
Abstract
After separation of metals from printed circuit boards (PCBs), they are sent to recycling process; however, significant amounts of useless nonmetallic particles are also included. Recycling useful materials from used PCBs is a major challenging problem that must be solved in China renewable resource industries through harmless and feasible processes. In this article, a novel β-polypropylene (PP)/nonmetals composite was prepared and evaluated. The nonmetallic particles were treated with calcium pimelate (PA, a β-nucleating agent for PP) and then compounded with PP through melt blending method. The results show that when cooling and crystallizing from the melt, β-PP are formed because of the surface effects of PA. This observation is assumed as the source of good rigidity and toughness of prepared PP composites. In the composite containing 10 wt % nonmetallic particles treated with 5 wt % PA, the content of β-PP was found to be larger than 90% and the impact strength and flexural modulus of PP composite increased by 205.3 and 61.8%, respectively, compared with those of neat PP. Although the addition of PA-modified nonmetals slightly increased the tensile strength of PP, considering all factors, the optimal mass ratio of PP/nonmetals/PA composites to reach optimum mechanical properties was observed as 100/10/0.5. Thus, the application of treated nonmetals to prepare nonmetals/β-PP composites provides a promising way to recycle PCBs waste and produce useful PP composites.
Introduction
Printed circuit boards (PCBs) are the most important components of almost all electronic products and devices. Thousands of millions of tons of waste PCBs are collected in the world every year. 1 The waste PCBs now are a big problem for the natural environment of China, as well as other countries. Before 1970s, only metals were recycled from PCBs. Nowadays, with the development of science and technology, regulations and requirements of recycling, the nonmetallic components in PCBs can also be a huge resource for recycling. For reusing the nonmetals, physical method has often been applied in industrial sector.
After the PCBs are broken into small pieces, metallic and nonmetallic components are separated using air flow. Then, the recycling process of the metallic components can be performed smoothly. However, the recycling of the nonmetallic components has been a major challenge because of their large quantities. The presence of cured thermosetting polymers and glass fibers in the nonmetallic component restrict the recycling process. To solve these problems, it has been suggested to use nonmetals of waste PCBs as reinforcing fillers with some polyolefin. 2
Isotactic polypropylene (PP) is a polycrystalline material that could be in three different crystal forms of α, β, and γ. 3 The β crystal form of PP is generally more desirable because of its better thermal and mechanical properties compared with the properties of two other crystal forms of PP. However, β-PP is less stable than α-PP, and high β-crystal content PP can only be produced through special crystallization conditions. 4 For example, addition of β nucleating agent, generation of temperature gradient, and melt cut or stretch leads to production of β-PP. Moreover, the yield strength and elastic modulus of β-PP is smaller than those of α-PP. To improve the β-PP performance, it is important to blend PP with other fillers. 5 –7
In this article, the nonmetallic particles produced from crushing used PCBs in the electric devices were treated with PA 8 and then compounded with PP through melt blending. The goal was to study recycling of used PCBs and produce useful products. The crystallization behaviors, morphology, and mechanical properties of nonmetals/β-PP composites were investigated to observe their relationships and the optimal mass ratio of PP/nonmetals/calcium pimelate (PA).
Experimental
Materials
Isotactic PP (F401) was supplied by China Petroleum and Chemical Corporation, with melt flow rate of 3 g/10 min (230°C, 2.16 kg). Reagent grade pimelic acid was purchased from Shanghai Hongsheng Industry Limited Company (China). Analytical grade acetone was provided by Guangzhou Chemical Reagent Factory (China). The waste PCBs nonmetallic particles (FB) were supplied by TCL Environmental Resources Limited (Huizhou China). Reagent grade acetone was supplied by Tianjin Chemical Reagent Co. Ltd (China).
Preparation of PA-treated nonmetals
Pimelic acid and nonmetals component from the waste PCBs were dried under vacuum at room temperature before being used. The required amount of PA was mixed with nonmetallic particles in acetone while stirring at room temperature. Subsequently, acetone was vaporized in 6 h at room temperature to obtain PA-modified nonmetallic particles, denoted as MFB. Mass ratios of nonmetals/PA were 100:1, 3, 5, 10, and 20. Then, the prepared MFB and PP were mixed according to the compositions presented in Table 1 to make composites.
Composition of the PP/nonmetals blends.
