
Abstract
This article is devoted to the study of the effect of date palm seed (DPS) powder on the properties of recycled linear low-density polyethylene (RLLDPE) matrix. A series of composites was developed with a different filler loading varying from 0 to 30 wt% using twin screw extruder followed by compression molding. The result analysis showed that the addition of DPS decreases the percentage of crystallinity of RLLDPE (from 49.4 to 29.8). However, there were no changes in the heat of melting (Tm) and crystallization (Tcry) temperature which was determined by differential scanning calorimeter. Thermogravimetric analysis showed a decrease in thermal stability for RLLDPE with an increase in filler loading which was supported by the change in activation energy (700–456 kJ mol−1) calculated using Broido’s plot. Due to the poor fiber–matrix adhesion, the mechanical properties of the DPS/RLLDPE decreased as function of the filler content and the result was corroborated by the images taken by scanning electron microscopy.
Introduction
Over the last few decades, the world has witnessed a tremendous increase in the usage of polymers. In turn, this has created a high negative impact on our environment. Hence, the scientific world has started to develop polymer products that are eco-friendly and economical, without compromising their inherent properties. Several investigations were conducted about the usage of these natural materials such as fibers from sisal, kenaf, hemp, wood flour, and so on as reinforcing materials in various polymers. 1 –5 These natural material-reinforced composites are light in weight, easy to fabricate, resistant to chemical, and are friendly to the environment.
Polyethylene is widely used in the automobile industry (interior and exterior of building components, etc.), packaging, and so on. 6 Due to its nonbiodegradable nature, it is advisable to use natural materials as reinforcing agents without causing any deterioration in their properties. Date palm is one of the major crops across the Arabian Peninsula and widely grown in several parts of Saudi Arabia. Its annual production is steadily rising in the kingdom and roughly accounting for 25% of the world date production. 7 According to Besbes et al., 8 the date seed contains carbohydrates (78%), oil (10%), protein (5.5%), moisture (5%), and ash (1.5%). It is considered as a waste product in the date-fruit-based manufacturing industries. Currently, it is used as animal feeds, as soil organic additives; and the roasted seed powder can be used to prepare caffeine-free drinks. 9 Many investigations are going on to convert these natural waste materials into value-added products. 10 –17 The main advantages of date palm seed (DPS) filler compared to synthetic fillers are low cost, renewable, nontoxic, noncarcinogenic, and biodegradable in nature. But due to the presence of hydroxyl groups, it is highly hydrophilic in nature which leads to less interfacial adhesion with hydrophobic matrix. However, DPS powder as filler in the matrix showed that it has high melt flow index (MFI) value when compared to pistachio shell flour and flax fibers. 10 The oil content in the DPS will make the processing easier. Ghazanfari et al. 10 studied the variation in the thermal conductivities, specific heat, and MFI of the high density polyethylene (HDPE) matrix as a function of DPS filler. They reported that increase in filler content increases the thermal conductivity of HDPE but with a decrease in MFI from the value of 0.459 g min−1 to 0.267 g min−1. Marzouk et al. 11 analyzed the thermal and water absorption properties of DPS powder-reinforced low density polyethylene (LDPE) composites. Due to the hydrophilic nature of DPS, the water absorption increased and the diffusion coefficient was higher for the blend having filler loading of 50 wt%. Kolawole et al. 16 in his studies showed that date seed powder can be used as a filler to produce material that can be used in nonstructural applications. The study of the effect of particle size and content on the mechanical properties of polyester/DPS particulate composites was conducted by Amedh et al. 17
From the literature survey, according to our knowledge, not many studies were conducted to know the effect of DPS in the mechanical and thermal properties of recycled linear low-density polyethylene (RLLDPE). Therefore, the objective of this research is to study the influence of DPS on the thermal and mechanical properties of RLLDPE. The research article demonstrates utilization of waste DPS powder for the preparation of plastic composite using RLLDPE as the polymer matrix with the view of minimizing and proper utilization of solid wastes.
Experimental
Materials
DPSs were purchased from the local date processing plant in Taif, Saudi Arabia. RLLDPE having density of 0.938 g cm−3 and melt flow rate (MFR) equal to 0.347 g min−1 at 190°C/2.16 kg was procured from local sources at Dammam Second Industrial City, Saudi Arabia.
Preparation of DPS powder
Initially, the DPSs obtained from the local source were cleaned and kept in the air oven at 70°C for 24 h to dry. After drying, the seeds were grounded using a grinder rotating at high speed (350 r min−1). After powdering, they were transferred to a tray-sieve equipped with a shaker and screened to a mesh size of 300 μm which corresponds to particle size 0.3 mm.
Fabrication of composites
Initially, the required amount of RLLDPE and DPS powder were mixed thoroughly using mixer to obtain homogenous composite. The mixture was then passed through a twin screw extruder at a temperature profile of 160°C, 170°C, 180°C, and 190°C and a screw speed of 10 r min−1. The extruded composites were taken out from the extruder and compressed in a Carver press at 135°C for 20 min to get a sheet (15 × 15 cm2) having thickness of 1 mm. The amount of DPS powder which were added to the matrix varied from 0, 5, 10, 20, and 30 wt% respectively. 18
Characterization
Differential scanning calorimeter analysis
The differential scanning calorimeter (DSC) studies were conducted using DSC-Q1000 (TA Instruments, USA). Five milligrams of samples were taken and heated followed by cooling in nitrogen atmosphere at a rate of 10°C min−1 from −70°C to 240°C. The degree of crystallinity was calculated using the following expression

where ΔHfus is the heat of fusion of the DPS/RLLDPE composites based on second heating scan and
Thermogravimetric analysis
Mass loss of the samples as a function of temperature was done by using thermogravimetric analysis (TGA) (SDT Q600, TA instruments). Five milligrams of samples were taken and heated from ambient temperature to 800°C at a heating rate of 10°C min−1 in nitrogen atmosphere.
