
Abstract
In this study, fly ash, which is released as waste from thermal power plants and has negative effects on the environment, was evaluated as a filler in wood-plastic composite materials (WPC). For this purpose, inorganic fly ash from thermal power plants was mixed with polypropylene (PP) thermoplastic polymer at 10%, 20%, 30%, 40%, and 50% by extrusion method instead of wood flour used in wood plastic composite materials. Maleic anhydride-treated polypropylene (MAPP) was used to strengthen the bonding during WPC production. The material mixed in extrusion was passed through a crusher and turned into pellets. Test samples were prepared using injection molding of pelletized WPC material. Density, thickness swelling, water absorption, modulus of rupture, impact strength, modulus of elasticity in bending, tensile strength, janka hardness, differential scanning calorimetry (DSC), and thermogravimetric analyses (TGA) were performed on the prepared test samples. The results indicated that as the amount of fly ash used in the wood-plastic composite material increases, the density increases but the thermal degradation temperature of the material, water uptake, the swelling ratio to its thickness, tensile strength, impact strength, janka hardness, modulus of rupture, and modulus of elasticity decrease.
Introduction
Fly ash is an important by-product of the combustion of pulverized coal in thermal power plants as it is carried by flue gases and collected in cyclones or electrofilters. It also contains different mineral compounds such as silicon dioxide (SiO2), aluminum oxide (Al2O3), and calcium oxide (CaO). Besides, millions of tons of ash and by-products have been released worldwide because of the use of coal in electricity generation since 1920. Approximately 600 million tons of ash are released annually worldwide where, on average, 75-80% of these ashes are fly ashes. 1 Approximately 45 million tons of coal is burned in thermal power plants in Turkey while an average of 15 million tons of fly ash is released.2,3 The increasing number of thermal power plants and the fly ash released are causing serious environmental problems. Worldwide, an average of 16% of fly ash is used in different sectors 1 while the utilization rate of fly ash in these sectors is approximately 1% 4 in Turkey. Therefore, it is crucial to use fly ash in a way that reduces environmental pollution and contributes to the economy.
Generally, fly ashes are used in cement production, asphalt road construction, brick, and concrete production.1,5–12 They are used as a filler for polymer composite materials at a very low cost13–17 as long as in polymer composites such as fuselage panels, winglets, canopies, fairings, rotor blades, floor material, bridge decking, I-section, C-section, as well as in sectors such as automobile, aerospace transportation, and construction since they show corrosion resistance, thermal resistance, hardness, and high strength properties compared to their weight.18–20 Besides, they are essentially a mixture of metal oxides that can be used as a filler reinforcement in metal and polymer composites since a filler material reduces the amount of metals while polymer reduces embodied energy. 21 They also consist primarily of amorphous silica, alumina, and iron oxide particles, which can serve as effective reinforcements when combined with epoxy resins. 22 Rohatgi et al. 23 investigated the properties of the composite material obtained using liquid polyester resin and fly ash by using an ultrasonic non-destructive testing method. They stated that the compressive modulus increases and the compressive strength decreases along with significant weight savings that can be achieved in the composite material by using polyester/fly ash bubbled fly ash as the fly ash volume ratio in the composite increases. Dadkar et al. 24 reported that the fading behavior of hybrid polymer matrix composites obtained by adding fly ash-filled and aramid fibers to the phenolic matrix showed a decrease consistent with the decrease in fly ash content. They also observed that friction fluctuations (μmax - μmin) decreased with increasing fly ash content. Pattanaik et al. 18 applied five different mixing times ranging from 10 min to 30 min at 5 min intervals for mixing fly ash particles with an epoxy resin matrix. The fly ash epoxy polymer composites were then subjected to cure under ambient, oven, and microwave conditions to obtain the degree of crosslinking. According to the results obtained, they stated that the composite with 10% fly ash content mixed for 30 min had the minimum void fraction. Maximum tensile, flexural, and impact properties were determined in composite samples containing 10% fly ash mixed for 30 min and cured in a microwave. It has been stated that ash from thermal power plants can be used as a reinforcing material in polymer composite applications due to its fine particle size, abundant availability, and economical. It has been reported that polymer composites produced with acrylonitrile butadiene styrene (ABS) with nano fly ash show superior properties compared to pure ABS matrix. 25 Sengupta et al. 26 used fly ash particles coated with different weight percentages of furfuryl palmitate as filler in recycled polypropylene matrix composites. It was reported that the best results in terms of bending, impact, dynamic mechanical behavior, and surface fractures of the composite material occurred in fly ash-filled composites coated with 2 wt% furfuryl palmitate. Jayeme et al. 27 reported that in the composite material, prepared with 2% fly ash and 0% to 10% sugarcane fiber in epoxy polymer, the additional fly ash improved the tensile strength and hardness properties of the samples but reduced the flexural strength. Ye et al. 28 reported that geopolymer composites obtained with fly ash and wood flour showed significantly different microstructures and mechanical properties with different wood flour contents. It was stated that 1 wt% and 5 wt% wood flour content had improved mechanical properties compared to the geopolymer composite containing pure fly ash, but the mechanical properties of geopolymer composites with 10, 15, and 20 wt% wood flour were negatively affected. The studies showed that fly ashes can have different effects on different composite materials. Maurya et al. 29 aimed to strengthen the interfacial interactions between recycled nylon fiber and polypropylene (PP) by using fly ash treated with nano-structured cetrimonium bromide (CTAB). A positive hybridization effect of fly ash was observed on hybrid composites, and they stated that it provided an increase of ∼29% in tensile strength, ∼49% in bending strength, and ∼970% in notched Izod impact strength. Furthermore, FE-SEM analysis showed that the reinforcements were well dispersed into the base matrix and provided excellent interfacial adhesion. While DSC analysis showed an increase in the crystallization temperature (∼125°C) and a decrease in the melting temperature of all composites, TGA indicated a decrease in the activation energy of all composites.
Many inorganic mineral fillers such as calcium carbonate, talc, and mica ceramic silica are used in the production of wood-plastic composite materials. Huuhilo et al. 30 used calcium carbonate, volastonite soapstone, and talc as fillers in wood plastic composites since the mineral filler has been reported to increase the tensile strength and hardness values of the composite material. In wood plastic composite production using five different mineral fillers, it has been stated that the mineral materials used in the composites reduce the water absorption and thickness swelling values of the composite material as it increases its density. 31 Koohestani et al. 32 used different amounts (1-5%) of modified mineral fillers instead of wood flour as fillers in wood plastic composite materials. Their results stated that the addition of 1% silane-modified minerals decreased the hardness and increased the ductility of the composite material (up to 25%). Gwon et al. 33 reported that the chemical treatment of wood fibers and mineral fillers in the composite material produced with polypropylene, chemically modified wood fiber, and talc has a positive effect on the physical properties of WPCs by changing the chemical composition of wood fibers and the surface structure of mineral fillers. Therefore, mineral fillers with different properties have different effects on the physical, mechanical, and thermal properties of wood plastic composites.