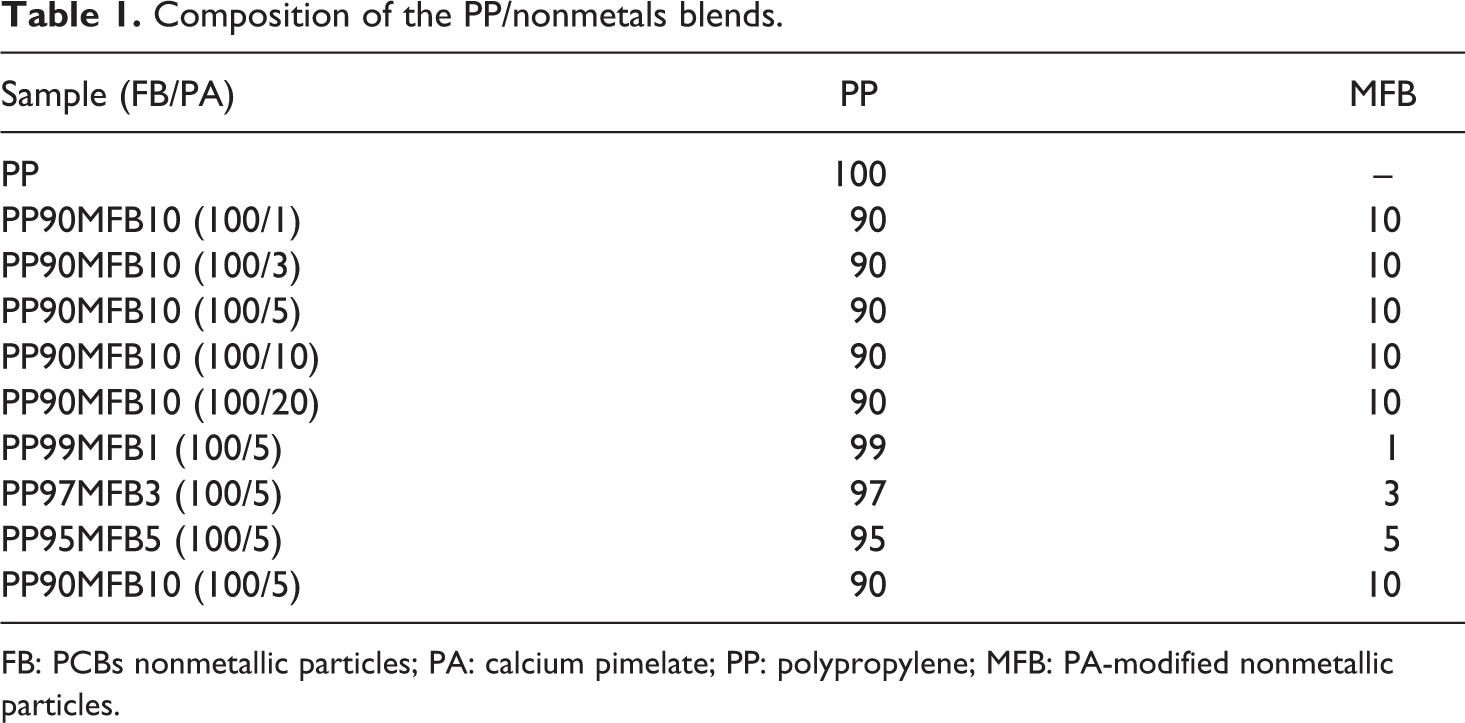
FB: PCBs nonmetallic particles; PA: calcium pimelate; PP: polypropylene; MFB: PA-modified nonmetallic particles.
Preparation of nonmetals/β-PP composites
The mixtures were then compounded in a twin-screw extruder at 200°C to prepare composite granules. Finally, the composite granules were formed into standard testing samples using an injection molding machine at 200°C with standard thickness and size for examining the mechanical properties. Figure 1 shows the procedure used in this work.
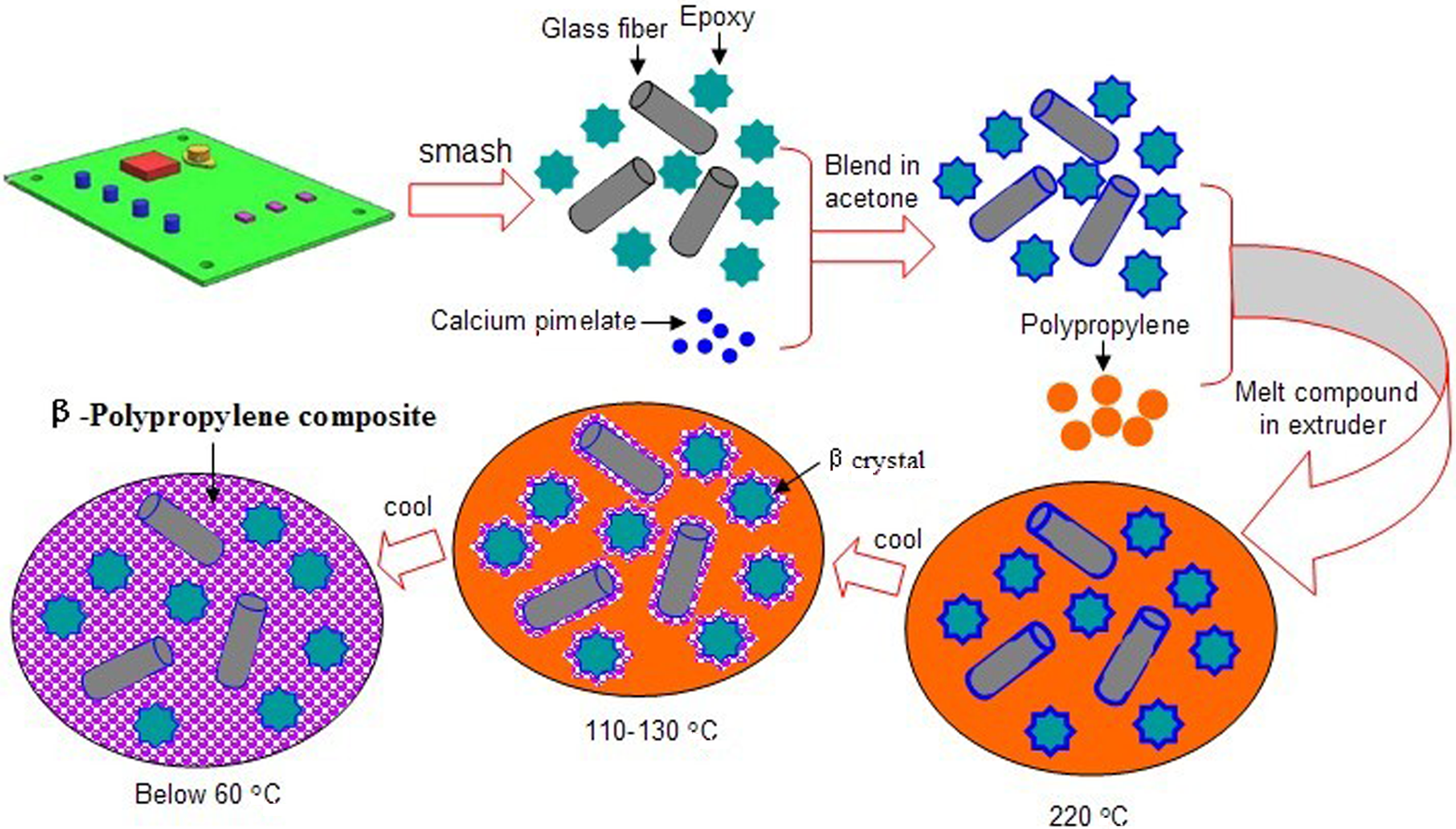
Preparation process of nonmetal/PP composites.
WAXD characterization
Wide-angle x-ray diffraction examinations were conducted with a Rigaku Geigerflex (Japan) Model D/Max-III A rotating anode x-ray diffractometer. Graphite monochromatic copper K
α radiation was used as the radiation source. The scanning range was 5–40° with the rate of 4° min−1 and a step length of 0.02. The content of the β-crystal of PP was determined according to the standard procedures described in the literature
9
using the following formula:
where H Ω(hkl) denotes the intensity of respective (hkl) peak belonging to phase Ω.
Mechanical testing
Tensile, flexural, and impact examinations were carried out according to ASTM standard method. For each type of composites, five specimens were tested and the average values were reported. Tensile tests were conducted according to ASTM D 638 standard method using a universal testing machine (Zwick/Roell Z005, Zwick Roell Testing Machines Pvt. Ltd, Germany) at a crosshead speed of 50 mm min−1. Static flexural examinations were carried out according to ASTM D 790 standard method using the same testing machine mentioned above at a crosshead speed of 2 mm min−1. Notched Charpy impact strength examinations were conducted according to GB/T 1043 using a universal impact testing machine (ZBC-50, SANS Testing Machine Co. Ltd (Shenzhen, China), and the notch was made through gear cutting method.
