
Abstract
Nanocomposites based on polypropylene (PP) containing 5–15 wt% of nano-calcium carbonate (CaCO3) particles and 1–3 wt% of maleated PP as compatibilizer were prepared by melt compounding followed by injection molding. The crystallinity, shrinkage behavior and mechanical properties were characterized, and the morphology was studied using scanning electron microscopy. Inclusion of 5 wt% of nano-CaCO3 interfered with PP crystallization and lowered the thermal contraction. Incorporation of higher fraction of nano-CaCO3 (10 wt%) raised the effective ability to nucleate PP crystals and hence increased the crystallization and shrinkage rates. The presence of 10 wt% CaCO3 nanoparticles raised the impact strength and elongation at break to as high as 77.4% and 115%, respectively, when compared with pure PP. A trend of CaCO3 particles agglomeration was observed at 15 wt% loading that led to the reduction in crystallinity and elongation at break.
Introduction
The quality of plastic molded parts depends upon the compositions of processing raw materials, parts and molds design specifications and the processing conditions. By appropriate incorporation of additives into a polymer matrix, it is possible to achieve the desired characteristics in the molded parts. Polypropylene (PP) is a semicrystalline thermoplastic and is widely used for general applications. PP possesses the advantages of processing ease, very resistant to moisture absorption and good chemical resistance to solvents. However, its applications as an engineering thermoplastic are limited due to its high shrinkage rate and relatively poor impact resistance at room or low temperatures. 1
Recent developments in fillers and reinforcements technology have made it possible to enhance the properties and applications of PP. In formulating different compositions of materials, it is essential to bring into account the cost effectiveness, adding value, ease of processing and wide range of applications. Types, shapes, concentrations and dimensional conditions of fillers and reinforcements may directly affect the processing ease, parts dimensional conditions, mechanical, thermal and tribological properties. Plate-like and layered particles may lead to poor impact strength. 2 –4 The reduction in the impact strength could be attributed to the immobilization of the macromolecular chains induced by the platelets, which limits polymer ability to adapt to the deformation and makes the material more brittle. In addition, the tiny platelets may be the sites of stress concentration and could act as microcrack initiators. 4 Micron-sized spherical fillers such as calcium carbonate (CaCO3) have marginal influence on the impact resistance. 2 While nanosized CaCO3 may act as a nucleating agent 5 and impact modifier 6 in a polymer matrix, the presence of nano-CaCO3 may possibly facilitate the mobilization of macromolecular chains and improve the ability of matrix polymer to adapt to deformation and hence to increase the ductility and impact strength of composites. The nanoparticles may also initiate microvoid formations, which locally deform the matrix surrounding the particles and initiate mass plastic deformation and, in consequence, increase the toughness and impact energy. 7 Stiffness or Young’s modulus can be readily improved by adding either micro- or nanoparticles, since rigid inorganic particles generally have a much higher stiffness than polymer matrices. However, strength strongly depends on the stress transfer between the particles and the matrix. For well-bonded particles, the applied stress can be effectively transferred to the particles from the matrix; this clearly improves the strength. 8 Due to its nonpolar chemical structure, PP interacts poorly with the typically polar fillers such as CaCO3, and optimum dispersion is normally difficult to achieve. Compatibilizers are frequently used to improve the interfacial adhesion between CaCO3 and PP in order to gain the envisaged enhancement in mechanical properties. 9 Bifunctional molecules such as maleic anhydride-grafted PP (PPMA) are commonly used as compatibilizers for PP and CaCO3. 10
The crystallographic morphology of PP matrix can be noticeably altered by the presence of nano-CaCO3 because of its nucleating effect. 11,12 The CaCO3 nanoparticles affect the crystallization of PP in two ways: by serving as heterogeneous nucleation sites and also by reducing the spherulitic growth rate due to blocking of the diffusion of polymer chains. Heterogeneous nucleation is, however, the dominating step controlling the crystallization rate of the PP/CaCO3 nanocomposite blends. 11
Besides crystallinity and mechanical properties, thermal contraction of molded samples may also be influenced by different concentrations of the nano-CaCO3 in PP matrix. Estimating shrinkage is an important task in molding industry in order to cut the molds to the correct dimensions. The objective of this research is to determine shrinkage behavior, mechanical performances and their correlations with crystallinity in PP/CaCO3 nanocomposites. In this research, PP/CaCO3 nanocomposites of different compositions were prepared by melt compounding followed by injection molding. Tensile, flexural and impact properties were examined to ascertain the influence of nano-CaCO3 on the mechanical performances. Dimensional conditions of tensile samples were characterized in order to determine the effect of nano-CaCO3 inclusion on the shrinkage rates. Crystallization and melting data of PP/CaCO3 nanocomposites examined using differential scanning calorimetry (DSC) and morphology was studied by scanning electron microscopy (SEM) observation.
Experimental
Materials
PP (homopolymer grade, PP500P, SABIC) with a melt flow rate of 3.1 (2.16 kg at 230°C) and density of 905 kg/m3 was used as matrix resin. Nanosized synthetic ultrafine surface-treated precipitated CaCO3 (Socal 312, Solvay, France) with mean particle diameter of 70 nm utilized as filler phase. PPMA compatibilizer (Priex 20097, Solvay, France) with a maleic anhydride content of 0.05 wt% and melt flow index (MFI) of 15 (2.16 kg at 230°C) was employed to promote the interfacial interaction between nano-CaCO3 and PP.
