
Abstract
Wood–plastic composite foams (WPCFs), consisting of polypropylene and bagasse as wood fiber, were produced using tandem extrusion. The simultaneous effects of different material parameters including bagasse loading and particle size, melt viscosity of the used thermoplastic, type and content of chemical blowing agent on the microstructure, and physical properties of the obtained composite foams have been evaluated. Special sandwich morphology has been observed for these foams. Void fraction of WPCFs was measured and optimized using an experimental design method, response surface methodology. The maximum determined void fraction of the prepared WPCFs was 54%, which was obtained at the middle values of blowing agent content and bagasse particle size. Employing a mixture of endothermic–exothermic blowing agents has also caused the optimum amount of void fraction. Moreover, thermal behavior of wood–plastic composites was studied and the effects of all material parameters on decomposition behavior of polymer and bagasse fibers were investigated. The results verify that both bagasse content and bagasse particle size considerably influence the thermal stability of the microcomposites.
Introduction
In the last two decades, wood–plastic composites (WPCs) have become well established in construction applications, furnishing, packaging, and automobile industry. The wide range of their applications is due to their enhanced final properties in comparison with wood and plastic individually. In addition to similar appearance to wood, WPCs are less susceptible to moisture sorption, more durable, easier to design, and need less maintenance in comparison with wooden products. While comparing with plastics, WPCs are stiffer, cheaper, and show a lower thermal deformation. However, this class of composites has some drawbacks such as high weight, low toughness, and weaknesses in tacking and screwing. A well-known strategy to eradicate these disadvantages is foaming the WPCs by producing cellular structure. 1,2
By foaming these composites, a noticeable reduction in density is also obtained. The used loading range of wood in WPC foams (WPCFs) has been reported to be 3–60 wt%, and the void fraction increase in these foams has been stated to be in the range of 5–50%. 3
The processing of WPCFs possessing microcellular-foamed structure has been performed through batch foaming processes 4 –6 and continuous extrusion processes. 3,7 Bledzki et al. 8 applied two system configurations (i.e. tandem extrusion system and single extrusion) for WPCFs to evaluate the processing parameter effects on the cell morphology and foam properties. Besides, the microcellular WPCFs have been produced via injection molding process using natural fiber (flax fiber) and wood fiber as reinforcements. 7,9
Final properties of WPCFs strongly depend on the type of blowing agent. Solid organic and inorganic substances are used as chemical blowing agents (CBAs). Based on thermal reaction, the used CBAs in WPCFs are divided into two groups, that is, endothermic and exothermic ones. Generally, endothermic CBAs absorb heat during reaction and release carbon dioxide, whereas the exothermic ones release nitrogen (N2). In addition, the solid residues after decomposition can act as nucleation centers. This leads to a finer cell structure and a better solubility of the gas in the polymer melt. 3 Moreover, applying excessive amounts of CBA destructs the foam structure. As a result, both the amount and type of CBA are two determining factors in the microstructure of WPCFs. It has been observed that CBAs substantially diminish the melt viscosity of polymer matrix. 10,11 At high pressures of extrusion or injection molding processes, the gas produced by CBA decomposition remains in polymer melt until the pressure drops at die. Therefore, CBAs can act as processing aids in the processing of WPCs. The formation of cells in these composites leads to weight loss and improved workability of the produced profiles. Sandwich structure, a common microcellular structure for WPCFs, has been observed by several researchers in injection-molding processes. 8,12,13 This special structure which is schematically shown in Figure 1 consists of a middle layer with larger cell sizes and two adjacent layers on both sides possessing smaller cells. Mechanical properties of WPCFs intensely rely on this structure. Therefore, the sandwich structure must be completely characterized to obtain the desirable properties for WPCFs. 13
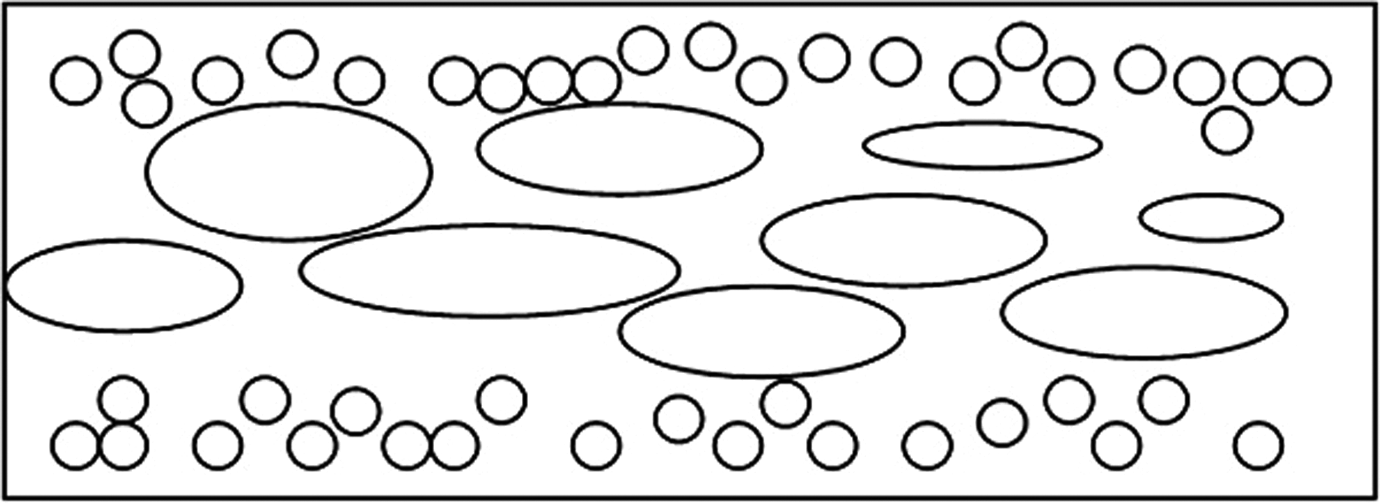
Schematic representation of WPCF sandwich structure. WPCF: wood–plastic composite foam.
To achieve the desired properties of these foams, the use of suitable blowing agents seems to be crucial. Employing CBAs instead of physical blowing agents gives the opportunity to easily design the production processes using extrusion or injection-molding machines.
Another material parameter, which has a great impact on the morphology and final properties of WPCFs, is the type of polymer as matrix. Among thermoplastic polymers, polypropylene (PP) is a common polymer in WPC industry because of its light weight, higher strength, greater hardness, better creep resistance, and lower wear and friction. Compared with polyethylene (PE), this plastic is more brittle. Consequently, tacking and screwing of PP-based composites are more difficult than PE-based composites. Another drawback of PP is the lower melt strength that causes coalescence and fragmentation of cells during the foam production processes. 14 Hence, the melt viscosity of PP is another critical parameter which dictates the final microstructure of WPCFs.
Besides the aforementioned parameters, the most important parameter that influences the morphology and corresponding final properties of WPCFs is wood particles. Geometry, particle size, and content of wood particles considerably affect the microcellular structure of the foams. Smaller particle size causes an increment in the cell density and cell size for these foams. 7,15
Although different aspects of WPCFs have previously been addressed in the literature, to the best of our knowledge, PP/bagasse composite foams have been scarcely studied and characterized. In addition, the influences of the aforementioned material parameters on different characteristics of WPCs have been reported, though the simultaneous effects of them including PP melt viscosity, bagasse content and particle size, blowing agent type, and composition have not been investigated for WPCFs yet. Therefore, the main objective of this study is to produce economically competitive PP/bagasse composite foams having optimum microstructure and final properties by designing appropriate formulations. In order to achieve this purpose, PP/bagasse composite foams have been produced by tandem extrusion, and the effects of all material parameters on the morphology have been analyzed. Besides, attempts have been particularly made to evaluate the impacts of different blowing agents in combination with each other on the microstructure and final properties of these foams. Since the production of WPCFs was implemented by two step processes, for verification of nondegradation during the processing of materials with blowing agent, thermogravimetric analysis (TGA) was carried out.