Tensile properties
The tensile properties were carried out using a universal testing machine (Instron 3366, USA). Tests were performed according to ASTM D 638 standard at a speed of 20 mm min−1. Average of five samples were presented.
Fourier transform infrared
The IR spectra were obtained using a Thermo N
Scanning electron microscopy
The surfaces of the samples were investigated with scanning electron microscope using LYRA3 TESCAN (USA) Field Emission scanning electron microscopy (SEM). Thin layer of gold was coated on to avoid sample charging during imaging.
Results and discussion
FTIR analysis of DPS powder
Figure 1 shows the FTIR spectra of DPS powder. A broad peak at 3320 cm−1 is due to the hydroxyl group present in the cellulose of seed powder. The peak at 2920 cm−1 corresponds to the C–H vibrations of the aliphatic chains. The peak at 2840 cm−1 represents the C–H band in methyl and methylene groups. The peak at 1744 cm−1 is for the carbonyl group, while the peaks 1590 cm−1 and 1030 cm−1 indicate the presence of C=C, stretching of the aromatic skeletal mode and the C–O stretching vibration of cellulose and hemicellulose. Abdelkader et al. 20 obtained a similar result for the fibers extracted from date palm branches.
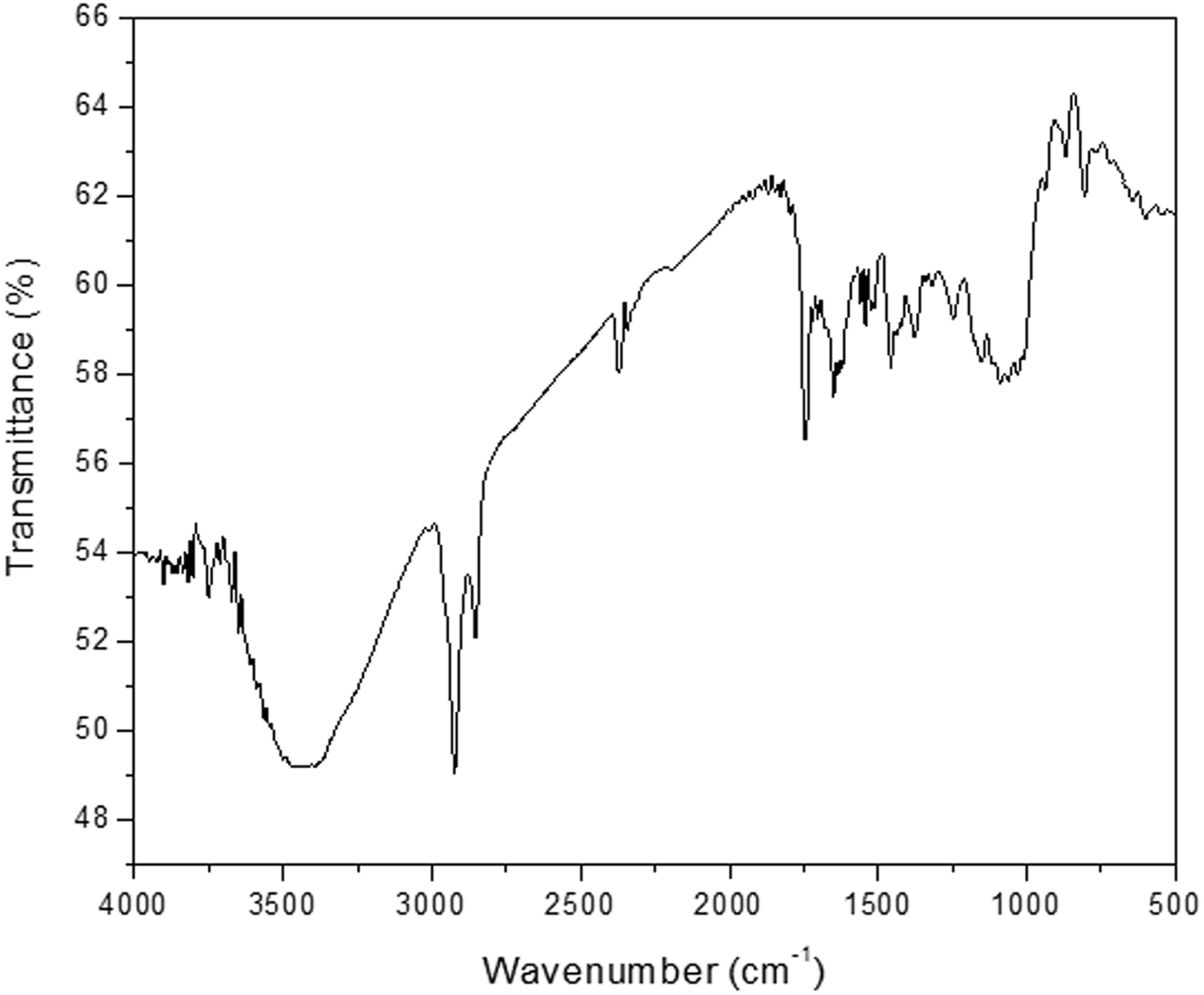
FTIR of date palm seed powder.
