
Abstract
The objective of the investigation described in this work was to study the reprocessing effects on the alfa fiber reinforced polyvinylchloride composites with and without maleic anhydride-grafted polyvinyl chloride used as compatibilizer. The material was characterized after each extrusion using tensile tests, scanning electron microscopy (SEM), dynamic mechanical, and thermal analysis. Results indicated that generally after four cycles, the recycled composites had considerably higher modulus as compared with the original composites, which were attributed to changes in physical and chemical properties of the composites induced by the recycling process. This effect was enhanced for the compatibilized samples. Increase of the modulus strength of the poly(vinyl chloride) (PVC) matrix is detected due to the molecular chain cross-linking resulting from degradation. In addition, it was found that the reprocessing cycles increase in glass transition temperature of PVC and PVC/alfa composites.
Introduction
Composite materials provide design engineers with superior quality and long life span. Higher strength, lower weight, and less maintenance have led to many engineering applications. 1
There has been a growing interest in utilizing fibers as reinforcement to produce composite materials. Scientists prefer thermoplastic polymeric matrices than thermosets due to the low production cycle, lower cost of processing, and high reparability of thermoplastics. Fiber-reinforced thermoplastic matrix composites have gained commercial success in the semistructural and structural applications. 2
Furthermore, one major advantage of natural fiber plastic composites is the capability to recycle the product either during the manufacturing process (internal recycling) or later at the end of the service life (external recycling). 3 It is important to bear in mind that the utilization of resources sparingly to their utmost benefits is an important strategy for conservation of natural resources. One such route is to recycle wood polymer composites (WPC) waste. Recycling reduces the raw material cost. It can help WPC manufacturers to gain competitive advantage on cost of raw materials while also conserving environment. 4 Hence, recycling of WPC waste is deemed appropriate in terms of economy, utilization, and management of natural resource and environment. The survey of literature shows that available studies on the recycle-ability of WPC composites are so rare and only a few articles have been published till date. Effect of recycling on properties of rice husk-filled polypropylene (PP) was studied, which indicated slight decrease in tensile, flexural, and impact properties, and water absorption. 5 Bourmaud and Baley 6 investigated the recycle ability of hemp and sisal fibers-reinforced polypropylene composites. Their results showed that the mechanical properties are well conserved. Beg et al. 7 also investigated the effect of reprocessing of the wood fiber–PP composites in injection molding process and reported both decrease in tensile strength and Young’s modulus because of the fiber damage. Cui et al. 8 studied moisture absorption behavior of recycled PP matrix wood plastic composites. The results indicated that the use of treated wood fiber reduces the moisture absorption and thickness of swelling of composites compared with the untreated one. The impact toughness was increased by 18.4%, 24.0%, and 2.1%, respectively after 4-week immersion in hot water. The tensile strength of treated composites was increased.
As far as recycling of polyvinyl chloride (PVC)-based WPC is concerned, no information is available. Investigations have, however, been carried out on composites based on polypropylene, polyethylene, and other thermoplastics. Most of these studies have considered composites made with recycled postconsumer polymers and ‘fresh’ vegetable fillers. 9
PVC/wood fiber (flour) composites are currently experiencing a dramatic increase in use. Most of them are used to produce window/door profiles, decking, railing, and siding. PVC/wood composites can be cut, sawed, nailed, screwed, and processed by the conventional wood-working equipment. At the end of the service life of PVC-containing products, several options are available for disposal and waste management. Of course, the first option is recycling and/or reuse into different useful products. The problem associated with the above solutions is the number or recycling cycles acceptable and with limited damage on PVC. 10
This work examines the impact of reprocessing on the structure and mechanical properties of alfa fiber-reinforced PVC (PVC/alfa) composites with and without PVC-g-MA used as the compatibilizer by melt-processing in an internal mixer (Brabender Plasti-Corder, Germany). Neat PVC was also reprocessed as a reference material. The effects of structural changes on the mechanical properties were determined by tensile tests. The morphology of the composites was studied by scanning electron microscopy (SEM). Dynamic mechanical analysis (DMA) was used to analyze possible changes in the physical structure.
Experimental
Materials
All the PVC/alfa formulations used in this work were based on PVC type SE-1200 provided by CABEL ‘Cablerie Electrique’ located in Algiers (Algeria). The polymer has the following physical characteristics: Kwert (parameter that characterizes the viscosity of a material), 70.2–72.0; powder density, 0.521. The additives used in the preparation of the various formulations were dioctyl phthalate as a plasticizer, a thermal stabilizer system based on calcium (Ca)/zinc (Zn), and stearic acid as a lubricant.
The alfa used as reinforcing filler was collected at M’Sila in Algeria and its average particle size is around 125 µm. Alfa fiber consists of a number of cells associated with filaments called cellulose microfibrils. These cells are arranged in a matrix consisting of lignin. The diameter of the fibers varies from 5 to 10 µm. Alfa fiber is composed of cellulose (45%), hemicelluloses (20.9), lignin (28.9), and waxes. The mean values of tensile modulus (E), strength (σ), and strain (ε) at the breaking point of the tested fiber samples were approximately 22 GPa, 145 MPa, and 2%, respectively. 11
The compatibilizer was the PVC-g-MA. It was synthesized at the laboratory of organic materials, University A. Mira of Bejaia, Algeria. 9 The grafting content of MA was 3.8%.
Preparation of the composites
PVC powder and the various additives were placed in a high-speed twin steel-wall mixer and processed at a speed of 3000 rpm at 70°C, below the glass transition temperature (T g) of PVC. A Brabender Plasti-Corder mixing chamber (model W 50 EHT) was used for the melt blending of PVC with alfa fiber and compatibilizer. Mixing was performed with 50 r min−1 at 170°C for a time period of 5 min. Prior mixing, the PVC-g-MA compatibilizer and the fiber were dried at 80°C for 24 h. The processed material was granulated and then subjected to four repeated cycles under the same operating conditions. For each cycle, a part of the resulting material was compressed with the aid of hydraulic press after 5-min heating at 170°C with a pressure of 30 bars. The sheets were allowed to cool to room temperature. Five millimeter thick plates obtained were then removed to be used in various characterizations. Sample compositions are listed in Table 1.
Formulation codes of PVC/alfa composites used.
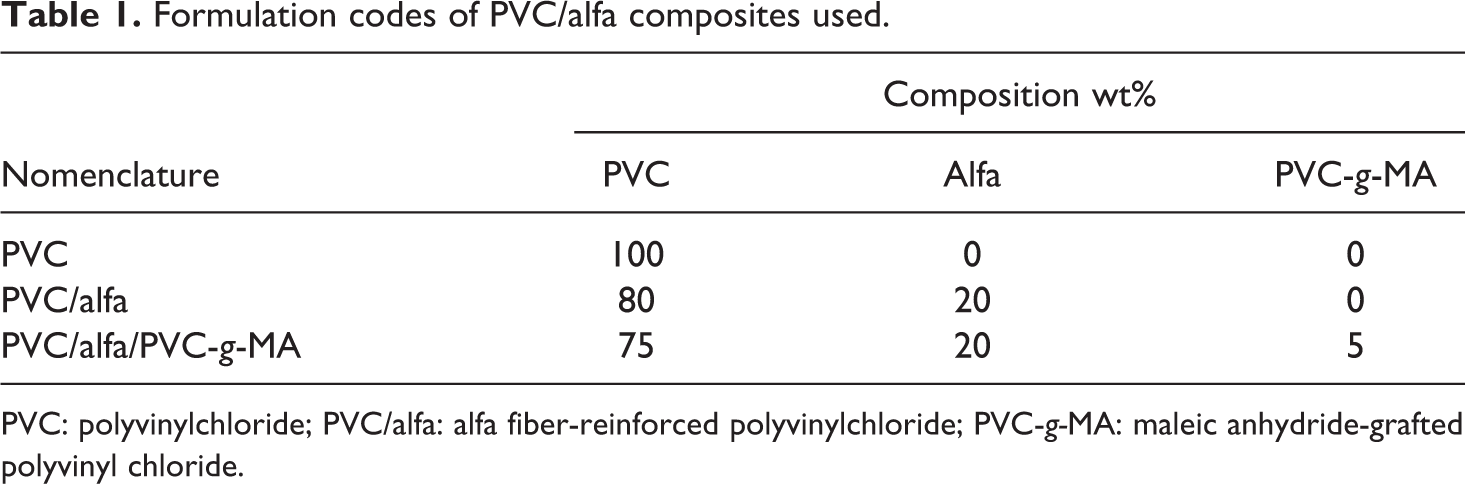
PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride.
