
Abstract
Thermoplastic composite (TPC) sandwich structures offer great potential to meet the demands of lightweight structures for aeronautical applications. In this study, compression moulding of sandwich components, consisting of carbon fibre-reinforced polyetheretherketone (CF/PEEK) skins and polyetherimide (PEI) cores, is studied with the aim of verifying a previously proposed model. This model predicts the influence of processing conditions on the properties of the sandwich structure, particularly the skin to core bond. Sandwich specimens are manufactured according to the parameters resulting from the model, in particular to verify skin and core pre-heat temperatures. The resulting bond quality is characterized by flatwise plane tensile testing and compared to the predicted values. This comparison shows a reasonable good agreement between predicted and experimentally obtained tensile strengths, which mainly depend on the skin pre-heat temperature. In addition, the specimens mostly fail as predicted by the model. While the model predicts that pre-heating the core leads to an improvement of the bond strength, the experiments show that core pre-heating leads often to core collapsing, which was not considered in the model. Therefore, it is proposed to complement the modelling approach with an analysis of the heat flow into core.
Keywords
Introduction
Fusion bonding of thermoplastic materials by application of heat and pressure offers several interesting benefits for the manufacturing of sandwich structures compared to traditional thermoset approaches, including short cycle times and higher bond strengths compared to adhesive joining. 1,2 –4 However, first experimental trials on full TPC sandwiches revealed drawbacks such as core crushing and skin deconsolidation. 3 In order to circumvent these challenges and to allow a successful production of TPC sandwiches structures, a manufacturing approach for carbon fibre-reinforced polyetheretherketone (CF/PEEK) and polyetherimide (PEI) foam sandwiches has been proposed. 5 The approach provides for enriching the CF/PEEK skins superficially with a PEI film according to the ‘Thermabond’ process 6 with the result that the skins can be fusion bonded to the PEI core at temperatures below the melting temperature of the PEEK matrix (see Figure 1). As a result, core collapsing and skin deconsolidation can be avoided.
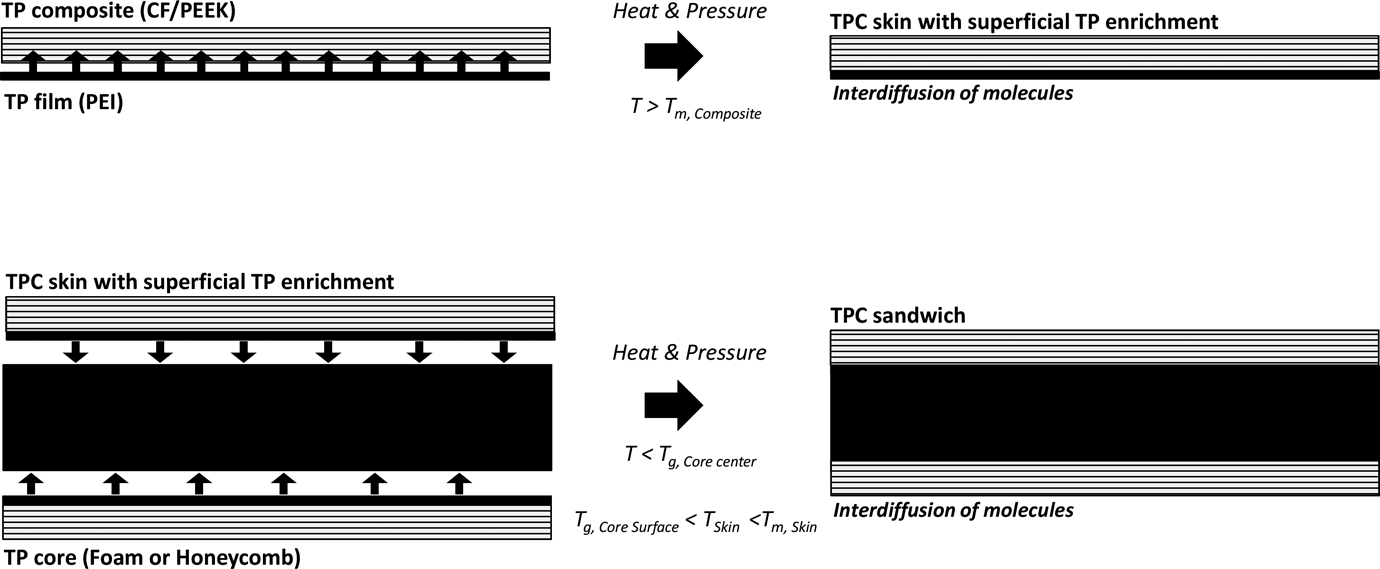
TPC Sandwich manufacturing according to the ‘Thermabond’ principle.
To increase the understanding of the fusion bonding process and to determine the process window for joining skins and core, a model for the prediction of the tensile bond strength for CF/PEEK skins and a PEI foam core has been proposed in a previously published research paper. 1
This article aims to verify the proposed model with experimental trials in order to determine the process window for successful fusion bonding of CF/PEEK skins and a PEI foam core. First, the results of the modelling approach are summarized. Second, by means of experimental trials, sandwich samples are manufactured according to the parameters, identified by the modelling approach, and the skin to core bond quality is characterized. Following, the experimentally obtained results are compared to the modelling results in order to verify the theoretical approach and in conclusion discussed.
Bonding model and results
To predict the bond strength for the CF/PEEK–PEI foam sandwiches, the modelling approach by Butler et al. 7 was applied and deducted to non-isothermal compression moulding process. 1 Following, the bond strength was predicted depending on different skin pre-heat temperatures and the core pre-heat temperatures. Table 1 summarizes the predicted bond strengths σ¯ (normalized to σ ∞ = tensile strength of bulk PEI) for skin pre-heat temperatures in the range 260—320 °C, where the core temperature was kept at room temperature. In addition, a prediction about the expected failure mechanisms is given. Sandwiches featuring a normalized predicted tensile strength σ¯ less than 2.6% (normalized core strength) are expected to fail adhesively (Adh) within the skin–core interface, while sandwich with σ¯ above 2.6% will probably fail cohesively (Coh) within the core.
Predicted normalized bond strength for different skin pre-heat temperatures.
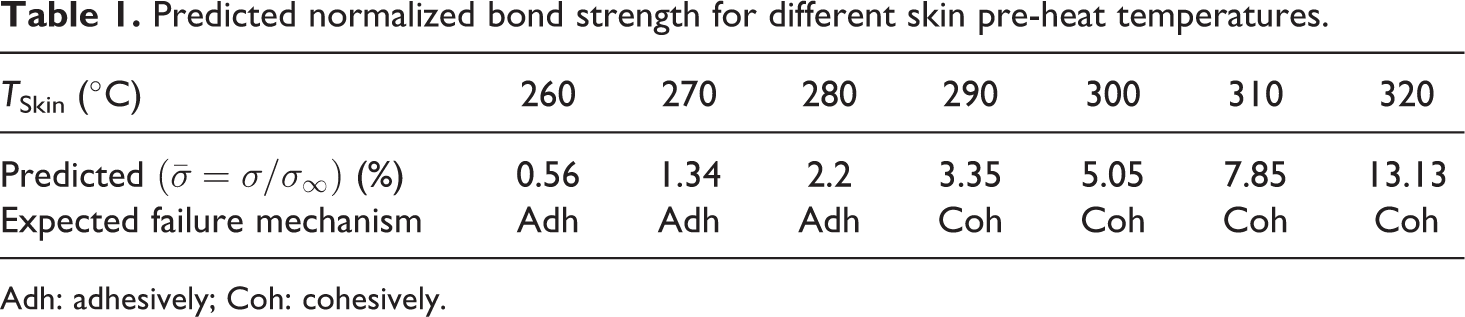
Adh: adhesively; Coh: cohesively.
Table 2 gives the summary of the predicted bond strength σ¯ for several skin pre-heat temperatures and elevated core temperatures.
Predicted bonding strength for varying core pre-heat temperature and different skin pre-heat temperatures.