Preparation of nanocomposites
The neat PP and PPMA were dried in a vacuum oven at 80°C for 6 h. Melt extrusion technique was applied to produce different compositions of PP/CaCO3/PPMA with the weight ratios of 100/0/0, 94/5/1, 88/10/2 and 82/15/3. Melt extrusion mixing was performed by a ZSK-25 (Coperion Werner Pfliederer-Germany) corotating twin-screw extruder (D = 25 mm, L/D = 40) with a barrel temperature profile ranging from 160°C near the hopper to 200°C at the die and a screw speed of 400 r/min. Molded samples utilized throughout the experimentations comprised standard tensile (ASTM D-638), flexural (ASTM D-790) and impact (ASTM D-256) specimens. An advanced microprocessor control injection molding machine (Poolad-110/380, Iran) with clamping force capacity of 110 tones and shot size capacity of 268 g was employed to produce corresponding samples. The reciprocating screw diameter was equal to 45 mm and the ratio of screw length to diameter was 20. The nozzle and mold temperatures were set at 180 and 40°C, respectively.
Characterization of nanocomposites
Crystallization and melting data
The melting enthalpy and crystallinity of PP/CaCO3 nanocomposites were examined using DSC (Netzsch DSC 200 F3, Maia, Germany). Nitrogen gas with a flow rate of 50 ml/min was purged through the cell during all measurements. The samples weight was about 9.2–9.3 mg, and for each test, the sample was first heated to 200°C at 10°C/min and then annealed for 1 min to ensure an identical thermal history. The specimen was subsequently cooled down to room temperature at a cooling rate of 10°C/min for data collection. In the second heating scan, PP/CaCO3 nanocomposite samples were heated from 20 to 200°C at a scanning rate of 10°C/min. The peak temperature of second heating scan was taken as melting temperature of polymer and the peak area was used to determine the melting enthalpy and crystallization rate.
Dimensional conditions