In this study, we aimed to utilize fly ashes as a wood-plastic composite. For this purpose, instead of wood flour used in wood plastic composite materials, inorganic fly ash from thermal power plants was blended with polypropylene (PP) thermoplastic polymer at different rates of 10%, 20%, 30%, 40%, and 50%. The mixture groups obtained were pressed in an injection molding machine and the prepared samples were determined to have technological properties according to the standards. The novelty of the research is aimed to contribute to the literature by investigating some physical, mechanical, and thermal properties of wood-plastic composite materials obtained by using different amounts of beech wood, homopolymer polypropylene, and fly ash.
Experimental
Materials
Beech wood flour was obtained from Talassan Company in Istanbul while the fly ash was obtained from Orhaneli Thermal Power Plant in the city of Bursa and comprises 48.53 % SiO2, 24.61% Al2O3, 7.59 % Fe2O3, 9.48% CaO, 2.28 % MgO, 2.48 % SO3, 2.51 % K2O, and 0.35 % Na2. The percentage of SiO2 + Al2O3 + Fe2O3 exceeds 70% (80.73%) and the amount of CaO below 10%, thus it is classified as class F (low grade calcareous) according to ASTM C 618.
34
The morphological examination of Orhaneli Thermal Power Plant fly ash indicated that it consists of regularly distributed solid spheres, the majority of which vary in size between 0.5 and 15µ. SEM images of the microstructure of fly ash are provided in Figure 1.
35
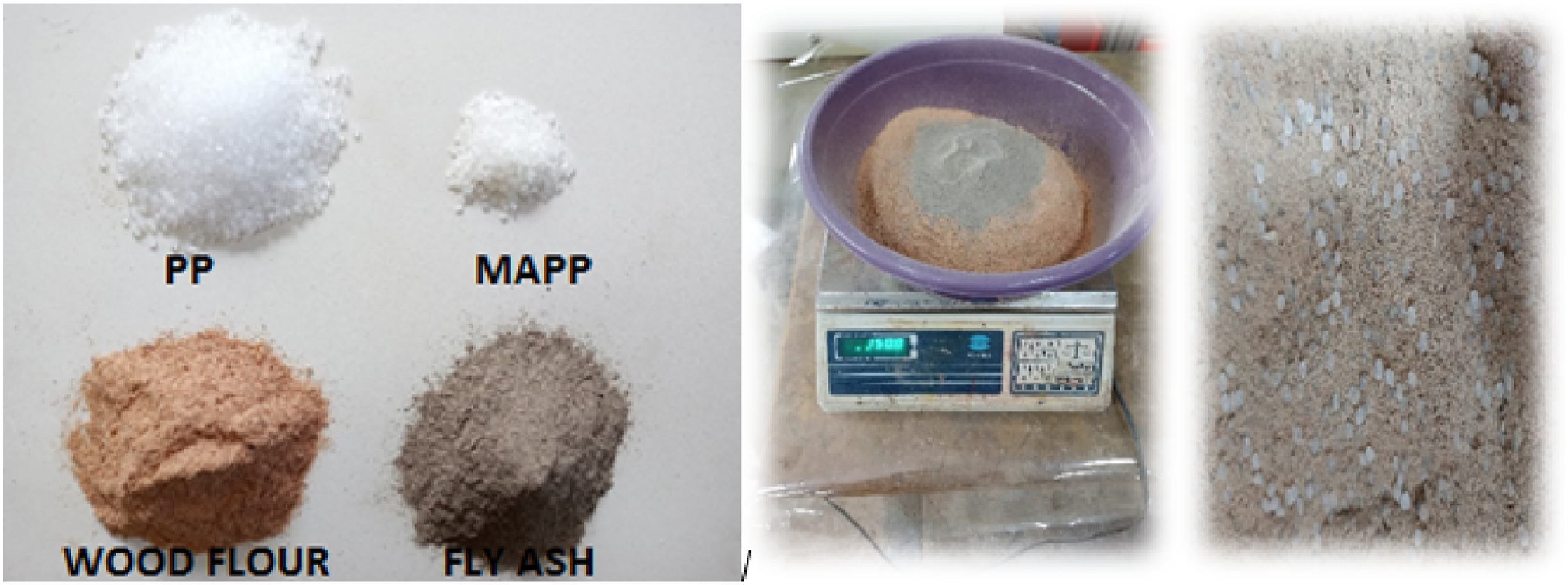
Homopolymer polypropylene (ISPLEN PP 070 G2M), produced by Repsol Company in Spain, was used as the plastic material. The properties of the polypropylene are listed in Table 1. Lushan® PR-3C was used as a maleic anhydride grafted polypropylene (MAPP) product for PP compounding used to reinforce polypropylene as it was supplied from Guangzhou Lushan New Materials Company in China. The technical properties of MAPP are revealed in Table 2 while the general appearance and mixture of wood flour, fly ash PP and MAPP before production is provided in Figure 2. SEM images of the microstructure of fly ash obtained from the Orhaneli thermal power plant. (a) Overall distribution of particles (x500) (b) and (c) Completely spherical, smooth surface, solid glassy particles (x2000, x3850) (d) Plerosphere sphere (x3500).