Thermal properties
Figure 2(a) and (b) represents the heating curves of DPS/RLLDPE composites as a function of filler content. The values of melting temperature (Tm1 and Tm2), crystallizing temperature (Tcry1 and Tcry2), ΔHfus, and percent crystallinity (Xc) are given in Table 1. The pure matrix showed two melting peaks, one at temperature of 109°C and another at around 125°C. Similar trend was reported by Prasad 21 for LLDPE, and they concluded that the thicker lamellae containing little or no branches in the polymer chain causes a melting peak at high temperature and vice versa at lower temperature. Incorporation of filler to the matrix has no significant effect on both melting and crystallization temperatures but showed tremendous variation in the ΔHfus and crystallinity values. As the amount DPS increased from 0 to 30 wt%, the crystallinity of RLLDPE decreased drastically from 49% to 29%. The obtained results of 70/30 RLLDPE/DPS blends were comparable with the results obtained by AlMaadeed et al. 22 for RLLDPE/date palm wood powder (30/70) composites. The decreasing trend in crystallinity can be attributed to the weak interface formed between hydrophilic filler and hydrophobic matrix 18 as well as the poor dispersion of filler at higher loading. 23 Also, the higher filler content restricts the crystallization of the matrix and formation of crystalline domains. 24 These results are corroborated with the results obtained for the mechanical properties and morphology studies of the composites.
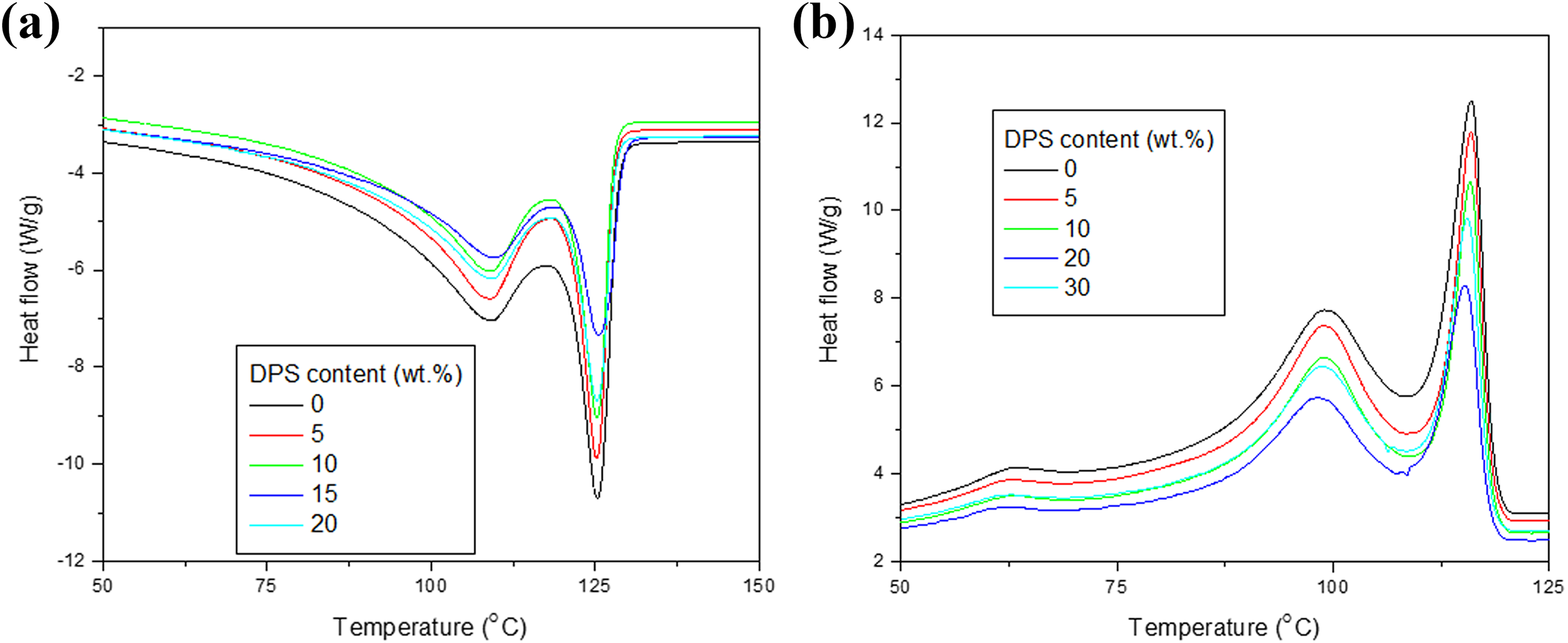
(a) DSC heating curves for the DPS/RLLDPE composites as a function of filler content. (b) DSC cooling curves for the DPS/RLLDPE composites as a function of filler content.
DSC results for the DPS/RLLDPE composites as a function of filler content.