Techniques
Tensile test
The tensile test for the composites was conducted using a MTS Synergie RT1000 (MTS, Eden Prairie, MN, USA) testing machine with a crosshead rate maintained at 2 mm min−1. Five measurements were conducted and average for the final result was considered. The dimensions of the calibrated part have a width of 4 mm and a length of 45 mm.
Scanning electron microscopy (SEM)
The morphologies of the fracture surfaces were observed using a SEM (Jeol JSM 6460LV, Japan). The specimens were fractured after immersion in liquid nitrogen. The fractured surfaces of specimen were coated with a thin layer of gold–palladium before SEM examination.
Dynamic mechanical analysis (DMA)
DMA was conducted in a tension mode using a DMA 50 N (METRAVIB, ACOEM., Elk Grove Village, Illinois, USA). Temperature scans were run from −20°C to 120°C at a heating rate of 2°C min−1 using an elongation mode and the data presented in this study were run at 1 Hz. The amplitude deformation was 10 mm, the loss factor (tan δ) were measured as a function of temperature. Sample dimensions were about 20 mm length, 5 mm width, and 2 mm thickness. The main relaxation temperature, T g, can be defined as the temperature at which the maximum of tan δ is reached.
Thermogravimetric analysis (TGA)
TGA and DTG were carried out using Setaram TG-DTA 92-10 instrument (France), in an inert atmosphere at a heating rate of 20°C min−1. The weights of samples were in the range of 10–20 mg and they were scanned in the temperature range starting from 25°C to 700°C.
Nanoindentation investigations
The specimens for nanoindentation tests were cut into previously molded specimens. As far as the nanoindentation technique is concerned, sample preparation is very important because accurate results are obtained only if the indentations are deeper than the surface topography of the specimen. A meticulous polishing can significantly reduce the uncertainty in determining the surface properties. Hence, all surfaces to be indented were polished to a 0.05-μm particle size polishing solution finish and the polished samples were mounted on aluminum cylinders using Super Glue
Steric exclusion chromatography (SEC)
Samples before and after recycling were analyzed by SEC. For SEC experiments, a Shimadzu LC10 AD system (Singapore) was used in combination with a Shimadzu RID10A differential refractometer and a Shimadzu SPD 10Avp UV dual wavelength detector. The column set was constituted of five 30-cm photoluminescence gel columns. The solvent used was analytical grade tetrahydrofuran (THF).
Results and discussion
Mechanical properties
Mechanical performance of WPC products was of major importance. To investigate the effect of reprocessing process on the mechanical properties, tensile test was carried out.
Figure 1 shows the evolution of Young’s modulus with the number of recycling for both neat PVC and PVC/alfa composites. The Young’s modulus for all composites with and without compatibilizer was higher than the value for neat matrix, as a consequence of the high modulus of lignicellulosic filler. After the first cycle, we can notice a considerable improvement of Young’s modulus with the addition of alfa fibers by almost 175 MPa passing from 246 MPa for the neat PVC to 421 MPa for PVC/alfa. The Young’s modulus of the composites containing PVC-g-MA is superior to the value observed for composites without compatibilizer. Hence a good load transfer is visible in between the fibers and the matrix. Increased adhesion leads to better interfacial strength and that may enhance the modulus of the composite. PVC-g-MA converts the hydrophilic surface of alfa fiber to more hydrophobic and improves the strength by creating a chemical bridge between the reinforcement and polymer. It improves the degree of cross-linking in the interface region and offers a perfect bonding. 14
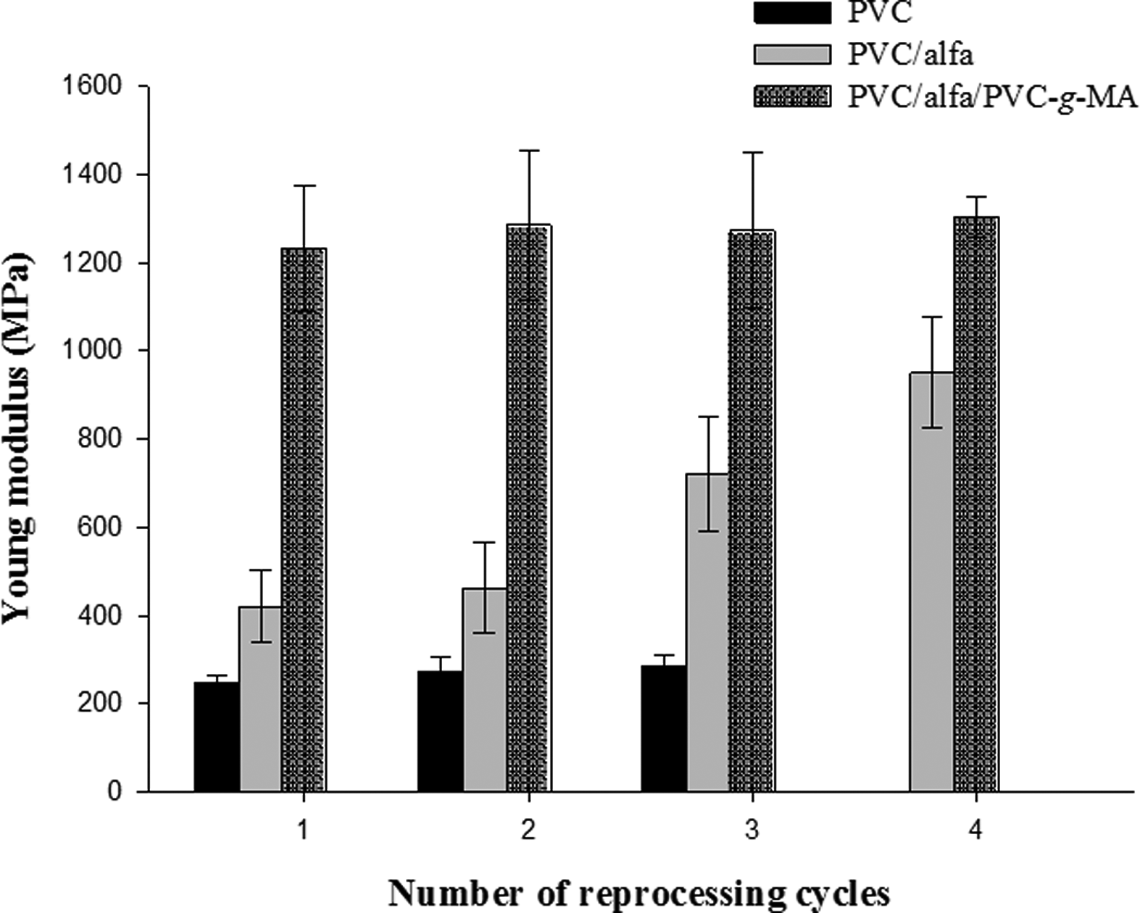
Young’s modulus of PVC, PVC/alfa, and PVC/alfa /PVC-g-MA as a function of number of reprocessing cycles. PVC: polyvinylchloride; PVC/alfa: alfa fiber reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted-polyvinyl chloride.
