
Abstract
Hydroxyapatite (HA), a naturally occurring calcium orthophosphate, possesses the most similar chemical composition to human bone. In this research work, composite materials were prepared using poly(lactic acid) (PLA) as a polymer matrix and HA as an osteoconductive filler for potential use in medical applications. Composites with varying HA content comprised in the 10–30 wt% range were obtained by extrusion-compounding followed by injection molding. The effect of the HA loading on overall properties was assessed by mechanical characterization using tensile, flexural, impact, and hardness standard tests. Main thermal transitions of PLA-HA composites were obtained by differential scanning calorimetry (DSC) and degradation/decomposition at high temperatures was followed by thermogravimetric analysis. Dynamical behavior was assessed by dynamic mechanical thermal analysis and the dimensional stability was studied by thermomechanical analysis (TMA). As per the results, PLA-HA composites with 20–30 wt% HA offer the best-balanced properties with a remarkable increase in the Young’s modulus. The glass transition temperature remained almost constant with slight changes of less than 1°C as measured by both DSC and TMA. TMA also revealed a remarkable decrease in the coefficient of linear thermal expansion. The overall results confirm the usefulness of these materials from a mechanical point of view for biomedical applications as they are characterized by high stiffness, tensile strength, and dimensional stability.
Keywords
Introduction
Some of the technical requirements for many fixation systems such as screws, fasteners, anchor stitches, and so on, are related to mechanical performance and biocompatibility. Research in this field has been intense and today it is possible to find a wide variety of materials (metallic, ceramic, polymeric, and composites) 1,2 for these purposes. Among metals, Titanium based alloys 3,4 such as Ti6Al4V, CoCr alloys, CoCrMo, 5 and stainless steels 6 own an advantageous position because of their high biocompatibility and excellent mechanical performance. However, these metallic alloys do not induce the regeneration of the broken bone tissue and need somewhat surface treatment and/or finishing to promote new tissue proliferation on these materials to give total embedment. 7,8
Orthophosphates belong to a family of inorganic phosphates that present a chemical composition that resembles to human bone. For this reason, hydroxyapatite (HA) can be considered a biomimetic material that can avoid any rejection in contact with bone tissue under typical physiological medium pH conditions.
9
Nevertheless, HA, as other orthophosphates, is extremely brittle and this makes it impossible to use it alone, mainly in medical applications that could be subjected to mechanical stresses or impact. For these reasons, these ceramic materials are used as coating of metallic prostheses, fixation plates, screws, and so on. Stoch et al. developed HA coatings for Ti6Al4V alloys using the sol–gel method.
10
Jaiswal et al. created new biomimetic nanocomposite scaffolds by electrospinning of poly(
The use of polymeric materials in medical devices such as fasteners, fixation plates, screws, and so on, has increased in a remarkable way in the last few years as some of them are bioresorbable. Zhou et al. reviewed a variety of materials composed of PLA, poly(lactic acid-co-glycolic acid) (PLGA), and calcium phosphates. They paid special attention to manufacturing methods, bioactivity, cytotoxicity, and their potential use in orthopedic applications. 13 PLA and HA scaffolds were successfully obtained by Zhang et al. by combining high-pressure compression molding and salt-leaching techniques. The obtained scaffolds offered an interconnected open pore structure with a storage modulus (G′) almost three times higher regarding neat PLA scaffolds. 14 Manufacturing of these devices with resorbable materials reduces the probability of rejection and the overall costs as only one surgery is needed. 15 In addition to this, manufacturing processes make attractive use of polymeric materials for their quick and easy processability by conventional processes such as hot press molding, injection molding, and so on. Moreover, with the recent rise of the three-dimensional (3-D) printing technologies, a wide range of possibilities has been expanded with additive manufacturing. Among the wide variety of polymers for medical devices, it is worth to note the use of poly(ester amides) that have been successfully used as coatings in cardiovascular stents with an additional feature of promoting natural healing. 16 Poly(glycolic acid) was used to manufacture felts combined with fibrin sealant to prevent leakage in different surgeries, thus contributing to a better sealing process. 17 Poly(caprolactone) offers a wide range of applications as described by Woodruff and Hutmacher. 18 Although PCL is a petroleum-derived polymer, its polyester-type chemical structure allows hydrolytic degradation and has been used for controlled drug release in tissue engineering. Despite this, one of the most promising materials for medical applications is PLA which is also used in several industrial applications 19,20 due to its excellent balance between cost, processability, and overall properties together with biodegradation. Castro-Aguirre et al. collected some of the main uses of PLA in medical devices or implants, in the packaging industry and serviceware components, base material for 3-D printing, plasticulture, and others, 21 thus showing the high potential of this material. It is worth to note that the degradation rate of these biodegradable polymers highly depends on their chemical structure. It is possible to tailor degradation rates for particular use by polymer blending, chemical modification, and so on.
Orthophosphates can also be added as an osteoconductive filler in these polymers with two main features: on one hand, it represents the bioactive component in the polymer composite 22 and on the other hand, the inorganic filler positively contributes to improved mechanical performance of neat polymers. Depending on the medical purpose, polymers can be loaded with different orthophosphates. 23 Rojbani et al. evaluated the osteoconductivity of α-tricalcium phosphate (α-TCP), β-TCP, and HA, combined with or without simvastatin as a bone regeneration promoter. Their results confirmed that all three particles were osteoconductive materials by acting as space maintainers for bone formation. On the other hand, they also revealed the synergistic effect of simvastatin which stimulates bone regeneration and affects the degradation rate of α-TCP and β-TCP. 24 Yamada et al. evaluated the osteoclastic resorption of HA, β-TCP, and biphasic calcium phosphate. The main findings of this work were that β-TCP offers a higher solubility rate than the other in acid medium. 25 Hiromoto et al. obtained Magnesium alloys coated with an octacalcium phosphate and HA which resulted in improved biocompatibility and corrosion resistance. 26 All these particles are soluble in physiological medium. 27 The Ca/P ratio for HA is 1.67, which indicates a moderate to low dissolution rate in physiological serum media. This contributes to provide calcium and phosphate ions in a progressive and controlled way, which has a positive effect on the mineralization process among the bone-medical device zone with the subsequent formation of connective tissue and ensuring good osseointegration. Zhang et al. carried out a study with poly(amide), poly(ethylene), and PLA with HA particles. The best particle–polymer interaction was observed for PLA and HA due to the higher polarity of PLA. 28 Danoux et al. studied PLA and PLA with 50 wt% HA degradation in physiologic serum. The study revealed the higher degradation rate for neat PLA with regard to the HA-filled formulation. 29 Persson et al. showed excellent cell proliferation in PLA with a HA content of 5–20 wt%. 30
The main aim of this work is to assess the potential usefulness of PLA composites with varying amounts of HA as an osteoconductive filler. The work is mainly focused on the effect of different filler amounts on the mechanical and thermal performance of PLA-HA composites. The novelty of this work is the study of the effect of the incorporation of different HA contents on the dimensional stability measured by thermomechanical analysis (TMA) and to obtain the coefficients of thermal expansion, which are necessary for the design of parts for the medical sector. The work also explores the usefulness of conventional extrusion–injection molding techniques to manufacture plastic parts for medical purposes.
