
Abstract
Palm kernel shell (PKS)-filled low-density polyethylene (LDPE) composites was studied. The polyethylene co-acrylic acid (PEAA) was used as compatibilizer. The tensile properties, thermal analysis, water absorption, and morphology of LDPE/PKS composites were investigated. The results show that increasing of PKS loading have decreased the tensile strength and elongation at break but Young's modulus and water absorption of composites increased. The higher tensile properties (such as tensile strength and Young's modulus) and lower water absorption with addition of compatibilizer was due to the improvement in the filler-matrix interaction and adhesion of composites as evidence from scanning electron microscopy studies. The presence of PEAA also increased the crystallinity of LDPE/PKS composites.
Introduction
Growing environmental awareness has resulted in renewed interest in the use of natural material for different application. Considering the serious environmental problems caused by the growing consumption of synthetic polymers, it is potentiated to minimize the use of the synthetic polymers derived from petroleum and also to maximize the use of renewable resources. The considerable attention to the natural fibers has picked up momentum both in the literature and in the industry in recent years. Advantages of natural fibers over conventional reinforcement such as glass or carbon fibers are of lower cost, low density, low biodegradability, as well as high specific properties. Natural organic fibers from renewable natural resources often have the potential to act as a biodegradable reinforcing material alternative for the use of glass or carbon fiber and inorganic fillers.1–4
Low-density polyethylene (LDPE) is an important thermoplastic because of having a good combination of properties, such as fluidity, flexibility, transparency, and a glossy surface. LDPE is used as a food-packing material, sheet and film. 5 In general, the utilization of lignocellulosic material in the production of plastic composites is becoming more attractive, particularly for low-cost and high-volume applications. Lignocellulosic-derived filler possess several advantages compared to inorganic fillers, that is lower density, greater deformability, less abrasiveness to equipment, and lower cost. More importantly, lignocellulosic-based fillers are derived from a renewable resource, available in relative abundance, the potential of which has not been really tapped. Intrinsically, these fillers have a number of interesting mechanical and physical properties. Palm kernel shell (PKS) is one of the lignocellulosic biofibers derived from waste PKS. 6
However, in producing good lignocellulosic composites, the main obstacle to be resolved is the compatibility between the filler and matrix. The properties of the lignocellulosic composites are dominated by the interfacial interaction between the lignocellulosic filler and the polymer matrix. 7 Several comprehensive reviews about improvement in interfacial adhesion between cellulosic fillers and thermoplastics have been the focus of a large amount of research during the past two decades and have been published recently.8,9 Cellulosic fillers can be modified by physical and chemical methods. Among various ways of chemical modification for polyolefin/natural fiber composites,7,10–19 the functionalized polyolefins are most often tested because of their efficiency and commercial availability. In our previous study, we reported the effect of acrylic acid on tensile properties of PKS-filled LDPE composites. 20
This research was focused to study the effect of PKS content and polyethylene co-acrylic acid (PEAA) as a compatibilizer on the properties of PKS-filled LDPE composites. The addition of PEAA efficiently was improved by the fiber-matrix bonding due to the formation of covalent linkages and hydrogen bond between the acrylic acid and hydroxyl group of the PKS thus enhanced the compatibility and properties of LDPE/PKS composites.
Experimental
Materials
Properties of low-density polyethylene (LDPE).
Palm kernel shell. PKS was used as filler in LDPE. PKS was obtained from Malpom Industries Sdn.Bhd., Penang, Malaysia. PKS was dried in vacuum oven at 80°C for 24 h to remove moisture and later grinded to become powder. A Malvern particle size measurement used to measure average particle size of PKS was 63 µm.
Compatibilizer. PEAA was used as compatibilizer. The amount used was 3 php based on weight of LDPE. The composition of PEAA was 80 wt% polyethylene and 20 wt% acrylic acid. This PEAA was supplied by Aldrich Chemical Company Inc.
Methodology
Mixing process
Formulation of uncompatibilized and compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites with polyethylene co-acrylic acid (PEAA).
3 php from weight LDPE.
The 1 mm thickness sheet sample was prepared by molding process. This process was done by using compression molding machine model GT 7014 A – Gotech, Taiwan, with temperature 180°C and pressure 170 kg/cm2. The samples were preheated for 8 min. After 7 min of preheating, the samples were fully compressed for 5 min to produce a uniform flat surface. The samples are quickly cooled for 4 min. After compression molding, the samples were cut into dumbbell shapes by using Wallace Dumbbell Cutter, Gotech, Taiwan.
Measurement of mechanical properties
Measurement of tensile properties
Tensile test was carried out according to ASTM D-638 on an Instron 3366, USA. A cross-head speed of 50 mm/min was used and the test was performed at 25 ± 3°C. An average of five samples for each formulation was tested. Tensile strength, elongation at break, and Young's modulus were recorded and calculated by the instrument software.
Water absorption test. LDPE/PKS biocomposites sample of approximate dimensions (25 mm × 20 mm × 1 mm) were used for the measurement of water absorption according to ATM D570. The samples were dried at 80°C for 24 h and immersed in distilled water at room temperature until a constant weight was reached. The specimens were periodically taken out of the water, wiped with tissue paper to remove surface water, and weighed. At least three specimens for each sample were used. A Mettler balance type AX 200, Shimadzu, Japan, was used with precision of ±1 mg. The percentage of water absorption, (Mt), was calculated according to the following formula:
Wd = original dry weight
Wn = weight after immersed.
Morphology study
Studies of the morphology of tensile fracture surface of composites were carried out by using a scanning electron microscopy (SEM) model JOEL JSM-6460LA, Japan. The fracture ends of specimens were mounted on aluminium stubs and sputter-coated with a thin layer of paladium to avoid electrostatic charging during examination.
Differential scanning calorimetric
Thermal analysis measurements of selected systems were performed using a Perkin Elmer DSC-7 analyzer, USA. About 10–25 mg of the sample was heated from 20 to 250°C using a nitrogen air flow of 50 mL/min with a heating rate of 20°C/min. The melting and crystallization behavior of selected composites were also performed using a Perkin Elmer DSC-7. The crystallinity (Xcom) of composite was determined using the following relationship:

Results and discussion
Effect of filler loading on mechanical properties
Tensile Properties. Figure 1 shows the effect of filler loading on tensile strength of uncompatibilized and compatibilized LDPE/PKS composites. From the figure, it can be seen that the tensile strength of both composites decreased with increasing of filler loading. The reduction in tensile strength with increasing the filler loading was caused by the effective matrix cross-section reduction and stress concentration increased. On the other hand, a lack of interfacial adhesion between LDPE and filler due to large surface differences led to decreased tensile strength of composites. At 10 php of PKS loading show, the uncompatibilized and compatibilized composites have the highest tensile strength. However, at similar filler loading, the compatibilized composites exhibit higher tensile strength compared to uncompatibilized composites. The tensile strength of compatibilized composites had been increased ±55% than uncompatibilized LDPE/PKS composites. The higher tensile strength of LDPE/PKS composites with the presence of PEAA was attributed to the better dispersion and adhesion of PKS in the LDPE matrix. The better fillers matrix interaction was derived from the formation of hydrogen bonding between the acrylic acid of PEAA and hydroxyl groups at the surface of PKS. The PEAA is a derivative of PE and it should be compatible with LDPE matrix. A similar result was found by Yang et al.
