
Abstract
Due to the high cost of transportation and the lack of established, affordable recycling routes, the rate of recycling of previously used polystyrene foam is extremely low. In this study, a novel treatment technique will be used to examine the feasibility of using waste polystyrene foam as a raw material to produce wood plastic composite (WPC). Where, the recycled polystyrene (rPS) foam waste was first dissolved in methylene chloride and compounded directly with flax fiber (FF) and additives forming a composite paste. The composite paste was then passes through vacuum distillation process for drying the composite paste and also for solvent recovery to reuse it in a further process. The dried composite was processed through thermal mixer extruding and compression molding processes to form the final WPC. The study discovered that WPC with 60 parts per hundred parts of resins (phr) of FF and 2 phr of dioctylphthalate (DOP) may be used to create rPS/FF composite with a proper tensile strength of 19.3 MPa, flexural strength of 78 MPa and compressive strength of 173 MPa compared to another WPS,s based on PVC, HDPE and PP . In addition of that the resulted composite possesses a great potential in manufacturing WPC with environmental and economical demanding application as wooden furniture and as a wooden panels for cladding the exterior building faces.
Introduction
WPC is frequently utilized in place of real wood in the building sector. In this context, manufacturers of WPC have begun incorporating post-consumer plastic and natural fiber made from agricultural waste into WPC.1,2 Natural fiber is plentiful, renewable, low in density, and affordable, among other advantages. 2 Furthermore, the agricultural sectors generated a sizable amount of waste that could be utilized as a primary source of natural fiber, such as flax fiber, wheat straw, rice straw, bagasse, palm trunks, husk fiber, and a variety of other options.3–7 These components, which make up 60–70% of all harvested vegetables and fruits, are thrown away and frequently burnt or dumped in landfills, both of which have negative environmental effects. Styrofoam, often known as polystyrene foam, is frequently utilized in numerous sectors for storage and packaging needs. Additionally, polystyrene foam has low production costs, is lightweight, has excellent energy absorption capabilities, and works well as a heat insulator.8,9 Unfortunately, because of its great demand and manufacture, at least 1000 tons of polystyrene foam is reportedly dumped in landfills every year, which has negative environmental effects. Because of its size to weight ratio, polystyrene has a relatively poor recycling rate. Due to its small weight and 98% air content, polystyrene foam poses challenges for recycling because it is expensive to transport.10–12 Therefore, the current work investigates the development of novel value-added WPC utilizing FF and post-consumer polystyrene foam by using solvent technique. Dealing with the difficulties of controlling uniform fiber dispersion and ensuring adequate adhesion between fiber and polymer material is one of the major obstacles in compounding WPC. During the compounding process, additives such as DOPasaplasticizer for rPSand titanium dioxide (TiO2), as a coupling agent and for whitening the compositeand processing aids are frequently added to WPC compounds to enhance their processing capabilities. 13 Therefore, increasing the interfacial bonding force between fiber materials and polymeric matrix is the key for enhancing the mechanical characteristics of lingo- cellulosic materials. 14 The primary techniques for improving the interfacial bonding strength are substrate and raw material surface preparation using physical and chemical techniques.13,15–26
The goal of this effort is to create WPC from rPS/FF composite with environmental and economical scales.
Experimental
Materials
Polystyrene foam was recovered from post-consumer Styrofoam waste used for protective packaging of electrical appliances. The flax fibers (FF) Egyptian Long staple combed lax fibers were used of fiber length 110 mm and fiber diameter 20 μm. The fiber breaking strength is 547.1 Mpa, breaking strain is 0.01458, and Modulus of elasticity is 37.52 GP. 27 The methylene chloride(melting point 39.6°C and molar mass 84.939 g mol−1 and density 1.339 g/cm3) that serves as the polystyrene foam’s solvent and DOP (Mw 390.56 g/mol, density 0.98 g/mL and purity 99.5%)were supplied by Aldrich Co., Germany. Titanium dioxide (TiO2) particles with an average diameter of 220 nm and a crystalline structure of rutile were obtained from DuPont (R-104 Dupont, Mexico).
Methodology
Synthesis of rPS
To prepare for the mixing process, the post-consumer polystyrene waste batch was first broken into smaller pieces and then dissolved in methylene chloride and stirred for 5 min and TiO2 added with stirring using mechanical stirring at 100 r/min for 10 min and then DOP was added with stirring until obtaining Homogeneous polymer solution, and then bundled into sealed HDPE drums.
Preparation of FF
The contaminated material and dirt were removed from the gathered FF as it was being cleaned under flowing water. After cutting into smaller pieces the fiber was subsequently dried within an oven at temperature of 65–75°C for 4 h. Dehydration was confirmed by two consecutive weighings at an interval of 2 h. The dried fibers were then processed using a mechanical grinder to create short fiber around 2 to 4 mm by cutting the FF with lengths ranged from 2 to 4 mm by using scissor and thenputting the fiber lengths through a sieve with a mesh size of 2 mm.
Preparation of rPS/FF composite
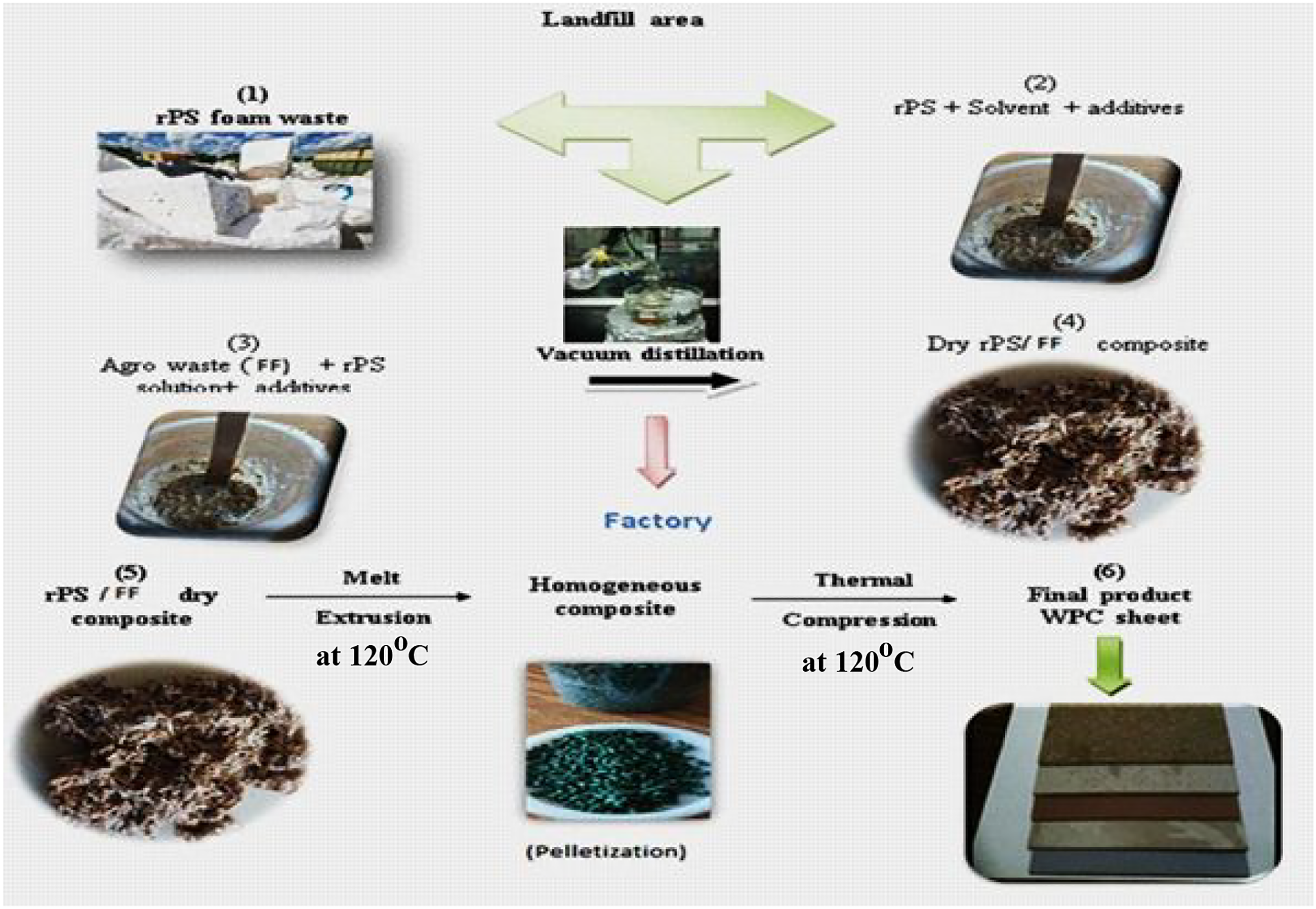
The composite including rPS and additives in solvent (methylene chloride)were mixed with FF by using mechanical stirrer at speed of 100 r/min and temperature of 25 centigrade until a homogenous paste was obtained and then pushed into the process of vacuum distillation, where the composite paste was heated at a temperature of 80 centigrade to evaporate the methylene chloride content and separate it completely from the rPs/FF composite, then the solvent vapors are condensed back into liquid in a separate tank for reuse it in further process. To make sure that all the solvent (methylene chloride) is out of the sample, a portion of the sample with a known weight is placed in an oven at 60°C for 6 h, and then we weigh the sample after that.