35
Technical data of homopolymer polypropylene. The technical properties of maleic anhydride grafted polypropylene (MAPP). The mixing procedure of wood flour, fly ash, PP, and MAPP.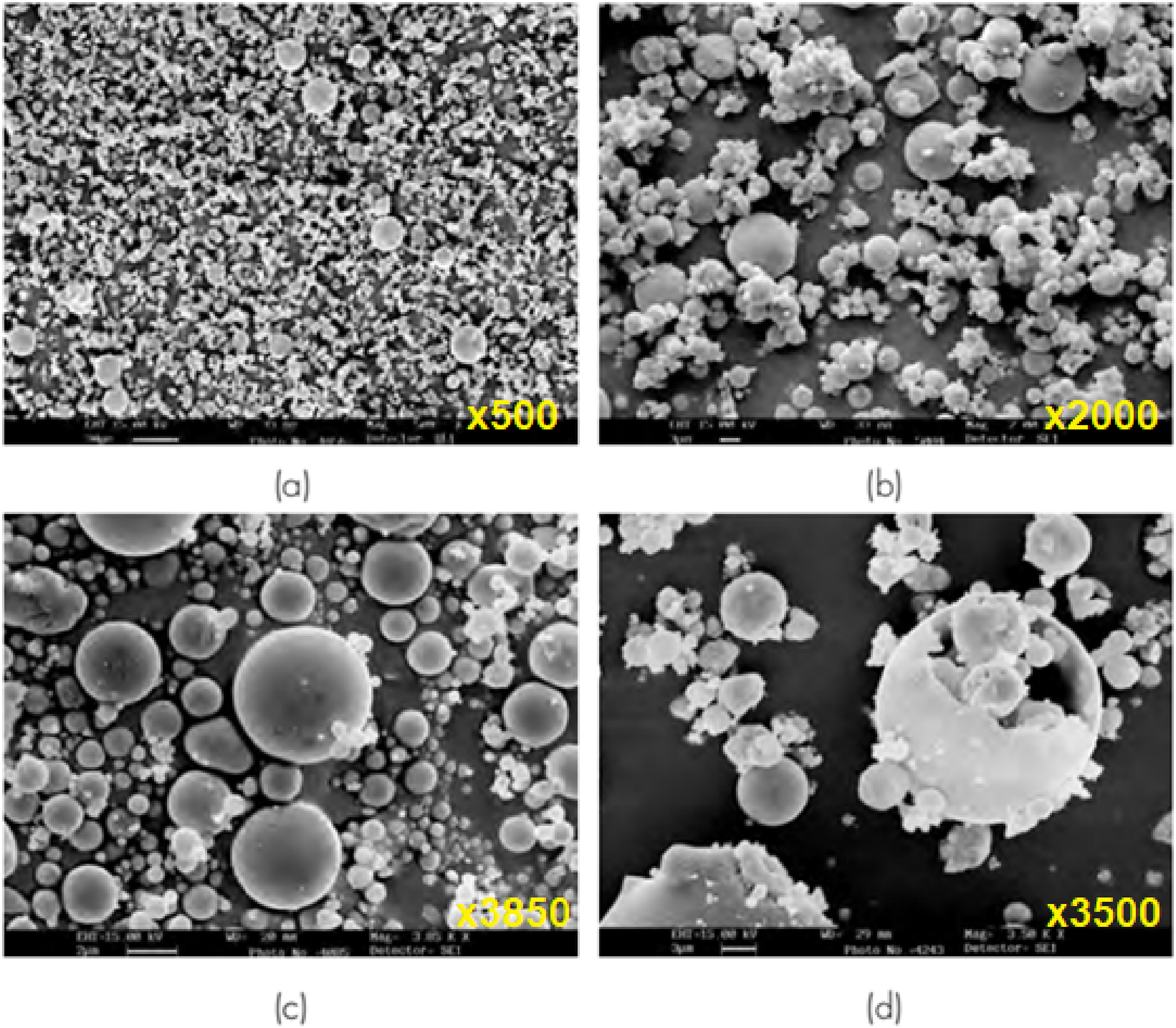
The manufacture of injection-molded WPC
The production of WPC was carried out using the equipment in the laboratory of the Faculty of Forestry, Istanbul University. Wood flour, fly ash, and polypropylene with MAPP granulates were processed in a 30-mm co-rotating twin-screw extruder with a length-to-diameter (L/D) ratio of 30:1 (Figure 3). The raw materials were fed into the main feed throat using a gravimetric feed system. The barrel temperatures of the extruder were controlled at 170, 175, 180, and 190°C for zones 1, 2, 3, and 4, respectively. The temperature of the extruder die was kept at 200° C. As the extruded strands passed through a water bath for cooling, they were pelletized (Figure 4). The pellets were stored in a rigid plastic container and then dried for approximately 3–4 h before injection molding. Melting process of mixtures in a twin-screw extruder. Pellets formation by the crusher by using the extruder.

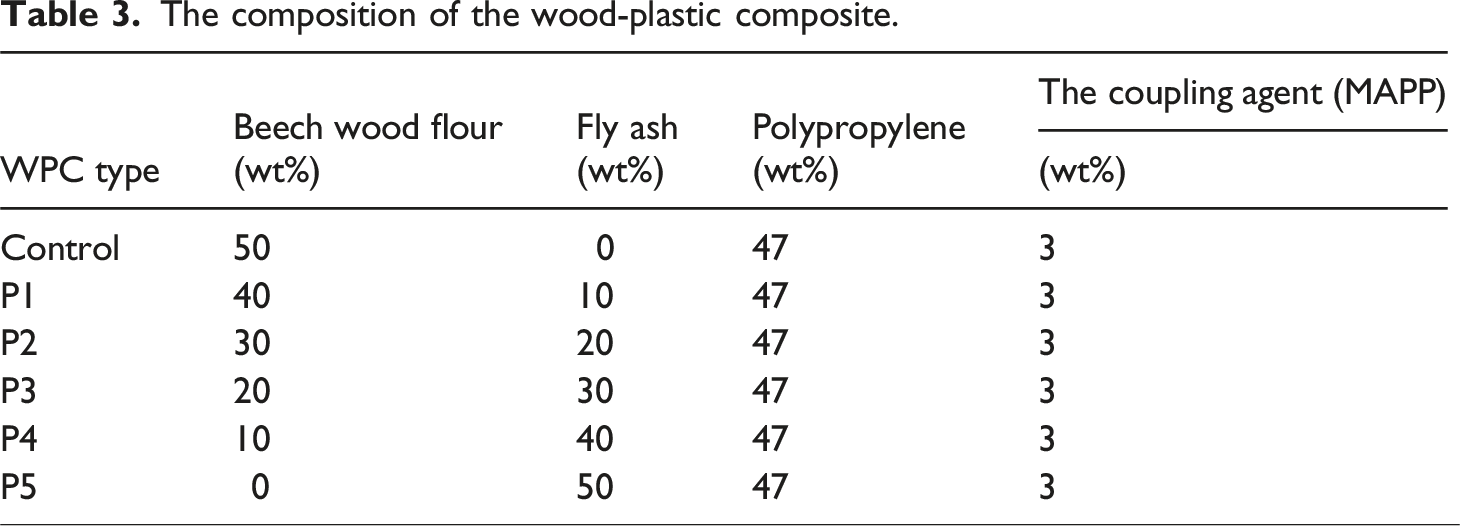
The composition of the wood-plastic composite.
Methods
The density of test specimens was determined according to the ASTM D 792.
36
A total of 50 samples, 10 from each group, were prepared where the test of water absorption was performed according to ASTM D 1037.
37
10 from each sample, a total of 50 samples were prepared with dimensions of 50 × 50x sample thickness (mm). The weights of prepared samples were weighed on an analytical balance with ±0.01 g precision and kept in a water bath for 24 h. At the end of this period, the weights of the samples removed from the water were weighed again and the rate of water absorption was determined according to the formula provided in (1). Tests of thickness swelling were conducted according to TS EN 317
38
standards while the measurements were taken on the samples using the water absorption test as they were determined by using 50 samples, 10 from each group.