Experimental section
Materials and sample preparation
Three grades of PP with different melt viscosities (melt flow indices (MFIs) including 6, 16, and 26 g/10 min; Navid Zar Chimi Co., Iran) were used. Bagasse fiber (Shoshtar Co., Iran) was applied to fabricate wood composites. It was prepared from bagasse after the extraction of cane juice. The resultant wood fibers could not be employed for Chipboard industry because of the unsuitable particle size. In order to obtain bagasse fibers having different sizes, the wood particles after extraction were sieved to separate the particles into three different average sizes of 71, 141, and 280 µm.
Two types of CBAs, that is, endothermic and exothermic, were used. Azodicarbonamide (AZ) as exothermic CBA was supplied by Merck Co., Germany, which decomposes at 220°C. Urea from Merck Co. (Germany) was added at 2:3 ratio (the ratio of urea to AZ) to lessen the decomposition temperature to 170°C. Sodium bicarbonate (SB) purchased from Merck Co. (Germany) was also applied as endothermic CBA. Moreover, maleic anhydride-grafted PP (MA-g-PP; Orevac CA100, Arkema Co., France) was employed as a compatibilizer in all produced composites at a loading of 5 wt% of dried bagasse content. The formulations also consist of PE wax as external lubricant (Licowax PE 520, Clariant Co., Germany). This lubricant was chosen among other external lubricants due to its higher performance. 2
PP/bagasse composites were produced according to the formulations determined by experimental design employing response surface methodology, which are presented in Table 1. The five aforementioned material parameters, each one at three different levels, were applied as the variables.
Formulations determined by experimental design employing response surface methodology, two blocks were used and all five parameters were changed in three levels.
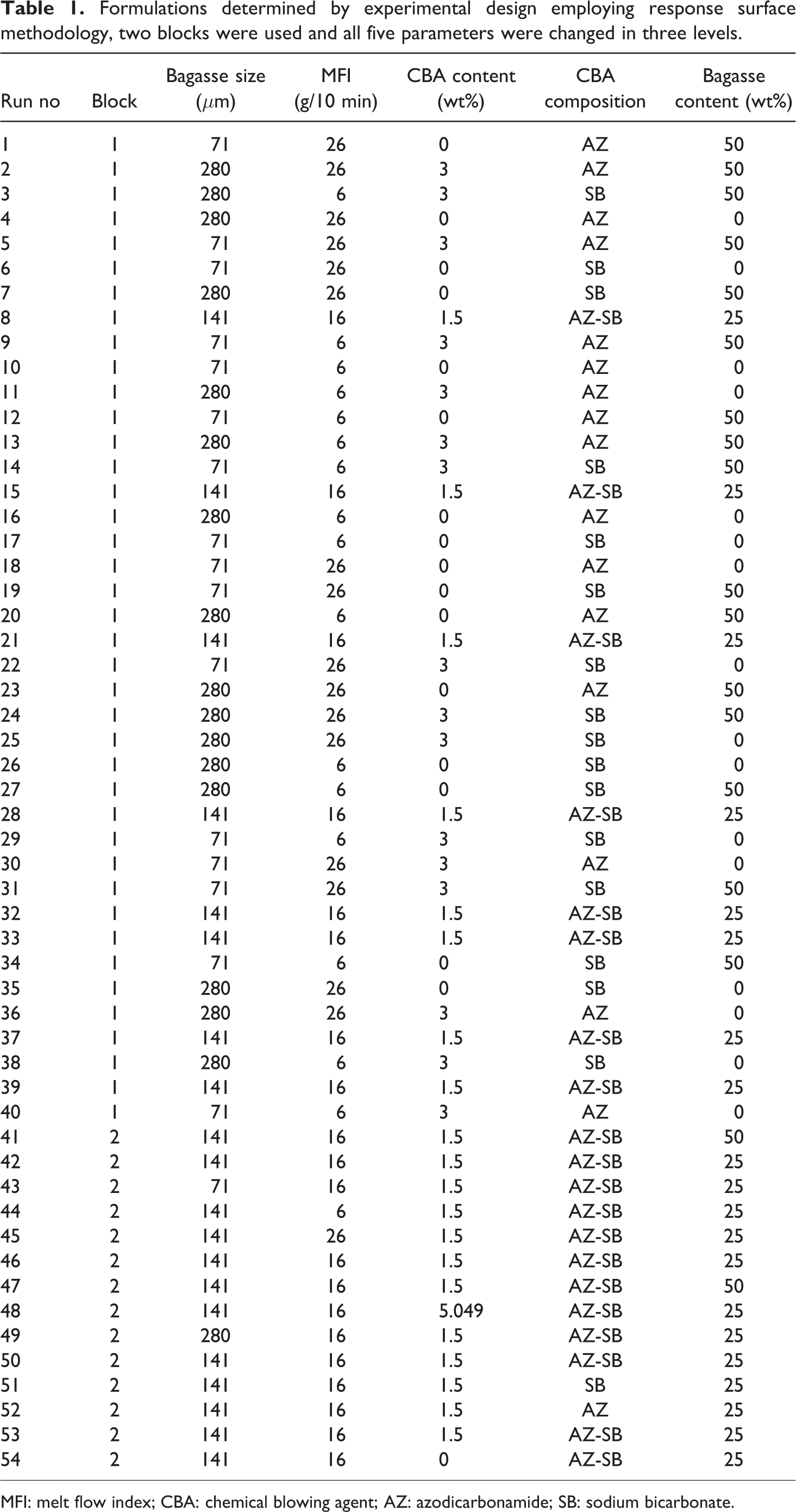
MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
In order to eliminate the wood moisture, which releases at higher temperatures, a two-step melt process was used to prepare the samples including twin-screw extrusion at first and then tandem extrusion.
The bagasse fiber was dried in an oven at 80°C for 24 h in order to eliminate the physically absorbed moisture. In the first step of the melt process, dried bagasse fibers, PP, and MA-g-PP were compounded in a twin-screw extruder with a screw diameter of 20 mm and screw speed of 150 r min−1. The employed temperature profile was between 165 and 180°C.
The obtained composites were chopped up into pellets. Then, the extruded compounds were dried in an oven at 120°C and mixed with blowing agent and PE wax using a single-screw extruder at 175°C at a screw speed of 30 r min−1. Finally, the extruded foamed samples were prepared for characterization with the following dimensions: 100 × 100 × 3 mm3.
Characterization
Scanning electron microscopy (SEM) was used to observe the morphology and the cell structure of the foamed composites by employing a SEM machine (XL30 Philips Co., Andover, Massachusetts, USA). The fractured surface of samples was gold sputtered and then examined by SEM. For evaluation of the void fraction, densities of the obtained foams were measured by solvent displacement following ASTM D792 standard. The void fraction of the WPCF samples is calculated according to ASTM D2734 standard using equation (1):


To study the bagasse degradation and effects of CBA decomposition, TGAs were carried out using a TGA machine (Pyres 1, Perkin Elmer Co., Waltham, Massachusetts, USA). These experiments were performed at a heating rate of 10°C min−1 from 50°C to 600°C under N2 atmosphere.