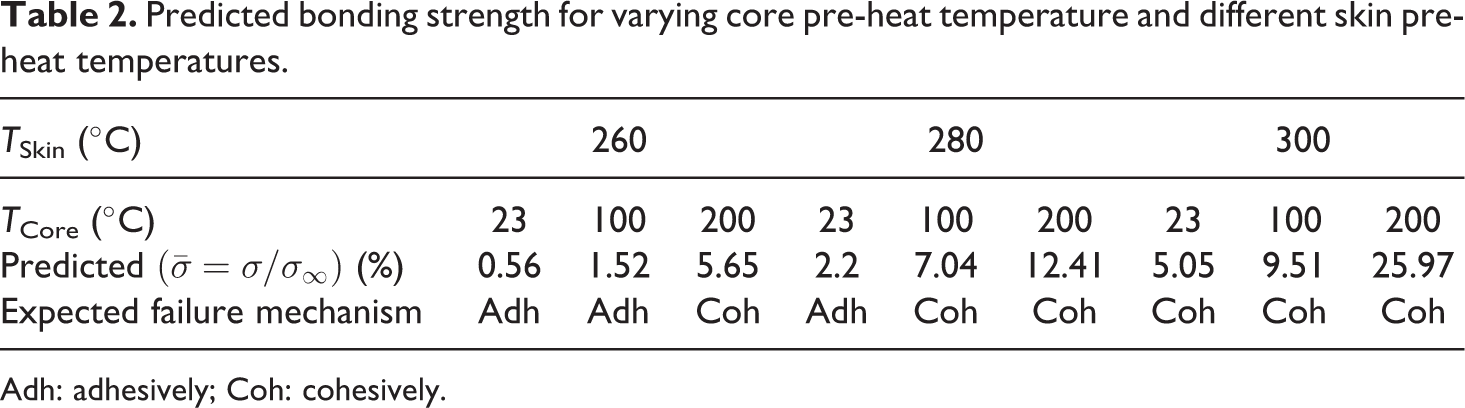
Adh: adhesively; Coh: cohesively.
Experimental
Materials
The skin material consists of eight PEEK pre-impregnated carbon fibre-reinforced fabric plies (Toho Tenax, Germany), symmetrically stacked and consolidated to a thickness of 1.86 mm. The fibre volume fraction is 52%. The skins are superficially enriched with Ultem®1000 (Ajedium Films (Solvay), Newark, USA) PEI films with a thickness of 150 µm under a pressure of 0.1 MPa at 400 °C. As core structure, the PEI Airex R82.110 foam with a density of 110 kg/m3 and 20 mm thickness provided by Gaugler and Lutz oHG, Germany, is used.
Specimen preparation
The skins are joined separately one by one to the core during the experimental trials. Sandwich samples with dimensions of 150 mm × 200 mm are manufactured, which allow the abstraction of five specimens 50 mm × 50 mm for testing.
The process is conducted as illustrated in Figure 2 and divided into the following steps:
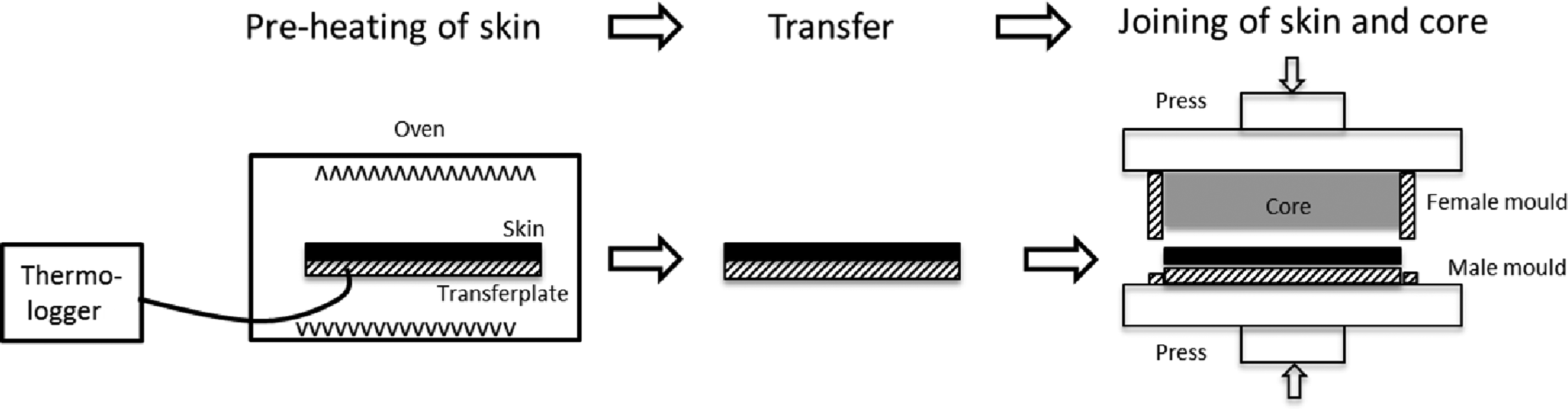
Manufacturing set-up: non-isothermal compression moulding.
Heating
The skin is placed on a transfer plate and heated up in an air-circulating oven (Nabertherm NA 500/45, Germany) until it reaches the aimed skin pre-heat temperature. Thermocouples can be integrated into the transfer plate to monitor the transfer plate temperature, which gives an indication about the skin pre-heat temperature.
Transfer
Skin and transfer plate are transferred into the press and integrated a picture frame, which are combined considered as the male mould. The transfer takes around 10 s and the heat loss during transfer is more or less 20 °C. Pre-trials showed that the use of a transfer plate is necessary to reduce the temperature loss during transfer.
Pressing
The skin to core joining is performed in a static press (Dr. Collin GmbH, Germany). The core is positioned into the female mould which is installed at the upper press platen. It is possible to pre-heat the core in a second air-circulating oven before the installation into the female mould. Once transfer plate and skin are integrated into the picture frame (installed at the lower press platen), the mould is closed. To avoid core collapsing, the pressure is kept low at p = 0.2 MPa and the process is controlled by the penetration depth h penetration. Closing of the mould is stopped when female and male mould touch.
Testing
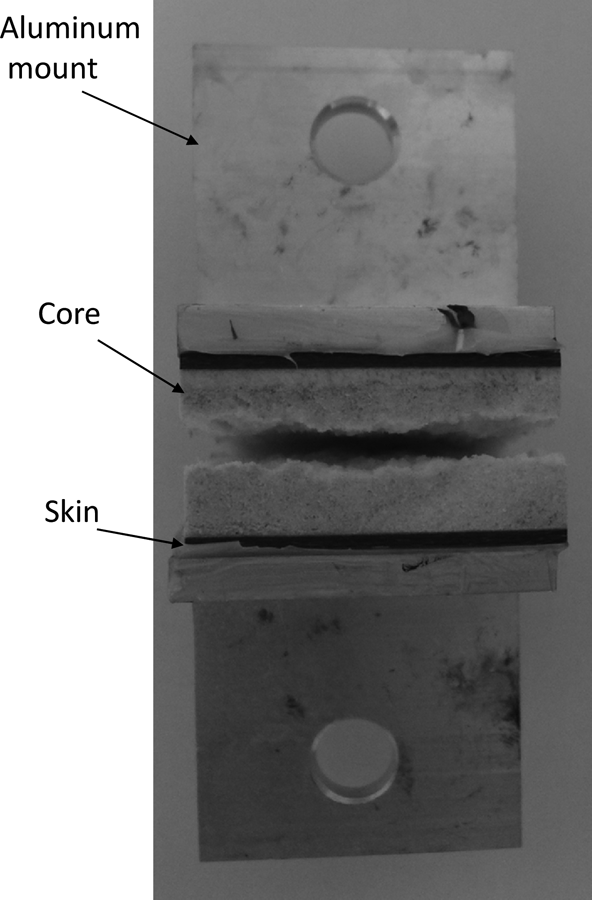
Mechanical testing is performed to evaluate the mechanical properties of the skin to core interface. The tension test in the flatwise plane after DIN53292 8 (see Figure 3) is selected due to the small specimen dimensions and the nominal specimen preparation.