Preparation of final WPC
The final WPC sheet was created from the dry composite using a melt technique. Using a JaakeRheomix 600p internal mixer (Thermo Fisher Scientific Inc., Waltham, MA, USA). The processing temperature was set at 120°C with rotor speed of 80 r·min−1. The composite was then molded into sheet of 2 mm in thickness using a machine of hot press (model: Moore, Taiwan). The pressure was set at 80 kPa, and the molding temperature matched the compounding process’ temperatureat 120°C as shown in Scheme 1. The processing procedures are as follows: i. Preheating the component of the dry composite for 3 min, i. Fully compress the dry composite for 1 min, ii. Cool the obtained specimen to temperature less than 40°C, and iii. Remove the composite sheet from mold and cut into testing specimensasadoubleshape and cubic mouldingand the dimensions accordance to ASTM D 638 standards. Schematic diagram of the preparation of rPS/FF composite
Measurements
All the samples were estimated with the standard deviation. Three points for each test result and calculated as the square root of the variance by determining each data points deviation relative to the mean.
Testing of tensile strength and elongation at break
As the tensile and elongation properties of the rPS/FF composite were measured based on the ASTM D638 standards where, using an Instron universal machine (model 1). The tensile strength and elongation at break of the composite were automatically analyzed.
The tensile strength and percentelongation were calculated as follows:

Flexural strength
The flexural property was determined according to ASTM D790 (1990), specimen dimensions of 6.4 × 120 mm2. Support span of 92 mm and a cross-head speed of 2.8 mm min), where the failure modefor the flexure samples is on the compressive surface.
Compressive strength
Cubic specimens with cubic inch dimension. Strength is calculated from the failure load divided by the cross sectional area resisting the load and reported in units of mega Pascal (MPa) per square inch.
Surface hardness
Hardness was controlled by ASTM D2240 specification, model 306-type A, D durometer for soft and hard plastic.
Abrasion test
The test method for abrasion (ISO 4649/DIN 53516) is expressed as abrasion resistance and measured by moving a test piece of WPC across the surface of an abrasive sheet mounted on a revolving drum. It is expressed as weight loss percent.
Water absorption
The clean and dried samples of known weight were immersed in distilled water for 24 h., at 25°C. The samples were removed, blotted by absorbent paper were removed. The water absorption percent was calculated as follows:

Morphology investigations
Scanning electron microscopy
The surface morphology of samples was examined by SEM of ZEISS EVO 15 SEM, UK after sputter coated with gold for 6 min.
Optical microscope
The optical microscope, also referred to as a light microscope, is a type of microscope that commonly was visible light and a system of lenses to generate magnified images of small objects.
Differential scanning calorimetry (DSC) analysis
The thermal properties of the samples were investigated utilizing the DSC Shimadzu type DSC-50 system in a nitrogen atmosphere at 20 mL/min within the temperature range from ambient to 200°C at a heating rate of 10°C/min.
Results and discussions
The kind and quantity of agricultural fiber determines the performance of composite materials, the selection of a polymer matrix, and appropriate technological and procedural factors. 28 The mechanical capabilities of lignocellulose materials are completely used due to the weak bonding effect during processing since lingo cellulosic materials are hydrophilic and polymer matrix is hydrophobic. Therefore, increasing fiber wettability by employing a solvent approach (rPS/solvent) lead to increase the hydrophobicbehavior due to the rPS characterization in its hydrophobicity and mechanical strength. Additionally, DOP boosts the interfacial bonding between the fiber and polymer matrix, and the employment of short fibers increases relatively with a limited ratios the final WPC’s reinforcing.
Factors affecting the preparation of WPC
Effect of solvent
Figure 2 shows FF loaded in rPS/solvent mixture with different solvent content where, 30% of rPS in 70% of solvent was mixed with 60 phr FF and when solvent was increased to 90%, the fiber load was increased and reached up to 140 phr indicating that the use of solvent technique lead to adding any ratio of FF to possess more varieties of rPS/FF ratios and also facilitate the penetration of rPS internally inside FF increasing in sequences the wettability that gives the WPC of more homogeneity and strength. FF loaded in rPS/solvent mixture with different solvent contents.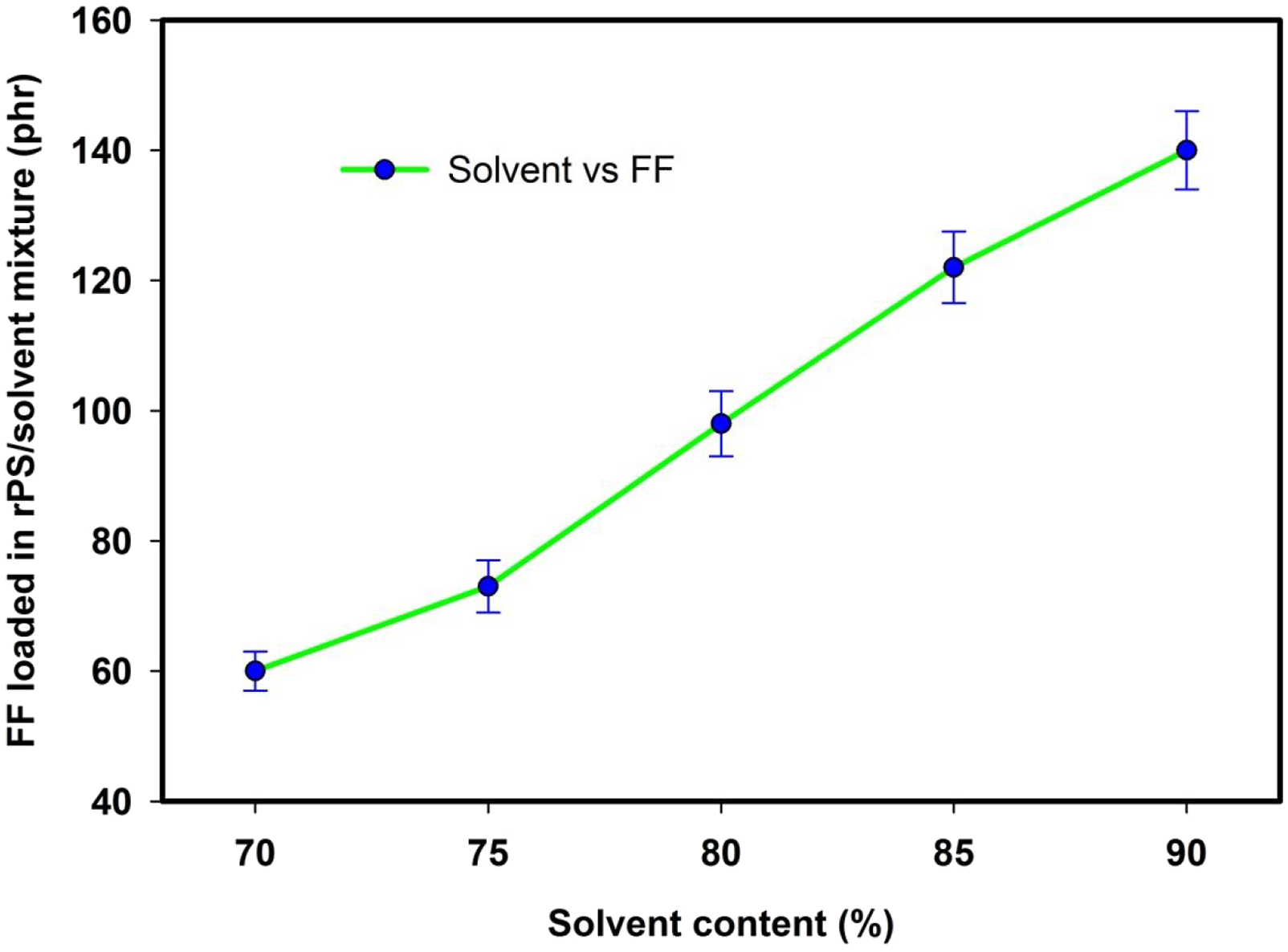
Effect of DOP
Figure 3 investigates the effect of DOP content on processing temperature of rPS/FF composite, where decreasing of processing temperature to melt the composite was noticed by increasing DOP plasticizer ratio that gave a melt temperature of 120°C avoiding in turn fiber carbonization that could be occurred at elevated melt temperature. Also, DOP contributes for increasing the interfacial adhesion between rPS and FF and possessing in ---sequences an increase in surface polarity of rPS to be active in its surface to all wood processing for painting and lamination adhering processes and also enhancing the interface adhesion between legnocellulosic materials and polymeric matrix through chemical action.