Results and discussion
Void fraction
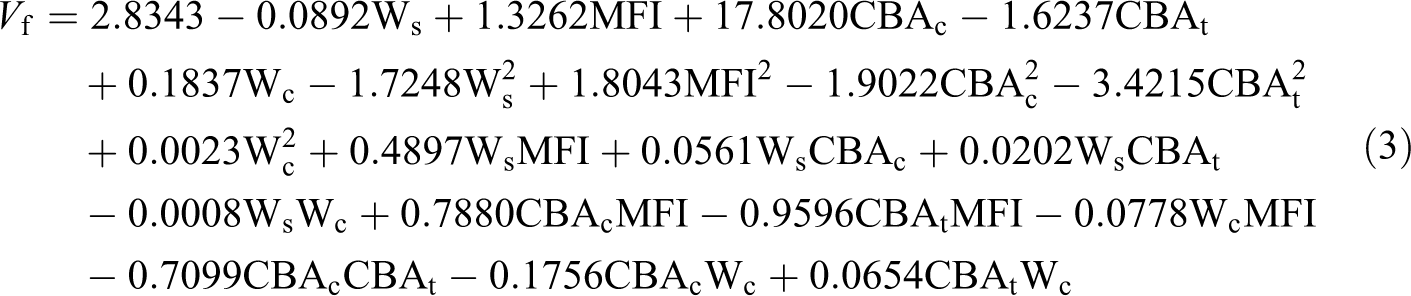
As mentioned earlier, composite foams have been prepared according to an experimental designed matrix using response surface methodology, that is, central composition design. This method has been employed to evaluate the simultaneous effects of all studied material parameters on the void fraction of samples. By applying Minitab© software (Minitab® 16.2.1, Minitab, Inc.), the dependency of all parameters on this factor is characterized by equation (3).
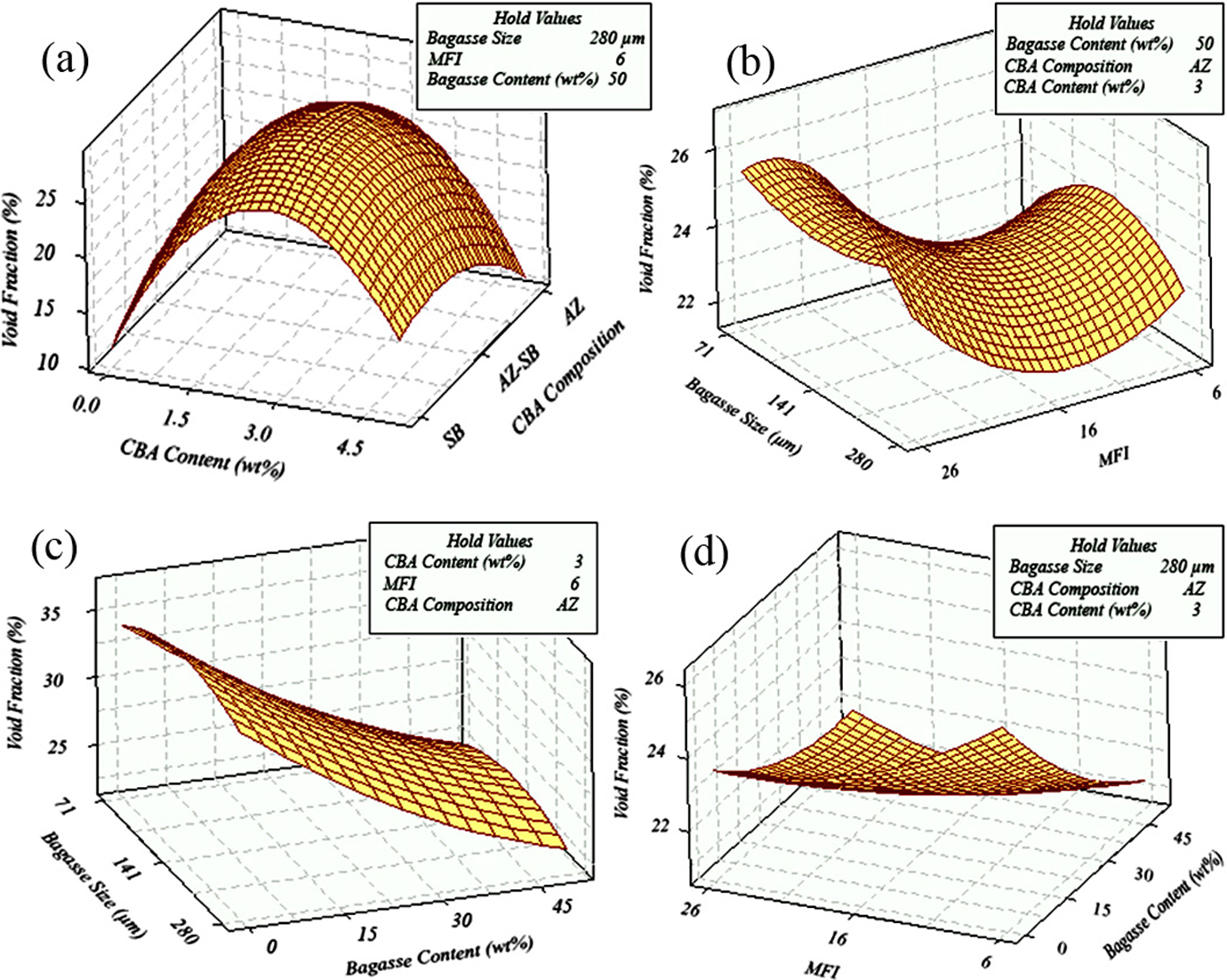
Surface plots of void fraction versus the level of two parameters: (a) CBA content and type as variable parameters, whereas three other parameters are fixed (bagasse size = 280 μm, MFI of PP = 6 g/10 min, and bagasse content = 50 wt%); (b) bagasse size and MFI as variable parameters, while the other parameters are fixed (CBA type is AZ, CBA content = 3 wt%, and bagasse loading = 50 wt%); (c) bagasse size and composition as variable parameters, whereas other ones are fixed (CBA level = 3 wt%, MFI of PP = 6 g/10 min, and CBA type is AZ); (d) MFI and bagasse content as variable parameters, whereas other ones are fixed (CBA level = 3 wt%, bagasse size = 280 μm, and CBA type is AZ). PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
Another notable fact that can be observed in Figure 2(a) is the alteration of void fraction versus CBA type. As can be found, the void fraction also shows an optimum against the changes applied in CBA type from pure endothermic to exothermic ones. By applying a shift in the type of CBA to more exothermic ones, the void fraction enhances for the composite containing a mixed CBA (AZ-SB with 50:50 composition). Despite this fact, void fraction tends to decrease for the composite consisting of pure exothermic CBA (AZ). Employing exothermic CBA leads to an increase in the local melt temperature and accordingly the melt viscosity of composite reduces. This decline causes cell destruction and coalescence and consequently diminishes the void fraction. In contrast to this function of the exothermic CBA, the endothermic one leads to a decrease in the melt temperature which results in the local increase of melt viscosity. Hence, the released gas cannot pass through the polymer chains and finally bubbles cannot form. Overall, endothermic CBA is more effective than exothermic in decreasing the void fraction. In 50:50 composition of endothermic and exothermic CBA, the released heat from AZ decomposition is consumed by SB, so local melt temperature and resultant melt strength remain constant. 3,11 Because of this phenomenon, the blend of these two blowing agents (AZ-SB) produces foams with maximum void fraction.
Interestingly, bagasse size does not remarkably affect the void fraction. This can be found by considering the results shown in Figure 2(b) and (c). This is caused by two phenomena competing with each other. While reducing the bagasse particle size for a fixed weight fraction, the area of polymer–bagasse interface and accordingly the amount of gas exhaustion increases, therefore the resulting void fraction diminishes. Besides, the wood volume fraction in the composite containing finer bagasse particles decreases thus resulting in higher void fraction. These two phenomena influence the void fraction of the foams in the opposite direction. As a result, the void fraction does not considerably change.
The effect of MFI of PP on the void fraction of WPCFs is illustrated in Figure 2(b). When there is no bagasse fiber incorporated into the polymer matrix, WPCFs including polymer with lower MFI would have a higher void fraction owing to higher melt strength (see Figure 2(d)), though the presence of bagasse particles reverses this trend. By adding the wood particles, polymer–wood interface plays a considerable role in the formation of the microstructure. By increasing the MFI of thermoplastic, the viscosity and melt strength of composite decreases, while the polymer wettability and chain diffusion in wood porosities enhances and accordingly a stronger interface between PP and bagasse is created. 16 The latter phenomenon reduces the amount of gas exhaustion and as a result enhances the void fraction of foams. For the composite foam containing PP with an MFI of 16 g/10 min, the melt strength of composite is lower than the one for the foam including PP having an MFI of 6 g/10 min. Additionally, the viscosity of polymer in this composite is not low enough to efficiently wet the wood particles and form a strong interface in comparison with the composite including PP with an MFI of 26 g/10 min. As a consequence, the void fraction of this composite (including PP with an MFI of 16 g/10 min) is the smallest one.
