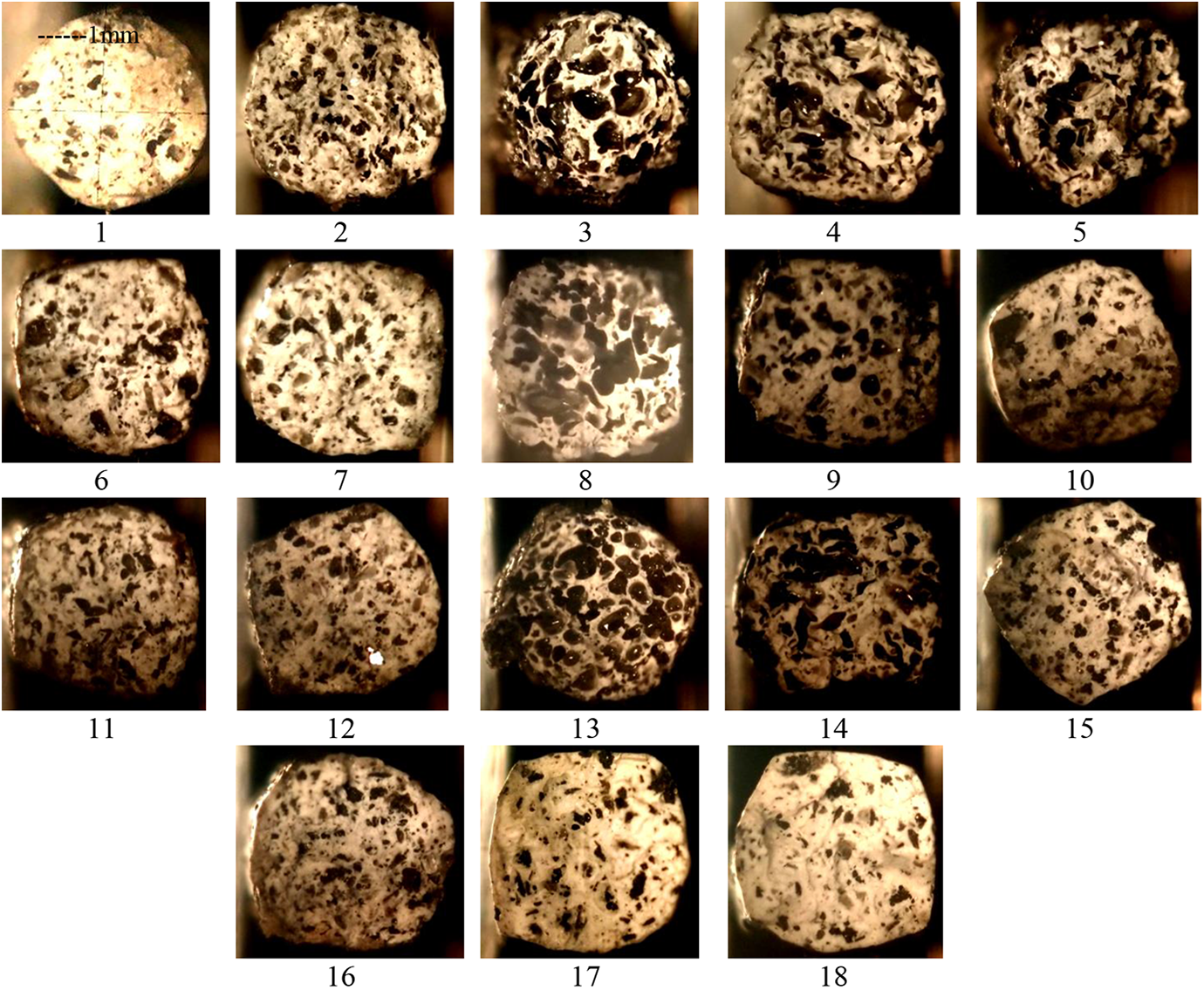
Photomicrographs for samples 1–18 (×30 magnification; according to Table 3).
It should be noted that photomicrographs for experiment numbers 3, 4, 5 and 8 (having relatively low peak strength) have lot of asperities at the cross section, which may be responsible for poor mechanical properties.