16
in their study on rice husk flour and wood flour with HDPE and LDPE matrix using different compatibilizers agents, such as MAPE and MAPP.
The effect of filler loading on tensile strength of uncompatibilized and compatibilized of low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites.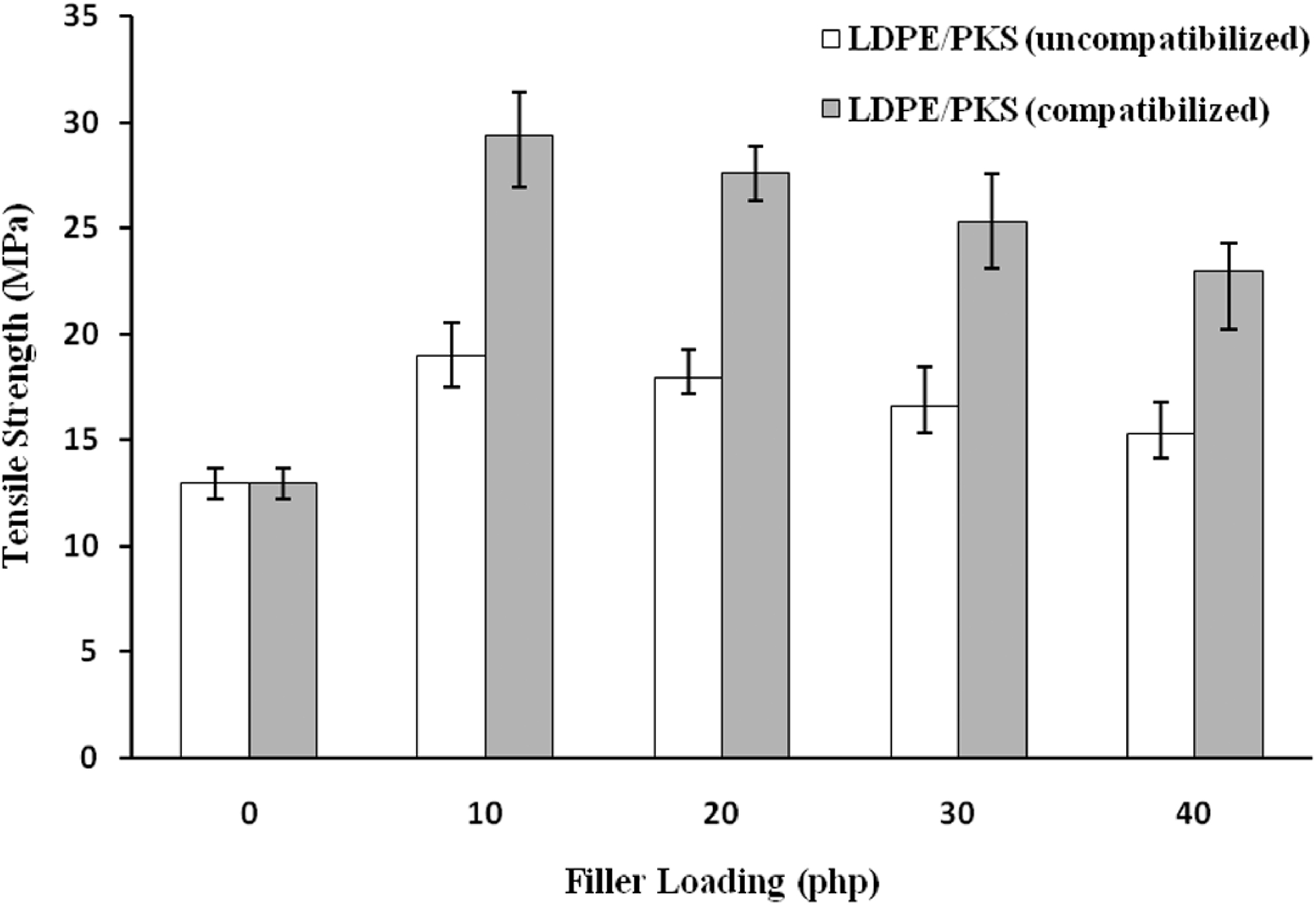
Figure 2 shows the effect of filler loading on elongation at break of uncompatibilized and compatibilized of LDPE/PKS composites. The elongation at break of both composites decreased steadily with the increasing of filler loading. The decreases in elongation at break in filled polymer composites was due to the fact that the deformation of the filler is generally much less than the polymer matrix; thus, the filler forces the matrix to deform more than the overall deformation of the composites. At similar filler loading, the elongation at break of compatibilized LDPE/PKS composites is lower compared to uncompatibilized LDPE/PKS composites. The reduction of elongation at break of compatibilized composites was 12% than uncompatibilized composites. This indicates that the PEAA imparts a greater stiffening effect to PKS-filled LDPE composites.
