
Abstract
Thermoplastic composite sandwich structures offer great potential to meet the demands of lightweight structures for aeronautical applications. In this study, compression moulding of sandwich components, consisting of carbon fibre reinforced polyether ether ketone (CF/PEEK) skins and polyetherimide (PEI) core structures, is studied by modelling the effect of processing conditions on the properties of the sandwich structure, particularly the skin to core bond. In order to predict the skin-to-core tensile bond strength, a theoretical model is deduced, which is based on intimate contact and autohesion, the two mechanisms governing the fusion bonding process. The bond model allows the prediction of the tensile bond strength depending on the skin and core pre-heat temperatures and allows a prognostication about the expected failure mechanisms. According to the model, sandwiches manufactured with skin pre-heat temperatures above 290°C and a core kept at room temperature will feature a sufficient bond strength to fail cohesively within the core. In addition, the model predicts that pre-heating the core improves the bond strength. A verification of the model will be published in a follow-up paper.
Keywords
Introduction
To meet the demands of lightweight structures, sandwich structures were developed at least five decades ago. 1 By sandwiching a low-density core between two rigid skins, a structure with a high stiffness and strength to weight ratio is obtained. 1 –3 In addition, sandwich structures present advantages such as thermal insulation and acoustic damping. 4,5 Therefore, sandwich structures have proven themselves in a wide range of transportation applications such as aerospace, automotive, marine and rail. 4,6 To overcome several disadvantages of thermoset-based sandwich structures, for example, long manufacturing times, poor damage tolerance and recyclability, the use of thermoplastic composite (TPC) materials in sandwich structures seems promising. 6 –11
In order to produce a TPC sandwich structure of sufficient quality, a good bond between skins and core needs to be achieved. An appropriate joining approach for thermoplastic materials is fusion bonding, which is based on intermolecular diffusion of the polymers of the components, also referred to as adherents, to be joined. 12 This is opposed to adhesive joining, where the joint is created by mechanical interlocking of the two dissimilar materials on the surface. Fusion bonding, also called welding, is a well-established joining process for thermoplastic components, and the joint can approach the bulk properties of the adherents. 13,14 Additionally, fusion bonding can be performed in short-cycle times and needs only minimal surface treatment. 14 An overview of several joining technologies for TPC sandwich structures including their advantages and disadvantages is given in Grünewald et al. 15
Fusion bonding by compression moulding of composite sandwich panels with pre-consolidated carbon fibre/polyether ether ketone (CF/PEEK) skins to a polyetherimide (PEI) foam core is subject of present studies at Airbus Group Innovations. Main manufacturing challenges include skin deconsolidation, core collapsing or an insufficient bonding strength between skins and core. 16 A manufacturing approach is developed, which circumvents these challenges and allows the successful production of CF/PEEK – PEI foam sandwiches by means of superficially equipment of the skins with a PEI film, according to the ‘Thermabond’ process, 17 also known as dual polymer bonding technique. The result is that the skins can be fusion bonded to the core at temperatures below the melting temperature of the PEEK matrix (see Figure 1). As a result, core collapsing and skin deconsolidation can be avoided.
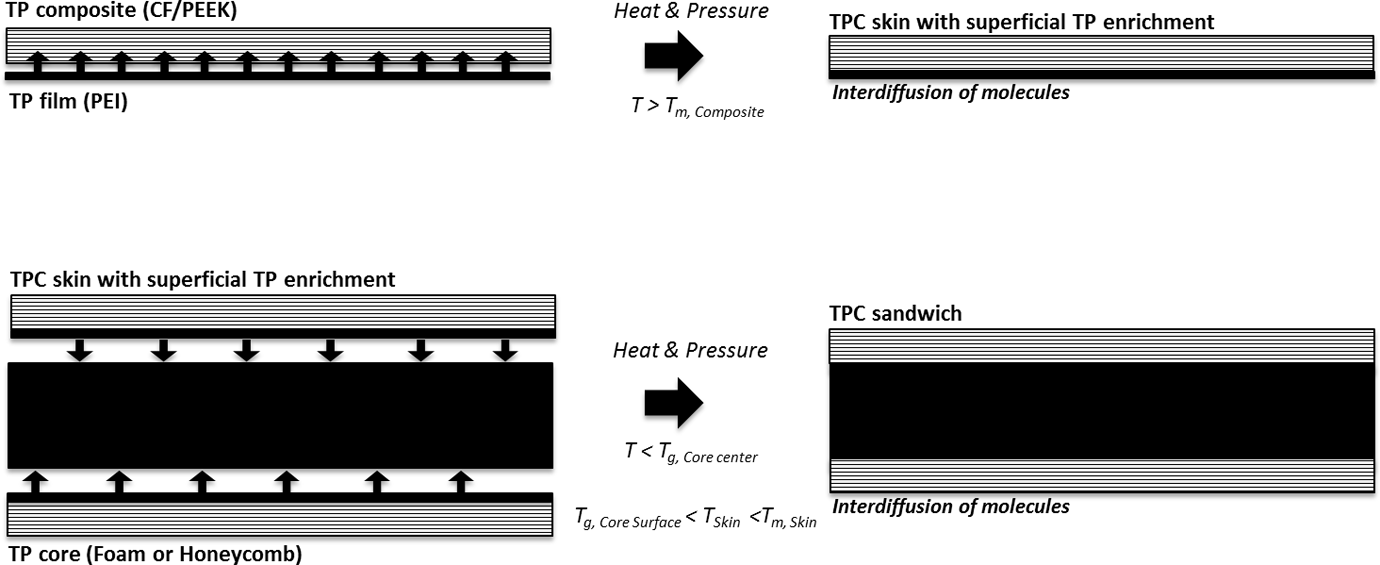
TPC sandwich manufacturing according to the “Thermabond” principle. TPC: thermoplastic composite.
This article aims to investigate and understand the fusion bonding process of CF/PEEK skins and a PEI foam core by means of modelling. In addition, an assessment of the bond quality based on the predicted tensile bond strength is performed. First, a theoretical background for fusion bonding is given, which provides an understanding of the governing process parameters affecting the quality of the skin–core bond. Second, a theoretical approach is deduced to the compression moulding process. Third, the tensile bond strength in flatwise plane between skins and core is predicted depending on process parameters. By comparing the calculated tensile bond strength with the tensile properties of the core, expected failure mechanisms are prognosticated to assess the quality of the sandwiches. The model is verified in a complementary study based on mechanical characterization of the tensile strength of sandwich specimen. These results will be published in a follow-up study.
Theoretical background
Fusion bonding of thermoplastic materials aims to join two parts in order to produce one structure with the strength of its joint approaching that of the parent materials. 18 Since the quality of the final part depends on the quality of the joint, it is important to understand the parameters affecting the joint strength, including material properties and process conditions. 19
Fusion bonding involves the application of heat and pressure to the interface between the two parts to be joined. This usually requires temperatures above the glass transition temperatures (T g) for amorphous polymers and above the melting temperature (T m) for semi-crystalline polymers in order to lower the viscosity and to allow a high mobility of the polymer molecules. 20 The parts to be joined are then brought in contact under pressure.
In theory, the development of a fusion bond is divided into five steps 18,21 : (1) surface arrangement, (2) surface approach, (3) wetting, (4) diffusion and (5) randomization. These steps can be combined and two main mechanisms that contribute to the strength development have been proposed for modelling in the literature: ‘intimate contact’ (steps 1–3) and ‘healing’ (steps 4–5). 18,19
Intimate contact describes the amount of surface area that is physically in contact between the interfaces of both parts at any time. 19 Healing refers to the interdiffusion of polymer molecules across the interface, 19 which is the determining factor for the strength development. As full surface contact is a premise to allow the interdiffusion of the molecules, both mechanisms have to be considered for a successful fusion bond. 19 Both mechanisms have been studied extensively and theoretical models have been proposed in the public literature 18,22 –26 of which a short review is given below.
Intimate contact
When two surfaces of the parts to be joined are brought together, only a fraction of the surface areas is in contact, since materials have never perfectly smooth surfaces and contain surface asperities. Intimate contact is dependent on the surface roughness, which can be changed by temperature and the pressure. By applying temperature and pressure, the materials soften, the asperities can be deformed and the amount of surface area is increased. 19
In literature, intimate contact is modelled by different researchers 24 –26 and the degree of intimate contact D ic is defined as the fraction of the total surface that is in contact. In the models, the surfaces are idealized and described by a wave of rectangular elements. 24 –26 The latest Mantell–Springer model 24 assumes that rectangular elements represent the irregular surface which are deformed by pressure, as shown schematically by the dashed line in Figure 2. This model accounts for time-varying material properties and conditions. The degree of intimate contact D ic is therefore expressed by
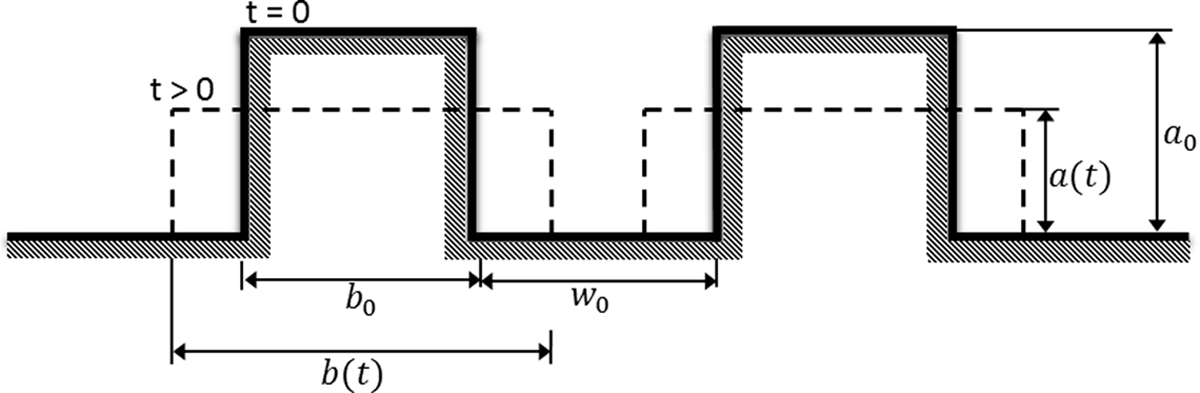
Schematic illustration of the deformation of the surface asperities according to Mantell and Springer. 24