29
Processing temperature of rPS/FF composite with different DOP contents at 60 phr of FF.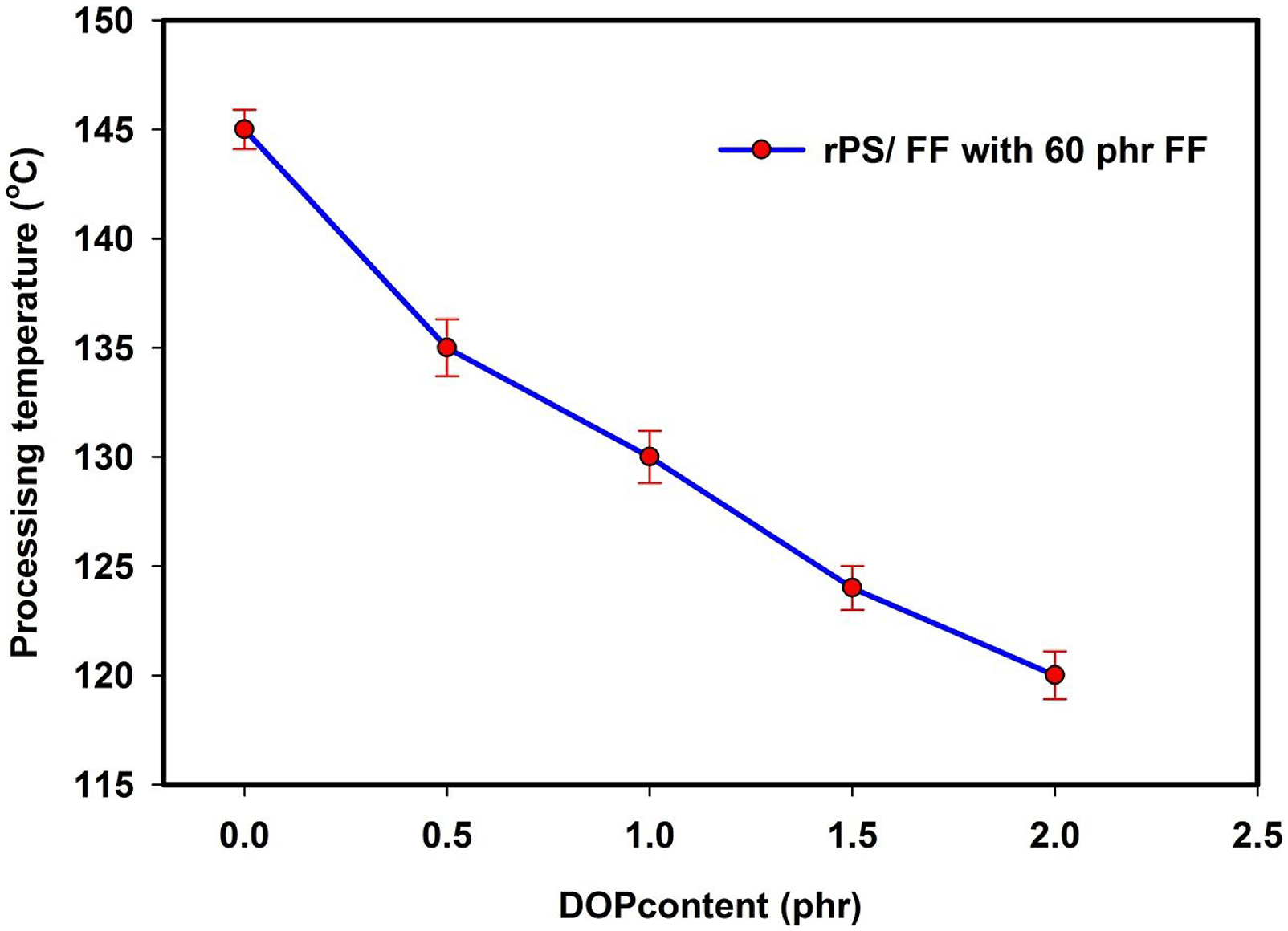
Specification of the prepared WPC
Tensile strength
Figure 4(a) demonstrates the tensile strength of a rPS/FF composite with various FF and DOP contents. The tensile strength of plain rPS was roughly 18% greater than that of rPS/FF composites containing 15% FF recording 28 MPa. When the composition of FFwas raised from 15 phr to 60 phr, the tensile strength of rPS/FF composite increases by around 27%.Where, the fiber length and polymer wettability to the fibers have a significant impact on tensile strength. A greater aspect ratio has a considerably smaller end effect, which sequentially makes it easier to convert interfacial shear stress to tensile stress and provides superior reinforcing. Higher reinforcement and improved tensile strength of the composite would be produced by aligning the reinforcement parallel to the applied force.