Recycling of pure PVC induces a slight increase in Young’s modulus; it is probably a consequence of the increase in molecular weight induced by reprocessing. The degradation of PVC is a complex chain dehydrochlorination that consists of an initiation process to generate an active intermediate and a series of chain reactions that generate additional active intermediates with progressively increased numbers of double bonds. The elimination of hydrogen chloride is one of the fundamental aspects of PVC decomposition. In the first stage, this reaction starts by the formation of one double bond followed by a very fast unzipping reaction, which leads to polyene sequences in the backbone (Figure 2). 15 If the levels of degradation are high, secondary processes are also observed during degradation. For example, the polyene sequences can react with one another, leading to a cross-linked network by Diels Alder process as explained in Figure 3. 15 –17

Scheme of dehydrochlorination of PVC. PVC: polyvinylchloride.
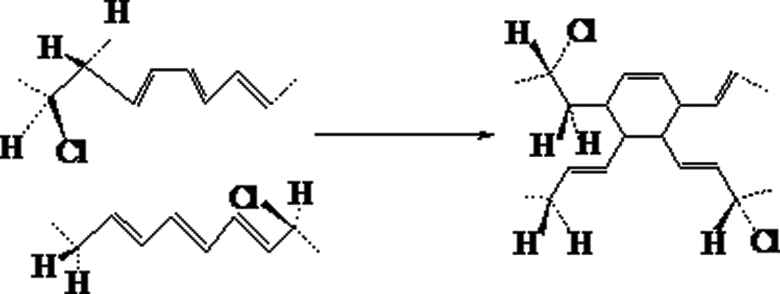
Scheme of cross-link of PVC. PVC: polyvinylchloride.
It can be seen from Figure 1 that up to four reprocessing cycles, the Young’s modulus seems to be relatively changed for both PVC/alfa and PVC/alfa/PVC-g-MA. For the PVC/alfa composites, the increase between the first and fourth cycle is very substantial, the values indicate that the Young’s modulus of PVC/alfa in the fourth cycle is 125% higher than that of the initial one. In the presence of PVC-g-MA, there is also a slight increase in Young’s modulus. The better dispersion of particles inside the matrix could justify this effect.
Variation of the tensile strength as a function of reprocessing cycles for neat PVC and PVC composite samples is shown in Figure 4. The tensile strength of the neat PVC was 19.5 MPa against 9.5 MPa for the composites at 20% fiber content. The decrease of tensile strength is probably due to the increase of interfacial defects, as one might already expect.
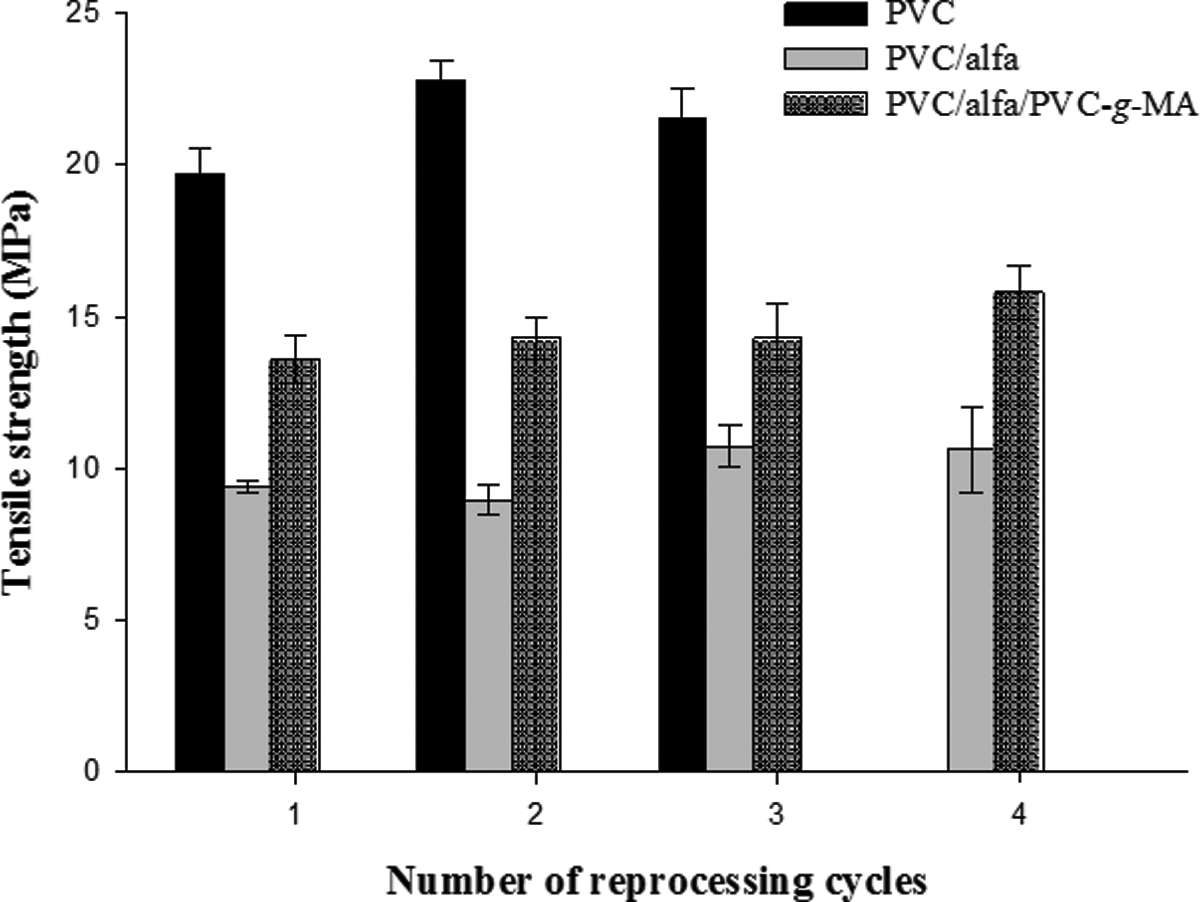
Tensile strength of PVC, PVC/alfa, and PVC/alfa /PVC-g-MA as a function of number of reprocessing cycles. PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride.
The tensile strength of the composites decreased due to the weak interfacial adhesion and a low compatibility between the hydrophilic fiber and hydrophobic PVC. 18 Hydrophilic character of natural fibers leads to poor resistance to moisture and low interfacial properties between fiber and polymer matrix, which reduces their potential as reinforcing agents.