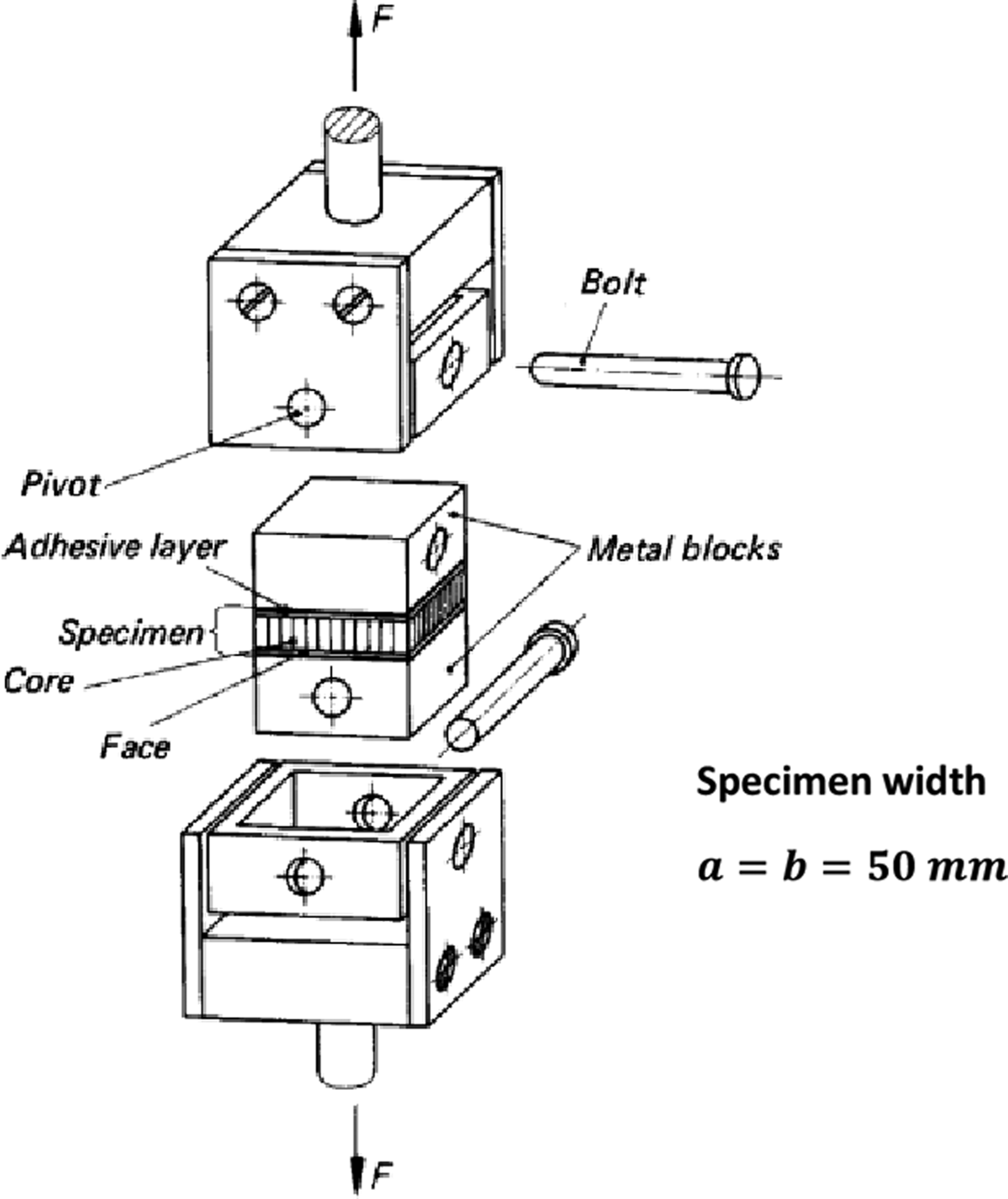
Testing setup for the flatwise tension test after DIN53292.
The sandwich specimens are adhesively bonded to aluminium profiles by means of a pasty thermoset adhesive DP490 (3M, Manchester, UK), which can be integrated in a universal testing machine Instron 5566 (Instron, Norwood, Massachusetts, USA), equipped with a 10-kN load cell. Testing is performed using a constant speed of 0.5 mm/min at room temperature and a relative humidity of 50%. Failure modes of the sandwich specimens are assessed based on the evaluation according to DIN EN ISO 10365, 9 which differentiates between cohesive failure at the centre of the core (Coh), cohesive failure in the boundary layer of the core (B.l. Coh), adhesive failure (Adh) and a mix of adhesive and cohesive failure.
Parameter selection
Following the modelling results (see ‘Bonding model and results’), the skin pre-heat temperature and the core temperature influence the bonding quality. To verify these results, the pre-heat temperatures for the specimen manufacturing are selected in concordance with the parameters applied in the model. In particular, skin pre-heat temperatures T Skin in the range 260–320 °C in steps of 10 °C are investigated. For the manufacturing process, a skin temperature drop of approximately 20 °C during transfer from the oven into the press has to be considered, resulting in oven temperatures of 280–340 °C. From now on, the temperature of the skins in the press will be referred to as T Skin. The core temperatures T Core are selected according to the modelling approach as room temperature 23 °C and elevated temperatures of 100 °C and 200 °C. In accordance with the definition of the skin pre-heat temperature, T Core is referred to as the core temperature in the press. A temperature drop during transfer has to be considered as well. A penetration depth h penetration of 2 mm is selected with the result that the core is 4 mm crushed in total. By crushing the 20 mm core for 4 mm, a final core thickness of 16 mm is aimed. In combination with skins having a thickness of approximately 2 mm, a final sandwich thickness (S aimed) of 20 mm is pursued.
The manufacturing trials are divided similar to the modelling approach into Bond strength depending on skin pre-heat temperatures Bond strength depending on core pre-heat temperature
Results and discussion
Bond strength depending on skin pre-heat temperature
Figure 4 shows the tensile strength results as well as the failure mechanisms of the sandwich specimens manufactured with different skin pre-heat temperatures. The results are normalized to the tensile strength of bulk PEI (σ ∞) to enable a comparison to the predicted normalized tensile strength results.
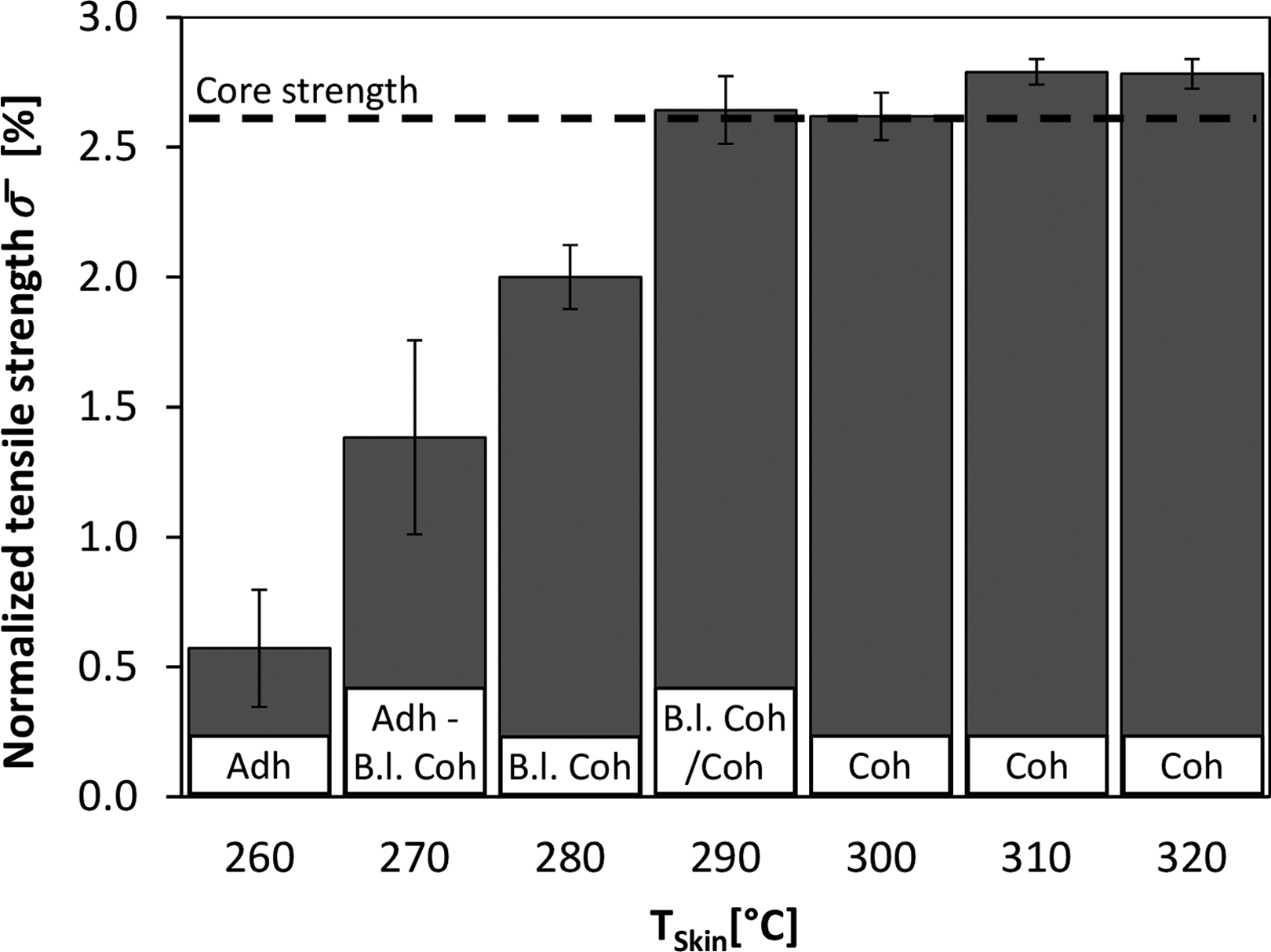
Normalized tensile bond strength results depending on skin pre-heat temperatures.