where b 0 is the width of the initial rectangular elements, a 0 is the initial height, w 0 is the initial width between the rectangular elements and a(t) and b(t) are the height and width, respectively, after the time t of deformation (see Figure 2).
Based on the assumption that the element volume remains constant and with the law of conservation of mass, the degree of intimate contact can be expressed as

where µ mf is the fibre-matrix viscosity, P app is the applied pressure and t p is the time of the pressure application.
Healing
When two thermoplastic materials are brought into contact above the glass transition temperature for amorphous polymers or above the melting temperature for semi-crystalline polymers (below these temperatures, molecule interdiffusion is restricted due to lack of polymer mobility), interdiffusion of polymer chain segments back and forth across the interface takes place. 18,19 The interface of the materials to be joined disappears (it ‘heals’) and after a certain period the bulk material properties of the polymer can be achieved. The motion of a polymer chain in an amorphous material has been modelled by DeGennes 27 with the following equation:

where L is the length of the fictitious tube in which the polymer chain is confined, l is the polymer chain end that exits the tube, t is the time and the reptation time T r, when the chain has totally exited the original tube (l = L). 18
Regarding interdiffusion, it is possible to define an average interpenetration distance χ of the chains across the interface, which varies with the square root of the minor chain length l 23

The healing theory 21,23 derives the mechanical properties strength and toughness from the parameters l and χ, by making assumptions on two failure mechanisms: chain pull-out and chain breakage. For both failure mechanisms, the time dependence on the fracture stress σ and energy Gc is the same and the relation can be expressed as


where σ ∞ and G c ∞ are the fracture stress and fracture energy of the fully healed interface. The relations are valid for isothermal conditions at a temperature T. The reptation T r expresses the time, which is needed to achieve a fully healed interface.
For a non-isothermal process, the process time t p can be divided into q time intervals (ti + 1.– ti = Δt = t/q) in which the temperature T i* is assumed to be constant. 18
This leads to the following equation:


where T r* is the reptation time at the temperature T i*.
The degree of healing D
h is represented by the ratio of the achieved strength σ by healing and the maximum realizable strength of the material

Coupled model
Different approaches can be found in the public literature whether intimate contact or healing governs the bonding process, depending on the processing parameters. For instance at high temperatures above the glass transition, respectively, melting temperature, healing occurs instantaneously, and therefore the intimate contact is the governing mechanism (t healing < t intimate contact). 18,28,29 At lower temperatures, the time to obtain full strength (D h = 1) is much longer than the time to achieve full intimate contact, and therefore healing governs the process (t healing > t intimate contact). 18,30
Other approaches are also available where both models are combined since healing can only occur across areas where intimate contact is already achieved at the interface. 19,31 –33 Therefore, the degree of bonding D b is the result of a combination of the degree of intimate contact and the degree of healing for which Butler et al. 19 proposed a model and provides thereby a more realistic description of the fusion bonding process than by considering the mechanisms independently. In the model, it is considered that only the contact area can heal. The area of contact where healing can take place is increased by applying pressure for a certain time. The degree of bonding D b is defined as

The lead term accounts for the healing over the area initially in contact
Bonding model deduction
The prediction of the tensile bond strength between CF/PEEK skins, which are superficially enriched with the PEI layer, and a PEI foam core is the focus of the current study. As described b Grünewald et al., 16 the process window is constrained due to skin deconsolidation and core collapsing at higher temperatures (>340°C). Temperatures below the usual PEI processing temperatures (approximately 370°C 34 ) are recommended during the fusion bonding process to prevent skin deconsolidation. In addition, the PEI foam possesses a rough surface. Therefore, in this study, both mechanisms, intimate contact and healing, are considered. In addition, the bonding process occurs under highly non-isothermal conditions since the non-isothermal compression moulding process is selected as manufacturing technique. 16
To predict the bond strength σ(t) for the CF/PEEK-PEI foam sandwiches, the modelling approach by Butler et al. 19 is applied. By combining equations (1), (2), (7) and (10) and dividing the process time t p into q time intervals in which the temperature T and the viscosity η are approximately constant, the bond strength can be calculated by

