
Abstract
Thermoplastic vulcanizates (TPVs) based on ethylene–vinyl acetate copolymer (EVA)/ethylene–vinyl acetate rubber (EVM) were prepared by dynamic vulcanization. Mechanical properties, morphology, and Mullins effect of the TPVs were investigated. The results showed that the EVA/EVM TPV with 40/60 weight ratio had excellent mechanical properties. There was no obvious phase separation on the fracture surface of the TPV. Mullins effect could be observed in the stress–strain curves of TPVs during the uniaxial loading–unloading cycles. Compared with TPV with 20/80 weight ratio, the TPV with 40/60 weight ratio had the relatively larger maximum stress, residual deformation, and internal friction loss at specific strain.
Keywords
Introduction
Thermoplastic elastomers (TPEs) are a class of polymers having the properties of both conventional vulcanized rubber and thermoplastics that can be processed at an elevated temperature. 1 As a special class of TPEs, the thermoplastic vulcanizates (TPVs) have reached an important place in the polymer industry, which are produced via dynamic vulcanization in the presence of a vulcanizing system. Dynamic vulcanization was first described by Gessler 2 and then developed by Fisher 3 and Coran et al. 4,5 ; it is the process of vulcanizing an elastomer during its melt compounding with a molten thermoplastic. As a consequence, small domains of vulcanized rubber dispersed in the continuous thermoplastic matrix during dynamic vulcanization, 6 and the resulting materials exhibit outstanding mechanical properties and can be melted and recycled repeatedly. Compared to those blends comprised of uncured or slightly cross-linked components, dynamic vulcanization results in significantly improved mechanical properties that can be attributed to the stabilized morphology of the rubber particles resulting from cross-linking 7 ; moreover, the properties of blends prepared by dynamic vulcanization were better than those of blends prepared by static vulcanization. 8,9 A mass of articles dealing with the mechanical properties and morphology of TPVs have been published. 10,11 Dynamic vulcanization technology has led to a significant number of new TPE products commercialized during the mid-to-late-1980s. 12 Because of their unique characteristics, TPVs play a very important role in the applications of automotives, buildings and constructions, wires and cables, and so on.
Ethylene–vinyl acetate copolymer (EVA) with vinyl acetate content below 40% possesses the merit of excellent aging resistance, weather resistance, melt processability, and mechanical properties. 13 It was widely used in the wire and cable industry as insulating material due to its good mechanical properties and physical properties. 14 Ethylene–vinyl acetate rubber (EVM) is a kind of specialty rubber with vinyl acetate content in the range of 40–80%. 15 EVM has high polarity because of its high vinyl acetate content, which enables its good oil resistance. 16 It has been mostly used as halogen-free flame retardant, insulating, heat-resistant or oil resistant materials for electrical cable, construction, and automotive applications.
Rubber-like materials exhibit an appreciable change in their mechanical properties resulting from the first extension, which has been investigated intensively by Mullins 17 and his coworkers and consequently is referred to as the Mullins effect. The Mullins effect is a very important damage source that can exist in rubber-like materials and uniaxial cyclic tension tests were carried out to take a close look at the Mullins effect, and it remains a major challenge in order to provide good mechanical modeling of the complex behavior of industrial rubber materials. 18 It has been 40 years since Mullins wrote his review on the phenomenon and still no general agreement has been found either on the physical source or on the mechanical modeling of the effect. 19 Machado 20 illustrated stress softening in particle-reinforced silicone rubber for uniaxial, planar, and equibiaxial tensile tests; Drozdov 21 studied the Mullins effect in semicrystalline polymers; Cantournet 22 reported the Mullins effect and cyclic stress softening of filled elastomers. However, few articles have been published to address the Mullins effect of TPVs.
Tang et al. 23 have prepared the EVA28 (VA content = 28 wt%)/EVM50 (VA content = 50 wt%) TPV and the results showed that the EVA28/EVM50 TPV exhibited not only excellent stretchability (> 900% elongation at break), nice elasticity (only about 19% remnant strain at 100% stretching), and good flexibility but also superior oil resistance. In this article, we report the preparation of EVA (VA content = 15 wt%)/EVM (VA content = 50 wt%) TPVs via dynamic vulcanization. The mechanical properties, morphological properties, and Mullins effect of the TPVs with different weight ratios were investigated systematically. Moreover, the research related to Mullins effect of TPV is thus an issue of major importance to control the properties of TPVs effectively.
Experimental
Materials
EVA copolymer was supplied by Tosoh Co. (Tokyo, Japan). The EVA was injection grade 630 with a MFI of 1.5 g/10 min and vinyl acetate content of 15.0 wt%. EVM rubber, Grade Levapren 500, was supplied by Lanxess Co. Ltd, China. The vinyl acetate content is 50.0 wt%, the Mooney viscosity (ML1+4 (100°C)) is 27 ± 4, and the density is 1.00 g cm−3. Dicumyl peroxide (DCP) was used as vulcanizing agent and was obtained from Gaoqiao Pertrochemical Co. Ltd (China). Triallyl isocyanurate (TAIC) was manufactured by Rhein Chemie Co. Ltd (China).
Preparation of dynamically vulcanized EVA/EVM blends
Commercially available EVA and EVM, as above, were used for blends. The concentrations for cross-linking the EVM system are expressed in parts per hundred EVM rubbers by weight (phr). The DCP-containing accelerating system recipe consisted of the following ingredients: 100 phr EVM, 2 phr DCP, and 3 phr TAIC.