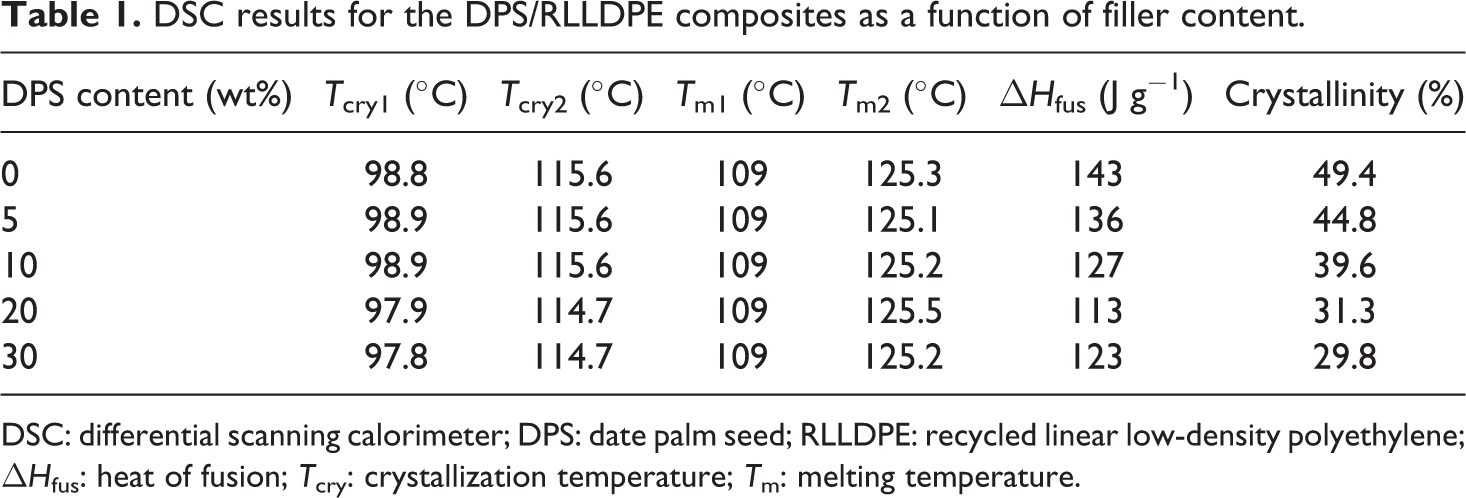
DSC: differential scanning calorimeter; DPS: date palm seed; RLLDPE: recycled linear low-density polyethylene; ΔHfus: heat of fusion; Tcry: crystallization temperature; Tm: melting temperature.
Thermal stability of the DPS, RLLDPE, and its composites were conducted using TGA. Figure 3 displays the thermogravimetric (TG) and derivative thermogravimetric (DTG) curves for the DPS powder. TG curves indicate that when temperature increases, the stability of the DPS powder decreases. In the DPS powder, the major degradation occurred between [50−100°C], [200−350°C], and [350−425°C]. The first degradation is due to the presence of absorbed moisture by the cellulose in the DPS powder. 25 Decomposition of pectin and probably to the beginning of the decomposition of cellulose and hemicelluloses resulted in a peak between 200°C and 350°C. The peak at 350−425°C is attributed by the degradation of hemicellulose and cellulose. 20 At temperatures above 425°C, aromatization of lignin occurs which leads to weight loss. 26 Abdelkader et al. 20 in his study reported that date seed mainly contains 23.9% cellulose, 26.8% hemicellulose, 21.6% lignin, and 10.4% moisture content. Figure 4(a) and (b) represents the TG and DTG curves for the DPS/RLLDPE composites, respectively. From the TG curves, it is clear that the addition of filler decreases the thermal stability of the RLLDPE. For RLLDPE, the weight loss occurred in a single step from 400°C to 500°C with a maximum degradation temperature at 425°C, due to the degradation of carbon bonds in the skeleton. 21 When compared to RLLDPE, the composites showed lower thermal stability, and it was higher for the composites having DPS loading. This result can also be corroborated with crystallinity values obtained from DSC analysis. For composites, the weight loss occurred in three steps. The first one below 100°C, followed by degradation in the range of 275−325°C, and finally in the range of 400−500°C. Like in the DPS powder, the initial mass loss occurs due to the removal of moisture which is common in most cellulosic materials. 27 The second mass loss in the range of 275−325°C is as a result of the decomposition of hemicellulose, while the third major peak can be due to the decomposition of cellulose 11 and C–C chain of RLLDPE. Moreover, variation in the filler content does not affect the Tm1 and Tm2 values (Table 2).