Microscopic examinations
The fracture surfaces of the specimens from impact examinations were sputter coated with gold before conducting a scanning electron microscopic (SEM) analysis. The fracture surface morphologies of the composites were observed on a Philips (USA) XL-30 ESEM microscope with an acceleration voltage of 15 kV.
DSC characterization
Differential scanning calorimeter (DSC; model Q200; TA Instruments) was used to study the thermal behavior of composites and was calibrated using the melting temperature (T m) and enthalpy of a pure indium standard. About 5 mg sample was accurately weighted for DSC testing, and all measurements were performed under nitrogen atmosphere.
In nonisothermal crystallization and melting behavior characterization, a blend sample was rapidly heated to 220°C and held for 3 min. Subsequently, it was cooled to 80°C at a cooling rate of 10°C min−1 for crystallization behavior study. And then, it was reheated to 220°C at a heating rate of 10°C min−1 for melting behavior study.
Results and discussion
Morphology of nonmetallic particles
Figure 2 shows the SEM micrographs of nonmetallic particles and PA-modified particles. The surface of the glass fibers (GF) and thermosetting resin powder were observed to be relatively smooth (Figure 2(a)). After treatment with PA (Figure 2(b)), more fine particles were observed adhering to the surface of GF and thermosetting resin particles, indicating that the nonmetal particles were successfully modified by PA.