The dynamically vulcanized EVA/EVM blends were prepared via a two-step mixing process. In the first step, the preblends containing EVM and the cross-linking ingredients were compounded in a two-roll mill (X(S) K-160, Shanghai Qun Yi Rubber Machinery Co. Ltd, China) at room temperature. After 3 min of mixing time, the preblends were removed from the mixer. In the second step, the TPV compounds were prepared by melt-mixing the EVM preblends with EVA resins using a Brabender PLE 331 Plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 165°C with a constant rotor (cam type) speed of 80 r min−1. The EVA/EVM blending ratio was varied from 20/80 to 60/40. The requisite quantity of EVA was charged into the mixer and allowed to melt. After 3 min, the EVM-based preblend was added. The mixing was continued for another 8 min to allow the dynamic vulcanization. Finally, the compound was removed from the mixer and then passed through a cold two-roll mill (X(S) K-160, Shanghai, Qun Yi Rubber Machinery Co. Ltd, China) in the molten state to obtain a sheet. The sheet, about 2-mm thick, was compression molded in a plate vulcanizing machine (50 T, Shanghai Qun Yi Rubber Machinery Co. Ltd, China) under a pressure of 15 MPa at 165°C for 8 min, followed by cold compression in another machine (25 T, Shanghai Qun Yi Rubber Machinery Co. Ltd, China) under a pressure of 15 MPa for 8 min at room temperature. Test specimens were die cut from the compression-molded sheet and used for testing after 24 h.
Measurement and characterization
For the measurement of tensile properties, dumbbell-shaped specimens were prepared according to ASTM D412 standard. The tearing strength was tested according to ASTM D624 standard using unnotched 90° angle test pieces. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000, GoTech Testing Machines Inc., China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a hand-held Shore A durometer (LX-A, Shanghai Liu Ling Instrument Factory, China) according to ASTM D2240-11 standard. All tests were carried out at room temperature. The average value of tensile strength was calculated for five test specimens and that of tearing strength was calculated for three test specimens. Tensile set (100% elongation) was tested according to ASTM D 1566-09 standard. The average values of Shore A hardness and tensile set (100% elongation) were calculated for three test specimens.
Morphological study was carried out using a field-emission scanning electron microscopy (FE-SEM, JEOL-6700F, Japan Electron Co. Ltd, Japan). For the etched fracture surface of specimens, the EVA phase was extracted by immersing the blends into xylene at 100°C for 45 min. Then, the samples were dried in a vacuum oven at 30°C for 24 h. The etched surfaces and the fracture surfaces of the specimens were sputtered with thin layers of gold and imaged using FE-SEM.
In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial tension tests were performed on EVA/EVM (with 20/80 and 40/60 weight ratio) TPVs. Flat tensile samples were cut from the compression-molded sheets. Uniaxial tension tests were performed on a TCS-2000 tensile machine (GoTech Testing Machines Inc., China) operated in a local strain control mode. Tests were run at a low constant strain rate of 0.042 s− 1. For a given TPV sample, one sample was submitted to a simple uniaxial tension test, while another one was submitted to a cyclic uniaxial tension test with the maximum straining increasing every five cycles. The stress–strain curves during the loading and unloading period were measured.
Results and discussion
Mechanical properties of the dynamically vulcanized EVA/EVM blends
Figure 1 illustrates the stress–strain behaviors of the dynamically vulcanized EVA/EVM blends at different weight ratios and pure EVA. For the pure EVA, a notable yield point immediately followed by fracture was observed, indicating that the pure EVA was attributed to the representative plastic with hard and strong character. The stress–strain curves of the dynamically vulcanized EVA/EVM blends were similar in the curve shape. Initially, an increase in tensile stress could be observed. Upon further deformation, the slope of the curves decreased, however, the slope of the stress–strain curves increased sharply when the strain was 200% above. All the stress–strain curves of the dynamically vulcanized EVA/EVM blends shown in Figure 1 behaved as the representative elastomer with soft and tough character.
