
Abstract
In the furniture, automotive and contruction industries, there is increased demand for cost-effective and lightweight biocomposites. The objective of this work was to develop new natural fibre-based composites with specific properties. Palm and pineapple leaf fibres were chosen in association with polypropylene (PP). The first step was to investigate the effect of these natural fibres as reinforcement for PP. The evolution of chemical structure and crystallinity was proposed with infrared spectroscopy measurements and differential scanning calorimetry thermograms, respectively. The assessments of mechanical properties with tensile tests and melt viscoelastic behaviour were also investigated. The study enabled to distinguish the influence of fibre content. The second step in our work was to assess the composite durability after ultraviolet exposure or thermal ageing. The oxidation level was calculated. The long-term evolution of thermal and mechanical properties was also proposed. As a result, the PP/pineapple leaf composite revealed a promising biocomposite.
Keywords
Introduction
The widespread use of polymers has created severe environmental problems. One method to tackle these problems is to use bioresources. Over the last few years, a number of research activities have been devoted to the exploitation of natural fibres. Their origins are from plants, animals or minerals. Plant fibres include stem fibres, leaf fibres, seed, fruit, wood, cereal straw and other grass fibres. 1,2 Natural fibres can be considered as composites consisting mainly of cellulose fibrils embedded in lignin matrix. Cellulosic fibre-reinforced polymeric composites are finding applications in many fields ranging from construction industry to automotive industry. The growing interest in natural fibres results in a higher specific strength and stiffness when compared to glass-reinforced composite. The promising performance of cellulose fibres and their abundance encourages the utilization of agricultural waste residue, which is a source of cellulose. Disadvantages are related to the difficulties of mixing polar and hydrophilic fibres and non-polar thermoplastics. The moisture absorption of natural fibres is another drawback. It is quite clear that the advantages outweigh the disadvantages. Remedial measures in the form of chemical treatments are often proposed. Chemical modification helps to make fibres less hydrophilic.
A variety of natural fibres have been tested for use in composites with classical polyolefins 3,4 or biodegradable polymers (e.g. polylactic acid 5,6 ). A cost-effective product having various applications is often a combination of petroleum and biobased resources. Wood fibres 7 have attracted considerable attention in the fields of fundamental and applied research because polypropylene (PP)/wood fibre composites have similar properties to those of PP/glass fibre composites. Cotton fibres have very promising physical properties. Knowing the interactions of fibres with various liquids was important in tailoring new polymeric composite systems. Contact angles provided useful information about wettability, which was essential in the modification of fibre surfaces or adjustment of rheological properties of polymer melts. Flax fibres 8 were also used to reinforce PP. Waste chestnut shell flour 9 was also proposed as a source of reinforcing fillers for PP composites. Mechanical properties of composites are often assessed under tensile, flexural and impact loading. 9 –12 Aged PP/sisal composites showed better mechanical properties than unaged composites. 13 The interfacial adhesion between fibres and PP was superior with aged fibre because of less moisture absorption. Incompatibility of components is often responsible for poor thermal and mechanical properties. The stress transfer from polymer to fibres depends on fibre–polymer and fibre–fibre interactions. It is necessary to promote polymer modification with polar groups or coupling agent. Composites made with maleic anhydride-grafted polyethylene 14 or PP 15,16 have been studied for this reason. A new method of polymer/fibre coupling was based on an original chemistry of organosilanes. 17 A degradation study of date palm fibre/PP composite proved that this composite was much more stable than PP under accelerated ageing trials and weathering conditions of Saudi Arabia. 18 The retention of mechanical strength was reported. In addition, compatibilized samples were generally less stable than uncompatibilized ones as a result of the lower stability of the maleated PP. Efficient stabilizers were found for this date palm fibre/PP composite. Another work underlined the photo-stability of PP grafted with maleic anhydride/wood composite. 19 The incorporation of two or more lignocellulosic fibres into a matrix has led to the development of hybrid composites. 20 It would appear that a wide variety of work was being conducted worldwide with some crossover of ideas and focus on mechanical properties of natural fibres hybrid thermoplastic or thermoset composites. For composite elaboration, suitable matrix materials are polyolefins. PP provides the advantages with regard to economic and technical requirements (higher temperature stability than polyethylene (PE)). Several processes can operate for polymer composite manufacturing. This is also a primary reason for the considerable attention in the fields of polyolefin/natural fibre composites.
On the one hand, cellulosic fibres degrade easily when exposed to nature. Some methods for degradation include aqueous, biological, chemical, mechanical, photochemical and thermal environments. The biodegradability is often put forward as a positive advantage for the use of cellulosic fibres. However, for many applications, it is necessary for the biocomposites to be serviceable for several years. On the other hand, during thermal or photochemical ageing, it is well known that polymeric materials undergo significant alterations at both the chemical and mechanical levels. Numerous oxygenated species (e.g. acids, ketones and alcohols) appear. In order to increase the service life of composites, it is necessary to control and assess their initial and final properties.
Two goals are sought in our investigation. The aim of the performed study is to characterize PP composites based on two natural fibres in order to understand the reinforcing capabilities of (oil) palm or pineapple leaf fibres. Then, this article attempts to give the chemical, physical and mechanical evolutions of PP composites after thermal and UV (ultraviolet) ageings. The focus on long-term chemical and physical properties will be proposed for all composites. For the development of a wide range of applications, there is need for more analysis of different properties of composites by a variety of equipment such as infrared (IR) and UV spectroscopies, optical microscopy, calorimetry, tensile test and melt viscoelastic analyser.
Experimental
Fibre preparation
Raw materials for fibres were wastes from factories in Thailand. Analytical-grade chemicals were purchased from Sigma-Aldrich (St Louis, Missouri, USA). Palm fruit bunch from an oil production factory was used for palm fibre. Firstly, palm raw materials were degummed by boiling in 25 wt% sodium hydroxide (NaOH) at 100°C for 3 h at a liquor ratio of NaOH to fibre. Then, the degummed palm fibres were bleached at 100°C for 2 h using 50% hydrogen peroxide (which was diluted to a 30% concentration), 1% sodium silicate, 0.5% magnesium sulphate and 1.5% NaOH at a liquor ratio of 30:1 for solution to fibre. Then, the bleached palm fibres were dried overnight in a hot air oven. All bleached fibres were beaten manually and then only fine fibres were selected.
The raw material used for pineapple leaf fibres was obtained from leaf after fruit harvesting. Peeled pineapple leaf fibres were decorticated using decortication machine. Then, the peeled pineapple leaf fibres were degummed by boiling in mixtures of 4 wt% NaOH and 4 wt% sodium carbonate at 100°C for only 1 h at a liquor ratio of 20:1 for NaOH to fibre. The degummed pineapple leaf fibres were later bleached at 85°C for 1 h using 50% hydrogen peroxide (which was diluted to a 4% concentration) with 2% sodium silicate and 1.5% NaOH at a liquor ratio of 16:1 for solution to fibre. The bleached pineapple leaf fibres were dried at room temperature and then were beaten using individual breaking machine.
The main components of natural fibres are cellulose, hemicellulose, lignin, pectins and waxes. Lignin gives rigidity to the plants. Pectins give plants flexibility. The two types of fibres, pineapple leaf fibre (PALF) and palm fibre (PF), were analysed. The chemical compositions following Tappi standard method 21,22 are shown in Table 1. In this study, pineapple leaf fibres represented low lignin and high cellulose compared to palm fibres.
Chemical composition and density of the pineapple leaf and palm fibres.
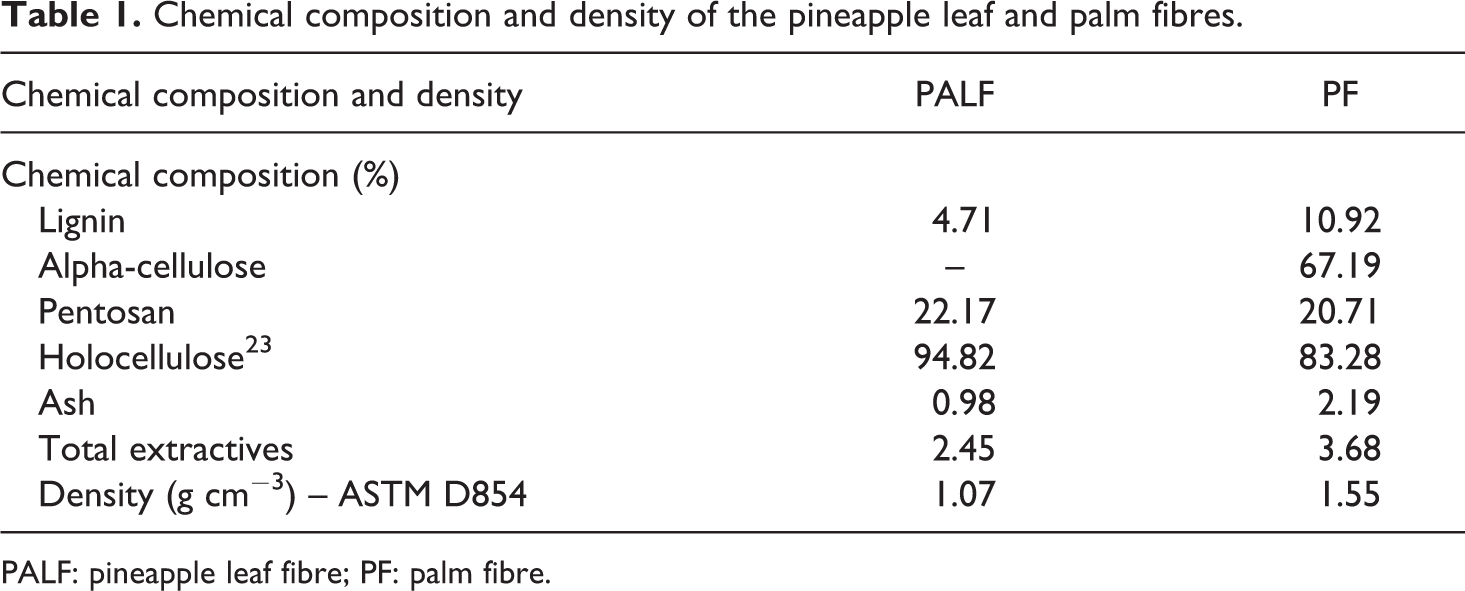
PALF: pineapple leaf fibre; PF: palm fibre.