with

and


Determination of model input parameters
To predict the bond strength according to equation (11), the input for the following parameters is needed: Process parameters (interface temperature T and process time t
p during the compression moulding process; applied pressure p
app) Material properties (reptation time T
r; surface roughness a
0, b
0, w
0;viscosity η; tensile strength σ∞
)
In the following section, the input parameters are determined.
Interface temperature T and Process time t p
The temperature T with time of the skin to core interface during processing is of major importance as it allows prediction of polymer mobility that enables polymer flow to achieve intimate contact and interdiffusion. Therefore, the prediction of temperature evolution at the interface is necessary in order to determine the process time t p and to supply input for reptation time T r and the viscosity η in equations (11) and (12), both highly dependent on the process temperature.
To describe the heat transfer from the pre-heated skins into the foam core, a simplified non-isothermal heat transfer model is used. The model is based on the manufacturing process which has been developed by Grünewald et al. 16 and focuses on the heat transfer from skins into the core by means of heat conduction. The non-isothermal compression moulding process is illustrated in Figure 3 and contains the following steps:
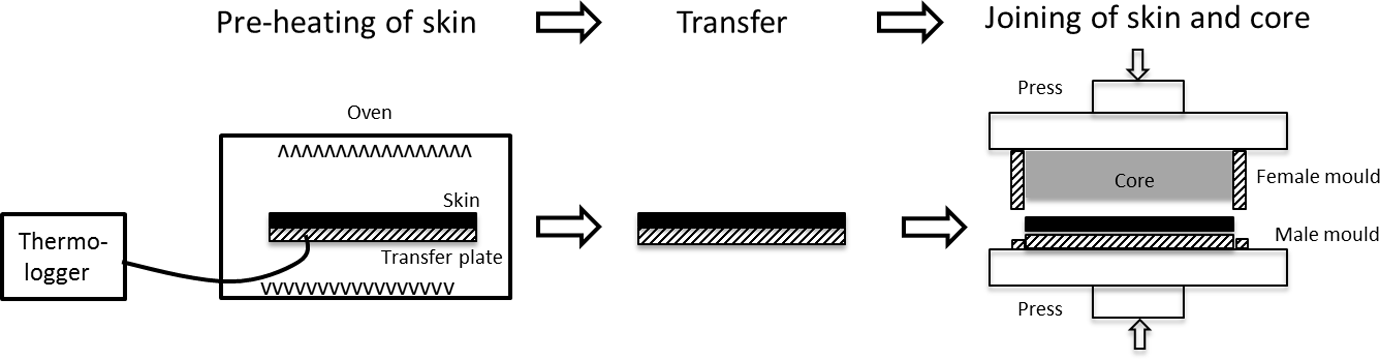
Non-isothermal compression moulding process.
Heating: The skin is placed on a transfer plate and in an oven heated up until it reaches the aimed skin pre-heat temperature T skin.
Transfer: Skin and transfer plate are transferred into the press and integrated into a male mould. The transfer takes around 10–15 s and the heat loss during transfer is ∼1°C/s. Pre-trials showed that the application of a transfer plate is necessary to reduce the temperature loss during transfer.
Pressing: The core is already positioned into the female mould which is installed at the upper press platen. It is possible to pre-heat the core by means of a second oven. Once transfer plate and skin are integrated into the male mould, the mould is closed and pressure is applied. The sandwich is released after approximately 2 min when the sandwich structures are cooled down far below the softening temperature of PEI.
In this process, the temperature evolution at the interface T is mainly dependent on the skin pre-heat temperature T s kin, the transfer plate pre-heat temperature T t ransfer plate, the core pre-heat temperature T c ore as well as on the temperatures of the periphery (e.g. press). The temperature evolution of the interface T can be described depending on the time t and the location (x, y, z) by applying the following non-isothermal heat transfer equation 35 :

where λ is the thermal conductivity, ρ is the density, c is the specific heat capacity and

The finite difference method was implemented to solve the numerical approach, where the derivatives are substituted by differential quotients. This leads to

where
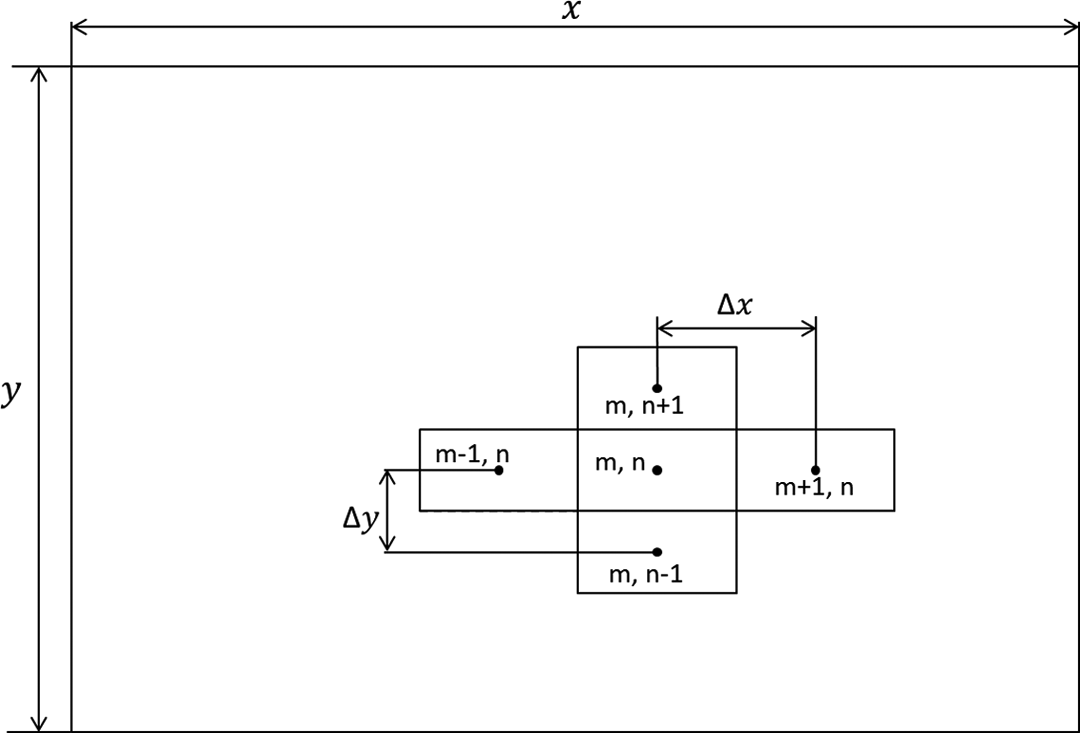
Arrangement of elements and nodes.
Reordering (17) leads to the energy balance equation of every node

with

A relation between the single energy balances of every volume element is achieved by the multiplication of a coefficient-matrix A and the temperatures:

In order to reduce the modelling extent, the following assumptions are taken into account: Skins and transfer plate are uniformly heated in a convection oven. The core is kept at room temperature or heated up uniformly. Skins and transfer plate are cooling down approximately 1°C per second during transfer from the oven into the press (driven by convection and emissions). The model is effective after the press is closed and press platen, transfer plate, skin and core are in full contact. Model is only implemented for one core side and one skin (symmetric setup). Heat loss to the environment is neglected since the area of the skins is much larger than the thickness of the skins and transfer plate. Material properties (specific heat capacity, density, heat conductivity, etc.) are considered to be constant for a material phase. The periphery is considered to be adiabatic. After several repetitions of the process, the press surface will be slightly warmed up. This influences the heat transfer. However, for this study, it is neglected and the surface press temperature is assumed to be at room temperature.
Figure 5 displays the manufacturing set-up for the implementation of the heat model:
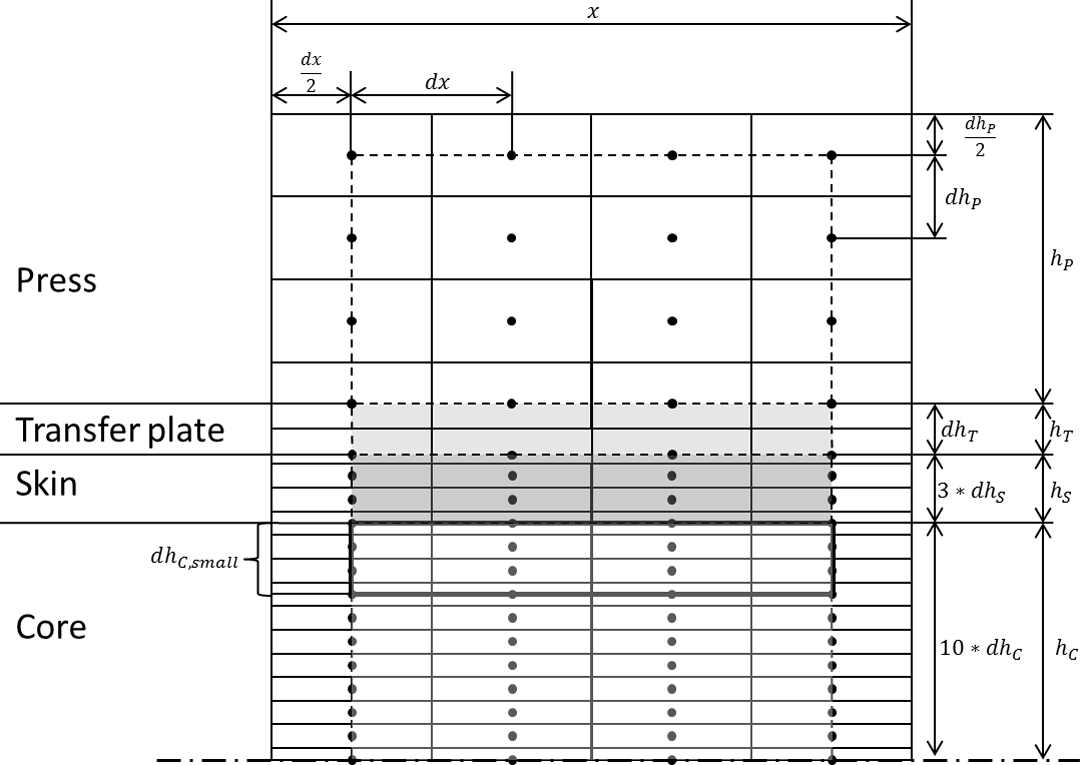
Discretization of manufacturing set-up.
By formulating the energy balance for every element, the input of the boundary conditions and the material data (see Tables 1A to 1D in Appendix 1), equation (20) can be solved and the temperature evolution with time at the interface can be predicted.
Heat transfer model validation
Experimental trials were conducted in order to validate the heat transfer model results. Thermocouples were integrated into the skins, the core surface (up to 1 mm below the core surface) as well as into the core centre (2–5 mm) and the temperature evolution of skins, core surface and core centre was recorded.
Figure 6 shows a comparison between the predicted (dashed lines) and the experimentally determined (solid lines) temperature evolution for the skin (black), the core surface (blue) as well as for the core centre at depths of 2 mm (orange), 3 mm (green) and 5 mm (red). For simplification, the illustration of temperature evolution of the transfer plate and the periphery is omitted. The skin was pre-heated in air-circulating oven to a temperature of 320°C. The core was kept at room temperature. As the model is valid after the press is already closed, where all parts are in close contact, the prediction starts with a temperature of 310°C for the skin. The difference between the measured starting temperature of 320°C and starting temperature of 310°C for the prediction is caused by the heat loss during 10-s transfer from the oven into the press, which is neglected in the model.
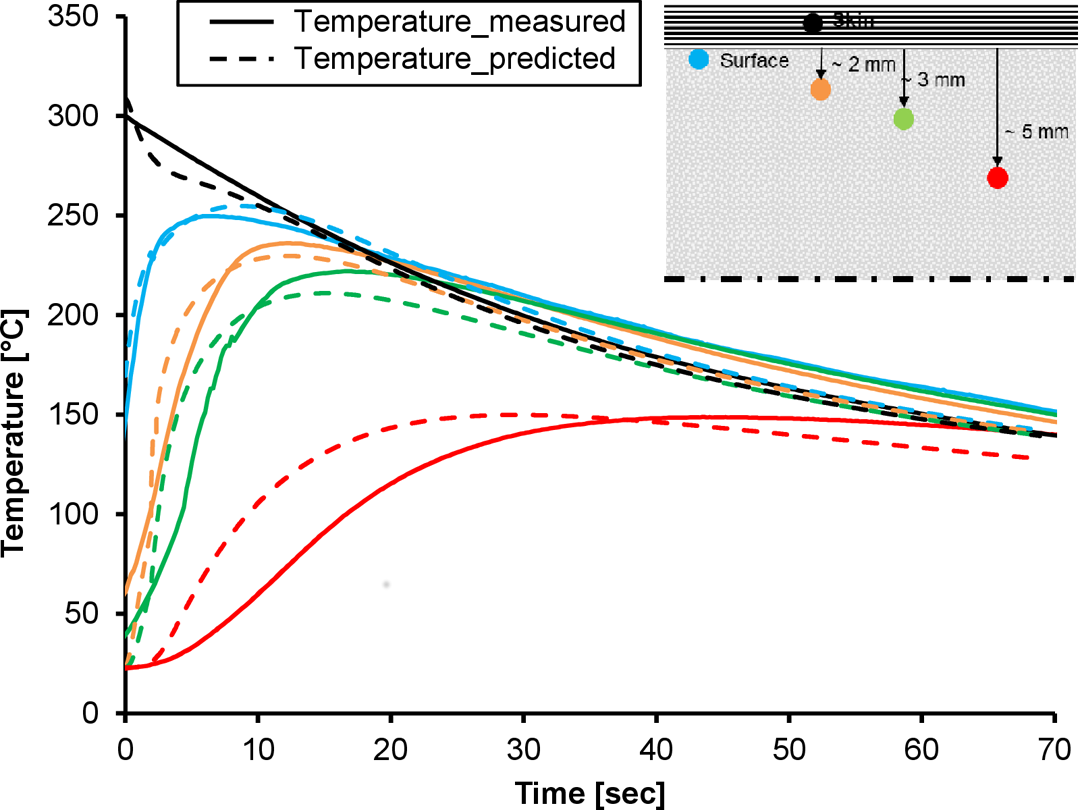
Temperature evolution (predicted and measured) of skin and core for a skin pre-heat temperature of 320°C (310°C in the model) and a core at room temperature.
Figure 6 shows that there is a reasonable agreement between the predicted and the measured temperature evolution. Slight deviations between predicted and measured temperature evolution can be attributed to the assumptions (adiabatic periphery, material properties) in the model. The higher starting temperatures of the measured temperature graphs can be explained by the heat conduction from the skin into the core before the press is fully closed.
