
Abstract
The aim of this article is to propose advances for the preparation of hybrid nanocomposites prepared by the combination of intercalation from solution and melt-processing methods. This research investigates the effect of the laponite RDS content on the thermal, structural, and mechanical properties of thermoplastic starch (TPS). X-ray diffraction was performed to investigate the dispersion of the laponite RDS layers into the TPS matrix. The results show good nanodispersion, intercalation, and exfoliation of the clay platelets, indicating that these composites are true nanocomposites. The presence of laponite RDS also improves the thermal stability and mechanical properties of the TPSmatrix due to its reinforcement effect which was optimized by the high degree of exfoliation of the clay. Thus, these results indicate that the exfoliated TPS–laponite nanocomposites have great potential for industrial applications and, more specifically, in the packaging field.
Introduction
The new group of composites, named as nanocomposites, is receiving a great deal of attention from different researchers in different fields.1–4 In the nanocomposite materials at least one dimension of the particles is in the nanometer size (1–100 nm). 5 Additionally, when the domain size is equivalent to the dimension of a molecule, the atomic and molecular interactions can have a significant influence on the macroscopic properties of that material. 6
The investigation of polymer/clay nanocomposites received considerable scientific and technological attention during the last years due to important clay properties, such as the high availability; the reinforcement effect even added intopolymeric matrix in small quantities (1–5 wt%); and the huge knowledge regarding clay–polymer matrix intercalation chemistry.7,8 For instance, Delhom et al. 9 developed a novel flame-retardant nanocomposite based on cellulose and clay materials. The authors observed that the nanocomposites show significant improvements in thermal properties, when compared with cellulose control sources; and tensile testing revealed an increase of approximately 80% in the ultimate stress of the cellulose/clay nanocomposites.
Laponite is a synthetic mineral with structure and composition similar to natural hectorite, which belongs to smectic group. The basic layered structures are composed by two external tetrahedral silica sheets and a central octahedral magnesia sheet. 10 Laponite RDS is a synthetic hectorite with aspect ratio of 20–30 6 and chemical formula – Si8Mg85.45Li0.4H4O24Na0.7 + Na4P2O7. Since Na4P2O7 peptizer is mixed to the laponite aiming to increase their stability in aqueous solution. 11
Starch is a no thermoplastic polysaccharide, but in the presence of plasticizers such as glycerol 12 at high temperatures and under shear, it can readily melt and flow, facilitating its use as extruded or injected material, which is similar to most conventional synthetic thermoplastic polymers. 13 Thermoplastic starch (TPS) is thus derived from renewable sources. It is a rather inexpensive material compared to synthetic thermoplastics and can easily be processed with plastic-processing machines. However, TPS shows a number of shortcomings that could limit or restrict their industrial application (e.g., packaging) 14 such as moisture sensitivity and lower mechanical properties. To overcome these shortcomings, inorganic–organic nanocomposites have been prepared by the addition of clay into the TPSmatrix.
The aim of this article is to propose advances in the preparation of hybrid nanocomposites prepared through the combination of intercalation from solution and melt-processing preparation methods to be applied in the packaging field. Theeffect of the laponite RDS on the thermal, structural, and mechanical properties of the nanocomposites was investigated. The combination of the bothmethods has not been applied to prepare the TPS–laponite RDS nanocomposites.
Experimental
Materials
Regular corn starch containing 28% amylose (Amidex 3001 TM) and laponite RDS were acquired by Corn Products Brasil Ltd and Southern Clay Products, Inc., respectively. Glycerol was purchased from Aldrich. All chemicals were used as received.
Preparation of TPS and laponite RDS nanocomposites
The TPS and laponite RDS nanocomposites were obtained from combination of intercalation from solution and melt-processing preparation methods. The content of starch and glycerol was fixed at 70 and 30 wt%, respectively. The content of laponite RDS was 1, 2, 3, and 5 wt% based on the total starch and glycerol weight. Corn starch powder was first dried overnight at 70°C in a ventilated oven to remove the free water.
In the first step, a known quantity of laponite RDS was introduced into 200 mL of distilled water and dispersed in an ultrasonic bath at 25°C for 2 h. Then, the corn starch was dispersed into laponite RDS dispersion under magnetic stirring for 10 min. The glycerol was slowly added into the same solution under stirring. After the complete addition of glycerol, the mixture was mixed at high speed (1500 rpm) to obtain a homogeneous dispersion. The mixture was placed in a ventilated oven at 90°C for 24 h, which facilitated vaporization of the bound water and diffusion of the glycerol into the starch granules.
In the second step, the mixtures were processed in a Haake Rheomix 600 batch mixer connected to a torque rheometer with roller-like rotors. In this process, some external parameters could influence the plasticization of the starch such as temperature, rotor speed, and residence time. These parameters were initially studied to reveal optimal conditions: temperature = 120–160°C; rotor speed = 50–200 rpm; and residence time = 6–20 min. After processing, mechanical properties (tensile stress, elastic modulus, and elongation at the break) and physical aspects after final molding (flexibility, rigidity, and homogeneity) of the TPS (without laponite) were investigated (data are not shown). The optimal condition was then determined (120°C, 50 rpm, and 20 min) and fixed for nanocomposite processing.
Characterization of nanocomposites
Field Emission Scanning Electron Microscopy
The TPS and TPS nanocomposites surfaces were characterized by high-resolution Field Emission Scanning Electron Microscopy (FE-SEM; Zeiss SUPRA 35). The samples were fractured under liquid nitrogen, dried at 60°C for 1 day under vacuum, and adhered onto an aluminum stub covered with a thin silver layer.
X-Ray diffraction
The X-Ray diffraction (XRD) studies of the laponite RDS, TPS, and nanocomposites were carried out using a Rigaku D/Max 2500PC X-ray diffractometer (40 kV, 150 mA) equipped with Cu Kα radiation (λ = 0.15406 nm) and a curved graphite crystal monochromator. All experiments were carried out atambient temperature with a scanning rate of 0.5/min and a step size of 0.02° in the range of 2θ = 3–30°.