On the other hand, PVC/alfa composites showed 51% lower tensile properties in comparison with PVC. Due to addition of compatibilizer, tensile strength improved 43% for those fibers composites, which is because of ester linkage formation via PVC-g-MA between alfa fiber and PVC matrix. Reprocessing seems to have no significant influence on tensile strength of the neat PVC. The average improvement was about 15% after the second cycle, but after three cycles the polymer strength decreased by 5.7%. The increase in tensile strength was highly significant for reprocessed composites. This appreciable change is due to the decrease in particle size of fiber induced by reprocessing. To explain differences between the mechanical properties of composites virgin and reprocessed samples, the main factors to be considered are, namely, wood particles size, wood particles dispersion, and changes in molecular architecture of polymeric matrix and in the interfacial bonding between the two components. It has been reported that the smaller particle size results in a higher strength of the composite. It could be due to the better dispersion of fine particles in the matrix. 19
The values of elongation at break for virgin and reprocessed PVC and their composites with and without compatibilizer are shown in Figure 5. It is evident from the data that the ultimate elongation decreases with the number of processing cycles, that is, the material becomes progressively stronger, stiffer, and less ductile. These observations can be explained by the formation of an increasing number of cross-links. According to Kaci et al., 20 it is due to increased adhesion that leads to reduced deformability. Improved adhesion hinders the formation of large voids, thus preventing catastrophic failure. Moreover, the location of the compatibilizer at the interface between the two phases enhances the stress transfer and reduces particle size because of the emulsifying effect. Balatinecz et al. 21 investigated the effects of repeated recycling on the properties of wood fiber–polyolefin composites. The results indicate a slight decrease in tensile strength for PP and PE composites. This was probably due to the reduction in the fiber aspect ratio as a consequence of reprocessing cycles. The changes in the modulus of PP and PE composites were minor in relation to repeated recycling. Due to the differing structures of PP and PE, different degradations are characteristics of each. In PE, cross-linking is the primary degradation. In PP, the primary mechanism is chain scission.
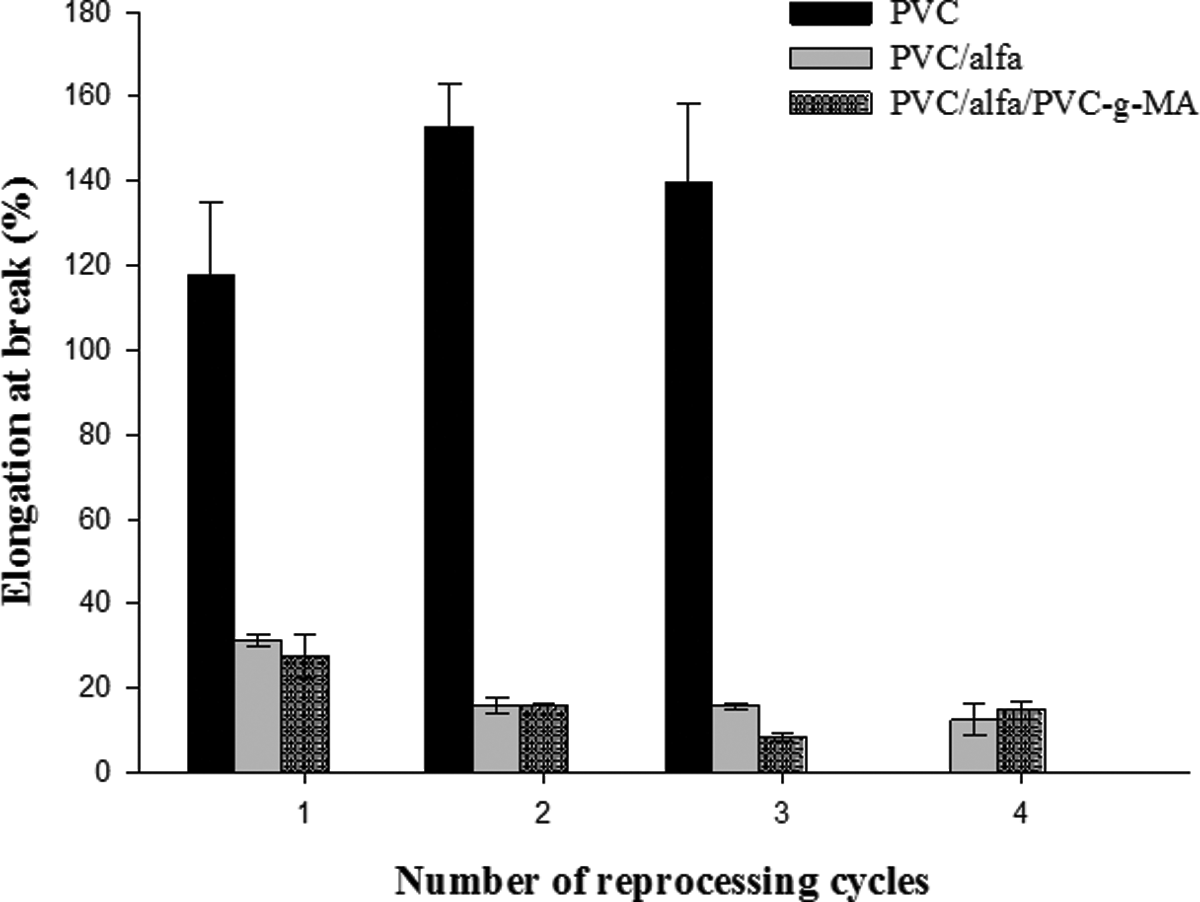
Elongation at break of PVC, PVC/alfa, and PVC/alfa /PVC-g-MA as a function of number of reprocessing cycles. PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride.
Scanning electron microscopy (SEM)
The effect of reprocessing on the dispersion of alfa fiber in the PVC matrix and the interfacial adhesion between the alfa fiber and PVC matrix was investigated by using SEM technique. Figure 6(a) shows that after the addition of 20 wt% of alfa fiber particles to PVC matrix, a pullout fiber can be seen clearly. In addition, there was some fiber debonding as indicated by the circular as well as the longitudinal voids indicating poor adhesion for composites without compatibilizer. Moreover, aggregates of various sizes are formed at the PVC surface. However, no clear gap is seen in the rough interfacial region between the PVC matrix and alfa fiber for compatibilized systems (Figure 6(b)). The compatibilizer used in the PVC/alfa composite improves the interfacial interaction in the interface, which results in an enhancement of tensile strength. Figure 