
Abstract
Composite sandwich structures show promising lightweight properties for the aviation industry. Nowadays time-consuming manufacturing methods still prevent an extensive application of composite sandwiches, which can be overcome by the use of thermoplastic polymers in skins and core. During manufacturing of thermoplastic composite (TPC) sandwich structures, the joining of skins and core is a critical step. Therefore, several skin–core joining methods have been under investigation and development in the published literature, which can be categorized into adhesive bonding or fusion bonding. Fusion bonding by means of vacuum moulding, compression moulding or in situ foaming shows great potential for joining sandwich skins and core. Although various phenomena such as core collapsing or skin deconsolidation challenge the processes. This article aims to present an overview of research that has been done in the area of manufacturing TPC sandwich structures and will serve as a baseline and aid for further research and development efforts.
Keywords
Introduction
To meet the demands of lightweight structures, sandwich structures were developed at least five decades ago. 1 By sandwiching a low-density core between two rigid skins, a structure with a high stiffness and strength to weight ratio is obtained. 1 –3 In addition, sandwich structures present advantages such as thermal insulation and acoustic damping. 4 –6 Therefore, sandwich structures have proven themselves in a wide range of applications, for example, in transportation such as aerospace, automotive, marine and rail. 4,7 Up to today, most sandwiches are based on fibre-reinforced thermoset composite skins, which are adhesively bonded to core structures. 4,8 However, the use of thermosets presents some disadvantages. Since manufacturing methods for thermoset-based sandwiches are labour and time-consuming, thermoset composite sandwich structures rarely find application in high volume articles. 6,7,9,10
Additionally, thermoset-based sandwiches cannot fully meet today’s demands concerning environmental sustainability and health due to poor recyclability and health-endangering raw components. 11 Besides, materials are more and more required to show a low environmental footprint for the entire life cycle, which includes the raw material, the manufacturing steps as well as a strategy for the time after service life. 12 Moreover, thermoset-based composites often feature a poor damage tolerance due to the relatively low toughness of the matrix. 13,14
These disadvantages can be overcome using thermoplastic-based composite skins and core materials. 14 Thermoplastic polymers are characterized by the reversible physical connection of the molecules, which can be disconnected by the input of heat, solvents or mechanical forces. 15 The polymer softens and offers the potential to be thermoformed or fusion joined. 16 Cooling or removal of the solvent returns the polymer to a solid. 7,17 This property enables an automated process chain, including lower manufacturing costs, compared to thermoset-based structures. Additionally, the application of thermoplastic polymers improves the recyclability and the damage tolerance. 6 –8,11,18 –20 Hence, the aim is to manufacture thermoplastic composite (TPC) sandwich structures, where both the skin and the core materials are thermoplastic based. 11
In order to identify suitable manufacturing methods for thermoplastic sandwich structures for aerospace applications that usually require the use of the so-called high-performance thermoplastics, a review of the public literature on manufacturing methods for thermoplastic sandwich structures is conducted. First, thermoplastic skin and core materials, applied in investigations as well as in commercial products, are presented. Second, the manufacturing methods for flat, two-dimensional (2-D) sandwich structures, investigated by different researchers, are presented and discussed in detail. Third, the manufacturing approaches for three-dimensional (3-D) TPC sandwiches are reviewed separately. This article is concluded by a discussion on identified challenges before final conclusions are drawn.
Materials
In general, sandwich structures consist of two thin skins and a thicker lightweight core. 21 The skins carry almost all of the bending and in-plane loads, whilst the core stabilizes the skins. 21 In addition, the core defines the flexural stiffness, out-of-plane shear strength and compressive behaviour. 21 Commonly, composite laminates or metals are used for the skins, whilst cores are made out of metallic and non-metallic honeycomb cores, polymer cellular cores or corrugated constructions. 22 For this article, mainly thermoplastic-based materials are taken into account for reasons outlined above.
Skin materials
Skins for TPC structural sandwiches consist of fibre-reinforced laminates with a thermoplastic matrix, where either short or continuous fibres are used. TPC skins are available as fully consolidated laminates, semi-prepregs or prepregs (preimpregnated products). The thermoplastic matrix polymers can in general range from engineering plastics such as polypropylene (PP) or polyamide (PA) to high-performance polymers such as polyetherimide (PEI) or polyetheretherketone (PEEK). Table 1 gives an overview of TPC sandwich skin materials reported in the published literature. According to Table 1, commodity plastics in combination with reinforcing glass fibres are often employed. Especially PP-based composites are applied that are traded under the name Twintex® (Fiber Glass Industries, Inc, USA). This can be explained by the low price of the material and the ease of processability of PP. 5,30 The most applied high-performance polymer in TPC sandwich skins, which is of interest for the aviation and aerospace industry, is PEI, often combined with reinforcing glass fibres.
Overview of TPC materials applied as sandwich skins.
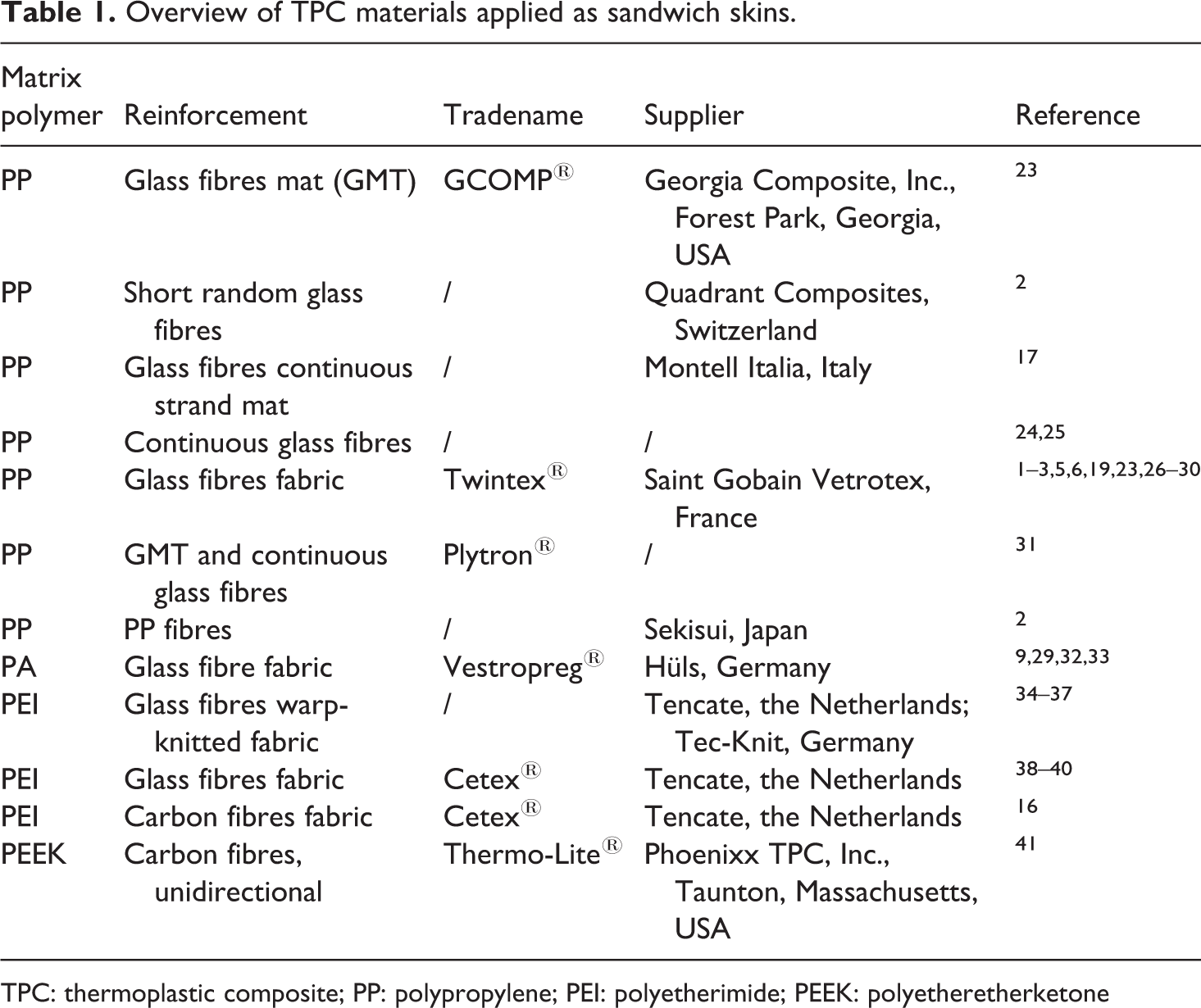
TPC: thermoplastic composite; PP: polypropylene; PEI: polyetherimide; PEEK: polyetheretherketone
Core materials
A sandwich core usually features a lower density than the skin materials and can be classified into three classes according to its architecture: (a) corrugated or truss core, (b) foam or solid core and (c) honeycomb core with hexagonally shaped cells, circular or square cells, 22 see Figure 1. Most commonly applied in the investigated literature are thermoplastic foams or honeycomb cores, both accomplished with different kinds of thermoplastic polymers such as PP or PEI (see Table 2).