Since only the temperature evolution of the interface is relevant for the bond strength prediction, further temperature evolution graphs are simplified with the focus on the temperature evolution of the skin and interface (see Figure 7). Temperature measurements have been conducted multiple times to determine deviations (lowest and highest recorded temperature evaluation) during processing, which are displayed with the grey and red bandwidth in Figure 7. The predicted temperature profile suits except of the difference of the starting temperatures to the measured temperature profile and therefore a satisfying agreement of the temperature evolution prediction and the measured temperature evolution is achieved. Therefore, the predicted temperature evolution depending on the skin and core pre-heat temperature is used to supply input for the process time t p in equation (11) and for the reptation time T r (see the following section) in the fusion bond modelling approach (refer to equation (11)).
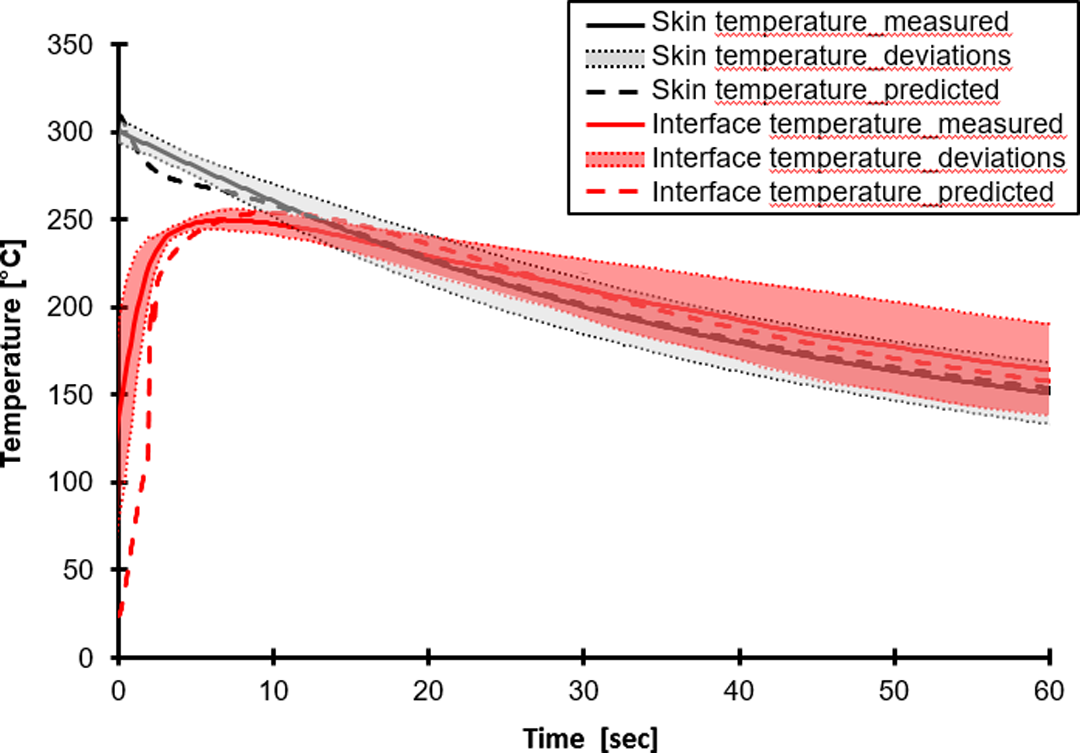
Skin and interface temperature evolution (predicted and measured) for a skin pre-heat temperature of 320°C and a core at room temperature.
Applied pressure p app
The pressure influences the time to achieve intimate contact, while the healing process runs pressure-independent. In contrast to fusion bonding of reinforced thermoplastic monolithic parts or bulk materials, foam cores are sensitive to pressure under elevated temperature. In order to minimize the risk of core crushing under load, a low pressure of 0.2 MPa is chosen and not further investigated, although it might influence the bond strength. The pressure of 0.2 MPa is the lowest pressure realizable with the manufacturing equipment used for the manufacturing of the specimen in the complementary study.
Material properties
Reptation time T r
For the fusion bonding process, the reptation time T r represents the time which is needed to create a fully healed interface. It is a key parameter for the prediction of the bond strength according to equation (10) and therefore the reptation time of PEI T r(PEI) is of great interest in this study. Tr is a material depend parameter, which needs to be determined individually for every envisaged material. For this sandwich case, Bastien and Gillespie 18 already investigated the reptation time for amorphous polymers, specifically for PEI, during non-isothermal processing based on the minor chain length l and the interpenetration distance χ. Bastien and Gillespie showed that the average interpenetration distance χ of the polymer chain across the interface is the most representative model to predict the bond strength for non-isothermal processes. 18 By experimental trials, the reptation time for PEI was defined depending on the temperature (see Figure 8).
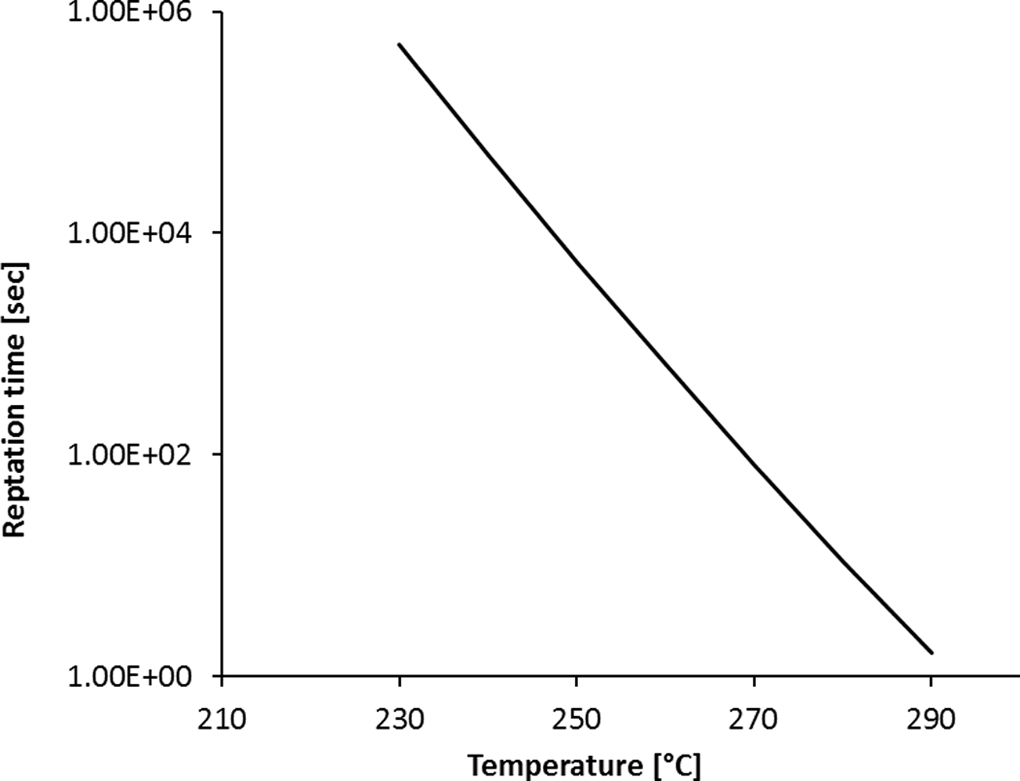
Reptation time for PEI depending on the temperature according to Bastien and Gillespie. 18 PEI: polyetherimide.
As shown in Figure 8, the reptation time is highly dependent on the temperature. For the implementation of the bond strength model, the reptation time of PEI T r(PEI) has to be related to the interface temperature T with time, which is described by the heat transfer model.
Surface roughness
In Grouve, 36 it is considered that the rougher surface of the parts to be joined is the limiting surface to achieve intimate contact. For the bonding process in this study, it is therefore assumed that the PEI surface of the skins is very smooth compared to the foam core surface. The time needed for flattening of the core surface is the limiting parameter for the development of intimate contact between the PEI surface of the skin and the core. The surface roughness of the foam core is therefore experimentally characterized using a DektakXT® stylus profiler by Bruker, Billerica, Massachusetts, USA. Figure 9 shows a representative surface profile of the initial PEI foam core.
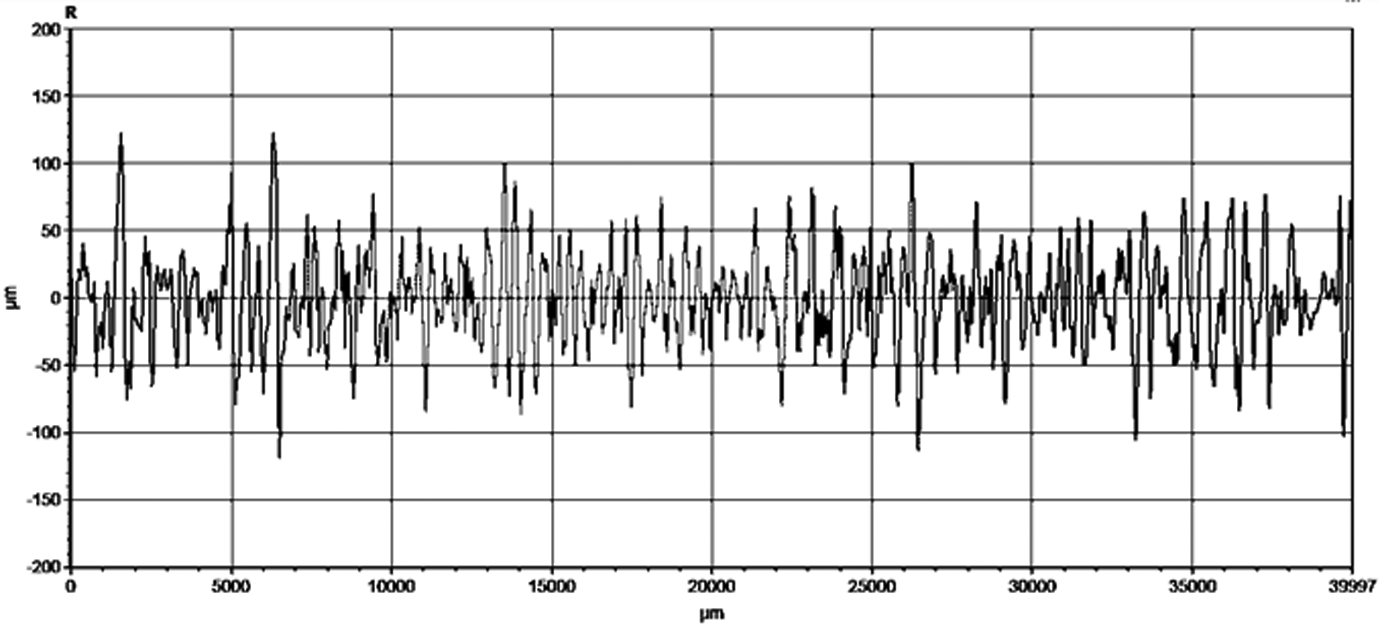
Representative surface profile of the PEI foam. PEI: polyetherimide.
The obtained surface profile is fitted to the idealized surface model of Mantell and Springer, 24 leading to the required values a 0, b 0 and w 0 (see Table 1) in equations (11) to (14).
Values of the idealized PEI foam surface.