Experimental
Materials
PLA Ingeo™ Biopolymer 6201D was supplied by NatureWorks LLC (Minnetonka, Minnesota, USA) in a pellet form. This PLA grade contains a
Manufacturing of PLA-HA composites
PLA pellets were previously dried overnight at 60°C to remove residual moisture and minimize hydrolysis effects during processing. PLA composites with different HA contents, specifically between 0 and 30 wt% HA content (see Table 1 for detailed compositions and labeling), were manufactured by extrusion in a twin-screw co-rotating extruder at a rotating speed of 60 r/min. The temperature profile was set to 170°C (hopper), 175°C, 180°C, and 185°C (die). After cooling, PLA-HA composites were pelletized and further processed by injection molding in a Meteor 270/75 from Mateu and Solé (Barcelona, Spain) at an injection temperature of 180°C. Rectangular samples 80 × 10 × 4 mm3 in size were obtained to characterize them, both mechanically and thermally.
Compositions and labeling of PLA-HA composites.
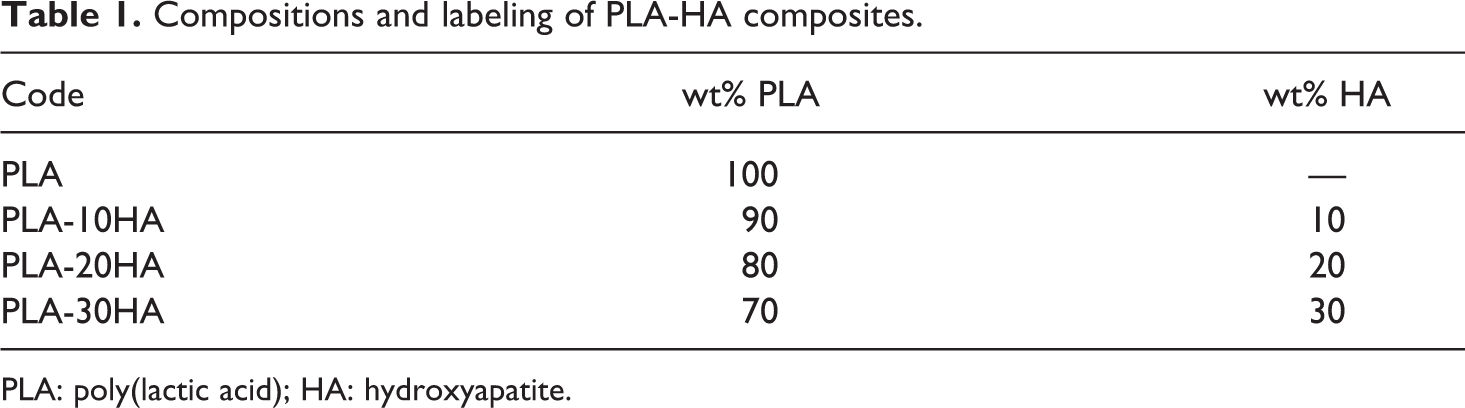
PLA: poly(lactic acid); HA: hydroxyapatite.
Mechanical characterization of PLA-HA composites
Mechanical properties (tensile and flexural) of PLA-HA composites were obtained in a universal test machine ELIB 30 from S.A.E. Ibertest (Madrid, Spain) at room temperature as recommended by the ISO 527-5 and ISO 178, respectively. A load cell of 5 kN was used for both tests and the crosshead rate was set to 5 mm min−1. A series of five different specimens were tested and the average values of different mechanical properties were calculated. Shore D hardness of PLA-HA composites was obtained in a Shore durometer 673-D from Instruments J. Bot S.A. (Barcelona, Spain) following ISO 868. The toughness of PLA-HA composites was measured by the Charpy impact test in a 1 J Charpy’s pendulum from Metrotec S.A. (San Sebastian, Spain) as indicated in the ISO 179:1993 standard. Five different unnotched samples were subjected to impact conditions and the average values of the impact-absorbed energy were calculated. All the values obtained in each mechanical test were subjected to the statistical outlier rejection “Dixon’s Q test” with a confidence level of 95%.
Microscopic characterization of PLA-HA composites
A scanning electron microscope (SEM) module Phenom from FEI Company (Eindhoven, Netherlands) was used to characterize the surface morphology of fractured samples from impact tests. Samples were subjected to a metallization process with an aurum-palladium alloy by sputtering in a sputter coater module Emitech SC7620 from Quorum Technologies Ltd. (East Sussex, UK). Moreover, PLA-HA composites were subjected to a cryofracture process with liquid N2. The surface of cryofractured samples was covered with a palladium metallizing layer and subsequently was observed in a field emission scanning electron microscope (FESEM) ZEISS ULTRA 55 from Oxford Instruments (Oxford, UK).
Thermal analysis of PLA-HA composites
Dynamic mechanical thermal characterization was conducted in an oscillatory rheometer AR G2 from TA Instruments (New Castle, Delaware, USA), equipped with a torsion clamp accessory for solid samples. Rectangular samples sizing 40 × 10 × 4 mm3 were subjected to a temperature sweep from −50°C to 110°C at a constant heating rate of 2°C min−1. The frequency and the maximum percentage deformation (γ) were set to 1 Hz and 0.1%, respectively.
Thermogravimetric analysis (TGA) was carried in a TGA/Simultaneous Differential Scanning Calorimetry thermobalance module 851 by Mettler-Toledo Inc. (Schwerzenbach, Switzerland). Samples with an average weight of 10 mg were placed in alumina crucibles and subjected to a heating program from 30°C to 700°C at a heating rate of 20°C min− 1 in nitrogen atmosphere with a flow rate of 66 mL min− 1.
Main thermal transitions, that is, glass transition temperature (Tg), melt peak temperature (Tm) and enthalpy (ΔHm), and cold crystallization peak temperature (Tc) and the corresponding enthalpy (ΔHc) were evaluated in a differential scanning calorimeter (DSC) module 821 from Mettler-Toledo Inc. Samples with an average weight comprised between 7 and 10 mg were placed into standard 40 μL aluminum crucibles and subjected to a heating ramp from 30°C to 350°C at a constant rate of 10°C min−1 in air atmosphere. The percentage crystallinity of PLA was calculated using equation (1).

where ΔHm and ΔHc represent the experimental melting and cold crystallization enthalpies of PLA, respectively, and w is the weight fraction of PLA in PLA-HA composites.
Dimensional stability of PLA-HA composite materials was studied in a thermomechanical analyzer (TMA) working in expansion mode, Q400 V7.4 Build 93 from TA Instruments. Samples with a size of 7 × 7 × 4 mm3 were subjected to a heating program from 0 to 150°C at a heating rate of 2°C min− 1 in nitrogen atmosphere with a flow rate of 50 mL min− 1 and a static force of 0.02 N. The coefficient of linear thermal expansion (CLTE), α, was determined from the slope of the linear expansion and Tg was estimated as the temperature range in which the slope of the linear expansion changes.