As observed in Table 4, better mechanical properties were observed for sample no. 18 and poor for sample numbers 3 and 4. While comparing the photomicrographs (see Figure 4), sample numbers 3 and 4 resulted in larger cavity formation (after tensile testing at the cross section) as compared to sample no. 18. This means that the failure mechanism involves pulling of ceramic reinforcements out of the matrix (for sample numbers 3 and 4) resulting in poor mechanical properties. However, the ceramic reinforcement may be better for wear property as well as for thermal stability. For understanding the role of reinforcement in thermal stability, differential scanning calorimetry analysis (Figure 5) was performed on sample numbers 4 and 18. The analysis was done under controlled environment conditions with continuous heating and cooling (both endothermic and exothermic changes, 10°C min−1) between 30°C and 250°C temperature, through two consecutive cycles at 50 ml min−1 air supply.
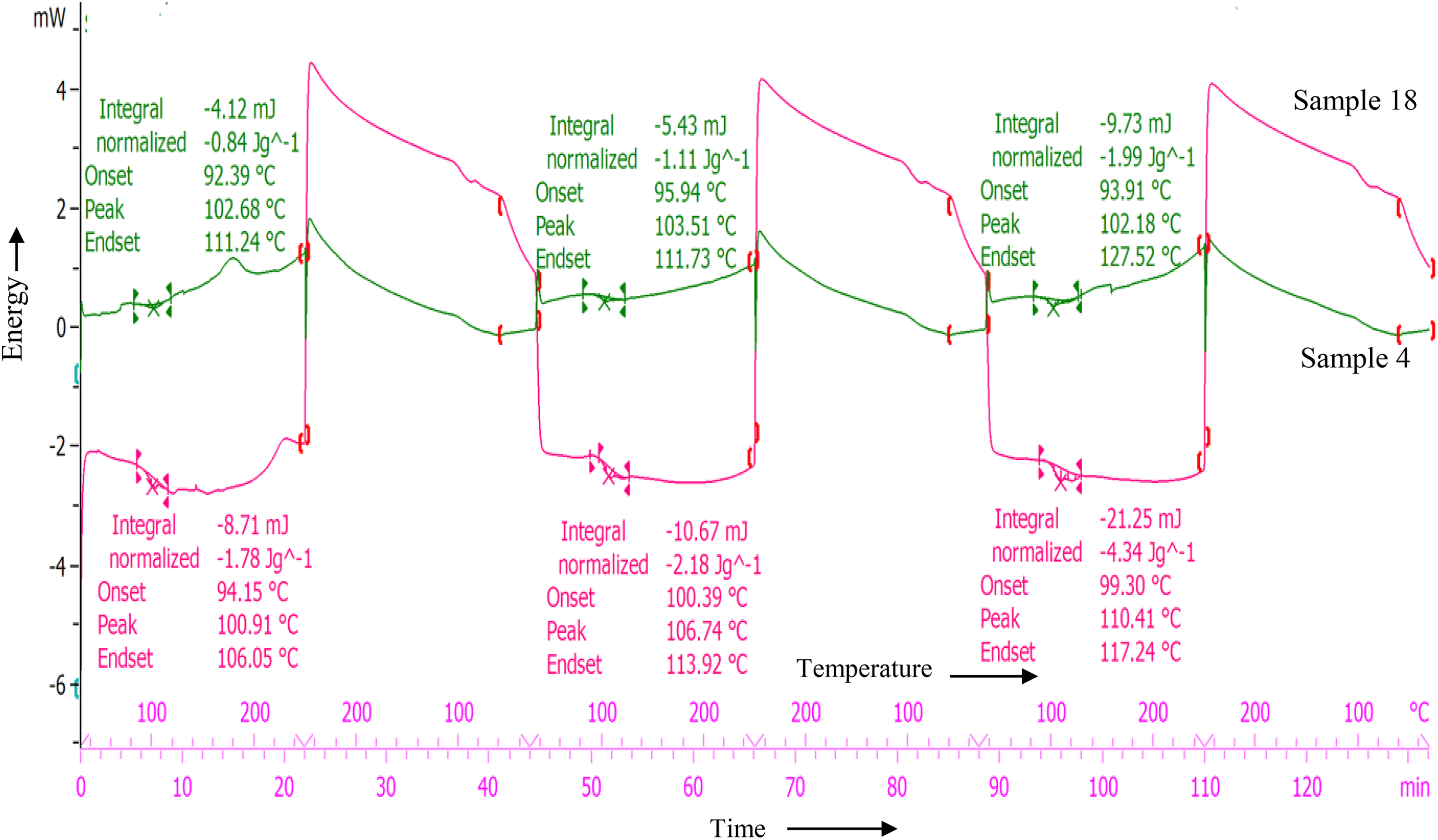
DSC curves of samples 4 and 18.