WA: Water Absorption (%)
n i : Initial weight of the sample (gr)
n s : Final weight of samples (gr)
Flexural strength and modulus of elasticity were determined according to the principles of ASTM D790
39
standard while crosshead speed is set to 1.5 mm/min. To determine the flexural strength and modulus of elasticity values, 42 samples were prepared, 7 from each group, with a thickness of 3.2 mm, a width of 12.7 mm, and a length of 127 mm where tensile strengths were determined according to the ASTM D 638
40
standard with crosshead speed is set to 2 mm/min. A total of 42 samples, 7 from each group, were prepared. The samples prepared for tensile strength and tensile testing figures are provided in Figure 5. Tensile samples and tensile testing.
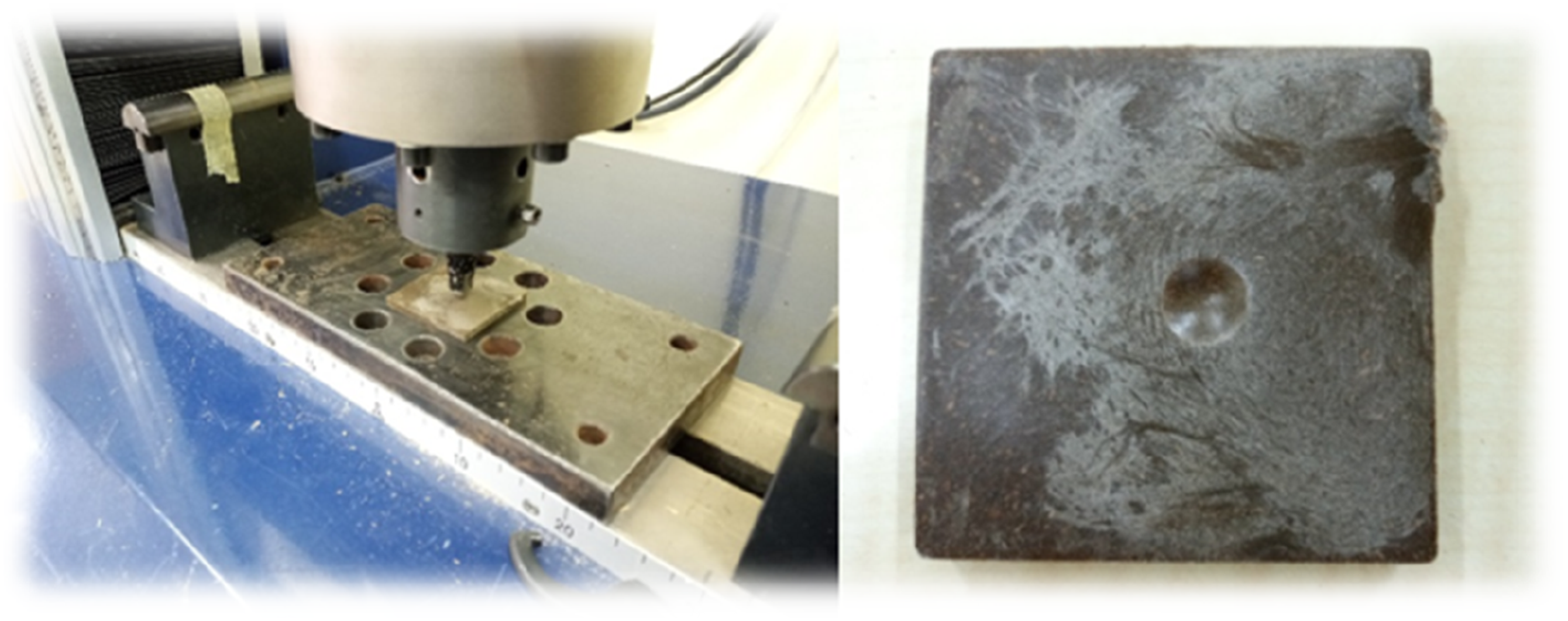
The impact strength was carried out in XJJ-50w computer-controlled charpy impact tester according to ISO 179 standard (Figure 6). A total of 42 samples were prepared including 7 from each group. Test specimens were tested after conditioning. The janka hardness of the test specimens was determined by static hardness determination according to TS 2479 standard
41
with a universal testing machine where a total of 48 samples were prepared by considering 8 from each group (Figure 7). In the experiment, the samples placed on the device table were multiplied by 4/3 with the load value resulting from opening a hole to a depth of 2.82 mm with a hemispherical (5.64 mm radius) loading tip moving at a speed of 3-6 mm/min, and the hardness value of the material in N/mm2 was obtained. Impact strength samples and impact strength setup. Application of the janka hardness test.
Thermogravimetric analysis (TGA) was performed using the thermogravimetric analysis (TGA) method on the DTG 60 H SHIMADZU Simultaneous DTA-TG Apparatus model device. The samples to be used before the analysis were ground to a size of 1 mm by the grinder. Sample amounts of 10-20 mg and nitrogen gas were used at a flow rate of 50 mL/min. The temperature during the test was carried out under nitrogen flow up to 700°C with a 10°C/min increase from room temperature. Differential scanning calorimetry (DSC) analysis was performed by the DSC-60 SHIMADZU DSC device. Its analysis was used to determine the changes in energy differences caused by heating, cooling, and keeping the material at the same temperature where the samples were sized to 1 mm by using the grinder. During the DSC analysis, the temperature was increased from room temperature to 600°C at a heating rate of 10°C/min. Since wood flour and polypropylene are completely decomposed after 500°C and only fly ash remains in the composite material, the temperature in the TGA test was terminated at 700°C while the temperature was set to 600°C in the DSC test. The flow rate of nitrogen gas was set as 50 mL/min. To determine the mixing ratios and the effect of raw materials on various physical and mechanical properties of the WPC materials, variance analysis was performed using the SPSS statistical program to determine whether the difference between the groups and their difference was significant within the 95% confidence interval by using Duncan’s test.
Results and discussion
Mechanical and physical properties of the samples
Mechanical and physical test results of wood plastic groups.
