
Abstract
Recently, the interest in plant fiber composites has considerably increased due to the new environmental legislation as well as consumer pressure that forced manufacturing industries to search substitutes to the conventional materials. The aim of this article is to assess the effects of different does of gamma irradiation on the physico-mechanical properties of the composites PP / alfa fiber treated and untreated. The Young’s modulus of composites increases in the presence of alfa fiber and it was more pronounced with untreated ones resulting by the cross-linking, whereas elongation and maximum strain decreased as dose irradiation raised. Fourier transform infrared spectroscopy results showed that the virgin PP has better stability to gamma irradiation than treated and untreated composites. Thermogravimetric analysis showed that the addition of the treated and untreated fiber greatly improves the thermal stability of the polymer matrix before and after gamma irradiation. Composites based on treated and untreated fiber have better storage modulus than virgin matrix.
Introduction
Plastic materials have experienced a great rise in recent decades. They invaded our daily lives both in a wide range of ordinary applications and in technical use through high-performance applications. Thermoplastics are the most widely used, in particular polyolefin such as polypropylene (PP). 1 They represent more than 50% of the world production of plastic. PP comes second after polyethylene, with over 30 million tons produced each year and an annual growth of 7%. 2 The thermoplastic properties (lightness, good electrical properties, chemical, barriers, and so on) combined with a low cost and ease of processing make these materials the best choice for various industries, such as construction, automotive, biomedical, wrapping, and many other applications. 3,4 However, this limitation does not preclude their usage for applications that require high performance, particularly mechanical. In order to overcome these shortcomings, a new class of materials called composites was born, which make a compromise between performance and cost. The use of cellulosic materials (flax, kenaf, and so on) 5,6 as fillers or reinforcements for thermoplastic matrices, such as PP offers many advantages compared to conventional reinforcement. They show a low density, less abrasion on processing equipment, and good specific properties. 7,8 They come from abundant resources which reduce their cost, are renewable, and naturally biodegradable, which present them as more ecological materials. 4 –8
However, the hydrophilic nature of the lignocellulosic material presents a disadvantage when incorporated into a hydrophobic polymer. In fact, they are poorly dispersed, which results in the formation of an unsuitable interface to transfer stresses and water pockets causing cavities during processing and leads to low mechanical properties. Added to this, the temperature degradation of the lignocellulosic fibers is lower than 200°C, which is a limitation in the processing of wood-polymer composites due to volatiles that may be achieved and fiber degradation. 9 Therefore, the surface modification of the fiber or polymer is of paramount importance to achieve a material with good mechanical properties.
Several researchers have made modification of the interfacial adhesion by acetylation 10,11 or by the addition of compatibilizing agent. 12,13 These studies have shown the effectiveness of a load change of the interphase/matrix by surface treatment of the filler or the matrix or by incorporation of a compatibilizing agent to improve the interactions between these two constituents. Consequently, the hydroxyl groups existing on the surface of the load reduce the surface energy, which improves compatibility.
Alfa is an herbaceous perennial of the Gramineae family. Indeed, it is an abundant resource in the arid western basin of the Mediterranean. 14 It plays a vital role in the fight against erosion. Alfa was used for making mats, curtains, rugs, baskets, bins, trays, shoes, jugs, twine, and links. At the end of the 19th century, the alfa quality paper was introduced, which gave a great economic importance to this plant. 15 Because of these advantageous features, the plant fibers have a wide number of applications.
Further to these very interesting applications, the durability of composite materials also taken into account, especially when they are subject to conditions of preparation or severe use: processing, exposure to air, gamma irradiation, and so on.
In our study, PP/alfa fiber composites were exposed to the gamma radiation, which is an electromagnetic radiation made up of photons which have no mass, no charge and which have a significant penetration. Gamma radiation can be emitted by a disintegrating radioactive source (cobalt-60 or cesium-137).
Several studies have been conducted on the oxidative degradation of polymers and in particular of PP subjected to gamma irradiation. 16 The results showed that one of the main effects of gamma irradiation on polymers is the formation of free radicals favorable to chain scission with decreasing molecular weight or cross-linking. One then finds a fading or yellowing of the polymer, a weakening material, and the formation of radiolysis products. 16 Despite the extensive literature on the polymer matrices, few studies have been conducted on the degradation of PP composites, in particular, on the effect of gamma irradiation on the structure and properties of PP/alfa fibers. This article investigates the effect of gamma irradiation at low doses between 0, 25, 50, 70, 100, and 200 kGy on the structure, morphology, thermal, and mechanical properties of PP/alfa fibers composites. The influence of interfacial adhesion between PP and alfa fibers (by the incorporation of a compatibilizing agent or by fibers acetylation) on the gamma irradiation strength is also investigated.
Experimental
Materials
Isotactic polypropylene (PP500P©) used in this study as matrix was provided by SABIC (Saudi Arabia) with a melt flow index (MFI) of 3 g/10 min (230°C/2.16 kg) (ASTM D-1238) and a density of 0.9 g/cm3 (values from supplier datasheets). The alfa used as a reinforcing filler was collected at M’Sila in Algeria and its average particle size is around 100 μm. It was previously dried in an oven at 80°C until its weight reached a constant.
Two methods are described in this article to improve fiber/matrix interfacial adhesion. The first method corresponds to the incorporation of a compatibilizing agent in PP, that is, maleic anhydride (MAPP) supplied from ARKEMA Co. (France) (MFI = 2.63 g/10 min (190°C/235 g) from supplier datasheet). The second method is to treat the alfa fibers surface by acetylation using acetic anhydride (98%), acetic acid, and sulfuric acid, which are provided by Sigma-Aldrich (St. Louis, USA).
Fiber treatment
Fifteen grams of alfa fibers was placed in a round-bottomed flask with 72.5 ml acetic acid. The reaction was performed in a thermostatic bath at 35°C for 45 min under mechanical stirring. After that, 24 ml of acetic acid was added with 0.1 ml of concentrated H2SO4 and the bath was maintained for more than 1 h. After this step, the mixture was cooled at 18°C for slow addition of anhydride acetic (40 ml) with 0.6 ml concentrated H2SO4 during 3 h under constant stirring. A temperature of 24°C was maintained for more than 15 min and then was slowly increased to 50–55°C, and the reaction continued for 3 h. Finally, this mixture was vacuum filtered, washed with distilled water, and then dried in an oven at 50°C for 24 h to obtain cellulose acetate. 17
Composites processing
Different formulations of PP/alfa fibers were prepared by twin screw extrusion. Some formulations contain PP and PP/untreated alfa fibers and others use PP/alfa fibers and two types of treatment: acetylation and the addition of a compatibilizing agent MAPP. Table 1 shows the compositions by weight of the various formulations of PP/alfa fibers. Table 1 lists the samples used in this study.
Samples used in this study.
PP: polypropylene; MAPP: maleic anhydride polypropylene.
The equipment used for the preparation of composite PP/alfa fiber is a biscrew extruder connected to an injection press ERINKA mark. From the output of the injection-molding machine, tensile specimens were obtained. Working conditions are as follows:
Temperature: 180°C
Pressure: Preinjection (4 bars), injection (5 bars), and the holding pressure (5 bars)
Mold temperature: 30°C.
Designation of different formulations of PP/alfa fibers composites is given in Table 2.
Designation of different formulations of PP/alfa fibers composites.
PP: polypropylene; MAPP: maleic anhydride polypropylene.