As observed in Figure 5, for sample no. 18, the glass transition temperature (Tg) in the first heating cycle is 100.91°C, followed by 106.74°C and 110.41°C in the second and third subsequent cycles. &&&It should be noted that sample no. 18 does not contain ceramic reinforcement but has 1 wt% BAK (thermosetting polymer) which may contribute for enhancing Tg in repeated thermal cycles. The same has been counter verified by normalized heat intake capacity which is increasing in each cycle (from 1.78 J g−1 to 4.34 J g−1). This means BAK-reinforced ABS is contributing as heat sink after each cycle and hence this may be used for high-temperature applications. With regard to sample no. 4, Tg value is almost uniform in three consecutive heating cycles, but normalized heat intake capacity is improving. Hence, it is ascertained that ceramic reinforcement along with BAK in ABS resulted in better controlled composition which is thermally stable as well as can contribute to inform of heat sink. Thus, this sample is good candidate for wear-related applications. Overall, BAK and ceramic reinforcements, either collective or independent, result into thermally improved/stable composite matrix whose properties can be tailored according to field requirements.
Based on Table 4, signal-to-noise (SN) ratios have been calculated for peak load and peak strength (see Table 5). Further based on Table 5, Figure 6 shows the main effect plot for SN ratio by considering multifactor optimization (peak load and peak strength together).
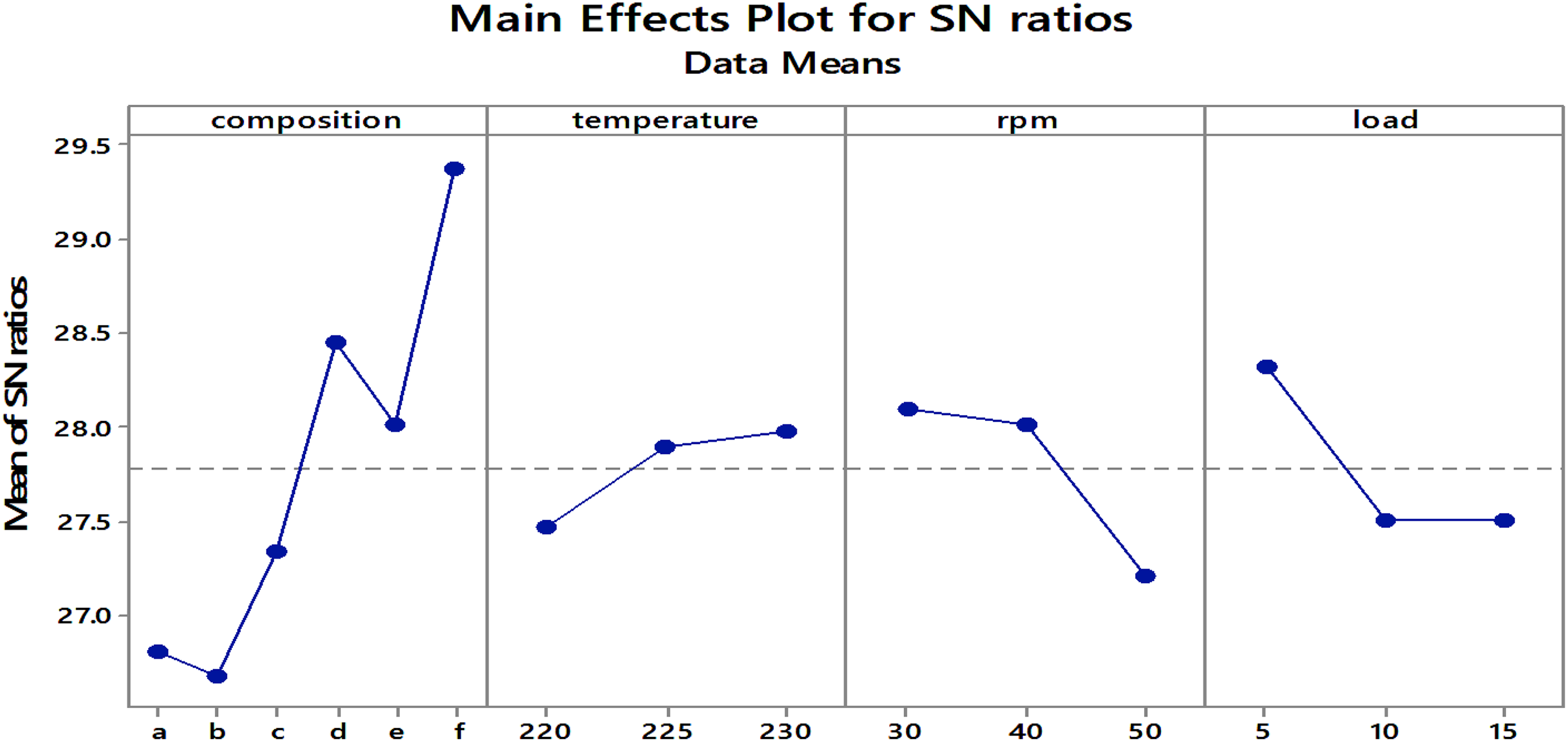
SN plot for peak load and peak strength.