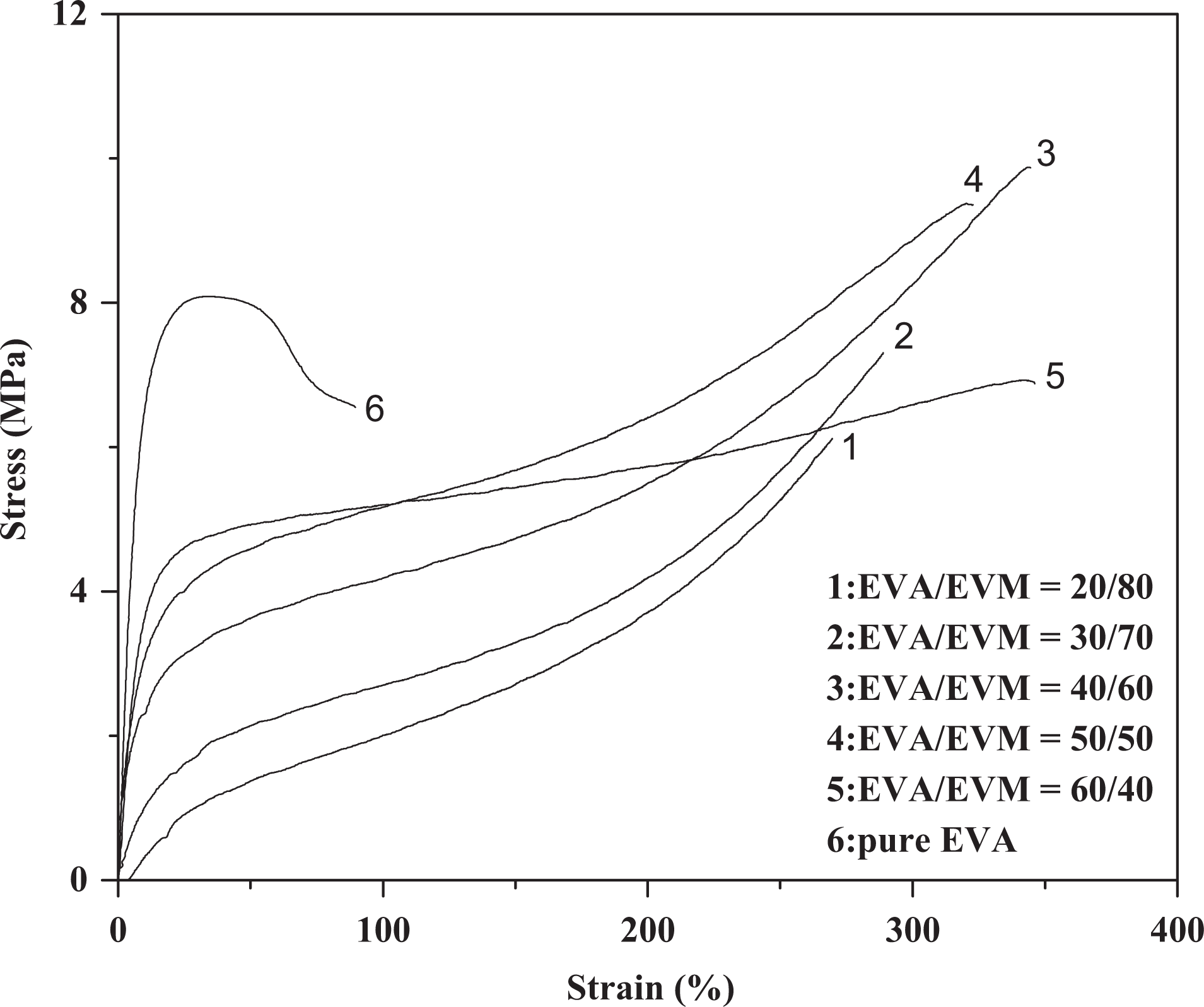
Stress–strain curves of dynamically vulcanized EVA/EVM blends and pure EVA. EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber.
The mechanical properties results of the dynamically vulcanized EVA/EVM blends at various weight ratios and pure EVA are presented in Table 1. As can be seen in Table 1, increasing the loading of EVA in the blends led to improved hardness. When EVA content was less than 40 phr, increasing the content of EVA in the EVA/EVM blends led to the improvement of tensile strength. The tensile strength reached a maximum value at 40 phr EVA incorporation, increasing from 6.0 MPa (at 20 phr EVA) to 10.0 MPa (at 40 phr EVA). As we know, the main structural units of EVA and EVM molecules are ethylene and vinyl acetate, resulting in the well compatibility and the strong interface interaction in the EVA/EVM blends, which is contributed to the high tensile strength of the EVA/EVM blends.
Mechanical properties of dynamically vulcanized EVA/EVM blends and pure EVA.
EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber.
The elongation at break increased markedly with increasing EVA loading when the EVA content was below 40 phr. EVA behaved as a strong and hard thermoplastic polymer with relatively low strain when the tensile test was performed at a high crosshead of 500 mm min−1, leading to the relatively low elongation at break when EVA content exceeded 40 phr.
The tensile set at break increased significantly with increasing EVA loading when the EVA content was below 50 phr, the influence of EVA loading on the tensile set at break was similar to that of the elongation at break; the larger elongation at break led to the larger tensile set at break. The tensile set at break increased with EVA loading, however, all the tensile set (100% elongation) values were lower than 50%; according to ASTM D1566-09 standard, the EVA/EVM blends could be described as elastomers.
The EVA content affected the tearing strength markedly. As shown in Table 1, the tearing strength increased linearly with the increasing of EVA content, implying a reinforcing effect on EVA/EVM blends.