30
However, complete stress transfer (from shear to tensile stress) could not be created in the composite with fewer than the non wettablefibers, and as a result, the composite would often break at tensile strengths considerably lower than the reinforcement. Additionally, the impregnated FF fibers in a homogenously distributed short fiber composite’s bulk volume was enhanced through the use rPS/solvent solution, which may result in a further increase in the effectiveness of reinforcement. Hence the addition of FF as a short fiber increased the composite’s tensile strength because the FF utilized in this study has a reasonably optimal aspect ratio (i.e., optimal fiber length to diameter). (a) Tensile strength of PS/FF composite with different fiber contents (b) Tensile strength of rPS/FF composite with different DOP contents.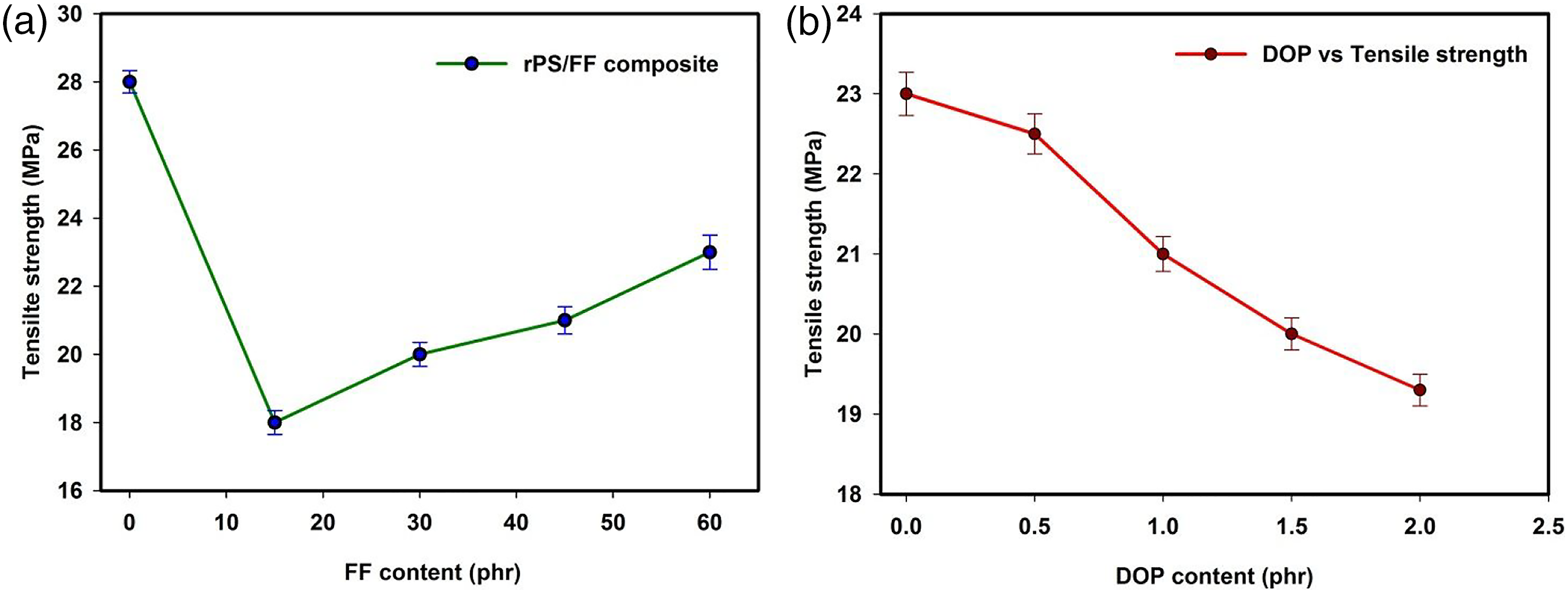
Figure 4(b) illustrates the tensile strength of rPS/FF composite with varying DOP concentration. Where, a steady decrease in tensile strength was caused by an increase in DOP concentration. Ghun and Husseinsyoh observed a similar observation.31,32
Flexural strength
Figure 5 investigates the flexural strength of rPS/FF composite with different fiber content with 2 phr DOP. Composites with empty gaps are produced when fibers and the polymer matrix do not adhere well. Thus the use of rPS polymer/solvent solution lead to increase the FF wettability and enhancing in turn the interfacial bonding between rPS and FF. This enhancement can be attributable to the flax fiber’s cell lamina’s being reinforced by the rPS inclusions and TiO2 deposits. Through the interfaces, the stiff inclusions distribute the applied load throughout the cell walls.
33
Also, using a short fiber length reinforced the composite that lead to increase in sequences the flexural strength, where as shown in the figure the value of 78 MPa was linearly noted at fiber content of 45 and 60 phr. Flexurall strength of rPS/FF composite with different fiber contents and with 2 phr DOP.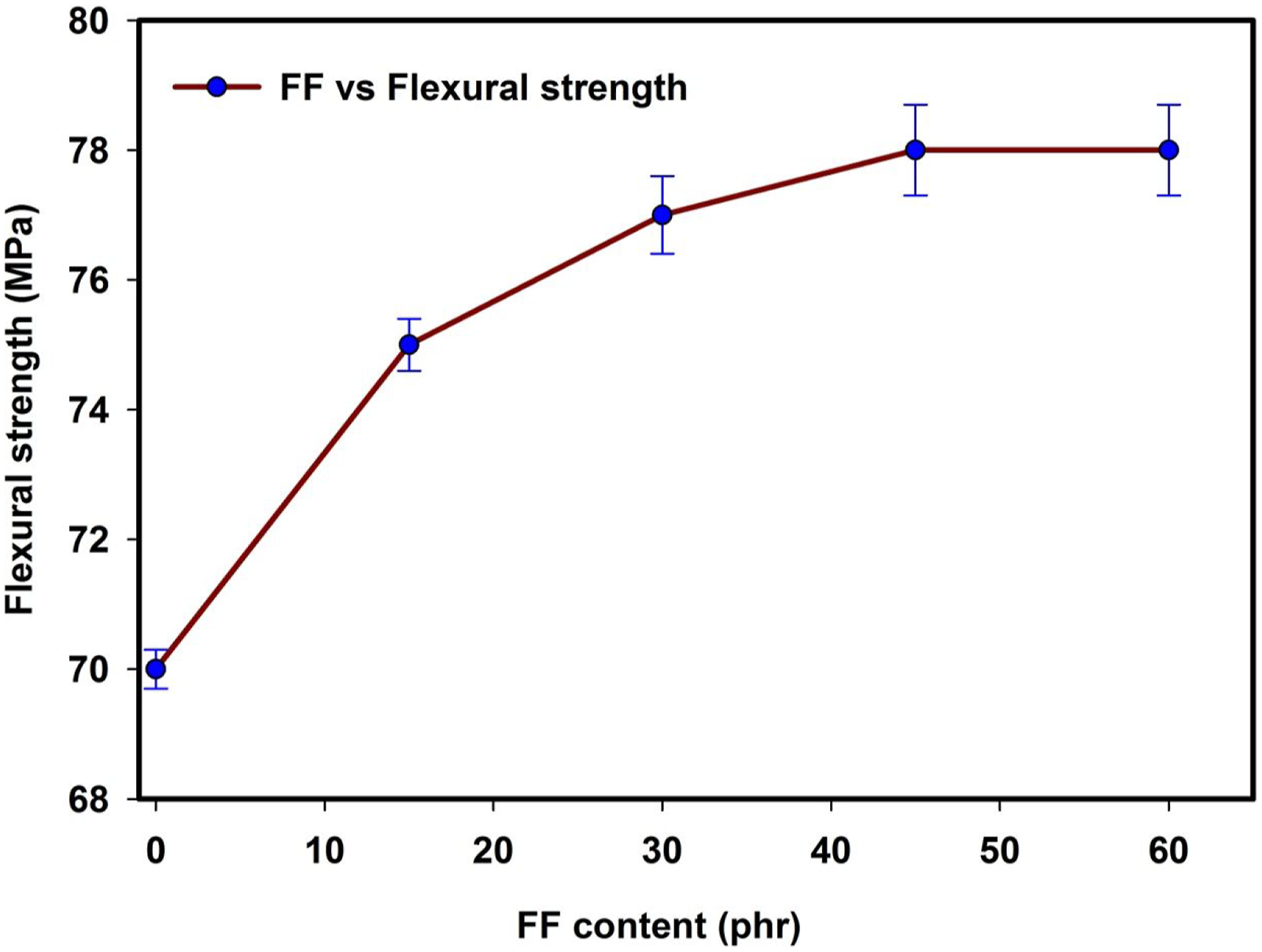