Thermogravimetric analysis
The thermogravimetric analysis (TGA) was carried out using TGA Q-500 equipment from TA Instruments (New Castle, United States) from room temperature to 700°C (or 973.15 K) at a heating rate of 10°C/min under nitrogen flow of 60 mL/min. An initial thermal degradation temperature (Td initial) was reported by the onset degradation temperature where the weight loss started to occur. 15 The maximum thermal degradation temperature (Td maximum) was calculated using maximum values of derivative thermogravimetric (DTG) curves of the specimens.
Mechanical properties of nanocomposites
Mechanical properties (tensile strength, Young’s modulus, and elongation at the break) were determined on nanocomposites previously conditioned for 14 days at 53% RH (relative humidity percentage) and room temperature using an Universal Testing Machine (ModelEMIC DL 500 MF) according to ASTM standard D638 for tensile properties: specimen type IV and articulated screw action grips for maximum capacity of 500N (50 kgf) – code EMIC GR018. Tensile strength was calculated by dividing the maximum load for breaking film by the original cross-sectional areaof the sample. Elongation at break was calculated by dividing the difference in the length at the moment of rupture by the original length of the sample or initial gage length and multiplying by 100. Young’s modulus values were calculated by theslope of the initial linear range of the stress–strain curve. The measurements were conducted using an extensometer with a 50 kgf load cell operating at 10 mm/min crosshead speed. Measurements were performed in replicate to check reproducibility; error bars indicate the standard deviation (n = 5).
Results and discussion
TPS–laponite RDS nanocomposites formation
The thermoplastic process is well related in the literature. 15 Basically, the process is composed by transformation of the semicrystalline starch granule into homogenous material applying shear and heat in the presence of plasticizer agent. Theprocess occurs through of destruction of hydrogen bonds between the starch molecules with new formation of hydrogen bonds between the plasticizer and starch.
In this study, we reported the preparation of TPS and TPS–laponite RDS nanocomposites through the combination of the following methods: (a)intercalation from the solution and (b) melt-processing. The illustration of possible states of dispersion of laponite RDS into TPS matrix is shown in Scheme 1.
Illustration of possible states of dispersion of laponite RDS into thermoplastic starch (TPS) matrix.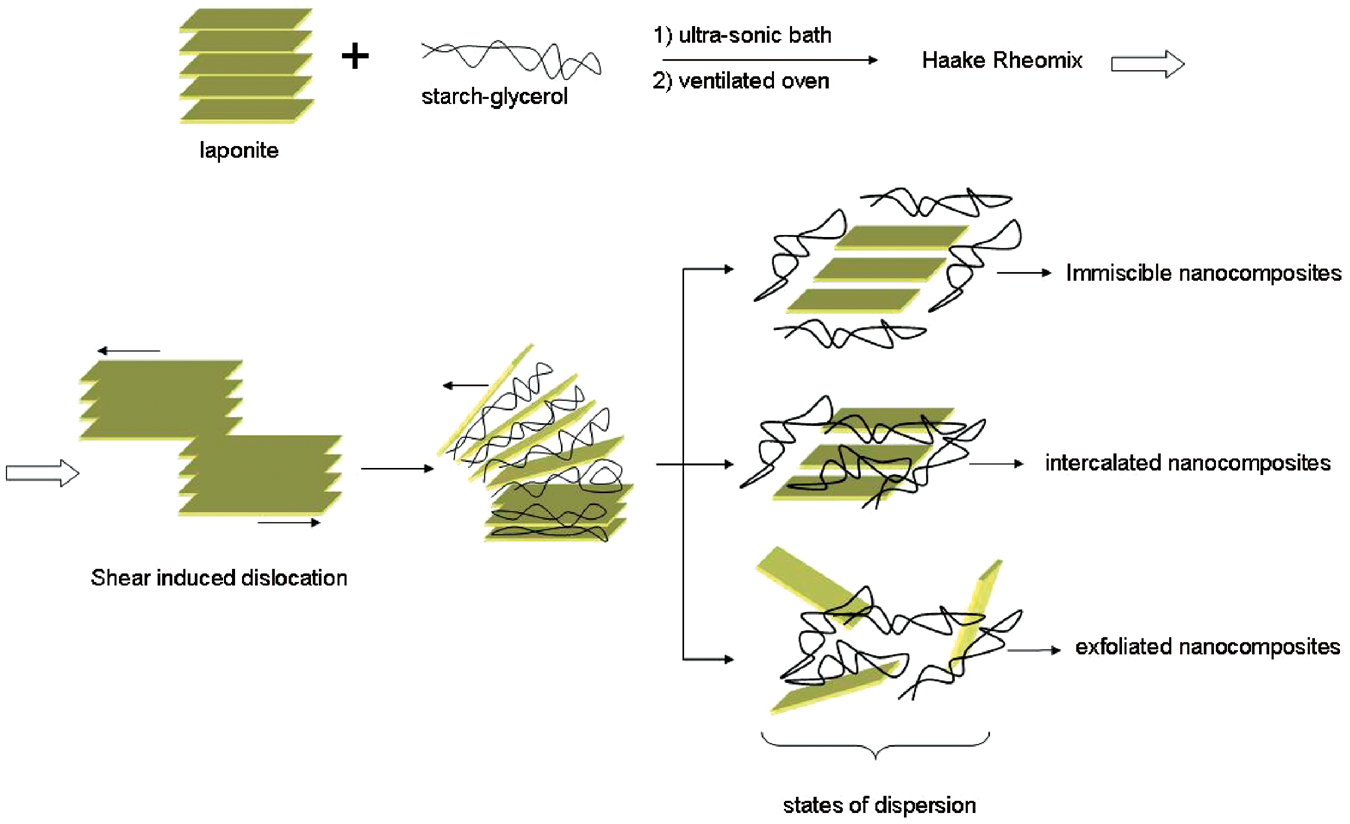
Evolution of nanocomposites formation by melt viscosity using torque curves
Torque, temperature, and energy as a function of time for TPS and TPS nanocomposites were monitored during the processing. Figure 1(a) shows a decrease in thetorque values for TPS until they reach a plateau around 2 min and remains constant until the conclusion of the experiment. The TPS did not present a thermoplasticization stage, indicating that this stage was reached in the first step of nanocomposite preparation; that is, intercalation from solution.