PEI: polyetherimide.
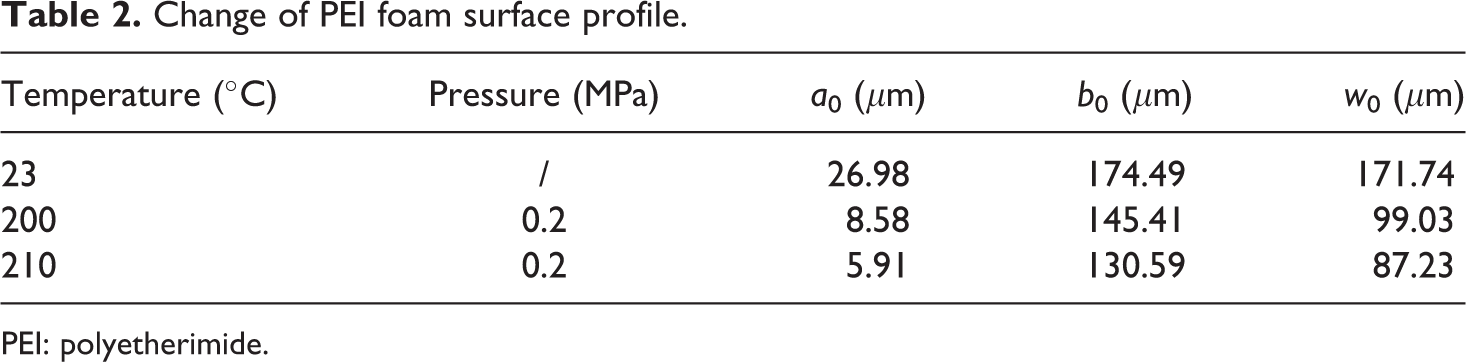
It is assumed that during processing the surface roughness is changed by means of pressure even before PEI is softened. Due to the low-density structure, the surface asperities might be reduced and flattened plastically by means of the pressure and elevated temperatures. To verify this, the initial foam was compacted in a trial at temperatures of 200°C and 210°C (temperatures close to the T g(PEI)) for 1 s under a pressure of 0.2 MPa. Table 2 shows the plastic change of the PEI foam surface profile between the initial foam and compressed foam at temperatures below the glass transition temperature caused by pressure and temperature.
Change of PEI foam surface profile.
PEI: polyetherimide.
Since the intimate contact model considers the change of the surface profile based on the material flow at temperatures above T g, the surface roughness parameters a 0(210°C), b 0(210°C), w 0(210°C) and not a 0, b 0, w 0(23°C) are taken as the input parameters for the bond strength model in equations (11) to (14).
Viscosity
In general, the viscosity depends very much on the shear velocity, temperature and on several polymer characteristics such as molecular weight. However, for low shear velocities of polymers, which is assumed to be valid for compression moulding, shear velocity can be neglected. In this case, the polymer melt can be treated as a Newtonian fluid. The viscosity of PEI is determined by means of rheometric analysis and can be empirically described as