Composite preparation
All fibres were grounded into powder and passed through 20 mesh sieve using a rotor mill (Pulverisette14, Fritsch, Germany) at speed of 12,000 r min−1 for PALF and 16,000 r min−1 for PF. All fibre powders having 0.20 mm size were dried using a hot air oven at 100°C for 12 h to remove moisture. PP is an isotactic grade (ExxtralTM LNR 010) with a melt flow index of 2.5 g/10 min (230°C/2.16 kg), which was supplied by the ExxonMobil Chemical Company (Spring, Texas, USA).
The PALF and PF at 5%, 10%, 15% and 20% by fibre volume were blended with PP granules in a twin-screw extruder (HAAKE MiniLab, Thermo Scientific, Waltham, Massachusetts, USA) at 190°C, respectively, with a roller speed of 90 r min−1 for 10 min. The MiniLab Rheomex CTW5 is used for small amounts of 5 g or 7 cm3. The system is based on a conical, twin-screw compounder with an integrated backflow channel.
Fibre content varied from 0% to 30% by weight for PF from and 0% to 23% by weight for PALF. Then, the extrudates were cut into pellets and pressed at 175°C for 1 min under a pressure of 200 bars. The composite films with a thickness of 90–130 µm were obtained.
A bad dispersion results in agglomeration of fibres into knotty masses, leading to poor final properties. We took care to have a good dispersion of fibres by checking with microscopy graphs.
Chemical, physical and mechanical properties of biocomposites
FTIR spectroscopy
IR spectra were recorded in transmission mode with a Nicolet 760-FTIR spectrophotometer (Madison, Wisconsin, USA) with OMNIC software version 8. Spectra were obtained using 32-scan summations and a 4 cm−1 resolution. In order to avoid differences due to film thickness and fibre content, the increase in absorbance (▵I) due to degradation products in composites films is given for a 100 µm thickness of PP film. The increase in absorbance measured on the IR spectrum (▵Icorrected) is corrected according to equation (1), enabling therefore to compare the concentration of products formed upon photo- and thermodegradation for the same amount of PP

where ▵I represents the variation in measured absorbance in IR spectra of composites before ageing. ▵Ic represents peak intensity changes of composites from PP at different peaks corresponding fibre compositions. Meanwhile, I(2722) corresponds to the intensity of the band at 2722 cm−1, which is υ(C–H), PP stretching vibration band.
UV-visible spectroscopy
UV spectra were recorded in transmission mode with a Shimadzu UV-2550 spectrophotometer (Japan).
Differential scanning calorimetry
The melting temperature and heat of fusion of the composites were determined by differential scanning calorimetry (DSC; model 822, Mettler Toledo, Columbus, Ohio, USA). Samples were first run from 25°C to 200°C at 10°C min−1 to remove the thermal history. Then, the samples were cooled to room temperature at 10°C min−1 to record the crystallization behaviour and reheated to 200°C at 20°C min−1 to obtain the melting behaviour. The crystallinity of the composites is calculated according to equation (2).

whereas
Tensile test
The tensile strength and Young’s modulus of the composites were determined, according to ASTM 638 type II using the tensile tester (MTS Systems, QTest 50LP, Eden Prairie, Minneapolis, USA). The gauge length and cross head speed were 6 mm and 10 mm min−1, respectively. Measurements were carried out on five samples, an average value was given. The sample dimension is 20 mm length, 4 mm width and 0.10 mm thick.
Rheology
Melt viscoelastic experiments were monitored with an ARES rheometer from Rheometric Scientific (RheoService, Reichelsheim, Germany). Experiments were carried out in oscillatory shear mode using a rotational controlled strain rheometer equipped with parallel-plate geometry. Their diameter was 8 mm, and the gap between plates was about 1 mm. In all cases, the values of strain amplitude were checked to ensure that all measurements were conducted within the linear viscoelastic region. A frequency sweep extending from 0.1 to 100 rad s−1 was performed. Experiments were carried out at a fixed temperature (160°C for PP) slightly above the melting temperature previously determined by DSC measurement. From the data, storage modulus (G′) and loss modulus (G″) were calculated as a function of the frequencies. The curve representing the real component of the complex viscosity
Photochemical and thermal ageings
An Atlas SEPAP 12/24 irradiation system (Mount Prospect, Illinois, USA) was used for UV ageing. That equipment was composed of a mercury medium pressure lamps (filtered with a borosilicate envelope, in this case, λ > 300 nm) and a thermocouple set in contact with the sample for the careful temperature control. The samples were irradiated at 60°C in a chamber equipped with four 400 W lamps, and the samples were rotated at a constant 20 cm distance from the light sources. An acceleration of outdoor weathering was simulated with such equipment. Between outdoor weathering in France and the artificial irradiation in SEPAP, a factor of approximately 10 can be proposed for polyolefins. An aerated oven supplied by Memmert (Germany) was operated at 100°C for thermal ageing.
Results and discussion
IR and UV spectroscopies of initial composites
Two graphic representations of the experimental results for various fibre contents are shown in Figure 1. The initial chemical characterization of the composites PP/PALF and PP/PF was proposed. IR spectra were characterized by absorption bands of hydroxyl groups at 3000–3600 cm−1. The shape of hydroxyl group vibration was different for PALF and PF. Small-intensity bands were detected in the 1600–1800 cm−1 range and were also different for PALF and PF. These bands were associated to carbonyl groups (1720 cm−1) and double bonds C=C (1610 cm−1) from cellulose and lignocellulose parts. 26 Aromatic C=C are characteristic for lignin. Table 1 shows that the lignin percentage was higher for palm fibre. The optical density of C=C was higher for PF. The presence of carbonyl groups was significant on PALF. It could be associated with non-cellulosic products. The C–O bond vibration was observed in the 900–1300 cm−1 range. The intensity of hydroxyl and C–O bond vibrations increases naturally with fibre content. IR spectra enabled fibres to be distinguished and fibre content to be calculated.
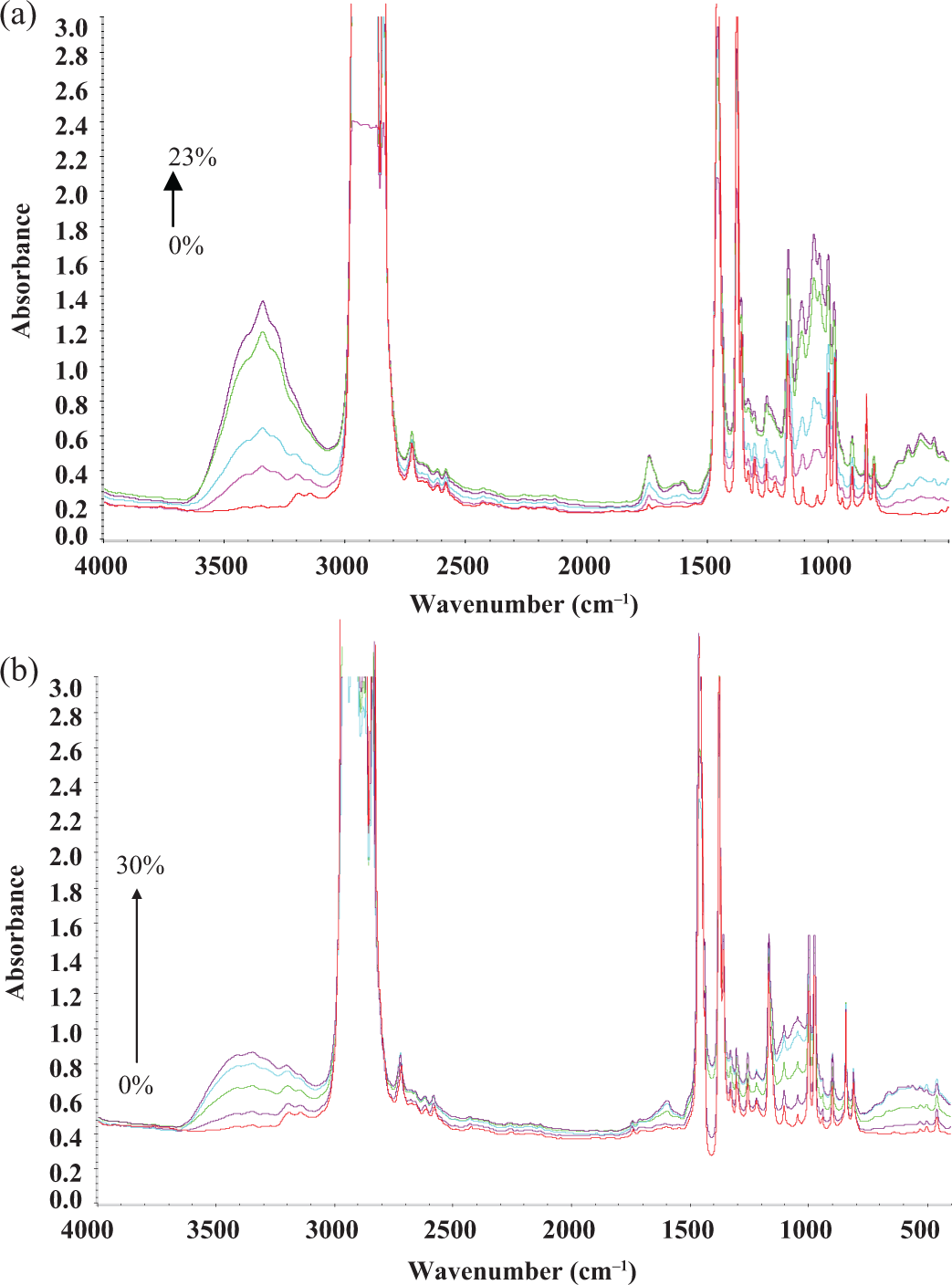
IR spectra of (a) PP/PALF and (b) PP/PF composites at different fibre contents. IR: infrared; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
Figure 2 illustrates the significant changes on UV-visible (Vis) spectra with various contents of PALF and PF. This characterization showed that cellulose fibres absorbed between 230 nm and 360 nm. Lignin was the main structure that absorbs relatively strongly in this region. 27 The absorption for PALF was broader than those for PF. There was also a peak at 280 nm, which is associated to processing phenolic antioxidant, that remained in the PP resin process. We confirmed this result by extracting antioxidant in chloroform and analysed it with IR spectroscopy. However, for PP/PALF composite, we noticed a shoulder peak at 320 nm. UV absorbance increased with fibre content. This peak should be associated to other non-cellulosic products found in PALF.