Torque (a), temperature of melting (b), and energy (c) curves for thermoplastic starch (TPS) and TPS–laponite RDS nanocomposites obtained by processing in a Haake Rheomix at 120°C at a speed of 50 rpm for 20 min.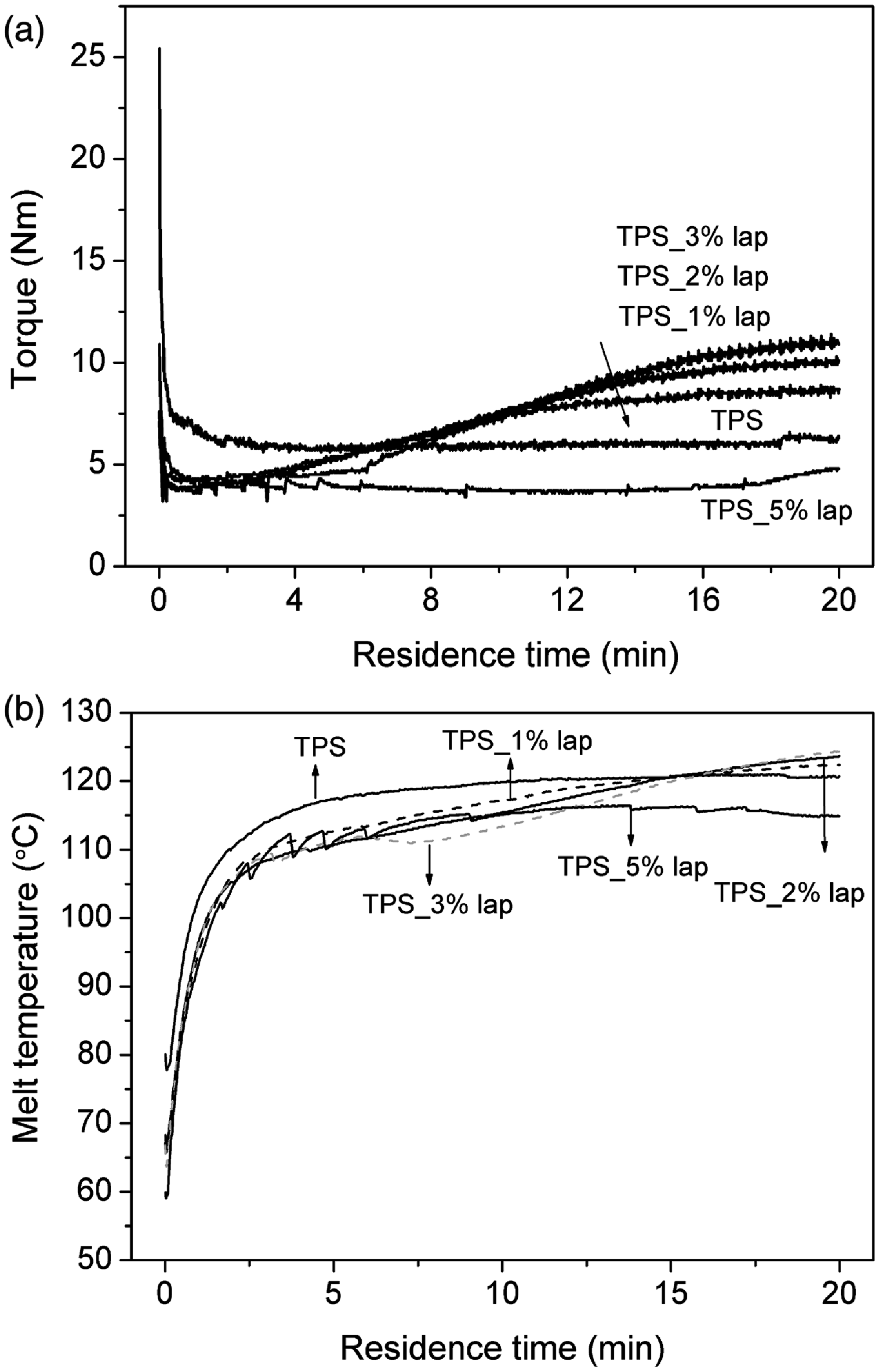
In contrast, TPS nanocomposites presented different behaviors. The torque increased after 2 min and continued to increase for 12–16 min, depending on thelaponite RDS content in the TPS matrix. This result indicates a steady increase inviscosity for this sample, 16 indicating that the second step of the processing (melt-processing preparation) is necessary to complete the destruction, plasticization, and homogenization of starch structures.
The melt temperature, shown in Figure 1(b), increased over time and reached final temperature around 115–123°C. This range value is very close to the initial temperature of the mixing chamber fixed at 120°C. In addition, in this temperature range, significant degradations of TPS and laponite RDS molecules were not expected (see the TGA section). The variation in energy as a function of residence time (processing time) for the same nanocomposites is shown in Figure 1(c). TheTPS energy increases linearly with processing time; the required energy forTPS processing after 20 min was 38.4 kJ. This behavior could be related to the torque changes (viscosity) as previously discussed (see Figure 1(a)). The required energies for TPS processing were dependent on the laponite RDS content. Theenergy values were 42.8, 45.8, and 46.1 kJ for laponite RDS concentrations of 1, 2, and 3 wt%.
Unexpectedly, the TPS with 5% laponite RDS presented the lowest energy, torque, and melt-temperature values. Possibly the high amount of laponite RDS in the TPS matrix contributes to the dispersion of energy inside laponite galleries, which could facilitate processing whereby both torque and melt-temperature valuesdecrease. Another effect that may be corelated is the decrease in the viscosity of the melting.