Standard tensile specimens (ASTM D-638) of PP with different contents of nano-CaCO3 were molded and employed to analyze the dimensional conditions and shrinkage rates along and across the flow directions. The reference dimensions of matching cavity including cavity length and width were equal to the 165.83 and 19.10 mm, respectively. The molded parts reference dimensions including parts length and width were measured with 0.01 mm accuracy after passing 2 weeks of molding. The differences of cavity dimensions and molded parts dimensions were considered as shrinkage values. For each compound, five samples were tested and the mean values were taken into account.
Mechanical properties
Tensile, flexural and impact tests were performed in order to analyze the effect of adding nano-CaCO3 particles on the mechanical performances of PP/CaCO3 nanocomposites. For each compound, five samples were tested and the mean values were considered. Tensile testing was carried out according to ASTM D-638 using a computerized universal testing machine (TIFR010THA50, Zwick, Germany) at an extension rate of 50 mm/min. Izod impact testing was performed in accordance with ASTM D-256 using a pendulum impact tester (GT-7045-I, Gotech, Germany). The three-point bend flexural test was conducted conforming to the ASTM D-790 using a universal testing machine (GT-7010A2, Gotech, Germany) at a deflection rate of 10 mm/min.
Scanning electron microscopy
The SEM (Tescan, VegaII, Czech Republic) was employed to observe the dispersion of nano-CaCO3 particles in PP matrix in the fracture sections of impact specimens. Prior to SEM observations, the samples were made conductive by gold sputtering.
Results and discussions
Melt flow rate
Figure 1 indicates the melt flow rates (2.16 kg at 230°C) of different compounds of PP/nano-CaCO3 with respect to the nano-CaCO3 contents. Inclusion of nano-CaCO3 raised the melt flow rate as high as 77%. According to Xie et al., spherical nanoparticles have rolling effect and serve as ball bearings, reducing the interlayer interaction of melts. 13 The increment in MFI rate may facilitate the injection molding of thin-walled parts.
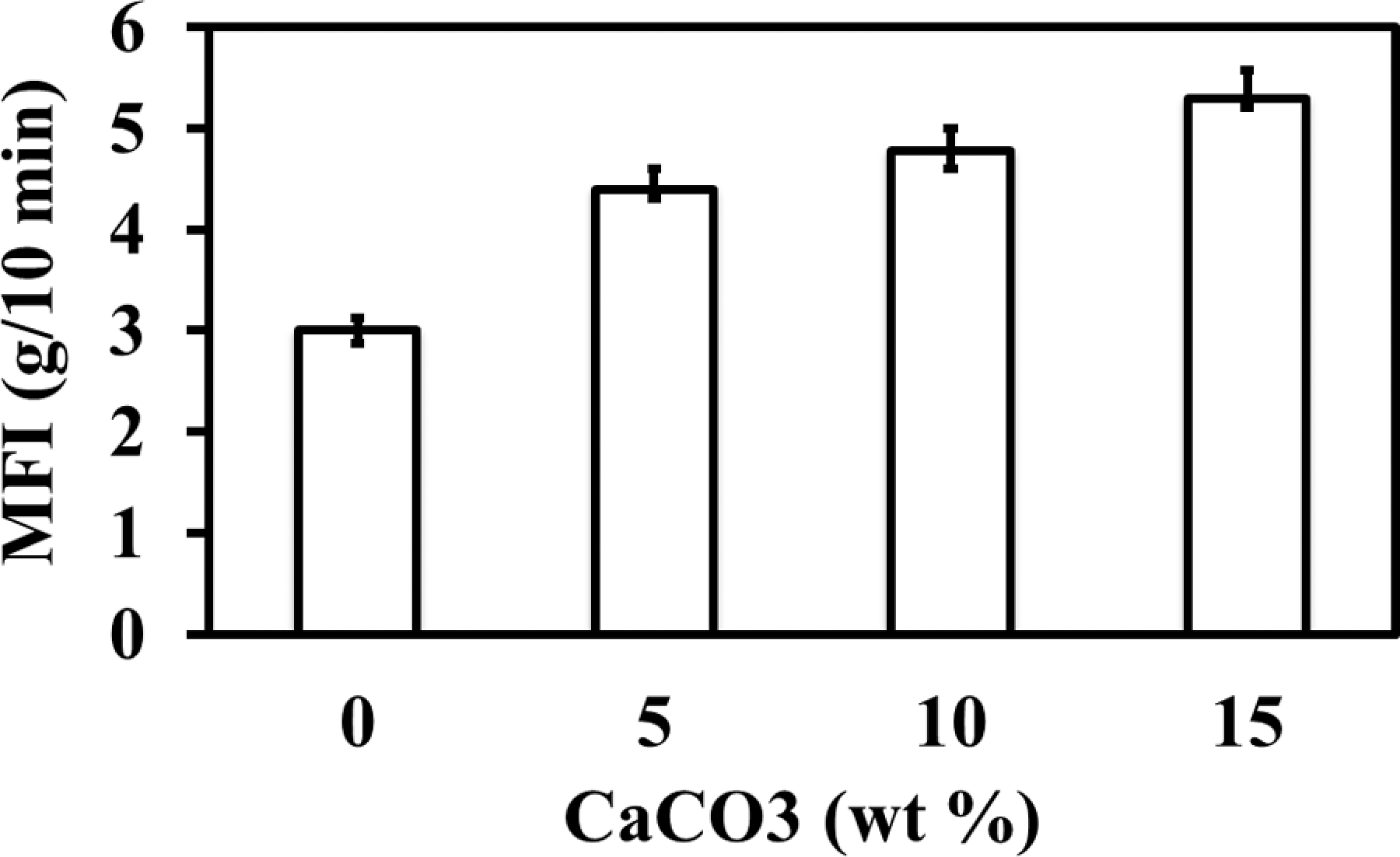