SN ratios for peak load and peak strength.
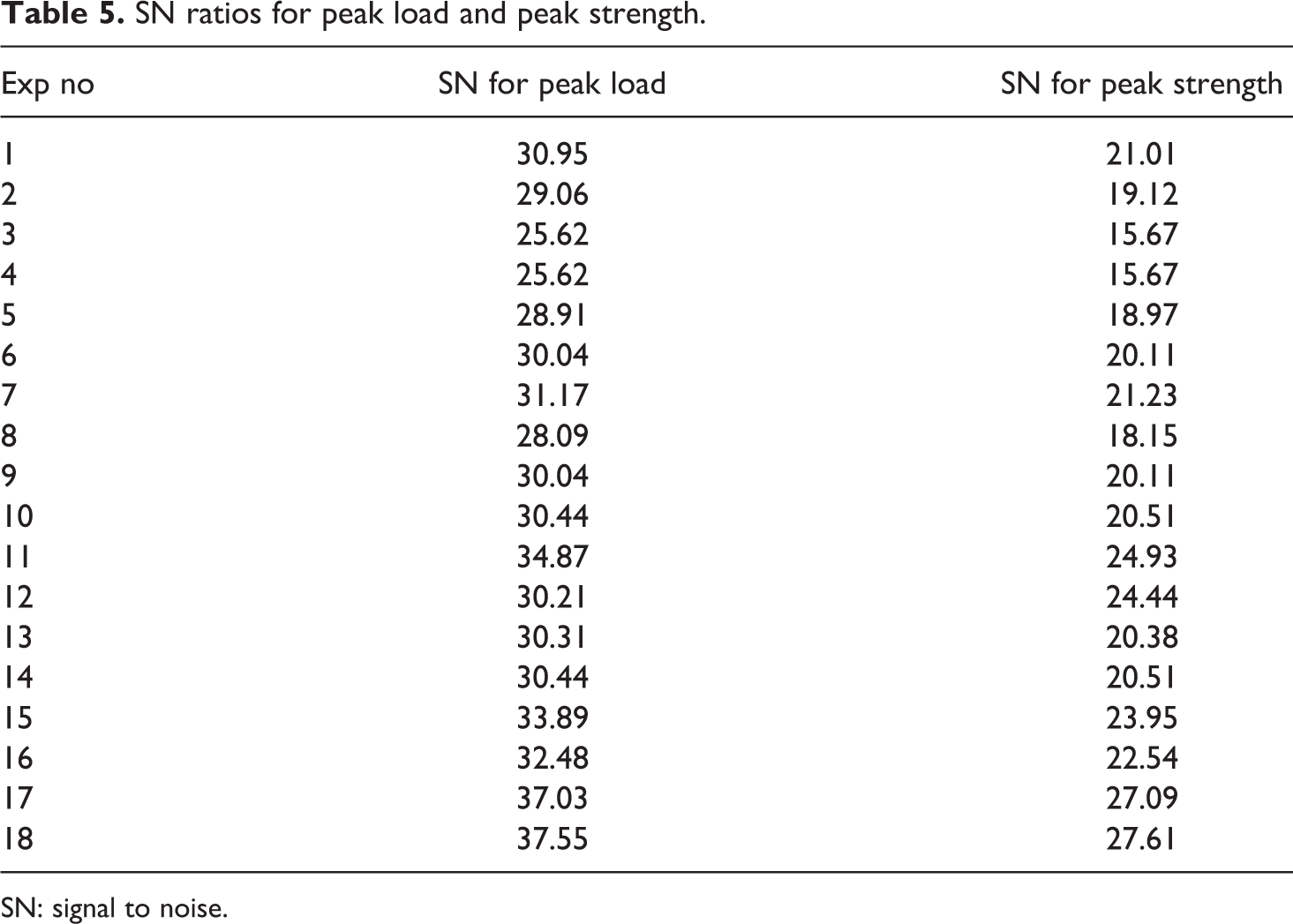
SN: signal to noise.