Dispersion investigation by XRD
To investigate the dispersion of the laponite RDS layers in the TPS polymer matrix, XRD analyses were performed on the nanocomposites. The diffraction pattern for laponite RDS clay powder is shown in Figure 2. The pattern is consistent with a montmorillonoid-type powder pattern showing some disorder in theclay. In addition, several sharp diffraction peaks due to Na4P2O7 are also observed
17
at 2θ = 19.64° (basal d-spacing (d) = 0.45 nm); 2θ = 20.11° (d = 0.44 nm); and 2θ = 26.46° (d = 0.34 nm). The basal spacing of laponite RDS was calculated from Bragg’s equation, λ = 2d sin θ. An intensive peak at 2θ = 6.40° corresponds to an interlayer basal spacing of 1.38 nm. In all XRD patterns of the nanocomposites, no diffraction peaks between 2θ = 3–12° (Figure 2(b)) were observed, indicating a good nanodispersion and exfoliation of the clay platelets, that is, separated platelets dispersed individually in the TPS matrix. According to Delhom et al.,
9
the lack of a diffraction peak for the one specific composite with clay is a good indication that this composite is a true nanocomposite with the polymer intercalated with the exfoliated clay nanospecimens.
(a) X-Ray diffraction (XRD) patterns of the laponite RDS, thermoplastic starch (TPS), and TPS–laponite RDS nanocomposites and (b) XRD patterns expanded in the 2θ = 3–12° region showing the nanodispersion/exfoliation of the clay platelets.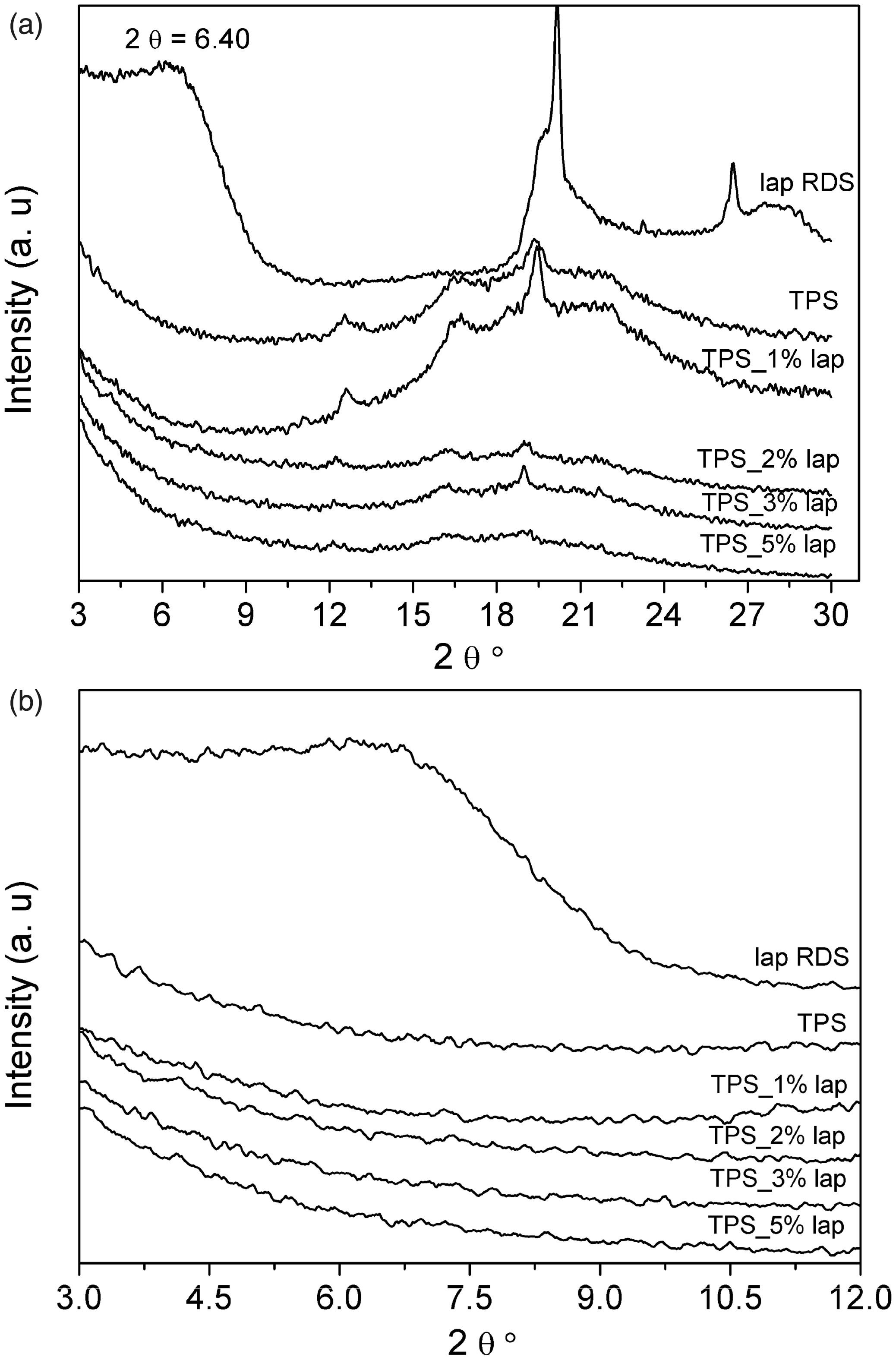
Morphologic investigation by FE-SEM
Figure 3(a) and (b) show FE-SEM micrographs of TPS and TPS–laponite RDS nanocomposites containing 2% laponite. A homogeneous surface is observed forboth figures, indicating that the starch granules were completely disrupted and the laponite was well dispersed in the polymer matrix. All TPS–laponite nanocomposites presented similar morphologies so their micrographs are not shown. Similar behavior was observed in the laponite RD dispersed into biodegradable starch described by Chung et al.