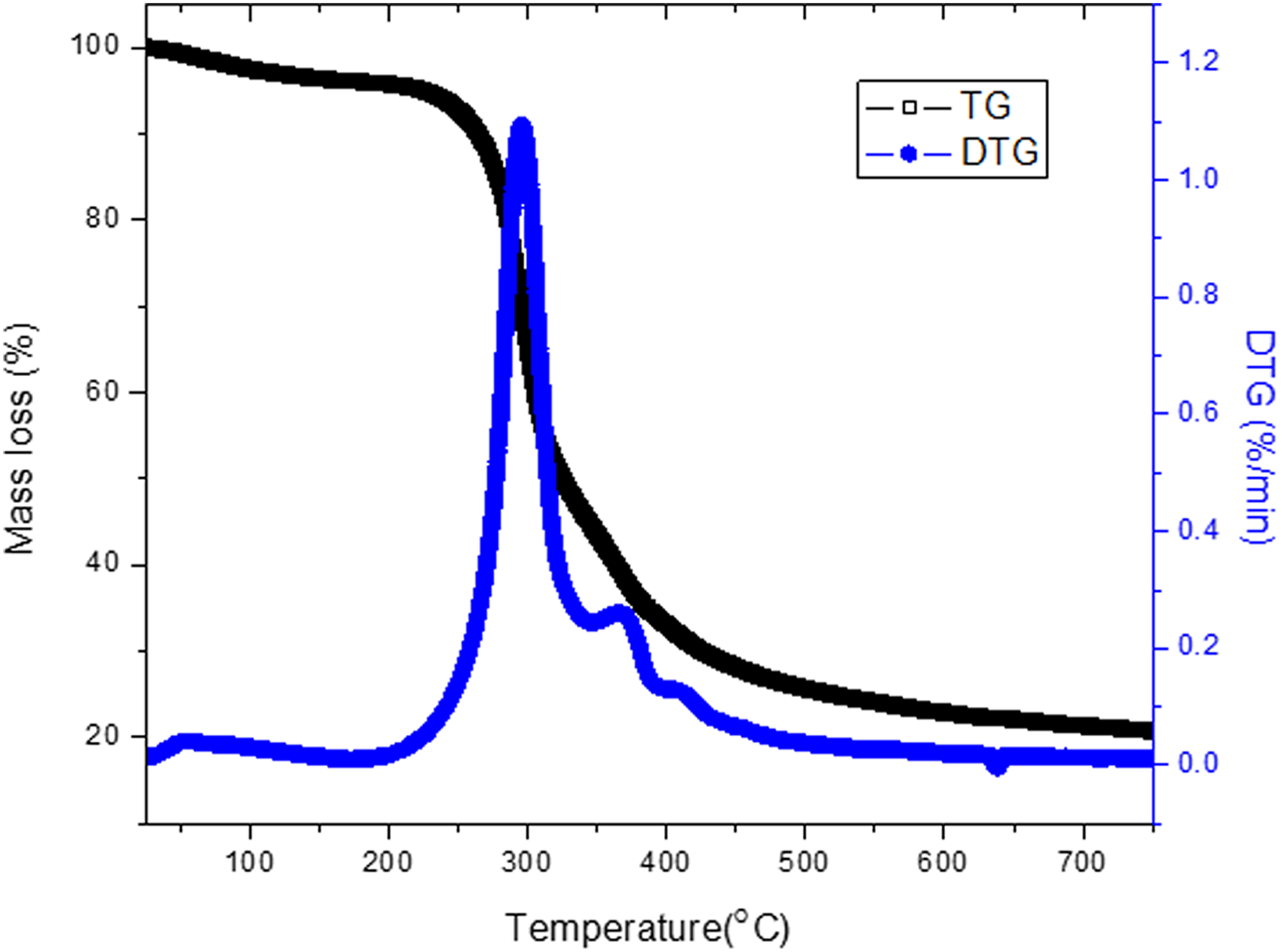
TG and DTG curves for the date palm seed powder.
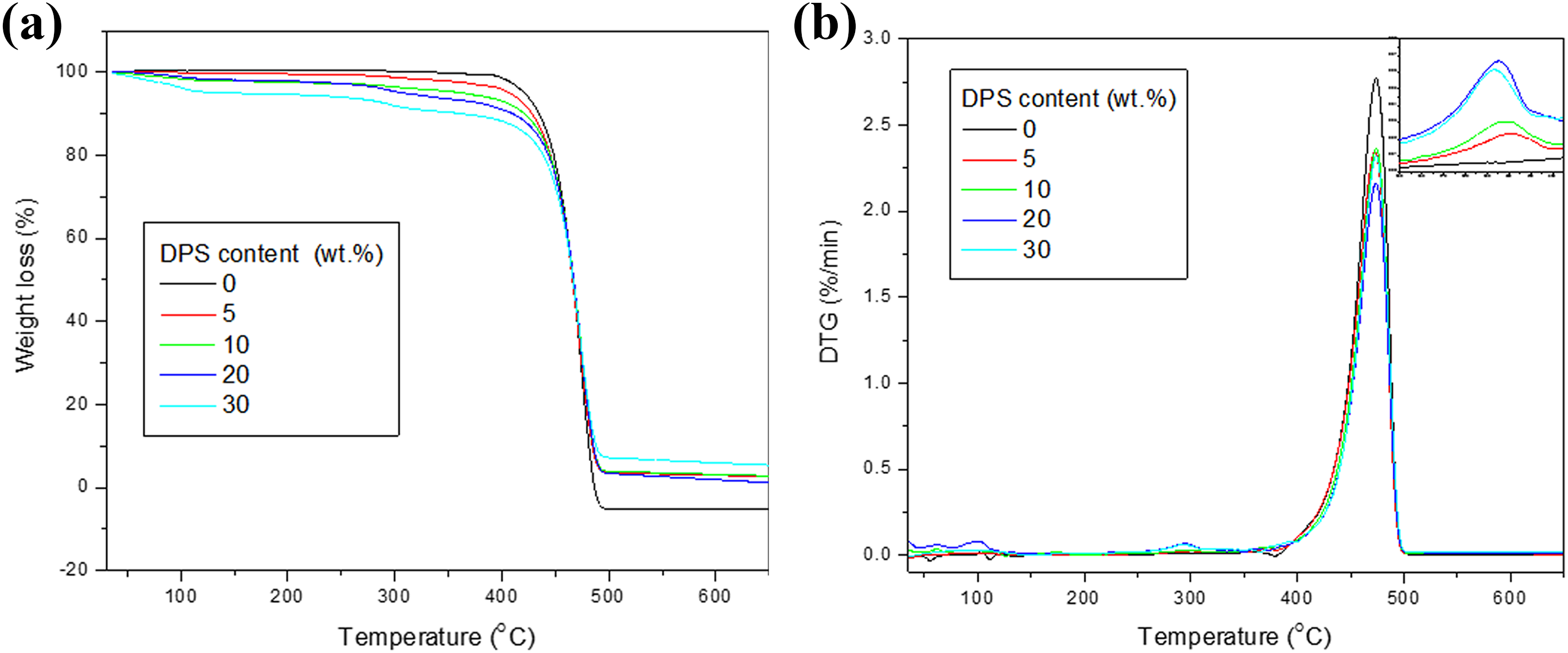
(a) TG curves for the DPS/RLLDPE composites as a function of filler content. (b) DTG curves for the DPS/RLLDPE composites as a function of filler content.