Considering the surface plot of Figure 2(c), it can be seen that the void fraction reduces to lower values by increasing the included bagasse content. As discussed, at higher wood content and larger polymer–wood interface, the amount of gas exhaustion increases in the composite. Therefore, the void fraction significantly decreases at higher loadings of bagasse fiber.
Using the response surface methodology, the optimized parameters for achieving the highest value for void fraction are as follows: 0 wt% for bagasse content, 5 wt% for SB as CBA, 6 g/10 min for the MFI, and 141 μm for bagasse particle size. The predicted value for the void fraction of optimized PP/bagasse foam is 54%.
Morphology
The effects of the mentioned material parameters on the structure and cell size of the prepared WPCFs have been studied using SEM micrographs, which are displayed in Figures 3 to 6. The sandwich structure has been observed in the micrographs of all samples. As can be found in Figures 3 to 6, a layer of larger cells exists in the middle and two layers with smaller cells on both sides. It is caused by different growth rates of cells, which are present in the surface and bulk of samples during foaming process. This structure was also observed by Bledzki and Faruk 8,12,13 in theirstudies, which investigated the influences of effective parameters on WPC morphology. In the following, the influences of the studied parameters on the morphology of foams will be discussed.
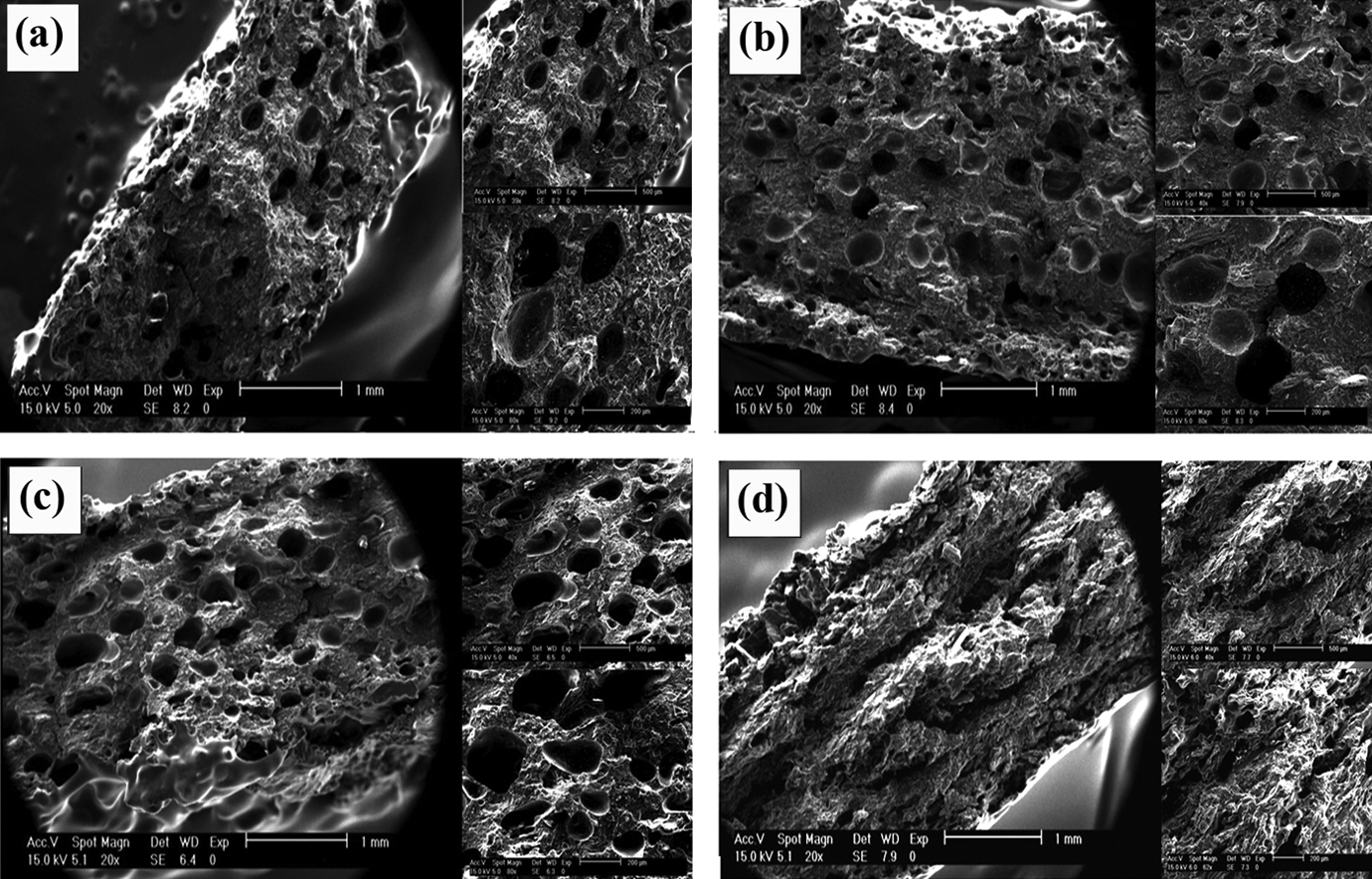
SEM micrographs of the foamed composites containing PP with an MFI = 16 g/10 min as matrix, a mixture of AZ and SB as CBA at content of 1.5 wt% and bagasse at loadings of 25 wt% (a) to (c) and 50 wt% (d) as reinforcement; effect of different bagasse particle sizes: (a) 71 μm, (b) 141 μm, (c) 280 μm, and (d) 141 μm. SEM: scanning electron microscopy; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
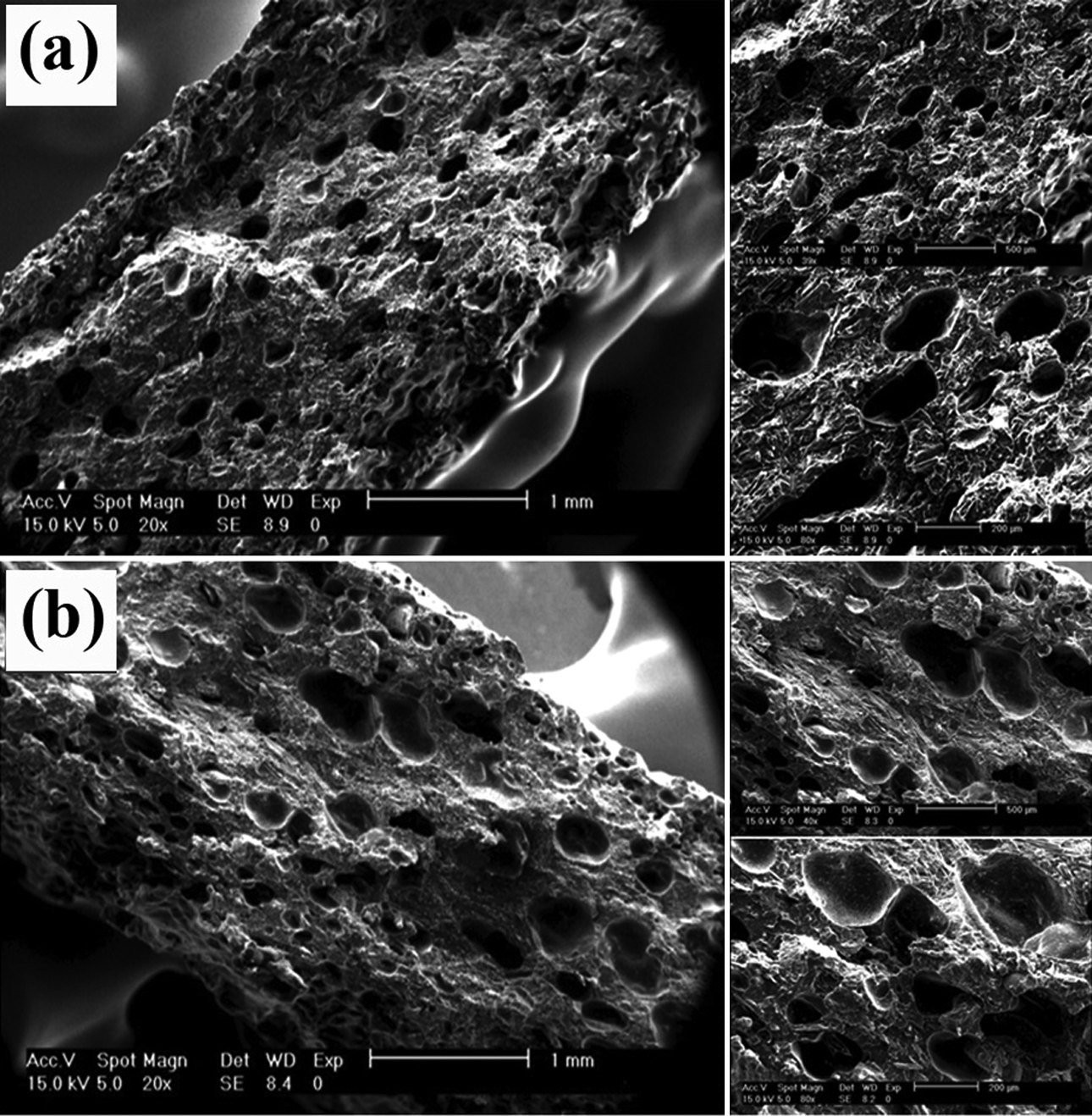
SEM micrographs of the foamed composites containing PP with an MFI = 16 g/10 min as matrix, CBA at content of 1.5 wt% and bagasse at loading of 25 wt% as reinforcement, the particle size of used bagasse was 141 μm; effect of CBA type: (a) AZ and (b) SB. SEM: scanning electron microscopy; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
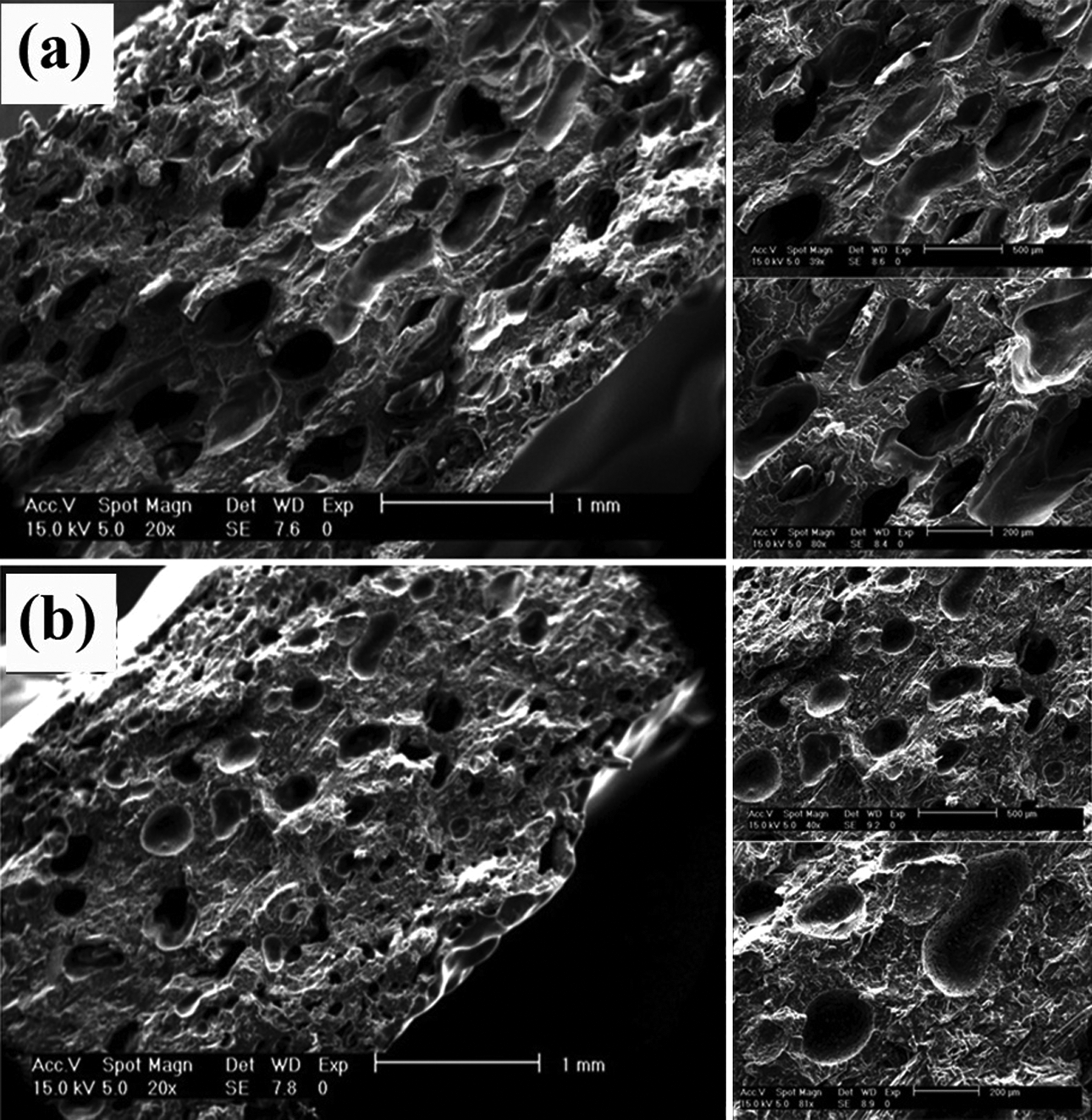
SEM micrographs of the foamed composites containing PP with different MFIs as matrices, a mixture of AZ and SB as CBA at content of 1.5 wt% and bagasse at loading of 25 wt% as reinforcement, the particle size of bagasse was 141 μm; effect of MFI for PP: (a) 6 g/10 min and (b) 26 g/10 min. SEM: scanning electron microscopy; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