18
In addition, there was no phase separation between laponite–TPS specimens, and no clay aggregation can be seen even at higher magnifications (see Figure 3(c)), which is a strong indication of good interaction, compatibility, and miscibility between them and confirms well-dispersed nanocomposites.
Scanning electron microscope (SEM) micrographs of the fractured surface: (a) thermoplastic starch (TPS) and (b-c) TPS–laponite RDS nanocomposites containing 2 wt% laponite at two different magnifications.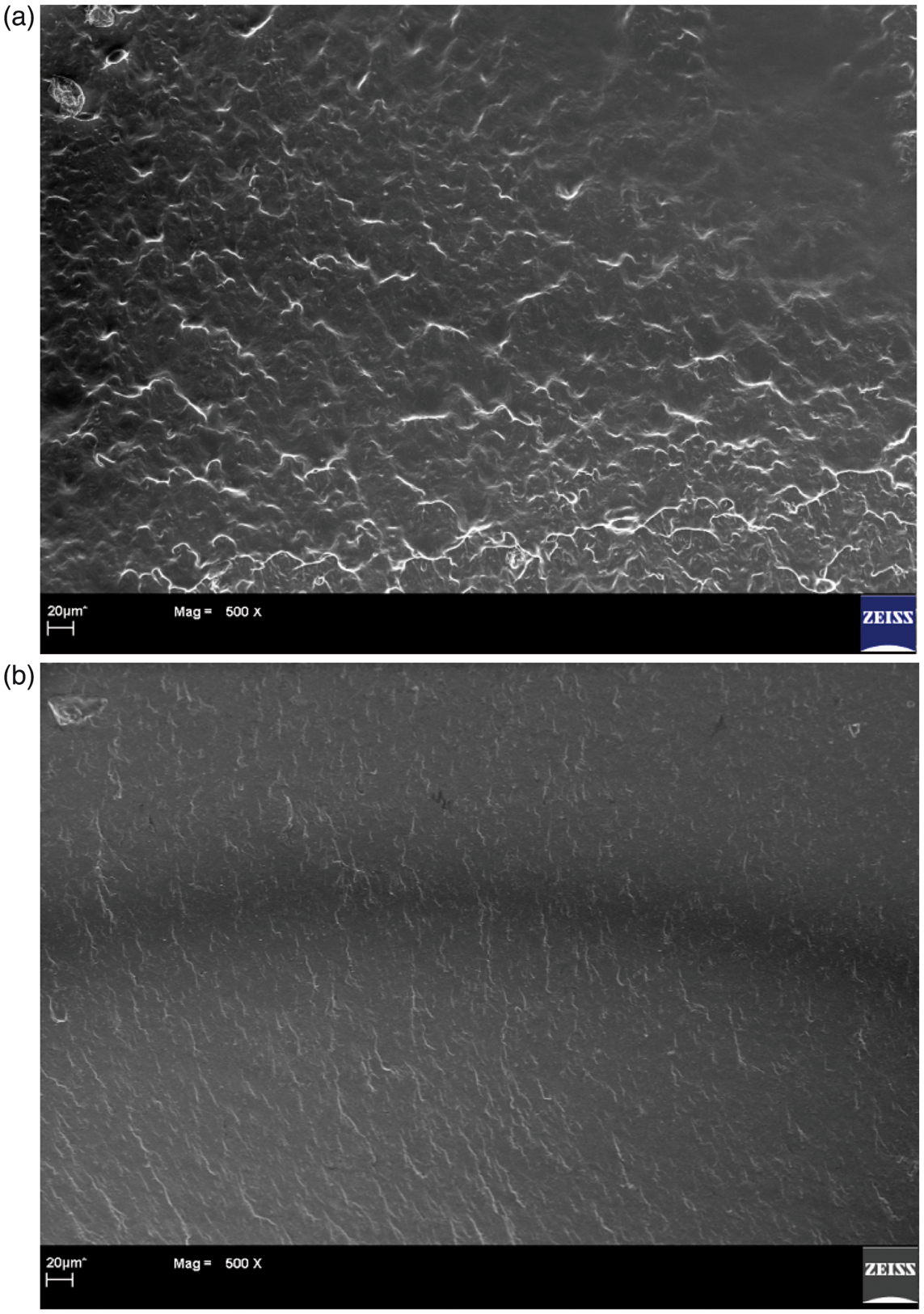
Thermal degradation investigation by TGA
Thermal stability parameters of TPS and TPS–laponite RDS nanocomposites obtained from TGA technique.
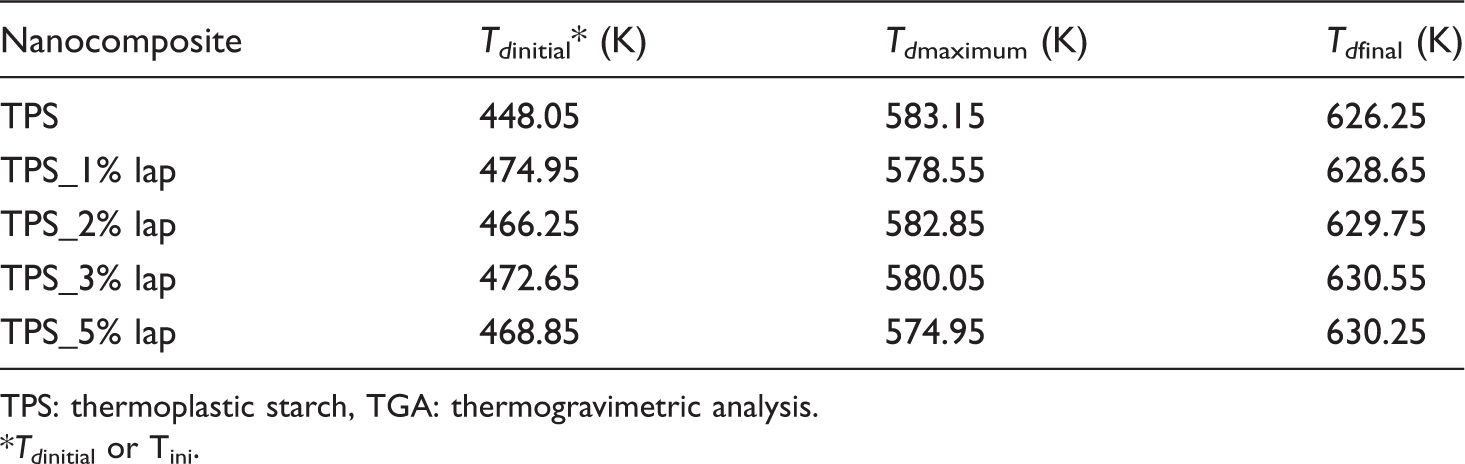
TPS: thermoplastic starch, TGA: thermogravimetric analysis.