6(c) and (d) show the SEM micrographs of the fracture surface for both PVC/alfa and PVC/alfa/PVC-g-MA composites after four extrusion cycles, respectively. In both figures, it was obvious that alfa fiber was more compatible with PVC as indicated by rare pulled-out trace. Figure 6(f) also shows the reduction in diameter of the fibers to the micrometer scale after four cycles, in comparison to the pristine fiber shown in Figure 6(e) confirming fibrillation. Fibers are not well observed on the composite surface, clearly evidencing their shortening as a consequence of the successive reprocessing of the composite. The pictures highlight the presence of bundles and long fibers after the first cycle (Figure 6(e)). These bundles have nearly disappeared; only short and well-separated fibers remain after reprocessing (Figure 6(f)). The fibrillation created a better interfacial adhesion in the composites as a result of reprocessing. Other authors have also reported a severe shortening of the cellulose fiber length as the factor responsible for the increase observed for the mechanical properties of short cellulosic fiber reinforced composites upon reprocessing. 9,22
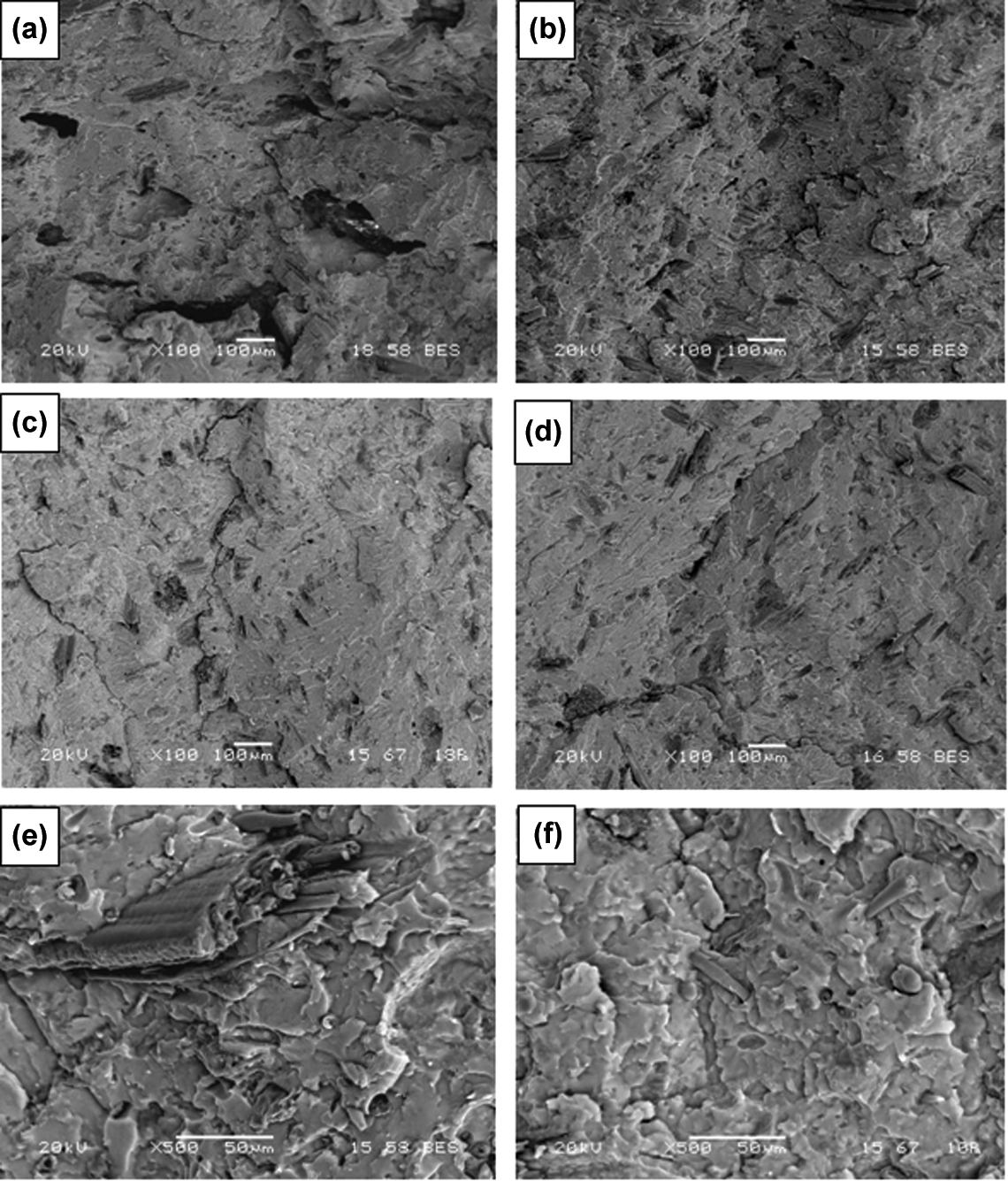
SEM micrographs of fractured surfaces of composites: (a) PVC/alfa before recycling at a magnification of ×100; (b) PVC/alfa/PVC-g-MA before recycling at a magnification of ×100; (c) PVC/alfa after four cycles at a magnification of ×100; (d) PVC/alfa/PVC-g-MA after four cycles at a magnification of ×100; (e) PVC/alfa/PVC-g-MMA after four cycles at a magnification of ×50; (f) PVC/alfa/PVC-g-MMA after four cycles at a magnification of ×50. PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride; SEM: scanning electron microscopy.
Dynamic mechanical analysis (DMA)
DMA is a reliable approach to examine the relaxation behavior of the materials. In order to evaluate the effect of the reprocessing, thermomechanical properties were measured. The result of DMA analysis shown in Figure 7(a) and (b) is exemplified by the loss tangent (tan δ) data for PVC, unmodified PVC/alfa composites, and modified with PVC-g-MA at a loading of 5 wt% before and after three cycles. The loss tangent for all composites reached a maximum in a temperature range of 40–60°C; this relaxation corresponds to the T g of PVC. The measurement can give knowledge about the interfacial behavior of composites. The peak position shifts if there are strong interactions between the matrix polymer and filler/reinforcement. 23 Figure 7(a) illustrates the tan δ curves after the first cycle, clearly showing the reduction of the tan δ peak height with fiber incorporation. With respect to T g, one can see that fiber incorporation caused the increase of the values. This is expected because the addition of alfa fiber in PVC increases the stiffness of the composites. The peak amplitude is decreased with the addition of compatibilizer, which indicates that the number of molecular segments involved has decreased due to improved adhesion between fiber and matrix. According to Gajender Saini et al., 24 the presence of rigid filler together with an excellent adhesion between the filler and the matrix resulted in restriction of the molecular mobility of the polymer and thereby resulted in enhancement of T g. A slight improvement in the tan δ values with recycling is shown in Figure 7(b). However, the T g of composites with and without compatibilizer is shifted a lot toward a higher temperature. The shift in the tan δ peak position also shows that the molecular motion is restricted, and this confirms the strong interaction between alfa fiber and PVC matrix after reprocessing.