The effect of filler loading on elongation at break of uncompatibilized and compatibilized of low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites.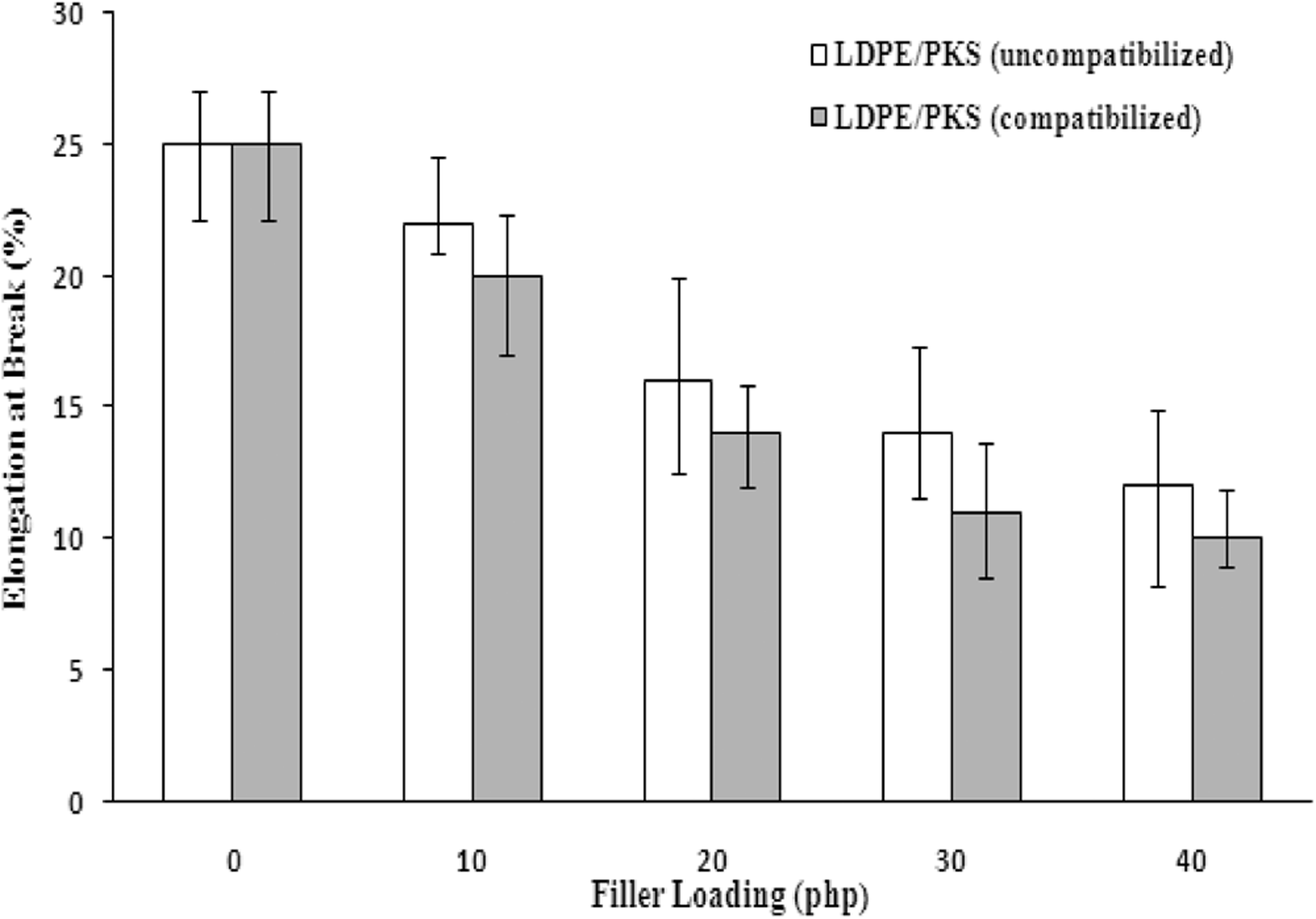
Figure 3 shows the effect of filler loading on Young's modulus of uncompatibilized and compatibilized LDPE/PKS composites. The Young's modulus of PKS-filled LDPE composites increased with increasing of filler loading. Young's modulus is an indication of the relative stiffness of composites. The addition of filler increases the stiffness of the composites which in turn decreased the elongation at break. At similar filler loading, the Young's modulus of the compatibilized LDPE/PKS composites is higher compared to uncompatibilized LDPE/PKS composites. The increasing of the Young's modulus of compatibilized composites was 48% compared to uncompatibilized composites. The presence of PEAA has enhanced the Young's modulus and led to increase in the tensile properties of the composites by improving adhesion across the interface also to overcome the dispersion problem.
The effect of filler loading on Young's modulus uncompatibilized and compatibilized of low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites.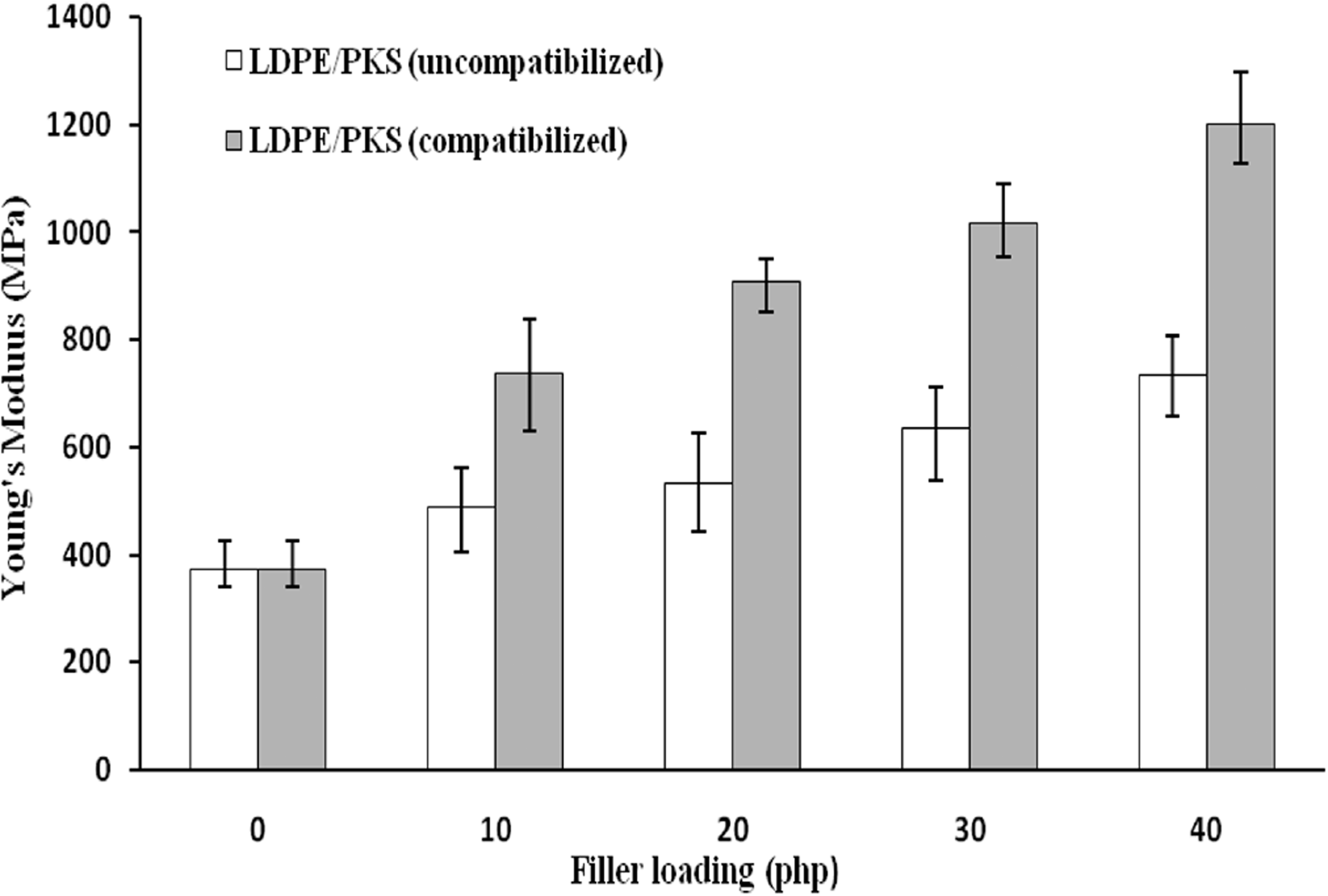