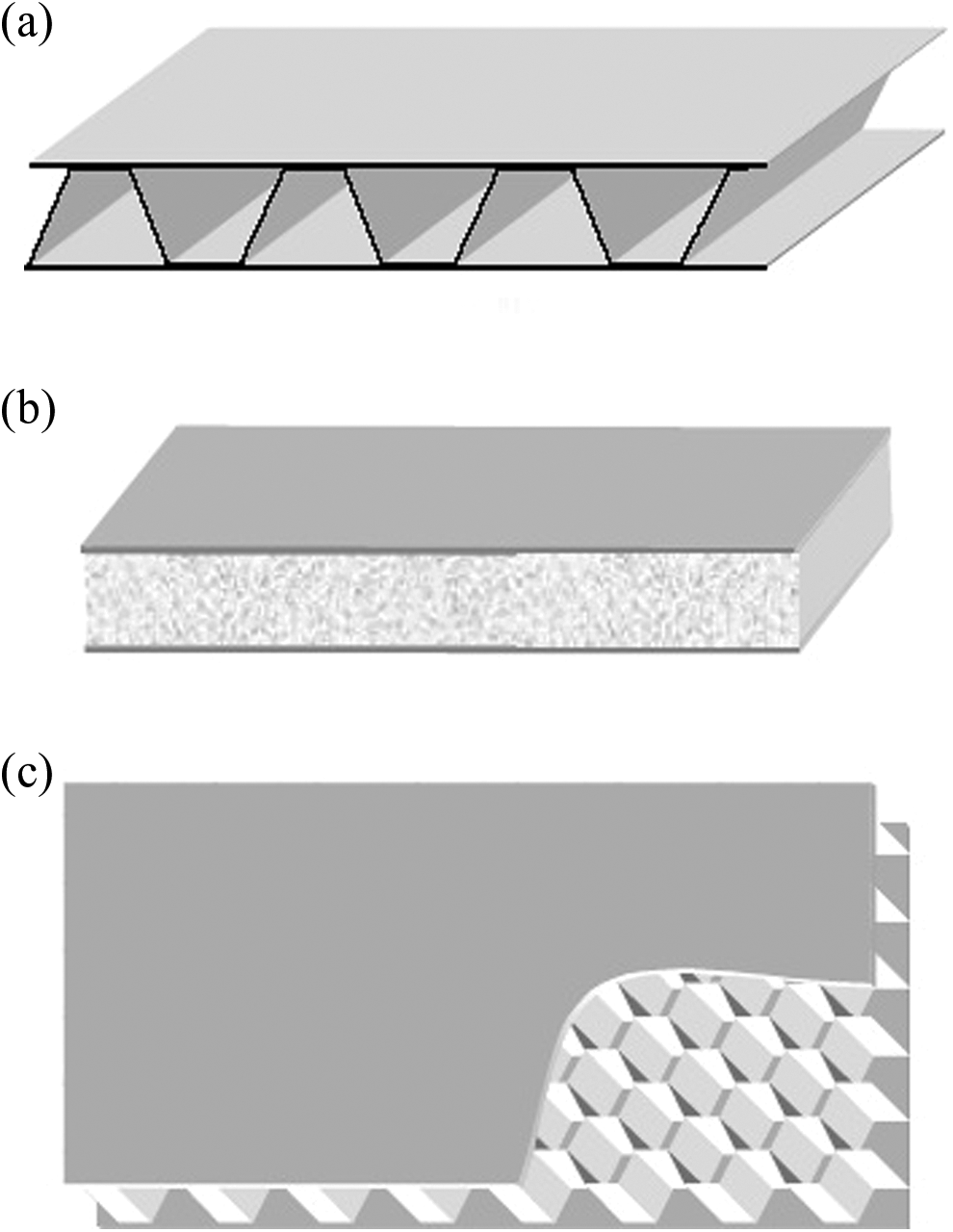
Different types of core material: (a) corrugated core, (b) foam core and (c) honeycomb core. 22
Overview of materials applied in thermoplastic sandwich cores.
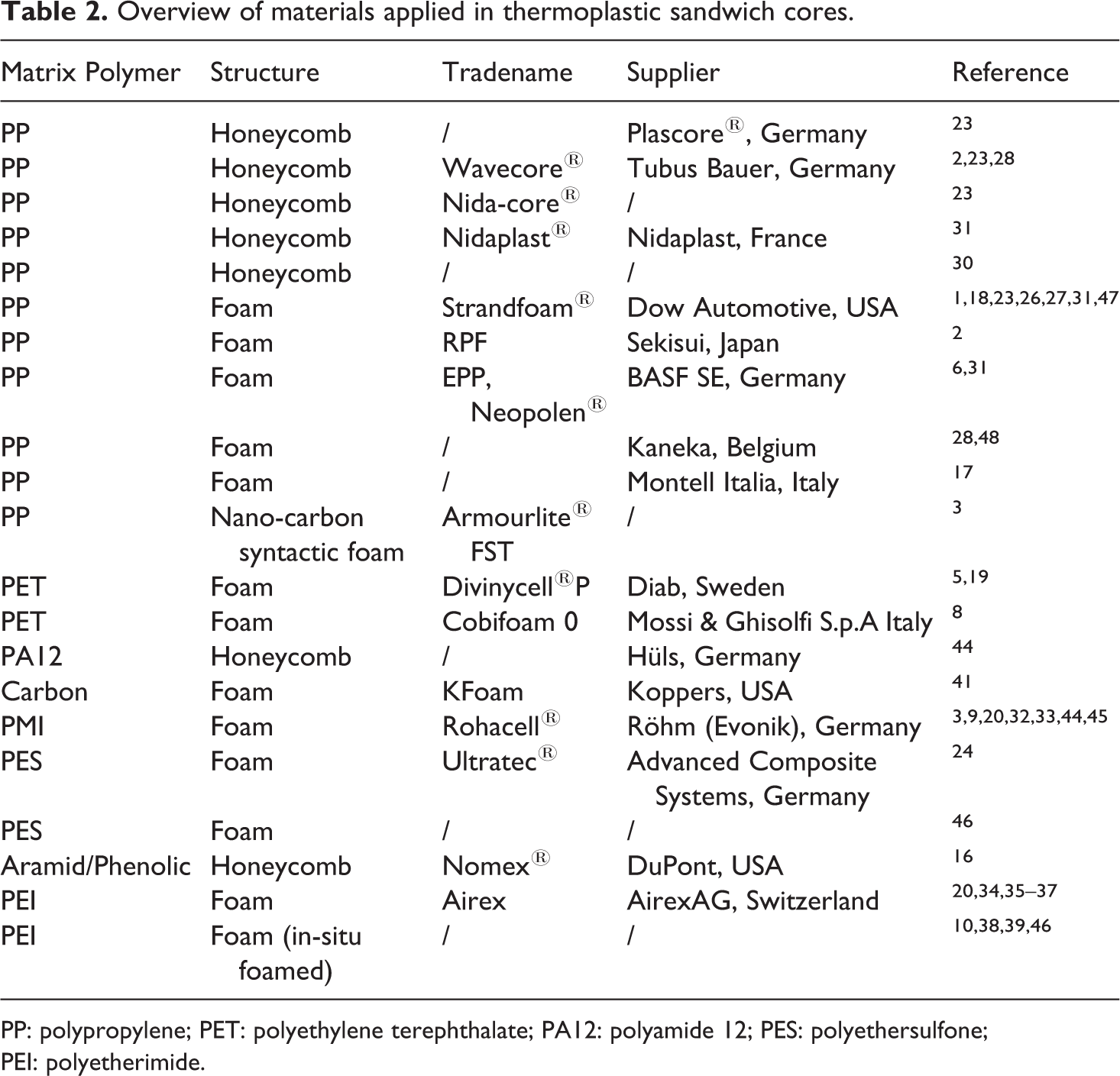
PP: polypropylene; PET: polyethylene terephthalate; PA12: polyamide 12; PES: polyethersulfone; PEI: polyetherimide.
Honeycomb structures in general feature a better performance related to strength and stiffness than foams, though they are often more expensive. 47 Thermoplastic honeycomb structures can be produced via different routes. One kind of thermoplastic honeycomb structure is realized by the use of small thermoplastic tubes, which are bonded to each other at their sides. 48 During production, the outside surfaces of the tubes are equipped with a coating made out of an adhesively active thermoplastic material in a co-extrusion process. Then, the tubes are lined up alongside each other. By thermal treating under pressure in a subsequent process step, the coating is activated and the tubes are joined after cooling. 48
Another production method for thermoplastic honeycombs is described in patent US4957577. 49 The honeycomb structure consists of thermoplastic strips, which are welded selectively at nodes and expanded to hexagonal cells. In a first step, two thermoplastic strips are superimposed on one another throughout their whole length. The strips are fusion bonded together at evenly spaced nodes by ultrasonic welders, followed by welding more stripes one by one on top to a bundle of stripes according to schema of step one. Release films are placed in between the strips to ensure that welding only occurs at the designated spots. After all welds are complete, the bundle of stripes is exposed to heat. Reaching the softening temperature of the thermoplastic material, the bundle of stripes is expanded to form hexagonal cells and cooled afterwards whilst holding the web in the expanded position to rigidify the honeycomb configuration. 49
Another manufacturing way is known as the ThermHex concept. 50 The core structure can be produced in a continuous process in one production line. Starting from an endless thermoplastic foil, a half-hexagonal web is formed by deep drawing or vacuum forming. This half hexagonal web is then folded to build the honeycomb core, followed by an internal bonding of the cell walls. In a following step, the skin laminates can be directly fusion bonded to the core. 50
Foams show lower mechanical properties than honeycombs, though they feature some advantages such as acoustic damping or insulation. 47 Additionally, thermoplastic foams exhibit a good thermoformability. Several manufacturing methods, such as extrusion, compression moulding, injection moulding, and so on, can be used to produce foams. Foam cores are made by using a foaming or blowing agent that expands during manufacturing and realizes the porous, cellular structure. The cellular structure of foams is classified into open and interconnected cells or closed and discrete cells. Since foams with an open cell structure feature usually low mechanical performances, they do not play a role in terms of structural parts such as sandwiches. Almost any polymer can be used to manufacture foams by adding an appropriate blowing agent. 47 An overview of the applied core materials and structures in the reviewed literature is given in Table 2.