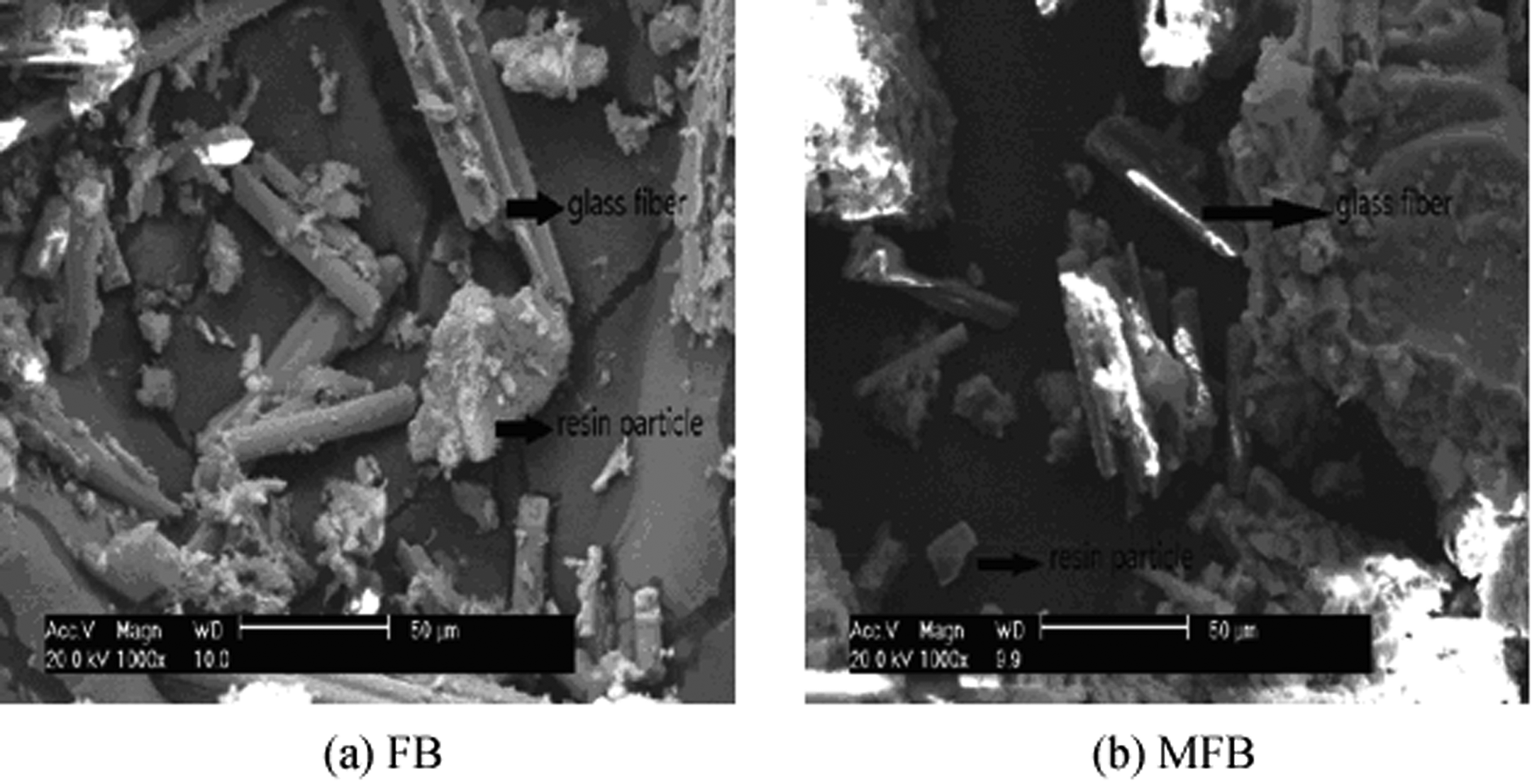
SEM pictures of PCB nonmetal powder without calcium pimelate (a) and with calcium pimelate (b).
Mechanical properties of composites
Figure 3 shows tensile, flexural, and impact properties of PP composites filled with 10 wt% nonmetallic particles treated with various mass ratios of PA. The plots reveal that after being modified with small amount of PA of PP90MFB10 (FB/PA = 100/1), PP90MFB10 (FB/PA = 100/3), and PP90MFB10 (FB/PA = 100/5), the tensile and impact properties of composite samples were significantly improved in comparison with composite samples without PA-modified nonmetals. When PA was used in excess in composite samples of PP90MFB10 (FB/PA = 100/10)and PP90MFB10 (FB/PA = 100/20), toughness of MFB/PP composites decreased. This observation is due to the β-nucleating performance of PA, when the β-PP content increased to the maximum amount, a large toughness was obtained. When further amounts of PA are used, the extra PA weakens the interface of PP and nonmetals particles. Figure 3(b) shows that the flexural moduli were influenced by both PA and β-PP contents. It has been found that β-PP provides smaller flexural modulus than α-PP. 10 When PA-modified nonmetals were added to PP, the β-PP content increased, resulting in decrease of the flexural modulus. However, PA has a higher stiffness than nonmetals, so use of extra PA would increase the flexural properties of PP.