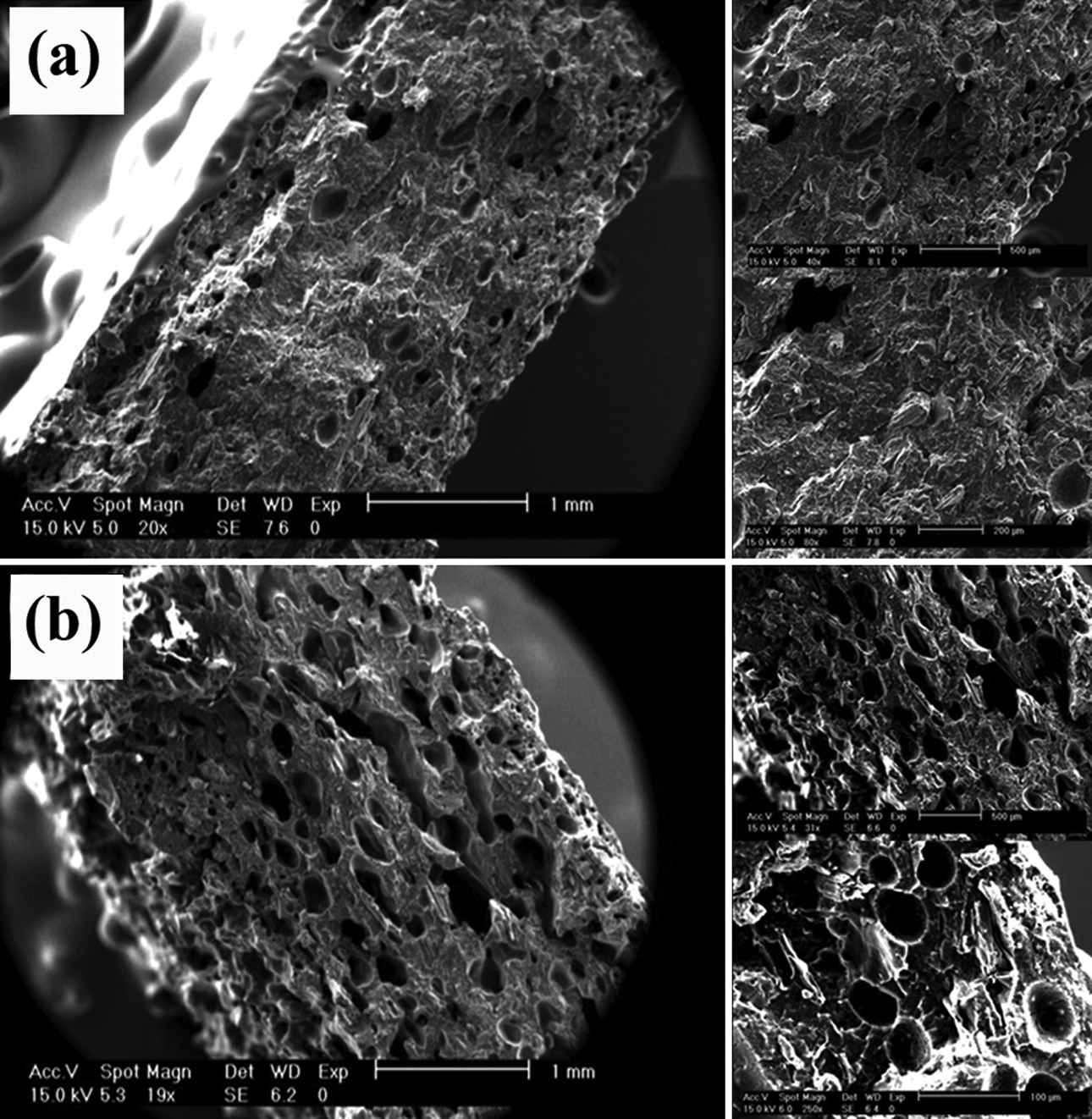
SEM micrographs of the foamed composites containing PP with an MFI = 16 g/10 min as matrix, a mixture of AZ and SB as CBA and bagasse at loading of 25 wt% as reinforcement, the particle size of used bagasse was 141 μm; effect of CBA content: (a) 0 wt% and (b) 5 wt%. SEM: scanning electron microscopy; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
Bagasse particle size
As shown in Figure 3(a) to (c), smallest cell size has been achieved using bagasse with a particle size of 141 μm. Regarding the bagasse particle size, two simultaneous phenomena affect the microstructure and cell size. The presence of smaller bagasse fibers leads to an increase in the interface between PP and bagasse. Therefore, increasing the interfacial area intensifies the gas exhaustion and lowers the cell growth. As a result, it causes a reduction in the void fraction and cell size which will be discussed later. On the other hand, finer wood particles enhance the primary nucleation of cells in the foaming process, which results in the formation of smaller cells. Hence, these two concurrent phenomena determine the final cell sizes. Hereon, the minimum size of cells obtained for the sample containing bagasse particles is 141 μm.
CBA type
The influences of blowing agent type on the morphology of the prepared foams can be deduced by comparing the SEM micrographs as shown in Figures 4 and 3(b). The difference in the cell morphology of WPCFs possessing various CBA systems is most probably caused by the varied decomposition behaviors of CBAs and/or the nature of gases that are produced during their thermal decomposition. By applying the exothermic CBA (AZ), cell size is noticeably smaller and the resultant microstructure of foam is more uniform compared with the composite which was foamed using the endothermic CBA (SB) and the mixed CBA (AZ/SB). Using exothermic CBA leads to a rise in the melt temperature locally; as a result, the melt viscosity in the composite decreases. As a direct result, wetting of bagasse particles by the matrix improves and the distribution of bagasse particles as a nucleating agent becomes more uniform in the polymer matrix. Therefore, the size distribution of foam cells will be more uniform by employing exothermic CBA.
MFI of PP