Results and discussion
Effect of HA content on mechanical properties of PLA-HA composites
PLA/HA composites were manufactured by extrusion followed by injection molding which is an interesting issue due to the easiness and availability of both manufacturing techniques. 32 Combination of these two techniques allows good particle dispersion which gives high homogeneous materials. 32 In addition, the use of high pressures during injection molding remarkably reduces the inner porosity of the molded parts. On the other hand, an increase in the processing temperature (below the degradation temperature) allows a decrease in viscosity which has a positive effect on particle wetting. 33
Figures 1 and 2 show the plot evolution of the main parameters obtained from tensile and flexural tests, respectively. By considering the results of the tensile tests (Figure 1), it is possible to detect a proportional increase in stiffness with regard to unfilled PLA as the HA loading increases. This increase is more pronounced for 10 wt% HA. At the same time, the tensile strength decreases from 45.3 MPa (2.56 kN (unfilled PLA)) to 32.6 MPa (1.6 kN) for composites containing 30 wt% HA which represents a percentage decrease of about 28%. It is possible to expect somewhat interaction between the filler particles and the polymer matrix. The osteoconductive filler interacts in two ways; physically because the particles are highly porous, increasing the surface tension (due to surface roughness (dispersive component)) and, moreover, chemically due to chemical interactions between the polar groups of PLA (–COO, –OH, –CH3, and –C=O) and HA (–OH) as reported by Zhang et al. 28 Chemical interactions make the surface tension (polar component) increase. Both components make the adhesion between the PLA and the HA increase and, consequently, the rigidity of the developed composites. With regard to elongation at break, neat PLA is characterized by relatively low values around 6.4%. As the HA content increases, a clear decreasing tendency can be observed down to minimum values of about 2.5% for PLA-HA composites with the highest HA content in this study, which represents a percentage decrease of almost 61%. As expected, the elastic modulus, which is representative for the stiffness, increases with HA content, thus leading to more rigid materials. This is in total agreement with the evolution of tensile strength and elongation at break. The elastic modulus represents the ratio between the stress and the elongation in the linear deformation region.
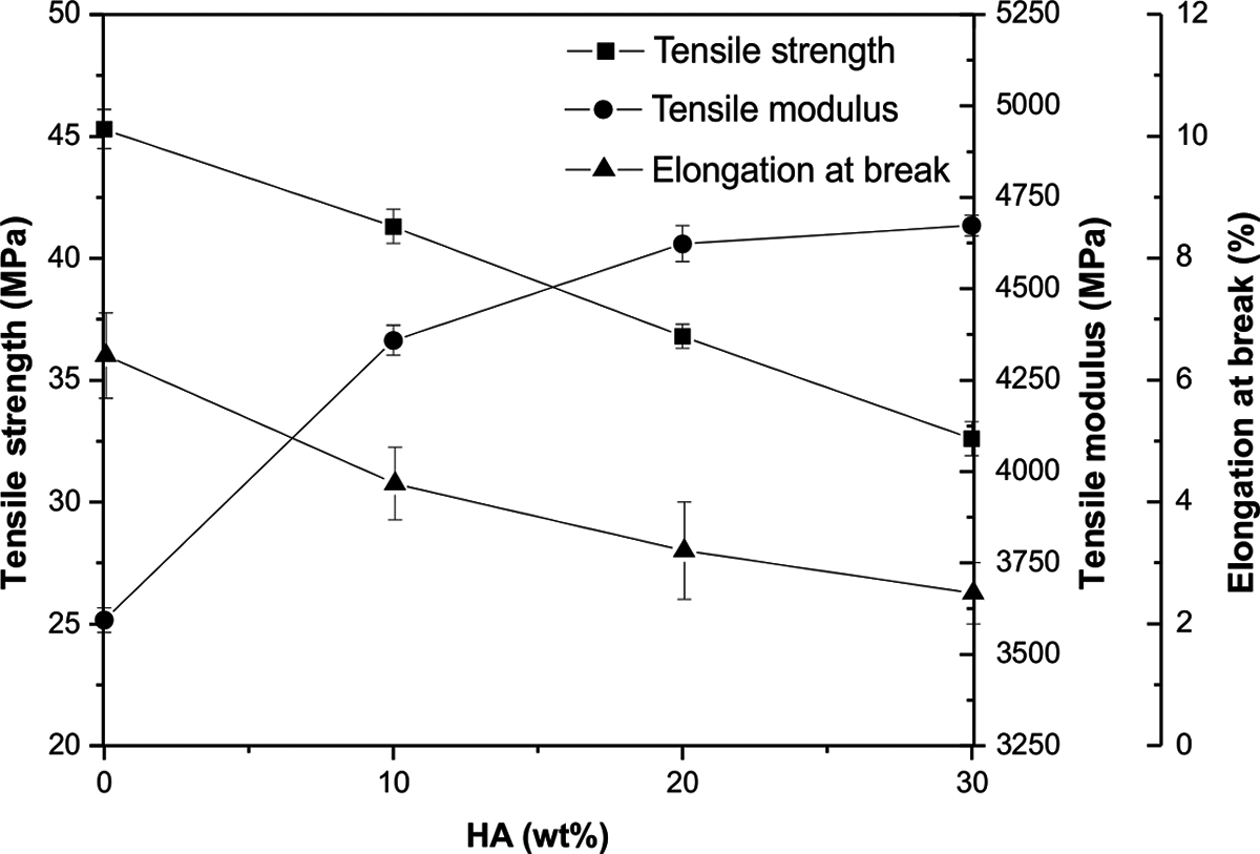
Plot evolution of mechanical properties, tensile strength, tensile modulus, and elongation at break from tensile tests as a function of the wt% hydroxyapatite.
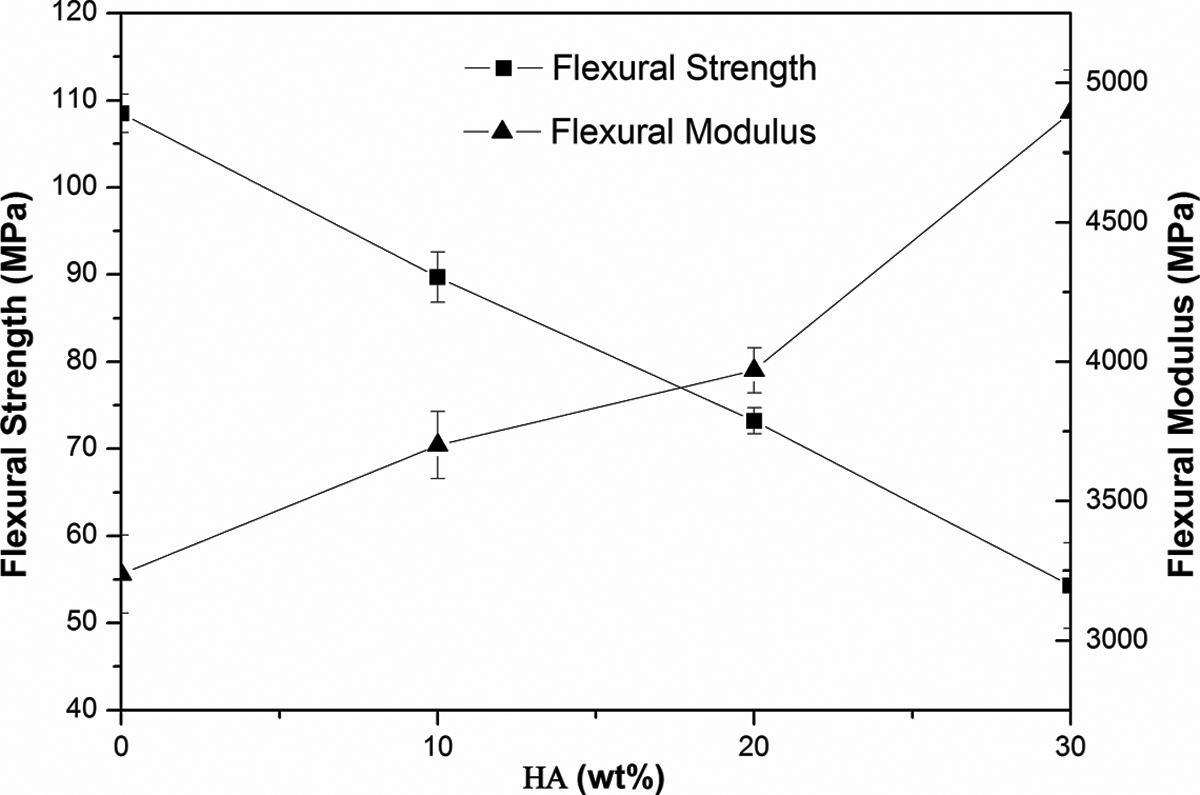
Plot evolution of mechanical properties, tensile strength, and tensile modulus from flexural tests as a function of the wt% hydroxyapatite.