Table 2 illustrates that mostly commodity plastics such as PP or polyethylene terephthalate (PET) are applied for core structures. The selection for core structures made out of PP can be explained by cost reasons, 30 availability 23 and the aim to realize sandwich structures, which consist only of one polymer throughout the whole sandwich for recycling reasons 2 . It is also obvious that polymethacrylimide (PMI) cores, traded under the name Rohacell®, are applied by some researchers. 3,9,32,44,45 Although PMI is unmeltable, which defeats the recycling concept for all-thermoplastic sandwiches, the high temperature resistance up to 180°C in combination with the thermoformability makes PMI attractive for the application in TPC sandwiches 7,51 . Concerning high-performance thermoplastic polymers, polyethersulfone (PES) and especially PEI cores find application. 34 –39,44 With an operation temperature up to 180°C and excellent Fire, Smoke, Toxicity (FST) properties, PEI is an interesting material for the aerospace industry. 52,53 In comparison with other core materials, PEI cores often originate during the production (in situ) of the sandwich structure. Due to the combination of a PEI film with a blowing agent, the material expands under heat treatment. 38 ,3944
Skin–core joining
In order to produce a TPC sandwich structure of sufficient quality, a good bond between skins and core needs to be achieved. Figure 2 gives an overview of different skin–core joining techniques for TPC sandwich structures, which have been investigated in the past. The processes for skin–core joining can be divided into two main groups: adhesive bonding and fusion bonding (see Figure 2).
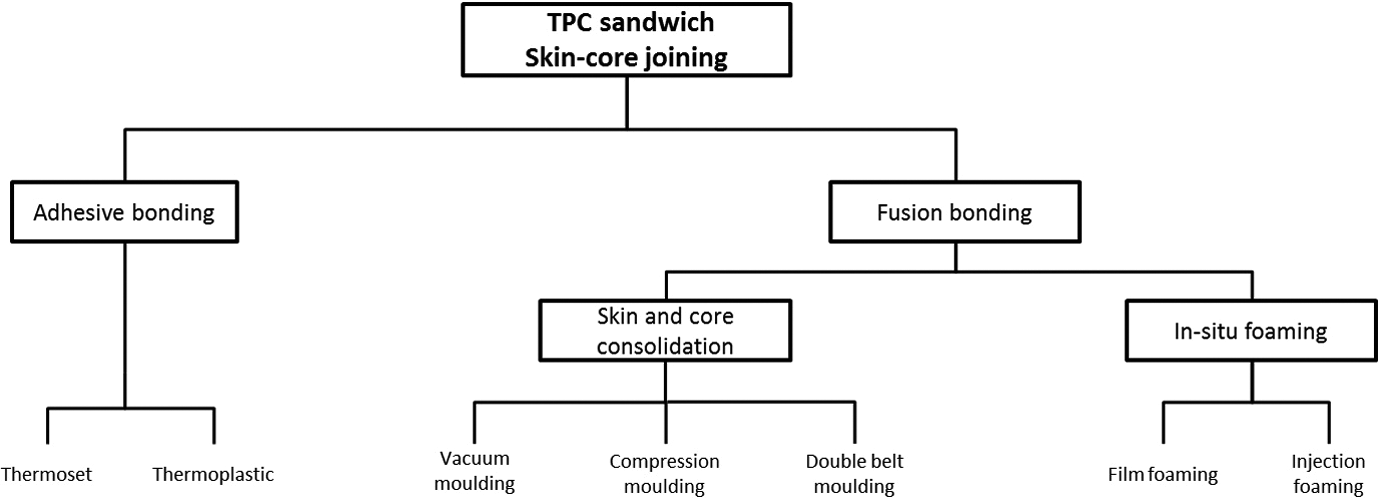
Processing routes for TPC sandwiches. TPC: thermoplastic composite.
Several processes for adhesive and fusion bonding of skin and core have been described in the public literature. These processes, as well as some commercial technologies and products, are presented in the following sections.
Adhesive joining
Thermoset-based technologies
Joining of TPC skins and a thermoplastic core can be achieved by the usage of a supplementary material such as a thermoset-based adhesive films where experience gained on bonding of monolithic composite structures can be beneficial. A fundamental look into adhesive bonding in general is for example given by Pizzi and Mittal. 54 Campbell 47 presents an insight into adhesive bonding of monolithic composites as well as composite sandwich structures for aerospace applications. TPC sandwich structures can also be joined with similar exopy-based adhesive materials. Rozant et al. 36,37 applied a 150 g/m2 epoxy film to combine glass fibre-reinforced PEI skins with a PEI foam core. Offringa 16,55 reports about TPC sandwich applications for an aircraft floor panel, where PEI fibre-reinforced laminates are adhesively bonded to a Nomex® honeycomb core. This joint is also created by a structural epoxy adhesive film.
However, in order to achieve a good bond with thermoset adhesives contaminants present on the components surface, such as release agents, machine oils or fingerprints, need to be eliminated first. 56,57 Additionally, surface treatments can ensure an improvement of the bond strength caused by wetting improvement of low-energy surfaces, chemical modification of surfaces or by increasing the surface roughness. 57 Typical surface treatments for composites such as plasma treatment or grit blasting are presented by Wingfield. 56 Haslam, 58 for example, studied different surface treatment/adhesive material (e.g. epoxies or urethanes) combinations to enable bonding between PP or nylon composites and balsa wood or polyurethane foam cores. Adhesive bonding is generally considered as time and labour intensive due to the extensive surface treatment and the long curing cycles (e.g. 90 min at 110°C for 3M Scotch Weld Structural adhesive film AF163-2 59 ). 57 Additionally, this concept often causes a relatively weak skin to core bond for thermoplastic materials since the chemical and physical compatibility between the adhesive material and the skin and core is generally not ideal. 11 Moreover, thermoplastic materials often feature low surface energies, making wetting of the surfaces by an adhesive difficult. 56,60
Thermoplastic-based technologies
Another approach for adhesive joining of skins and core can be realized by applying thermoplastic hot melt films. 57 The polymer film is placed between skin and core, softened for example by heat and finally solidified by cooling with the result that the film functions as an adhesive glue. 2 In case of modified thermoplastic hot melt films, heating techniques such as microwave activation are also possible to soften the polymer. 61 The thermoplastic adhesive hot melt concept is considered as a faster (no curing has to take place) and more eco-friendly alternative (possible recycling by detaching after reheating) in comparison with thermoset-based adhesive materials. 54,57 Additionally, adhesive joining by means of hot melt adhesives offers the advantage that dissimilar polymers/substrates can be combined. 62 Usually thermoplastic hot melt films possess a lower softening temperature than the core and the skins. 2 Skins and core stay in the solid state during the joining process with the result that interdiffusion of the molecules of skins and core is not taking place. The joining process is controlled by the heating temperature, the pressure and the consolidation time.
To obtain a fully recyclable thermoplastic sandwich structure, Cabrera et al. 2 developed an all-PP sandwich panel. They applied a low-sealing temperature PP copolymer film to adhesively bond PP self-reinforced and glass fibre-reinforced PP laminates to PP foam and honeycomb cores. At processing temperatures between 135°C and 145°C and a pressure of 0.04 MPa, sandwich skins were successfully joined to the core without influencing the structure of neither the core nor the skins. The sandwich specimens were manufactured either in a press or with a vacuum set-up. The face to core bond was tested by means of a peel test. It was shown that the application of a hot melt film improved the face to core bond compared to sandwiches without a hot melt adhesive. Average peel forces per width of approximately 8 N/cm could be achieved for the foam and the honeycomb sandwiches.
Pappada et al. 5 tried to improve the core–skin interfacial bond of glass fibre-reinforced PP skins and a PET foam by integrating a low-temperature melting PET film. By means of either vacuum bagging or compression moulding, the film was melted at heating temperatures of 160–180°C and skins and core were joined under pressure. The samples were tested by means of an adapted three-point bending test. An elevated pressure of 0.2 MPa realized with a press led to better results than achieved with vacuum pressure due to the limited flow capability of the hot melt film. The average interfacial fracture energy for the specimen produced by means of the press amounts to 110 J/m2.
A commercial sandwich product manufactured by means of a thermoplastic hot melt film is the Cetex® System3® by Tencate and Tubus Bauer. 63 A copolyester thermoplastic adhesive is placed in between the fibre-reinforced PEI skins and the PEI honeycomb core. An excellent bond can be achieved when the stack is heated to 150°C, a temperature that does not alter the PEI components. The System3 sandwiches feature a drum peel strength of 5.07 N/mm when tested according to EN 2243-3 standard.