Melt flow rate versus nano-CaCO3 contents. CaCO3: calcium carbonate.
Crystallization and melting data analysis
The results of DSC tests are indicated in Table 1. The DSC thermoanalytical curves of PP and PP/CaCO3 nanocomposites are depicted in Figures 2 and 3. Addition of nanoparticles slightly affected the melt and crystallization temperatures. DSC curves demonstrated the presence of a small amount of β-phase PP after addition of 10 and 15 wt% of nano-CaCO3. As indicated in Table 1, the degree of crystallization was dependent on the nanoparticles concentration. The presence of 5 wt% of nano-CaCO3 in PP matrix, interfered with crystallization process and hence reduced the crystallinity of PP as much as 2.33%. This can be related to the interference of nanoparticles against mobility of polymer macromolecules during the crystallization process and crystal growth of PP matrix. 14 In addition, the surface modifier of nanoparticles, that is stearic acid, can block or destroy nucleation centers of PP matrix, causing a delay in crystallization rate. As the original nucleation centers in PP are mainly polymerization catalysts, they might be partially dissolved by the fatty acid coating of CaCO3 nanopowders, lowering the crystallization rate of PP. 5 Incorporation of higher fraction (10 wt%) of nano-CaCO3 raised the effective ability to nucleate PP crystals and hence increased the crystallization rate. Nano-CaCO3 has nucleating effect and can lead to the increment in crystallization rate in the PP matrix. 6,15 Crystallization rate was declined by adding 15 wt% of nano-CaCO3. This result may be related to the higher tendency of nano-CaCO3 agglomeration in corresponding compound. Aggregation of nanoparticles may reduce their efficiency as nucleant, due to a decrease in specific surface area. 5
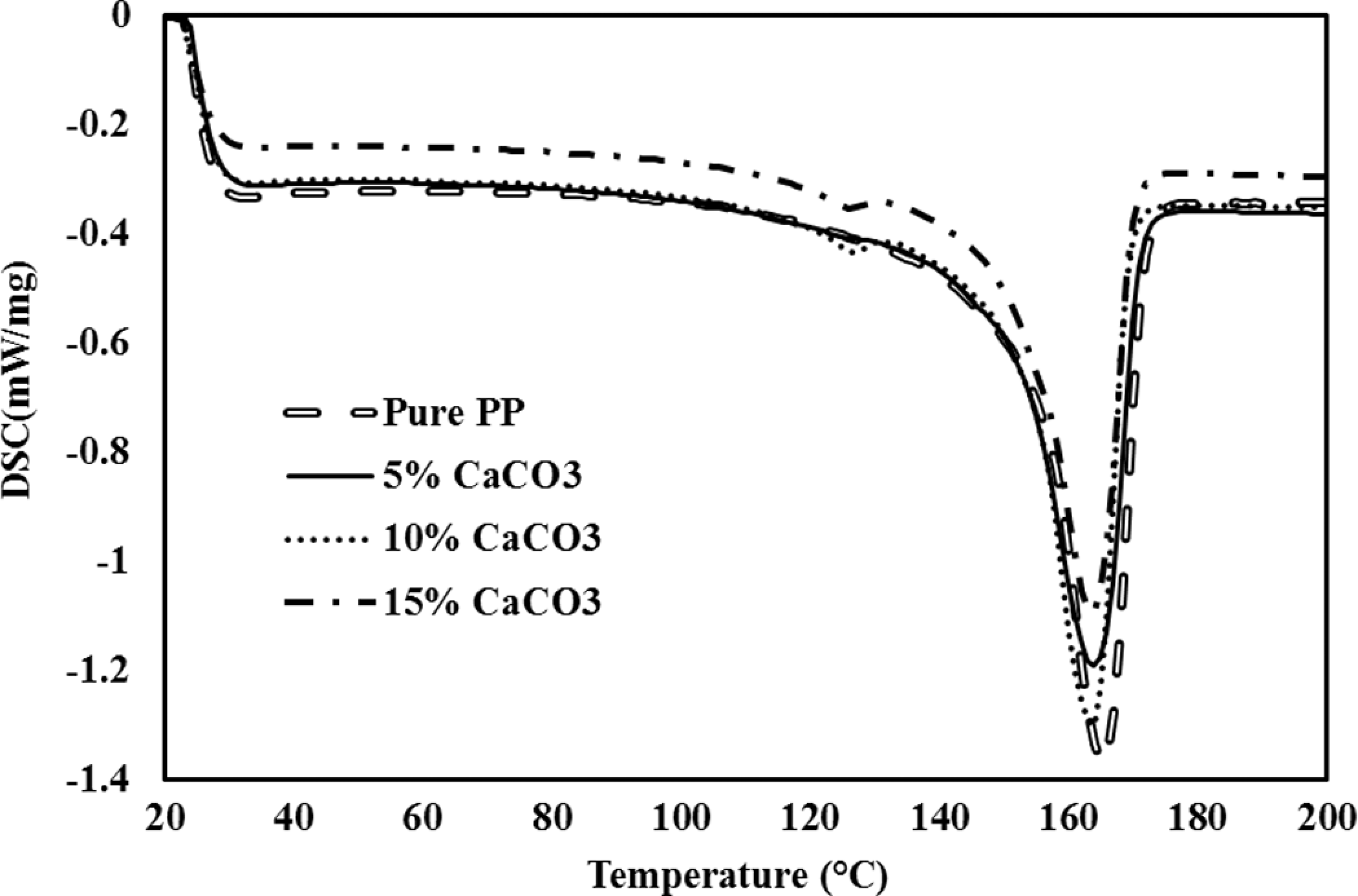
Melting curves for pure PP and PP/CaCO3 nanocomposites. PP: polypropylene; CaCO3: calcium carbonate.
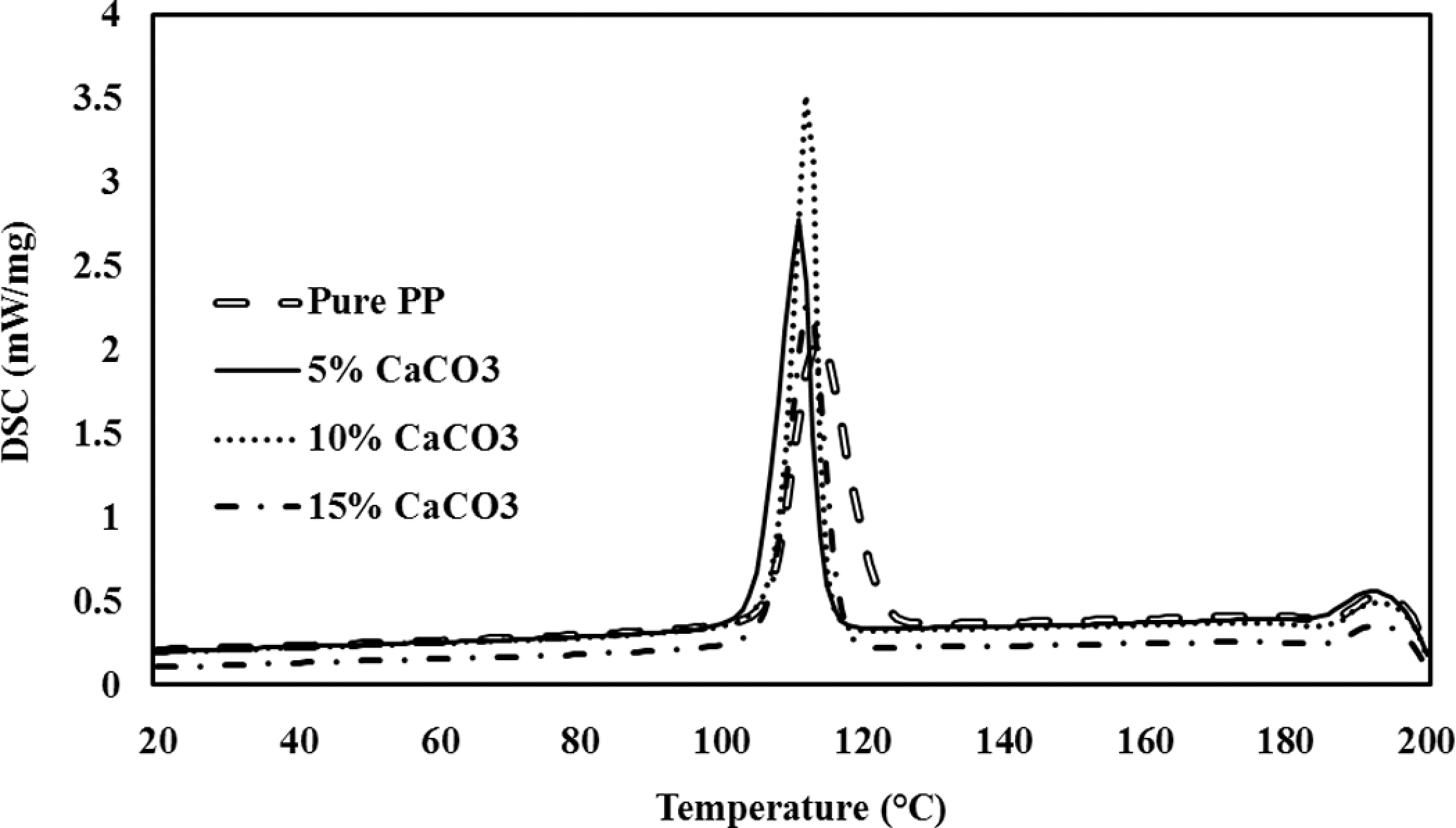
Cooling curves for pure PP and PP/CaCO3 nanocomposites. PP: polypropylene; CaCO3: calcium carbonate.