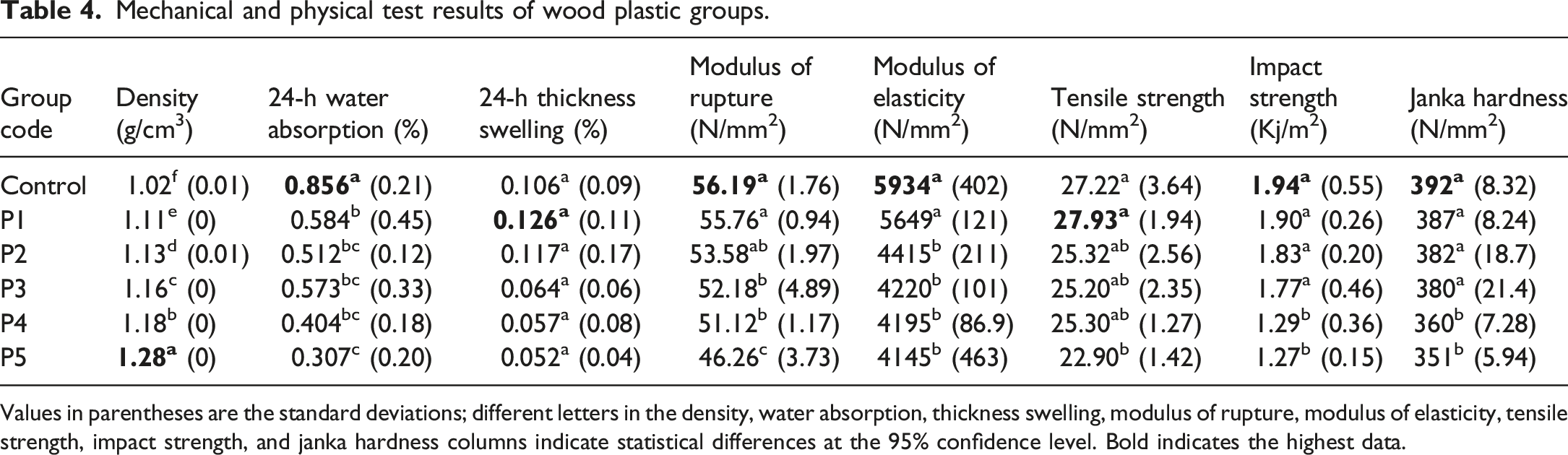
Values in parentheses are the standard deviations; different letters in the density, water absorption, thickness swelling, modulus of rupture, modulus of elasticity, tensile strength, impact strength, and janka hardness columns indicate statistical differences at the 95% confidence level. Bold indicates the highest data.
The results show that the density values are increased depending on the increase in the ash ratio used in the wood-plastic composite materials. The highest density value was obtained as 1.28 g/cm3 in the P5) group (50% fly ash +47% PP + 3% MAPP) while the lowest amount was 1.02 g/cm3 in the control group (50% wood flour +47% PP + 3% MAPP). According to the TS EN 450 standard, the specific gravity of fly ash was determined to be 2.18 g/cm3. 35 Then the fly ashes are divided into two groups of precipitator and cenosphere where hollow fly ash particles with a density of less than 1 g/cm3 are called cenospheres. Fly ashes with a density of 2 -2.5 g/cm3 consisting of crystalline compounds such as quartz, mullite, and hematite and glassy compounds such as silica glass and other oxides are called “precipitators”. 42 Since the density of PP used was 0.90 g/cm3 and the density of wood flour was 1.30 g/cm3, the density values increased due to the increase in the amount of fly ash in the composite group. Kaymakci et al. 43 reported that the density of wood-plastic composite material increased with the increase in the zeolite ratio because of the use of zeolite inorganic material at different ratios. In wood-plastic composite materials obtained using five different mineral fillers, it was stated that the density of the material increased with the increase in mineral materials. 30
After 24 h of soaking, the highest water absorption rate (0.85%) was determined in the control group (50% wood flour, 47% PP + 3% MAPP) and the lowest amount (0.30%) in the P5 composite material group (50% fly ash, 47% PP + 3% MAPP). According to the statistical analysis, there was no significant difference between the water absorption rate values of P4, P3, and P2 groups. The highest thickness swelling ratio (0.12%) was obtained in the P1 group (40% wood flour, 10% fly ash, 47% PP, and 3% MAPP), while the lowest amount (0.05%) was obtained in the P5 group (50% wood flour, 47% PP and 3% MAPP). In general, it was obtained that the water absorption rate increased with the increase in the amount of wood flour used in the polymer-based composite material but the water absorption rate decreased with the increase in the amount of fly ash. It has been reported that talc and kaolin materials have lower water absorption rates than zinc-borate due to their hydrophilic differences in the water absorption capacities of inorganic fillers used in wood-plastic composite materials.
44
Kaymakci et al.
43
stated that the water absorption rate of wood-plastic composite material decreased with the increase of zeolite ratio because of the use of zeolite inorganic material at different ratios. Akkuş et al.,
45
studied the use of pumice powder in wood polypropylene composites and stated that the water absorption value of polypropylene composites decreased depending on the increasing pumice powder ratio. Mineral fillers generally do not absorb water (or very little of it) so they naturally reduce the rate of water absorption in the materials they are used in. For example, a composite board consisting of 65% rice husk and 35% HDPE absorbed 3% water at the end of 24 h while a composite material made of a mixture of calcium carbonate, kaolin, and clay used instead of rice husk absorbed 1.8% water under the same conditions. Likewise, it was determined that the addition of fly ash at the rate of 70% and 79% of the weight of this mixture into the 65% rice husk and 35% HDPE mixture reduced the water absorption values from 3% to 0.24% and 0.20%.
46
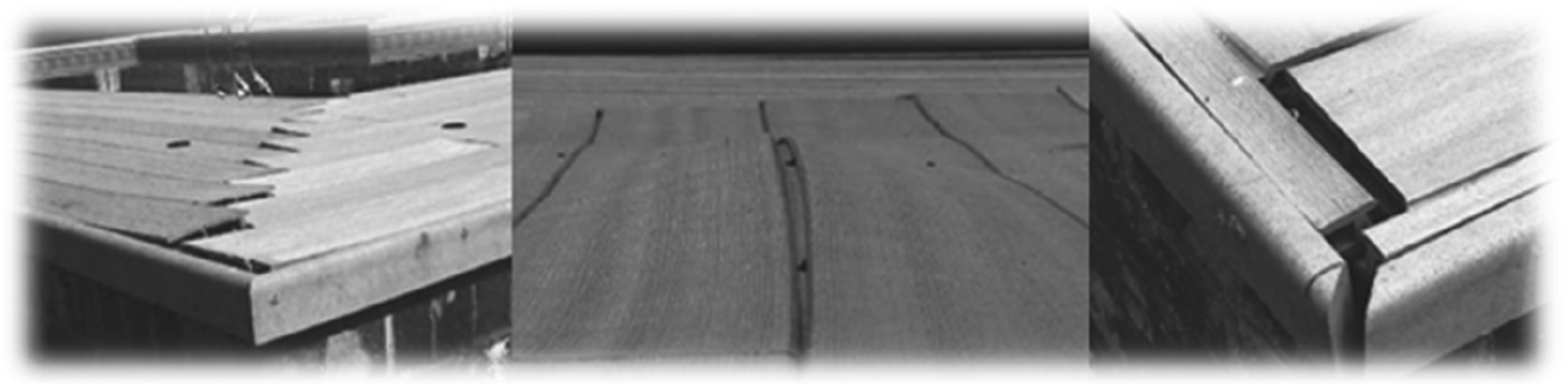
It is also stated that mineral fillers or additives increase the density of the composite material, and wood-plastic composite boards with high density have less moisture content and result in less thickness swelling.31,46 As a result of the water absorption and the thickness swelling in wood-plastic composite materials, the dimensional stability of the material deteriorates and causes many problems in the end-use areas, as provided in Figure 8. The degradation of wood-plastic composite materials in areas of use because of water absorption.