Thermal degradation results for the DPS/RLLDPE composites as a function of filler content.
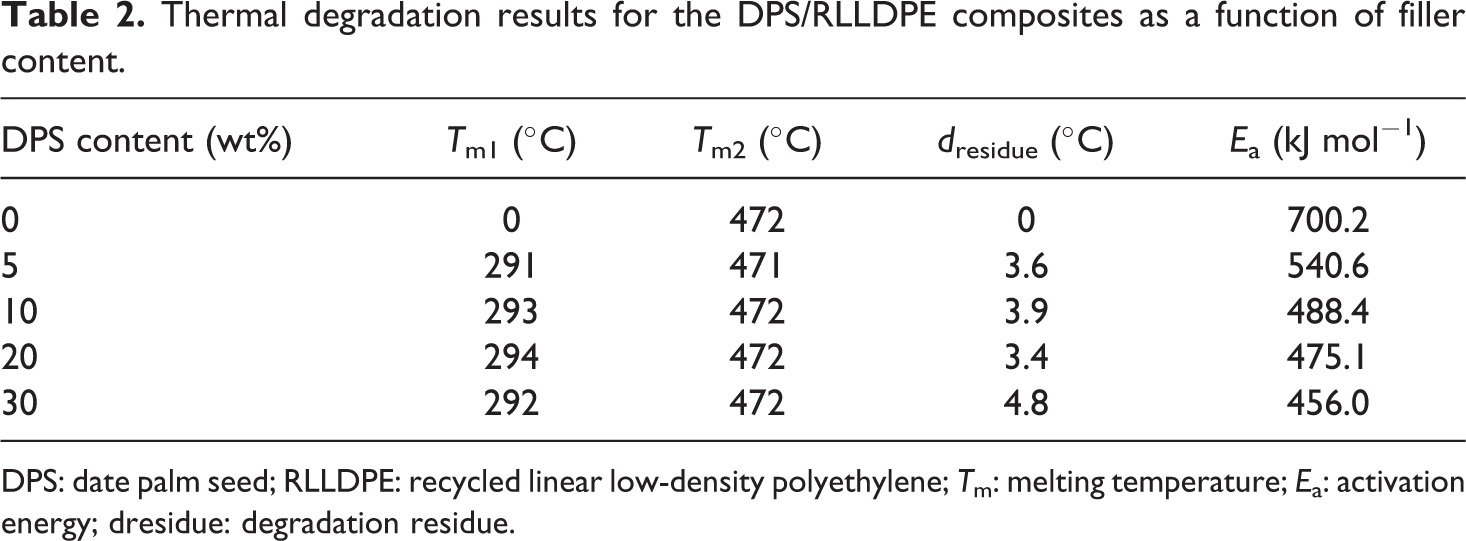
DPS: date palm seed; RLLDPE: recycled linear low-density polyethylene; Tm: melting temperature; Ea: activation energy; dresidue: degradation residue.
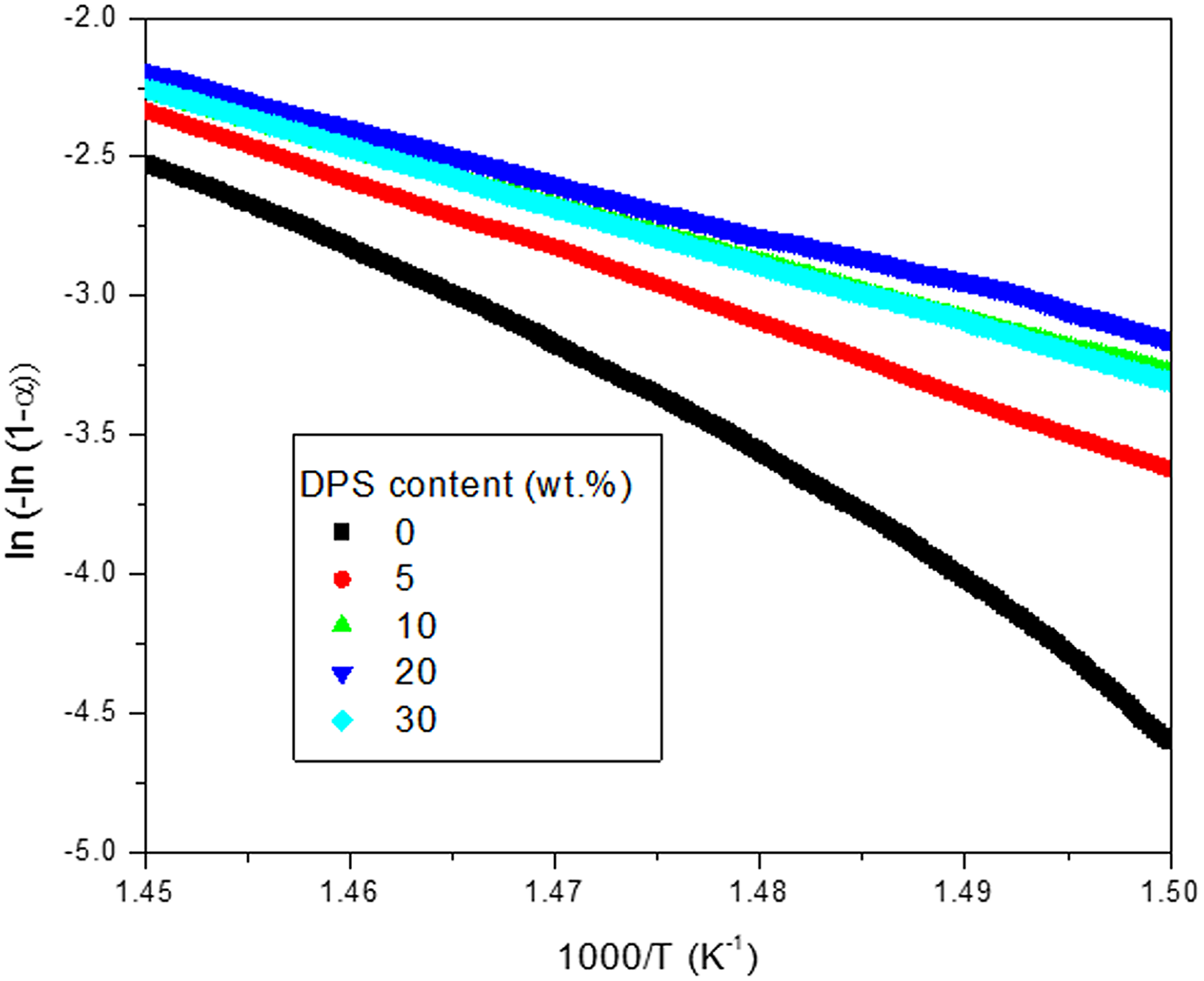
Detailed information about the thermal stability of DPS/RLLDPE can be obtained by the analysis of the initial part of the TG curves where the degradation starts to occur. Broido method has been used to study the kinetics of thermal degradation of polymeric materials. 28 This model assumes that degradation process is a first-order process, and the result does not depend upon the reaction rate. For first-order reaction (n = 1)

where α is the amount of material degraded at time t, ΔE is the change in activation energy, R is the universal gas constant, and T is the temperature in the Kelvin scale. The value of α can be calculated using the following equation

where W is the mass at time t, W0 is the initial mass, and W∞ is the mass after infinite time. Figure 5 displays the Broido plot for pure RLLDPE and its composites. Compared to pure matrix, the composites do not have too much variation in kinetics of degradation. The activation energy calculated from the slope of the graph is given in Table 2. Here, the activation energy decreases by the addition of DPS powder which is attributed to its poor thermal stability as well as less adhesion between hydrophilic filler and hydrophobic matrix.