Similar tendency can be observed for the flexural properties of PLA-HA composites (Figure 2). Flexural modulus increases (the stiffness increases greatly) as the HA content increases. As expected, the flexural modulus changes in a remarkable way from 3.24 GPa for unfilled PLA up to 4.90 GPa for composites containing 30 wt% HA. In contrast, neat PLA possesses a flexural strength of about 108 MPa and the flexural strength values in terms of the HA content decrease until 54 MPa for composites containing 30 wt% HA. With increasing HA loading, stiffer materials are obtained. In a previous work, similar results were obtained for PLA composites with varying amounts of β-TCP. 23 However, both the elongation at break and the strength were lower for the PLA-β-TCP system compared to their corresponding counterparts in the PLA-HA system. This is due to the fact that HA particles are highly porous (compared to β-TCP particles) and this provides a high surface area which is able to establish interactions with the polar groups in PLA polymer chains. 34 Different polar groups appear in PLA polymer chains such as –OH, –C=O, –COO, and –CH3. These groups and the –OH groups in commercial HA can react or interact to provide improved interactions between both components as demonstrated by Zhang et al. 28 Once again, the flexural results are much like those reported for the tensile tests. PLA-HA composites containing 10–20 wt% HA represent a good balance between overall mechanical responses as they offer high stiffness materials with slightly lower resistance and deformation ability to neat PLA. It is due to several reasons, first because the degree of crystallinity is higher with lower content of HA (10 wt% HA in this study). The HA particles are distributed without aggregates and the effect of nucleating is important in comparison to composites with higher contents. As the content of HA increases, the particle aggregation is more likely to occur and the nucleating effect is not as pronounced. However, the probability of crack is higher because HA aggregates act as a crack initiator.
Other mechanical properties are represented by the hardness, impact-absorbed energy, and the softening point. The evolution of the Shore D hardness (Table 2) is similar to other mechanical-resistant properties with a clear increase in the HA load.
Summary of some mechanical properties, that is, Shore D hardness, Charpy’s impact-absorbed energy, VST, and HDT for PLA-HA composites with varying HA content.
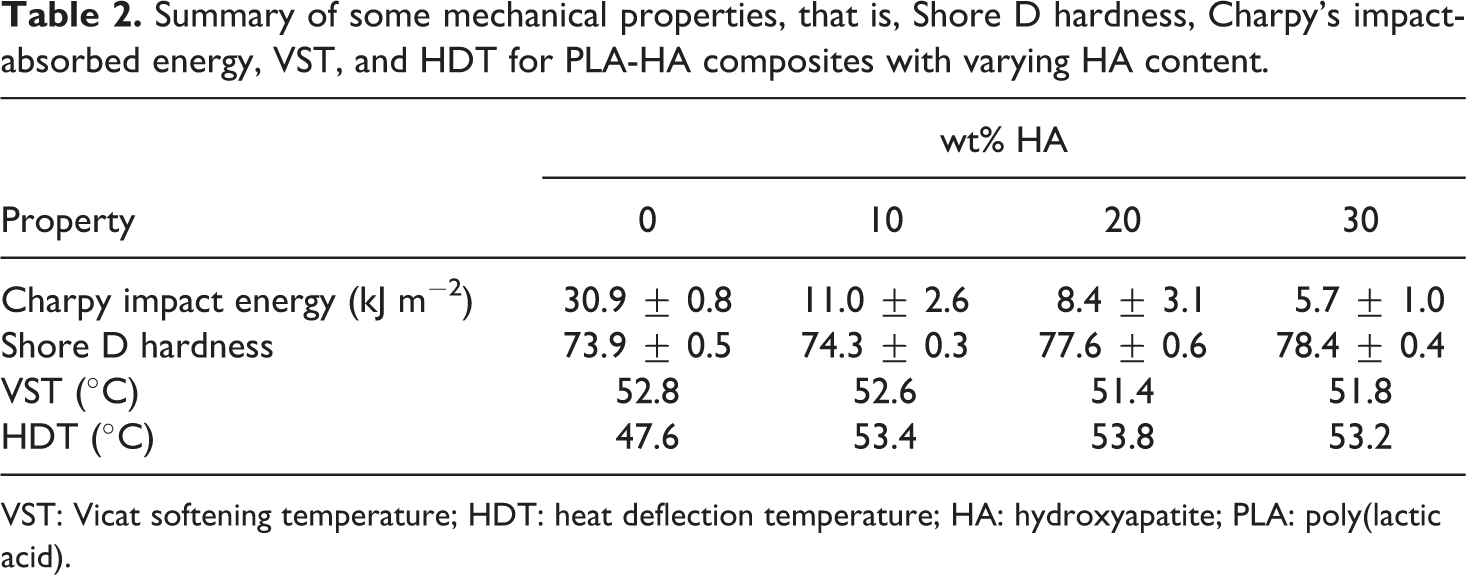
VST: Vicat softening temperature; HDT: heat deflection temperature; HA: hydroxyapatite; PLA: poly(lactic acid).
Another desirable attracting property in materials for fixation devices is the ability to absorb energy during fracture. Table 2 summarizes the impact-absorbed energy (the Charpy test) as a function of the HA content. PLA is a quite fragile material as indicated by the relatively low energy absorption values close to 30.9 kJ m−2. It means PLA is not able to absorb energy for deformation before fracture occurs. Addition of HA leads to a considerable decrease in the absorbed energy. For compositions comprised between 10 and 30 wt% HA, the absorbed energy is reduced up to values of 11.0 kJ m−2 (percentage decrease of 64%), 8.4 kJ m−2 (percentage decrease of about 73%), and 5.7 kJ m−2 (percentage decrease of about 81%), respectively. These values indicate that the ability of PLA for energy absorption is highly sensitive to the presence of stress concentrators such as the case of the osteoconductive HA filler. So that, composite materials with HA particles are not the best option for fixation devices that could be subjected to high impacts, although it is excellent for stiffness pieces like screws. These drawbacks can be overcome by using different strategies. Hasan et al. studied the compatibilizing effect of three different chemical agents, that is, aminopropyltriethoxysilane (APS), sorbitol-ended PLA oligomer, and hexamethylene diisocyanate (HDI) between a phosphate glass fiber and PLA polymer. They concluded that the hydrophobic coupling agents (HDI, APS) helped retain mechanical properties for a long period since hydrolysis at interface was delayed. 35 Nainar et al. studied the effect of maleic anhydride compatibilizer on mechanical properties of HA-PLA composites. Maleic anhydride was grafted onto PLA polymer chains and the overall interaction with HA was improved due to reaction of maleic anhydride groups with hydroxyl groups in HA. 36
Table 2 also shows the evolution of the Vicat softening temperature (VST) and the heat deflection temperature of PLA-HA composites with varying HA content. HA particles provide higher rigidity to PLA-HA composites and this is evidenced by a clear increase in HDT by 5–6°C. Regarding VST values, they remain almost invariable with different HA contents.