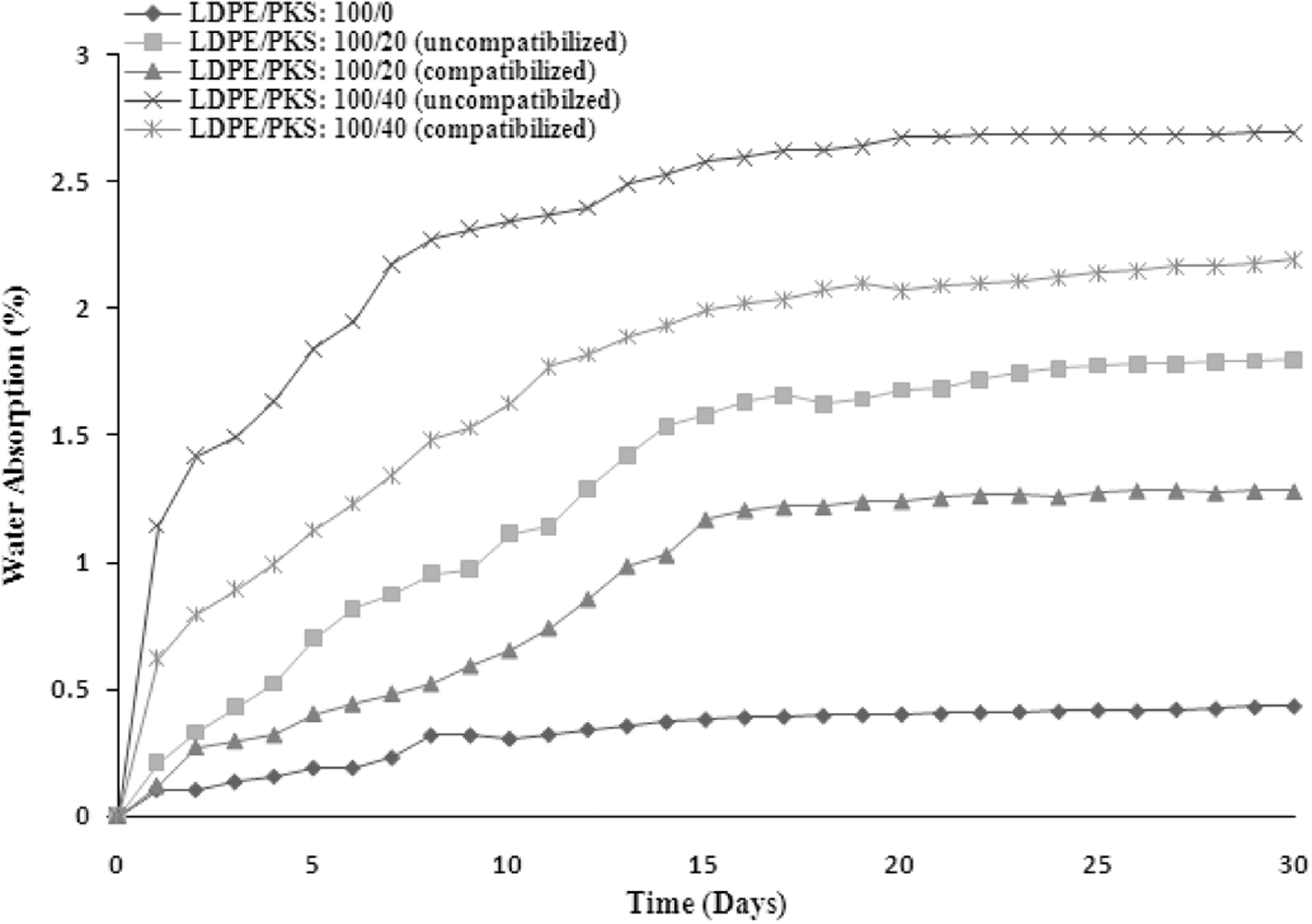
Water absorption. Figure 4 shows the comparison of water absorption between uncompatibilized and compatibilized LDPE/PKS composites at 0, 20, and 40 php filler loading. It can be seen that the water absorption of the composites increased with increasing PKS loading. PKS is polar and contains-OH groups that can form hydrogen bonds with water molecules. When the filler loading increased, more hydrogen bonding occurs between hydroxyl group and water molecules. The compatibilized composites indicated lower water absorption compared to uncompatibilized composites. The reduction in water absorption with the presence of PEAA is attributed to improve interfacial adhesion that reduces water accumulation in interfacial voids and prevents water molecules from entering the composites. The reduction of water absorption of compatibilized composites was 19% than uncompatibilized composites. Figure 5 shows the percentage of equilibrium water absorption of uncompatibilized and compatibilized LDPE/PKS composites at different filler loading. The percentage equilibrium of water absorption of compatibilized composites is lower than uncompatibilized composites.