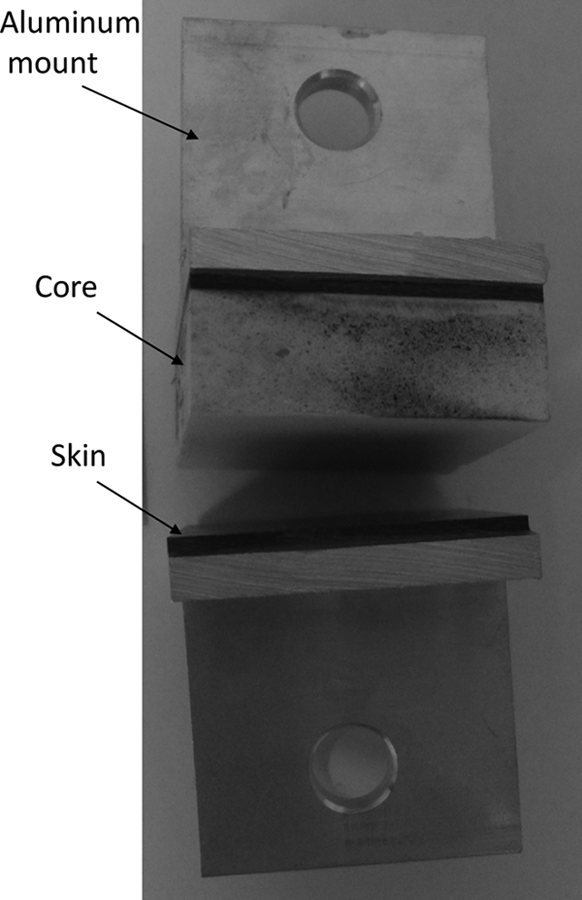
The results show clearly the strong influence of the skin pre-heat temperature on the bond strengths. Samples manufactured at temperatures below 280 °C feature low tensile strengths, while failing adhesively within the interface. For a skin temperature of 280 °C, the specimen failed cohesively in the boundary layer of the core. Though the tensile bond strength is about 2% and far below the strength of the core, the failure is designated to adhesive failure. With skin temperatures above 290 °C, the bond strength is significantly increased. However, for T Skin = 290 °C failure in the boundary layer and at the core centre occurred, which is considered as an intermediate failure mode. Above a skin pre-heat temperature of 300 °C all specimens failed cohesively within the core centre, which indicates that the bond is stronger than the core itself. A normalized core tensile strength of 2% is specified by the supplier, which was experimentally verified according to DIN53292, leading to a normalized tensile strength of 2.6%. In Figures 5 to 7, the different failure mechanisms which occurred during testing are displayed.
Adhesive failure at T Skin = 260 °C.
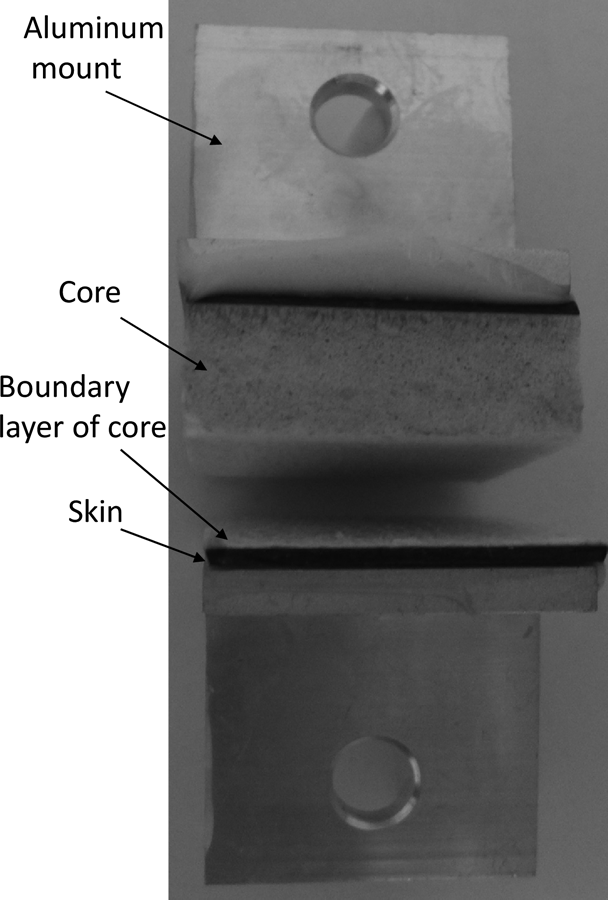
Boundary layer cohesive failure at T Skin = 280 °C.
Cohesive failure at T Skin = 300 °C.
Bond strength depending on core pre-heat temperature
Figure 8 shows the normalized tensile strength results as well as the occurring failure mechanisms of sandwich specimens manufactured with varying core and skin pre-heat temperatures. As already presented in Figure 4, the joining process of a core kept at room temperature, and pre-heated skins of 260 °C and 280 °C did not lead to a sufficient fusion bond strength due to a lack of heat energy within the interface. Pre-heating of the core led a partial improvement of the bond quality, since heat energy needed for the fusion bonding process is complemented by the core. By elevating the core temperature to 100 °C, the tensile strengths for specimens manufactured with skin pre-heat temperatures of 260 °C and 280 °C could be increased from 0.57% to 1.30% and from 2.00% to 2.69%, respectively.
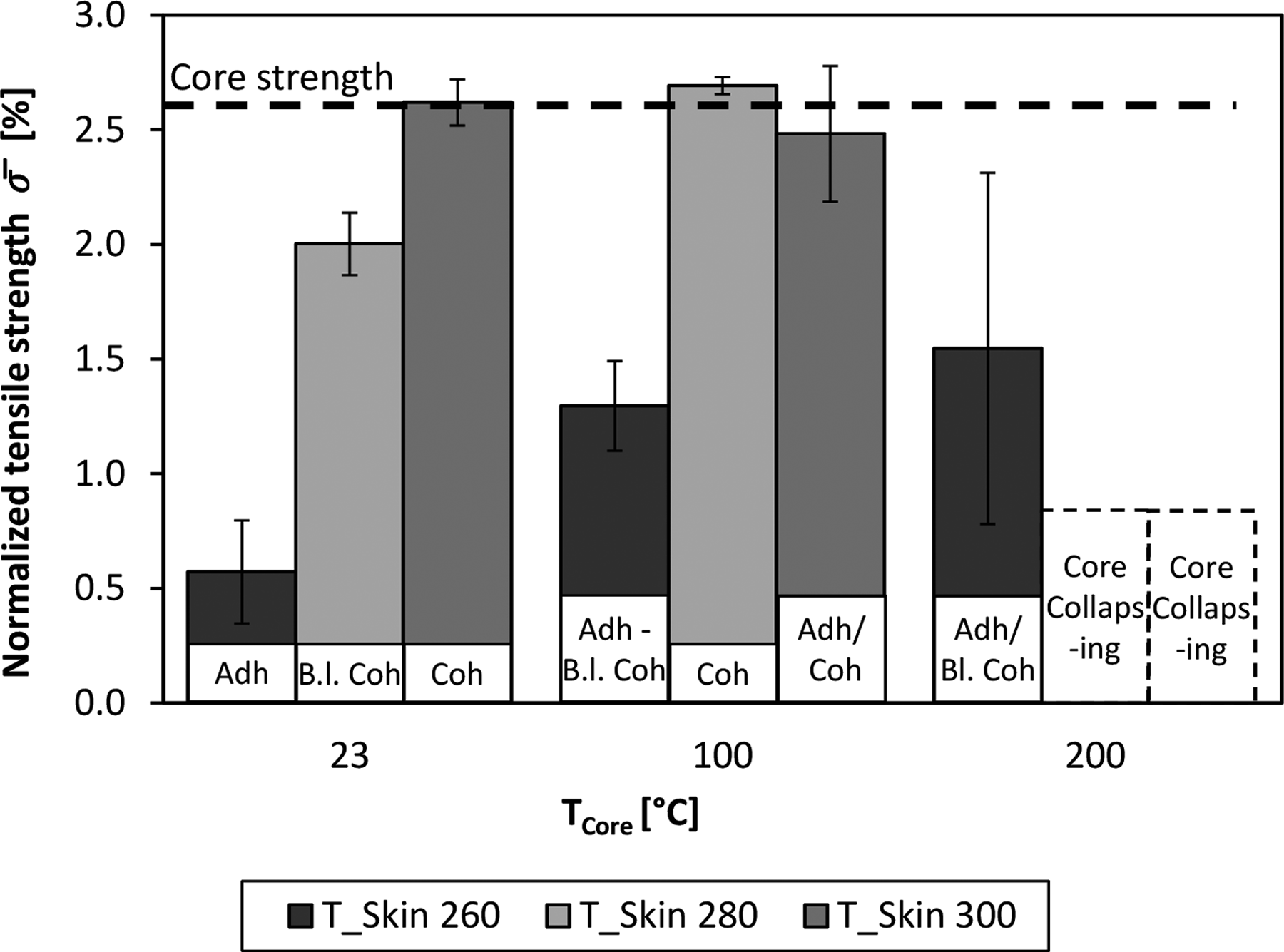
Normalized tensile bond strength depending on core pre-heat temperatures.