Morphology and microstructure of EVA/EVM TPV
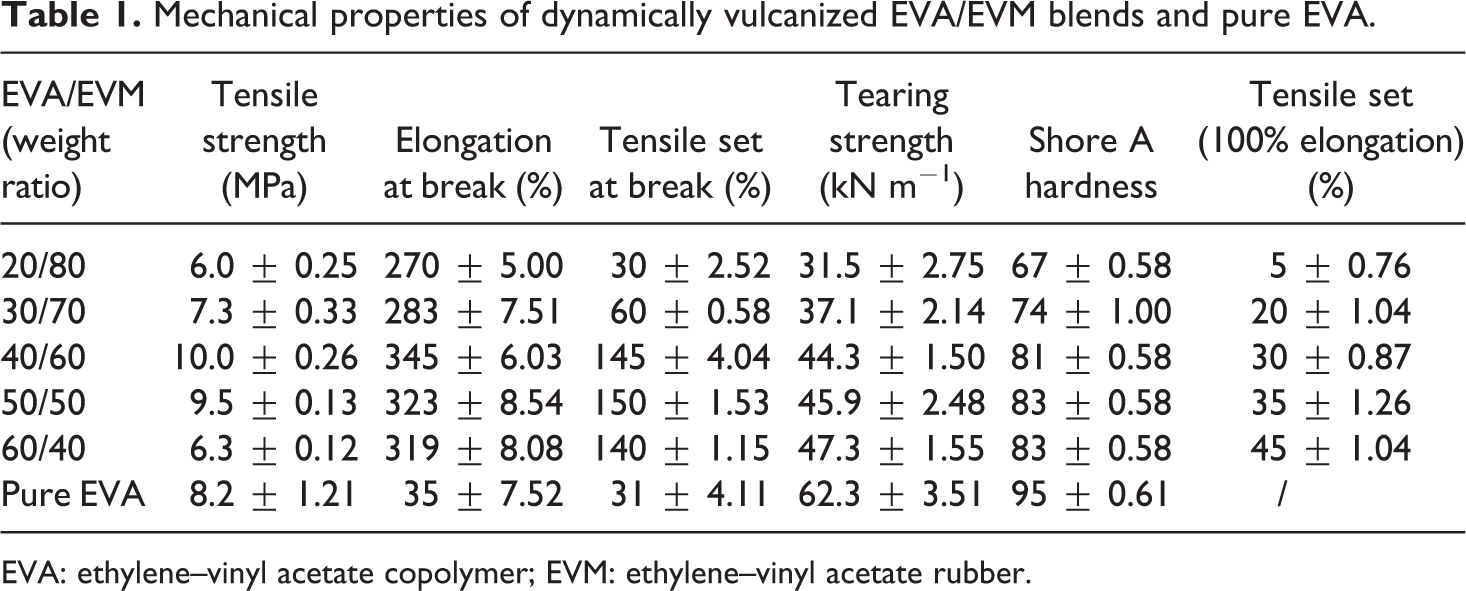
FE-SEM micrographs of the tensile fracture surface of EVA/EVM TPV with 40/60 weight ratio prepared by dynamic vulcanization are shown in Figure 2. The smooth surface in Figure 2(a) indicated the representative fracture behavior of the elastomer. However, there are numerous lump structures with irregular shapes on the fractured surface at high magnification in Figure 2(b), which may be caused by the residual deformation of the resin phase. It also could be seen that there was no obvious phase separation on the surface in Figure 2(b), indicating well compatibility between EVA and EVM.
FE-SEM images of fracture surface of the EVA/EVM TPV with 40/60 weight ratio. (a) At low magnification and (b) at high magnification. FE-SEM: field-emission scanning electron microscopy; EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
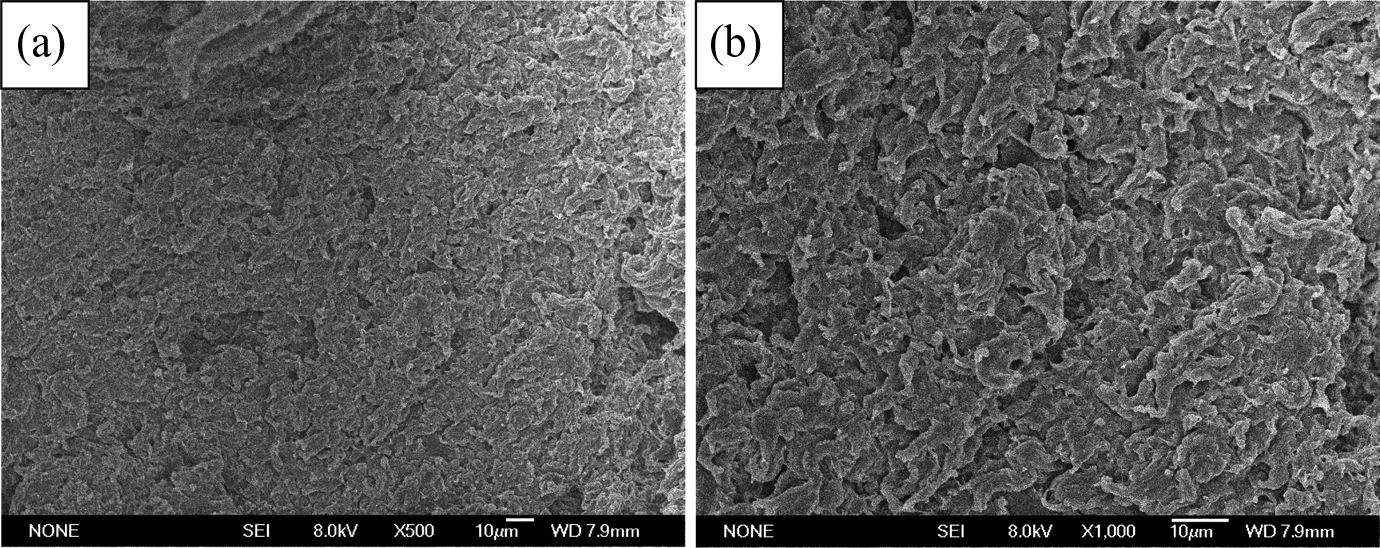
During the dynamic vulcanization, the viscosity of the EVM increased quickly due to the initiation of the cross-linking reaction and then the EVM phase was gradually broken down into dispersed particles under the shear force. In our experiment, the EVA/EVM TPV with 40/60 weight ratio were etched with xylene to extract the EVA matrix phase located in the surface of the TPV. The FE-SEM images of the etched surface of the EVA/EVM (with 40/60 weight ratio) TPV are shown in Figure 3. From Figure 3, it could be seen that the vulcanized rubber domains remained undissolved and adhered to the surface. It could also be found that the cross-linked EVM particles, with irregular morphologies, were dispersed evenly in the thermoplastic matrix. The dimensions of the discrete EVM particles were approximately in the range of 2–5 μm.