As can be observed in Figures 5 and 3(b), WPCF-containing PP with the highest viscosity (MFI of 6 g/10 min) among others has largest cells and lowest cell density; increasing the MFI of PP leads to the formation of smaller cells with shapes closer to spheres. Melt viscosity of PP has influenced the cell sizes of foams similar to CBA composition effects, which will be discussed in the subsequent section. By increasing the MFI of PP, the melt viscosity of the matrix decreases, which results in better wetting of bagasse particles by the thermoplastic and better distribution of the wood fibers. Since the bagasse particles act as nucleating agents, therefore, foam with narrow distribution of cell size, smaller cells, and higher cell density is obtained.
Bagasse content
Another important influential material parameter in governing the cell morphology and microstructure is the bagasse content. As can be found in Figure 3(b) and (d), the cell density and size diminish by incorporation of higher amounts of bagasse. Larger interfacial area between polymer and bagasse is achieved by increasing the bagasse loading. Similar to what has been mentioned earlier, the polymer–bagasse interface is a region for gas exhaustion and accordingly the amount of residual gas is more likely not enough to generate a noticeable amount of bubbles at higher loadings of wood particles. In contrast to this influence, bagasse particles can also act as nucleating agents in the foaming process. This effect is expected to cause a greater number of nuclei for generating cells and correspondingly higher cell density and smaller cell size. However, it seems that the former influence has dominated the foaming process of the WPCF samples.
CBA content
The implications of CBA content on the morphology of the obtained foams are illustrated in Figures 3(b) and 6. It can be seen that the sample without any CBA also possesses a foam structure as shown in Figure 6(a). As mentioned earlier, the evaporation of moisture included in wood particles generates gas at higher temperatures above a critical degree and forms some bubbles in the composite. Nonetheless, drying the wood particles and applying the two-steps modification process have removed the produced gases to a great extend. 8 Adding the CBA to the composite results in the formation of larger cells (Figure 3(b)), though in the case of excessive amount of CBA (5 wt%), the destruction and coalescence of cells occurs in the cellular structure and causes a nonuniform cell morphology (Figure 6(b)). This phenomenon due to the surplus amount of blowing agents leads to the generation of much more gases, which by exceeding the polymer capacity threshold, bursts the primarily formed bubbles and results in a nonuniform microstructure.