Compressive strength
Figure 6 shows compressive strength of rPS/FF composite with different fiber content (with 2 phr DOP) where, an increase of compressive strength was noticed as FF increased recording 173 MPa at 60 phr of FF content. The result may become the big values compared with other composite of rPS processed by using traditional thermal process with the same content of FF.34,35 Compressive strength of rPS/FF composite with different fiber content with 2 phr DOP.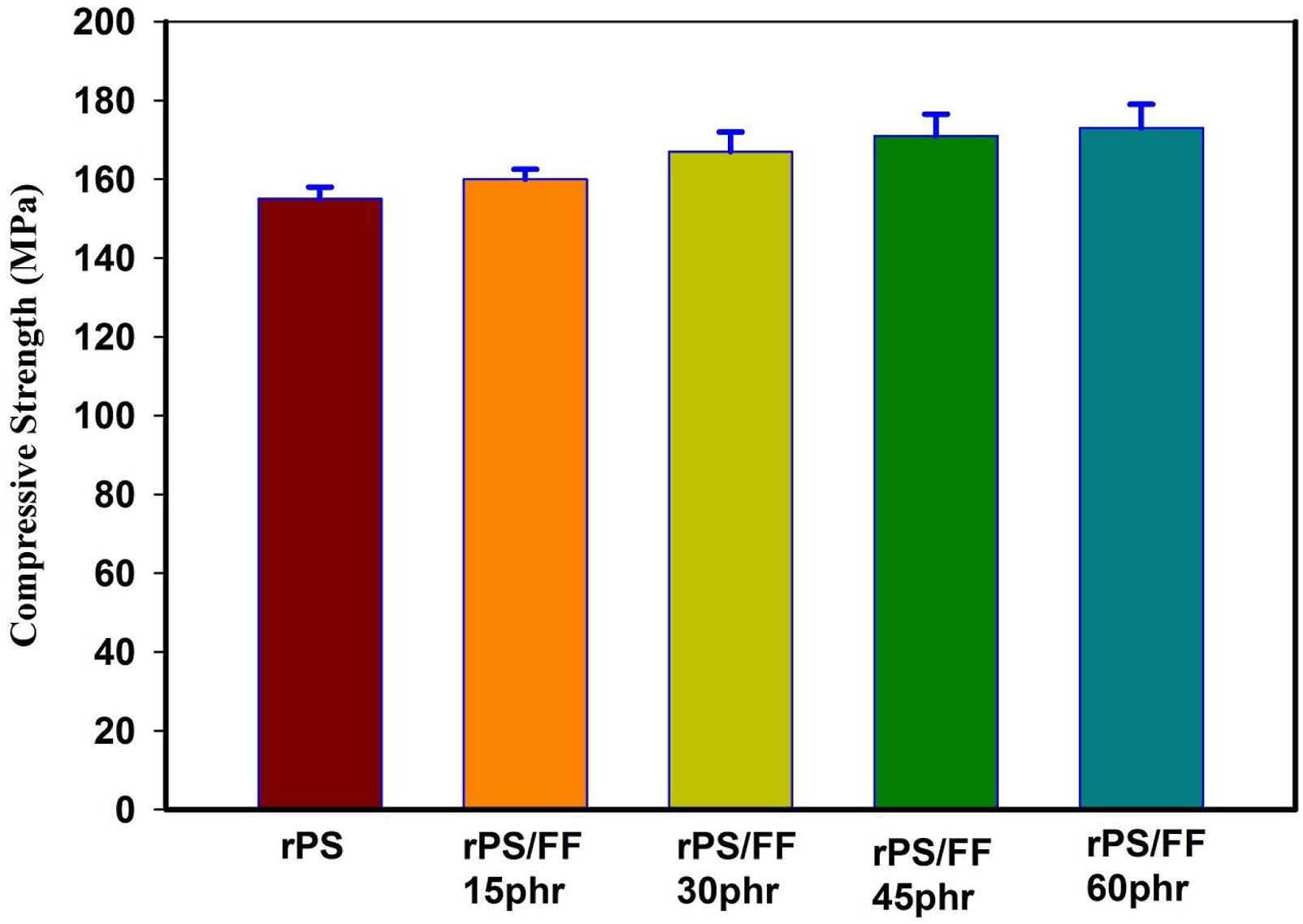
Surface hardness
Figure 7 shows surface hardness of rPS/FF composite with different fiber content and with different DOP content, where the increase of hardness was slightly observed in a limited ratio meaning that FF wettability with rPS is playing the main role in keeping composite toughness in an optimum hardness value. Surface hardness of rPS/FF composite with and without DOP.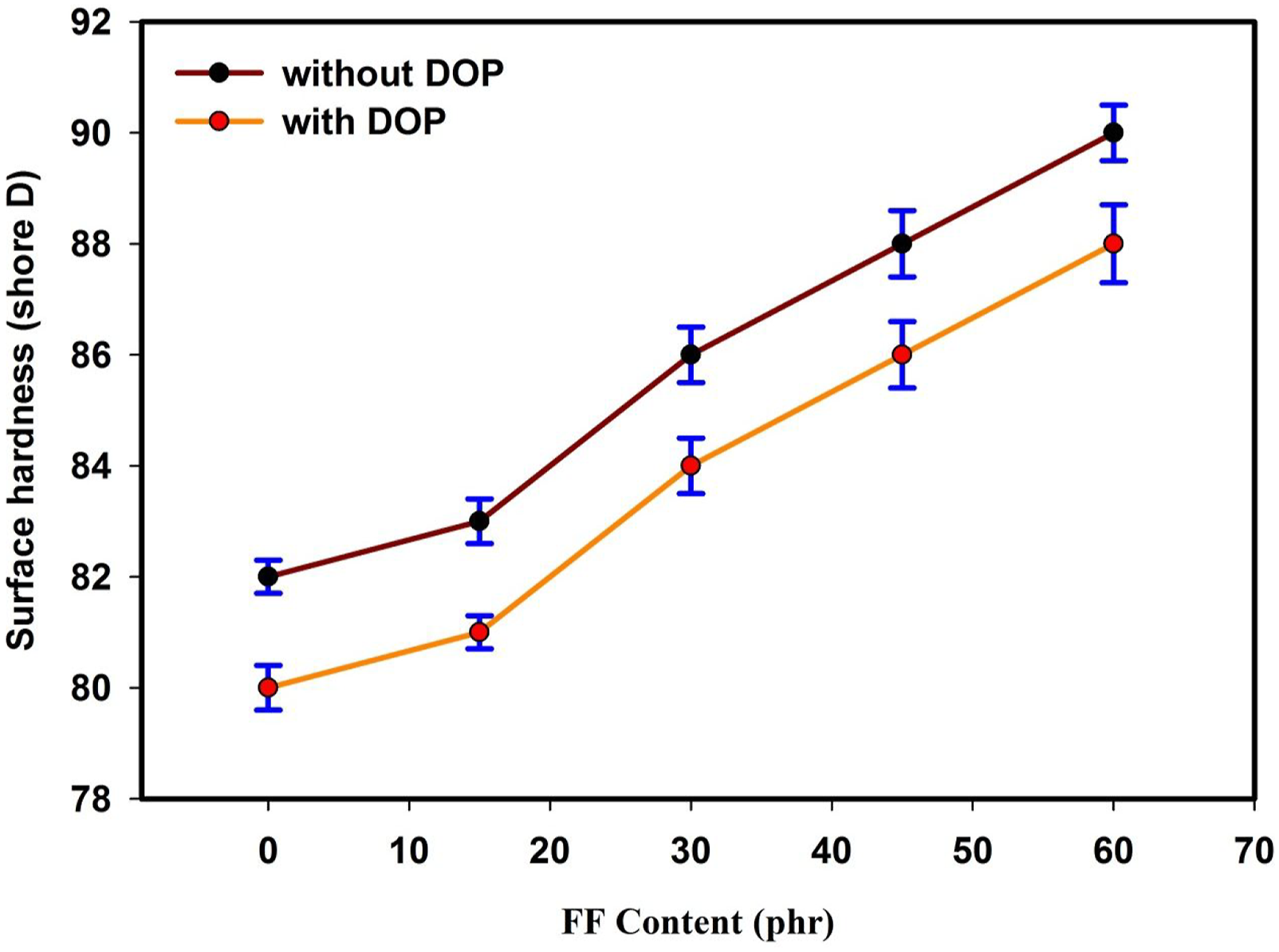
Elongation at break
Figure 8(a) shows elongation at break of rPS/FF composite with different fiber content, where the elongation property was sharply decreased with increase of FF due to the effect of FF that limits the elongation behavior. On contrary of that DOP added to the composite increased gradually the elongation from 0.5 to 3.8% with increase of DOP from 0.5 to 2 phr respectively as shown in Figure 8(b). (a) Elongation at break of rPS/FF composite with different fiber content. (b) Elongation at break of rPS/FF composite with different DOP contents at 60 phr FF.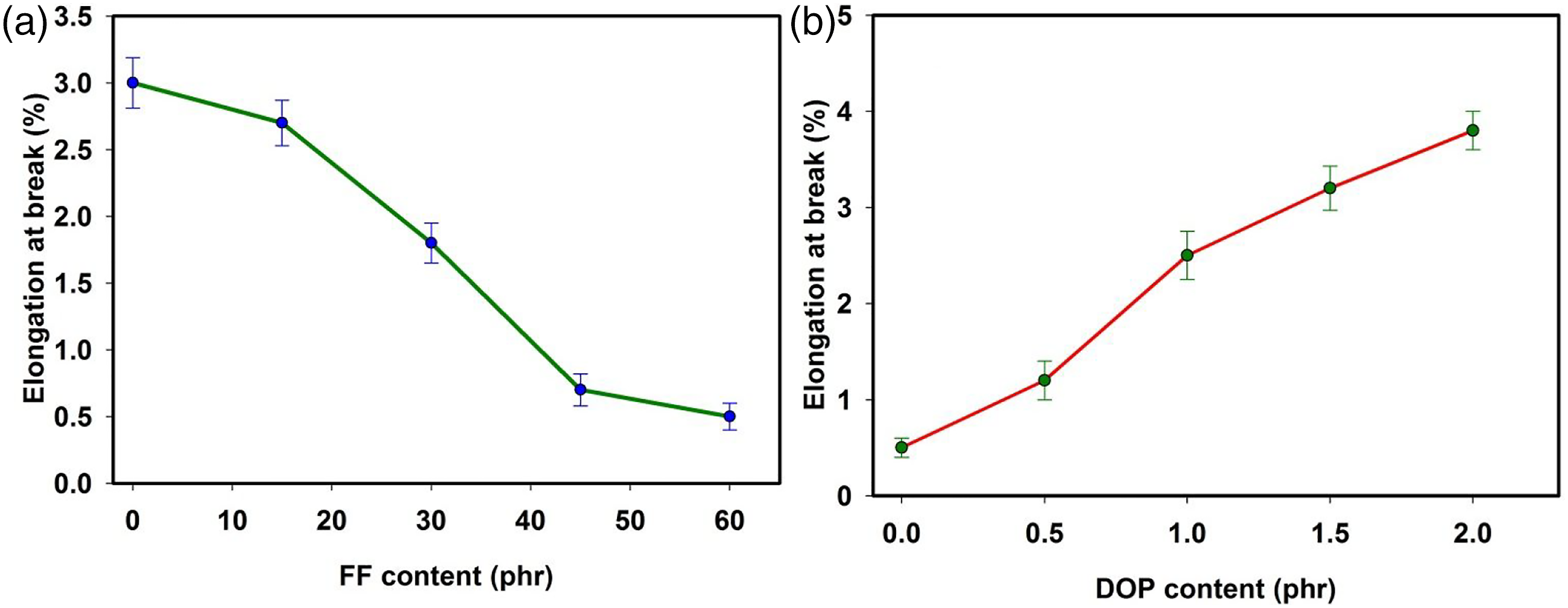
Abrasion
Figure 9 illustrates the rPS/FF composite’s abrasion after being exposed to varying fiber content. Hence, abrasive resistance of WPC is a very important performance characteristic polymer building materials. This characteristic is an specific test for floor coverings that, when applied externally, are subjected to various types of mechanical influences in combination with the effect of sprinkling, UV irradiation, low and high temperatures, etc. Where abrasion of the WPC sample was 0.98%. Thus, the obtained composite could be recommended for any application related to abrasion loading such as floor covering, since they possess negligible abrasion. Abrasion of rPS/FF composite with different fiber content with 2 phr DOP content.