The results of DSC tests for PP and its nanocomposites (the standard heat of crystallization is taken to be 207 J/g).
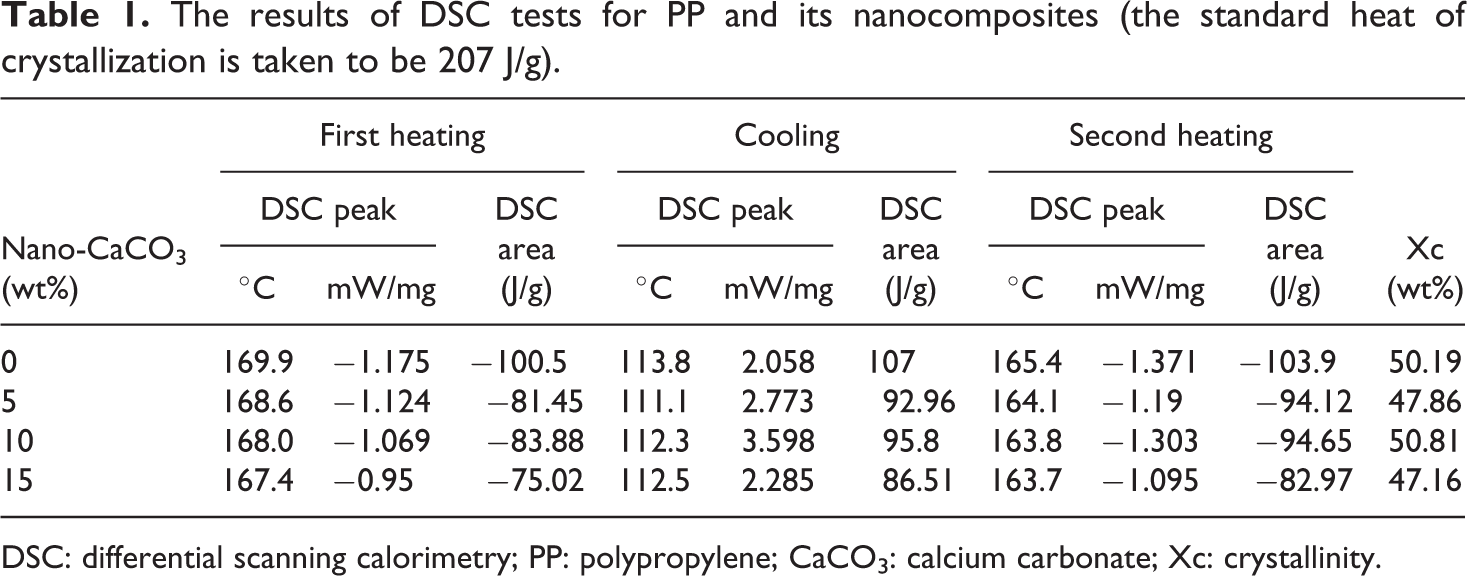
DSC: differential scanning calorimetry; PP: polypropylene; CaCO3: calcium carbonate; Xc: crystallinity.
Morphology
Figure 4 shows the SEM of neat PP, and Figure 5 indicates the presence and distribution of 5 and 15 wt% of nano-CaCO3 in PP matrix, in the cross-sections of impact test samples. Higher concentration of nano-CaCO3 particles is observed in the PP matrix with higher content (15 wt%) of nano-CaCO3. Due to the surface modification of nano-CaCO3 and application of PPMA compatibilizer, relatively good dispersions of nanofillers were achieved. According to Figure 5(b), more tendency to agglomerate is observed at 15 wt% loading of nano-CaCO3.