Irradiation conditions
Samples were irradiated with gamma rays at irradiation doses of 25, 50, 70, 100, and 200 kGy in air at room temperature with a 60Co source at a dose rate of 0.48 kGy/h at the Algerian Nuclear Research Centre.
Techniques
Microstructural analysis
Fourier transform infrared (FTIR) spectra were acquired using a Bruker IFS66 FTIR spectrometer (Golden Gate monoreflexion system). The IR spectra of different samples were recorded in attenuated total reflection mode (ATR) accessory, and the ATR-FTIR spectra were obtained with an accumulation of 64 scans and with a resolution of 2 cm−1. The morphologies of the fracture surfaces were observed using a scanning electron microscopy (SEM; a Quanta 200 FEG, FEI Company, Hillsboro, USA). The fracture facies were obtained in cryofracture and their surface was metallized with a carbon thread by a metaliser Balzers CED030.
Mechanical properties
Static tensile tests were carried out using a Zwick/Roell testing apparatus at 20–23°C and 46% HR according to ISO 527-2012. The loading speed was 50 mm/min. The tests were carried out at least three times for each specimen, and the results were averaged arithmetically. Samples were studied also by dynamic mechanical analysis (DMA) using a single cantilever bending system DMA Q 800 (TA Instruments) at a frequency of 1 Hz. The dynamic storage modulus (E′) and loss factor (tan δ) of the specimens were determined as a function of temperature from −50°C to +160°C.
Vibration analysis
The dynamic analysis methods for studying the mechanical behavior of viscoelastic materials are used extensively. 18,19 These largely developed methods identify the viscoelastic properties, such as storage modulus and damping.
The sample is placed in the “cantilever” position (built-in at one end and kept free at the other) and subjected to a drop test, that is to say by application of mechanical impulse at the free end. The dynamic movement of the sample is measured by a laser SunX HL-C203F. Thus, the verification of the linearity of the response of the system would not require the measurement of impulsive force. This assumption permits to determine the first natural frequency of the system from the smoothing of the frequency response of the sample through Modan 3.0 software. Due to the complex geometry of the test piece, a finite element model is carried out using the software Comsol Multiphysics R, which allows a trace back to the storage modulus by frequency recalibration.
Thermal properties
Thermogravimetric analysis (TGA) experiments were carried out on a Perkin-Elmer Pyris-1 thermal analysis system using a heating rate of 10°C/min under nitrogen in the temperature range starting from 25°C to 700°C.
The differential scanning calorimeter (DSC) measurements were carried out by using a SETARAM DSC 92 instrument, a DSC with nitrogen as the purge gas. Samples of almost 8–20 mg were analyzed in the temperature range −50 to +200°C. To erase thermal history, the first cooling and the second heating thermograms were recorded with the following scanning rate: 20°C/min in the first cooling and 20°C/min in the second heating. The melting peak (T m) was obtained, and the rate of crystallinity was determined using the melting enthalpy of PP with 100% crystallinity, which is ΔH c = 209 J/g. 20
Results and discussion
Infrared analysis
When the PP and its composite are exposed to gamma irradiation, various chemical reactions take place, which results in structural changes that can be observed in the FTIR spectra. Figure 1 illustrates FTIR spectra of nonirradiated and irradiated PP and PP/alfa fiber samples at 25, 100, and 200 kGy.
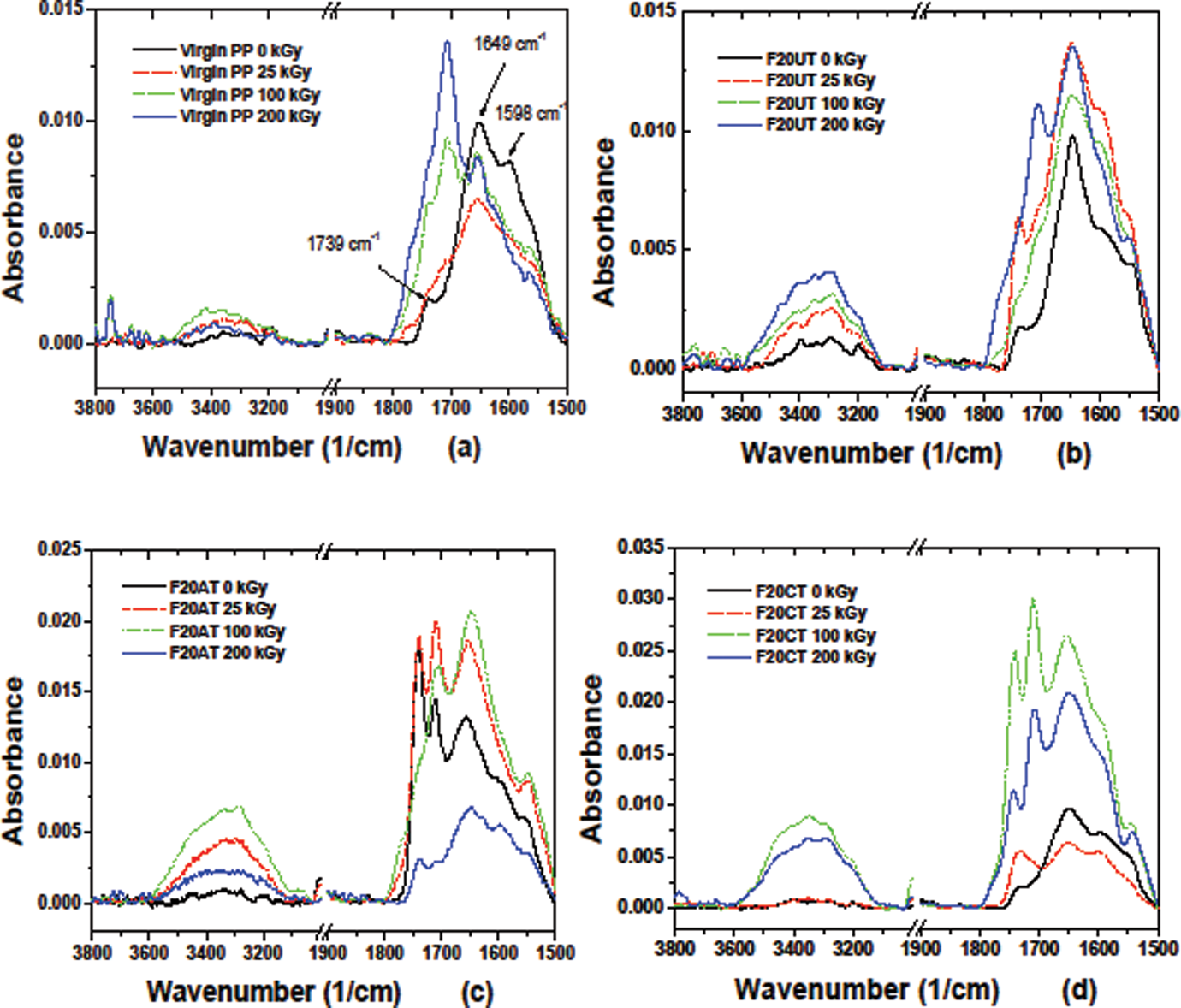
FTIR spectra of irradiated PP/alfa fiber: (a) virgin PP, (b) PP/alfa fibre (untreated), (c) PP/alfa fiber (treated by acetylation), and (d) PP/alfa fiber/MAPP.