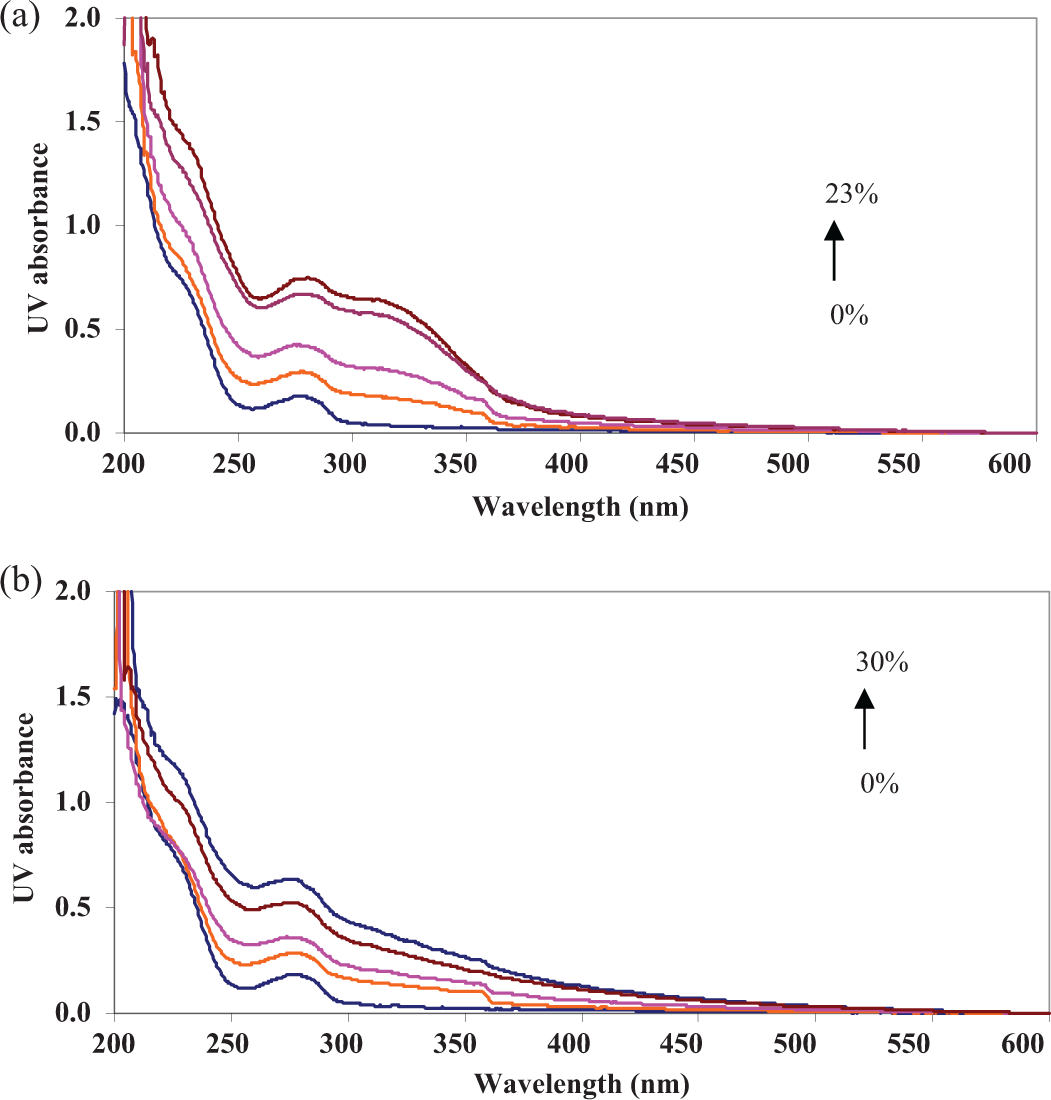
UV-Vis spectra of (a) PP/PALF and (b) PP/PF composites at different fibre contents. UV-Vis: ultraviolet–visible; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
Thermal and mechanical analysis of initial composites
The crystallinity ratio obtained by DSC was approximately 53% (+/− 0.5, Figure 3(a) and (b)). When the fibre content increased, PP/PF composite crystallinity ratio decreased. A negative difference of approximately −10% was observed for PP/PF composite (20 vol.%). After a negative difference (−10%) for PP/PALF composite (5 vol.%), a positive difference (+5%) was obtained for PP/PALF composite (20 vol.%). Significant changes between fibres could be noticed. The evolution of crystallinity as a function of fibre content was dependent on the fibre type. In our study, no coupling agent was used. This choice was operated to understand the first influence of fibres on composite degradation. The loss of crystallinity for PP/PF and PP/PALF is significant for low fibre content (5 vol.%) and associated with specific interactions between fibres and polyolefins. It has been reported that crystallinity decreased in function of the fibre percentage in high-density polyethylene (HDPE)/cellulosic fibre composites without a coupling agent. 28 The decrease was also observed in the case of composites treated with silane, although the presence of the coupling agent made crystallinity practically independent of the fibre percentage. The crystallinity loss was caused by the interaction of the reinforcement in the interface and by the absorption–desorption phenomena occurring in the fibres. The loss of crystallinity of pretreated composite was less and was mainly due to the interaction between the components of the composite and the coupling agent. Another article with HDPE (maleic anhydride grafted)/curaua fibre composites gave an increase of crystallinity provided by the fibres. 14 An action of nucleating agent was proposed for theses fibres due to the transcrystallinity effect provided by the strong interaction between the curaua fibre and the matrix in the presence of the coupling agent. The increase of crystallinity was higher for composite without maleic anhydride. Therefore, the evolution of crystallinity for PE/natural fibre composites is not easy to extrapolate. We found that the initial crystallinity behaviour of PP/natural fibre composites as a function of fibre content was also complex. The measurements were carried out after water desorption, so this effect was neglected. An effect of nucleating agent is proposed for PP/PALF (20 vol.%).
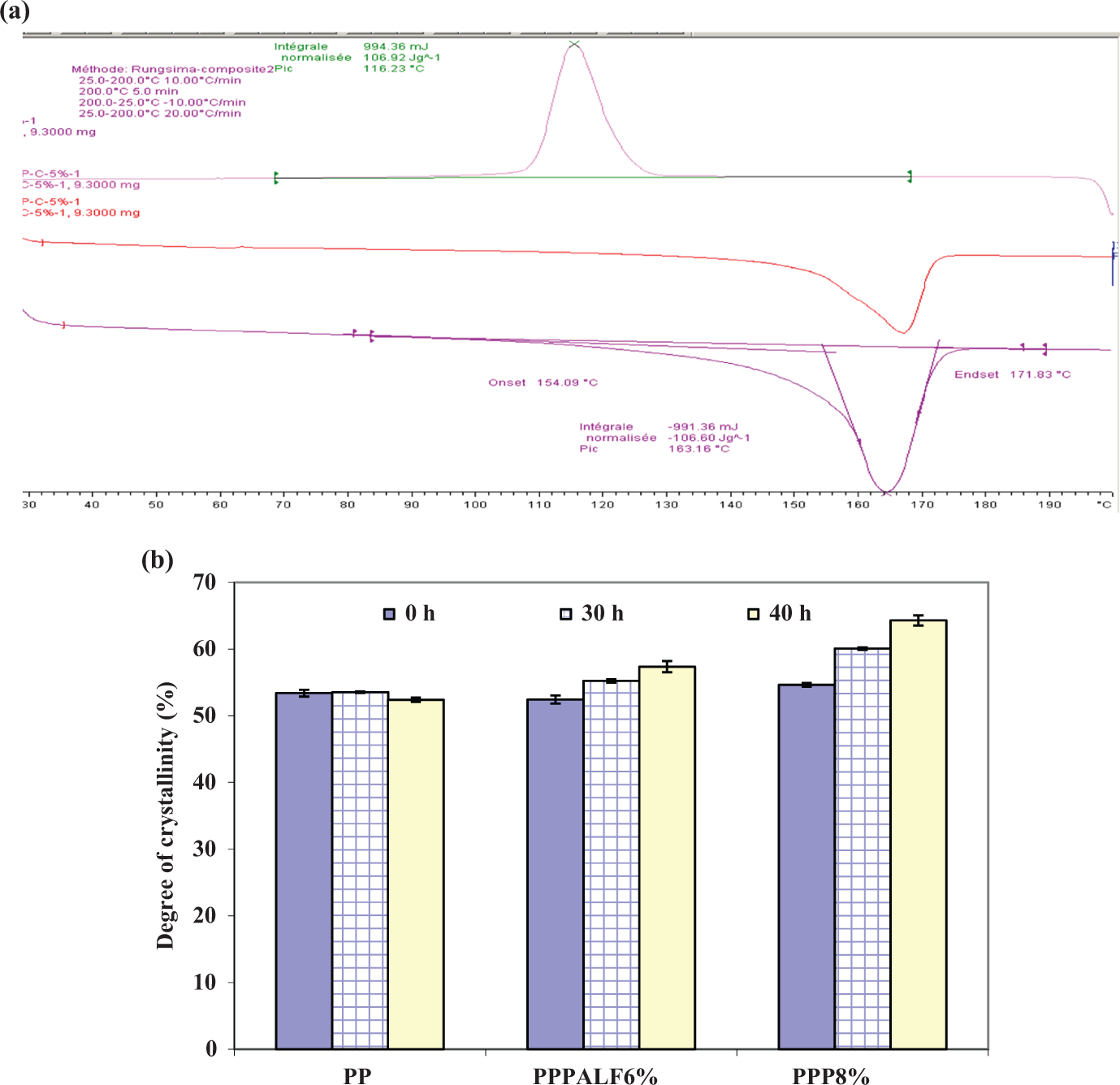
(a) DSC thermogram of PP/PALF (5 wt%). (b) Crystallinity degree of unfilled PP and PP composites after photo-ageing. DSC: differential scanning calorimetry; PP: polypropylene; PALF: pineapple leaf fibre.