The percentage of equilibrium water absorption for uncompatibilized and compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites at different filler loading. The comparison of water absorption between uncompatibilized and compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites at 0, 20, and 40 php.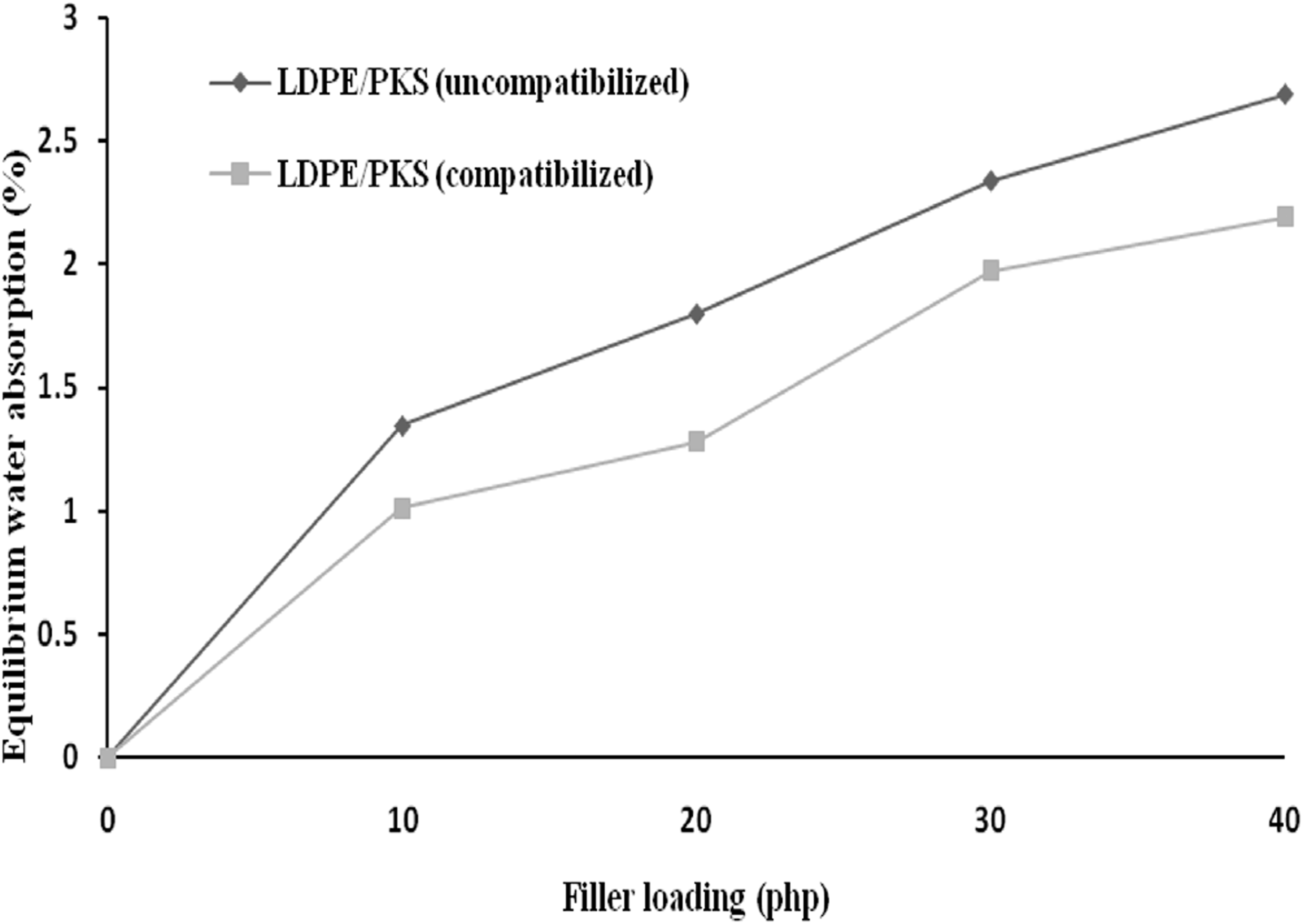
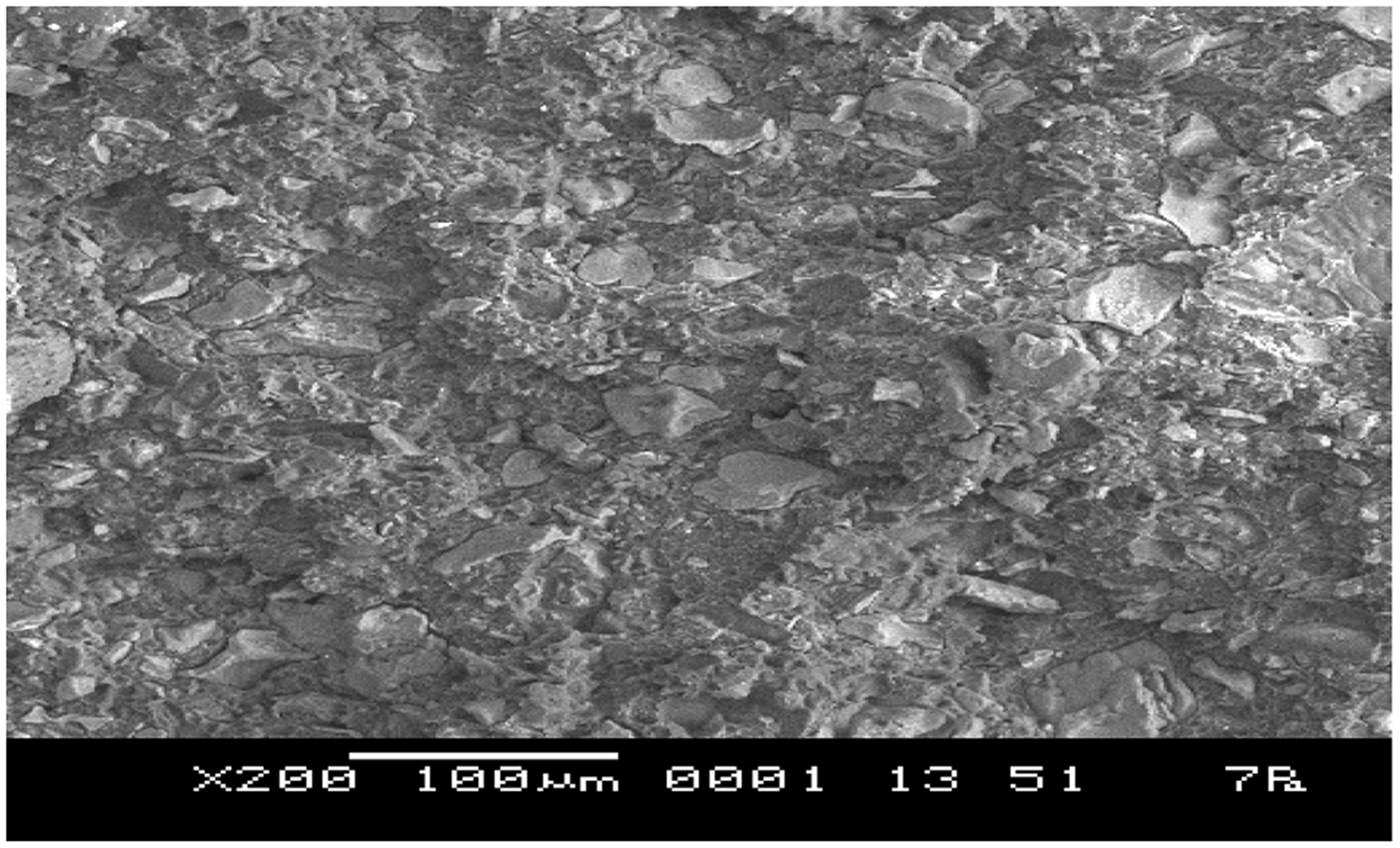
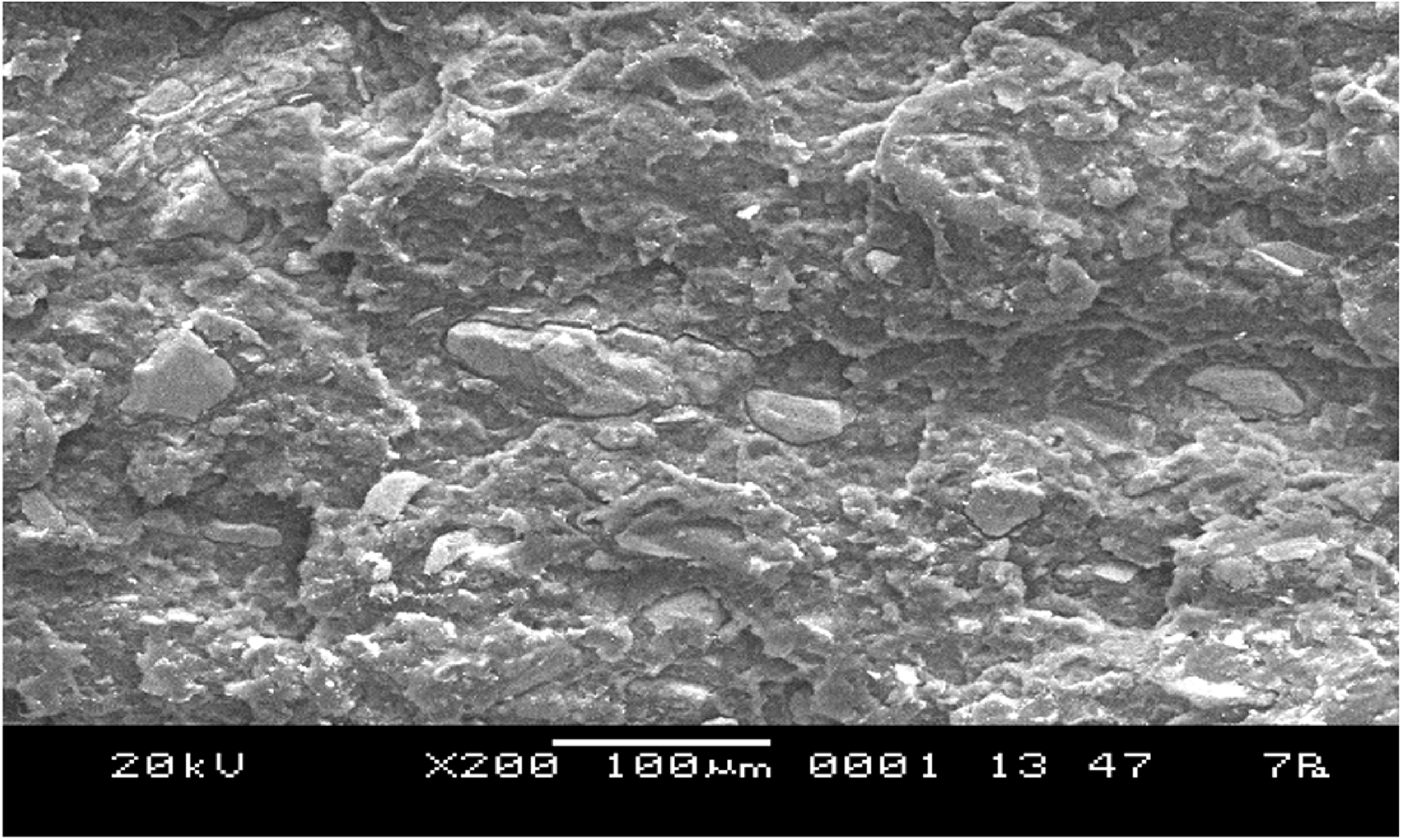
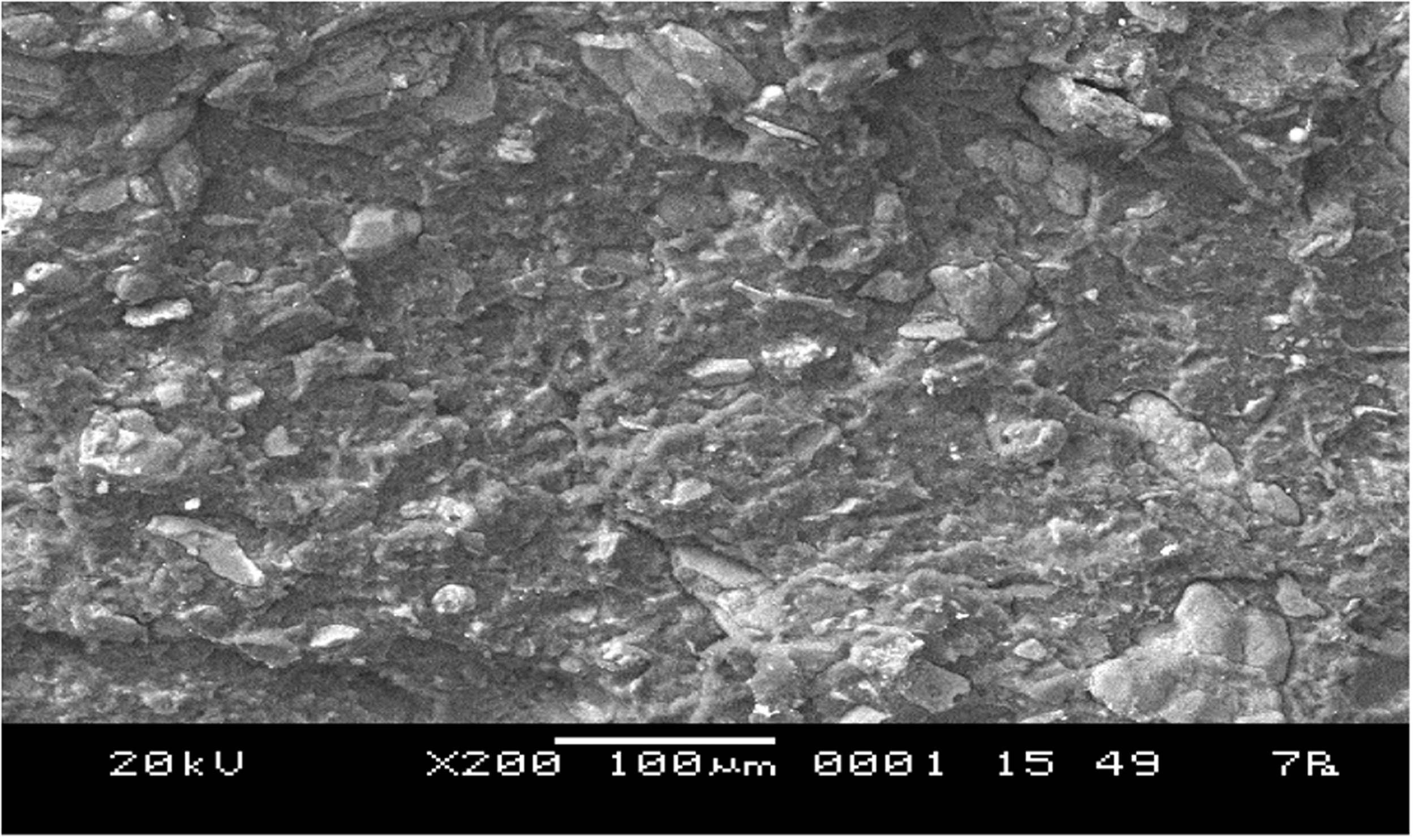
Morphological study. Figures 6 and 7 show the micrograph of tensile-fractured surface for LDPE/PKS composites at 20 and 40 php of filler loading. Both the micrographs show detachment of filler and filler agglomeration at higher filler loading. This support by result of tensile strength of composites