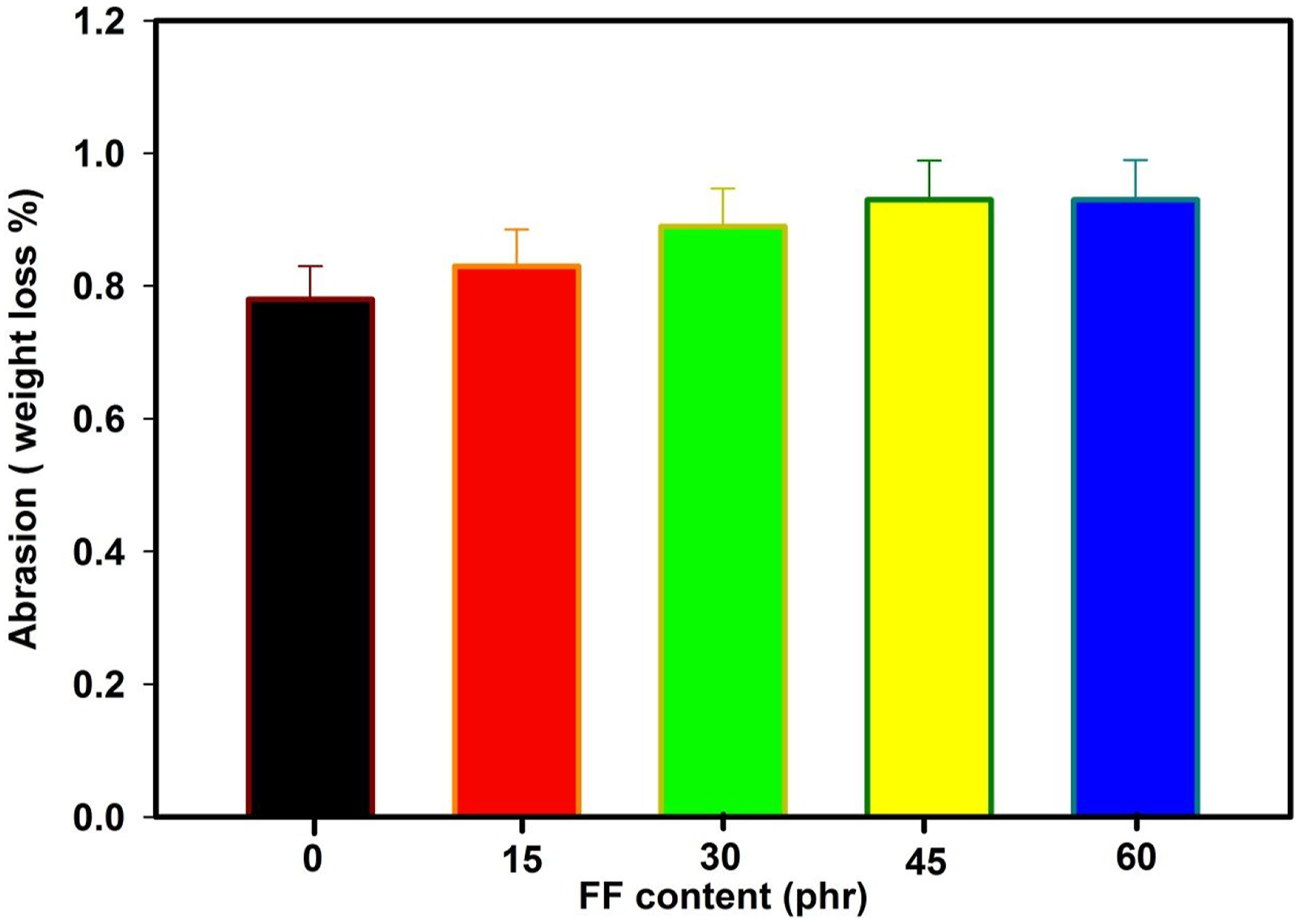
Scanning electron microscope
Figure 10 shows the majority of the tested WPC samples' broken surfaces as shown by SEM. The fracture surfaces of the untreated FF with a polymeric matrix are depicted in the SEM picture together with hollow cell lamina and fractured microfibers. In the cell lamina, no polymer matrix deposition was seen as shown in micrograph a. After being treated with the rPS matrix, where the polymeric rPS deposition in the cell lamina was apparently seen in micrograph b, TiO2 was seen in micrograph c as a deposited aggregates filling in sequences the gaps between the fibers strains, Also DOP added as a plasticizer for polystyrene lead to increase the adhesion bonding between polymeric matrix and FF giving a compacted surface in appearance after applying the process of thermal compression as shown in d, generating the tubular or cylindrical inclusions, that may thicken the wall, which in turn mechanically strengthens the cell walls.31,36 Bonding of FF and polymer matrix as well as mutual bonding of elementary fibers in a technical fiber are among the principal factors governing the mechanical response of FF reinforced polymer-matrix composites. A method for evaluation of bonding is proposed based on tension tests of impregnated fiber yarns, with subsequent characterization by optical microscopy of length distribution of fibers putted out of the yarn facture surfaces. An elementary probabilistic model is derived relating aspect ratio distribution of the pulled. Out fibers to the fiber tensile strength distribution and effective interfacial shear strength (IFSS). The method was applied to FF/rPS resin yarns with additives (DOP and TiO2) and an estimate of IFSS at 19.4 MPa was obtained.