Mechanical properties of the PP composites as Young’s modulus are shown in Figure 4(a). Young’s modulus decreased with fibre content. The evolution of modulus as a function of fibre content showed less decreasing effect for PALF. For PF, the evolution was in two steps. The first step was a decrease of modulus. After 10 vol.% content, the modulus is divided by 2. The second step was then associated to a very low decrease and reached a steady level. Both thermal and mechanical analysis showed close results. PP/PALF composite revealed a better potential than PP/PF composite. The evolution of tensile strength is shown in Figure 4(b). The elongation of all composites with fibre decreased (before ageing).
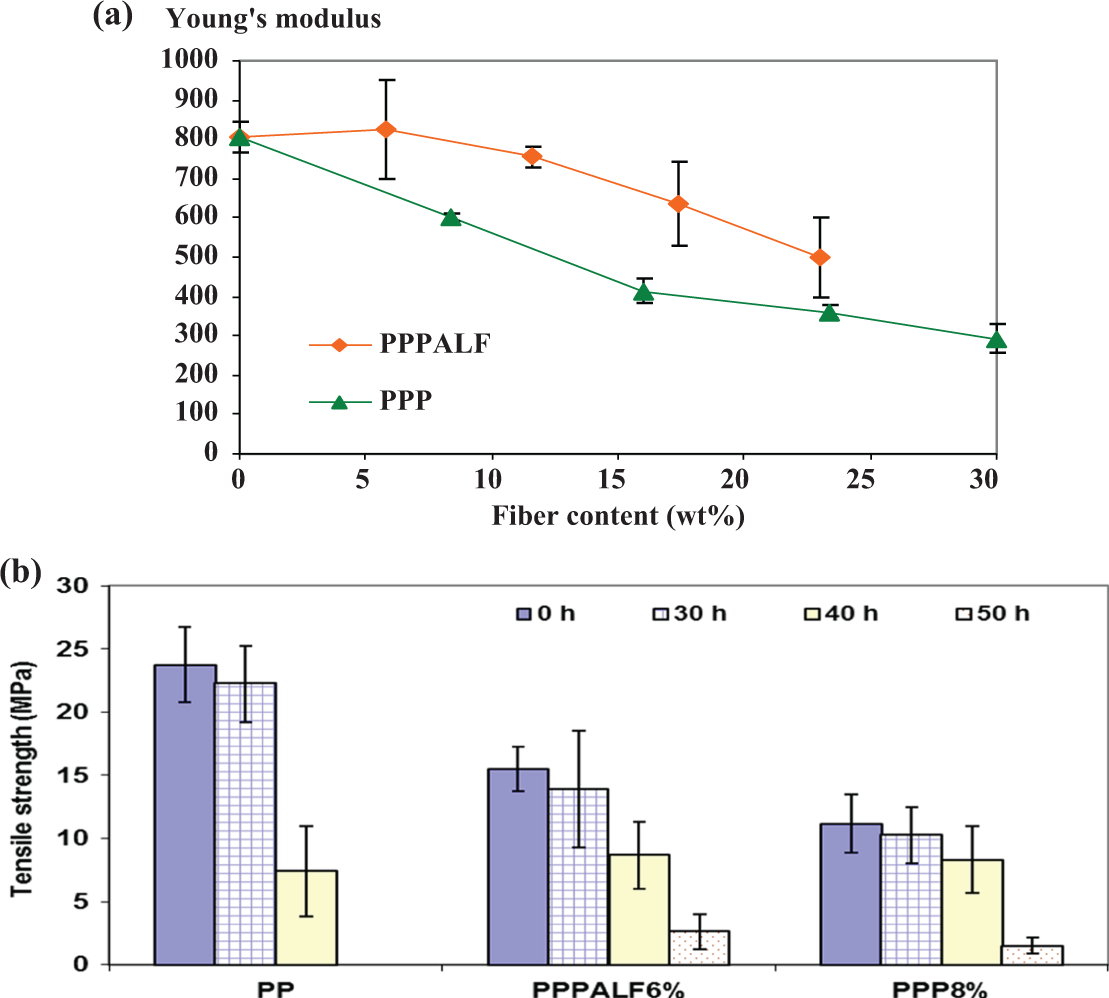
(a) Young’s modulus of the PP/PALF and PP/PF composites at different fibre contents. (b) Tensile at maximal strength of unfilled and PP composites after thermo-ageing. PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
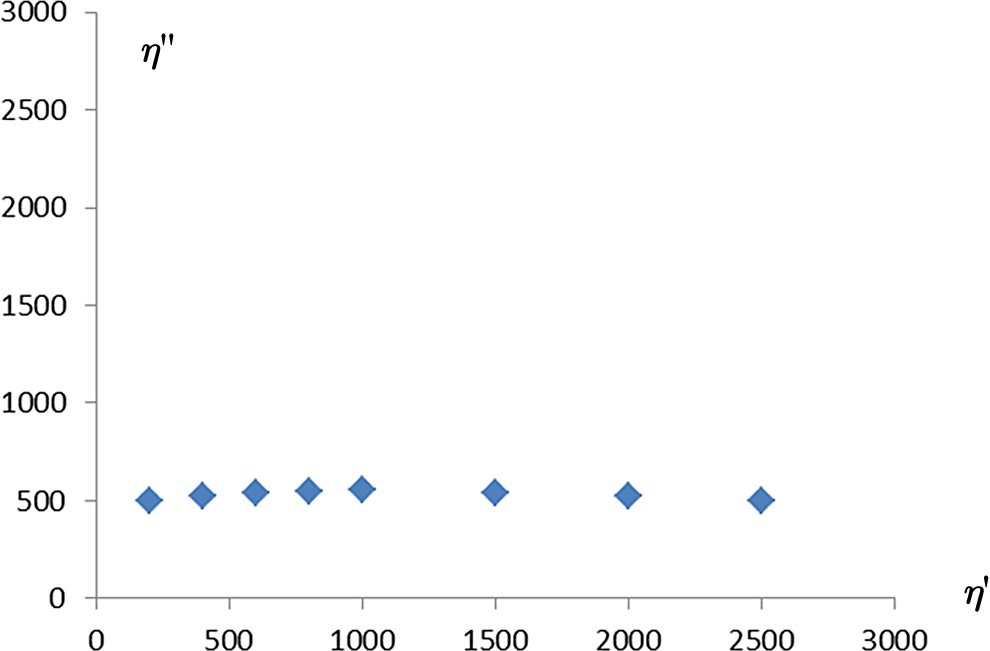
The melt viscoelastic behaviour was then investigated. The evolution of the G′ is given versus oscillation frequency on Figure 5(a). G′ increased rapidly. The G′ value was always higher for the PP/PALF composite (fibre content, 5 vol.%). The behaviour of pure PP was above the behaviour of PP/PF composite (5 vol.%). The observed difference for PP/PALF (in comparison with PP and PP/PF) was associated to positive interactions between the PALF and PP. An increase of η0 was significant for PP/PALF (5 vol.%), which attested from a positive reinforcement effect (see Figure 5(b)). The value of η0 was higher for PP/PALF composite than for unfilled PP and also for PP/PF composite. The performance of polyolefin/PALF composite was again underlined with rheology. This last analytical tool confirmed results from DSC and tensile tests. The PP/PALF composite exhibited a promising solution for the manufacturing of biocomposites.