FE-SEM image of etched surface of the EVA/EVM TPV with 40/60 weight ratio. FE-SEM: field-emission scanning electron microscopy; EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
Mullins effect of EVA/EVM TPVs
Figure 4 shows the stress–strain curves of dynamically vulcanized EVA/EVM TPVs submitted to five uniaxial loading–unloading cycles with the given strain ranging from ε = 50% to ε = 300% (five cycles of loading–unloading from zero stress up to the maximum strain down to zero stress). In Figure 4, a softening phenomenon could be observed that is specific to materials exhibiting the Mullins effect and the softening appeared obviously after the second loading–unloading cycle. It also can be seen that when the extension exceeded the maximum strain previously applied, the stress–strain response followed the same return path as that of the monotonous uniaxial tension test, indicating that previous strain had little influence on the stress–strain properties at greater strain.
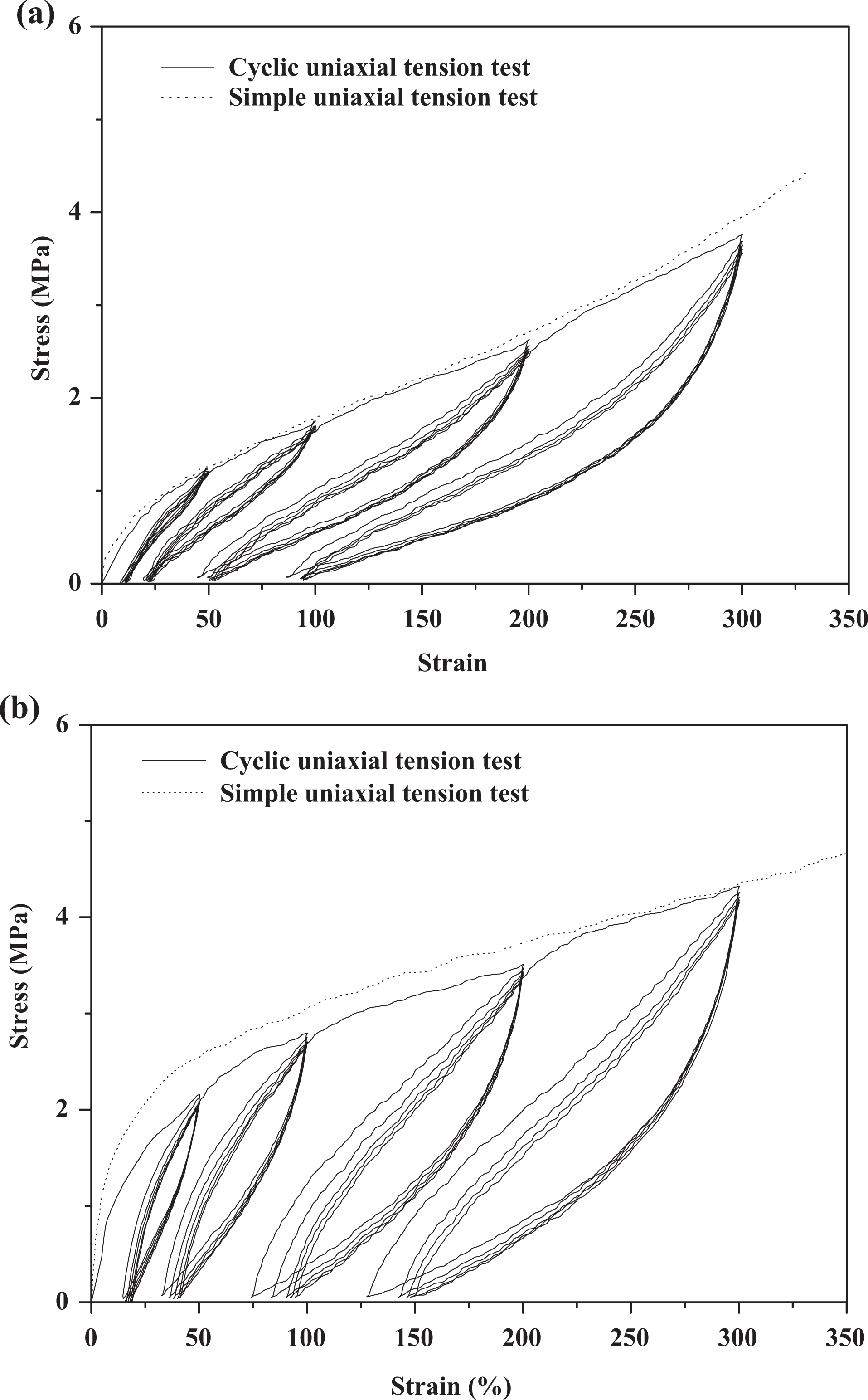
Stress–strain curves of EVA/EVM TPVs submitted to five uniaxial loading–unloading cycles with given strain. (a) TPV with 20/80 weight ratio; (b) TPV with 40/60 weight ratio. EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
In order to understand the softening phenomenon well, Figure 5 shows the maximum stress values of EVA/EVM TPVs as a function of the number of loading–unloading cycles under different strain. From Figure 5, it can be found that the maximum stress of the TPV with 40/60 weight ratio was higher than that of the TPV with 20/80 weight ratio at specific strain. It also can be seen that the maximum stress could be found at the first loading with given strain, and then it decreased slightly at the later cycles. To characterize the uniaxial tensile behavior, Mullins and Tobin 24 proposed a microstructural model, the stress-softening virgin material consisted of an amorphous mixture containing a hard phase and a soft phase microstructure, most of the deformation occurs in the soft phase and the extent of the damage depends on the maximum previous strain experienced by the materials. In our experiment, the EVA, as a hard phase, is the matrix of the blends; during the first loading, the plastic deformation and the tearing strips of EVA matrix will generate and result in the large energy consumption. During the subsequent loading–unloading cycles, most deformations take place in the soft regions, and the hard regions of the EVA matrix make little contribution to the deformation, but they may be broken to form soft regions during first loading, after the previous cycle, the contribution of hard region in deformation is relatively small and the measured stress at a given strain is mainly exerted to the soft region; therefore, the maximum stress values decreased slightly at the later cycles after the second loading.