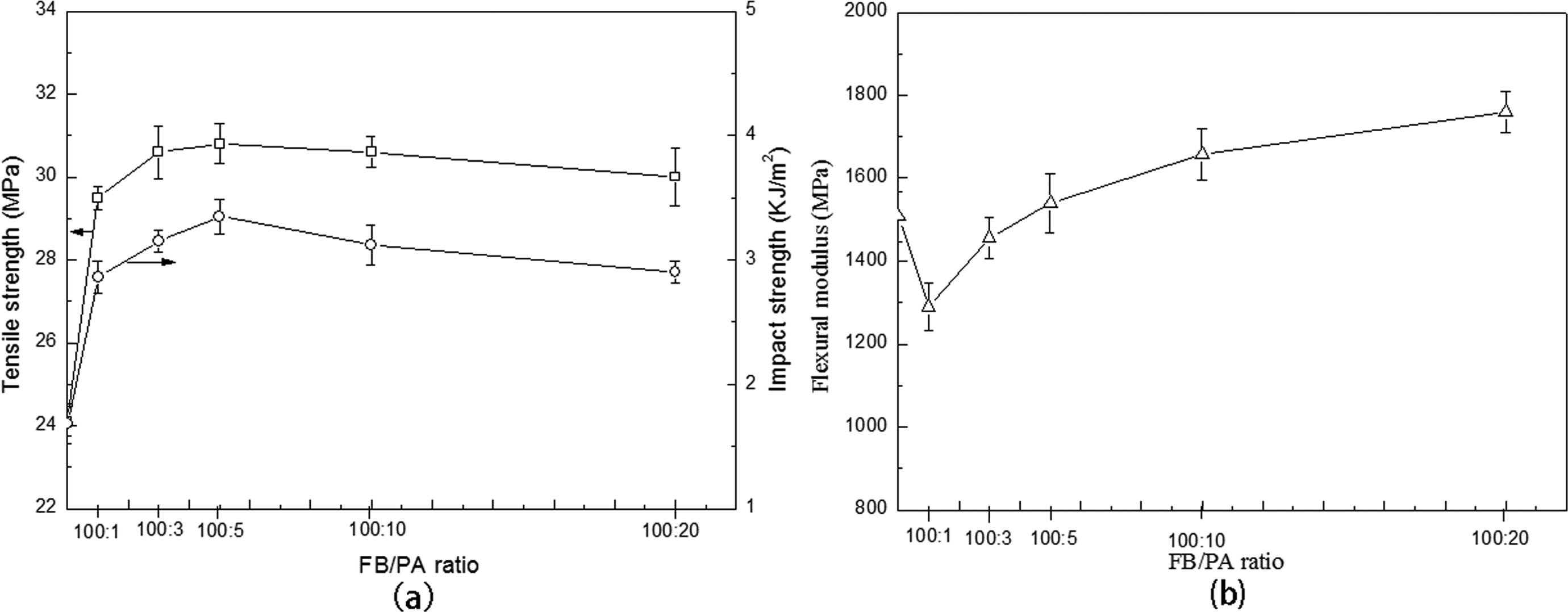
Mechanical properties of PP composite filled by 10 wt%-modified PCB nonmetal powder with different ratios of nonmetal powder and calcium pimelate: (a) tensile strength and impact strength; (b) flexural modulus.
To further study the effects of PCBs content on the mechanical properties of composites, we examined the PP composites filled with various amounts of nonmetallic particles treated with the same mass ratio of FB/PA (100:5). The variations in tensile, flexural, and impact properties of PP composites (Figure 4) were the same as above. The results for the effects of PA and β-PP are also presented.