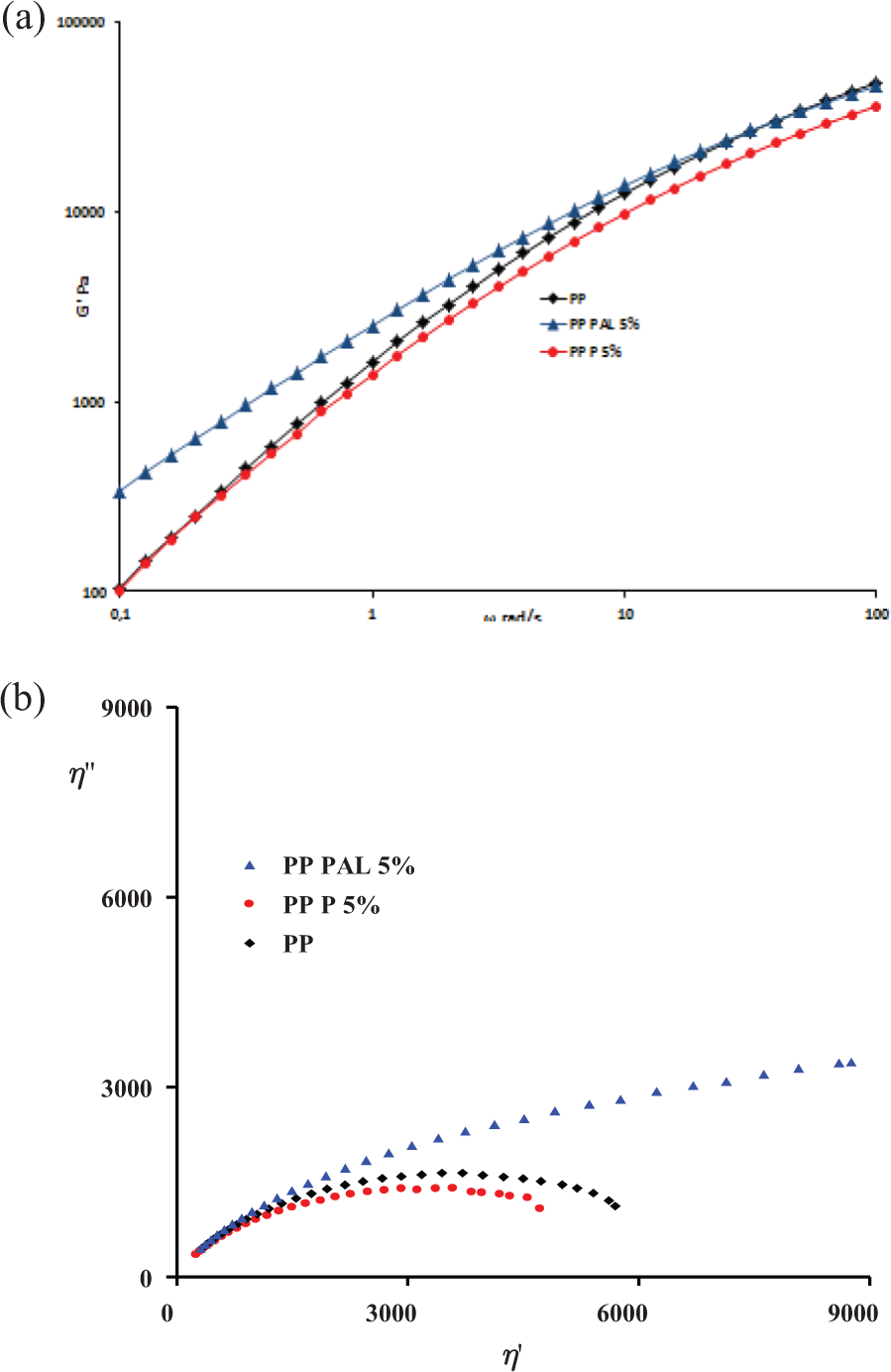
Rheology graphs. (a) Evolution of elastic modulus versus frequency. (b) Changes in Cole–Cole plots (η (Pa·s)).
IR and UV spectroscopies of aged composites
Photochemical ageing
Chemical evolution upon 70 h of ageing was obtained with IR spectra. Figure 6 illustrates the significant changes that occurred in the area of absorption of carbonyl groups. To highlight the emergence of several maxima, subtracted spectra were given between a spectrum of each aged sample and the initial spectrum (unaged). After irradiation, the primary oxidation products were close for both unfilled PP, PP/PALF and PP/PF composites. They were obtained at 1712, 1750 and 1775 cm−1. These products are a mixture of several carbonyl products such as acids, ketones, esters and peresters and lactones. 29,30 The shape of carbonyl broadband was not perfectly close for all the samples. The absorbance of acid and ketone groups was larger for unfilled PP. The absorbance of acid group (1712 cm−1) was enhanced for PP/PALF composite. Considering photo-oxidation rate of carbonyl and hydroxyl groups as a function of ageing time, the IR absorbance of the PP remained constant during the first 20 h as shown only for carbonyl formation in Figure 7. After this induction period, oxidation can be detected due to disappearance of the processing antioxidant. The formation of carbonyl products was higher for all composites, except for PP/PF composites (8 and 16 wt%). We proved that the increase of carbonyl products depended on the fibre content. The highest increase of degradation products was given for the highest PALF content of the study. It showed that fibre oxidation occurred concurrently with PP degradation. PP/PALF composites were found to be less stable than PP/PF composites upon photochemical exposition. In the case of PP composites, we found an increase of carbonyl absorbance without any change of hydroxyl absorbance within the 20 first hours (near 3300 cm−1, not shown). It can be explained by the difference of extinction coefficient in hydroxyl and carbonyl broadbands. Note that we also observed a decrease in the C=C aromatic absorbance of lignin at 1580 cm−1. In the PP composites, disappearance of this peak could be explained by the photo-oxidation of lignin. Decreasing of this peak depended on fibre content in the composites. With higher fibre content, higher rate was obtained. The lignin structure, associated with both fibres, was degraded and further oxidized to form paraquinone chromophores. 31 The formation of carbonyl groups was combined with the degradation of lignin units whose IR peak decreased. For PP/PALF and PP/PF composites, close observations were obtained. The lignin content (see Table 1) in PF is higher than in PALF. As a consequence, another component of fibres was implied in the degradation mechanism of composite. During photochemical ageing, UV-Vis spectra of the PP and PP composites were also obtained at various fibre contents. The evolution was weak. A small decrease at 280 nm can be associated to processing antioxidant and lignin component (not shown).