Broido plot for the DPS/RLLDPE composites as a function of filler content.
Mechanical properties
For composites, nature of filler, matrix, and adhesion between filler and matrix have great influence on their mechanical properties. The mechanical properties of DPS/RLLDPE composites as a function of filler content are given in Table 3. The values obtained for RLLDPE are common in polyolefin. During tensile analysis, the RLLDPE undergoes strain hardening, which caused a high strength at break. Results showed that tensile properties of composites are lower than the pure matrix at all filler loading. In the prepared composites, the DPS powder suppresses the orientation strengthening of the RLLDPE at high deformation which leads to a decrease in the deformation and causes the sample to break close to yield point. The initial stress at break values for RLLDPE composites decreased from 17.4 MPa to 6.4 MPa. Young’s modulus and percentage of elongation also decreased tremendously. At higher DPS loading, the RLLDPE became more brittle. This decrease in the mechanical properties can also be caused by the poor interfacial adhesion between RLLDPE and filler which can be obtained from the morphology analysis. A similar trend was observed in HDPE/date pit particles by Ghazanfari et al. 10 They reported that the addition of 30 wt% date pit particles causes a decrease of 40% and 61% in the tensile strength and Young’s modulus of pure matrix.
Mechanical properties of the DPS/RLLDPE composites as a function of filler content.