decreased with increasing of filler loading as discussed previously. The micrograph of tensile-fractured surface for compatibilized LDPE/PKS composites at 20 and 40 php of filler loading are shown in Figures 8 and 9, respectively. The fracture of compatibilized composites show less evidence of voids. It can be seen that the PKS filler show better dispersion and adhesion in the LDPE matrix. The filler was coated in the matrix and the interfacial bonding between filler and matrix was improved. In the presence of compatibilizer, PEAA has enhanced the interfacial interaction between filler and matrix.
The scanning electron microscopy (SEM) micrograph of tensile fracture surface of uncompatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposite at 20 php at ×200 magnification. The scanning electron microscopy (SEM) micrograph of tensile fracture surface of uncompatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposite at 40 php at ×200 magnification. The scanning electron microscopy (SEM) micrograph of tensile tensile fracture surface of compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) at 20 php at ×200 magnification. The scanning electron microscopy (SEM) micrograph of tensile tensile fracture surface of compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) at 40 php at ×200 magnification.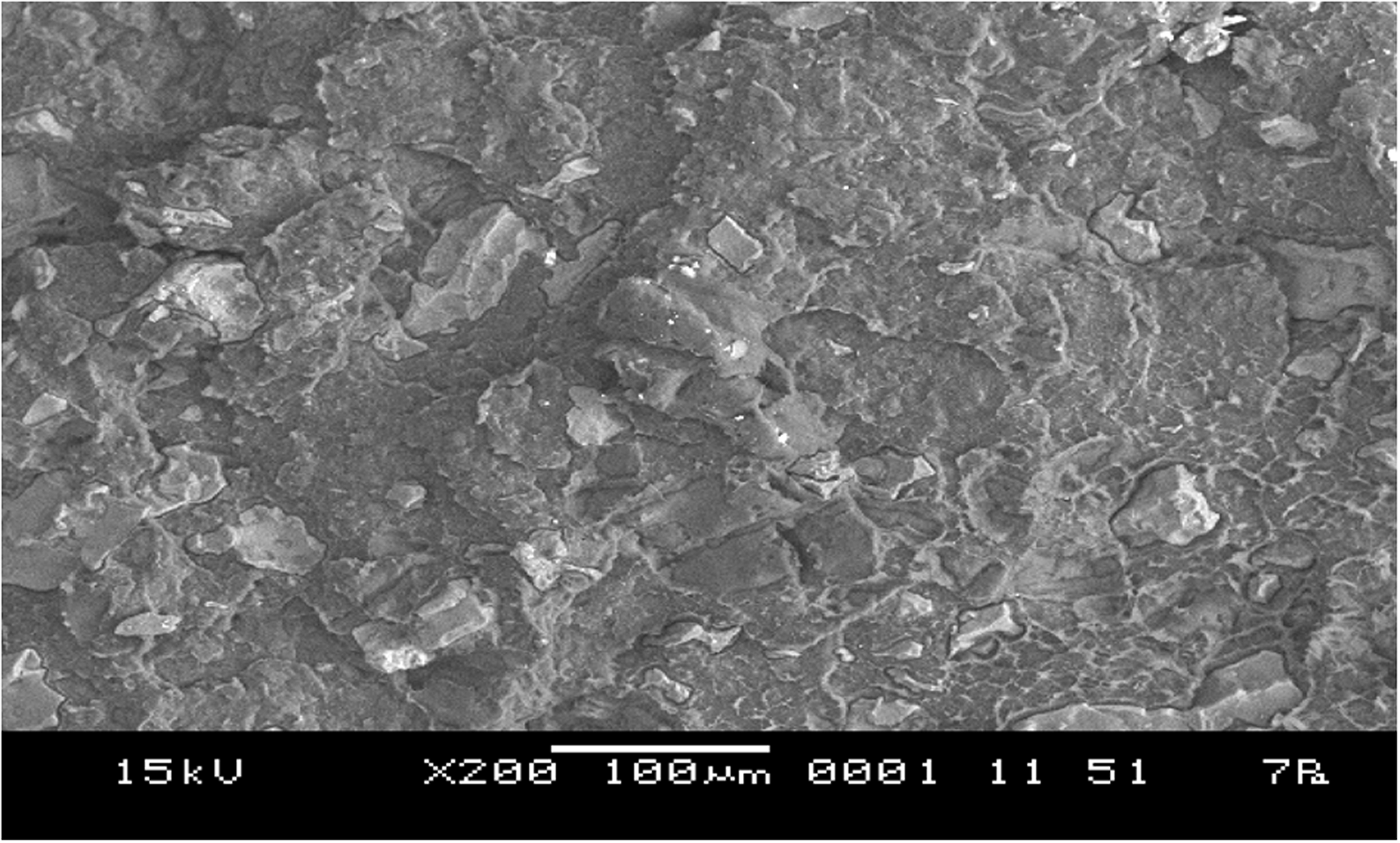
Thermal properties
Differential scanning calorimetric (DSC) analysis of uncompatibilized and compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites at different filler loading.