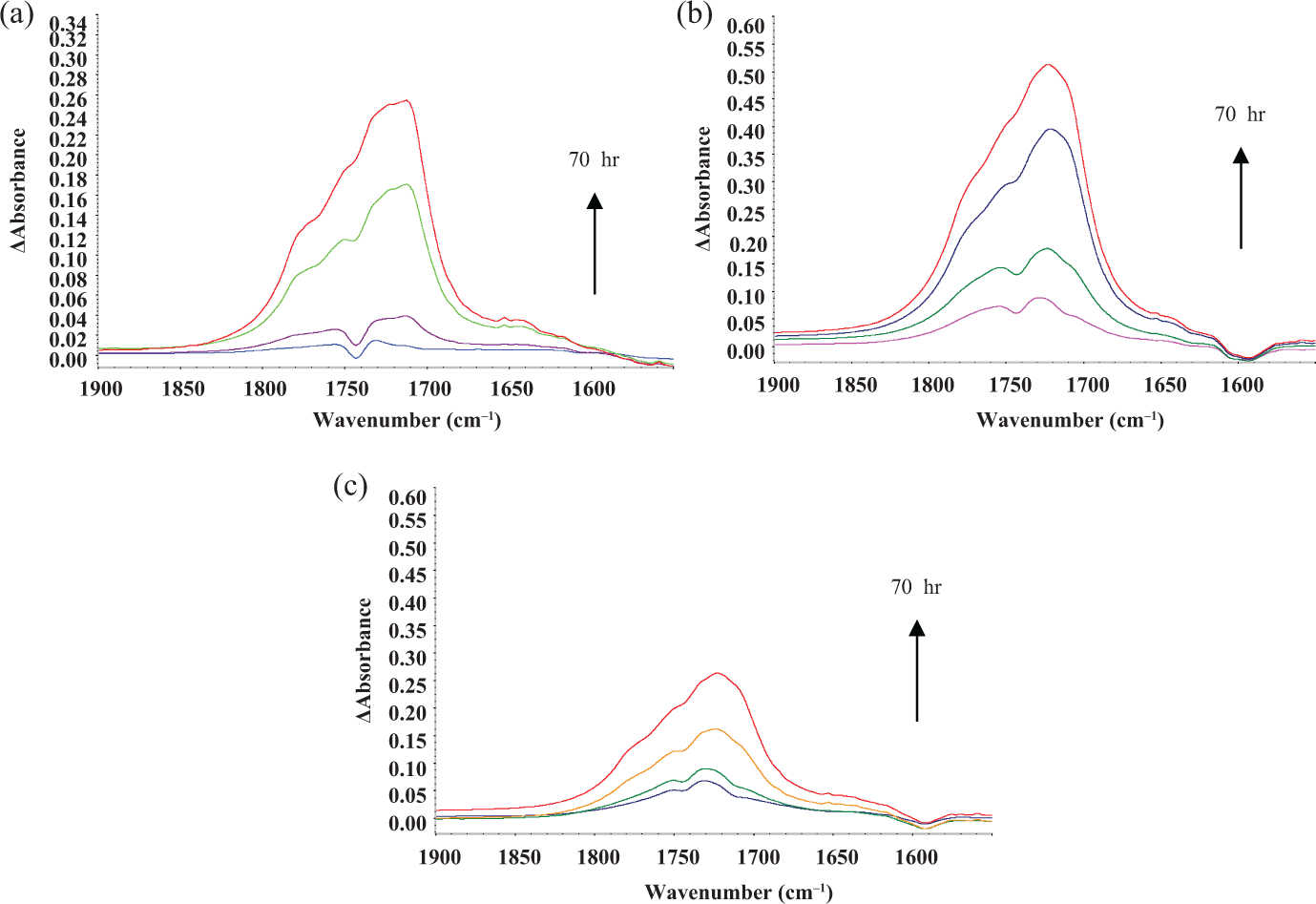
Changes in the IR spectra subtraction (ageing time − initial time). (a) Unfilled PP; (b) PP/PALF composite 17 wt% and (c) PP/PF composite (23 wt%). IR: infrared; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
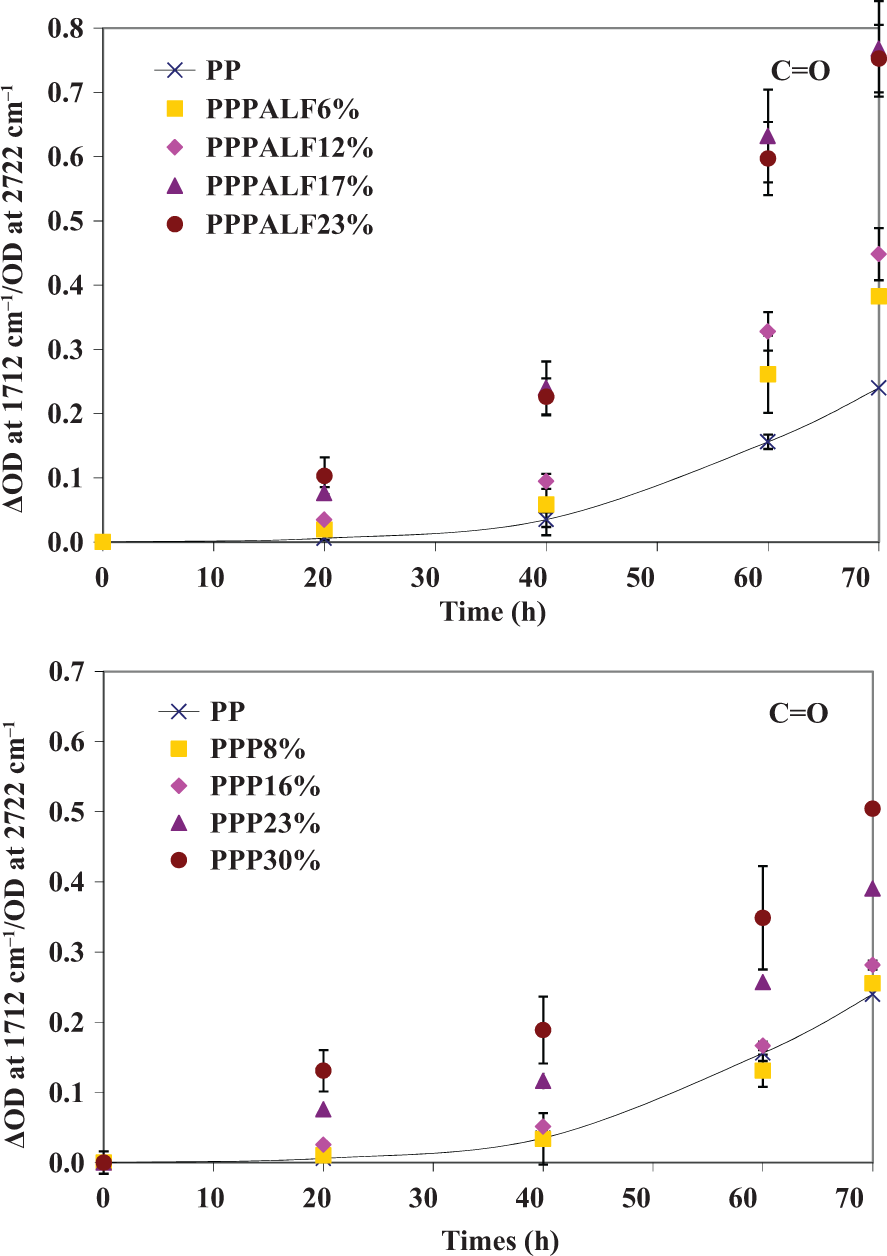
Absorbance changes in carbonyl region during photochemical ageing. (a) PP/PALF composite and (b) PP/PF composites at various fibre contents (wt%) and as a function of ageing time. OD: optical density; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
Thermal ageing
Chemical evolution upon 1550 h of thermal ageing at 100°C was investigated with IR spectroscopy. Figure 8 illustrates the significant changes that occurred in carbonyl broadband. As proposed for photochemical ageing, Figure 8 gives subtracted spectra between a spectrum of each aged sample and the initial spectrum. The primary observations were an increase in intensity of the carbonyl band at 1680–1850 cm−1 and the formation of several maxima at 1712, 1750 and 1775 cm−1. The shape of carbonyl broadband was different for unfilled PP and PP/PALF composite, with an enhancement of acid (1715 cm−1) and perester (1775 cm−1) groups’ absorbance. As expected, the shape was also different for photochemical and thermal exposures. Figure 9 illustrates the carbonyl formation at 1712 cm−1 for various fibre contents. The period of induction was approximately 1000 h for unfilled PP. This value was high because of the presence of antioxidant. The value changed with PP composites. The period of induction was lower for PP/PALF composites (17 and 23 wt%, approximately 600 h). This value was also lower for PP/PF composites (23 and 30 wt%, 760 h; 16 wt%, 950 h). For lower fibre content, the period of induction was higher. It was approximately 1200 h for PP/PF composite (8 wt%) and for PP/PALF composite (12 wt.%). The evolution of carbonyl band for PP/PALF composite (6 wt%) was not significant upon 1500 h of ageing. After the induction time, oxidation occurred. The rate of formation of degradation carbonyl products was very rapid for PP/PALF (17 and 23 wt%). High content of fibres in the PP matrix resulted in shortening the induction period of thermal ageing. Note that no change in the aromatic C=C absorption band at 1580 cm−1 was observed (Figure 8).
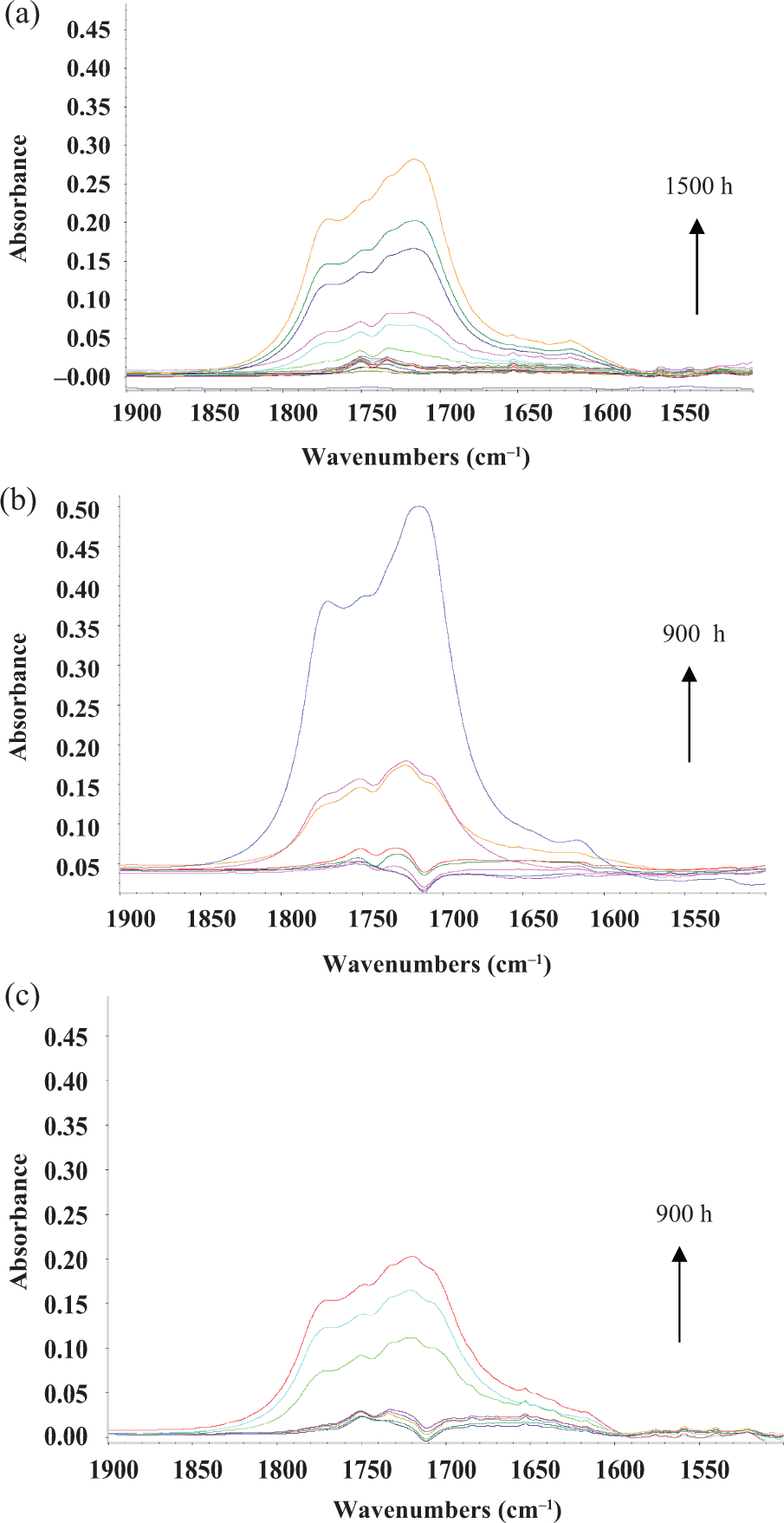
Changes in IR spectra subtractions in carbonyl region during thermo-oxidation at 100°C. (a) PP, (b) PP/PALF and (c) PP/PF composites at 20 wt% of fibre content. IR: infrared; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
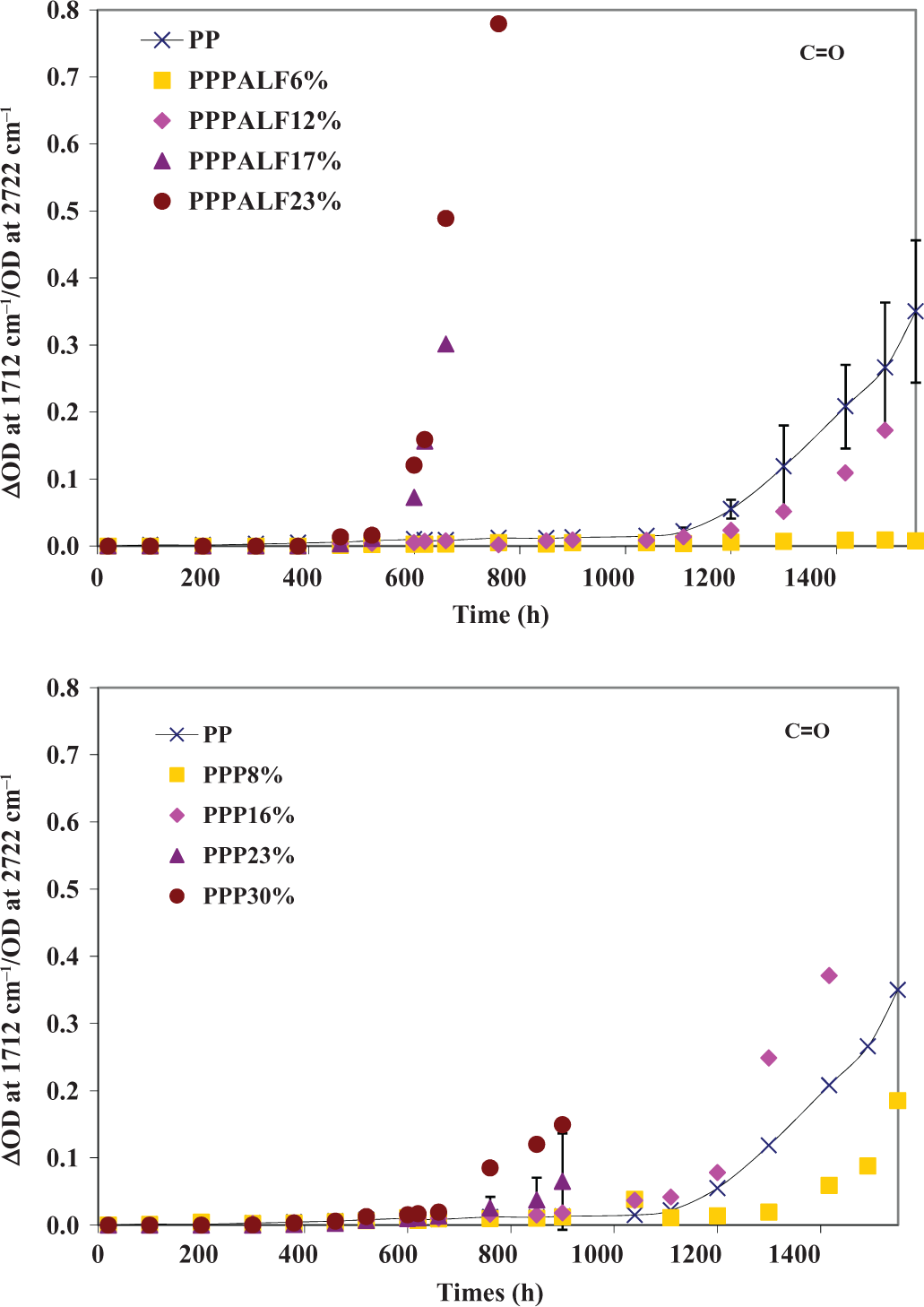
Absorbance changes in carbonyl region during thermal ageing. (a) PP/PALF composite and (b) PP/PF composites at various fibre contents (wt%) and as a function of ageing time. PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