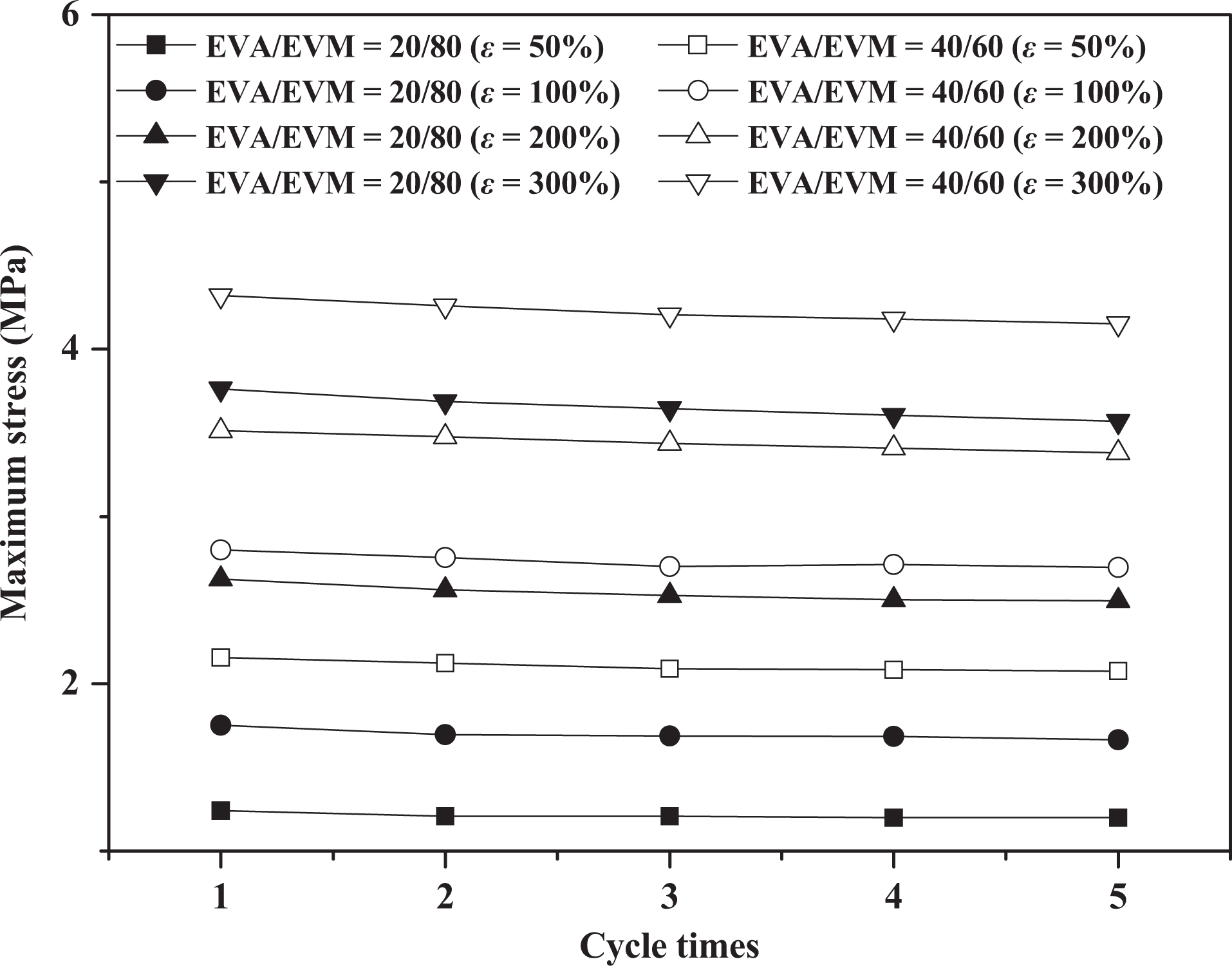
Maximum stress of EVA/EVM TPVs as a function of the number of loading–unloading cycles. EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
The residual deformations of the EVA/EVM TPVs in the uniaxial loading–unloading cycles are shown in Figure 6. It could be found that the residual deformation of the TPV with the 40/60 weight ratio was larger than that of the TPV with 20/80 weight ratio at specific strain from Figure 6; moreover, the results of the residual deformations increased obviously with the increase of strain, while they were almost unchanged with the number of loading–unloading cycles.