However, for the specimens manufactured with a skin pre-heat temperature of 260 °C, a core pre-heat temperature of 100 °C was still not sufficient to ensure a sufficient fusion bond and the specimen still failed adhesively in the interface. In contrast, the joining of a 100 °C pre-heated core and skins with a temperature of 280 °C led to an increase in the bond quality with the result that the specimen failed cohesively. Pre-heating the core to 100 °C in combination with 300 °C pre-heated skins did not improve the measured tensile bond strength, but it led to slight core collapsing with the result that evenly distributed contact of the core to skin was not ensured. Therefore, a mix of adhesive and cohesive failure occurred (see Figure 9).
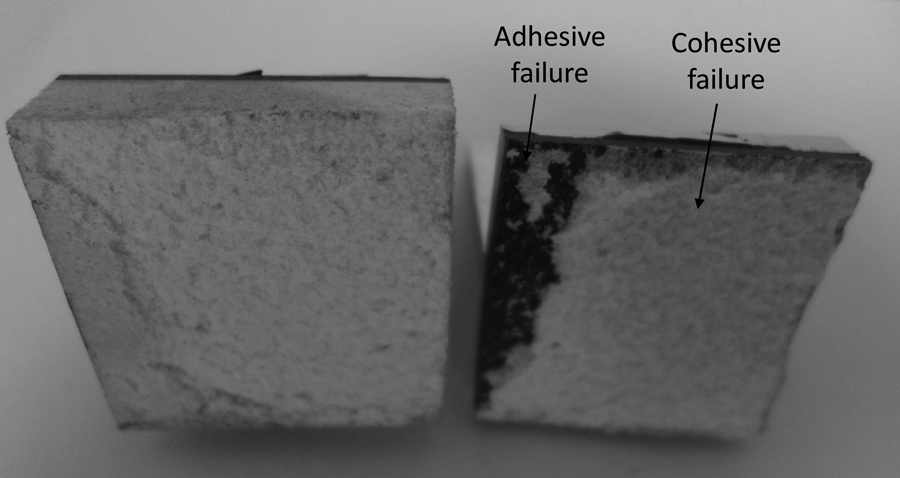
Adhesive and cohesive failure mix at T Skin = 300 °C and T Core = 100 °C.
Pre-heating the core up to a temperature of 200 °C influenced the production of the sandwich negatively. Specimens manufactured in combination with 260 °C pre-heated skins featured a slightly higher tensile strength compared to specimen manufactured T Core of 23 °C and 100 °C, though the use of a 200 °C core led to high variation in bond quality. The specimens failed adhesively as well as cohesively in the boundary layer indicating an uneven distribution of contact. Furthermore, specimens manufactured with skin temperatures of 280 °C and 300 °C in combination with a core heated up to 200 °C could not be joined at all. Core collapsing due to high temperatures and pressure was observed. Figure 10 displays the final sandwich thicknesses (S) which help to identify core collapsing after processing.
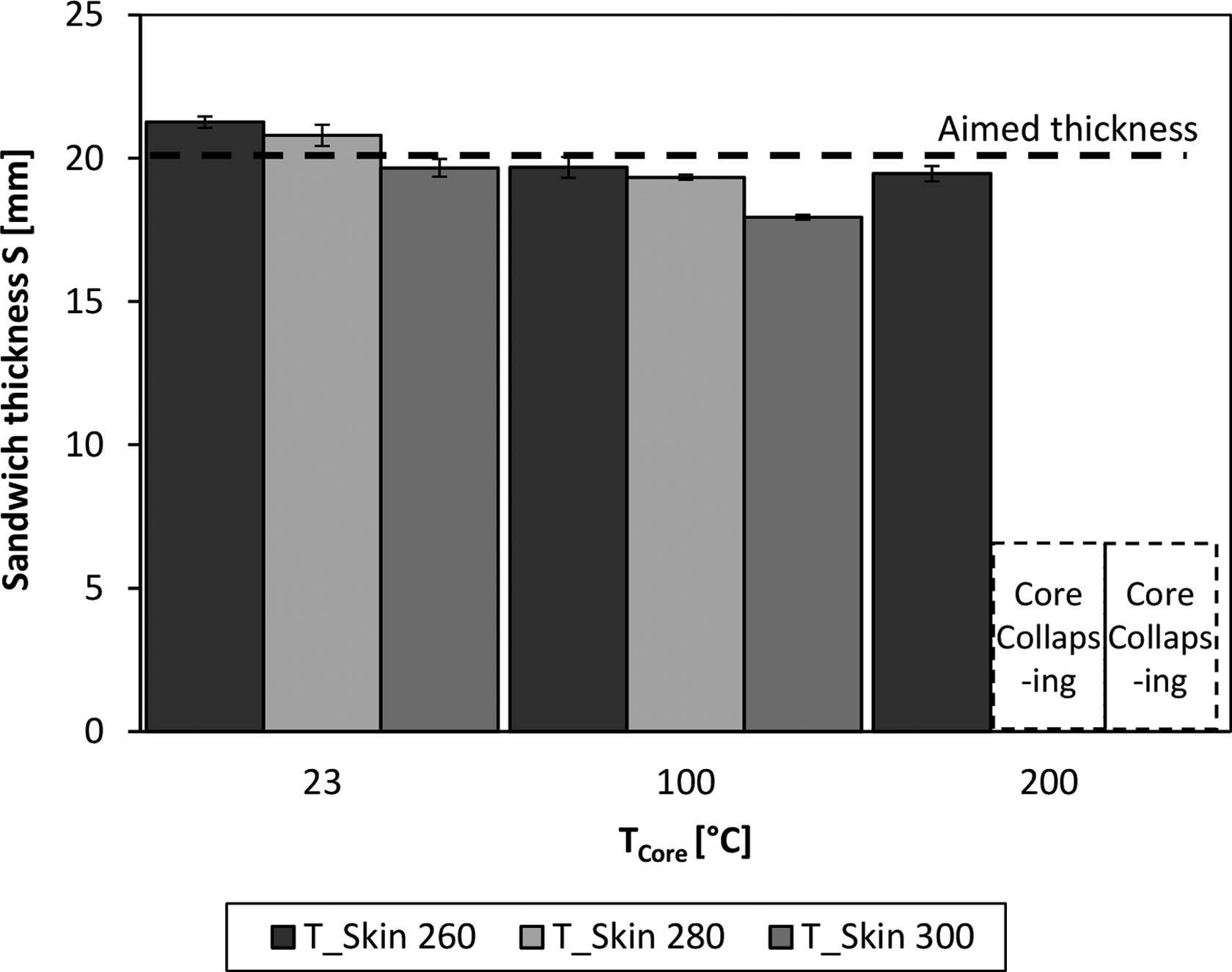
Sandwich thicknesses depending on varying skin and core temperatures.
It is noticeable that increasing the core temperature led to a significant decrease in the final sandwich thickness. In addition, higher skin pre-heat temperatures led to lower sandwich thicknesses. For example, at a low skin pre-heat temperature of 260 °C, the core was slightly compressed under load in the boundary layer (see Figure 11), but the aimed thickness (Saimed) of 20 mm was not reached. The cells are compressed within a layer of approximately 267 µm, as illustrated in Figure 11. With increasing the skin pre-heat temperature of up to 290 °C, the core is more compressed under load and the aimed thickness of 20 mm is approximately achieved, see Figure 12. A layer with compressed cells of approximately 654 µm could be identified.
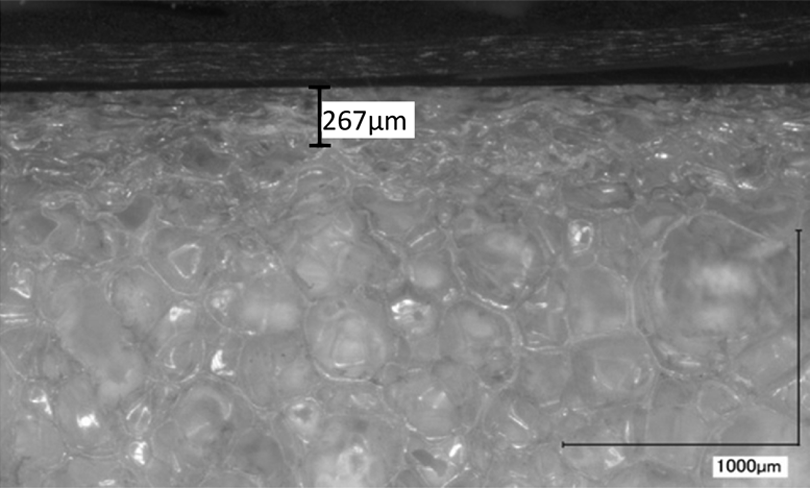
Core structure after processing with T Skin = 260 °C and T Core = 23 °C.