The FTIR spectra of neat PP (Figure 1(a)) result in the broadening of the absorption band in the carbonyl domain with the appearance of several maxima peaking at 1649 and a shoulder at around 1739 cm−1, indicating that the virgin PP underwent degradation during the process. The products corresponding to these absorptions maxima have been identified to be carboxylic acids, aldehyde or ester, and peracid or perester, and γ lactones. 21,22 In addition to that, an important peak was observed at around 1598 cm−1, attributed to the C=C bonds of vinyl groups conjugated with ketone groups. 22 We noticed also the appearance of the hydroxyl band (3600–3200 cm−1) whose intensity increases with radiation dose. This band is assimilated to the hydroperoxides formed during degradation product of PP as well as the hydroxyl function in the carbonyl products. 22,23 Nevertheless, the intensity band has achieved an optimum at 200 kGy. It is well known that the hydroperoxides are the first product formed during the degradation of PP, but they exhibit an important instability. Moreover, the FTIR spectra of PP/alfa fiber composites (Figure 1 (b) to (d)) show similar shape for the carbonyl and hydroxyl band as that observed for the virgin PP. This result suggests that the presence of FCT [FCT Corresponds F20CT: made from alfa fibers (20 wt%) and (5 wt%) MAPP compatibilisant and neat PP] and FAT [Corresponds F20AT: made from alfa fibers (20 wt%) modified by acetylation and neat PP.] does not affect the mechanism of radio-oxidation of the polymer matrix. In contrast, a rapid growth in the carbonyl and hydroxyl band intensity is noted for both the PP/alfa fiber composites with increasing the γ-radiation dose, particularly in the range 100–200 kGy. The increase in the absorption band intensity of both carbonyl and hydroxyl groups indicates clearly that the materials have undergone degradation. 24
Microscopy observations
Morphological characterization by SEM was done on PP/alfa fiber composites to study the effect of gamma irradiation and the impact of the compatibilizer agent and acetylation treatment on the interfacial adhesion properties.
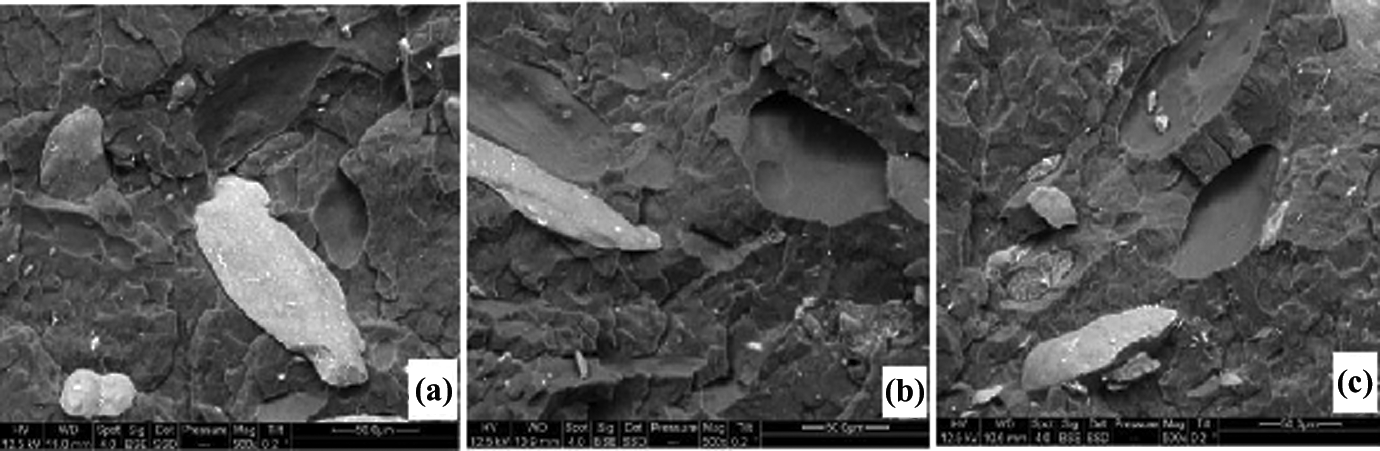
Figures 2 and 3 clearly show the absence of any interactions between both components. In fact, the fibers are pulled out from the thermoplastic matrix with the formation of the cavities indicating the poor adhesion. On the other hand, fracturing the samples did not lead to breakage of the alfa fiber. The holes resulting from unbonding of the fiber affect the mechanical behavior of the composites because of a poor stress transfer between the matrix and the filler. The low polarity of thermoplastic matrix (PP) and the high surface energy of cellulosic fibers are responsible for the lack of compatibility and lack of intimate contact between the matrix material and the filler. Irradiated samples show the same behavior, since irradiation does not influence the fiber treatment.
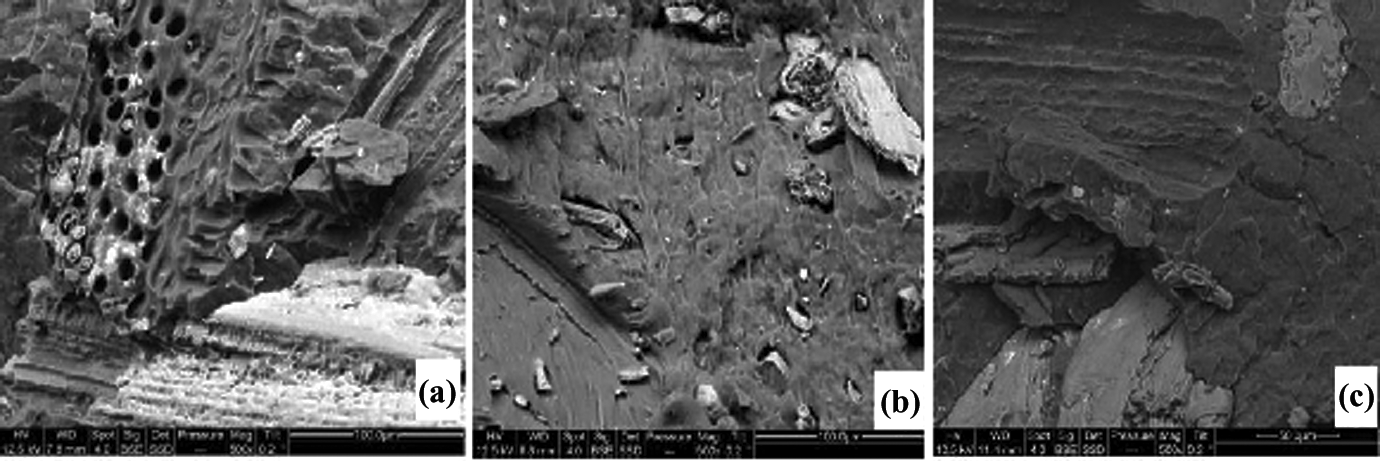
SEM micrographs of fractured surface for PP/alfa fiber untreated: (a) 0 kGy, (b) 25 kGy, and (c) 200 kGy.
SEM micrographs of fractured surface for PP/alfa fiber treated with acetylation: (a) 0, (b) 25 kGy, and (c) 200 kGy.
In Figure 4, the fractured surface of the PP composites with compatibilizer is observed by comparing Figures 2 and 3. The number of unbonded fibers was decreased after irradiation compared to neat and treated alfa fiber composites.