*Tdinitial or Tini.
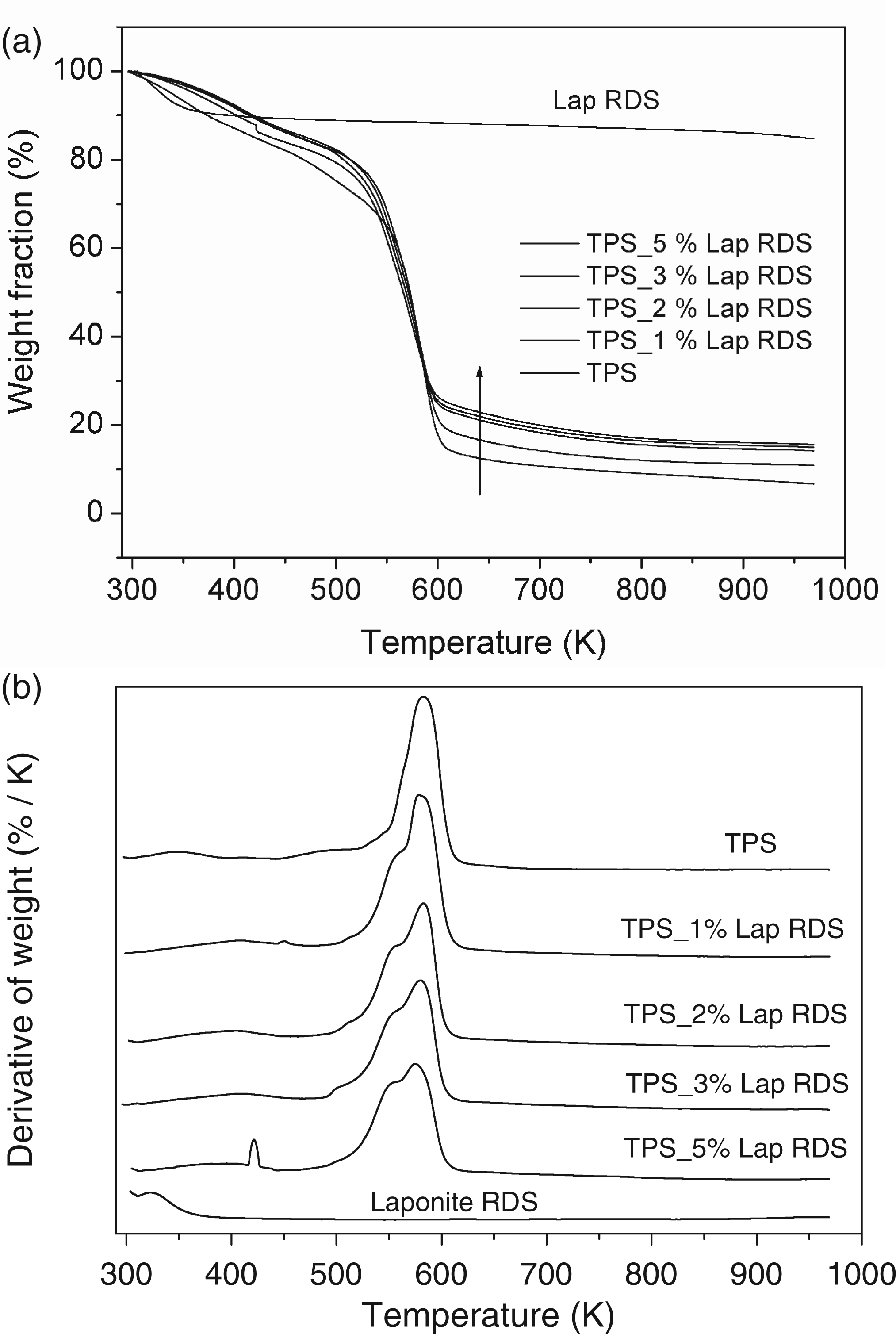
(a) Thermogravimetric analysis (TGA) and (b) derivative thermogravimetric (DTG) curves of thermoplastic starch (TPS) and TPS–laponite RDS nanocomposites prepared at different laponite RDS contents (1–5 wt%).
The decomposition activation energies (Et) of the TPS and nanocomposites were calculated from TGA curves by the integral method adapted from Horowitz et al.
22
as shown in Equation (1):
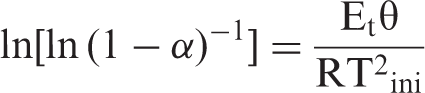
Figure 5 shows the plots of ln [ln (1 – α)–1] versus θ, and Et can be calculated using the slope. The Et values were 10.60; 11.50; 11.03; 11.42; and 9.49 kJ/mol for nanocomposites prepared with 0; 1; 2; 3; and 5 wt% laponite RDS. The increase in the laponite RDS content caused an increased in Et values, which confirms the improvement in the thermal stability of the TPS matrix up to 3% laponite. Despite of their high initial decomposition temperature (Table 1), the TPS 5% lap had Et values lower than TPS. Probably, the decrease in Et is related to the low dependence between ln [ln(1 – α)–1] and θ, indicated by the low slope showed in Figure 5.