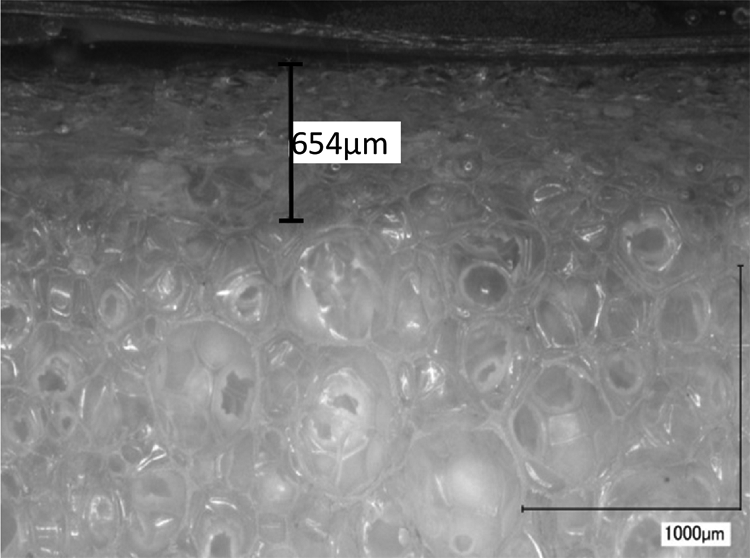
Core structure after processing with T Skin = 290 °C and T Core = 23 °C.
Further increasing the skin pre-heat temperature to 300 °C led to a final sandwich thickness of 19.66 mm, which is below the aimed thickness. In case that the core is pre-heated up to 100 °C and combined with 300 °C pre-heated skins, the final thickness is further reduced (S = 17.94 mm). Figures 13 and 14 show the core structure of specimens manufactured with pre-heated skin of 300 °C and a core at room temperature (left) and a core at 100 °C (right). It can be observed that the cells, which are close to the skin are compressed, but further towards the centre of the core the cells are stretched and feature an open structure. The resin for microscopic specimen preparation was able to flow into the core even though the core normally has closed cells. This shows that during processing at high temperatures, the core towards the centre collapses and stretches the boundary layer cells, since the skin and bonded core surface cannot follow due to the mould stops.
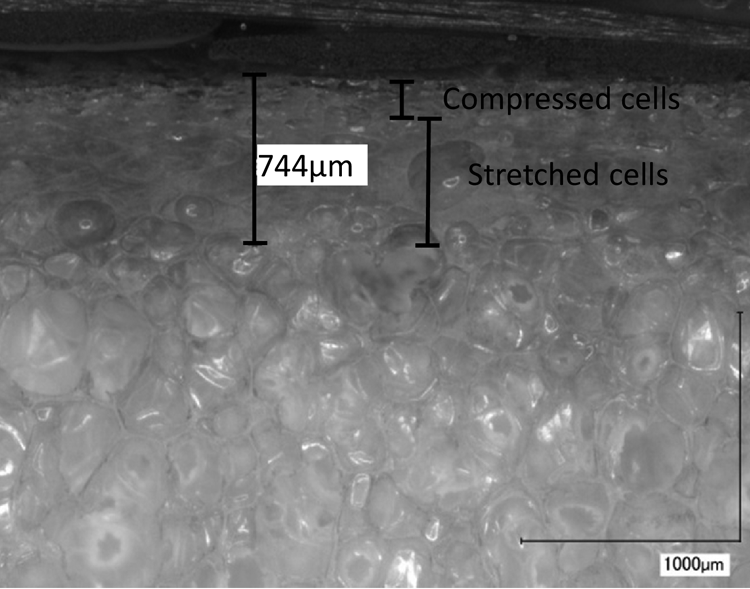
Core structure after processing with T Skin = 300 °C and T Core = 23 °C.
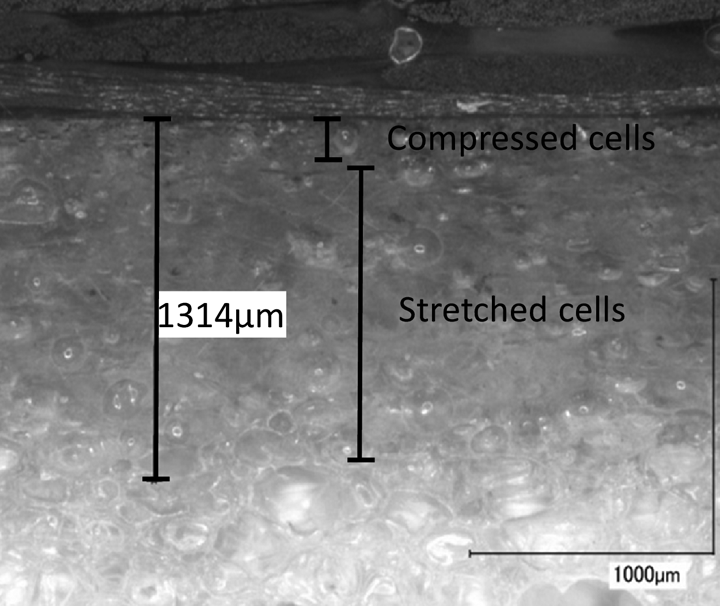
Core structure after processing with T Skin = 300 °C and T Core = 100 °C.
In case that the core is heated to 200 °C and combined with pre-heated skins of 280 °C or 300 °C, the core collapses to a greater extent and the cells are ripped when stretched (see Figure 15). Therefore sandwich manufacturing under these circumstances is not possible.
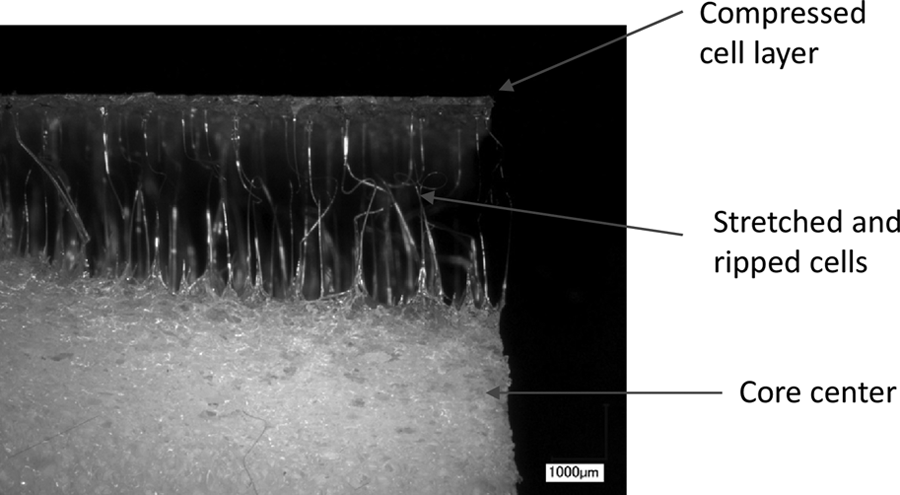
Ripped cells caused by core collapsing.
Verification of bonding model
Bond strength depending on skin pre-heat temperature
Figure 16 displays the comparison of the predicted and the measured normalized tensile strengths together with their failure mechanisms depending on the skin pre-heat temperatures in combination with a core kept at room temperature. A good agreement between predicted and measured strengths and failure modes for skin pre-heat temperatures of 260–280 °C is achieved. According to the model, the tensile bond strengths of sandwich samples manufactured with a skin pre-heat temperature in the range 290 °C up to 340 °C and a core kept at room temperature should present increased normalized bond strengths from 3.35% up to 13.13%. Since the predicted strengths are above 2.6% (core strength), the model predicts cohesive failure.