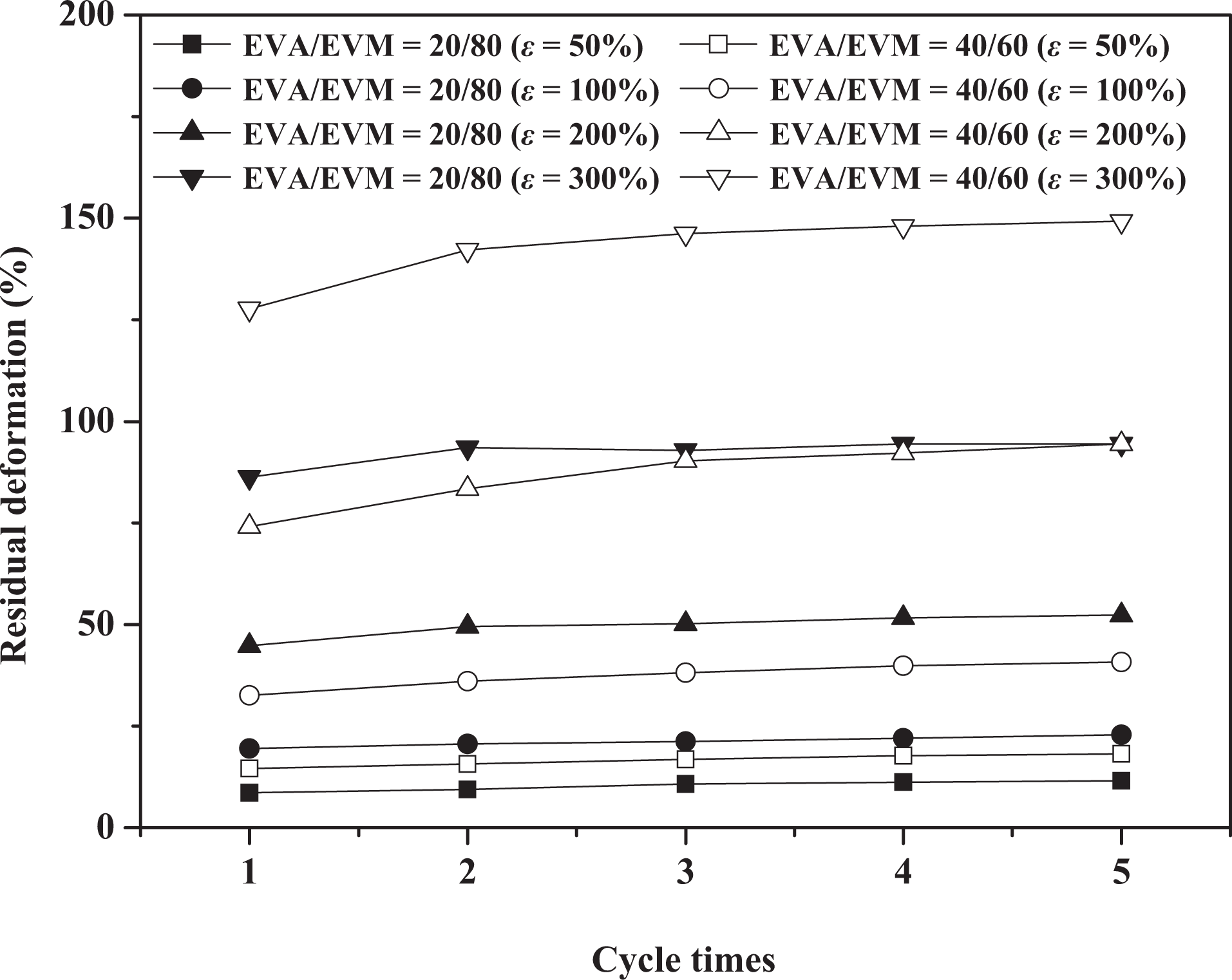
Residual deformation of EVA/EVM TPVs as a function of the number of loading–unloading cycles. EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
In order to investigate the internal friction loss during the loading–unloading cycles, the integral results of the hysteresis rings were calculated by Origin 8.0 software (Origin Lab Corporation, Northampton, Massachusetts, USA), and the results are shown in the Figure 7. We can understand that the internal friction loss of the TPV with 40/60 weight ratio was lager than that of the TPV with 20/80 weight ratio at specific strain. It also could be found that the internal friction loss increased obviously with the increasing of strain and the maximum internal friction loss generated in the first loading–unloading cycle at specific strain; however, the internal friction loss in the later cycles was much lower than that of the first cycle and then only decreased slightly. The large plastic deformation of EVA matrix during the first loading–unloading cycle resulted in the large hysteresis ring; however, during the later loading–unloading cycles, the measured stress at a given strain is mainly exerted to the soft region and the residual deformation is almost unchanged, leading to the lower internal friction loss.