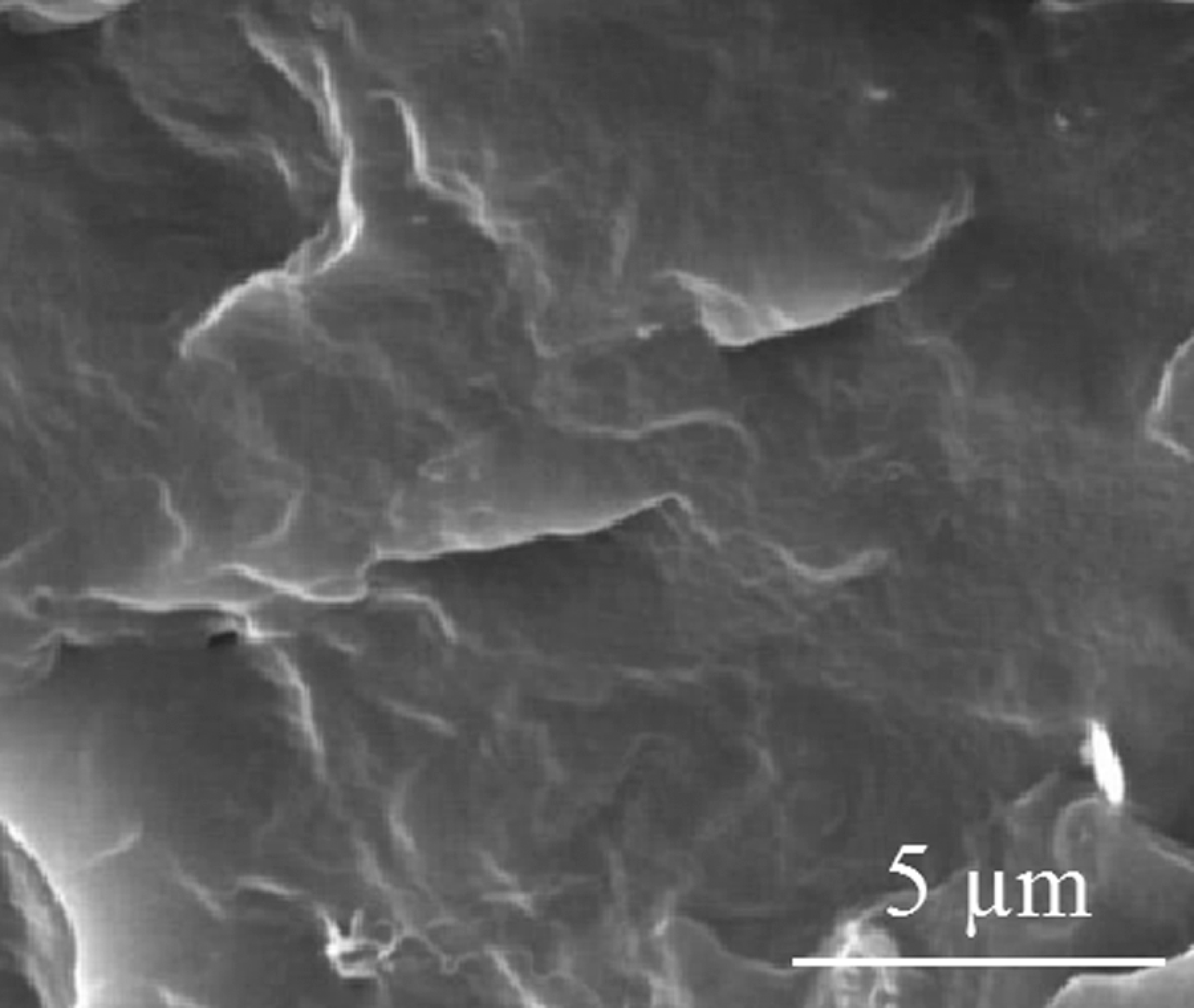
SEM of pure PP. SEM: scanning electron microscopy; PP: polypropylene.
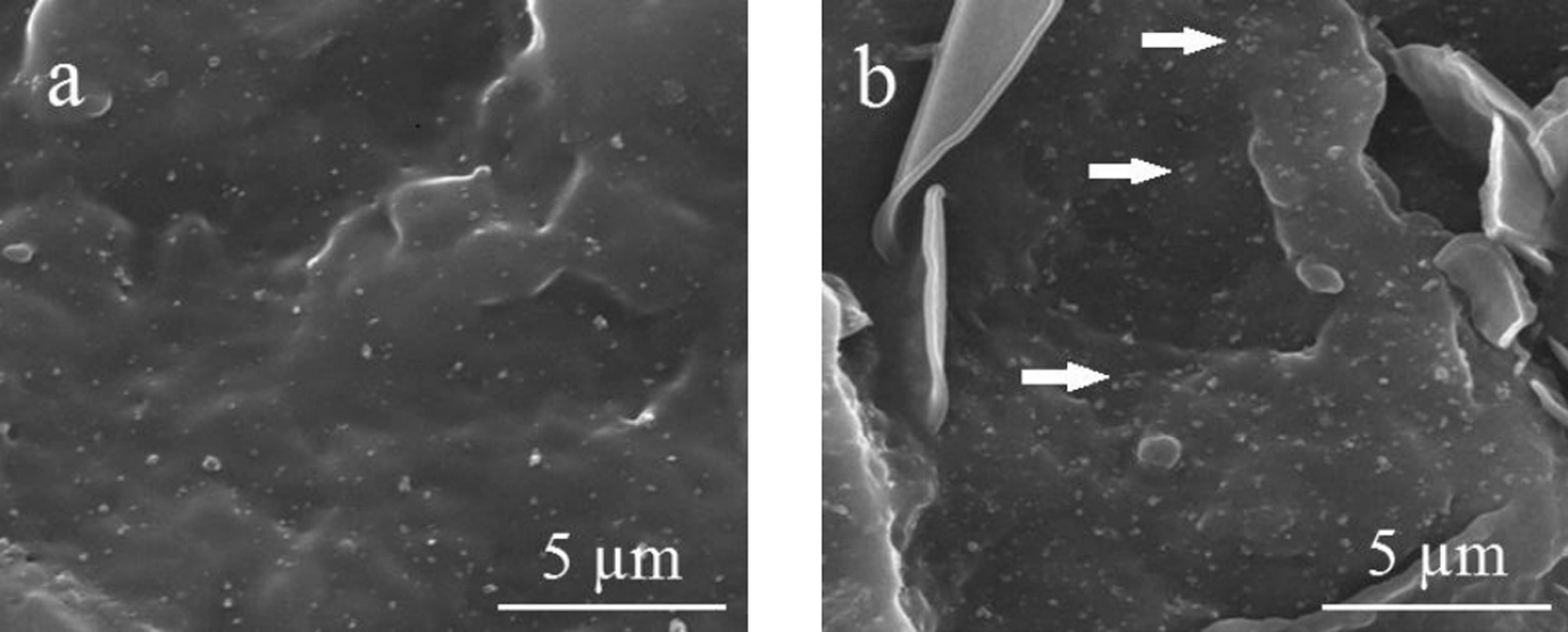
SEM of PP/nano-CaCO3 at two loadings of (a) 5 and (b) 15 wt% of nano-CaCO3. SEM: scanning electron microscopy; PP: polypropylene; CaCO3: calcium carbonate.