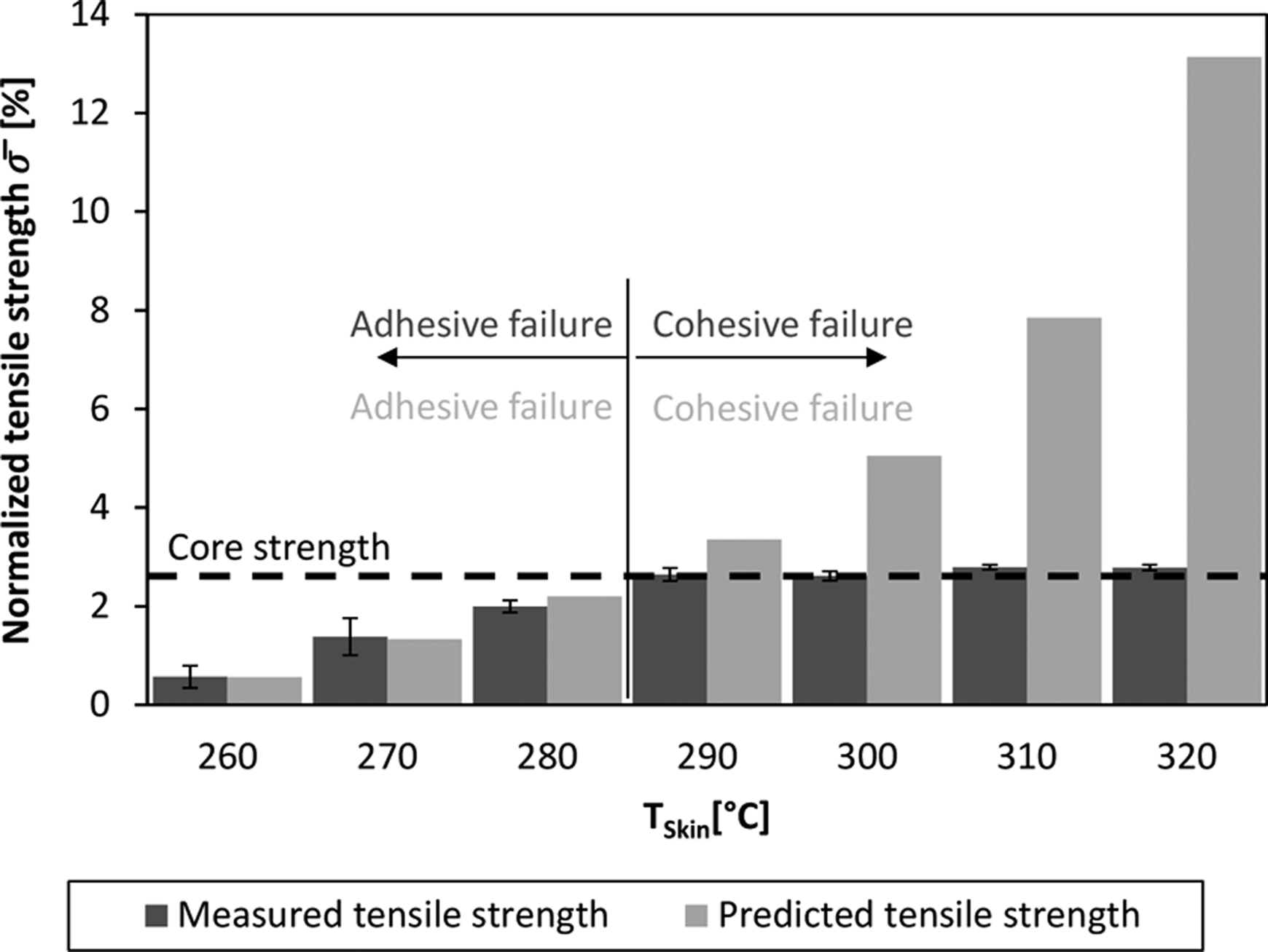
Comparison of measured and predicted bond strength depending on different skin pre-heat temperatures.
In agreement, all experimental sandwiches manufactured with skin pre-heat temperatures above 290 °C failed cohesively within the core, featuring normalized tensile strengths of around 2.7%. The difference of the predicted and measured normalized tensile strengths can be explained by the limiting strength of the core, which presents the weakest link, which was not taken into account in the model.
Bond strength depending on core pre-heat temperature
A comparison between predicted and tested tensile strength (normalized) is given in Figure 17. According to the model, a skin pre-heated to 260 °C in combination with a core kept at room temperature or heated up to 100 °C cannot be fusion bonded properly to the core, which was confirmed by experimental trials showing adhesive failure within the interface. In case of a skin pre-heat temperature of 280 °C and an increase in the core temperature to 100 °C, the model predicts a significant improvement of the bonding quality. The predicted cohesive failure was confirmed by experimental trials. An increase in the core temperature to 100 °C in combination with pre-heated skins of 300 °C leads to an improvement of the bond quality in comparison to the use of a core kept at room temperature according to the model. This was not confirmed by experimental trials, because pre-heating the core led to core collapsing resulting in a decrease in the bond strength.
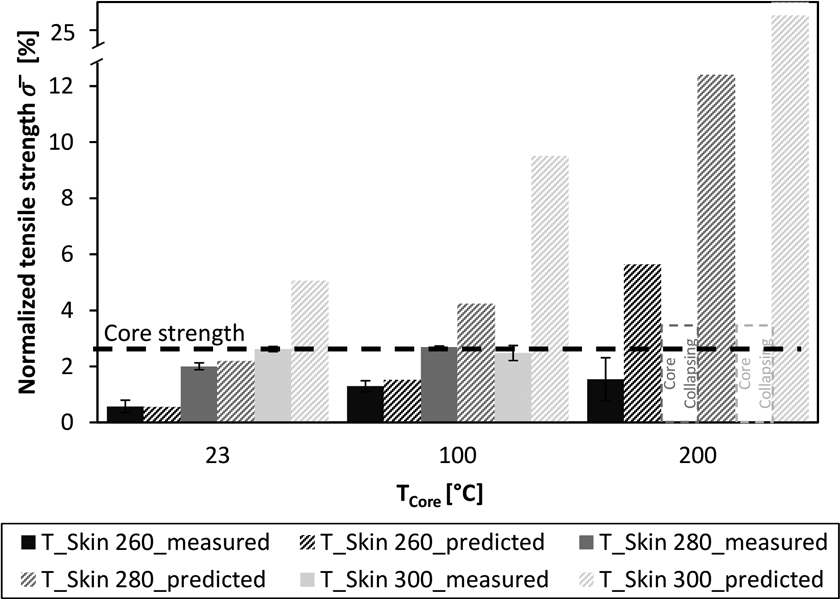
Comparison of the measured and the predicted bonding strength depending on varying core temperatures and different skin pre-heat temperatures.
According to the model, a further heating of the core up to 200 °C leads to higher tensile bond strengths resulting in cohesive failure for all three skin pre-heat temperatures. However, the experimental trials showed a negative influence of a core pre-heat temperature of 200 °C since the foam tends to collapse at high temperatures. Core collapsing is not considered in the modelling approach; therefore, the predictions differ at high core temperatures from the experimentally obtained results and have to be considered with precaution.
Discussion
The experimental trials showed that the modelling approach successfully predicts the failure modes of the sandwiches that occur during testing. Since the model predicts the normalized tensile bond strength of the interface and not the tensile strength of the sandwich as a whole, differences between the predicted tensile bond strength and the tested tensile strengths occur. In cases where the interface tensile bond strength is below the tensile core strength, the model allows an accurate prediction of the bond strength and the failure mode. In cases where the bond strength is above the core strength, the model is only able to predict the failure mode based on the weakest link, which is in these cases the core and not the interface.
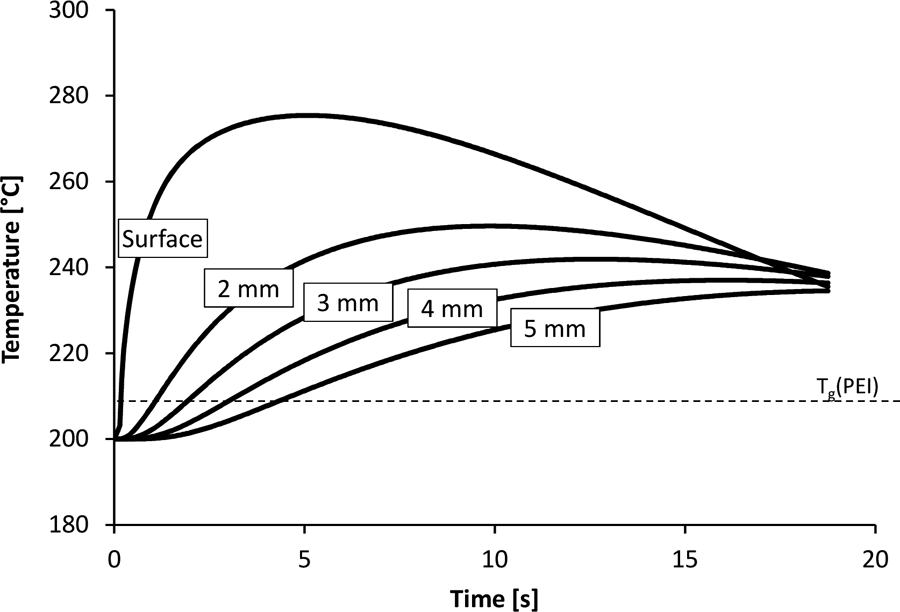
Furthermore, experimental trials showed that extensive pre-heating of the core (200°) leads to core collapsing, which is not considered in the model. In order to avoid incorrect model prediction due to the missing evaluation of core collapsing, it seems useful to take a detailed look into the heat flow from the skins into the core during processing (see Figures 18 and 19) followed by an analysis of the thermal stability of the foam. Exemplary, by heating the skins up to 300 °C and keeping the core at room temperature, the core surface is heated up far above 217 °C (T g of PEI), whereas the core centre (2–5 mm) stays below 217 °C (see Figure 18). The core centre is not softened and core collapsing can be avoided. In comparison, if the core is pre-heated to 200 °C and combined with 300 °C pre-heated skins, the core surface as well as the core centre is heated to above 217 °C (see Figure 19). This means that the whole core structure is softened and core collapsing can occur.