Melting only one component of the sandwich, preferably the skins, and realizing the bond based on mechanical interlocking between the surfaces is another way to achieve a thermoplastic adhesive bond between skins and core. 32 Here TPC skins possess a lower softening temperature than the core structure. 9,20,24,45 Nowackis prototype 20 of a seat structure can be taken as an example since it consists of glass fibre-reinforced PP skins (glass transition temperature (Tg) = −10°C, Tm = approximately. 170°C 64 ) and a PEI foam core (Tg = 215°C 64 ). The skin polymer is heated and softened, followed by applied pressure, which forces the molten polymer of the skins to flow into the structure of the core. 45 After solidification of the skin polymer, mechanical interlocking is obtained and an adhesive bond is created. 32 Since an increased amount of polymer along the skin–core interface improves the bonding strength, the application of additional polymer at the interface material seems to be beneficial. 11,32 Thermoplastic sandwich structures based on PA12 composite skins and PMI foam cores are produced according to this method by some researchers. 9,44,45 McGarva and colleagues 7,9,32 consolidated glass fibre-reinforced PA12 skins on a PMI foam core. The skins were heated up to 180–280°C to soften the polymer matrix, which was then forced under pressure of 0.25–1.75 MPa to flow into the cells of the PMI core. The PMI core was compacted during this process, though not molten. Therefore, bonding of skins and core is only based on adhesive forces on the surface. The modified double cantilever beam test was applied to determine the critical strain energy release rate (GC), which indicates the degree of skin–core bonding. McGarva and Aström found out that adding a separate pure PA12 film into the interface improves the skin–core bond since a larger amount of PA12 is available to flow into the cells. Strain energy release rates of up to 0.8 N/mm could be achieved. 32
Breuer et al. 44 produced 3-D (hemisphere shape) PA12/PMI thermoplastic sandwiches in one step. PA12-based skins and a PMI core were stacked during heating and then joined and formed into a 3-D part in less than 1 min. They showed that temperature control during heating is essential in order to keep the temperature of skins and core within the process window. The optimal heating temperatures were determined to be between 180°C and 190°C for the PMI and 185°C and 210°C for the PA12 composite skins.
Brown et al. 3 applied the vacuum bagging technique to combine glass fibre-reinforced PP laminates with a PP nanocarbon or PMI core. Skins and core were assembled in glass prepreg tools and consolidated at 190°C for 3 h. BASF SE released a press report 24 about a sandwich structure, which finds application in an automotive seat. Heated glass fibre-reinforced PP skins were joined with a cold PES foam core in a press.
Reyes and Rangaraj 41 reported about carbon fibre-reinforced PEEK skins that were combined with a carbon foam (KFOAM by Koppers, Pittsburg, Pennsylvania, USA). Carbon fibre-reinforced PEEK plies, separate layers of pure PEEK and the carbon foam were placed in a mould, which was heated to 380°C for about 10 min. Then, the mould was transferred to a cold press, which applied a pressure of 1.75 MPa until the mould was cooled down to ambient temperature. The bond between the PEEK-based skins and the carbon foam is created by interlocking of the PEEK polymer and the pores of the cellular core. Interfacial fracture energies up to 170 J/m2 were obtained by testing the sandwiches by means of a single cantilever beam test.
Fusion bonding processes
Another approach to join thermoplastic skins and core is fusion bonding. This process is only suitable for thermoplastic materials and is characterized by the fact that the joint is formed by intermolecular diffusion of the polymers of the components, also referred to as adherents, to be joined. 65 This is opposed to adhesive joining, where the joint is created by mechanical interlocking of the two dissimilar substrates on the surface. Fusion bonding, also called welding, is a well-established joining process for thermoplastics, and different technologies for joining TPCs have been studied by various researchers. An overview is given by Ageorges et al. 57 Due to the interdiffusion of the molecules, the joint can approach the bulk properties of the adherents. 66,67 Additionally, fusion bonding can be performed in short cycle times and needs only nominal surface treatment. 68 Fusion bonding of thermoplastics can be explained by the autohesion or self-adhesion theory. 69 According to this theory, the bonding occurs when the molecules of the polymers near the surface become mobile, and the bond is developed through a combination of surface rearrangement, wetting, diffusion and randomization of the polymers (see Figure 3). 71
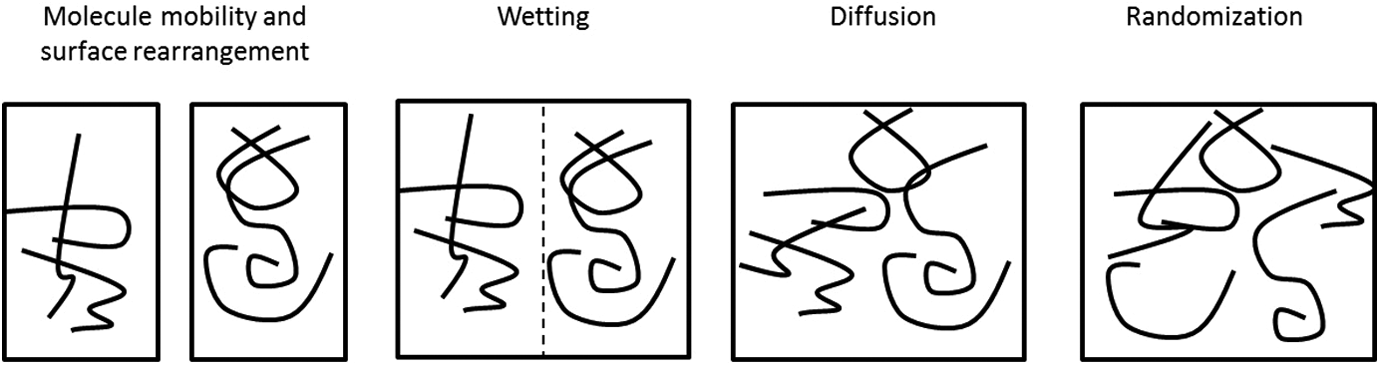
Fusion bonding model according to the method of Akermo and Aström. 70
In some applications, for example, packaging, a combination of different polymers is required. 72 Fusion bonding of two or more chemically different polymers poses some challenges since it requires miscibility of the polymers. 73 It is even often not possible to join two dissimilar polymers by means of fusion bonding. 73 Interdiffusion of the molecules is highly influenced by the temperature, composition, miscibility, molecular weight distribution, chain orientation and molecular structure of the adherents. 70,74,75 In addition, the mechanical properties such as strength at the interphase can be affected when the combination is not ideal. 69,74 With the same polymer in both adherents resulting in interdiffusion of chemically coinciding molecules, the fusion bonded interface should feature the bulk properties of the material. 11
In theory, fusion bonding of TPC skins and thermoplastic core structures with the same polymer should be readily possible according to the autohesion theory. However, several researchers have highlighted some challenges. To ensure molecular interdiffusion between the core polymer and the skin polymer, the skins as well as the core respectively denote the core surface need to be molten. By applying pressure to achieve intimate contact, the core can collapse due to its low density structure. 1,11 In order to prevent this, only a small process window must be met to establish a good bond between skin and core. 1,44
Manufacturing technologies for TPC sandwiches
In the following chapter, technologies for producing a skin–core fusion bond that were investigated in public literature are described. Most published investigations focus on the manufacturing of 2-D sandwich panels. The investigations and manufacturing processes for the production of 3-D sandwich parts are mentioned in the subsequent chapter. The manufacturing technologies for 2-D sandwich structures can be categorized as
vacuum moulding; compression moulding; double belt laminating; and in situ foaming
and will be explained in the following sections.
Vacuum moulding
In the vacuum moulding process, a stack of skins, core and potentially interlayer films are placed on a tool and sealed under an impermeable membrane as presented in Figure 4. 27 The air under the impermeable membrane is evacuated by means of a vacuum pump with the result that the ambient pressure presses the single components together. To bond the parts together according to the autohesion process, heat has to be applied to soften the thermoplastic matrix of the skins and core. 1 Moreover, a breather material to guarantee a uniform pressure flow is used. An additional release film eases the removal of the moulded sandwich after the process. 1 The manufacturing set-up can be adapted from the manufacturing method for thermoset-based sandwich structures. 1
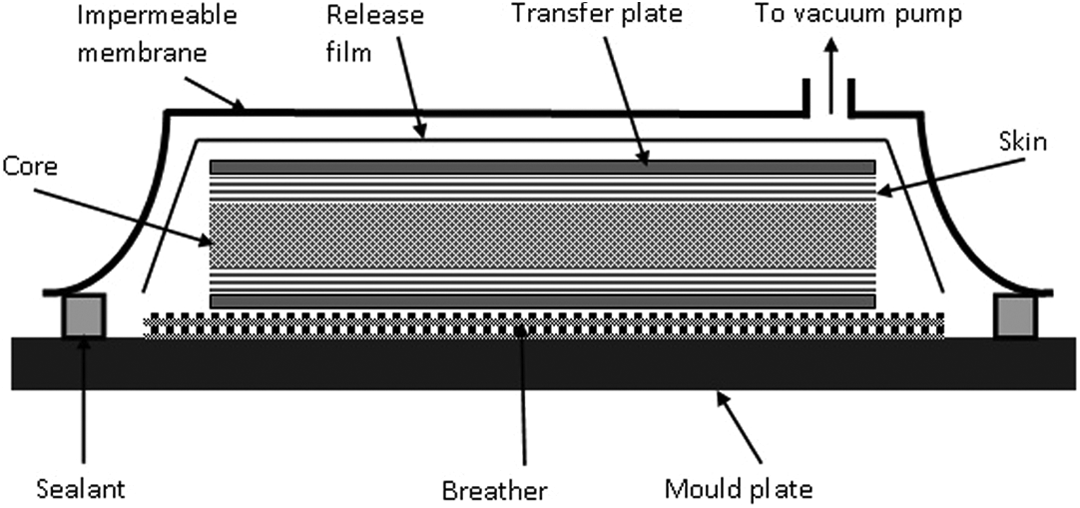
Vacuum moulding set-up.
Heating can be conducted isothermally or non-isothermally. 6 The process is called isothermal vacuum moulding when the whole stack is heated and vacuum pressure is applied simultaneously. The main process parameters are the heating temperature, the heating/holding time and the vacuum pressure. Isothermal vacuum moulding is characterized by a simple set-up and basic equipment, though the chance of core collapsing is high due to the heating of the whole core. Therefore, no public literature about fusion bonding by means of isothermal vacuum moulding is noted, though the process is applied for TPC sandwich manufacturing by means of a hot melt adhesive (refer chapter).