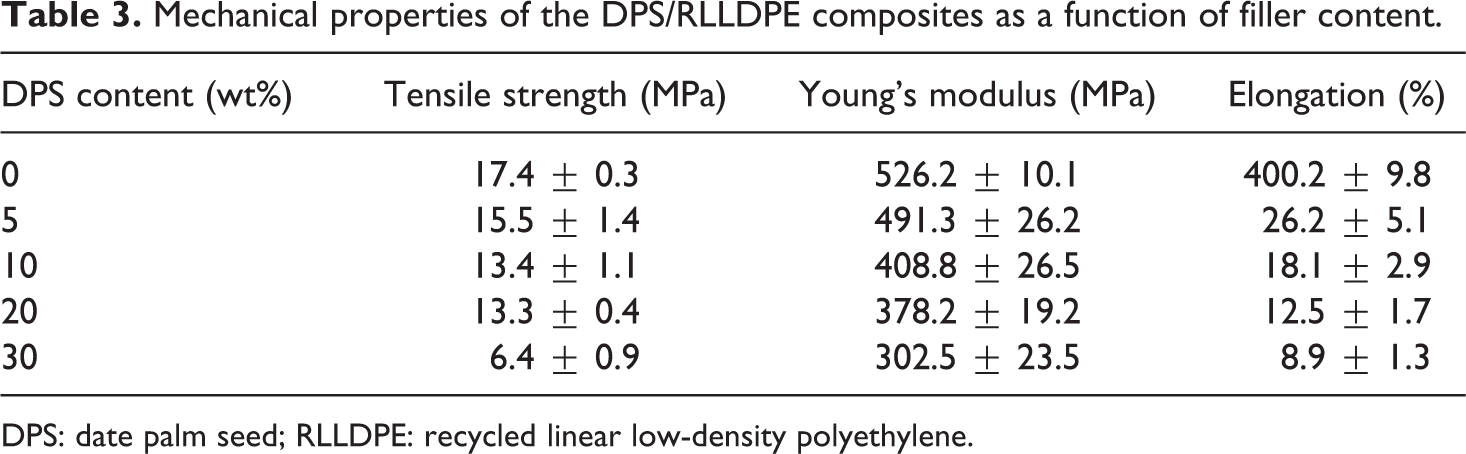
DPS: date palm seed; RLLDPE: recycled linear low-density polyethylene.
Morphology
Since the adhesion between the filler and matrix plays a vital role in the properties of composites, it is essential to have the studies related to the surface morphology. Hence to understand the variation in the tensile properties, the surface morphology of the composites after the tensile analysis was carried out as shown in Figure 6(a) to (c). In Figure 6(a), which represents the SEM of composites having 5 wt% filler loading, it can be seen that the void formations are less and when the filler loading increased, the void content increases. This can be due to the insufficient wetting of hydrophobic RLLDPE with hydrophilic DPS powder. Hence, during tensile analysis, the crack propagation will be faster and this is attributed to the decrease in its ductile nature.
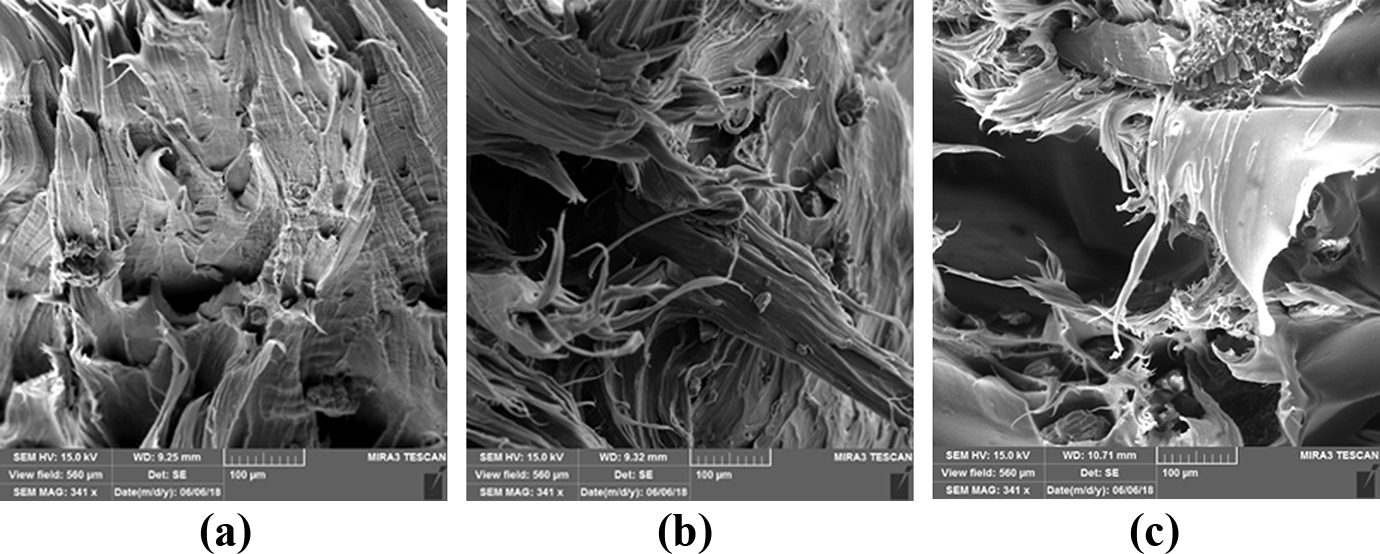
(a) SEM micrographs for the DPS/RLLDPE composites having filler content of 5 wt%. (b) SEM micrographs for the DPS/RLLDPE composites having filler content of 10 wt%. (c) SEM micrographs for the DPS/RLLDPE composites having filler content of 30 wt%.
Conclusions
In the present study about the properties of DPS/RLLDPE composites, the DSC analysis showed a 37% decrease in the percentage of crystallinity of the matrix without affecting its melting and crystallization temperature. The thermal stability of the composite decreased with filler loading and highest stability was observed for the composites having filler loading of 30 wt%. Activation energy calculated using Broido’s plot also showed a 35% decrease for the composite having 30 wt% compared to RLLDPE. The poor fiber dispersion at higher loading and fiber/matrix interaction decreased all mechanical properties of the matrix and the composite became more brittle in nature which were supported by SEM images.