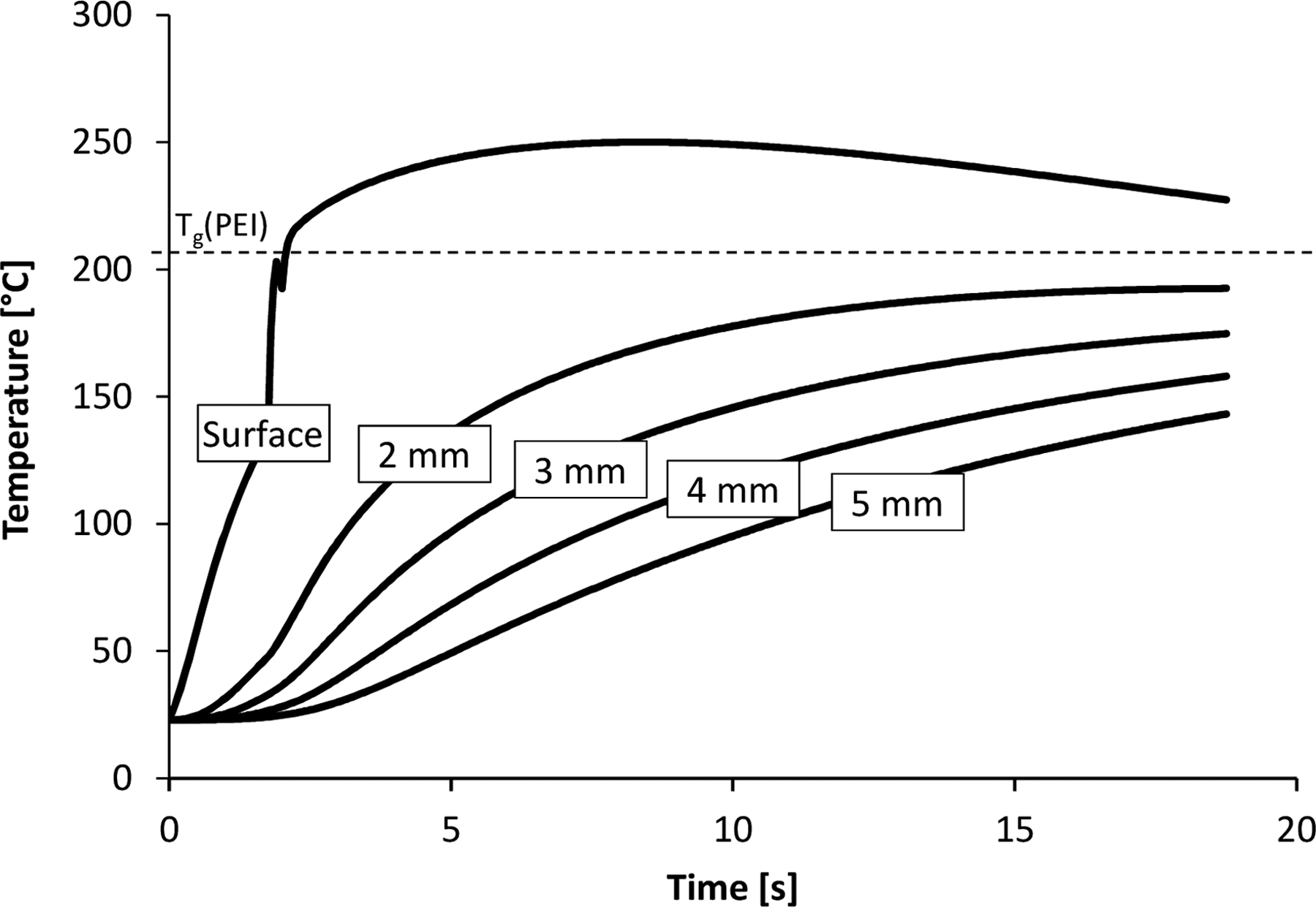
Calculated heat flow into the core for a core at room temperature and skin pre-heated to 300 °C.
Calculated heat flow into the core for a core at 200 °C and skin pre-heated to 300.
For the determination of a suitable process window, the procedure shown in Figure 20 is proposed.
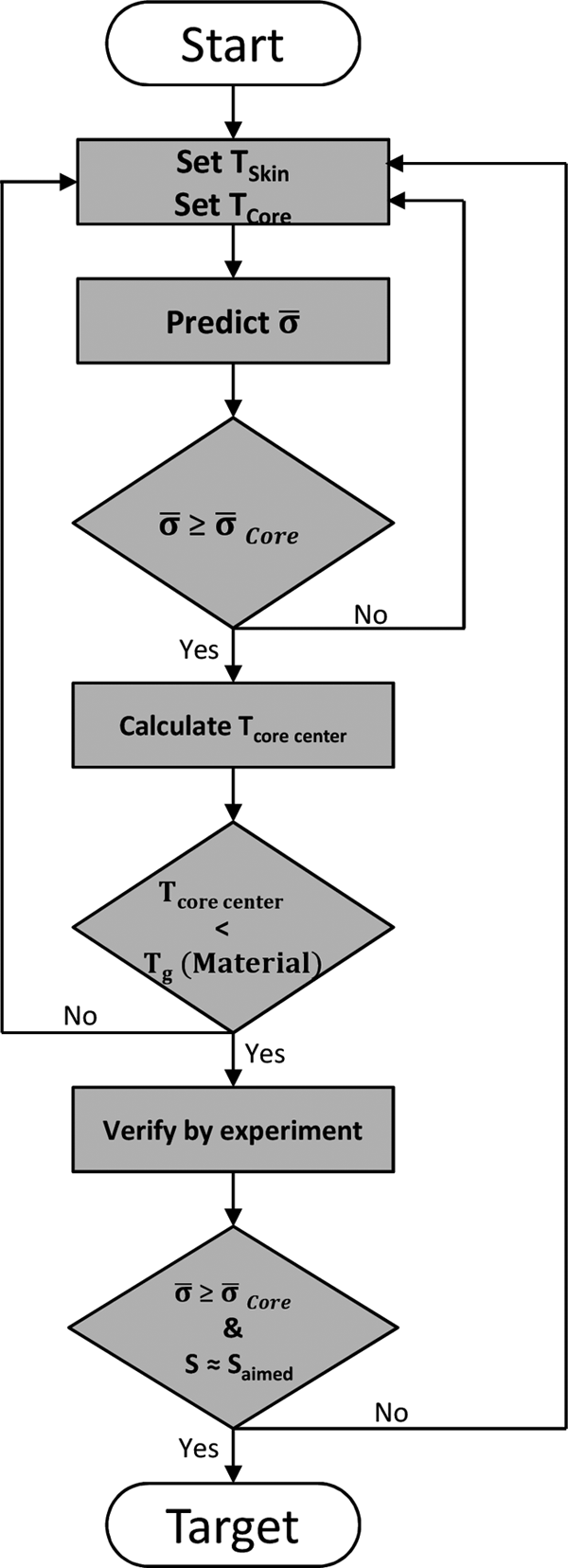
Flow chart for process window determination.
Conclusion
Fusion bonding of CF/PEEK skins and a PEI foam core was investigated by a model approach in a previously published paper, in order to understand the influence of the processing temperatures on the skin to core bond strength. The model allows the prediction of the skin to core bond strength depending on the skin and core pre-heat temperatures. In this article, the model was experimentally verified by manufacturing sandwich samples according to the model’s input parameters. The experimental trials revealed that skin pre-heat temperatures above 290 °C in combination with a core kept at room temperature are necessary to achieve a sufficient bond strength, as predicted by the model. Though, in contrast to the model, which predicts an increase in the bond strength by pre-heating the core, the experimental trials showed that pre-heating the core leads to core collapsing and lower tensile strength are measured as a result. Sandwich samples could not be manufactured with core pre-heat temperatures of 200 °C. In order to avoid core collapsing due to extensive heating, it seems useful to investigate the heat flow from the skins into the core during processing and to analyse the thermal stability of the foam core. Both model and experimental verification lead to an understanding of the process conditions, which enable the production of sandwich structures based on CF/PEEK skins and a PEI foam core with a sufficient bond strength, while avoiding negative effects such as core collapsing or skin deconsolidation.
Footnotes
Authors’ note
Jonas Grünewald can currently be contacted at
Acknowledgements
This work is performed in the framework of the project ‘MAI Sandwich – Entwicklung von thermoplastisch fügbaren Sandwichstrukturen unter Berücksichtigung eines sortenreinen und wiederverwertbaren Werkstoffeinsatzes’, No. 03MAI32A, which is funded by the German Federal Ministry of Education and Research via the M A I Carbon Cluster as part of a program to support the joint industrial research and development.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.