The morphology of the cryofractured surfaces of PLA-HA composites was observed by FESEM analysis. Figure 3 gathers some FESEM pictures with varying HA loading.
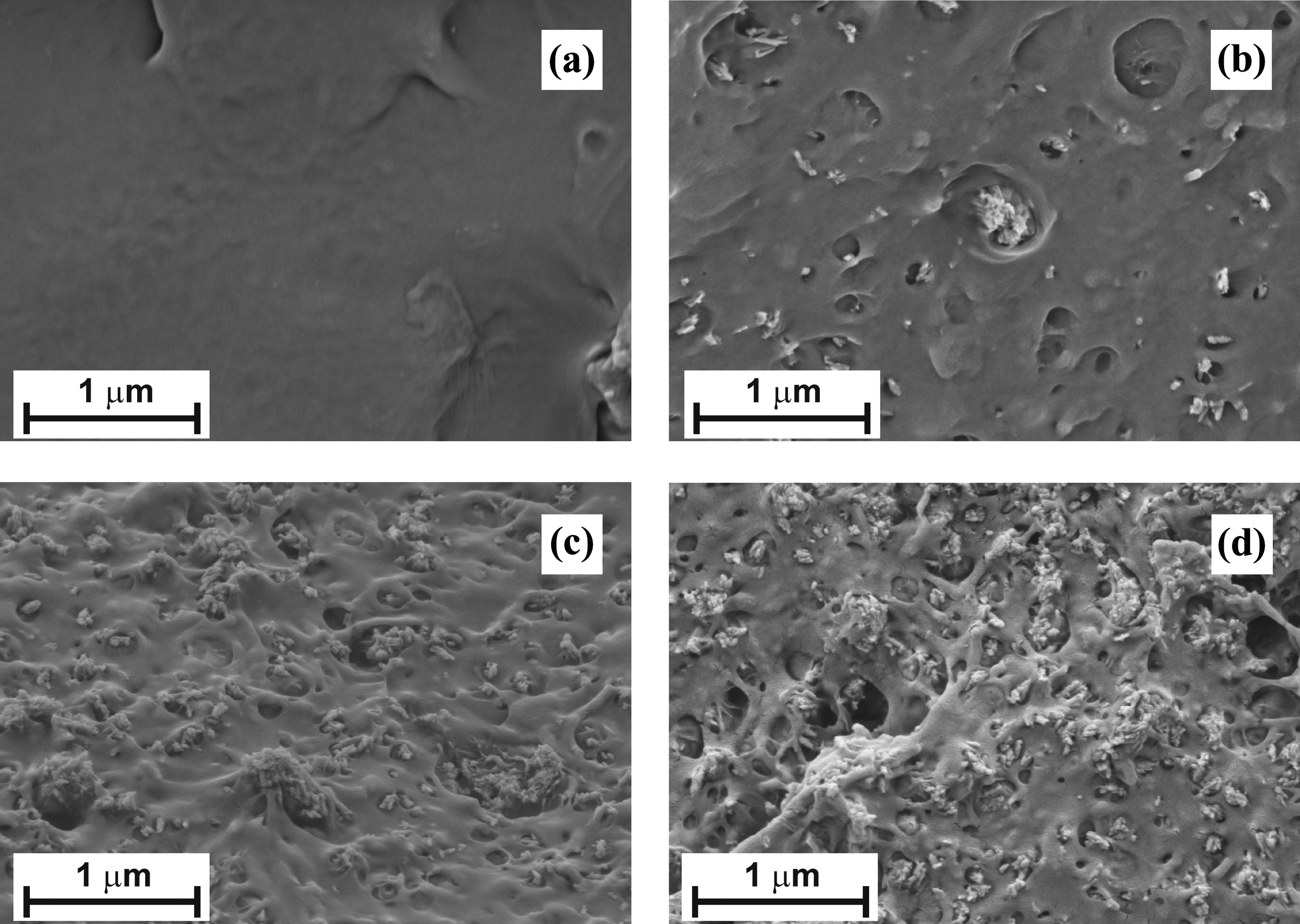
FESEM images at ×25,000 of cryofractured surfaces corresponding to PLA-HA composites with different wt% hydroxyapatite: (a) unfilled PLA, (b) 10 wt% HA, (c) 20 wt% HA, and (d) 30 wt% HA. FESEM: field emission scanning electron microscope; PLA: poly(lactic acid); HA: hydroxyapatite.
Figure 3(a) shows typical fracture of unfilled PLA with a soft surface, which is representative for fragile fracture with very low deformation. As the HA content increases, a rougher surface due to the presence of a porous filler can be observed. FESEM images are also useful to assess good particle dispersion after extrusion-compounding plus injection molding. Presence of HA leads to a fracture process characterized by a typical fragile fracture. Increasing the filler content also increases the porosity of the composite and, in consequence, the ability to absorb energy is remarkably reduced as previously described. HA particles seem to be embedded in the PLA matrix for all compositions. Figure 4 shows a detailed view of the polymer–particle dispersion and interaction. As it can be seen, the particle dispersion is quite good while the particle size range covers a wide span. In general, a very small gap between HA particles and the surrounding PLA matrix can be detected and this leads to a synergistic effect due to somewhat interaction between both components that leads to stiffer materials. 13,28
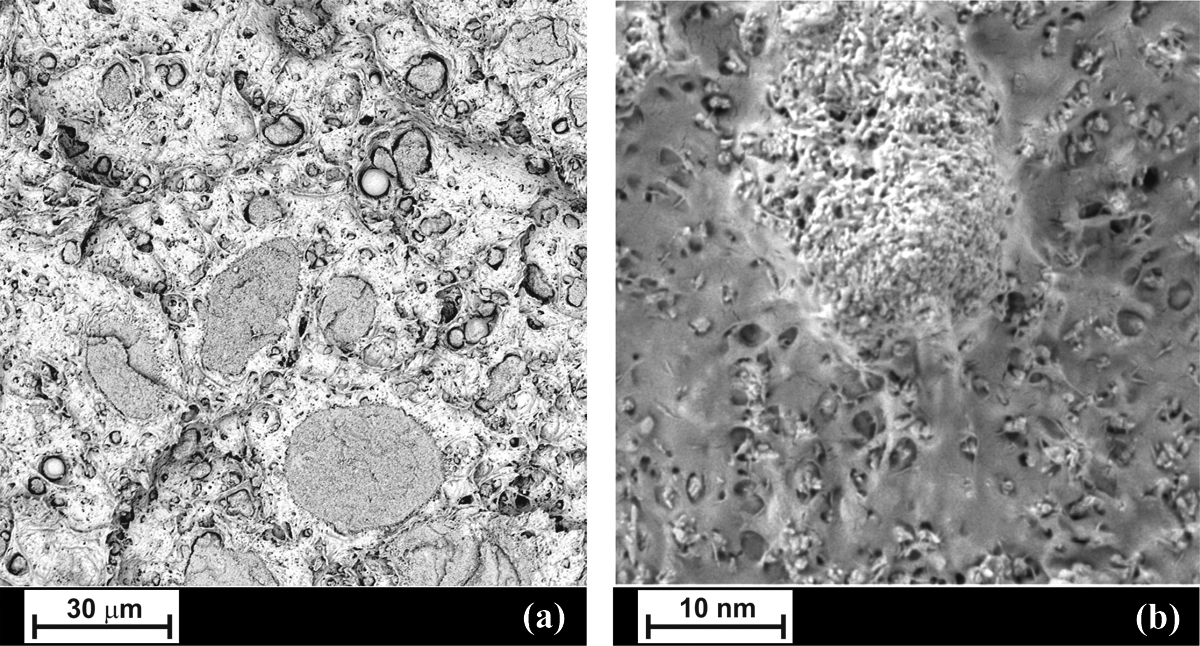
SEM image at ×2000 (a) and FESEM image at ×25,000 and (b) of fractured surfaces from the Charpy impact test corresponding to PLA-HA composites with 20 wt% HA. PLA: poly(lactic acid); HA: hydroxyapatite; SEM: scanning electron microscope; FESEM: field emission scanning electron microscope.