Shrinkage behavior
Table 2 indicates the shrinkage rates, along and across the flow directions, of molded parts, with respect to the amount of nano-CaCO3 content. The neat PP possessed the highest shrinkage rate. The inclusion of nano-CaCO3 affected the nanocomposites thermal contraction because of the difference of thermal contractions of nano-CaCO3 and PP, the physical interfacial interaction of nano-CaCO3 and PP matrix as well as the nanoparticles influence on the PP crystallization. The molded samples with a concentration of 5 wt% nano-CaCO3 possessed the lowest shrinkage along and across the flow directions. Three factors comprising reduction in crystallinity, filling effect of nano-CaCO3 particles, along with PP-nanoparticles interaction led to the decrease in thermal contraction of corresponding nanocomposite when compared with pure PP. Addition of higher values of nano-CaCO3 (10 wt%) to the PP, elevated the shrinkage rates as a result of crystallinity increment. Aggregation of nanoparticles in nanocomposite containing 15 wt% of nano-CaCO3 had counteracting effects on the shrinkage. It reduced nanoparticles efficiency as nucleating agents leading to the reduction in crystallinity and shrinkage. On the other hand, it reduced the specific surface area of nanoparticles and declined the physical interfacial interaction between nanoparticles and PP matrix, and in consequence, it had a raising effect on shrinkage as well. Addition of 10 wt% of nano-CaCO3 to the PP, slightly increased the tendency of nonisotropic thermal contraction along and across the flow directions. This can possibly be related to the increment in PP crystallinity because of higher loading of nano-CaCO3 particles, nonisotropic and/or defective crystal growth of PP matrix in corresponding compound.
Effect of nano-CaCO3 concentration on the shrinkage of PP/CaCO3 nanocomposites.
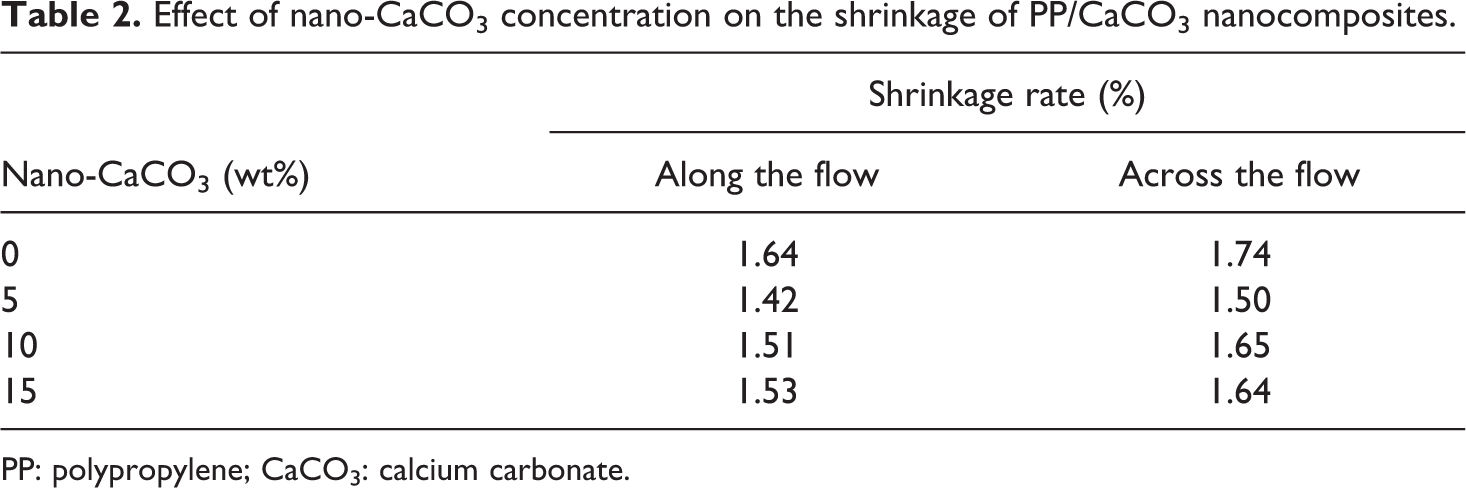
PP: polypropylene; CaCO3: calcium carbonate.
Mechanical properties
The mechanical tests results of various compounds of PP/nano-CaCO3 are indicated in Table 3. The results of tensile tests revealed that the inclusion of nano-CaCO3 slightly increased modulus and decreased tensile strength, and significantly increased the elongation at break. Addition of rigid particles to a polymer matrix can easily improve the modulus since the rigidity of inorganic fillers is generally much higher than that of organic polymers. 8 The slight reduction in tensile strength may be attributed to the weakly bonded nanoparticles, which promote matrix yielding. 1,7 The maximum value of elongation at break was achieved by adding 10 wt% of nanoparticles, which was 115% greater than pure PP. As mentioned earlier, DSC results indicated the formation of β-phase PP after introduction of 10 wt% of nano-CaCO3. The reduction in spherulite size leads to the disappearance of sharp interfaces among spherulites and hence favors the increase in elongation at break for the PP/CaCO3 nanocomposites. 12 Xie et al. reported that the increases in elongation at break can be attributed to ellipsoidal voids formation in the matrix surrounding the particles, allowing ductile pull out. 13 At high fraction of nano-CaCO3 (15 wt%), the elongation at break was declined. This result is consistent with the morphology of corresponding compound, which shows agglomeration sites of nanoparticles in the PP matrix as presented in Figure 5(b).
The results of mechanical characterizations.