46
When the flexural strength values of the composite material groups formed from a mixture of wood flour, PP, and fly ash were analyzed, the highest value was obtained in the control group without fly ash while the lowest value was obtained in the P5 group (50% fly ash, 47% PP, and 3% MAPP). The flexural strength of the material decreased since the amount of fly ash used in the composite material increased. As a result of the statistical comparison at 95% confidence level, no significant difference was determined between the control, P1, and P2 groups as well as between the P2, P3, and P4 groups. The highest modulus of elasticity was obtained in the control group whereas the lowest amount was in the P5 group. According to the statistical analysis, there was no significant difference between the control and P1 groups as well as between P5, P4, P3, and P2 groups. Das and Satapathy 47 investigated the mechanical properties of polypropylene matrix containing 5, 10, 15, and 20% fly ash and reported that the flexural strength decreased with the increase in fly ash. Because of the use of zeolite inorganic material at different ratios, they stated that the increase of the zeolite ratio from 10% to 50% negatively affected the modulus of rupture of wood-plastic composite material. 43 Yagan 48 reported that the use of mineral-based ferromanganese slag in the production of wood plastic composite material decreased flexural strength, but statistically, there was no significant difference between the PP composite material group with wood flour additive. It was stated that the elasticity properties of the wood-plastic composite material obtained by using perlite material containing silicon dioxide, iron oxide, and aluminum oxide in its structure decreased due to the increase in the amount of perlite. 49
The highest tensile strength value (27.93 N/mm2) was obtained in the P1 group along with the lowest value (22.9 N/mm2) in the P5 group. Tensile strength decreased due to the increase in the amount of fly ash used in the wood-plastic composite. It was stated that the tensile strength of the material decreased due to the increase in the amount of fly ash as a result of placing 40%, 30%, 20%, 20%, 10%, and 0% wood flour and fly ash at the same rates instead of wood flour in 60% high-density polyethylene. 46 It is generally reported that the high amount of fillers in composite materials leads to a decrease in the interfacial adhesion between matrix polymer and fillers. 33 However, Huuhilo et al. 30 reported that the use of calcium carbonate and two different volastonite and talc mineral fillers in the production of wood-plastic composite materials increased the tensile strength of wood-plastic composite materials. Investigating the effects of three types of mineral fillers (CaCO3, silica, and mica) and filler loadings (10-40 wt%) on the properties of polypropylene (PP) composites, it was reported that for all filled PP composites, Young’s modulus increased with increasing filler loading while tensile strength and strain at break decreased 50 but Maurya et al. 51 investigated the effect of hybridization of submicron particulate fly ash (FA) treated with 5 wt% cetrimonium bromide (CTAB) on various properties of composites. They finaly stated that the composite material containing 5% fly ash by weight achieved the highest tensile strength with ∼48 MPa.
The highest impact strength was obtained in the control group (1.94 Kj/m2) while the lowest amount was obtained in the P5 group (1.27 Kj/m2). There was no statistically significant difference among the control P1, P2, and P3 groups as well as between P5 and P4 groups. In general, the impact resistance of the material decreased as the amount of fly ash used in the wood-plastic composite material increased. The charpy impact strength of pure polypropylene is 2.5 kJ/m2 as provided in Table 1. Both fly ash and wood flour used in the wood-plastic composite material decreased in impact strength. It was stated that wood flour used in high-density polyethylene gave higher results in terms of notched impact strength compared to fly ash but different and mixed data were obtained in terms of non-notched tests.46,52 According to the charpy impact strength test results of the composite material containing high-density polyethylene and fly ash at different ratios, it was stated that fly ash negatively affected the impact strength of the material. 52 Das and Satapathy 47 indicated that the use of 5, 10, 15, and 20% fly ash in PP caused a decrease in the izod impact strength of the composite material and this was explained by the crystallinity ratio obtained from XRD and DSC measurements. They stated that the crystallinity rate of the material gradually decreased with the increase in fly ash, the amorphous rate increased and thus had a negative effect on the impact strength of the material. In Maurya et al. 51 research on the effect of hybridization of submicron particulate fly ash (FA) treated with 5% by weight cetrimonium bromide (CTAB) on various properties of composites, it was stated that the composite material containing 5% by weight fly ash had an impact strength of 1.08 kJ/m2.