Separation of the heating process from the bonding process is referred to as non-isothermal. 1 First, the skins are heated in a separated station, for example, an oven, then combined with the colder core and transferred to a vacuum table using transfer plates. 1 The membrane is sealed around the stack, the air is evacuated, and the sandwich is consolidated. 26,27,42 In comparison with the isothermal method, this process can be regulated by means of different parameters. The most significant variables are the skin preheat temperature, the mould with respect to the vacuum table temperature, the moulding time and the vacuum moulding pressure. Other parameters are the transfer time, the skin thickness, the transfer plate characteristics and the core preheat temperature. 1 The main advantage of the non-isothermal process is that the core is only heated at the surface when sandwiched with the hot skin, which reduces the likelihood of core collapsing. Kulandaivel and co-workers 1,18,26,27,42 investigated the process window for manufacturing a TPC composite sandwich consisting of glass fibre-reinforced skins and a PP foam core by means of non-isothermal vacuum moulding. The pre-impregnated skins were heated up to approximately 180–220°C in a hot air oven to ensure a homogenous heating. Preheated (180°C) transfer plates were used to minimize a temperature drop of the skins during the stacking process and the transport to the vacuum table. A low vacuum pressure of 0.6–0.95 bar sufficed to consolidate both skins and the skin–core interface. Kulandaivel and co-workers showed that the skin thickness and the skin preheat temperature are the most influential processing parameters for a successful skin–core bond. 1,18 Testing of the sandwiches resulted in approximately 16.5 MPa interlaminar shear strength (ILSS) and 730 N peak load in three-point bending.
Compression moulding
The term compression moulding is used when the sandwich is manufactured in a mould by means of a press. Compression moulding is an industrially applied method for producing TPCs and TPC sandwich structures. 7 Skins and core are stacked and placed in a mould before pressure is applied by a press. However, the comparatively low mechanical properties of the lightweight cores limit the application of pressure. 31 As with vacuum moulding (refer to chapter), heating can be conducted isothermally (heating the whole stack whilst applying pressure) and non-isothermally as illustrated in Figure 5 (separate heating of the components before skin–core consolidation) depending on the heating method. 6,7 Similar to vacuum moulding, the main parameters for isothermal compression moulding are the heating temperature, the moulding time and the pressure. By separating the heating procedure from the bonding process, the non-isothermal compression moulding process can be additionally controlled by the skin and core preheating temperature and transfer time.
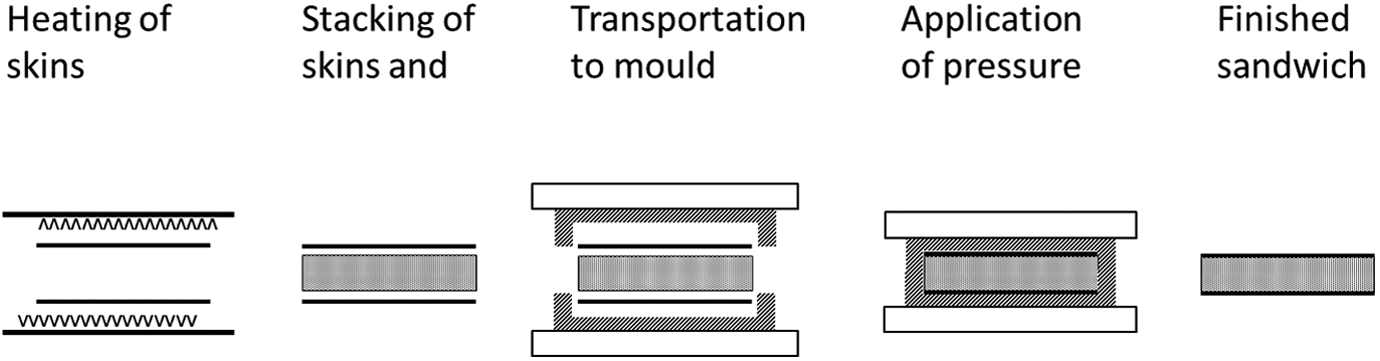
Non-isothermal compression moulding process. 7
Compression moulding was applied on PP-based skins and PP core sandwiches by several researchers. 6,17,23,31
Skawinski et al. 6 compared isothermal and non-isothermal compression moulding processes for the manufacture of TPC sandwiches consisting of glass fibre-reinforced PP composites and PP foam cores. He found the non-isothermal compression method unsuitable for the manufacturing of TPC sandwiches because of poor skin to core bonding and a low skin surface quality. Rapid cooling of the preheated skins during the transport prevented skin–core fusion bonding and consolidation of the skins. In contrast, isothermal compression moulding led to successful production of sandwich parts, which withstand tensile loads of approximately 3 kN. Total core collapsing could be prevented by the choice of an initially thicker core, which is compressed during the process. 6
Reynolds et al. 31 applied the non-isothermal compression moulding process for manufacturing flat panels as well as slightly curved sandwich beams. Glass fibre PP-based mat thermoplastics (GMT) were combined with continuous glass fibre-reinforced PP tapes for the skins. For the core structure, two different PP foams and one PP honeycomb structure were investigated. The skins were heated in an infrared field, combined with a cold core and transferred to the mould, pre-installed in the press. The press was closed, and pressure was applied. At the beginning of the fusion bonding process, the skin–core interface reached a maximum temperature of 170°C before cooling down. After approximately 50 s, the skin–core interface was cooled down below 100°C, which enabled demoulding. The mechanical performance of the sandwiches was investigated by means of a three-point bending test. Peak loads of up to 12 kN could be achieved.
Akermo et al. 17 performed a detailed study with different settings of skin preheat temperature, moulding pressure, moulding time, forming rate and mould temperature for fusion bonding of glass fibre-reinforced PP laminates and a PP foam core by non-isothermal compression moulding. Shear testing, transverse tensile testing, flexural testing and sandwich thickness measurements were chosen for the characterization of the sandwich specimens. The sandwich specimens featured an average tensile strength of 527 kPa.
Muzzy et al. 23 investigated the flexural rigidity and the impact properties of sandwiches based on glass fibre mat-reinforced PP skins and PP honeycomb cores, where they made use of a two-step non-isothermal compression moulding process. In a first press, the skins were heated sufficiently high to melt them, before being stacked and consolidated with the core in a second cold press. Kulandaivel 1 applied the non-isothermal compression moulding technique to produce reference sandwiches for comparison of vacuum-moulded sandwiches. He pursued two different compression moulding techniques: In the multistep method, the skins were fully preconsolidated prior to being reheated and moulded together with the core. Preheating stacks of PP-based pre-impregnated products, which were simultaneously consolidated and fusion bonded to the core, was considered as a single step method. In both cases, Kulandaivel applied mould stops to control the crushing of the core. The single-step compression moulding methods supplied the best results (ILSS approximately 18 MPa and 830 N peak load), although the skin quality was inferior to that what can be achieved in compression-moulded TPC laminates. Reheating the laminates during the multistep compression moulding methods led to lower mechanical performances caused by degradation of the material as a result of extensive heating.
Passaro et al. 28,43 also investigated the one-step and two-step non-isothermal compression moulding, where either PP foam core or PP honeycomb cores were applied. The investigated parameters were core preheating temperature, pressure and press platens temperature. Moreover, the influence of an extra PP film layer (thickness up to 450 m) in the interface was observed. The one-step process led to 20% better tensile strengths than the two-step process (1.2 MPa tensile strength), bringing additional advantages such as time and energy saving. The pressure and the thickness of the extra PP layer turned out to be the most significant parameters.
Venture Peguform, France, 30 are using the non-isothermal compression moulding process for the production of PP-based sandwich Sandwiform® panels. The pre-stacked skins and core are heated in an infrared (IR) oven before being transferred to a press. There the sandwich is stamped in a cold tool with 10 bar pressure.
Double-belt laminating
A continuous production of TPC sandwiches based on fusion bonding can be performed by a double-belt laminator. 4,29 The process is considered as efficient and cost-effective since the continuous production enables speeds of several meters per minute 75 First skins and core are automatically stacked, before entering a group of contact heating elements. The sandwich stack is heated and fusion bonded under pressure. Then, a group of cooling elements solidifies the sandwich under pressure (see Figure 6). During the process, the temperature needs to be monitored to avoid overheating that could lead to core collapsing. After the consolidated sandwich leaves the double-belt laminator, it can be cut into single pieces. 4,76 Process variables such as material type and thickness, belt speed and heating and cooling temperatures affect the process. 76 The belt, which ensures the continuous transfer, is made of materials such as polytetrafluorethylene to avoid sticking of the molten polymer on the belt. 76 MonoPan® Sandwich panels (see Figure 7) are produced by the double-belt laminating process. 77,78 MonoPan sandwiches consist of PP glass fibre composite skins and a PP honeycomb core. With a production speed of 4 m/min, large panels featuring a width of up to 3 m can be manufactured continuously.
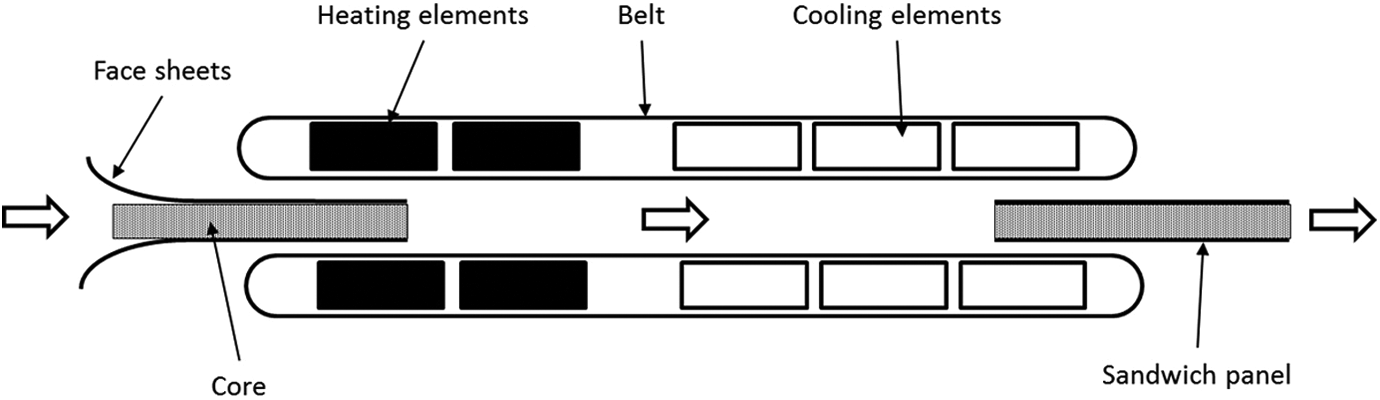
Double-belt laminating. 76
MonoPan®Panel.