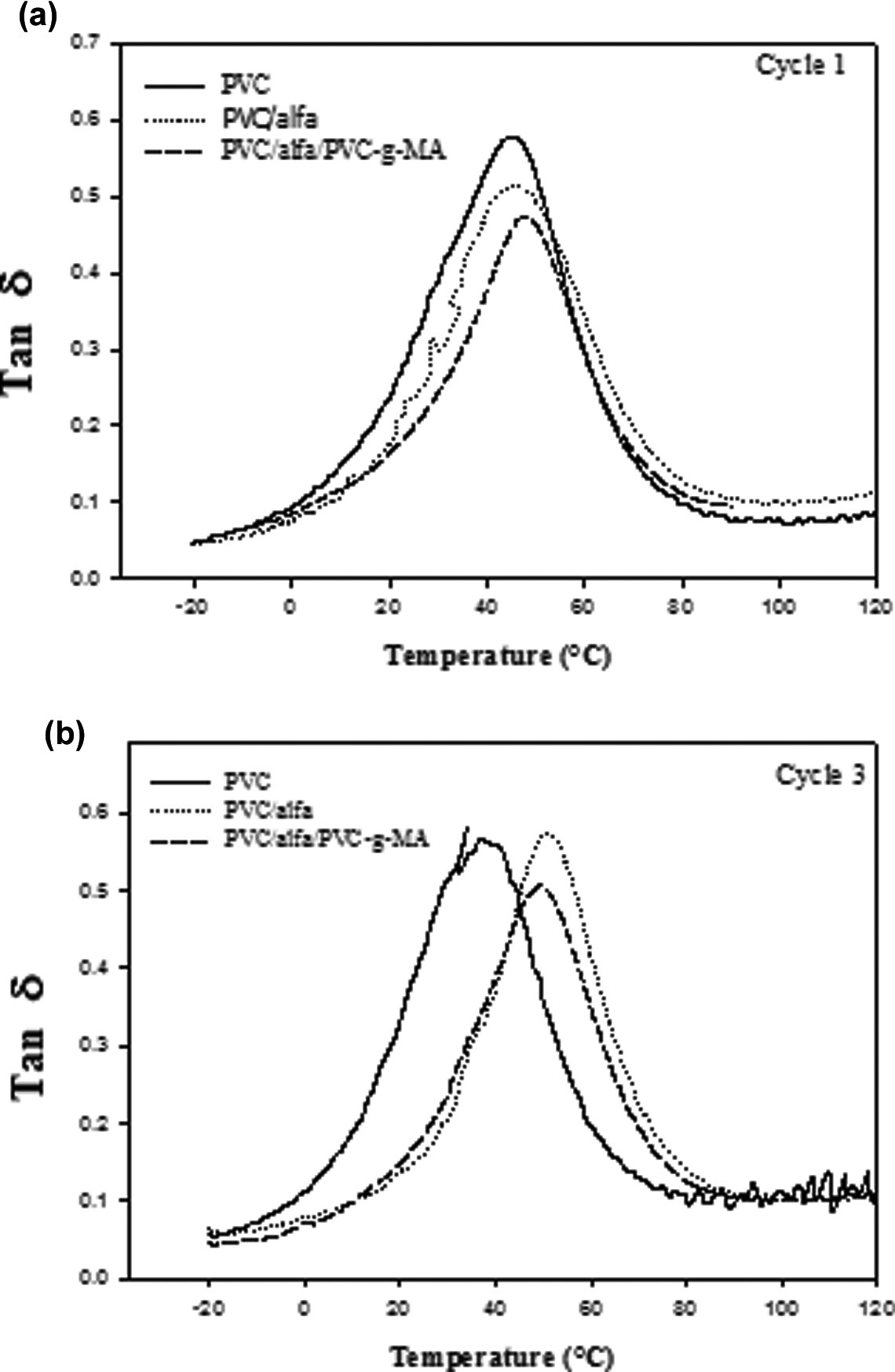
Tan δ as a function of temperature at 1-Hz stress frequency obtained by using DMA experiments for PVC, PVC/alfa, and PVC/alfa/PVC-g-MA: (a) cycle 1 and (b) cycle 3. DMA: dynamic mechanical analysis; PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted-polyvinyl chloride.
Thermogravimetric analysis
The thermal stability and degradation behavior of PVC and its composites with and without compatibilizer in a nitrogen environment were also investigated by TGA before and after three cycles. The results are shown in Figure 8(a) and (b). Similar to PVC, its composites exhibited two-stage degradation. The first stage was attributed to dehydrochlorination followed by the formation of the conjugated polyene sequences, whereas the second stage corresponded to the thermal cracking of the carbonaceous conjugated polyene sequences. 18 From the TGA curves, the temperature at 5% weight loss (T 5%) and the temperature at 50% weight loss (T 50%) were collected and are summarized in Table 2. T 5% and T 50% corresponded to the course of dehydrochlorination and backbone degradation, respectively. It can be seen in Figure 8(a) that the incorporation of the alfa fiber in PVC matrix decreases the onset decomposition temperature (T 5%). This reduction can be attributed to the decomposition of the hemicellulose, which is less stable than cellulose and lignin. The addition of compatibilizer to the composites presents little influence on the thermal stability of the material. However, T 50% of the composites shifted toward higher temperatures 7°C passing from 314°C for neat PVC to 321°C for PVC/alfa with and without compatibilizer. The results indicate that the backbone degradation of PVC was delayed with the addition of alfa fiber and PVC-g-MA. Weight loss and the residues percentage of PVC/alfa composites with and without PVC-g-MA are lower than that of PVC.
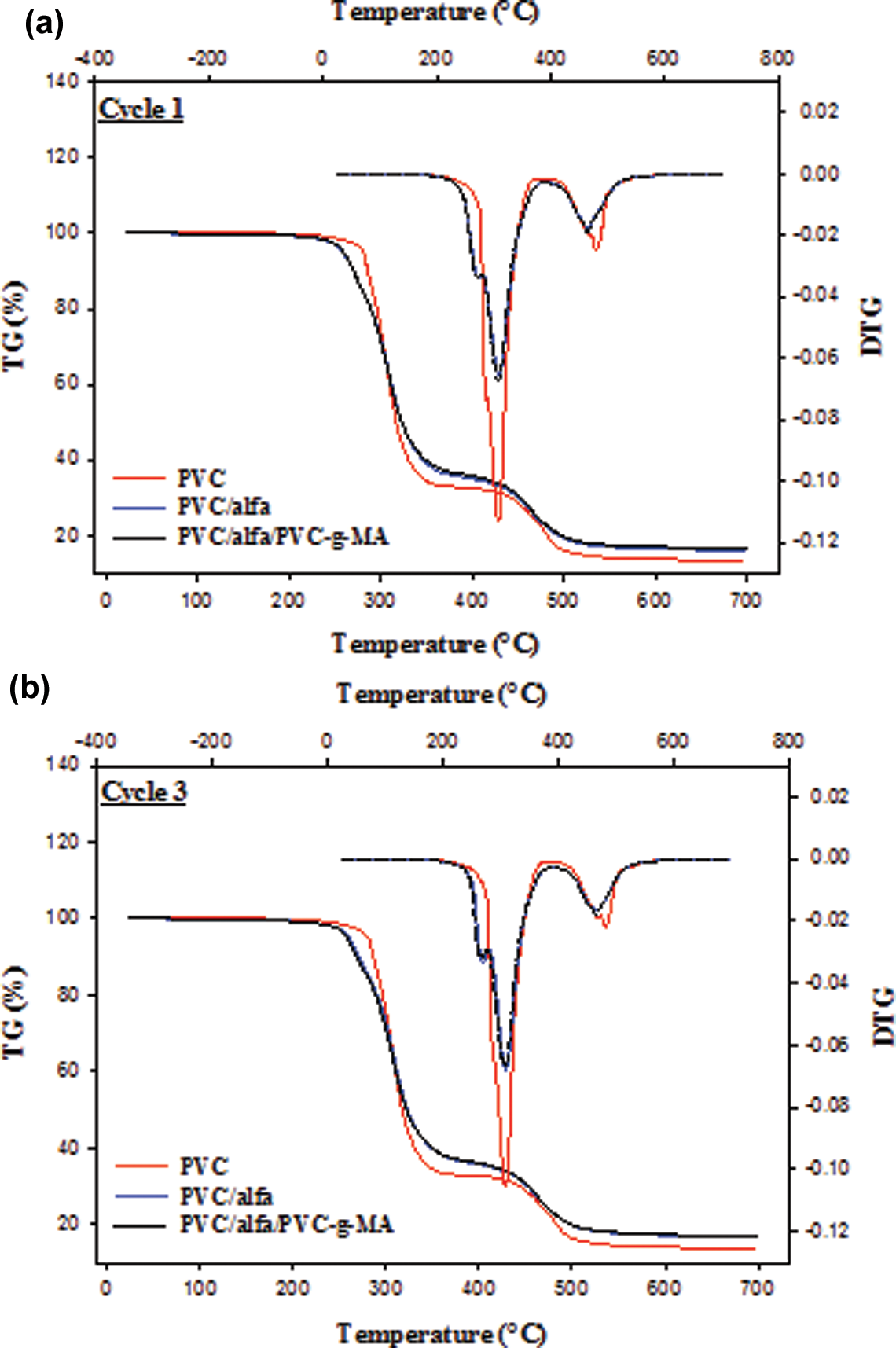
TGA/DTG thermograms of PVC, PVC, and PVC/alfa/PVC-g-MA composites recorded at a heating rate of 20°C/min under N2 atmosphere: (a): cycle 1 and (b): cycle 4. TGA: thermogravimetric analysis; DTG: differential thermal gravimetric analysis; PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride; N2: nitrogen.