Combined with the temperature evolution during processing at the interface, the viscosity of PEI can be described for every time interval and applied in (11).
Tensile strength σ ∞
This study aims to predict the tensile strength of the interface, since it can be compared with the tensile strength of the core, which enables a statement on which part of the sandwich will be the weakest link. During the fusion bonding process, the surface of the foam is softened and compressed with the result that ‘bulk’ material at the surface is formed. This means that a bulk PEI skin surface (PEI film) is joined to a ‘bulk’ PEI foam surface with the aim to achieve a fully healed PEI bulk material. Therefore, for the prediction of the skin-to-core tensile bond strength according to equation (11), the reference tensile strength σ∞ = σ tensile (PEI) = 105 MPa 37 of a fully healed PEI bulk material is used.
Implementation of bond model
According to equation (11), the tensile bond strength can be predicted depending on the process parameters and material properties, quantities that have been determined in the section before.
In this study, the focus lies on the investigation of the influence of the temperature at the interface on the bond strength of sandwich specimens. The pressure for manufacturing is kept constant at a low level of 0.2 MPa to avoid core collapsing.
Parameter definition
The interface temperature can be influenced by pre-heating the parts to be joined, namely the skins as well as the core. According to Grünewald et al., 16 the process window for joining CF/PEEK skins and the PEI core is narrow since extensive heating (T p > 340°C) leads to skin deconsolidation and to core collapsing. Low temperatures (T p < 230°C) do not enable fusion bonding based on the healing theory (refer to Figure 8). Therefore, in consideration of heat loss during transfer, the bond strength shall be predicted for skin pre-heat temperatures between 260°C and 320°C in steps of 10°C and core temperatures of room temperature, 100°C and 200°C.
Results
According to (11), the tensile bond strength is calculated depending on the interface temperature which is influenced by the skin pre-heat temperature the core pre-heat temperature
In the following section, the results are presented and discussed. Thereby, the predicted tensile strength is normalized to the strength of a fully healed interface
Furthermore, the results are compared to the tensile strength of the core, which was additionally characterized according to DIN53292. To enable a comparison between bond strength and initial core strength, the measured tensile bond strength of the core is also normalized to the bulk PEI strength and accounts for 2.6%. This means that sandwiches featuring a predicted tensile strength below 2.64% of the reference tensile strength σ∞ are expected to fail adhesively (Adh) within the interface, while sandwiches with a predicted normalized tensile strength above 2.64% will probably fail cohesively (Coh) within the core, based on the assumption of the weakest link.
Bond strength prediction depending on skin pre-heat temperature
The pre-heat temperature of the skins influences the bond strength to a large extent since the skins supply mainly the heat energy to enable polymer mobility to achieve intimate contact and to allow polymer interdiffusion.
As an example, Figure 10 shows the calculated temperature with time for the skin laminate pre-heated to a temperature of 260°C and the interface temperature, as well as the predicted normalized tensile bond strength. The core is kept at room temperature. Since the temperature of the interface stays relatively low (approximately 225°C), where the motion of the molecules is slow and the reptation time is high, the predicted tensile bond strength is low. The model predicts a normalized tensile bond strength, which is 0.56% of the bulk material tensile strength. The prediction of the normalized strength of 0.56% means that the sandwich will feature an insufficient bond quality and that the sandwich probably will fail within the interface, since it is below the strength of the core itself.
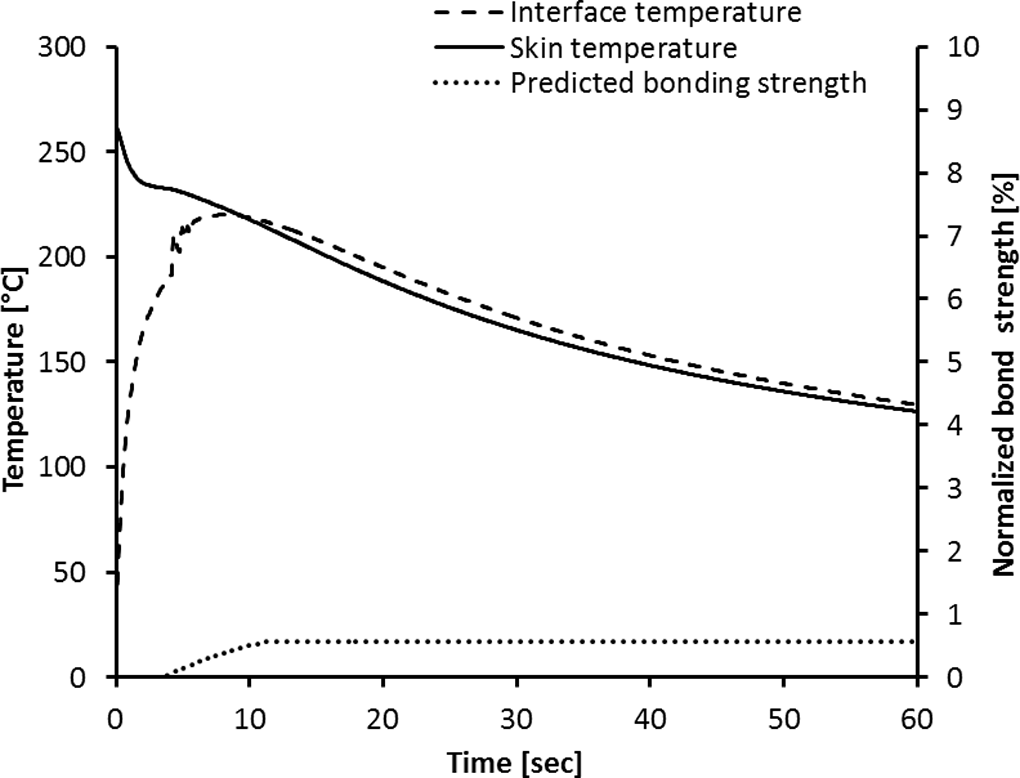
Normalized tensile bond strength prediction for a skin-pre-heat temperature of 260°C.
In comparison, Figure 11 exemplarily displays the predicted normalized tensile bond strength based on the temperature evolution for a skin-pre-heat temperature of 310°C. Due to the higher temperature of the skins, the interface temperature is increased up to approximately 260°C, where interdiffusion of the polymers occurs to a larger extent (T r ∼ 639 s). Therefore, the model predicts that the bond quality is improved and the sandwiches feature a normalized tensile bond strength of approximately 8.2% in comparison to the reference tensile strength. Since the normalized tensile strength of the core is around 2.6%, the model predicts that the bond quality is sufficient and failure of the sandwich will occur within the core.