37
SEM images of WPCs (a), FF; (b), FF/rPS; (c), FF/rPS/TiO2; (d), FF/rPS/TiO2/DOP.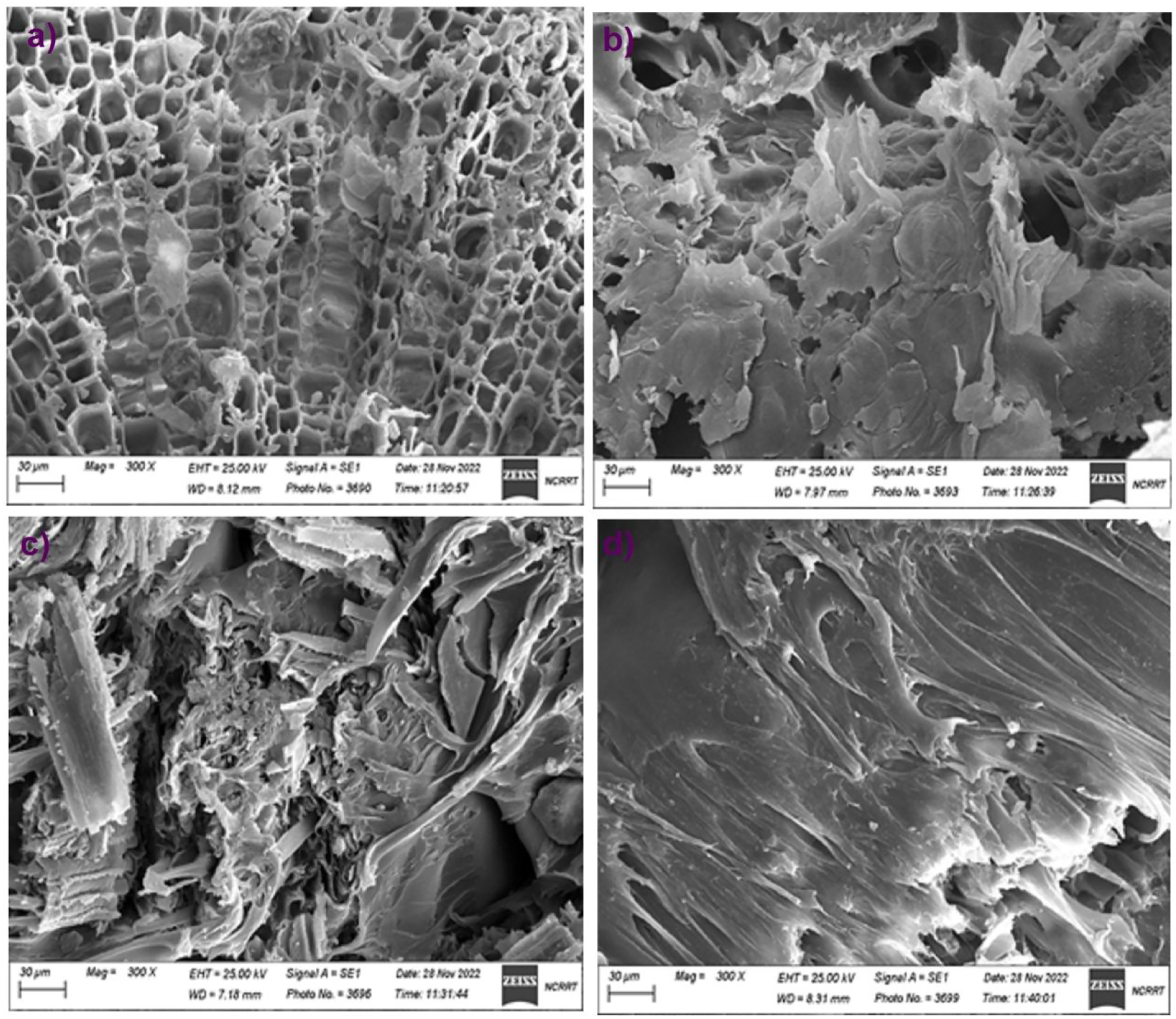
The differential scanning calorimetry (DSC)
The differential scanning calorimetry (DSC) curves of PS foam, rPS foam (after dissolved in methylene chloride), 100 rPS/60 FF and rPS/60 FF/2 DOP/2 TiO2 are shown in Figure 11. The glass transition of the rPS/60 FF/2 DOP/2 TiO2, is shifted towards higher temperatures by about 1°C, 4°C and 2°C compared to that of PS foam, rPS and 100 rPS/60 FF respectively. The reason for the higher glass transition temperature of the rPS/60 FF/2 DOP/2 TiO2 (WPC) could be the small inter-particle distance. It is well known that the inter-particle distance in a composite is proportional to the diameter of the particles. Due to the small distance between particles in the matrix, significant adsorption of the polymer segments on their surfaces takes place.34,38 As a result, molecular mobility is reduced, which consequently leads to an increase in the glass transition temperature (Tg). On the other hand, broadening of the glass transition region can be noticed after incorporation of FF and the TiO2 particles. This implies that segmental motions in the matrix must be somehow altered, probably due to a change in the packing density of the polymer chains in the vicinity of the filler particles.39,40 DSC curves of PS foam, rPS, 100 rPS/60 FF and rPS/60 FF/2 DOP/2 TiO2.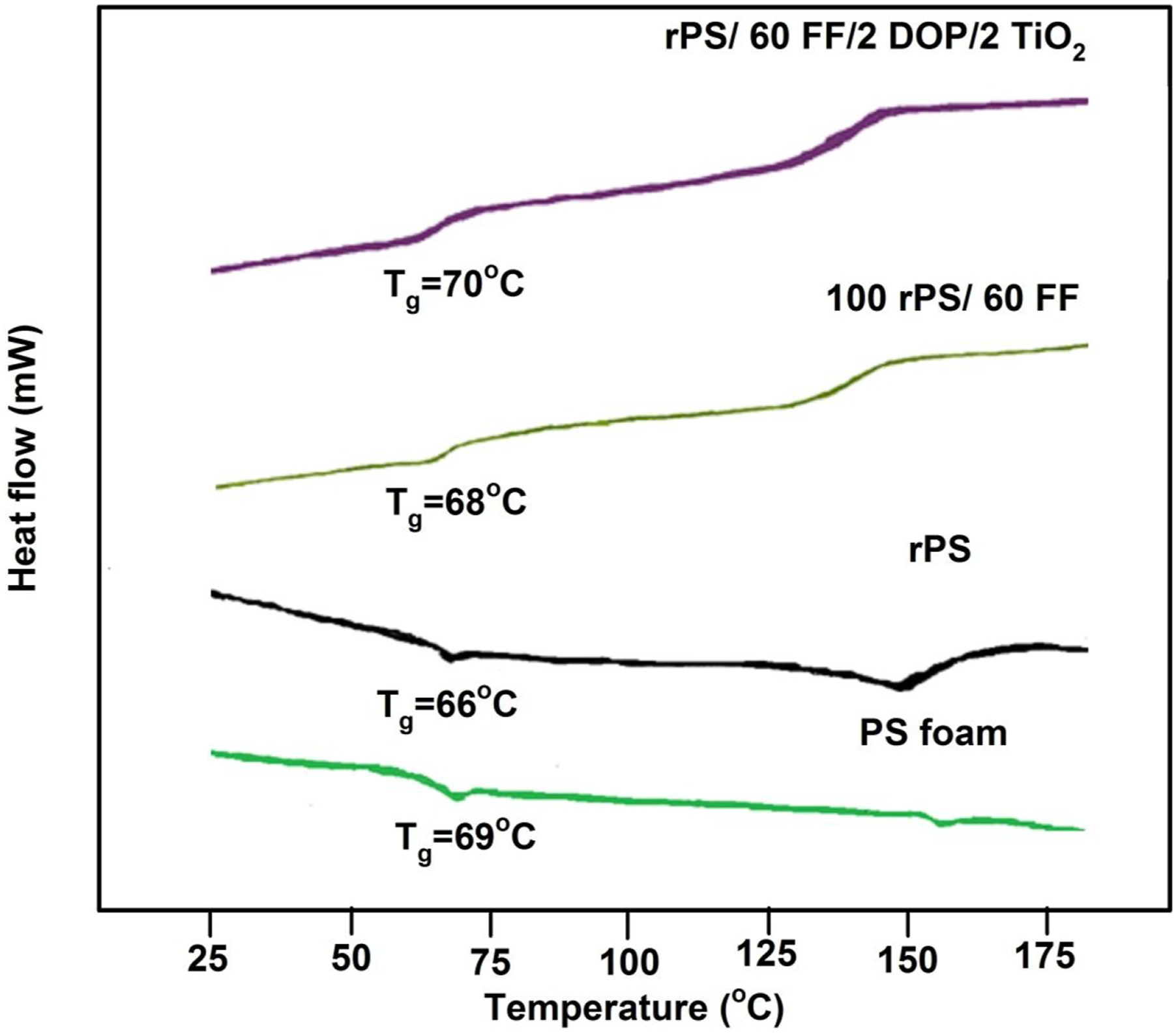
Conclusion
The typical formulation of the prepared WPC was 100 rPS, 60 FF, 2 TiO2 and 2 DOP by weight at processing temperature of 120 C. The specification for typical formulation recorded an enhanced properties recording in tensile strength 19.3 MPa, flexural strength 78 MPa, compressive strength 173 MPa and surface hardness 87. It was concluded that rPS/FF composite based solvent in mix processing couldincreased the FF loading in the final WPC to 140 phr. Also, the use of solvent technique facilitates polymer penetration through the fiber increasing in sequences wettability and interfacial adhesion between rPS and FF that gave the prepared composite more homogeneity and better reinforcement. In addition of thatrPS/solvent mixture increases in turn the wettability of FF that lead to decrease in processing temperature. Also, DOP as a specific plasticizer for PS aids in sequences in decreasing the processing temperature.