Thermal properties of neat PVC, PVC/alfa, and PVC/alfa/PVC-g-MA after the first and the third reprocessing cycles recorded at a heating rate of 20°C min−1 under N2 atmosphere.
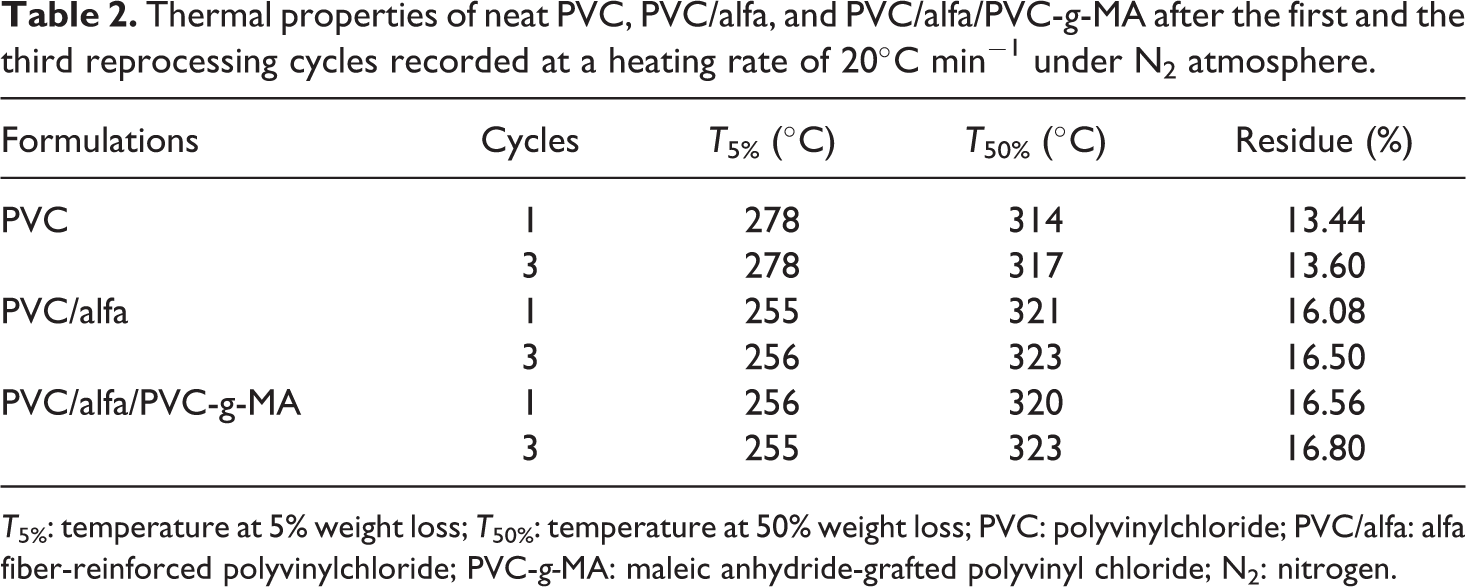
T 5%: temperature at 5% weight loss; T 50%: temperature at 50% weight loss; PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride; N2: nitrogen.
Furthermore, the DTG results indicate that the temperature of maximum rate of weight loss of the composites is improved and its value is around 252°C which is higher than the corresponding neat PVC (249°C). All these are due to the alfa fiber involved in PVC, and it also leads to reactions between alfa and PVC. 12 Therefore, by analyzing the thermograms of DTG, it was verified that the maximum degradation rate recorded during the first phase of degradation are definitely higher than the maximum temperature of the PVC. The reduction of the maximum decomposition rate is attributed to alfa fiber, which hinders the diffusion of the volatile decomposition products.
Figure 8(b) shows the TGA curves obtained for the third cycle reprocessed PVC- and PVC/alfa-treated and untreated composites. After three cycles, the TGA results indicate that the T 50% of the PVC and composites is increased by 3°C; they are shifted toward higher temperatures compared with the ones obtained in the first reprocessing cycle. When discussing the reason of the increase observed for the three-cycle reprocessed composites, it was indicated that the fiber is well dispersed and is surrounded by the matrix. Consequently, the cellulosic reinforcement contained in the reprocessed composites is less prone to degradation than that contained in the original ones.
Nanoindentation experiments
Table 3 reports the Young’s moduli and hardness obtained on the PVC matrixes by using nanoindentation on the various samples. The values are averaged for indentation depths of 500–600 nm from a minimum of 28 indents. A Poisson’s ratio of 0.35 was used in all modulus calculations. 25 There are very few works on nanoindentation on PVC; a work of Zhu 26 exhibits nanoindentation values for PVC-styrene-butadiene rubber blends but due to the high stiffness of the unplasticized PVC, we cannot compare the data. As expected, these values obtained by nanoindentation present an overestimation compared with modulus measured by tensile test (463 MPa compared to 246 MPa for PVC-R1 modulus). This phenomenon is classically attributed to a scale factor and size effect between nanoindentation and tensile tests. 27 We notice a moderate increase into the mechanical properties of the PVC after three process cycles (+9.3% and +7.7% for the modulus and the hardness, respectively). This evolution corroborates the tensile results and confirms the hypothesis of the increase in Young’s modulus; it is probably a consequence of the increase in molecular weight and the formation of a cross-linked network induced by reprocessing.
Young’s modulus and hardness from the PVC matrixes into the various samples obtained using nanoindentation.
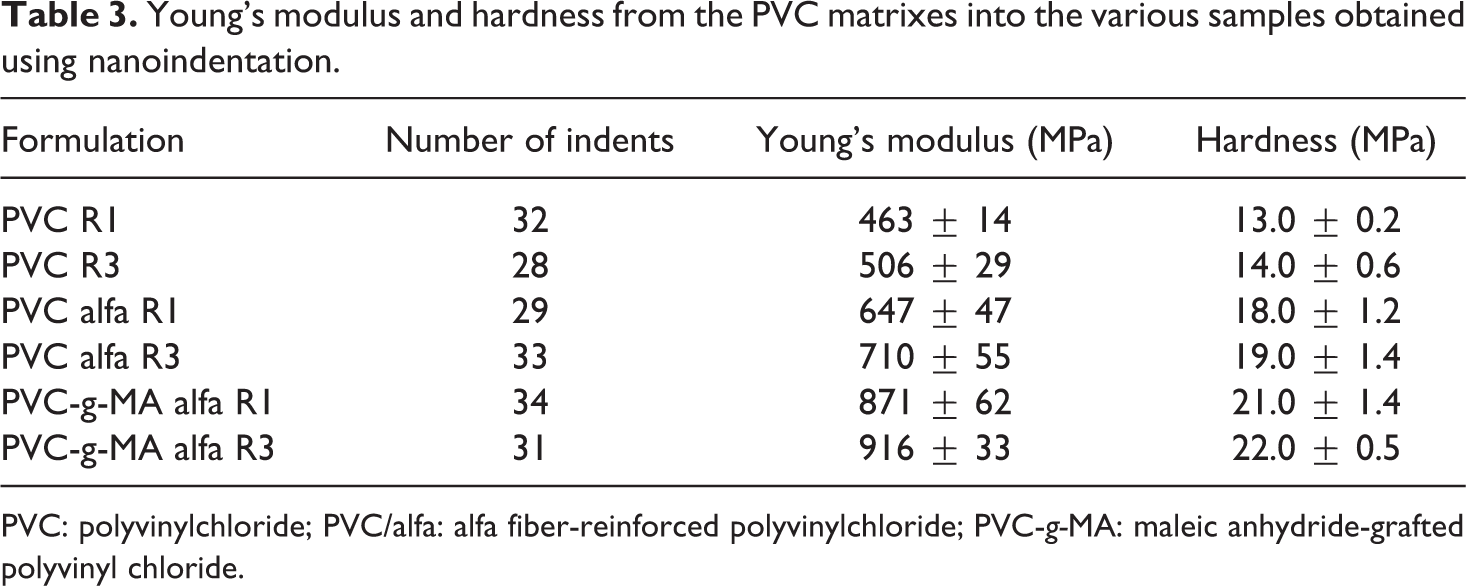
PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride.