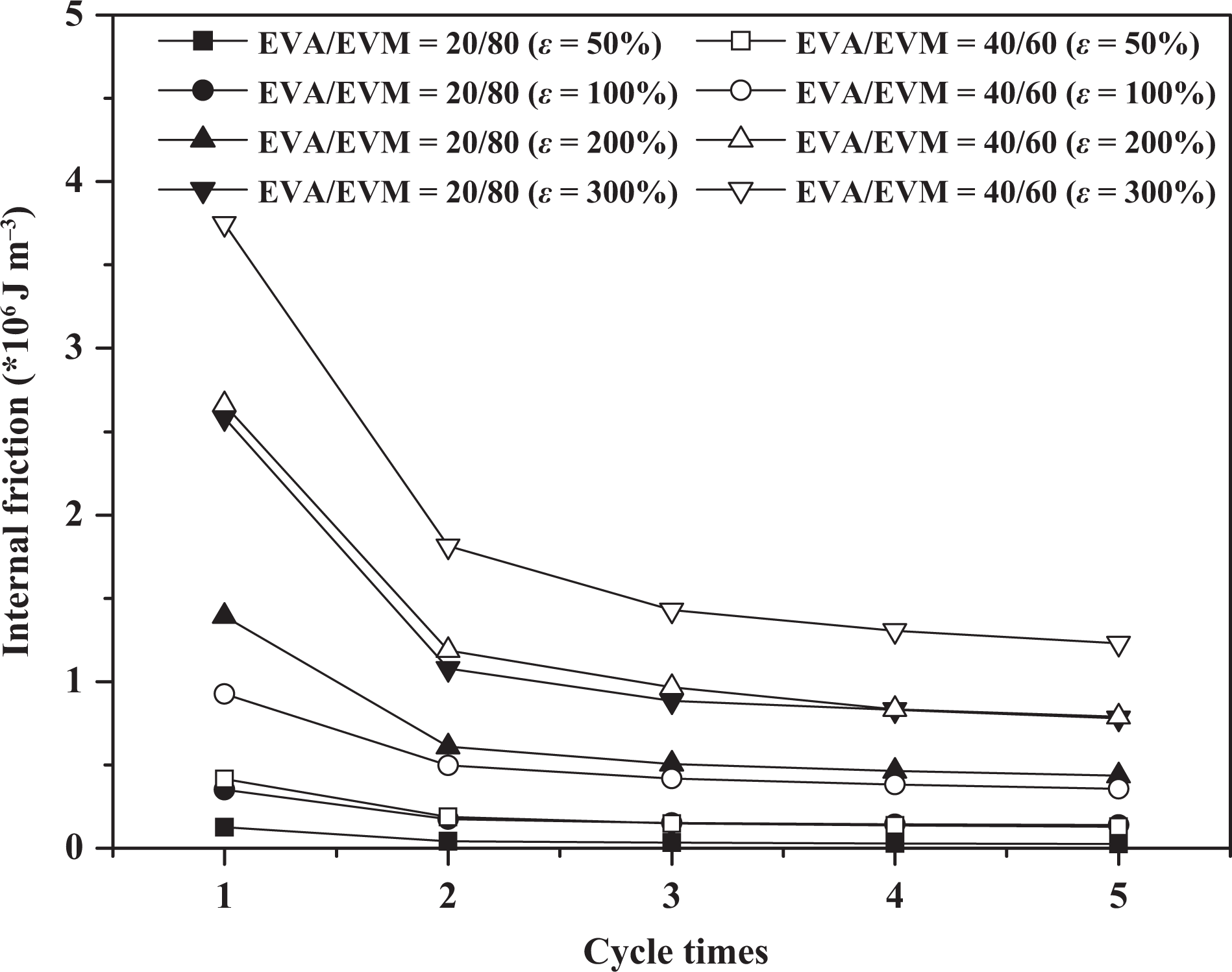
Internal friction loss of EVA/EVM TPVs as a function of the number of loading–unloading cycles. EVA: ethylene–vinyl acetate copolymer; EVM: ethylene–vinyl acetate rubber; TPV: thermoplastic vulcanizate.
From Figures 4 to 7, we can understand that compared with the TPV with 20/80 weight ratio, the TPV with 40/60 weight ratio has the relatively larger stress, residual deformation, and internal friction loss at specific strain.
Conclusions
EVA/EVM blends with different weight ratios were prepared by dynamic vulcanization in the presence of the DCP. The increase in EVA content in the TPVs contributed to the increase of tearing strength and hardness, while tensile strength and elongation at break both reached a maximum value at 40 phr of the EVA content. FE-SEM studies showed that there was no obvious phase separation on the fracture surfaces of the TPV with 40/60 weight ratio, indicating the strong interface interaction between EVA and EVM. The EVM particles with average diameter of approximately 2–5 μm were dispersed evenly in the etched surface of EVA/EVM TPV. The Mullins effect was observed in our experiment. Compared with the TPV with 20/80 weight ratio, the TPV with 40/60 weight ratio had the relatively larger stress, residual deformation, and internal friction loss at specific strain.
Footnotes
Authors’ note
This manuscript has not been published elsewhere and it has not been submitted simultaneously for publication elsewhere.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a Project of Shandong Province Higher Educational Science and Technology Program (J12LA15); the Science and Technology Development Project of Qingdao (12-1-4-3-(9)-jch); and the Shandong Provincial Natural Science Foundation, China (ZR2012EMM002).