The values of Janka hardness varied between 392 and 351 N/mm2. The highest hardness value was determined in the control group without fly ash while the lowest hardness value was obtained in P5 composite samples without wood flour. There was no significant difference in homogeneity groups among control, P1, P2, and P3 groups as well as between P5 and P4 groups. The hardness value decreased with an increase in the fly ash content in the composite material. It has been mentioned that the reason why wood is harder than the plastics originally used is that the hardness values of the material increase due to the increase in wood flour used in the material. 53 The distribution of fly ash particles and their binding with the matrix is mentioned to be the main reason for determining the hardness of composites.54–56 It is also indicated that the use of very small-sized fillers will play an important role in preventing microcracks that may spread from the surface to the interior because of increasing the hardness value of polymer composites.56,57 It is stated that too high filler content in the composite matrix may cause a decrease in the hardness value, which may cause a weak bond structure between the filler and the matrix.56,58
Thermogravimetric analysis (TGA)
It is crucial to determine the temperatures at which composites obtained from mixture ratios of fly ash, wood flour, and PP used in the production of wood-plastic composite degrade. Thermogravimetric analysis (TGA) of control, P1, P2, P3, P4, and P5 Wood-plastic composite groups was performed. Differential thermogravimetry (DTA) curve was also used to identify the reaction steps. TGA and DTA analysis of the control, P1, P2, P3, P4, and P5 are provided in Figure 9. TGA and DTA analysis curves of wood-plastic composite groups.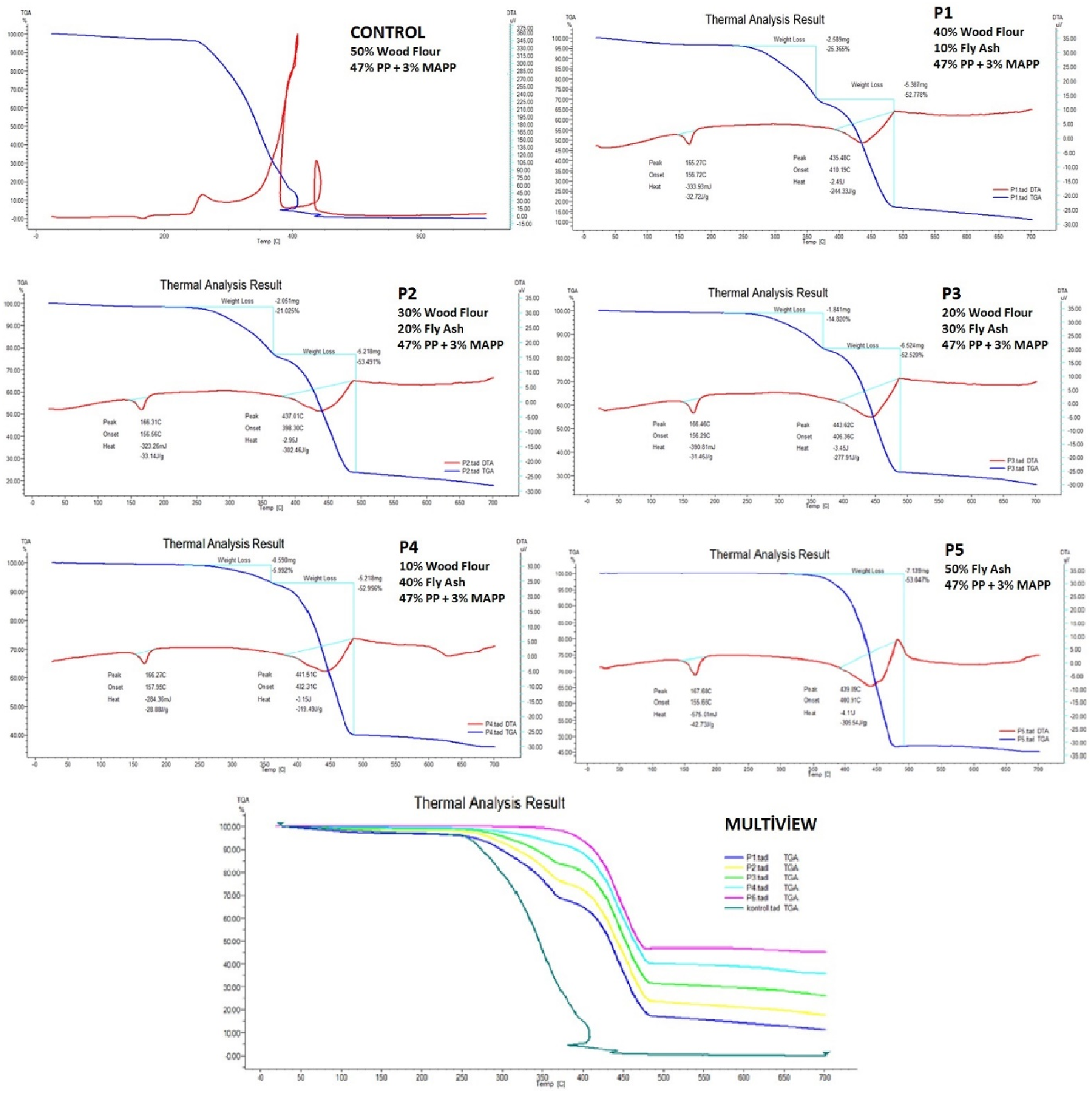
Because of the TGA analysis of the control group, it was determined that it started to degrade at a temperature of approximately 180°C and rapidly degraded up to 410°C. At about 440°C, it was observed that all of the polymer was degraded. TGA analysis of the P1 group was carried out in two stages. In the primary degradation of composite material, 25.36 % mass loss occurred in the temperature range of approximately 200°C - 360°C. In secondary degradation, 52.77 % mass loss occurred in the temperature range of 360°C to 490°C. At the end of 700°C temperature, 10 % inorganic fly ash remained in P1 composite material is obtained. The TGA analysis of the P2 group occurred in two stages. In the first stage, 21 % weight loss occurred in the average temperature range of 240 - 370°C, while in the second stage, 53 % weight loss occurred in the temperature range of 370 - 495°C. At the end of 700°C temperature, it was determined that only 20 % of waste fly ash remained in the composite mixture. The TGA analysis of the P3 group was also carried out in two stages. In the first stage, 14.8 % mass loss occurred in the temperature range 220 - 365°C while 52.5 % mass loss occurred in the temperature range 365 - 490°C in the second stage. At the end of 700°C temperature, 30 % fly ash remained in the composite material. The TGA analysis of the P4 group was also carried out in two stages. In the first stage, 5.9% mass loss occurred in the temperature range of 250 - 360°C while 52.9% mass loss occurred in the temperature range of 360 - 485°C in the second stage. At the end of 700°C temperature, 40 % fly ash was left in the P4 group. The TGA analysis of the P5 group without wood flour was performed in one step. 50% Fly ash reinforced polymer composite material has 53% mass loss in the temperature range 330 - 490°C. At the end of 700°C temperature, it was noticed that only about 47% of fly ash remained a result of PP degradation. The thermal stability of the composite material increased with the increase of fly ash used in the wood-plastic composite material. At the end of 700°C temperature, the remaining materials consist of fly ash.
In the literature, Farhadinejad et al. 59 stated that inorganic nano wollastonite, which is used as filler in wood-plastic composite material, increased its thermal stability as a result of TGA analysis. The combustion of polypropylene in the air (200 °C–600 °C) produced oxygenated hydrocarbons, aromatic hydrocarbons, aliphatic hydrocarbons, CO, CO2, and H2O. In general, as combustion temperature and time increased, the proportions of oxygenated and aliphatic hydrocarbons decreased, whereas the proportion of aromatic hydrocarbons increased. 60 While the degradation of the control group containing only wood and PP as well as P5 groups consisting of only fly ash and PP occurred in one stage, the degradation of P1, P2, P3, and P4 groups containing fly ash, wood, and PP occurred in two stages. Kim and Pal 61 stated that wood starts to degrade in the first stage whereas thermoplastic polymer degrades in the second stage. The cell structure of wood material consists of cellulose, hemicellulose, and lignin. It is mentioned that the cell components start to degrade after 170-180°C 62 and free radicals released by lignin and hemicellulose degradation at 200 - 225°C accelerate the degradation of the composite material. 63 It is specified that the maximum degradation of cellulose occurs at a temperature of approximately 360°C, 64 as well as it, is expressed that thermoplastic-based polymers such as polypropylene and polyethylene used in wood plastic composite materials start to degrade after 350°C. 65