Fan et al. 77 developed a heat conduction model for the continuous production of TPC sandwich with a honeycomb core by means of a double-belt laminator.
Besides the theoretically generated information, he produced 600 mm wide panels with a height of 8 mm. The skins as well as the honeycomb core are made from PP. The heating temperature of the laminator was set to 210°C. The sandwich panel underwent a heating period of 8 s to heat the top of the honeycomb core through the skins up to 165°C, followed by a 12-s lasting cooling period at a production speed of 5 m/min.
Mayer et al. 29 developed a high-speed manufacturing method based on double-belt laminating for the production of TPC sandwich systems. Semi-finished glass fibre-reinforced PA6 laminates are stacked with a 3-D mesh of a glass fibre PA6 co-knitted core and consolidated using a double-belt press to an intermediate product. The knitted core is thereby maximally compressed. Both core and skins are completely impregnated with the thermoplastic at a temperature above the melting point of PA6 and a pressure of more than 5 bar. In a second step, the intermediate product is heated again above the melting point of the thermoplastic matrix, which leads to a self-expansion of the core to its original thickness. The self-expansion is caused by the release of internal stressed stored in the threads during the compression and consolidation. 29
Isosport Verbundteile GmbH 79 describes in a patent the manufacturing process of a PP-based thermoplastic laminate by double-belt laminating. In a first step, two non-woven fabrics are pulled through an extrusion die whilst impregnated with molten PP. Simultaneously, a PP-based foam core is transported through a hot air jet. Then, the hot and impregnated non-woven fabrics are stacked on both sides on the core, and the set-up is transported into a double-belt press. The sandwich is consolidated under pressure and cooled down during the continuous transport through the press.
Giehl and Mitschang 80 reported about a semi-continuous press process, which enables the production of TPC sandwiches with different shapes in one step. A semi-continuous press was therefore installed at the Institut fuer Verbundwerkstoffe GmbH at the University of Kaiserslautern, Germany. It is a combination of two press sections, which can cooperate or work individually.
In situ foaming
Another process to achieve a skin–core fusion bond is in situ foaming. TPC sandwich manufacturing by this process indicates that the foam is developed during the manufacturing process. Compared to the other TPC sandwich manufacturing processes, the production of the core occurs simultaneously to the bonding of the core to the skins 39 . As the name indicates, this method only works for foam structures. There are different methods to foam in situ 39,81 . One process avails a thermoplastic film which is soaked with a blowing agent. The film is stacked with the TPC skins and transferred to a press. The press closes, and heat and pressure are applied. Fusion bonding between skins and film, which will later become the foam, is achieved. The solvent, contained in the film, improves additionally the fusion bond by solving respectively softening the inner surface of the skins 38 . The heat additionally activates the blowing agent, and the foam starts to expand (see Figure 8). The press has to open slightly to define the thickness and the density of the foam. By cooling the sandwich, the structure becomes solid, and a linkage between foam and skins has occurred. 10,38,39,82 The film foaming process depends on several parameters, which partly have an interrelationship. On the one hand, the process is affected by material parameters such as type of blowing agent, amount of polymer and blowing agent as well as type of facings. On the other hand, the properties of the final product can be controlled by the choice of temperature, pressure, heating time, opening speed and opening height of the mould and the cooling rate. 39
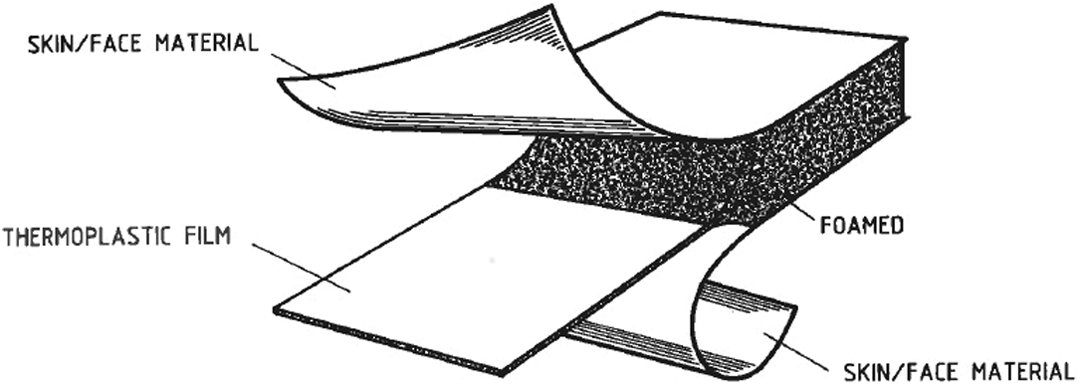
Principle of film-foaming method. 10
Schreiner Luchtvaart Groep B.V. applied for a patent 83 for PEI- and PES-based sandwich structures, which refers to the in situ foaming method. Brouwer 38 reported about the production of PEI-based sandwiches. In a first step, the so-called precompacted PEI fibre-reinforced laminates and a PEI film-containing methylene chloride (MC) are produced in a press at high temperatures. A first linkage between the fibre-reinforced laminate and the thermoplastic film is realized. In a following step, the precompact is exposed to heat, which leads to decompacting. This step is conducted in a press again. Film foaming starts within seconds, and the press has to open to allow expansion of the film. In case of a PEI film loaded with 17% of MC, a foaming temperature of 175°C is suitable. The thermoplastic film is able to expand approximately 16 times of its volume. Reaching the aimed thickness, the opening of the press is stopped and the sandwich is cooled down. Additionally, the sandwich has to be dried afterwards to remove any remaining solvents. The PEI-based sandwich specimen features a tensile strength of 3.8 N/mm. Provo Kluit further developed the film-foaming process 39 by improving the process parameters, such as the cooling rate. Additionally, he investigated the application of other blowing agents such as acetone.
Today, film-foamed panels (see Figure 9), mostly based on PEI, are manufactured and distributed by the company FITS Technology (Driebergen, The Netherlands). The sandwich panels feature a compression strength up to 3.5 MPa, a shear strength of up to 1.5 MPa and a tensile strength of up to 5 Mpa. 84 Seven worldwide patents, such as by De Groot, 82,85 protect the sandwich panels as well as the manufacturing methods. Thermoplastic films soaked with solvents/blowing agents can also be used for the manufacturing of sandwich structures without making advantage of the foaming characteristic. 38
FITS-Sandwich panels. 40
Placing the solvent-loaded thermoplastic film in between skin and core structures that are made out of the same polymer, the solvent vaporizes out of the film and dissolves the inside of the skin surface as well as the core surface leading to a fusion bonding between skin, film and core. 38 Additional heating of the set-up speeds up the bonding process. Since only the skin and core surface will be dissolved, the method is suitable for sandwich structures. Additionally, the loaded thermoplastic film offers the advantage of being expandable, which improves the joining of surfaces with large tolerances and roughness.
Beukers 86 presented a sandwich structure with a honeycomb and an in situ foam core combination. A thermoplastic foaming film is used to combine skins and the honeycomb core. The honeycomb core features the high specific strength and stiffness, whereas the foam core ensures a continuous bond to the skins with a filling character. Another in situ foaming method is injection foaming. The core polymer and blowing agent are separately mixed in a batch. The skins are positioned in a mould. Then, the foam is injected with a pressure of approximately 20 bar in between the skins, 46 thereby forming a fusion bond between foam and skins, and the sandwich is in situ consolidated. 46,81
Zepf and Sprenger 46 presented a PA12-based composite sandwich produced by injection moulding. The PA12 core featured a density of 0.5 g/cm3.
Roch et al. 87 conducted investigations concerning injection-moulded PP-based composite sandwiches. The skins were manufactured out of unidirectional orientated glass fibre/PP tapes, which were automatically placed and consolidated by vacuum or compression moulding. In a following step (see Figure 10(a)), the two consolidated laminates, which function as skins, were fixed in the mould cavity. To allow fusion bonding to the core, the surface of the skins were heated indirectly (see Figure 10(b)). Next the mould was closed as quickly as possible in order to keep the heat loss low, followed by the injection of the gas-loaded PP melt (see Figure 10(c)). After the filling of the cavity has been completed, a pressure drop was created by the expansion of the mould, which led to foaming of the core (see Figure 10(d)). The sandwich dimensions were controlled by the expansion of the mould. After cooling, the sandwich was released (see Figure 10(e)). Sandwiches with a total height of 6.4 mm and skin thickness of 0.26 mm as well as 1 mm were realized. Another approach, which should be mentioned briefly, is the combination of injection moulding compounding and foam injection moulding.