Thermogravimetry analysis
During the processing of WPC, inexistence of degradation should be guaranteed. TGA can help us to know the thermal behavior of bagasse and polymer. Bagasse as wood particles is a class of biodegradable material. By adding these particles to the polymer matrix, the biodegradation of thermoplastic becomes easier. The TGA graphs shown in Figures 7 to 10 illustrate the influences of all material parameters on the degradability of PP. As can be seen in Figure 7, the rate of degradation for composites without any blowing agent noticeably increases with increasing the content of bagasse particles. In addition, the degradation of PP/bagasse composites occurs in two steps. The first step is correlated with bagasse degradation, which starts above 200°C. In the second step, the polymer degradation begins. There are some residual bagasse chars, represented by a nonzero flat plateau at the end of experiments, which is the result of N2 atmosphere. 17,18
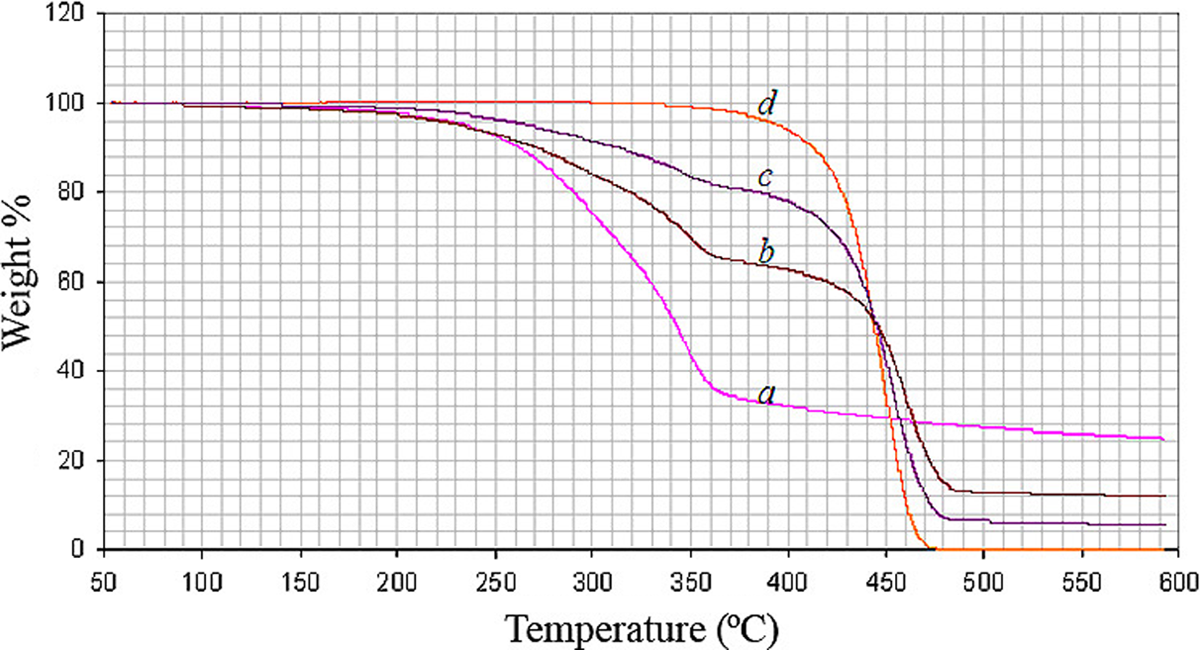
TGA thermograms of the samples without blowing agents; effect of bagasse content: (a) pure bagasse particles, (b) PP/bagasse composite with 50 wt% of bagasse, (c) PP/bagasse composite with 25 wt% of bagasse, and (d) virgin PP. TGA: thermogravimetry analysis; PP: polypropylene.
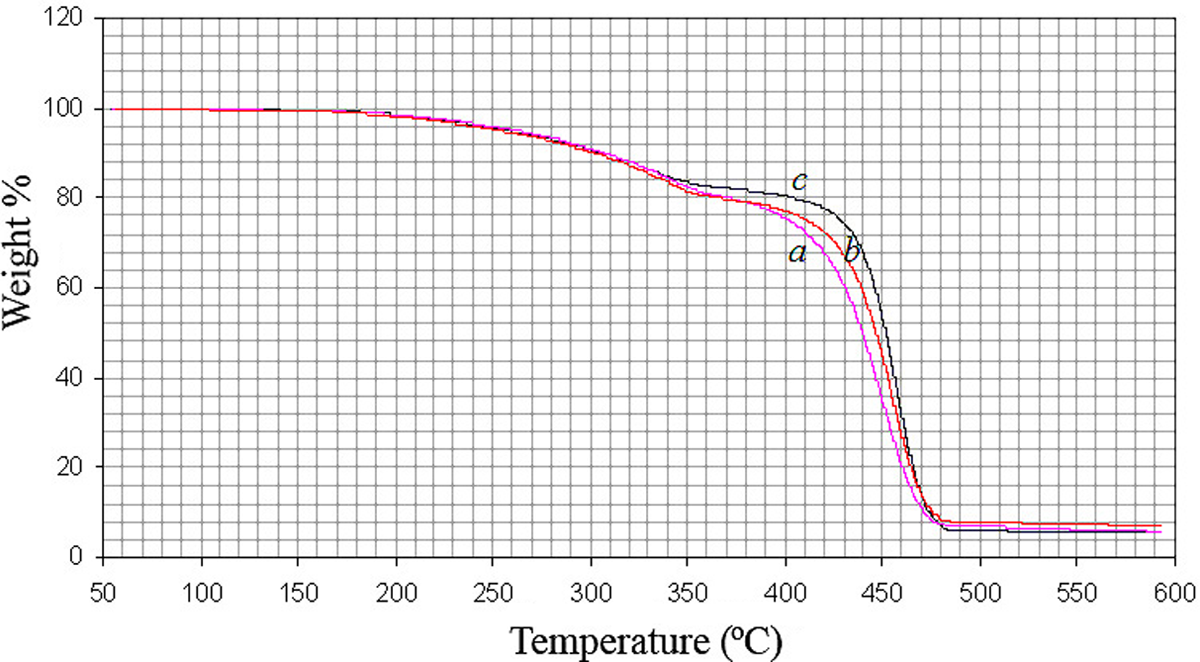
TGA thermograms of the WPC samples containing bagasse (25 wt% with 141 μm in size), AZ-SB as blowing agent (1.5 wt%); effect of MFI: (a) MFI = 26 g/10 min, (b) MFI = 16 g/10 min, and (c) MFI = 6 gr/10 min. WPC: wood–plastic composite; TGA: thermogravimetric analysis; MFI: melt flow index; AZ: azodicarbonamide; SB: sodium bicarbonate.
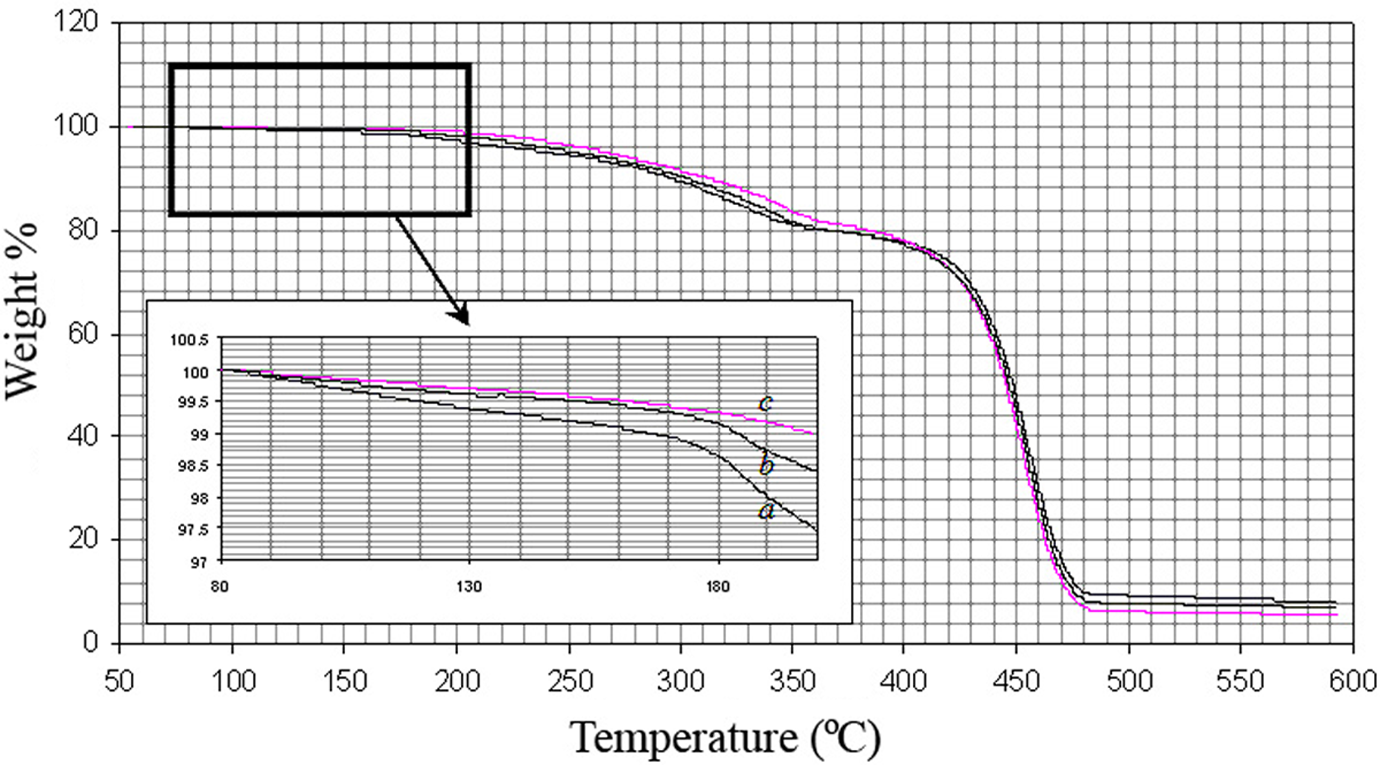
TGA thermograms of the nonfoamed samples containing bagasse (25 wt% with 141 μm in size), AZ-SB mixture as blowing agent, and PP with MFI of 6 g/10 min; effect of CBA content: (a) 5 wt%, (b) 1.5 wt%, and (c) 0 wt%. TGA: thermogravimetric analysis; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
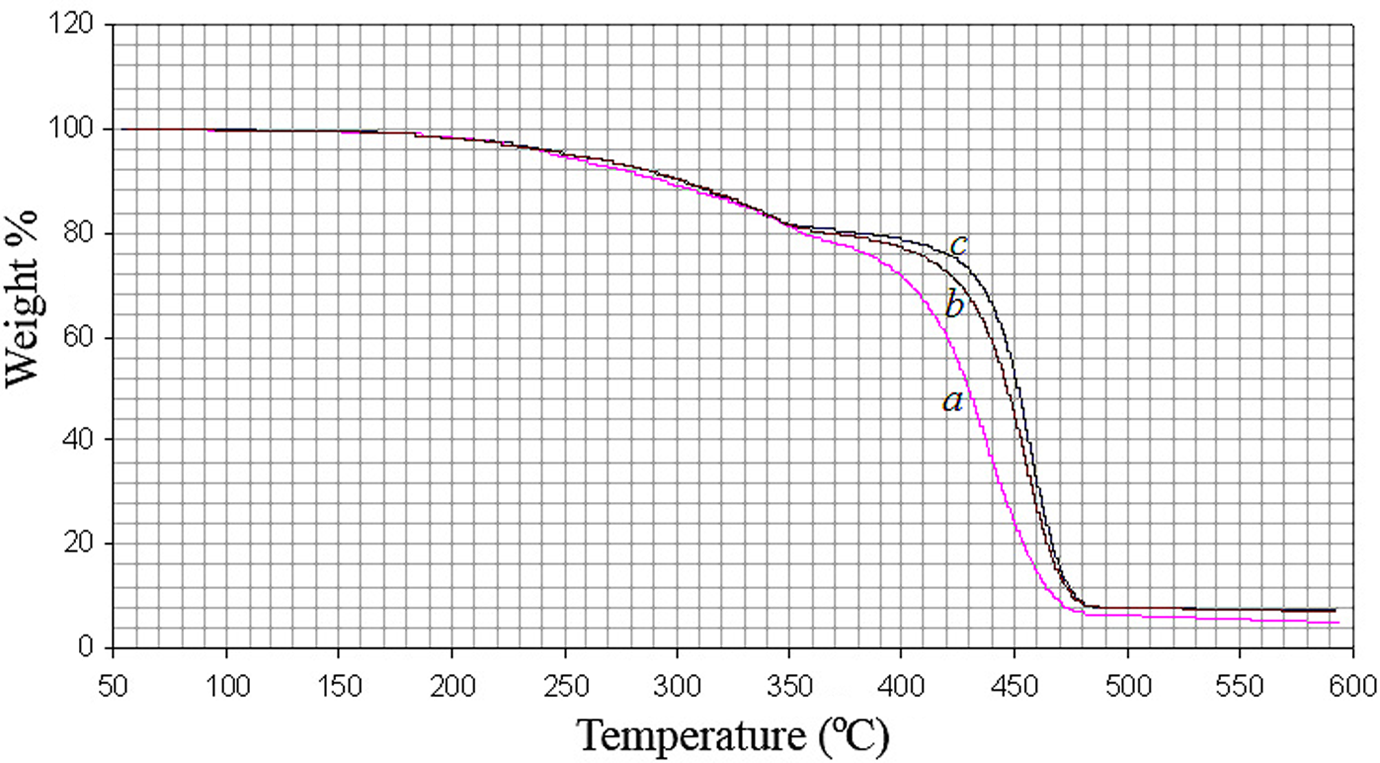
TGA thermograms of the nonfoamed samples containing bagasse (25 wt% with 141 μm in size), blowing agent (1.5 wt%), and PP with MFI of 6 g/10 min; effect of CBA type: (a) AZ, (b) AZ-SB, and (c) SB. TGA: thermogravimetric analysis; PP: polypropylene; MFI: melt flow index; CBA: chemical blowing agent; AZ: azodicarbonamide; SB: sodium bicarbonate.
Figure 8 shows the effect of MFI of polymer on the thermal behavior of nonfoamed composites with blowing agent. As it is obvious from these curves, the MFI of PP has not changed the first step of degradation, though the second step, which is related to PP degradation, is affected to some extent. The composite containing a matrix with lower MFI or higher molecular weight is more thermally stable and has higher resistance against degradation. As can be observed from Figure 8, reducing the MFI of PP (from 26 g/10 min to 6 g/10 min) decreases the rate of degradation in the second step.