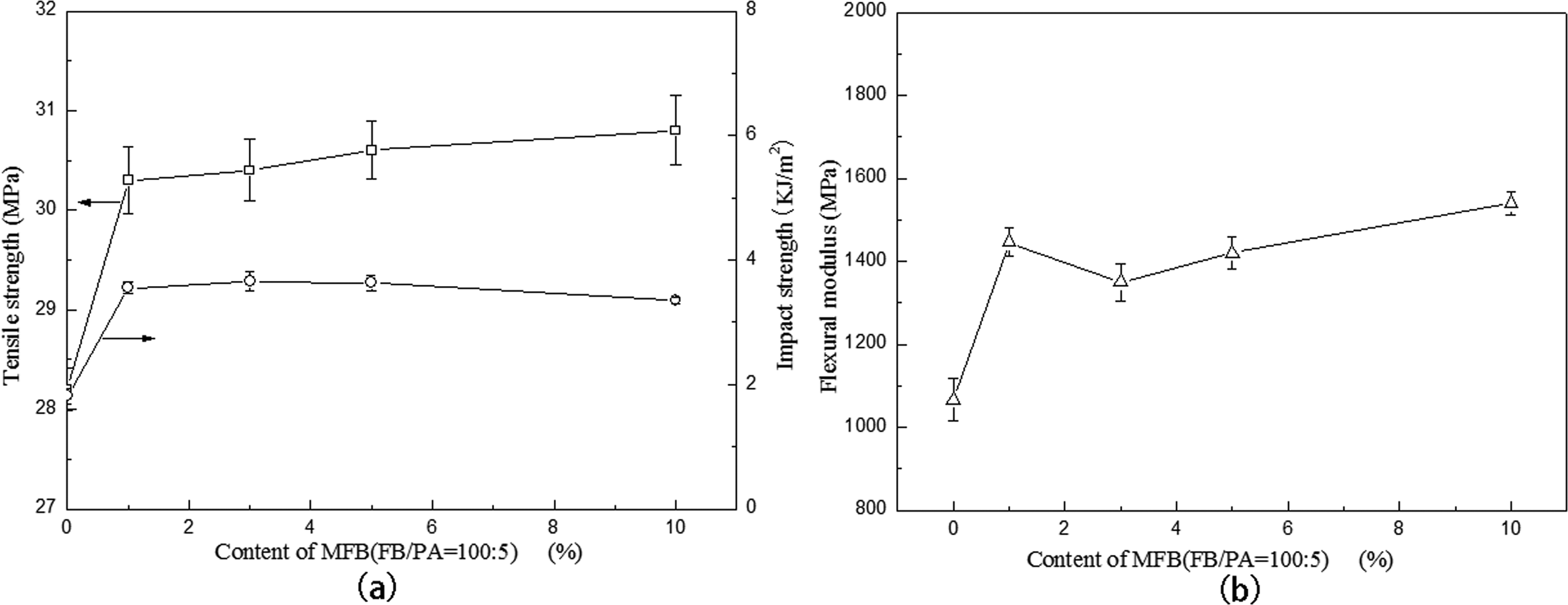
Mechanical properties of PP composite filled with different content of modified PCB nonmetal powder with the nonmetal powder/calcium pimelate ratio of 100/5: (a) tensile strength and impact strength; (b) flexural modulus.
Morphology of composites
Figure 5 shows the SEM micrographs for the fracture surfaces of PP/FB and PP/MFB composites. A large area of cross section and bare GFs with uneven surface can be observed in Figure 5(a), in which it is a typical α-PP section. When the PA was used to modify the nonmetals (Figure 5(b)), we could hardly see bare GF. The surface was observed as smooth in the small cross section. It is a typical β-PP cross section. This observation reveals the PA induced formation of β-PP well.