It should be noted that for multifactor optimization, only peak load and peak strength have been selected as output parameters because these two properties are of major concern in wear applications (especially involving ceramic reinforcement). As observed in Figure 6, the best settings are composition
Further based on Table 5, Table 6 presents the analysis of variance (ANOVA) results for peak load and peak strength. As observed in Table 6, the composition/proportion of reinforcement is the most significant factor at 95% confidence level (as p value is <0.05) and other factors are not significant. These results are in line with the observations made by other investigators.29,31–33 The reason for composition/proportion F: 90% ABS–10% B–0% Al2O3–0% SiC is but obvious because absence of ceramics in the composite matrix is supposed to improve tensile properties. The highest temperature condition 230°C with lowest 30 r min−1 and 5 kg feeding load is also but obvious settings as these settings will result into better flowability of composite material resulting into more uniform dispersion which has been observed in photomicrographs (Figure 4).
ANOVA for SN ratios.
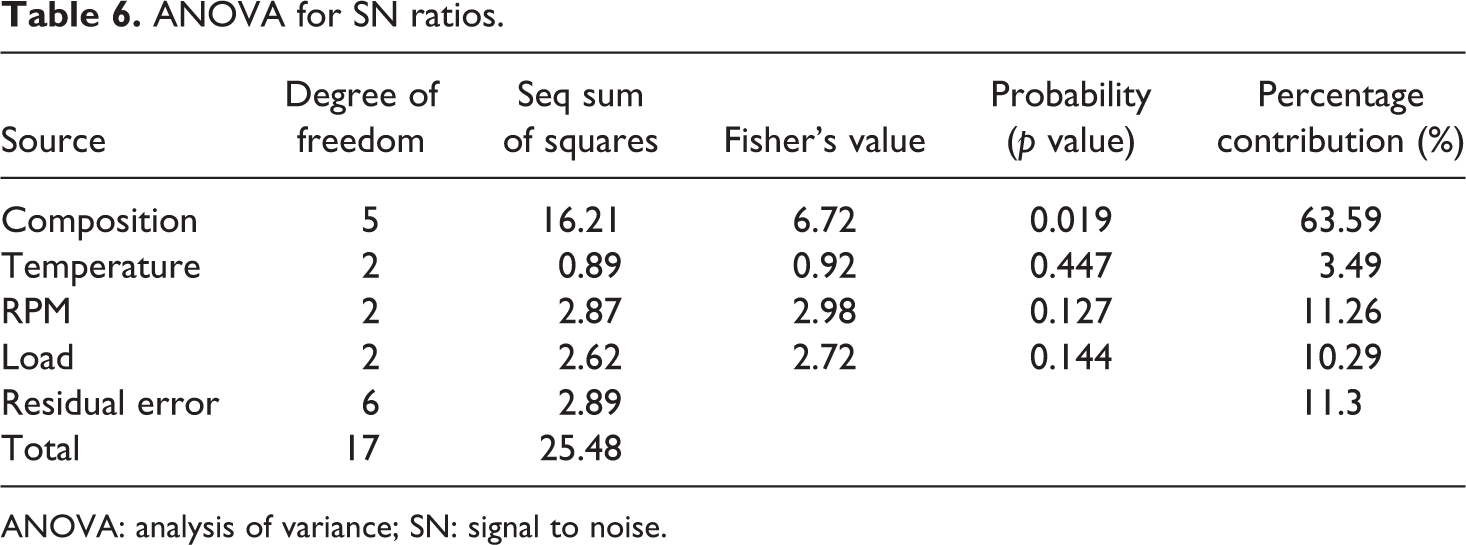
ANOVA: analysis of variance; SN: signal to noise.
Conclusions
Following are the conclusions from this study:
The BAK and ceramic particles can be successfully reinforced in the ABS matrix from recycling and sustainability view point. The proportion of reinforcement may be decided based on the type of applications.
From the mechanical properties point of view, the most significant parameter is composition/proportion with contribution of 63.59%. The best proportion is
Footnotes
Acknowledgement
The authors are highly thankful to Guru Nanak Dev Engineering College, Ludhiana, Punjab, India, for providing helpful assistance and machines to carry out the research work.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.