Effect of HA content on thermal properties of PLA-HA composites
Thermal transitions of PLA-HA composites were evaluated by differential scanning calorimetry (DSC) and decomposition at high temperatures was assessed by TGA. Table 3 shows a summary of the main thermal transitions of PLA-HA composites obtained by DSC.
Summary of the main thermal parameters of PLA-HA composites, obtained by DSC.
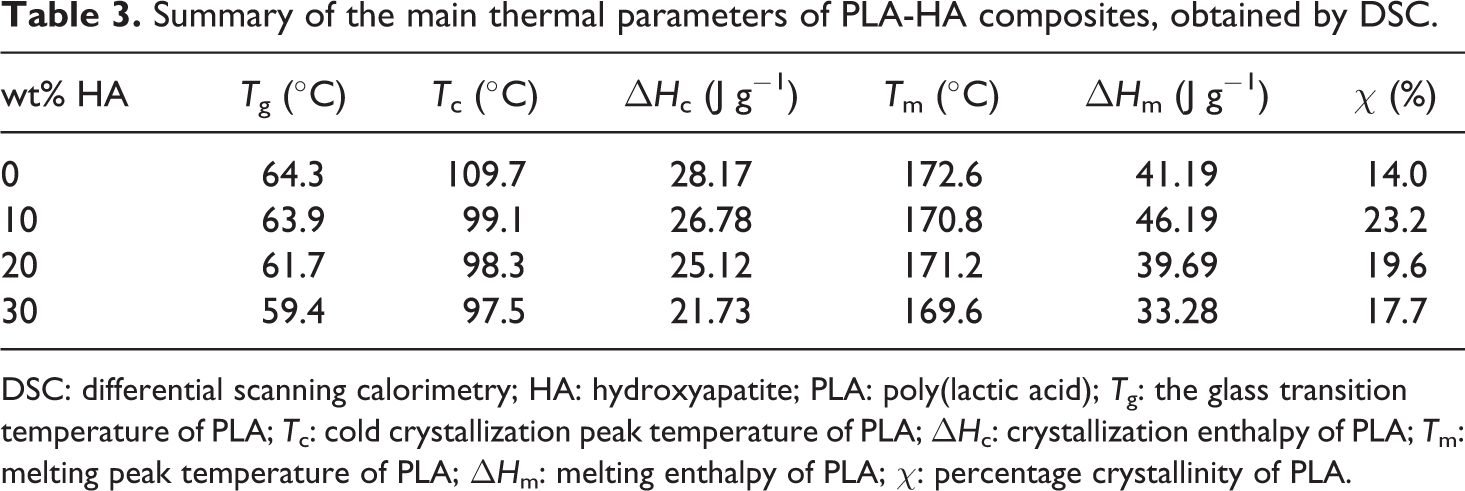
DSC: differential scanning calorimetry; HA: hydroxyapatite; PLA: poly(lactic acid); Tg: the glass transition temperature of PLA; Tc: cold crystallization peak temperature of PLA; ▵Hc: crystallization enthalpy of PLA; Tm: melting peak temperature of PLA; ▵Hm: melting enthalpy of PLA; χ: percentage crystallinity of PLA.
A slight decrease in the melt peak from around 173°C to 170–171°C can be detected but the overall change is not relevant. Nevertheless, a clear different behavior can be observed for the cold crystallization process with a peak at 110°C for neat PLA. The cold crystallization process is remarkably shifted to lower temperatures in the 97–99°C for all PLA-HA composites, which represents a decrease of 10–12°C with regard to neat PLA. This behavior is mainly due to two overlapping phenomena. On the one hand, it is worth to note the strong nucleating effect that crystal HA particles provide to the overall formation of stable spherulites at lower temperatures. In addition, the Tgs of PLA in PLA-HA composites is slightly lower due to hydrolysis during manufacturing and interaction with a highly hydrophilic filler such as HA. As indicated in Table 3, the Tg for PLA changes from 64°C for neat PLA to lower values up to 59°C for the PLA-HA composite containing 30 wt% HA. This could be related to partial hydrolysis of PLA polymer chains due to the presence of a highly hydrophilic filler such as HA, which could contribute to hydrolyze some PLA chains and promote a plasticization process with the formed lactic acid oligomers. 37 The difference between the melting and cold crystallization enthalpies increases for all the PLA-HA compositions, although the largest difference is found for PLA/10HA (10 wt% HA). As the HA content increases, the crystallization degree decreases, but in all cases is higher than virgin PLA.
Figure 5 shows TGA for PLA-HA composites with different HA contents. PLA is rather stable to temperature; nevertheless, PLA-HA composites show a slight decrease in the degradation onset due to hydrolysis processes. In a similar work, Liu et al. showed that the onset degradation temperature decreased when HA or talc was added to PLA. 38 Siqueira et al. found a remarkable decrease in the onset and the maximum degradation temperature of PLA/β-TCP fiber composites obtained by electrospinning processes. 39 This is more pronounced with an increase in the β-TCP content. As it has been reported in literature, HA is a highly hydrophilic inorganic compound and its tendency to moisture gain can affect PLA as this polyester-type polymer is highly sensitive to hydrolysis. Chain scission of PLA molecules leads to the formation of lactic acid oligomers which offer less thermal stability at high temperatures than long PLA chains. The percentage residue is directly related to the total HA content. So that, composites containing 20 wt% HA show a residual percentage weight of 19% which corresponds to the HA inorganic filler content. As it can be observed, although the onset degradation temperature is lower for PLA-HA composites with regard to neat PLA, PLA degrades in a narrow temperature range, while PLA-HA composites degrade in a broader temperature range.