In the second time, we measured the Young’s modulus values of the composites PVC matrix, in situ. In this case, nanoindentation is a suitable and very competitive method, due to the possibility to obtain values without any fibers extraction or dissolution. In the presence of compatibilizer or alfa fibers, the Young’s modulus of the PVC matrix is highly increased (+39.7% and +88.1%, respectively, for the PVC-R1). Of course, the increase of the stiffness is moderate, in comparison to those of the composites investigated by tensile experiments; however, these results highlight that the increase of the composites modulus is not solely due to the incorporation of alfa. The PVC mechanical properties increase with the fibers and compatibilizer loading, as evocated before, due to the increase of the glass transition and PVC structure modification, which is induced by the increasing strain rate in the presence of vegetal fibers. 28
As expected, a moderate increase of the mechanical properties of the matrix could be noticed after recycling, confirming the PVC cross-linking induced by the reprocessing step.
Molecular weights
The PVC chain length was analyzed by SEC after dissolution of the matrix in THF and separation of the fibers. Results summarized in Table 4 show that molecular weights of PVC and PVC/alfa composites with and without PVC-g-MA increase strongly after reprocessing and this confirms the formation of a cross-linked network induced by reprocessing.
Molecular weight of PVC samples and PVC/alfa composites with and without PVC-g-MA before and after reprocessing.
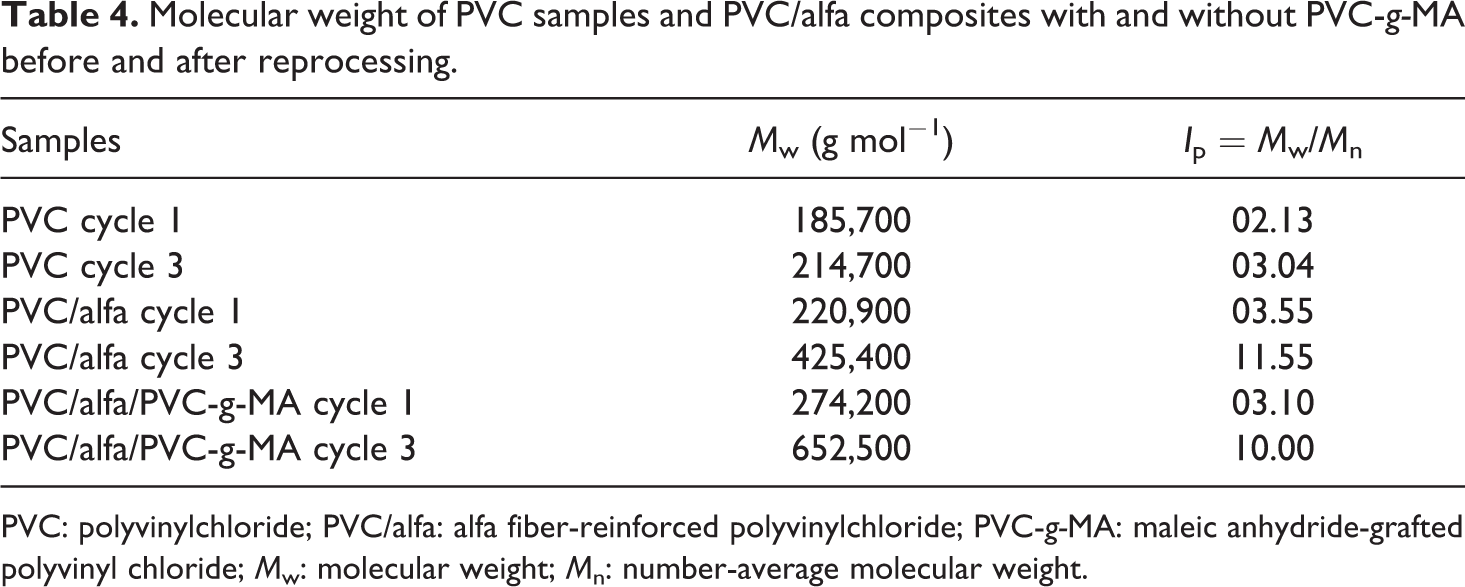
PVC: polyvinylchloride; PVC/alfa: alfa fiber-reinforced polyvinylchloride; PVC-g-MA: maleic anhydride-grafted polyvinyl chloride; M w: molecular weight; M n: number-average molecular weight.
Conclusions
In this study, the effects of reprocessing on properties of PVC and PVC/alfa composites were investigated. Mechanical, dynamical, and thermal tests were performed on the samples of composites with and without compatibilizer before and after four cycles.
The results of this study confirmed that generally the recycling process enhanced tensile strength and Young’s modulus in the studied formulations. This is mainly due to better fiber dispersion, lower amounts of voids, and better interface quality. These are clearly revealed through an SEM analysis. After reprocessing, the morphology of the composite materials indicates that the alfa fiber particles are uniformly dispersed and embedded in the polymer matrix. The bundles have nearly disappeared after the four cycles.
Another interesting result from this work is that obtained about dynamical properties. Our results demonstrate that the incorporation of alfa fiber and PVC-g-MA produces a decrease of the tan δ peak height. This behavior was attributed to the presence of the fibers themselves, to macromolecular chain mobility restrictions at the neighborhood of the fibers and to the development of better fiber/matrix adhesion specifically when compatibilizer are used. In addition, it is found that the reprocessing cycles increase in T g of PVC and PVC/alfa composite. The shift in the tan δ peak position shows that the molecular motion is restricted, and this confirms the strong interaction between alfa fiber and PVC matrix after reprocessing.
The thermal stability of PVC and PVC/alfa composites with and without compatibilizer before and after reprocessing has been studied. It is also observed that the maximum degradation rate is shifted to a slightly higher region in the case of composites than that of PVC, due to the higher thermal stability of the composites. The alfa fiber takes an important protective role in the PVC degradation by slowing down its decomposition rate. The reduction of the maximum decomposition rate is attributed to alfa fiber, which hinders the diffusion of the volatile decomposition products.
To conclude, the nanoindentation study confirmed the previous hypothesis by showing the matrix mechanical properties evolutions in the presence of compatibilizer or plant fibers.
The change in the structure of PVC after reprocessing that yields large cross-link is evidenced by molecular weight measurements.
In short, this study indicates that PVC/alfa composites may represent good potential for utilization after multiple recycling, especially with compatibilizer.
Footnotes
Acknowledgements
The authors thank CABEL Company “Cablerie Electrique” located in Algiers (Algeria) for supplying poly(vinyl chloride) and additives used in this study.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.