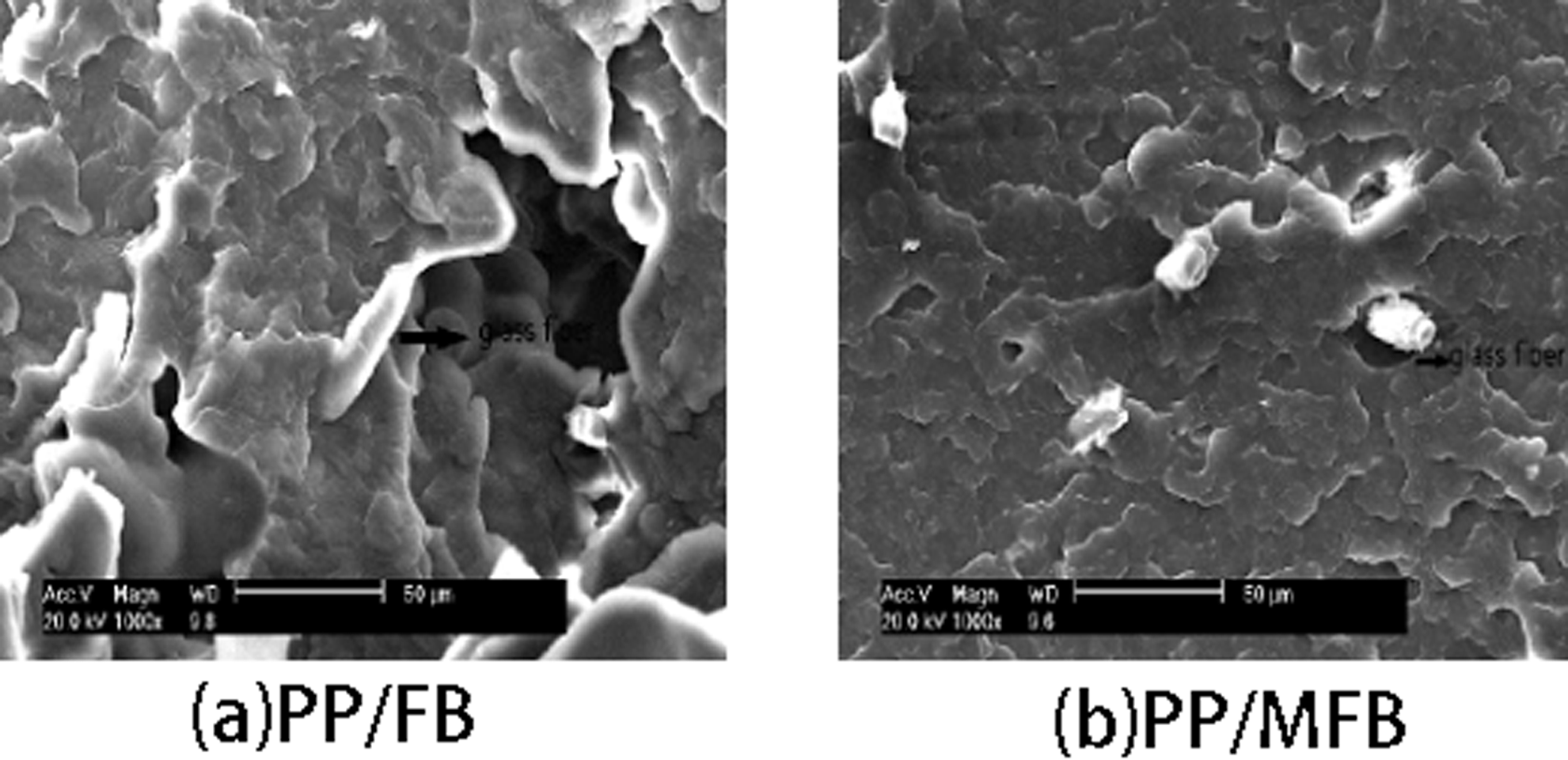
SEM pictures of PP composite filled by unmodified PCB nonmetal powder (a) and PCB nonmetal powder modified by calcium pimelate (b).
Crystal structures of composites
Figure 6(a) shows the melting curve of PP composites filled with 10 wt% nonmetallic particles treated with various mass ratios of FB/PA. The results indicate that when PA was gradually added, the α-peak of PP relatively weakened.
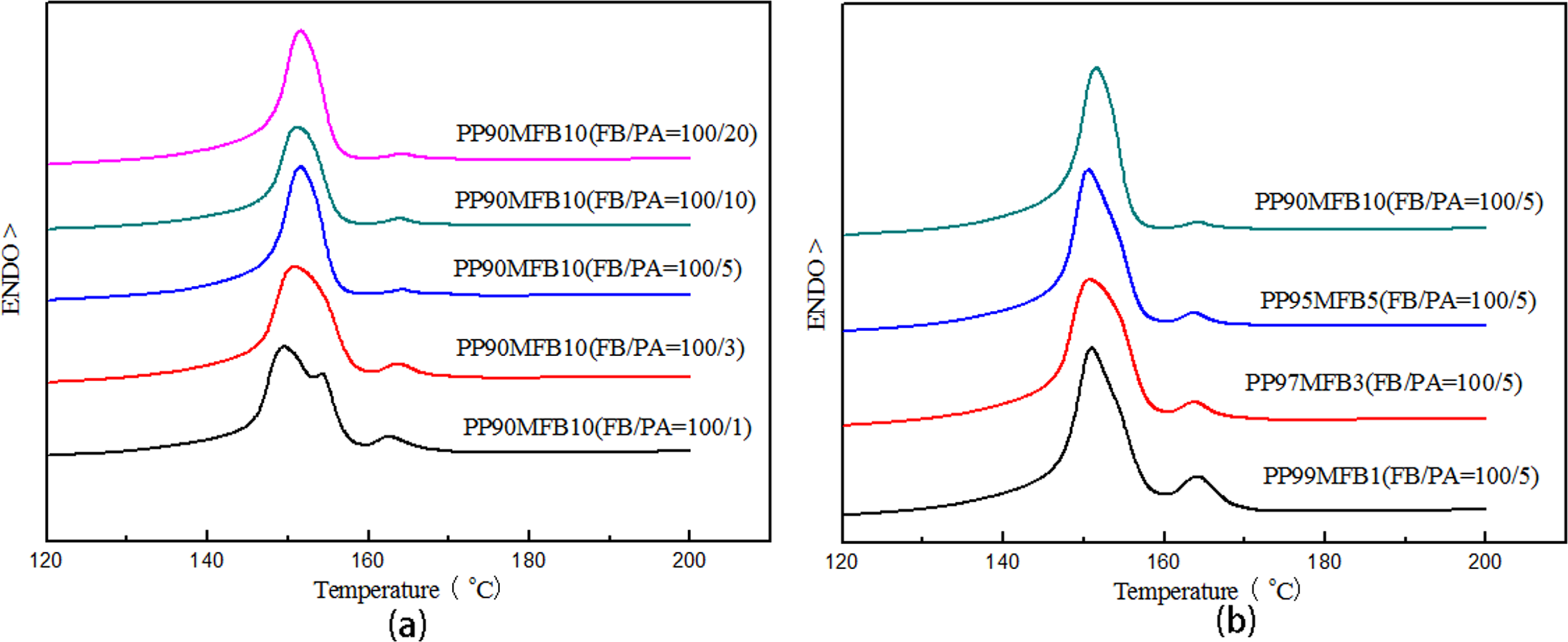
DSC melting thermograms of nonmetal/PP composites (a) PP composite filled by 10 wt% modified PCB nonmetal powder with different ratio of nonmetal powder and calcium pimelate and (b) PP composite filled by different content of modified PCB nonmetal powder with the nonmetal powder/calcium pimelate ratio of 100/5.