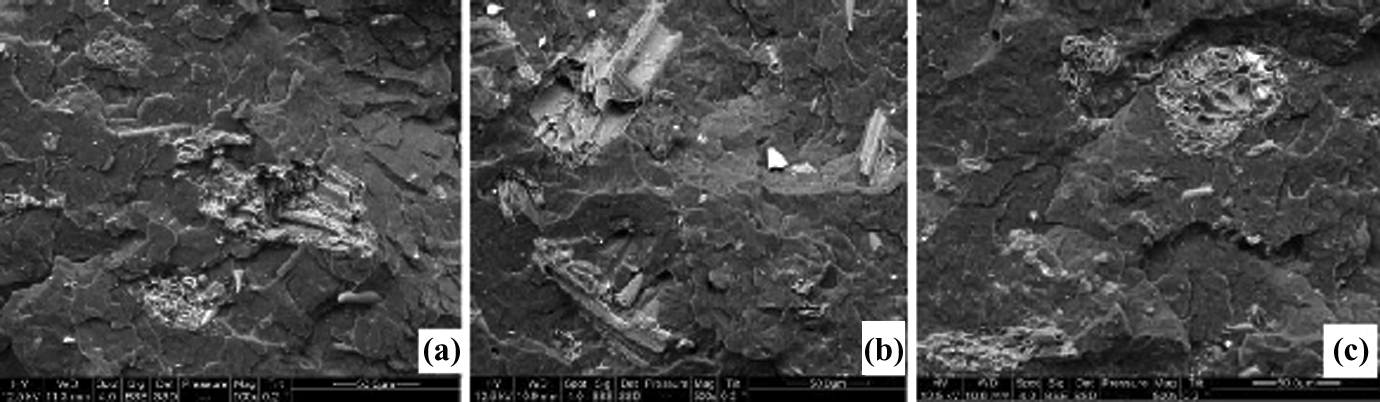
SEM micrographs of fractured surface for PP/AF/MAPP: (a) 0, (b) 25 kGy, and (c) 200 kGy.
Mechanical properties
The effect of gamma-irradiation on the tensile properties of the PP/alfa fiber composites in terms of Young modulus, maximum stress, and elongation is graphically shown in Figure 5. It was observed that e-modulus values of neat PP (Figure 5(a)) increased with the introduction of the fillers due to the great stiffness of cellulose. They also increased for 25 and 50 kGy and remain constant for the other doses, and this increase could be attributed to the cross-linking network formed after the irradiation exposure. The modulus of F20AT and F20CT increased for 25 and 50 kGy and then decreased progressively at 100 and 200 kGy. We can explain this result by a predominance of chain scission mechanism of cross-linking reactions in irradiated isotactic PP. 25,26
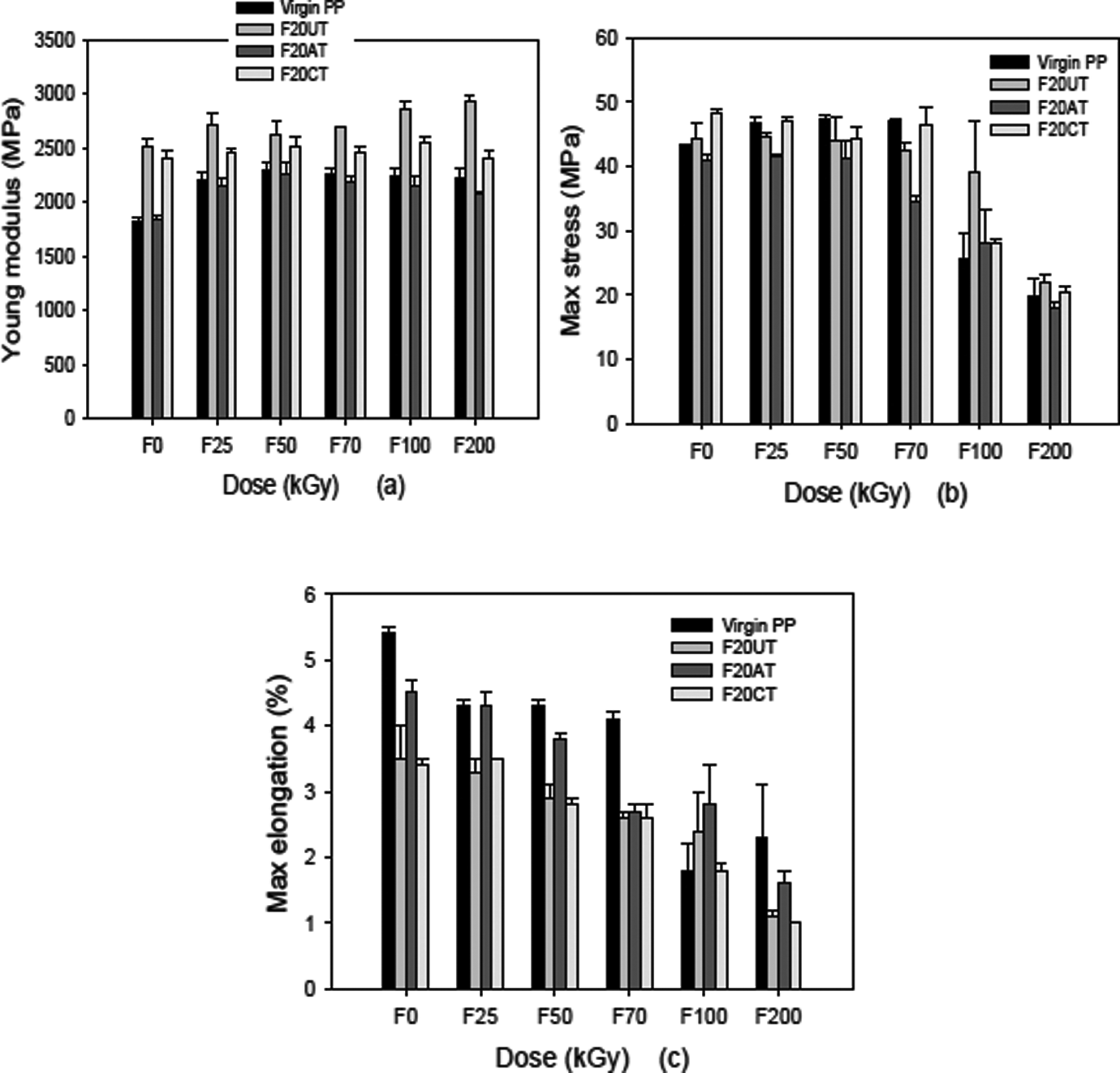
The effect of irradiation dose on the mechanical properties of PP/alfa fiber treated and untreated composites: (a) e-modulus, (b) max stress, and (c) max elongation.
Maximum stress values of the all composites are given in Figure 5(b). Maximum stress values of PP/alfa fiber composites remain constant for doses 25 and 50 kGy and then decreased for 100 and 200 kGy doses according to literature. 27 This behavior is the result of a loss of drawability, since the stress is strongly affected by the drawability of the polymer prior to failure.
Figure 5(c) shows the variation of maximum elongation of the neat PP, PP/alfa fiber samples as a function of the gamma irradiation dose. Indeed, all samples exhibit a decrease in maximum elongation over the dose range 0–200 kGy. With the increase of the radiation dose, degradation through the formation of peroxy and hydroperoxy radicals in the amorphous regions appears to be the primary cause of physical property loss. When sufficient number of linked molecules between crystallites is cut through this chain scission process, it increases the local stress concentration on the crystals. Therefore, these mechanical properties (max elongation) are reduced dramatically (Figure 5(c)). Albano et al. 28 observed that the effect of gamma irradiation on PP was a merely oxidative process that increases the concentration of carbonyl groups.