Plots of ln [ln (1 – α)–1)] versus θ for the determination of Et.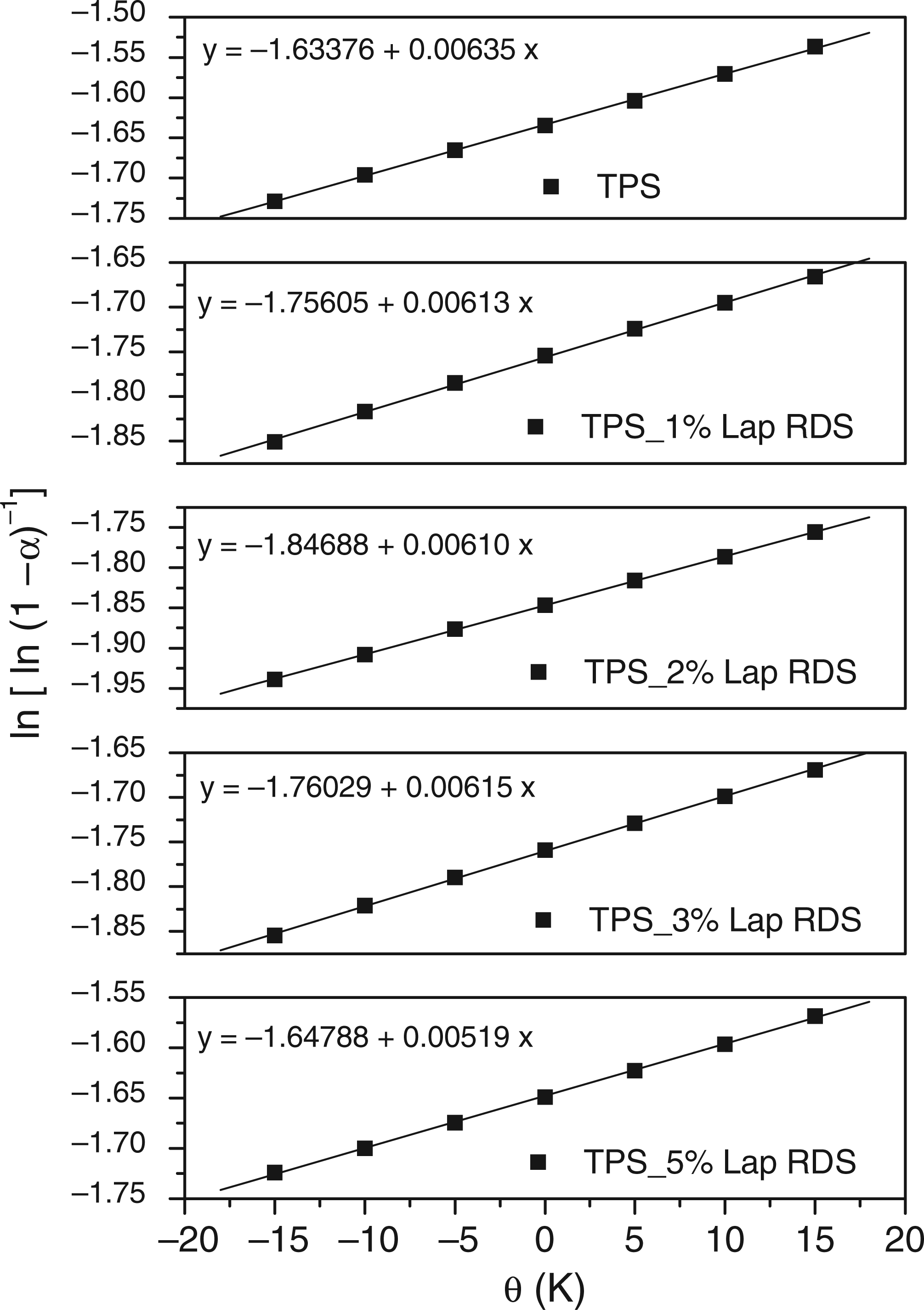
Mechanical properties
Mechanical properties of TPS and TPS–laponite RDS nanocomposites obtained from tensile tests.
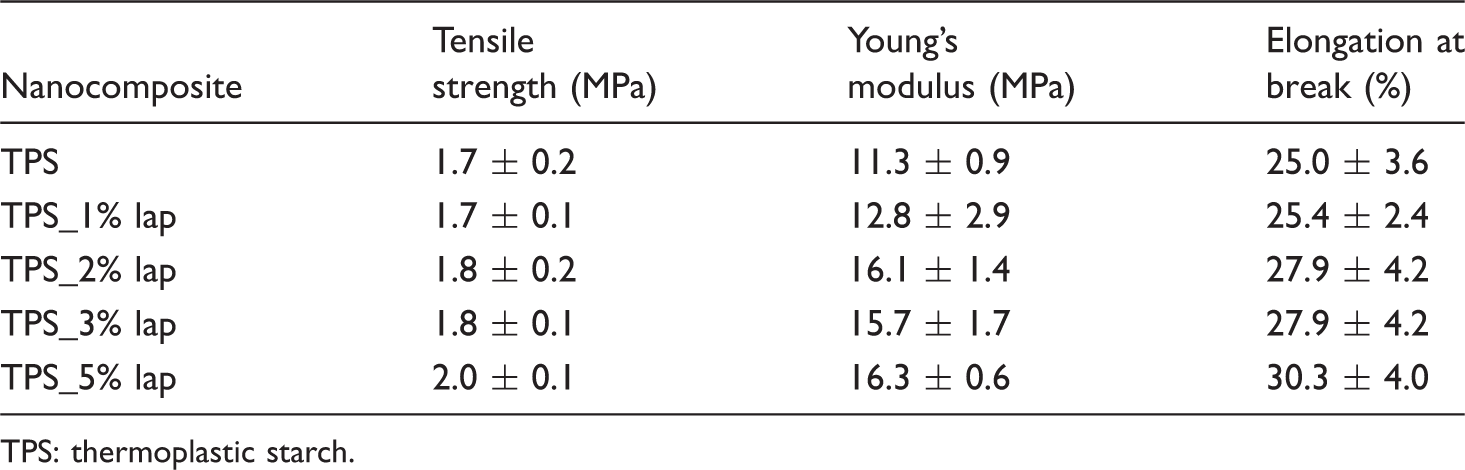
TPS: thermoplastic starch.