Differential scanning calorimetry (DSC) analysis
DSC analysis curves of wood-plastic composite groups (Control, P1, P2, P3, P4, and P5) obtained using wood flour, fly ash, PP, and MAPP are provided in Figure 10. DSC analysis curves of wood-plastic composite material groups.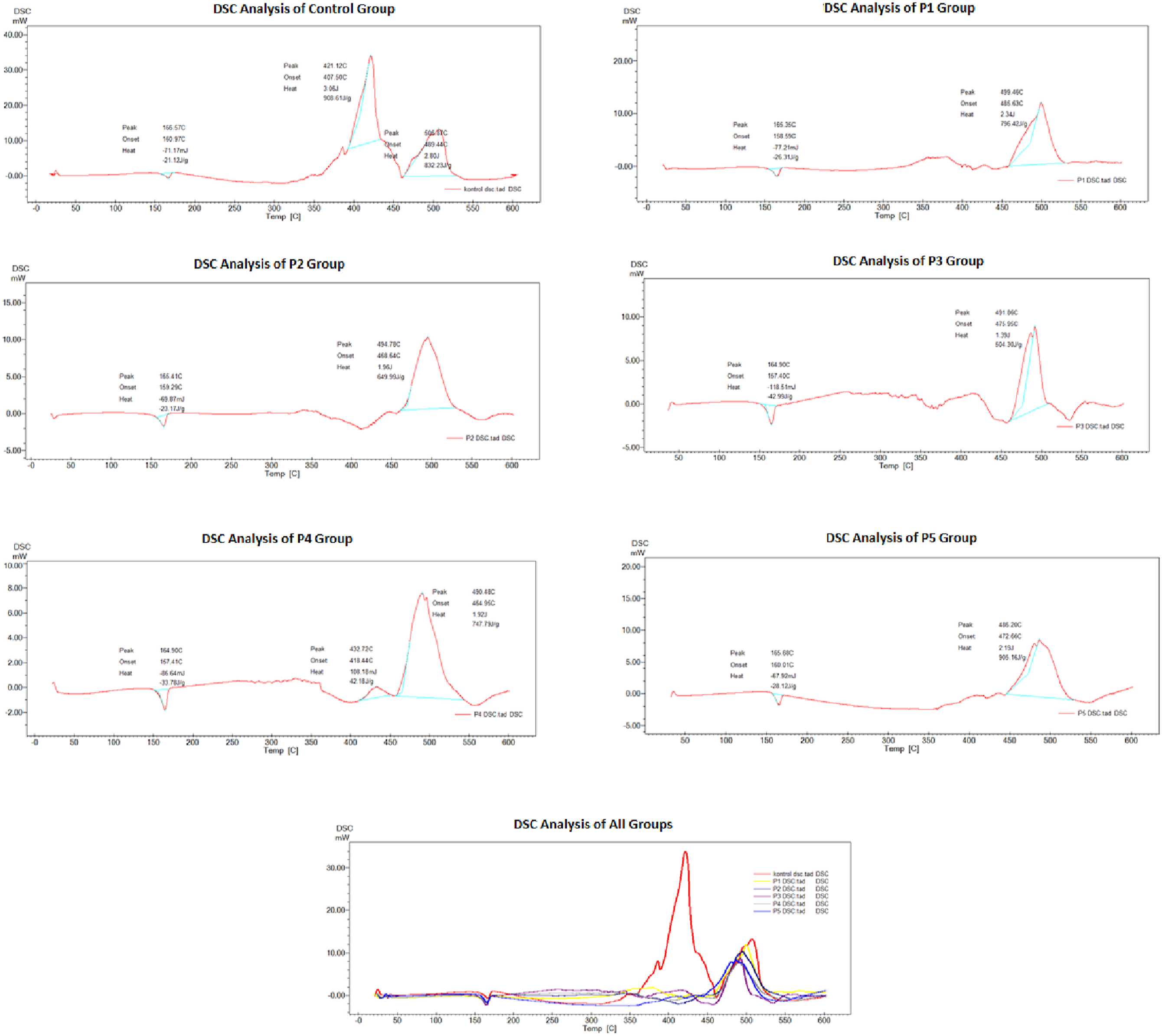
When the DSC thermogram of the control group was examined, the polypropylene in the composite material started to melt at 160°C while the highest melting temperature rose to 166°C and absorbed 21.12 J/g energy in this area where the endothermic reaction occurred. It has been determined that wood flour undergoes thermal degradation at an average temperature of 350 - 421°C, PP 450 - 506°C. In the DSC thermogram of the P1 group, it was determined that the melting temperature started at 158°C and the melting continued until 165°C. The 40% wood flour used in the P1 group showed signs of degradation at 350 - 400°C and the thermal degradation of both wood flour and PP occurred at 485 - 499°C. When the DSC thermogram of the P2 group was examined, it was determined that the melting of PP started at 159°C and continued until 165°C. In the P2 composite group, both wood flour and PP were determined to undergo thermal degradation at an average temperature of 468 - 494°C. According to the thermogram result of the P3 group, it was determined that PP started to melt at 157°C and continued to melt until 164°C. It was also obtained that the wood flour in the material showed slight degradation at 350°C - 450°C and the PP and wood flour in the material were completely thermally degraded at 475 - 491°C. When the DSC curve of the P4 group was examined, it was noticed that the PP in the material started to melt at 157°C and continued to melt until 165°C. It was observed that the wood flour in the material showed signs of degradation at 418 - 432°C but both PP and wood flour completely degraded at an average temperature of 464 - 490°C. In the DSC curve of the P5 group, it was obtained that PP started to melt at 160°C and continued to melt until 165°C. In this composite material group without wood flour, it was found that PP started to degrade at 472°C and thermal degradation continued until 486°C. When the DSC thermograms of all composite material groups were analyzed, it was indicated that the fly ash used in the wood plastic composite material did not have much effect on the PP melting temperature. However, it was noticed that the amount of fly ash used in the wood plastic composite material positively affects the thermal stability of the material by increasing the thermal decomposition temperature of the material.
Conclusion
Fly ashes are released as waste from thermal power plants to threaten the environment so the use of fly ash as filler or additive in different sectors is crucial. In this study, we aimed to use fly ash as a filler in wood-plastic composite materials. For this reason, the examination of the mechanical, physical, and thermal properties of the composite materials revealed the following results: • Depending on the increase in the amount of fly ash used in the wood-plastic composite material, an increase in the density of the composite material was determined. • As a result of soaking the composite materials in water for 24 h, the rate of water absorption and the thickness swelling of the materials decreased because of the increase in the fly ash ratio. • It was determined that tensile strength, impact strength, janka hardness, modulus of rupture, and modulus of elasticity in bending decreased because of the increase in the fly ash ratio of the material. • As a result of the thermal analysis, the use of fly ash increased the thermal degradation temperature of the composite material.
In general, fly ash used as filler in wood-plastic composite material is determined to have a positive effect on the thermal stability and physical properties of the composite material while it has a negative effect on the mechanical properties. According to Duncan’s homogeneity test, some mechanical properties of the P2 and P3 groups were close to P1 and control samples. Considering all the tests, fly ash can be used in wood-plastic composite material between 20%–30%. Different findings can be obtained using different types of plastics and wood species or modification processes on fly ash. Increasing the usage areas of fly ash is expected to provide significant contributions to both the environment and the economy by obtaining value-added products.
Footnotes
Acknowledgements
I would like to thank Istanbul University, Faculty of Forestry for their significant contribution to the preparation of the study samples by using the extruder and injection molding machines.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Duzce University Scientific Research Projects [grant numbers 2020.07.01.1079].