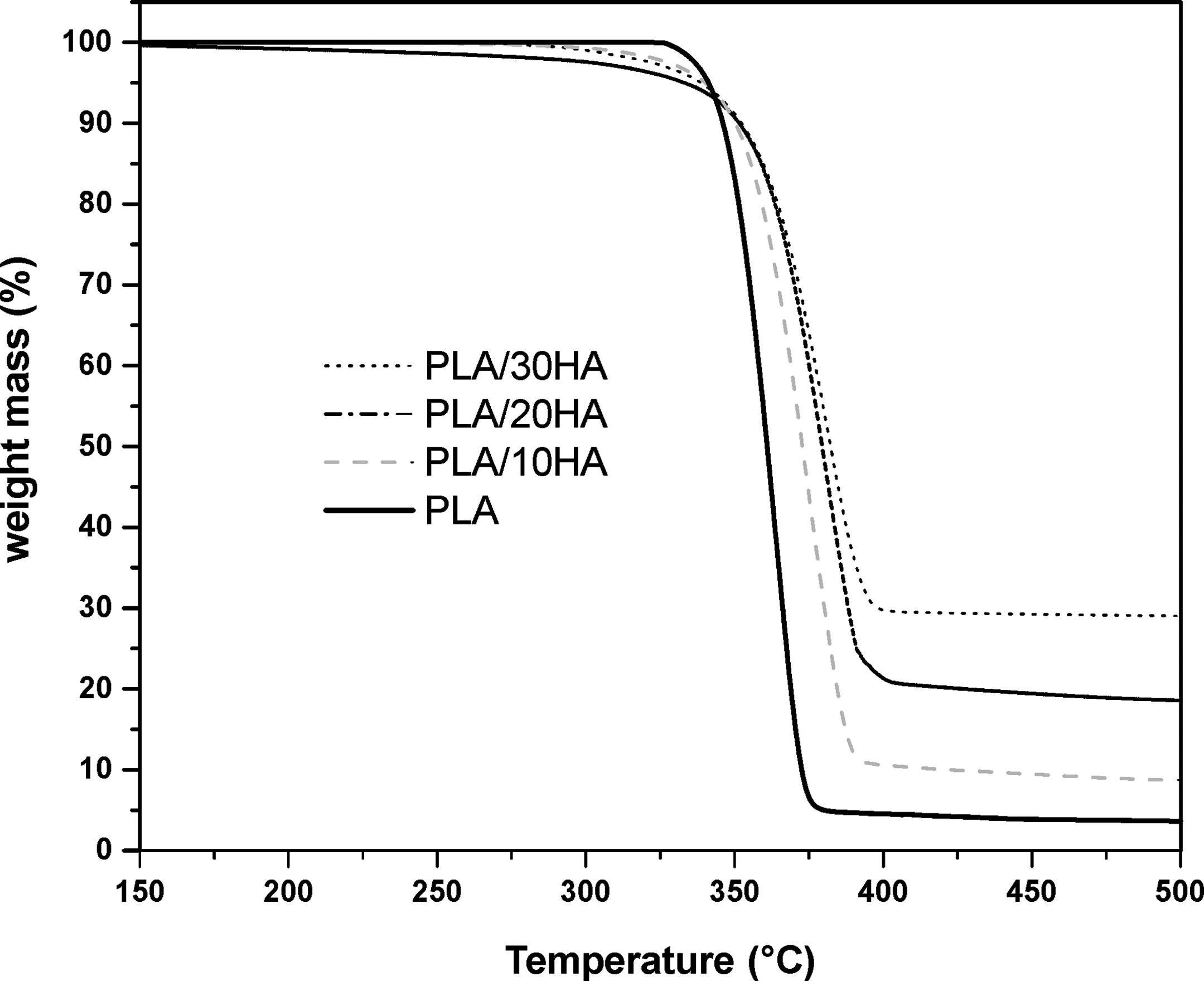
Comparative plot of TGA curves corresponding to PLA-HA composites with different wt% HA. TGA: thermogravimetric analysis; PLA: poly(lactic acid); HA: hydroxyapatite.
With regard to dynamic mechanical thermal behavior of PLA-HA composites, Figure 6 shows a comparative plot of the G′ as a function of temperature for different HA loads. As one can see, the G′ moves to higher values as the HA content increases, which is representative for more rigid materials as described previously with regard to tensile properties of PLA-HA composites. The G′ remains almost constant up to values of about 60°C. A remarkable decrease in G′ (almost three orders of magnitude) occurs in the 60–80°C range which is directly related to the Tg of the amorphous phase in PLA. A new increase in G′ is detected at temperatures comprised between 85°C and 100°C. This phenomenon is related to the cold crystallization process which leads to increased crystallinity and, subsequently, an increase in stiffness is achieved. PLA chains tend to arrange in a packed way as a consequence of its chemical structure. Sometimes, the cooling process at industrial level is very quick and this restricts polymer chain motions, thus avoiding crystallization to occur. Nevertheless, the tendency of PLA chains to arrange in a packed way is high and the only action of heat is enough to increase chain mobility. Heating PLA above its Tg allows crystallization to occur and the packed structure achieved with this is responsible for an increase in the stiffness. In addition, as it can be seen, the typical crystallization temperature range moves to lower temperatures as the HA content increases due to the nucleating effect of finely dispersed HA into the PLA polymeric matrix. As reported by Liuyun et al., the morphology of several HA fillers added to PLGA composites had a significant effect on dispersion. 40 They demonstrated that the best results were obtained with hydroxyapatite nanoparticle instead of whisker-shaped hydroxyapatite.
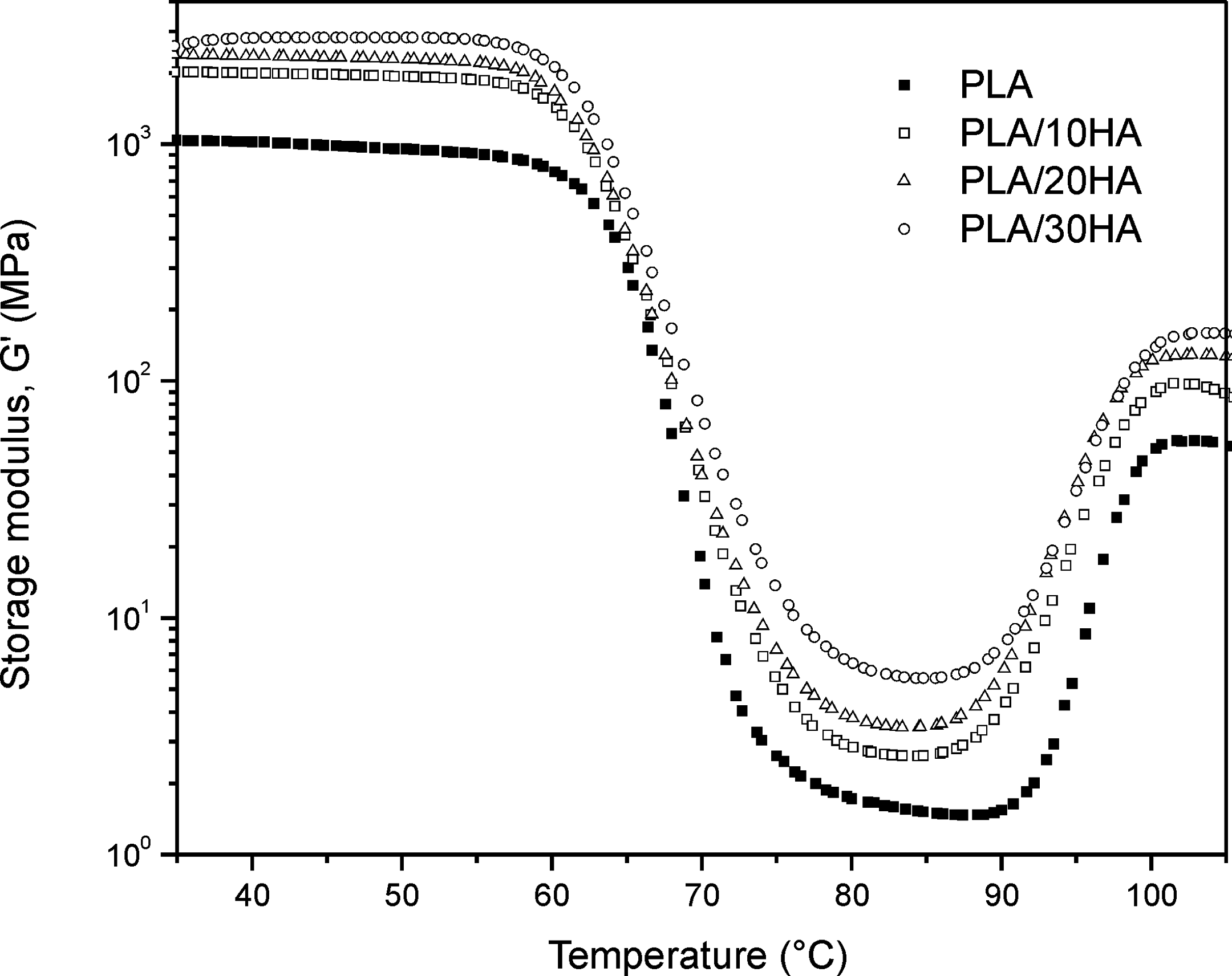
Comparative plot of the evolution of the G′ of neat PLA and PLA-HA composites with different wt% HA. G′: storage modulus; PLA: poly(lactic acid); HA: hydroxyapatite.