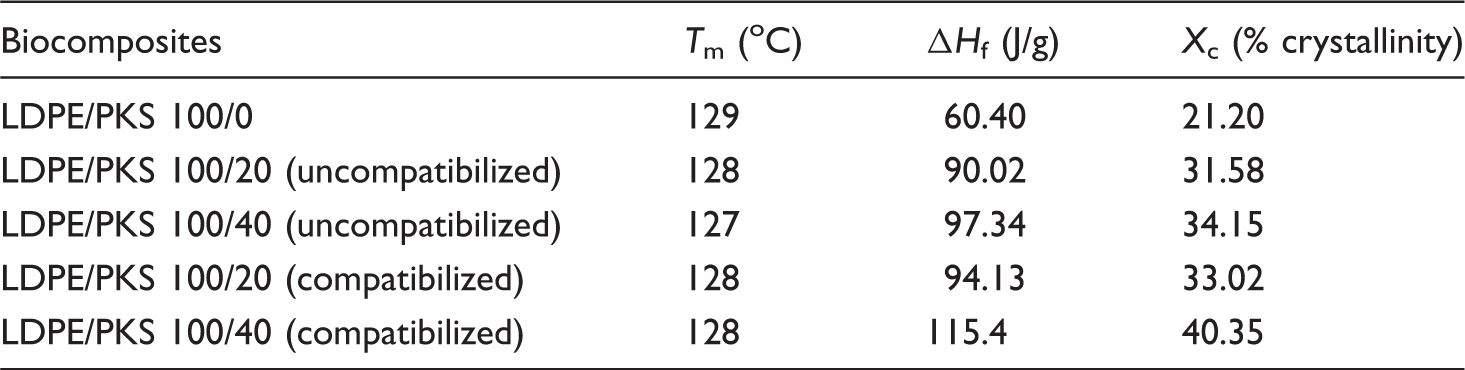
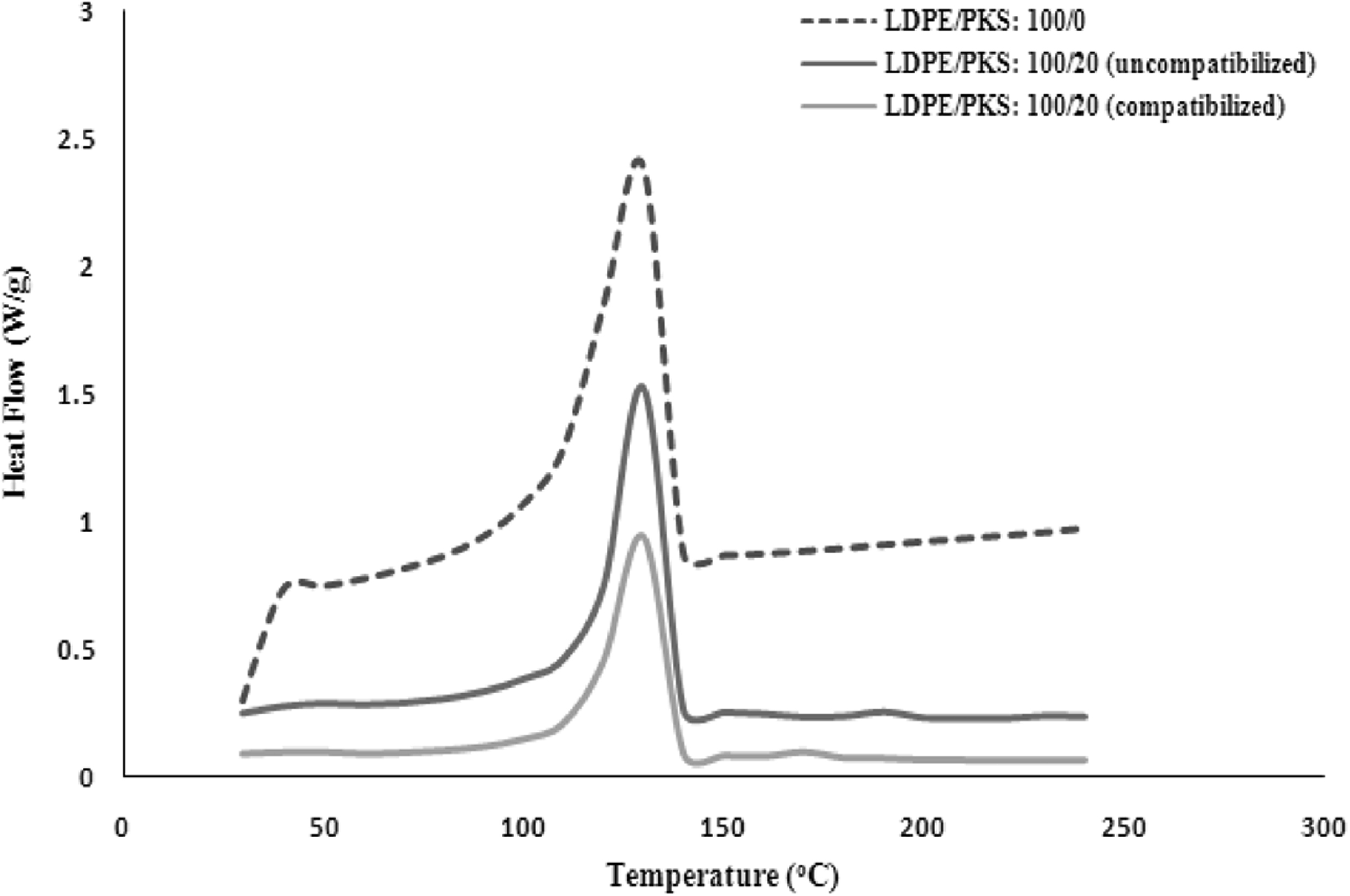
Differential scanning calorimetric curve of uncompatibilized and compatibilized low-density polyethylene (LDPE)/palm kernel shell (PKS) biocomposites at different filler loading.
Conclusion
The tensile properties of LDPE/PKS composites were improved with addition of PEAA as compatibilizer. The compatibilized composites show higher tensile strength and Young's modulus but lower elongation at break and water absorption compared to uncompatibilized composites. The presence of PEAA had positive effect on the tensile properties and enhanced the compatibility of composites. SEM studies indicate that the interfacial interaction and adhesion between LDPE and PKS improved in with presence of PEAA. The crystallinity of composites increased with increasing of PKS loading and addition of PEAA as compatibilizer.