For further studying the effect of the PCBs content on the thermal behavior of composites, we examined the melting thermograms of PP composites filled with various amounts of nonmetals treated with identical mass ratio of FB/PA (100:5). Figure 6(b) shows that when the PA-modified nonmetals were added gradually, the α-peak of PP was relatively weakened. This behavior indicates that PA can induce the formation of β-PP well.
Because of recrystallization and α to β transformation of crystals, DSC cannot show well the content of β-PP in composites. We selected some examples to have the WAXD test to calculate the β-PP content; the results are shown in Figure 7. We found that a small amount of PA can induce the formation of β-PP well. The K β value increased to 0.625 when the mass ratio of FB/PA was 100:1. When the ratio of FB/PA was 100:5, the K β value was observed to be larger than 0.9. These results verify our hypothesis that PA can induce β-PP effectively.
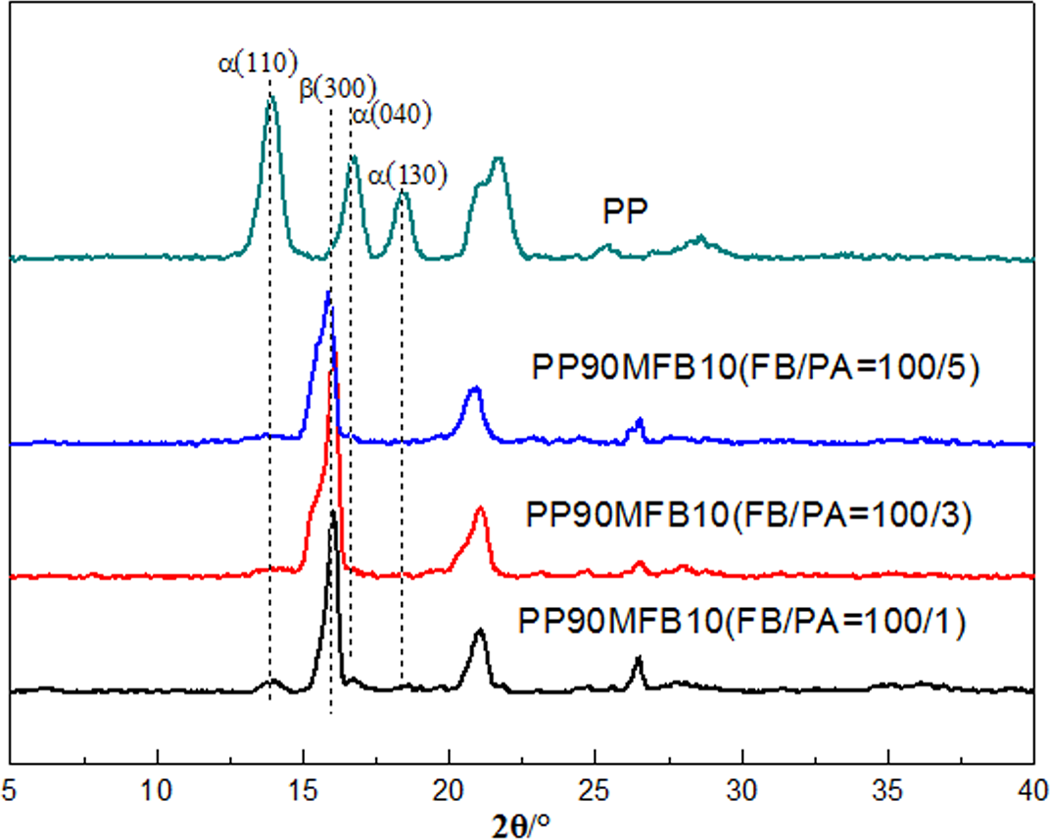
WAXD patterns of pure PP and PP composite filled by different content of modified PCB nonmetal powder.
Conclusions
In this research work, the nonmetallic particles produced from crushing of used PCBs were modified with PA (a common β-nucleating agent for PP) and then compounded with PP through melt blending process. The results show that when PP was cooling and crystallizing from the melt, β crystals are formed because of the surface effects of PA on the crystals nucleation. The prepared PP composites provided good rigidity and toughness. Taking all factors into consideration, the mass ratio of PP/nonmetals/PA in the composites for reaching optimum mechanical properties was found to be 100/10/0.5. Thus, the application of modified nonmetals to prepare nonmetals/β-PP composites is a promising way to recycle the used PCBs from electronic devices and produce PP composites with good performance.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was supported by Natural Science Foundation of China and Project of Science (Grant No. 21101076).