SEM showed that after being treated FF with the rPS/solvent matrix, where the polymeric rPS deposition in the cell lamina was apparently seen generating in sequences the tubular or cylindrical inclusions, that may thicken the wall, which in turn mechanically strengthens the cell walls of FF.
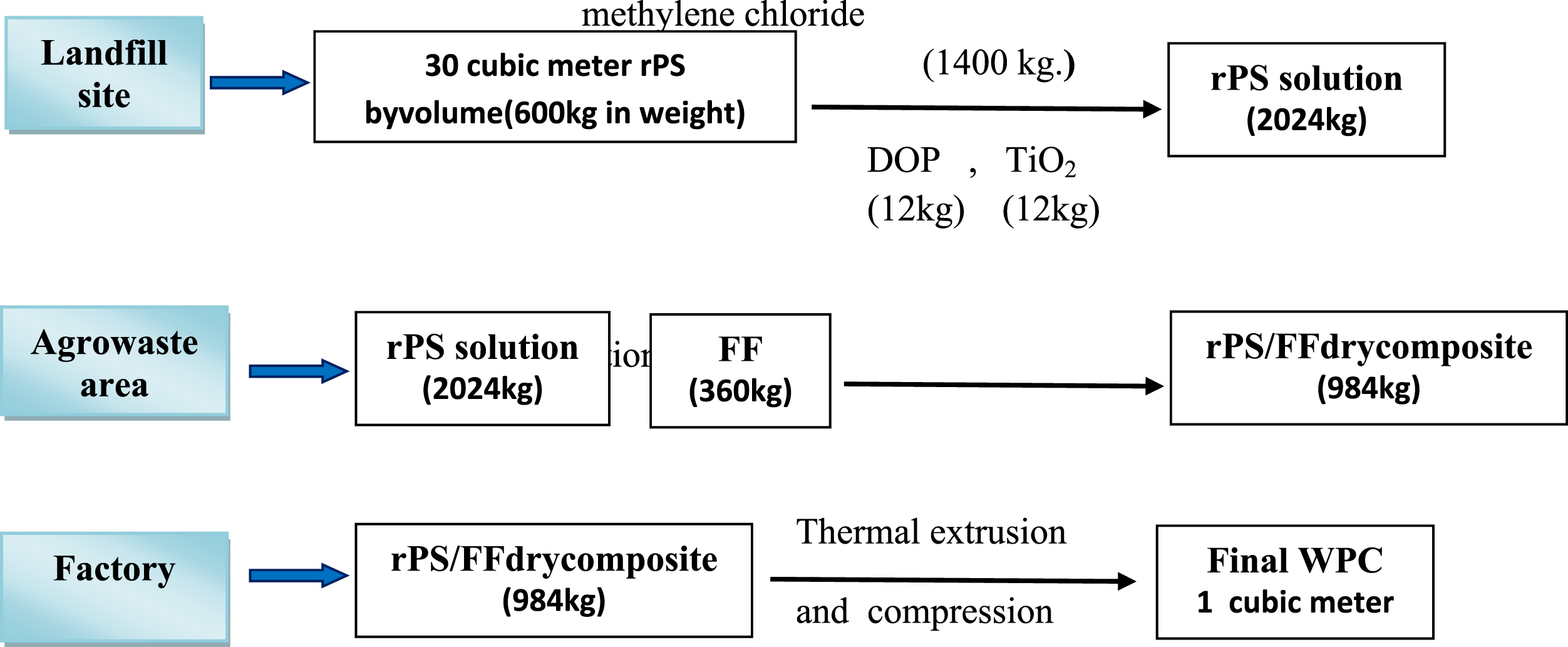
The study offersa full homogeneous rPS/FF composite with an appropriate strength, water resistance with a decorative shape where, two factors affecting the processing quality of the prepared WPC, the first is the polarity of rPS that gains the wood surface to accept the adhesion processing, lamination, veneering and painting. The second factor is the solvent that lead to a full wettability of the FF with polymer gaining the obtained product a more strength and water resistivity. The following estimated plan shows the manufacturing the basic composite of WPC in a route of eoenvironmental and economic scales in the sites of landfill and agro waste areas where rPS foam will be reduced in its volume to 2% from its original volume in landfill by using solvent technique which can reduce the transportation costs. The soluble rPS will then be sent to the agro waste area for mixing with FF by using a mechanical stirrer on cold method to form a composite paste. This paste will pass into a vacuumed distillation process for drying the composite and also for solvent recovery (about 98% could be recovered) for reuse it in a further process. The dried composite will then be sent to the factories to apply thermal extrusion and compression for final WPC production.
Estimated plan for WPC fabrication by using solvent technique in the sites of landfill and agrowaste areas.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Umm Al-Qura University for supporting this work by Grant Code: (22UQU4350622DSR01).