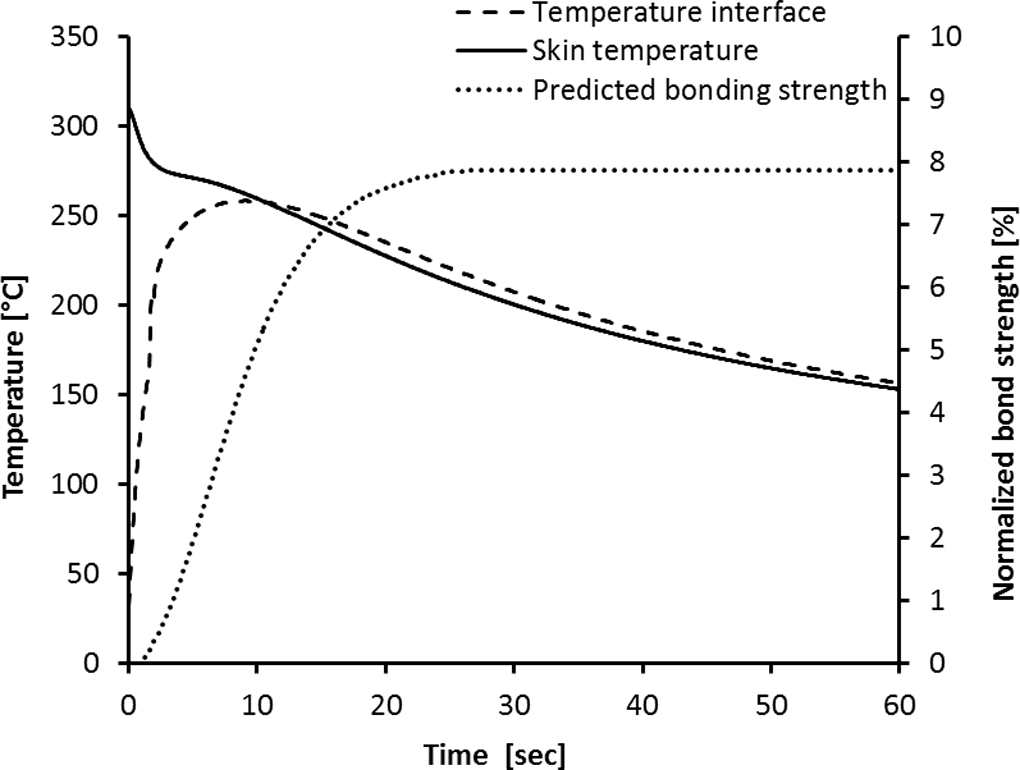
Normalized tensile bond strength prediction for a skin-pre-heat temperature of 310°C.
Table 3 summarizes the predicted normalized bond strength for skin-pre-heat temperatures in the range of 260–320°C. For all predictions, the core temperature was kept at room temperature. In addition, a prognostication about the expected failure mechanisms is given.
Predicted normalized bond strength and failure mechanisms for different skin pre-heat temperatures.
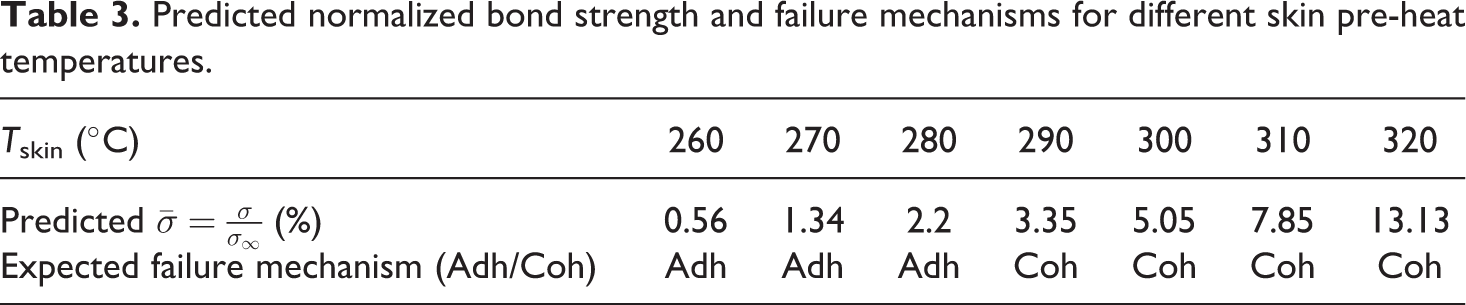
From Table 3, it is clear that the model predicts that sandwiches manufactured with skin pre-heat temperatures above 290°C and core kept at room temperature will feature a sufficient bond strength, since a cohesive failure within the core is prognosticated.
Bond strength prediction depending on core pre-heat temperature
The model shows that heating the core leads to an improvement of the bond strength since the temperature level of the core surface, respectively, in the interface is already elevated before the heat from the skins is transferred into the core. In combination with pre-heat skins, high temperatures at the interface can be achieved, which improves the bond development. Table 4 summarizes the predicted normalized bond strength for several skin pre-heat temperatures and elevated core temperatures as well as expected failure mechanisms.
Predicted normalized bond strength and failure mechanisms for different core pre-heat temperatures.
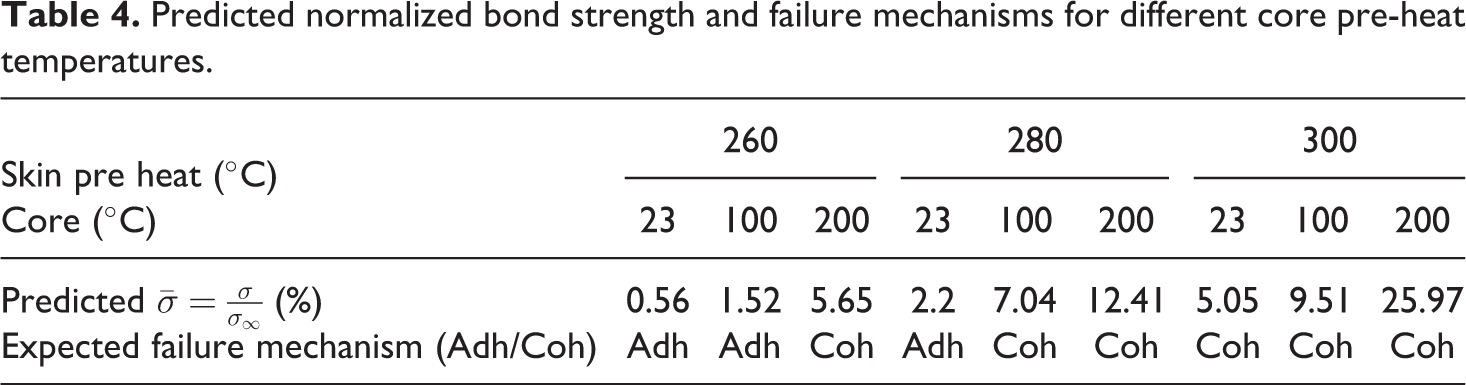
For a sandwich manufactured with a 260°C pre-heated skin, the sandwich probably will fail adhesively within the interface for core temperatures of 23°C and 100°C. By pre-heating the core up to 200°C, the model predicts a normalized tensile bond strength of 5.65% and failure of the sandwich is expected to be cohesively within the core. In case of sandwiches manufactured with skins pre-heated to a temperature of 280°C, a core temperature of 100°C is probably sufficient to achieve a cohesive failure within the core, since the normalized tensile strength is increased from 2.2% for a core at room temperature to 7.04%. An increase in the core temperature to 200°C will lead to a further increase in the predicted tensile bond strength. If the skin is heated up to 300°C, core pre-heating will improve the predicted bond strength; however, it is expected that even sandwiches with a core kept at room temperature feature a sufficient bond quality and will fail within the core. Therefore, pre-heating of the core is in this case not necessary.
Discussion
The modelling results are valid, provided that the core does not collapse due to the increased temperatures and pressure during processing. A statement about core collapsing cannot be provided by the model. The influence of the skin and core pre-heat temperature on core collapsing will be discussed more in detail in the complementary paper. In addition, the model predicts that a skin pre-heat temperature of approximately 370°C is necessary to achieve full healing (
Conclusion
A model based on intimate contact and healing was deduced based on a non-isothermal compression moulding process and the bond strengths depending on different skin and core pre-heat temperatures were predicted. The model predicts that sandwiches manufactured with skin pre-heat temperatures above 290°C and core kept at room temperature will feature a sufficient bond strength, which is superior to the tensile strength of the core. In addition, the model shows that pre-heating the core will probably have a positive effect on the bond strength. Experimental verification of the model will be the subject in a follow-up paper.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is performed in the framework of the project ‘MAI Sandwich – Entwicklung von thermoplastisch fügbaren Sandwichstrukturen unter Berücksichtigung eines sortenreinen und wiederverwertbaren Werkstoffeinsatzes’, No. 03MAI32A, which is funded by the German Federal Ministry of Education and Research via the MAI Carbon Cluster as part of a programme to support the joint industrial research and development.
Appendix 1
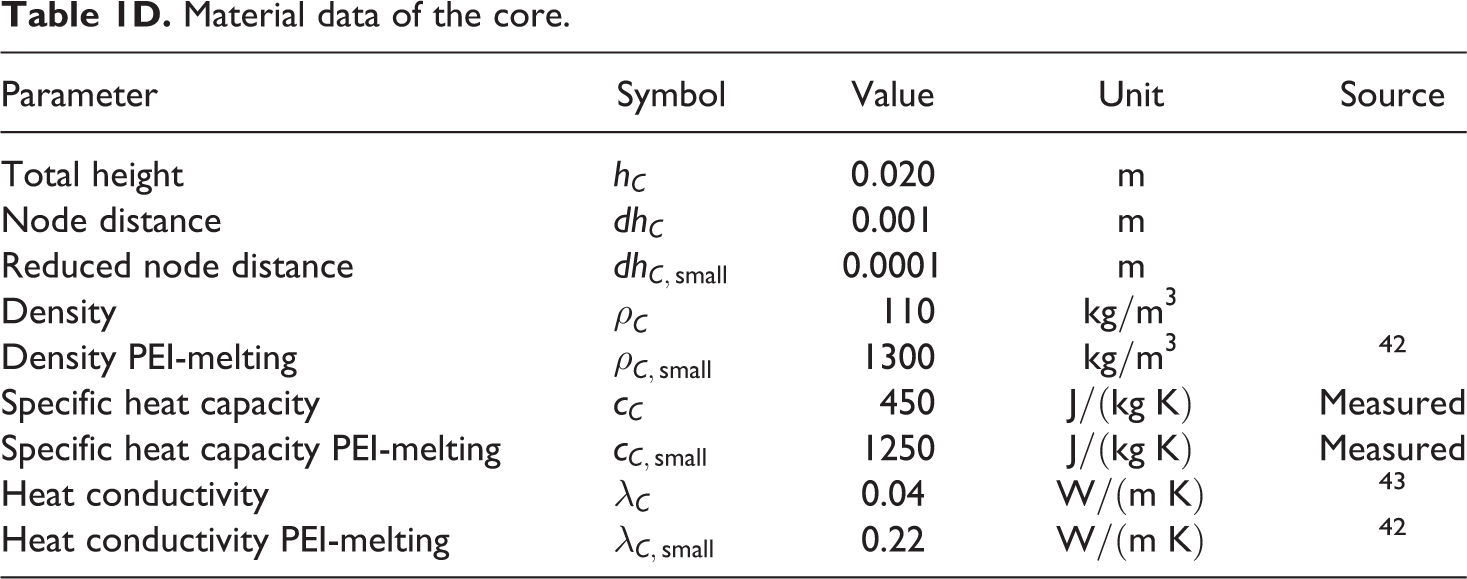
Material data of the core.
| Parameter | Symbol | Value | Unit | Source |
|---|---|---|---|---|
| Total height | hC | 0.020 | m | |
| Node distance | dhC | 0.001 | m | |
| Reduced node distance |
|
0.0001 | m | |
| Density | ρC | 110 | kg/m3 | |
| Density PEI-melting |
|
1300 | kg/m3 | 42 |
| Specific heat capacity | cC | 450 | J/(kg K) | Measured |
| Specific heat capacity PEI-melting |
|
1250 | J/(kg K) | Measured |
| Heat conductivity | λC | 0.04 | W/(m K) | 43 |
| Heat conductivity PEI-melting |
|
0.22 | W/(m K) | 42 |