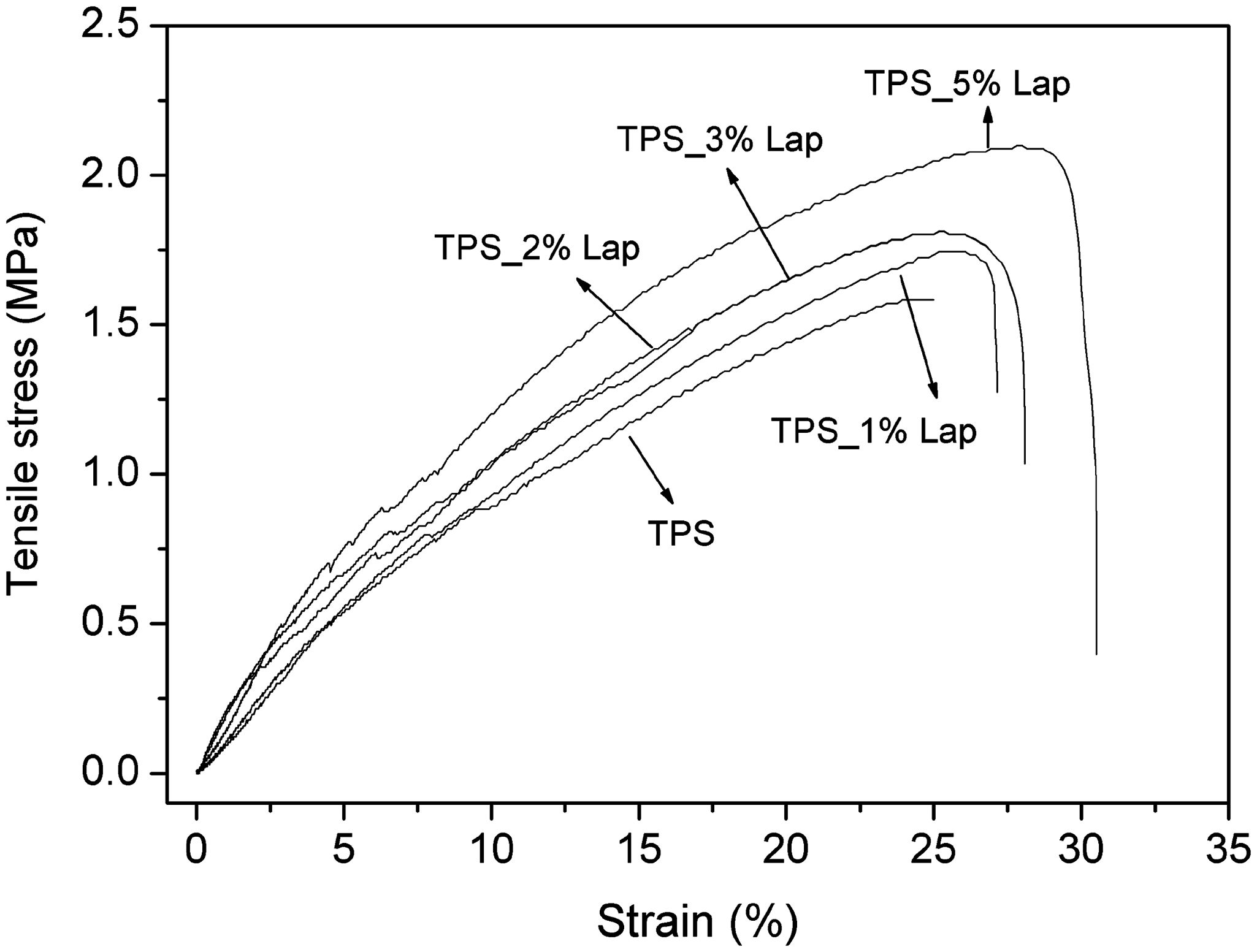
The stress–strain curves for thermoplastic starch (TPS) and TPS–laponite RDS nanocomposites prepared at different laponite contents (1–5 wt%).
Although mechanical properties improve with the addition of laponite into the TPS matrix, the effect on elongation at the break was not significant (average values around 30%). This is an indicative that the TPS and TPS nanocomposites had practically the same flexibility; a very important key in the industrial field (mainly in packaging applications). In addition, several authors related the diminishing of the elongation at the break of the polymeric nanocomposites with the addition of inorganic clay,23,24 which may restrict their industrial application.
Conclusions
It was possible to obtain TPS and TPS–laponite RDS nanocomposites through a simple procedure involving the combination of intercalation from solution and melt-processing preparation methods. In XRD spectra of the nanocomposites, no diffraction peaks between 2θ = 3–12° (corresponding to the laponite RDS diffraction peak) were observed, indicating a good nanodispersion and intercalation of the clay platelets. In addition, this result is a good indication that the TPS–laponite RDS composite is a true nanocomposite with the polymer intercalated with the exfoliated clay nanospecimens.
The presence of laponite RDS improved the thermal stability and mechanical properties of the TPS matrix due to the reinforcement effect of the laponite maximized by a high interaction with the TPS matrix. As a consequence, the Young’s modulus varied from 11.3 ± 0.9 to 16.3 ± 0.6 MPa, when the laponite RDS amount was increased from 0 to 5 wt%. These results indicate that TPS–laponite RDS nanocomposites with a good degree of exfoliation have great potential for industrial applications (more specifically in the packaging field).
Footnotes
Funding
The authors are grateful to Instituto Nacional de Ciências dos Materiais em Nanotecnologia (INCTMN), National Council for Scientific and Technological Development (CNPq-Brazil), Foundation for Research Support of São Paulo (FAPESP), FINEP/MCT for their financial support and fellowships.