Study of the dynamic mechanical behavior
Dynamic mechanical properties such as storage modulus (E′) and loss factor (tan δ) of PP and PP/alfa fibers composites are evaluated in temperature range −50°C to 160°C (Figure 6) at a frequency of 1 Hz depending on the irradiation dose. According to the literature, 36 three temperature zones are distinguished: (1) the glass transition region, −50°C to 10°C; (2) the elastic transition zone, 10°C to 80°C; and (3) the rubbery region above 80°C. 29 In the case of the matrix (virgin PP) (Figure 6(a)), the storage modulus E′ decreased significantly depending on the result of the progressive softening temperature of the material and the increase of segmental mobility. This phenomenon is observed only in the amorphous portion, while the crystalline region remains solid up to the melting temperature. The effect of irradiation increased the storage modulus, and the highest modulus was obtained for the virgin PP at 200 kGy.
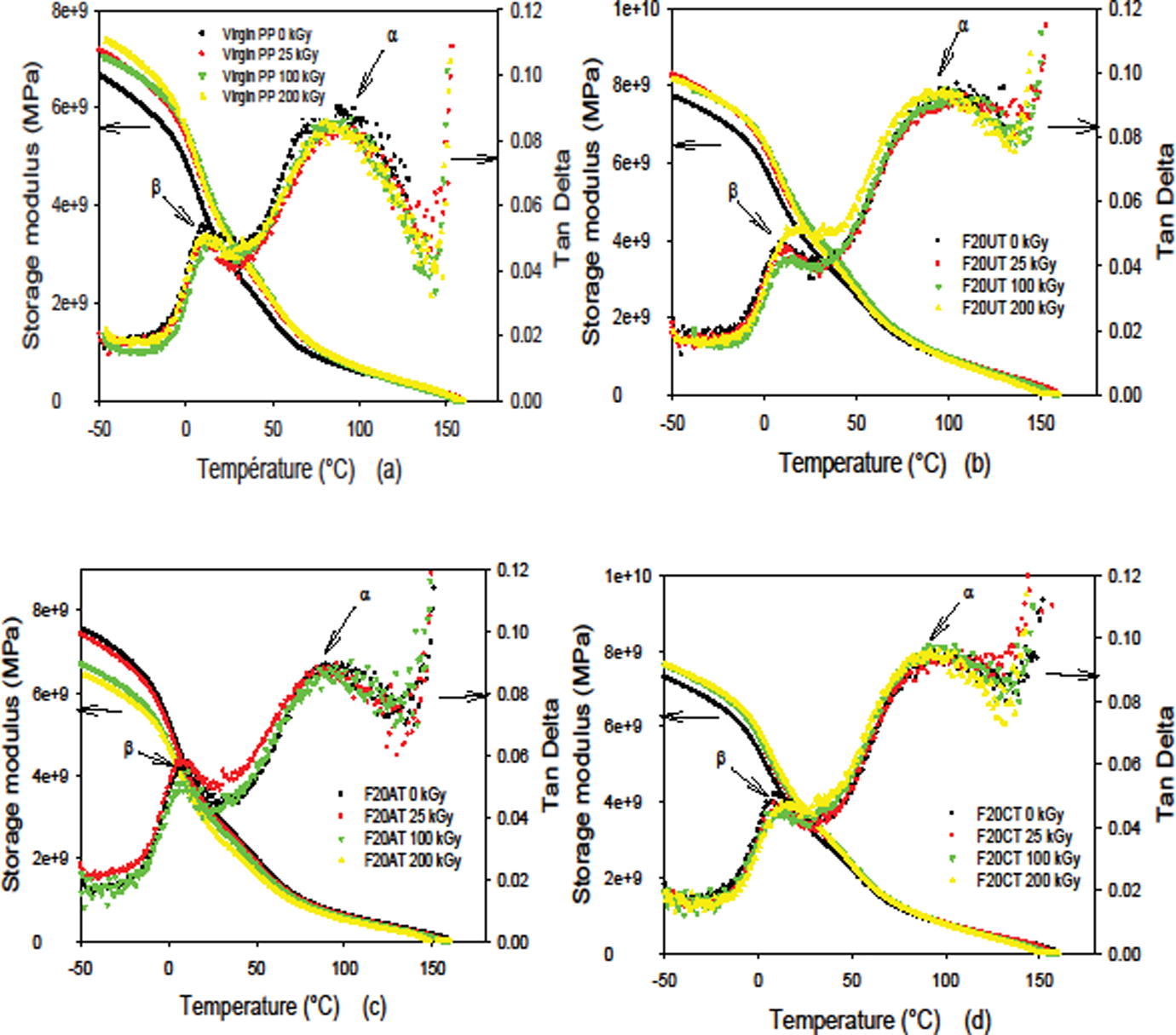
Temperature dependence of storage modulus and tan δ of PP/alfa fiber composites: (a) virgin PP, (b) PP/alfa fiber (untreated), (c) PP/alfa fiber (treated by acetylation), and (d) PP/alfa fiber/MAPP.
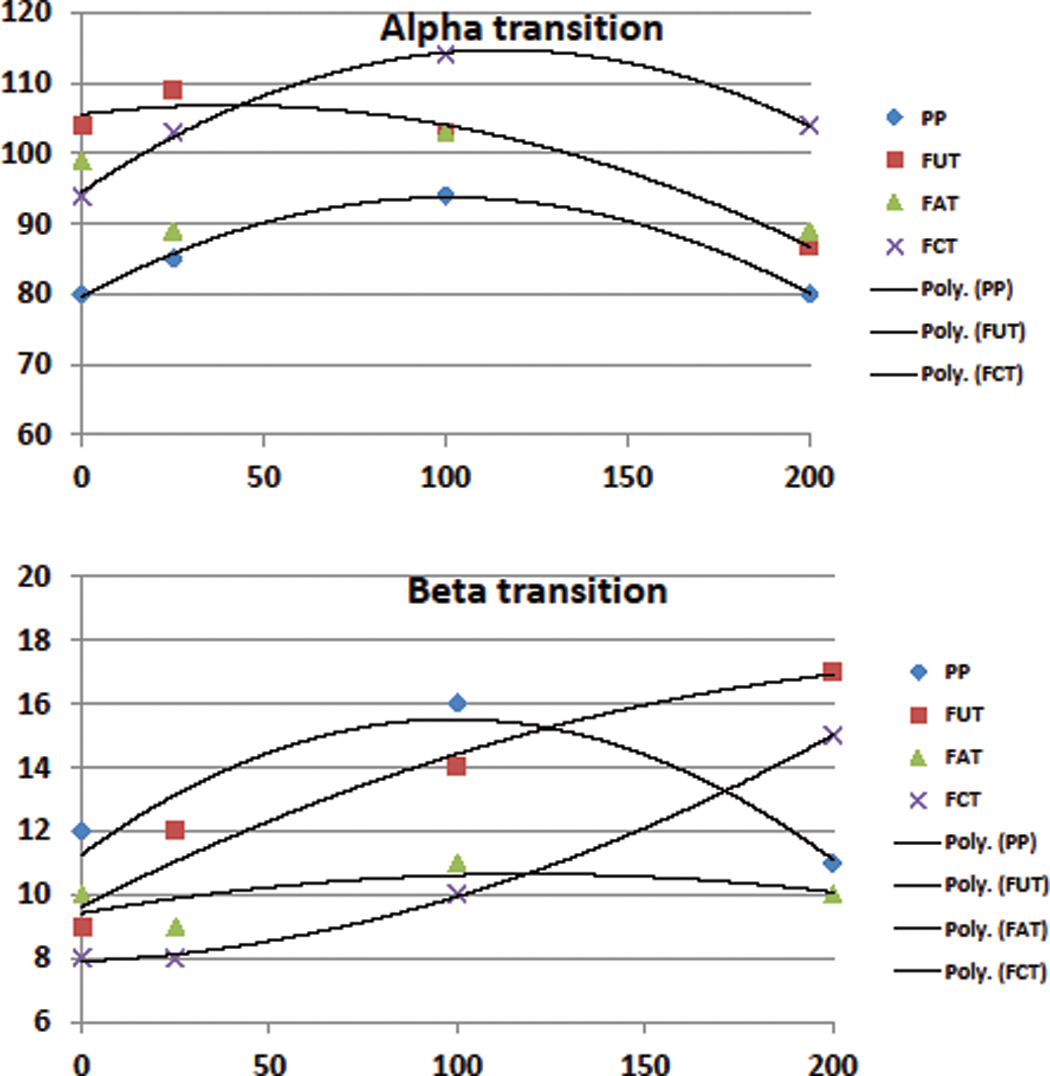
Alpha transition and beta transition of virgin PP matrix and PP/alfa fiber composites with and without irradiation.