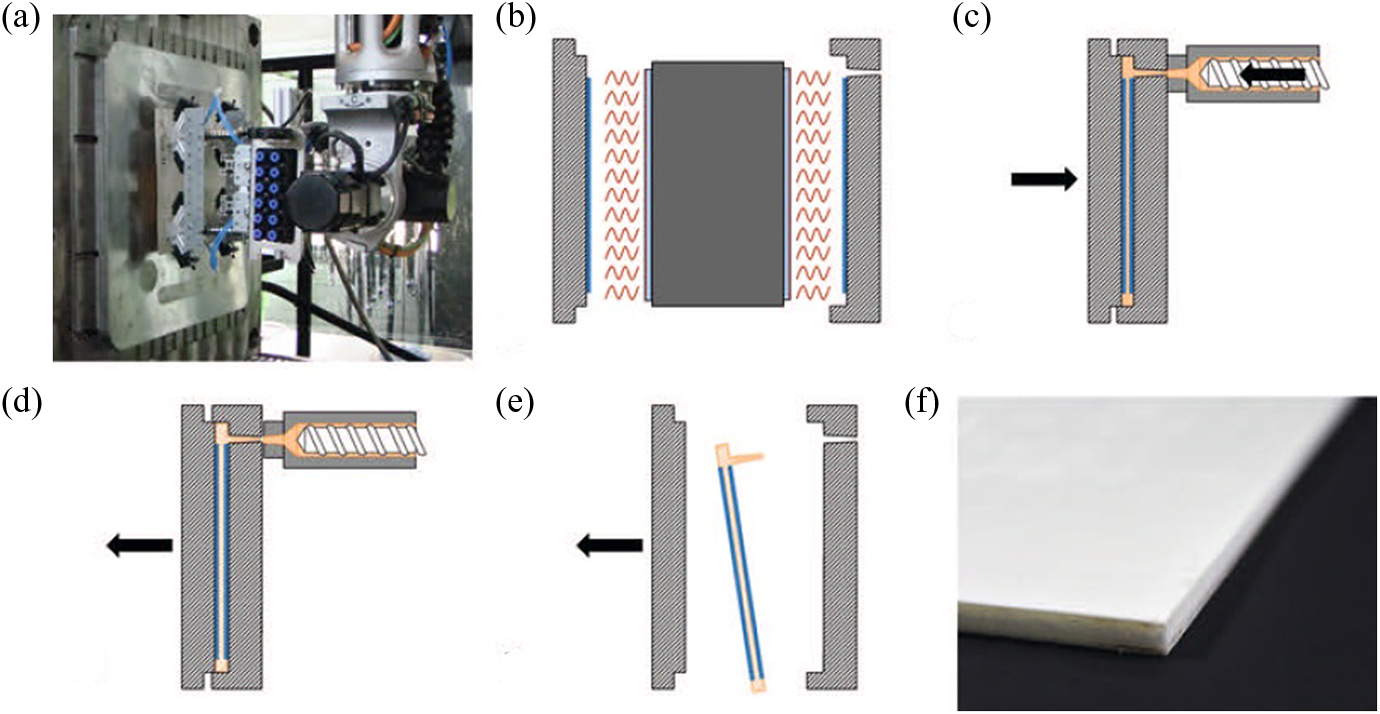
Manufacturing steps of injection foaming. 88
Long glass fibres and a thermoplastic melt such as PP, loaded with a blowing agent such nitrogen, are injected into a mould. The foam is compacted at the outer area, in contrast to the centre, where a lower density structure is realized. The result is an in situ produced integral foam, which has similar characteristics as a TPC sandwich based on the density gradient. 81,88
Manufacturing of 3-D sandwich parts
Up to now, processes for the manufacturing of 2-D TPC sandwich panels have been discussed. It has been shown that the process window for fusion bonding of skins and core is narrow since it is limited on one side by a weak interfacial bond at lower temperatures and on the other side by core collapsing and skin delaminations at higher temperatures. Another point of complexity is added when 3-D sandwich structures need to be achieved, where the temperature and pressure distribution is more difficult to control. This section presents efforts as described in the public literature to realize 3-D TPC sandwich structures.
However, for manufacturing 3-D sandwich structures, the mechanisms responsible for the bonding skins and core are the same as for 2-D sandwich structures. 11 Lightly curved panels may be even manufactured in a similar way as flat panels, though applying a shaped mould. More complex geometries may require a shaping of the core to near net shape prior to the application of the skins, which can be realized by for example machining, thermoforming or expansion to the desired shape. The more complex the curvature, the greater the need for additional preforming of the skins. 11 In the literature, a few investigations on simultaneous forming and joining of 3-D sandwich structures applying compression moulding or in situ foaming are reported. 30,31,44,50,89
Reynolds et al. 31 applied non-isothermal compression moulding for manufacturing PP-based composite sandwich structures. Besides investigations on flat panels, he also studied the one-step manufacturing of slightly curved 3-D sandwich beams, which featured a 4000 mm radius.
Renault 30 reported about thermoforming of the Sandwiform®-Panel, consisting of PP composites and a PP honeycomb core, whilst simultaneously consolidating it in a press. Core and skins are stacked, heated in an IR field and then formed and joined in a single step during moulding. Sandwich structures with a complex shape can be realized in cycle times of about 1 min and pressure as low as 10 bar with this process. Breuer et al. 44 applied the compression moulding process for manufacturing GF/PA12 and PA12 honeycomb core and PMI foam core 3-D sandwiches. The components were stacked and heated by contact heating since they found out that this method is most effective for their research. After heating, the stack was transferred into the press. A hemisphere mould was used for shaping the sandwich. To improve the forming of the sandwich, vacuum was applied in the negative mould. The process temperature was identified to be in the range of 185–210°C.
Henning and Kuch 89 reported on direct compression moulding process of 3-D TPC sandwiches. The core was extruded directly in between the heated outer layers, followed by a forming and consolidation process. The skins were based on glass fibre-reinforced PP, the core consist of recycled GMT or long fibre thermoplastic materials. The in situ foaming methods (film foaming and injection foaming) can also be suitable for the production of 3-D sandwich structures. 50 Since the internal pressure during the foaming process can reach up to 10 bar for film foaming and up to 20 bar for injection foaming, the skin sheets can be formed using this pressure into a mould, and a 3-D sandwich can be realized in one step. Nevertheless, the skins can be formed in a previous step as well.
Thermoforming of initially assembled flat sandwich structures is another method to realize 3-D sandwich parts. Although it is an additional step, it can be an effective way to obtain complex sandwich structures. 34 The TPC skins and the thermoplastic core are heated up the softening temperature of the polymers, followed by a stamping step in a cold or tempered mould. Phenomena such as skin sheet deconsolidation during heating or core collapsing due to high pressure and temperatures challenge the process. 34 For a sandwich, based on the same thermoplastic polymer in core and skins, the process window (temperature and pressure) for thermoforming skins and core can be illustrated as in Figure 11. 34 Figure 11 shows that the process window varies for skins and core in terms of temperature and pressure. The core needs to be heated to such an extent (lower temperature limit) that it allows forming without destroying the cell structure (foam tearing) or causing internal stress after cooling. However, the core shall not melt (upper temperature limit) in order to prevent core collapsing and to maintain a sufficient form respectively compression stability to enable precise shaping. 34 Some amorphous thermoplastic cores offer suitable characteristics for thermoforming. They feature a widespread softening temperature range and they lose their complete form stability only at very high temperatures. 50 The pressure limits for the core are given on one side by an insufficient forming pressure (lower pressure limit) and on the other side by a pressure which causes core collapsing (upper pressure limit) since it exceeds the compression strength of the core.