Figure 10 illustrates changes in UV-Vis spectra of PP, PP/PALF and PP/PF composites at 17 and 23 wt% fibre content, respectively. The absorbance in the UV domain (<350 nm) increased with ageing time for unfilled PP and PP/PALF composite. Especially upper 1000 h for unfilled PP, this peak increased dramatically, which may be due to the disappearance of antioxidant. After thermal degradation, due to longer exposure time, PP turned yellow. However, the important increase in UV absorbance of the PP/PALF composite started at 400 h. After this time, higher yellowness in the PP/PALF composite was compared to unfilled PP. In the case of the PP/PF composite, thermodegradation was found less severe than for the other materials. This difference was correlated to higher content of lignin in PF compared to PALFs. Thermal stability was enhanced by lignin content.
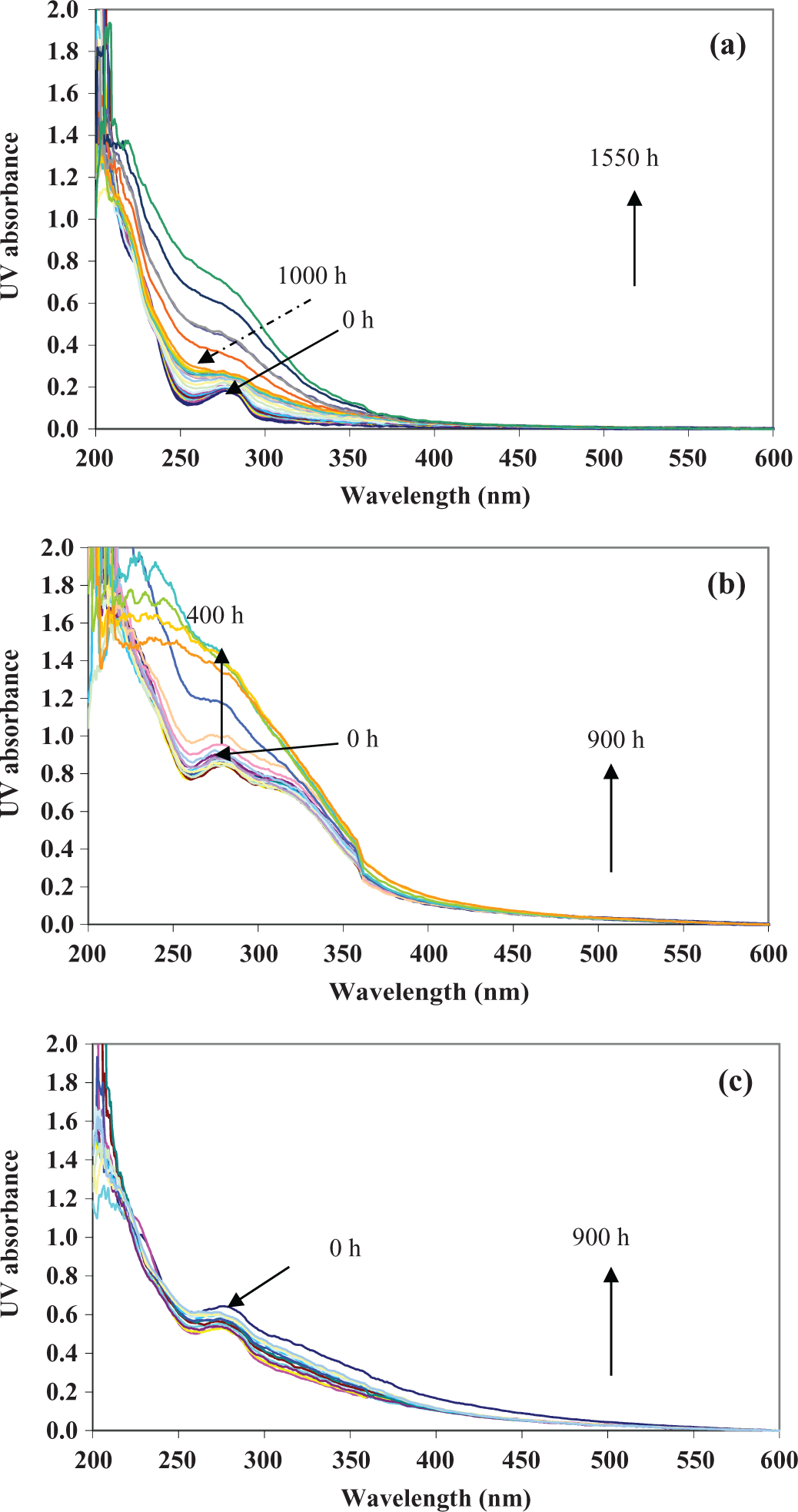
UV-Vis spectra as a function of thermal ageing time. (a) Unfilled PP, (b) PP/PALF composite (17 wt%) and (c) PP/PF composite (23 wt%). UV-Vis: ultraviolet–visible; PP: polypropylene; PALF: pineapple leaf fibre; PF: palm fibre.
IR and UV spectra enabled to differentiate a specific behaviour of composite upon ageing. The type of ageing was proved to be important because the results of durability were dependent. Photodegradation carbonyl products were correlated with the fibre content. The variation of fibre content and thermo-degradation carbonyl products was more complex. For both thermal and photochemical ageings, the oxidation level was higher for PP/PALF composite.
Thermal and mechanical analysis of aged composites
Photochemical ageing
Upon photo-ageing, the crystallinity degree of unfilled PP was unchanged. For the same period of time, the crystallinity of all PP composites increased (Figure 3). The difference was +5% after 40 h of irradiation for PP/PALF composite (6 wt%). After the same ageing time, the difference was +10% for PP/PF composite (8 wt%). Chain scission would explain the increase of crystallinity. Chain scission occurred during PP ageing and destroyed entanglement network in the amorphous phase. These reactions liberated small macromolecules that would self-diffuse to the crystals’ surface and initiated a chemicrystallization. 32 As expected, mechanical embrittlement also occurred. This behaviour was then attested from tensile tests.
Figure 11 illustrates the Young’s modulus of unfilled PP and PP composites after photodegradation. It can be observed that the Young’s modulus of unfilled PP and PP composites increased significantly when ageing time increased. The modulus increase of unfilled PP started earlier than that of PP composites.
Young’s modulus of unfilled and PP composites after photo-ageing. PP: polypropylene.
Rheology measurements on aged PP and PP composites were then carried out. The evolution of G′/G′0 as a function of ageing time showed a rapid decrease, which was the confirmation of primary chain scission reactions during the photodegradation of unfilled PP and PP composites. We also observed a strong decay of η0 (Figure 12). The evolution of PP/PALF composite was weaker than the evolution of unfilled PP and PP/PF composite.
Cole–cole plot for PP/PF after photo-ageing (Pa s). PP: polypropylene; PF: palm fibre.