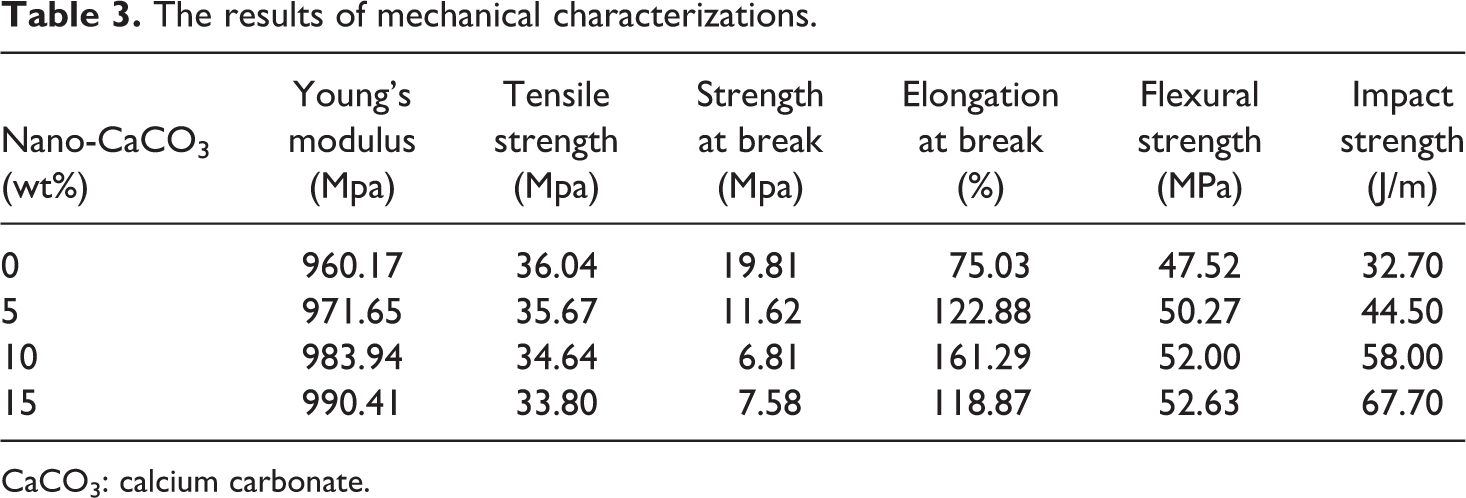
CaCO3: calcium carbonate.
The incorporation of nano-CaCO3 slightly raised the flexural strength in PP/nano-CaCO3 compounds. Addition of nano-CaCO3 elevated the impact strength significantly (Table 3). This may be explained by the fact that the presence of nano-CaCO3 in the PP matrix lead to a more uniform distribution of impact energy. 12 Kemal et al. reported that the raise of toughness and impact energy may be attributed to enhanced microvoid formations initiated by nanoparticles, which locally deform the matrix surrounding the particles and initiate mass plastic deformation. 7 Additionally, the presence of nano-CaCO3 may reduce the spherulite size and hence may alter the impact strength; 16 this can be supported by DSC curves (Figure 2), which indicate the presence of β-phases in PP after addition of 10 and 15 wt% of nano-CaCO3.
The results of mechanical experimentations revealed that the shortcoming of PP in terms of impact resistance might be overcome by incorporating nano-CaCO3 particles into the PP. The mechanical performances of PP/CaCO3 nanocomposites obtained in this research and that of PP/layered silicate nanocomposites, which have been previously reported, were compared. Due to the complexity and diversity, which exist in preparation of PP/layered silicate nanocomposites, various approaches have been examined and different results in terms of mechanical performances have been reported. According to Pavlidou and Papaspyrides, 3 incorporation of clay nanoparticles into semicrystalline thermoplastics usually results in toughness reduction, whatever the exfoliation process used. Several researchers indicated that while the stiffness increased with clay content, the tensile and impact strength of PP/clay nanocomposites were almost constant. 17 –19 In contrast, however, considerable impact property achieved, as reported, by improving PP–clay compatibility and dispersion condition of modified nanoclays within the PP matrix. 20,21
Conclusions
In this study, the influences of nano-CaCO3 on the melting, crystallinity, shrinkage and mechanical properties of PP/nano-CaCO3 nanocomposites were experimentally investigated. Inclusion of nano-CaCO3 raised the melt flow rate as high as 77%. Addition of nanoparticles slightly affected the melt and crystallization temperatures. The presence of 5 wt% of nano-CaCO3 in PP matrix, interfered with crystallization process and hence reduced the crystallinity of PP as much as 2.33%. DSC curves demonstrated the presence of a small amount of β-phase PP after addition of 10 and 15 wt% of nano-CaCO3. The molded samples with concentration of 5 wt% of nano-CaCO3 possessed the lowest shrinkage. Introduction of higher amount of nano-CaCO3 (10 wt%) to the PP elevated the shrinkage rate as a result of crystallinity promotion. The results of mechanical tests revealed that the inclusion of 10 wt% nano-CaCO3 slightly increased modulus and decreased tensile strength, but increased the elongation at break and impact strength as high as 115 and 77.4%, respectively. The increments in elongation at break and impact strength were attributed to the more uniform distribution of load and impact energy, the formation of β-phase PP and the enhanced microvoid formations initiated by nano-CaCO3 particles. At high fraction of nano-CaCO3 (15 wt%), the crystallinity and elongation at break were declined because of particles agglomeration.
Footnotes
Acknowledgments
The authors thank M Shadmehr (Ida Plastics Inc., Iran) and M Fatehi (Iran Polymer Research Center) for their support.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.