Figure 6 (b) to (d) shows the evolution of the storage modulus of the PP/alfa fiber composites depending on the temperature and radiation dose. On this graph, we always find the same areas, which have been discussed previously (the glass area and the glass transition rubbery zone). The storage modulus of the PP/alfa fiber composites increases significantly by increasing the radiation dose except for F20AT composite for which a reduced modulus is observed at 200 kGy. From these results, we can conclude that alfa fiber irradiated at 200 kGy undergoes both chain scission and cross-linking. 30
The obtained results of the mechanical loss factor (tan δ) for the PP/alfa fiber are shown in Figure 6. The tan δ values increased as a function of temperature and reached the first maximum at the glass transition temperature of the amorphous part in PP (the β transition), then dropped again and reached the second maximum (α transition, due to the presence of “rigid” amorphous molecular segments in the crystals). 31,32
From Figure 6, it is observed for the virgin PP increased for the two transition (β and α) temperatures up to a dose of 100 kGy, may be bonded to a cross-linking effect. After 100 kGy, there is a decrease from splits greater than the cross-linking chains. The presence of untreated fibers (FUT [Corresponds F20UT: made from alfa fibers (20 wt%) and neat PP]) and treated by compatibilizer (FCT) increases the glass transition temperature, which increases the stiffness and reduces the mobility of macromolecular chains. 33 However, the crystalline phase transition decreases, and this can be explained by a larger amorphous region due to the humidity (hydrophilicity of the alfa fiber) in the material after irradiation, thus, there is a plastification and therefore the crystallinity decreases. Whatever the irradiation dose, the presence of alfa fibers (FAT) stabilizes the glass transition. This results from the lower polymer chains participating in transition.
Vibration analysis
Vibration analysis allows obtaining fast, accurate, and inexpensive mechanical properties in terms of rigidity of materials. Figure 8 shows the obtained results in vibration analysis on samples of PP/alfa fiber composites. In these specimens, the passage of frequency response functions with dynamic parameter E is based on a simple analytical calculation. Identifying dynamic parameter (E) is then carried out for each resonance frequency by setting an own calculated frequencies. From these results (Figure 8), we find that the modulus of the composite increases with the incorporation of the treated and untreated fibers compared to the virgin matrix (PP) modulus, and this increase in rigidity can be assigned to the rigidity of the fibers, which have been greater than those mechanical properties of the matrix.
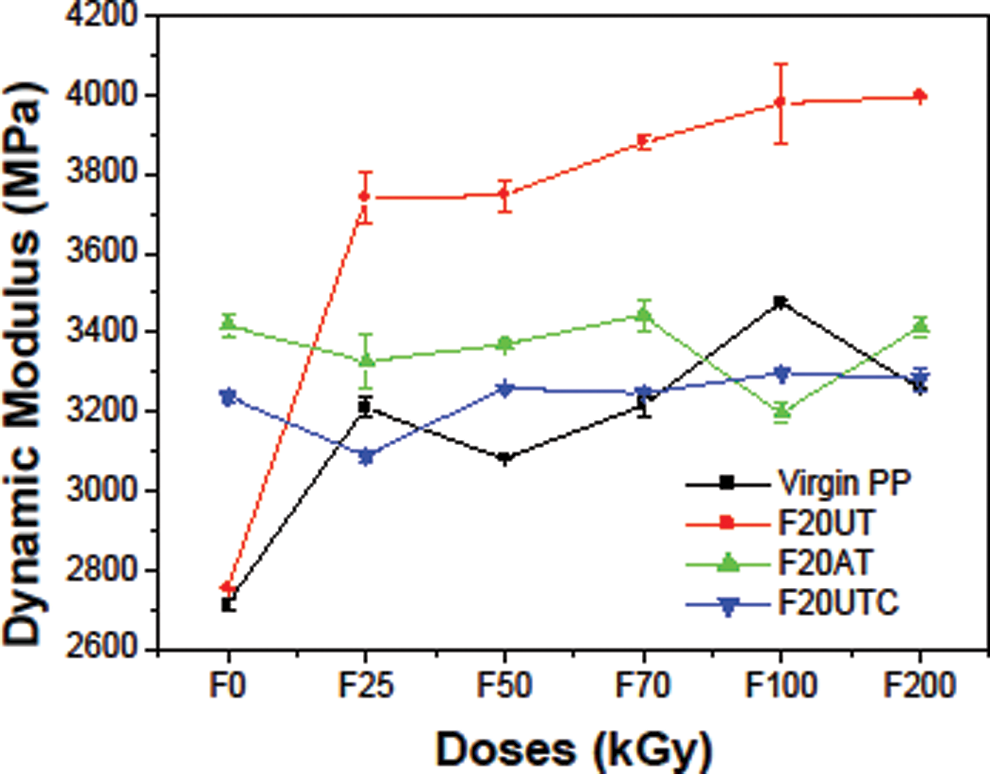
Evolution of the dynamic modulus depending on the gamma irradiation dose of alfa fiber.