Thermal ageing
Figure 13 shows the crystallinity degree evolution upon thermal ageing. A significant increase of crystallinity was observed for unfilled PP after 500 h. The difference was +7%. For PP/PALF composite (6 wt%), an increase was given after 100 h (+8%). For PP/PF composite (8 wt%), the increase was delayed after 200 h (+5%).
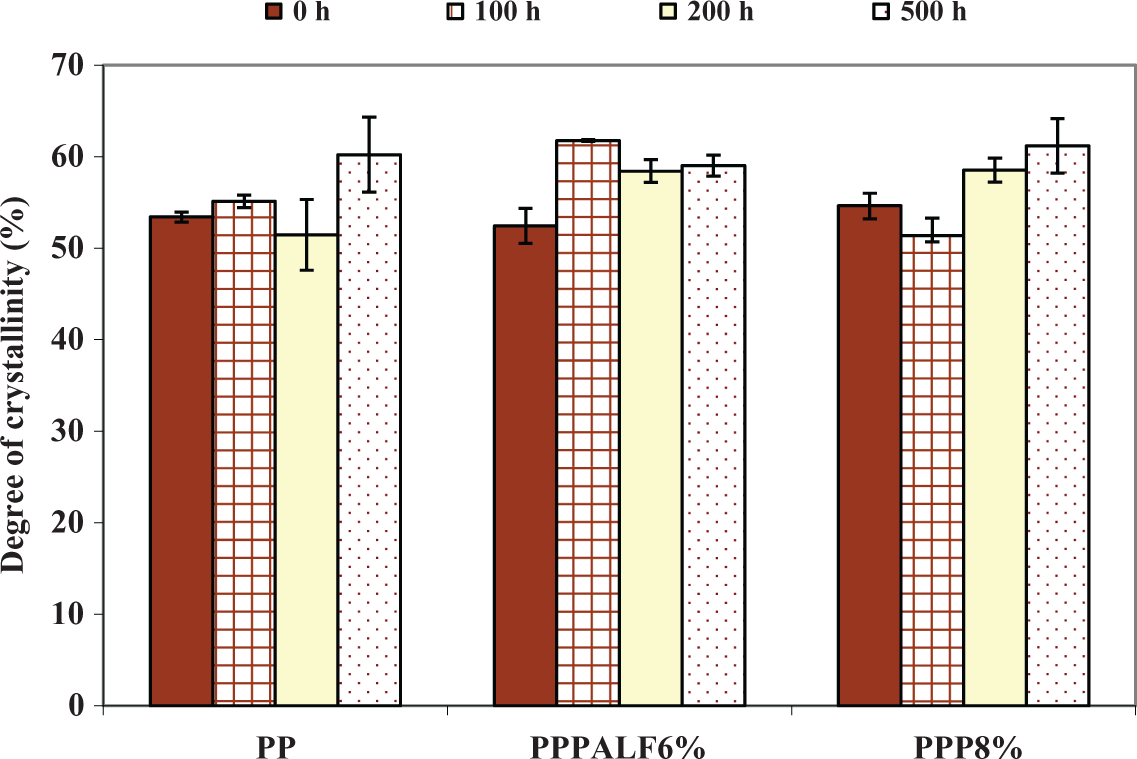
Crystallinity degree of unfilled PP and PP composites after thermo-ageing. PP: polypropylene.
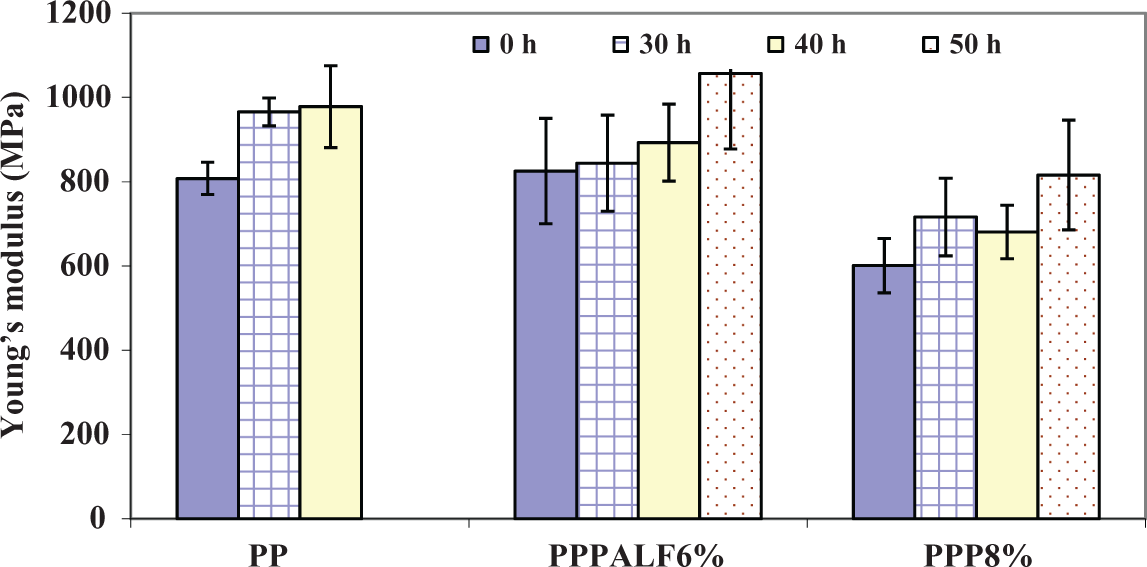
The Young’s modulus of unfilled PP and PP composites after thermo-degradation are shown in Figure 14. The evolution of unfilled PP was steady till 200 h. The following evolution at 500 h attested from a severe decrease of modulus. The PP/PALF composite showed an increase of modulus (200 h), then a drastic decrease. The evolution of PP/PF composite was weaker. Rheology measurements on thermo-aged PP and PP composites showed close results than those observed on photo-aged samples.
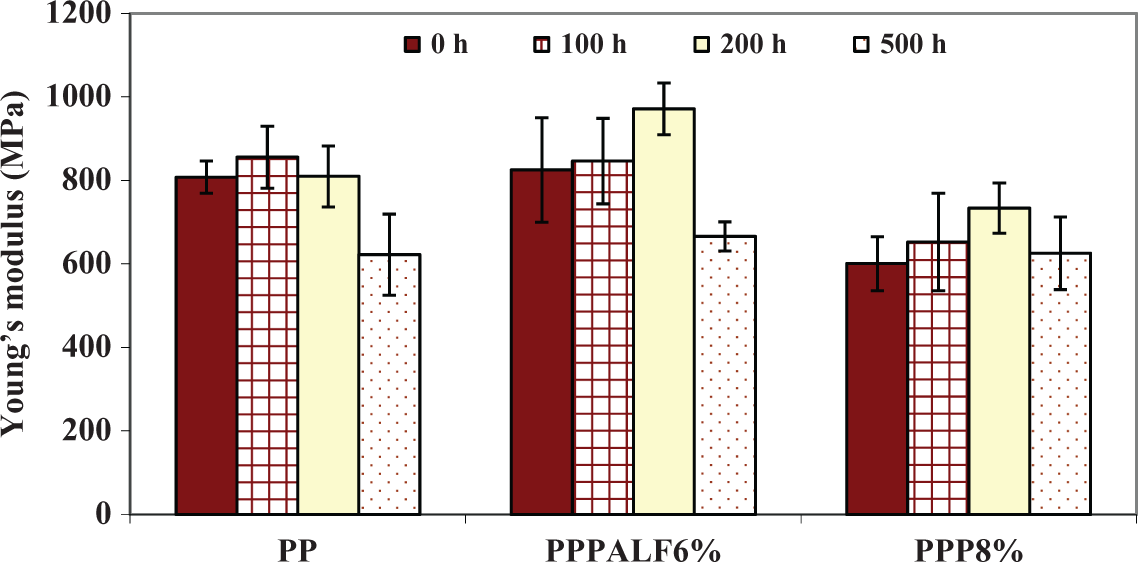
Young’s modulus of unfilled PP and PP composites after thermo-ageing. PP: polypropylene.
For both thermal and photochemical exposures, chain scission reactions occurred. The mechanical evolution was proved to be better for PP/PALF composite.
Conclusions
The first goal of this work was to investigate the initial properties of polyolefin/vegetal fibre composites. With rheology, a positive reinforcement was proved for the PP/pineapple leaf composites. These composites exhibited promising mechanical properties and technical interest. The second goal was to understand the long-term behaviour of such composites. It was also interesting to check that rheological and mechanical properties were not altered by the ageing of the materials due to UV or temperature changes. The radical mechanism of PP oxidation involved the formation of hydroperoxides and carbonyl groups and also included chain scission. 30 For the PP composites, the increase of oxidation rate was explained by the superposition with fibre degradation. Moreover, the PP/PALF composites can be degraded easily under thermo-oxidation compared to the PP/PF composites due to low content of lignin in fibre. With higher lignin in component, higher thermal stability was found. The photodegradation of PP/PALF composite was also higher than the photodegradation of PP/PF composite. This result could be explained by the photodegradation of cellulose and non-cellulosic products. For both thermal and photochemical ageings, the increase of crystallinity was associated with chain scission. The chemicrystallization effect, which resulted from chain scission, was more significant in PP composites compared to the unfilled PP. This result could be correlated with the level of fibre degradability. The positive evolution of mechanical properties upon ageing attested from specific interactions between degraded fibres and PP. The evolution of polarity was favourable. The mechanical performance of PP/PALF composite upon ageing was highlighted.
A following improvement of the formulation should be associated with the addition of a coupling agent. An environmental assessment to compare the production phase of each composite is also of interest and will be a prospect. Stabilization additives are recommended to add in the PP composites in order to prevent the photodegradation.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Kasetsart University (KU), Bangkok, Thailand, and Equipe Photochimie Macromoléculaire, UMR CNRS 6296-ICCF-UBP, Clermont-Ferrand, France.