The effect of CBA content on thermal stability of the PP/bagasse composites (nonfoamed samples) is illustrated in Figure 9. As can be found, CBA loading does not affect the second step of degradation but the first step which is related to stability of bagasse particles is definitely influenced. As shown in these curves, the degradation of the composites begins at lower temperature by increasing the concentration of blowing agent. In CBA mixture (AZ-SB), there is an exothermic CBA (AZ). This type of CBA locally releases heat and with increasing CBA content, the amount of released heat increases. Hence, this excess heat degrades bagasse faster, but does not affect the polymer degradation, because the released heat is not enough to change the degradation of polymer.
The effect of CBA type on the thermal behavior of nonfoamed composites is shown in Figure 10. The alteration of CBA type (exothermic to endothermic) increases the onset temperature of degradation to higher values due to the heat released by exothermic CBAs. Hence, the composites containing exothermic CBAs degrade at lower temperature. In addition, the degradation of composites containing a mixture of CBA (AZ-SB) occurs at temperatures between these two types of CBAs.
Conclusion
In this study, the effects of material parameters such as bagasse loading and particle size, MFI of thermoplastic polymers, blowing agent content and type on the structural and thermal properties of PP/bagasse composite foams have been studied. The formation of sandwich structure for the prepared foams has been confirmed using SEM micrographs. Experimental design method has been used for producing the samples and optimizing the void fraction of the foams. The theoretical equation for the void fraction based on material parameters is presented. The void fraction diminishes with increasing the bagasse content because of losing the excessive amount of released gas. The maximum amount of void fraction was achieved at 3 wt% of CBA containing a mixture of AZ-SB, bagasse particle size of 141 μm, and an MFI of 26 g/10 min for PP. By increasing the MFI of PP, the void fraction of WPCFs reduces to lower values and above a critical value, the void fraction increases to higher degrees again. The results of TGA demonstrated that degradation of bagasse does not occur during the process conditions. Moreover, the onset temperature of nonfoamed composite degradation decreases with raising the MFI of PP, using AZ as CBA, and increasing the content of bagasse and CBA.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to thank the Ministry of Industries and Mining of Iran for providing financial support (grant number: 38608332381023).