The dimensional stability of PLA-HA composites in terms of the HA loading was assessed by TMA and the corresponding plots are shown in Figure 7. It is known that PLA is one of the most stable biodegradable polymers and this plot shows how the osteoconductive filler affects in terms of dimensional stability.
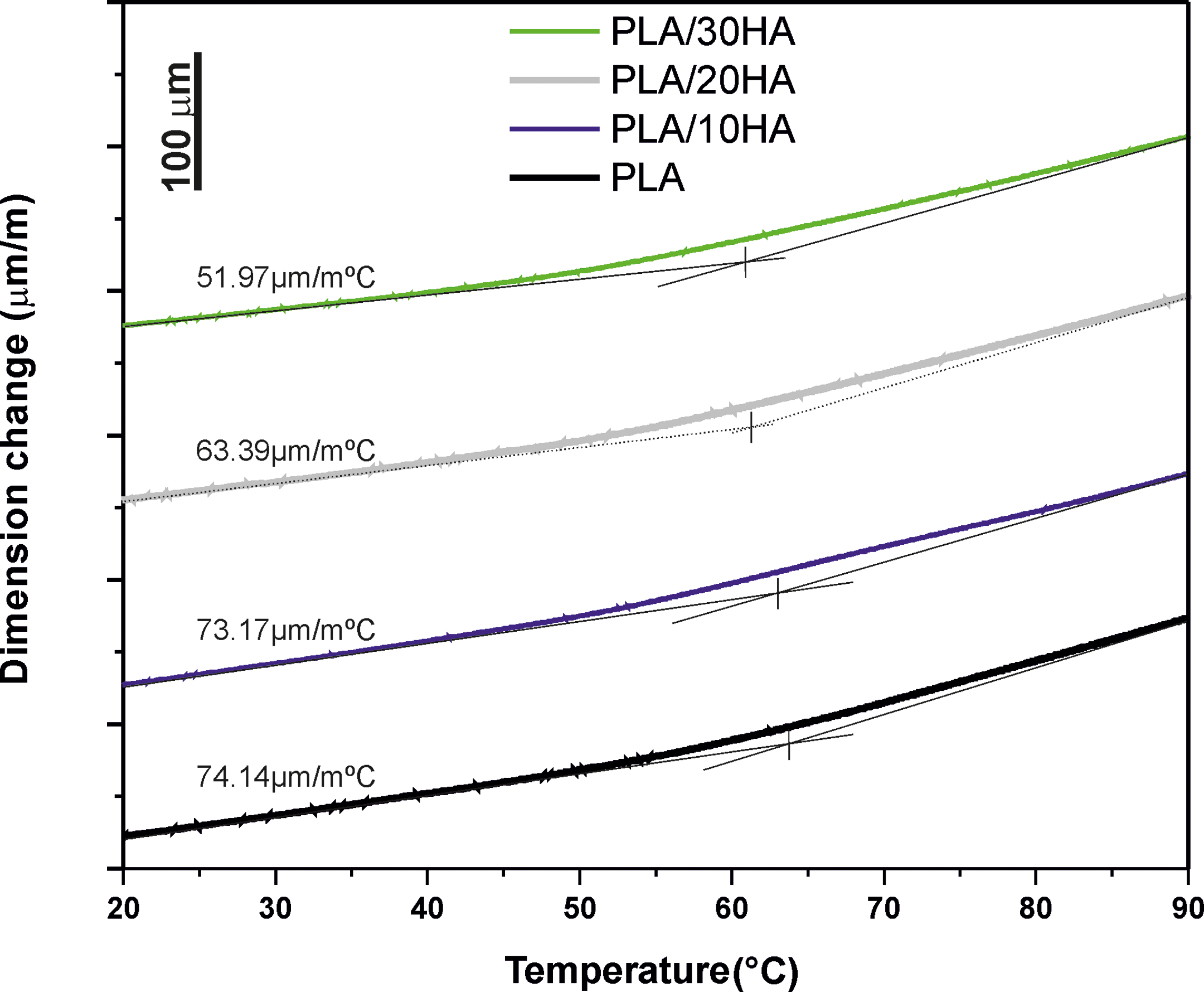
Comparison plot of the dimension changes as a function of temperature obtained by TMA for neat PLA and PLA-HA composites with different wt% HA. TMA: thermomechanical analysis; PLA: poly(lactic acid); HA: hydroxyapatite.
As it can be observed, an increase in the HA content in PLA-HA composites provides increased dimensional stability regarding neat PLA. This is evidenced by the CLTE or α which decreases with the HA content. This behavior is typical of polymer systems with inorganic fillers. The inorganic filler is characterized by a remarkably lower sensitiveness to temperature and this contributes positively to improved dimensional stability on composites with polymer matrices. These results are in accordance with those reported by Hossan et al. They developed gelatin-HA composites and revealed a dramatic increase in dimensional stability with 20 wt%. 41 The PLA-HA composites with the highest dimensional stability are, as expected, the one with 30 wt% HA. Furthermore, TMA gives information about the Tg. The glass transition represents the change in behavior from a glassy state (below Tg) to a plastic state (above Tg). For this reason, the linear expansion is higher above the Tg as polymer chain mobility is remarkably increased. So that, the temperature range, in which a change in the slope of the linear expansion occurs, can be considered as the Tg range and as it can be observed in Figure 7, follows similar tendency as that observed by Dynamic Mechanical Thermal Analysis and DSC.
Conclusions
In this work, biocompatible and resorbable composites based on PLA matrix and HA as an osteoconductive filler were obtained by extrusion-compounding and subsequent injection molding. PLA-HA composites with 20–30 wt% HA show the maximum Young’s modulus which is 28% higher regarding neat PLA, demonstrating a clear increase in stiffness. However, high HA loads (above 20 wt%) produce a significant decrease in toughness and the ability to absorb energy in impact conditions is considerably reduced. Due to the high hydrophilic nature of the HA particles, PLA-HA composites are more hydrophilic than neat PLA and this could be responsible for somewhat hydrolytic degradation of PLA chains. Considering that the working temperature of PLA-HA composites in medical devices is the body temperature of 37°C, it can be stated that PLA-HA composites containing 20–30 wt% HA show balanced properties in terms of stiffness, toughness, and dimensional stability to prevent breakage in medical devices. Nevertheless, it is important to remark that increasing HA leads to highly rigid composites with reduced ability for energy absorption in impact conditions, which will have to be considered when designing medical devices with these materials.
Footnotes
Acknowledgment
The authors want to acknowledge the Ministry of Economy and Competitiveness (MINECO) for their financial support through the grant number MAT2014-59242-C2-1-R.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.