Effect of gamma irradiation on the thermal properties of PP/alfa fibers composites
Figure 9 shows clearly that the profiles of thermal degradation of composites with and without irradiation are similar. We record one stage for PP degradation, unlike composites whose degradation is done in three steps. 34,35
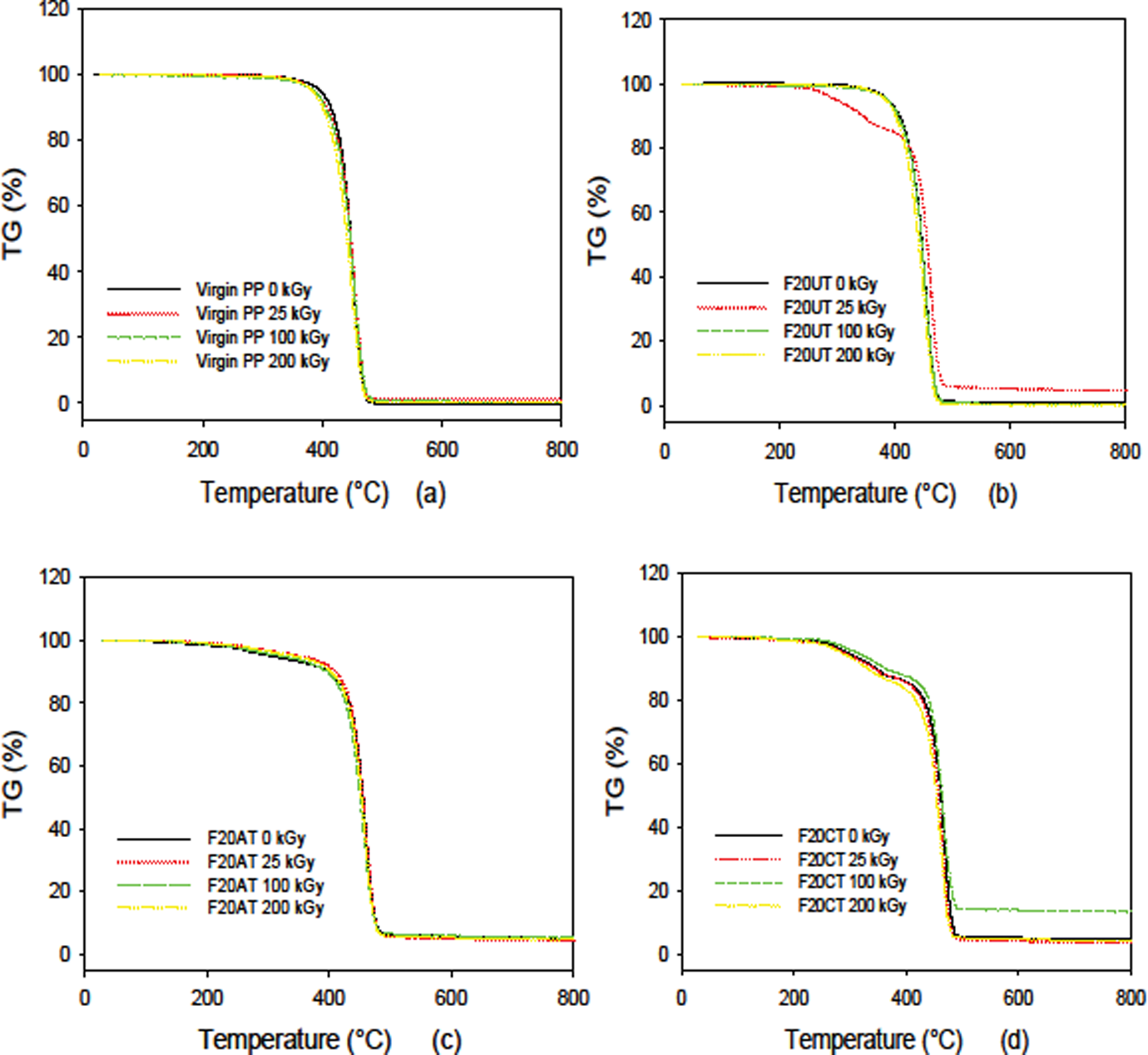
TGA thermograms of composite PP/alfa fiber: (a) virgin PP, (b) PP/alfa fiber (untreated), (c) PP/alfa fiber (treated by acetylation), and (d) PP/alfa fiber/MAPP.
Indeed, the PP decomposes from 400°C and gives mainly trimer propylene. 36 Beyond 500°C, oligomers of other monomers are also formed and approximately 0.8% of char is recovered at the end of its decomposition. However, the thermal degradation of alfa fiber–filled PP composites occurred in a three-step degradation process. The first thermal degradation step may have corresponded to the hemicelluloses localized in a temperature range of 200–300°C, the second is located at 300–350°C attributed to the degradation of cellulose, whereas the third stage is the degradation of the polymer (PP) and the lignin that is located between 350°C and 450°C.
When treated filler is added to PP, the thermal decomposition temperature obviously shifted to a lower temperature (Figure 10), depending on the type of treatment to which the fiber is submitted and the integral irradiation dose. This large decrease in the case of the virgin matrix is explained by the predominance of chain scission reactions that cause a weakening of the polymer material and therefore, a decrease in thermal stability. 37 The low decrease in the onset decomposition temperatures composites prepared with treated and untreated alfa fiber or compatibilizer MAPP compared to the virgin matrix can be explained that the thermal stability was slightly affected by gamma irradiation.
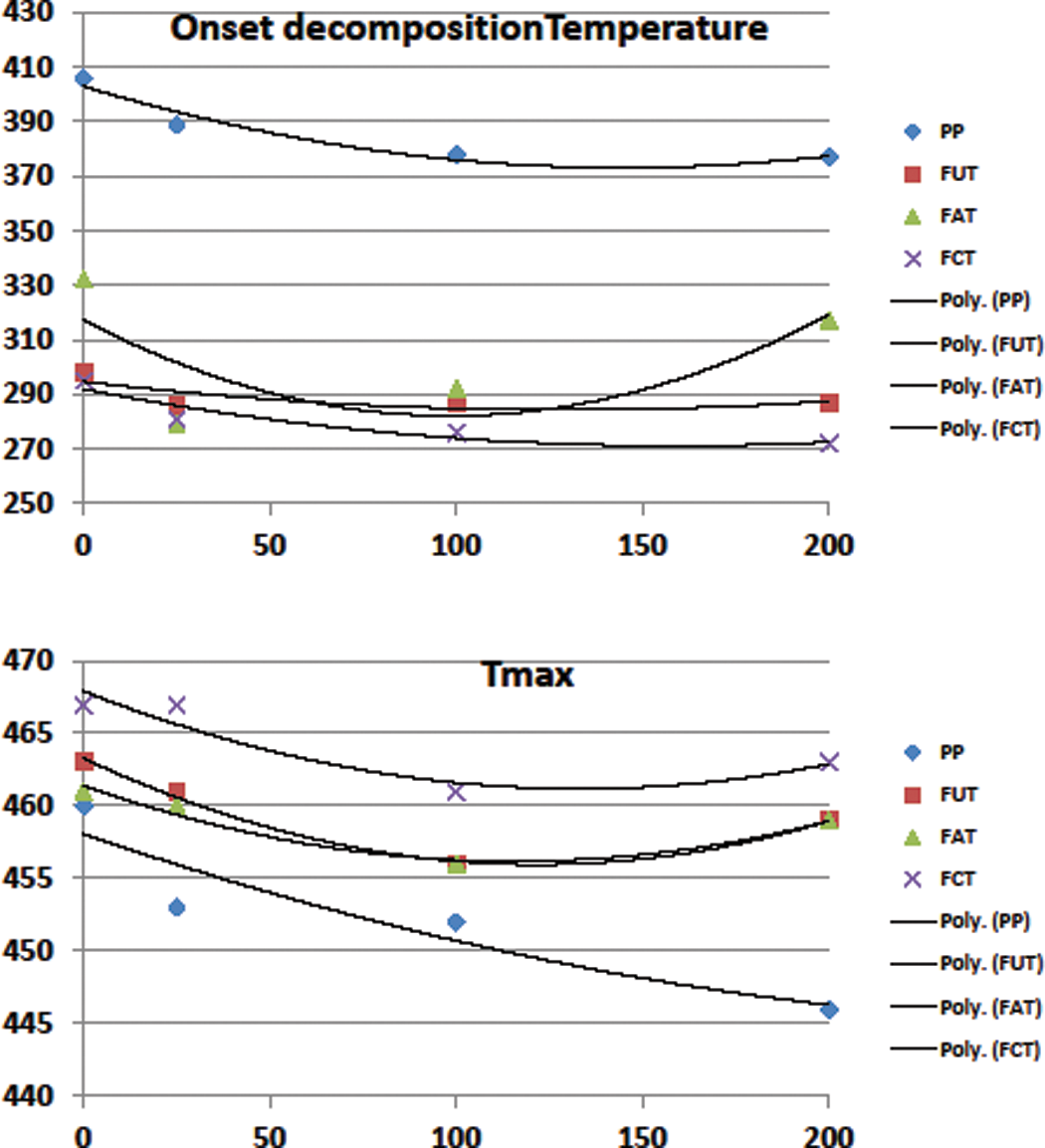
Onset decomposition temperature and T max of virgin PP matrix and PP/alfa fiber composites with and without irradiation.