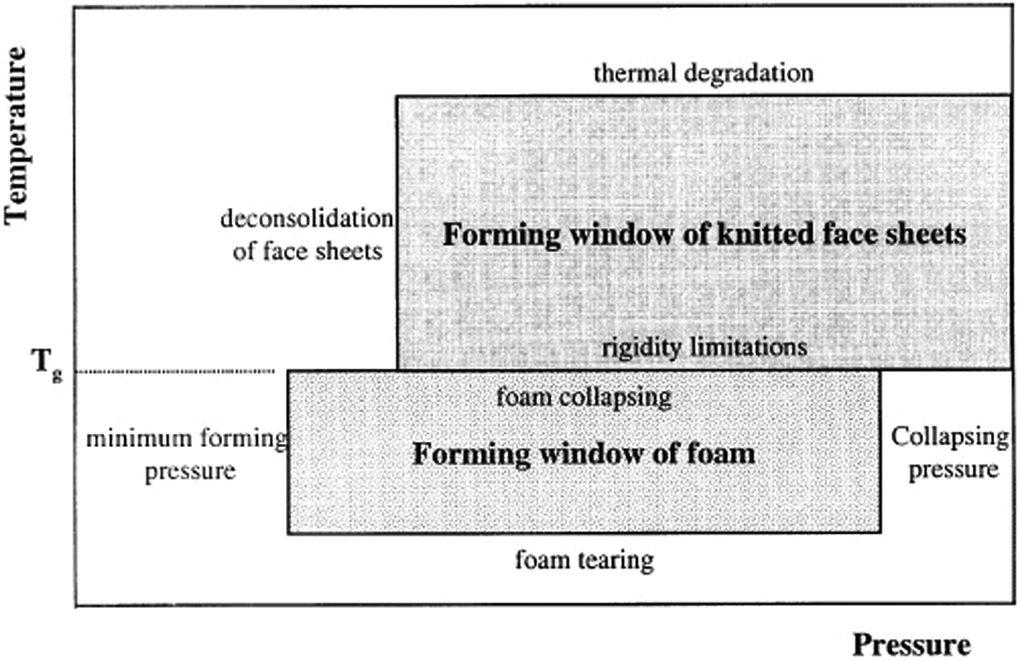
Schema of processing window for thermoforming a TPC sandwich based on one single polymer in skin and core. 34
Forming of TPC skins requires a sufficient heating due to the rigidity limitations of the materials (lower temperature limit), whilst the upper temperature limit is given by an extensive heating that leads to material degradation. Heating the laminates above the softening temperature of the skin matrix polymer may lead to deconsolidation of the skins caused by the release of elastic energy stored in the skins during consolidation, which can be prevented by supplying sufficient pressure (lower pressure level). 34 An upper pressure level for the skins may be given by matrix material squeeze out or fabric deformation, though it is not mentioned in the work by Rozant et al. 34
Rozant et al. 34,36 studied the forming behaviour of PEI-based sandwich materials, which included the drapeability of skin materials. Glass fibre double warp-knitted bar knits were selected for the reinforcement since they feature a high drapeability, a low forming energy and a quasi-isotropic behaviour. A PEI foam (Airex R.82.80) was used as the core. Skins and core were adhesively bonded with an epoxy film before thermoformed in a following step. By investigating the mechanical behaviour depending on the temperature of the PEI core and the PEI sandwiches separately, the optimal process window was defined. A processing temperature of 165–185°C seems to be optimal for the core, whereas the skins need to be heated up above 280°C. A forming pressure range in between 0.03 MPa and 0.11 MPa seemed suitable for both parts. In order to fulfil the temperature process window, a strong thermal gradient must be created between the skins and the core. By applying thermal simulations, a two-step heat conduction set-up was developed. In a first step, the temperature of the whole sandwich structure was elevated in between two hot plates. In a following step, a fast heating of the skins was conducted before the sandwich was transported into the mould for shaping. The results showed that a PEI-based sandwich could be shaped successfully into a hemisphere–ellipsoidal shape in less than 7 min. Beukers 10 presented thermoforming technologies for in situ foamed PEI sandwiches. A production machine was developed for edge forming of the sandwiches (see Figure 12). This machine consists of four individual adjustable stamps. Two stamps function as deformation stamps, the others as consolidation stamps. The sandwich panel is transferred into the machine first (see step 1 in Figure 12). In a second step, the deformation stamps that are heated up to temperatures of 320°C (upper stamp) and 150°C (lower stamp) close with the result that an edge is formed. In a following step (step 3 in Figure 12), the sandwich is transferred to the consolidation stamps that ensure a full forming and consolidation of the preformed edge of step 2. The result is a sandwich panel with formed edges.
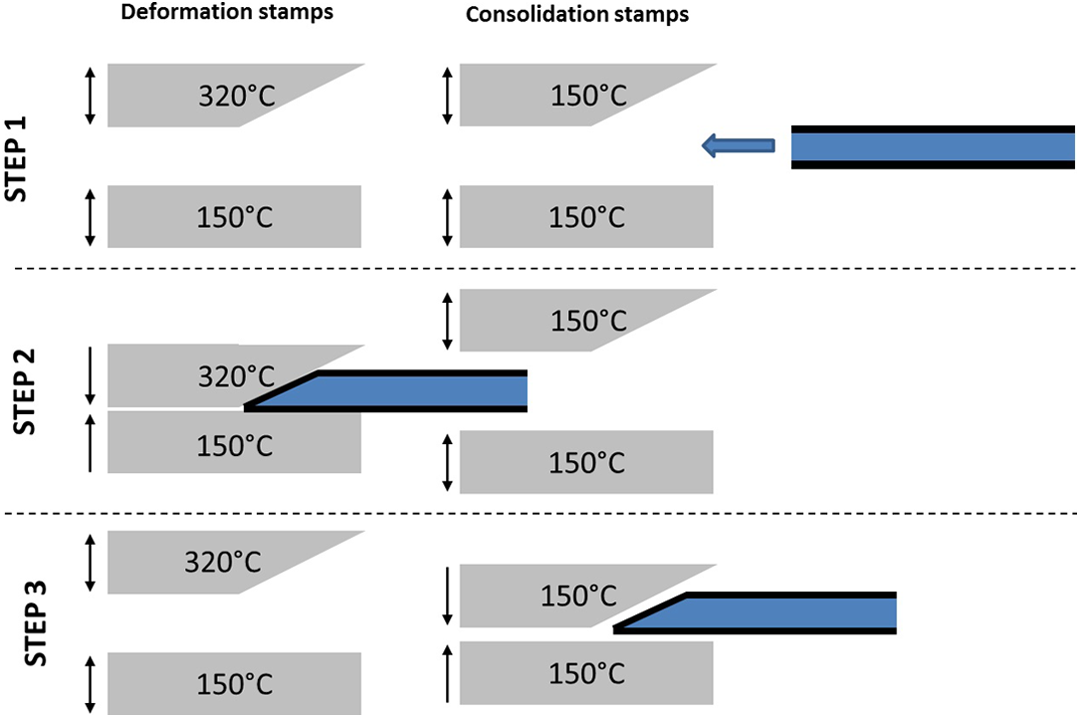
Principle of edge forming. 10
Another method presented by Beukers 10 is the folding process. A preheated die penetrates a sandwich halfway at the spot where the folding shall take place. The die has a wedge-shaped form, which produces a groove and ensures pre-folding of the panel. In a following step, the shanks of the sandwich are folded around the groove. Since the preheated die softens the sandwich skin in the area of the groove, the sandwich skin can be fusion bonded again in the bended corner. Another thermofolding approach is presented by Offringa and Davies. 16 Heat is locally applied at one sandwich skin by a heated knife, where a fold line is created. During folding, the heated skin is pressed into the sandwich panel and a butt weld at the inner radius of the sandwich is obtained (Figure 13). A strong edge is created, even though the weld is not fibre reinforced.
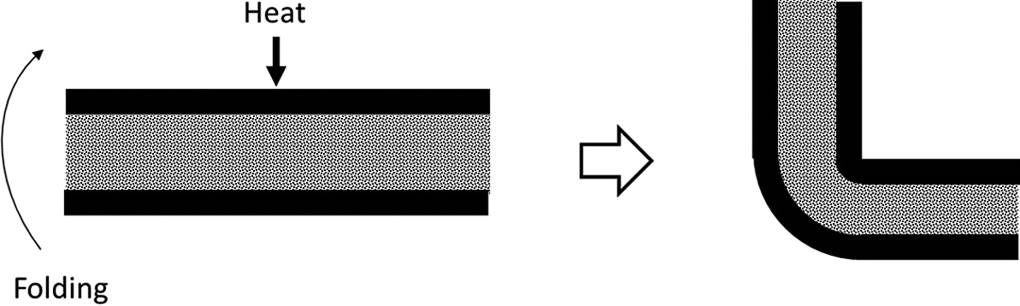
Thermofolding of TPC sandwiches. 16
One last point that needs to be highlighted here is the deformation of the core during 3-D sandwich manufacturing. Sorrentino et al. 8 investigated the thermoforming behaviour of PET foam cores. A mould with a 90°C forming angle was designed for planar deformations (L-shape) of the foams. The samples were heated for 10 min at the aimed temperature (≥160°C) and then thermoformed by pressing it into the mould by means of a cold indenter. The tests were performed in order to define the minimum thermoforming temperature and to investigate the effect of deformation on the cellular morphology. PET foams were successfully thermoformed at temperatures above 160°C (85°C higher than the Tg). Many samples showed a spring back effect due to residual strain stresses caused by the high crystallinity of the applied PET material. Additionally, the formed foams featured a cell aspect ratio, which induces a variation of the cell morphology along the thickness, which was more pronounced for higher temperatures. Compared to an undeformed foam (cell aspect ratio approximately 1), the centre cells were compressed (aspect ratio ≥ 1), whilst the outer cells were stretched (aspect ratio ≤1).
Conclusion
The application of TPC skins and thermoplastic core materials for sandwich structures is advantageous due to material properties, minimized production cycle times and environmental sustainability reasons. To achieve a sandwich structure of sufficient quality, the TPC skins and the thermoplastic core should be properly joined to each other. Several different methods for skin–core joining are described in the public literature. The processes for skin–core joining can be divided into two main groups: adhesive bonding and fusion bonding. Using a supplementary material to join skins and core is considered as an adhesive joining technique and has the advantage that the structure of the constituents is not really affected whilst joining. However, adhesive bonding of skins and core is generally considered as time and labour-intensive and causes additionally often a weak skin to core bond.
Another method to join thermoplastic skins and core is the fusion bonding technique, which is based on molecule exchange across the interface. By fusion bonding skins and core together, the interface can approach the bulk properties of the adherents. Additionally, fusion bonding can be performed in short cycle times. Different methods such as vacuum moulding, compression moulding and double-belt laminating make use of heat to soften the polymers and pressure to fusion bond the core and skins. A critical point for fusion bonding is the definition of the process window for a production of a well-consolidated sandwich since it is limited on one side by a weak interfacial bond at lower temperatures and on the other side by core collapsing and skin delamination at higher temperatures. Up to today, most manufacturing processes mainly focused on the production of 2-D sandwich structures. Manufacturing of curved 3-D sandwiches poses even more challenges. Therefore, most thermoplastic sandwich structures are beeing formed in a separate step, where heat is applied in a controlled manner on the 2-D sandwich structure before formed. Since simultaneous forming and consolidation of the the TPC sandwich seems most economical, the direct forming process of 3-D sandwich structures needs to be more investigated.
Another method to produce TPC sandwich structures can be realized by the in situ foaming method. The core is foamed during the processing by the expansion of a thermoplastic material with the help of a blowing agent. Core collapsing is therefore not an issue. In addition, the pressure during foaming can be used to shape the skins in one step. Therefore this manufacturing method looks promising for the production of 3-D sandwich structures and high-performance thermoplastics–based composite sandwiches. This method is already successfully applied for PEI-based sandwiches.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.