DSC scans were used to evaluate the effect of compatibilizant and chemical treatment of alfa fiber and gamma rays exposure on transition temperature and melting enthalpy. Firstly, Table 3 shows that the T f values of the unirradiated filled samples are slightly higher than that of the virgin PP matrix. As can be seen, (T f) values tend to decrease as dose increases. In contrast, it is observed that for the virgin PP, the melting temperature increases for the dose 25 kGy at 168°C and then falls down rapidly to 154°C at 200 kGy. This behavior is caused by the oxidative degradation of PP when it is exposed to the irradiation dose, which promotes the scission of the polymer chains. 38
Results of melt temperature and crystallinity obtained by DSC.
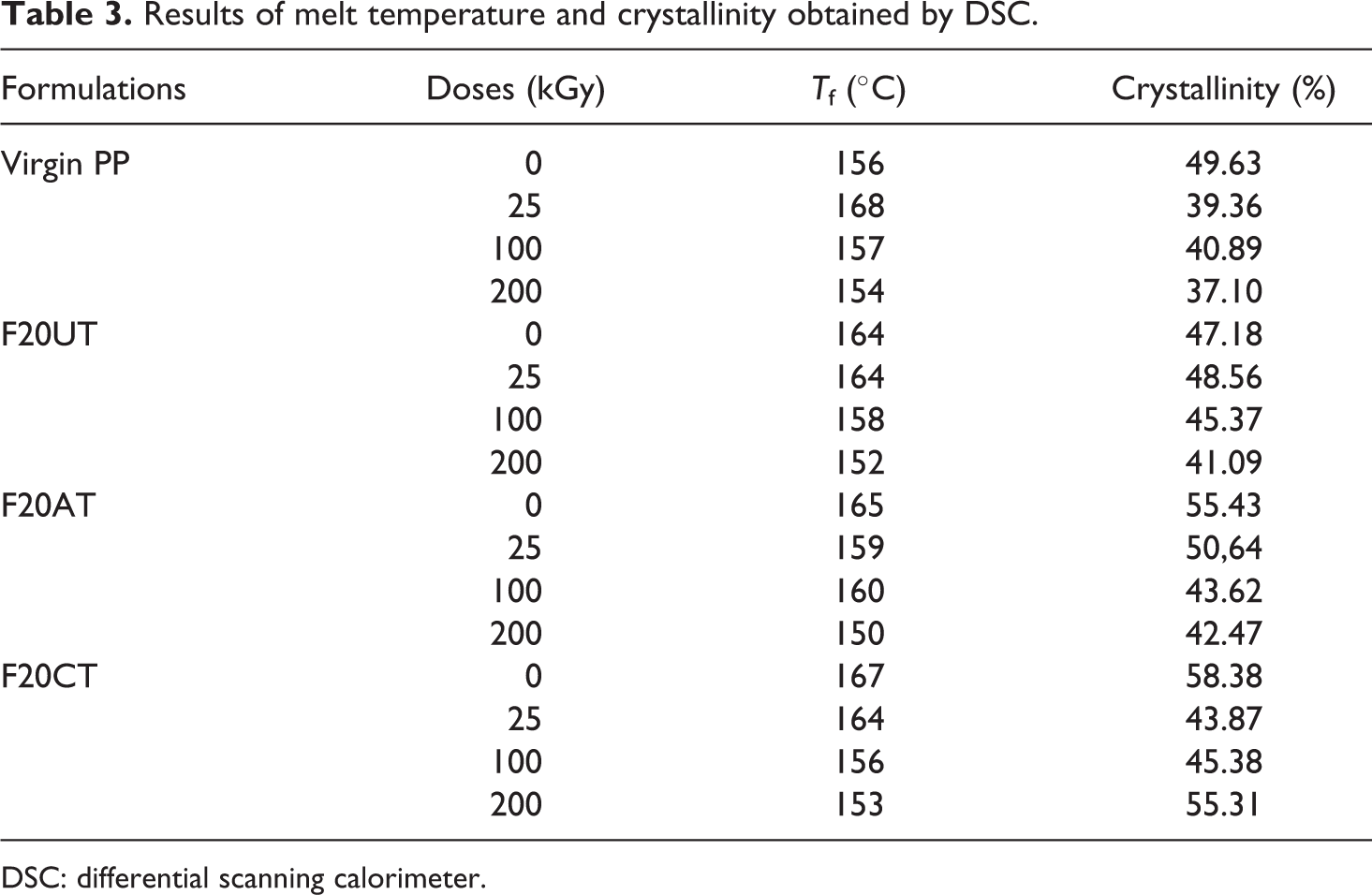
DSC: differential scanning calorimeter.
From Table 3, it is observed that the crystallinity index decreases with increasing the radiation dose for the samples neat PP, F20UT, and F20AT. This result is explained by the reduction of the macromolecular chain length in the crystalline phase and the destruction of the crystallites by gamma radiation. On the other hand, increased crystallinity index is observed for the sample F20CT at doses 100 and 200 kGy. It is most probably due to an interfacial effect. It means that the fibers act as nucleating agent for the crystallization of PP as reported in the literature. 39 This nucleating effect, probably transcrystallinity, increased with the presence of the compatibilizer MAPP. This is likely due to the stronger interactions between alfa fibers compatibilized by MAPP and the PP matrix, which improved the nucleating activity of the fibers for PP. 40 Results of melt temperature and crystallinity obtained by DSC is given in Table 3.
Conclusion
In this study, the oxidative degradation of PP/alfa fiber composite submitted to gamma radiation has been studied. The changes induced by exposure of the composites to gamma radiation in the range 0–200 kGy on the molecular structure, the physico-mechanical properties and morphology were evaluated. The influence of the acetylation treatment and PP grafted with maleic anhydride compatibilizer was also studied.
Characterization by FTIR spectroscopy samples of virgin PP, FUT, FAT, FCT, and irradiated composites showed an increase in the concentration of hydroperoxides indicating the predominance of chain scission reactions. FTIR results showed that the virgin PP has better stability to gamma irradiation than treated and untreated composites. The results of DSC and mechanical tests corroborate the FTIR results. However, the presence of the treated fiber and the compatibilizer in the PP matrix has no effect on the oxidation mechanism. Thermogravimetric analysis showed that the addition of the treated and untreated fiber greatly improves the thermal stability of the polymer matrix before and after gamma irradiation. The SEM analysis showed that gamma irradiated FUT, FAT, and FCT composite causes cracking and the micro-cracks and voids are formed due to the release of small molecules from the polymer degradation. The gamma irradiation leads to an increase of storage modulus, whatever the composite (treated fibers or not). Treated and untreated fiber composites have better storage modulus than virgin matrix. T g values for untreated fibers FUT and FCT are slightly higher. Absorbed humidity causes plasticization.
Footnotes
Acknowledgements
The authors thank the University of Bejaia (Algeria) for its financial assistance with Noura Hamour’s traveling expenses. The authors are also pleased to express their grateful acknowledgements to Mr Loualhi, the Director of Nuclear Research Center of Algiers for their help and the use of the gamma radiation facilities.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.