
Abstract
The present article investigates the recycling effect on properties of dilute suspension of HDPE reinforced by SGF without coupling agents. This dilute suspension at different proportions of SGF loading was produced by melt compounding cycles with a single screw extruder. The differential scanning calorimetry results have shown an increase in the crystallinity of HDPE with SGF proportion and the number of extrusions. The increase varies from 8.2% for neat HDPE 5 extrusions to 13.3% for HDPE 10% SGF 3 extrusions. Besides, rheological measurements have shown a decrease in the viscosity of neat matrix from 33,800 Pa.s to 24,500 Pa.s after 5 extrusions for 0.01 s−1, while the opposite is observed for composites for which the highest viscosity is obtained with five cycles of extrusion. These results suggest a decrease in the molecular weight of the HDPE during reprocessing, but for composites a good dispersion of SGF matrix was obtained, increasing with the extrusion number. As for the mechanical properties, a substantial enhancement in ductility was observed, compared to neat recycled matrix, by adding small SGF concentrations. Thus, for 1.6% and 2.6% SGF the best enhancement of ductility was obtained with conservation of the fiber length and a good dispersion of fibers.
Keywords
Introduction
A brief look at the literature shows that the reprocessing of plastic materials has already been dealt with in some research studies.1,2 In fact, there are some plastics such as High Density Polyethylene (HDPE) that are very good candidates for recycling. However, the extent of thermal degradation and the properties of the recycled material are strongly dependent on the HDPE structure and processing conditions.3,4 La Mantia et al. 4 and Loultcheva et al. 5 have shown that the HDPE polymer undergoes a little degradation after several reprocessing cycles in a single screw extruder.
By adding short glass fibers (SGFs), the polymer obtains high holding strength, good qualities, and energy conservation. Unfortunately, it develops a significant brittleness at room temperature, with high concentration (≥20% wt) of SGF. 6 The use of high reinforcement of polymeric materials by SGF has grown rapidly over the past years.
Indeed, many studies dealing with SGF-reinforced thermoplastic polymer, such as those of Laun, 7 investigated the effect of the orientation, length, aspect ratio, and SGF concentration on the rheological properties. Crowson and Folkes 8 studied the effect of fiber concentration, as well as fiber length and temperature on the shear viscosity. They have shown that the viscosity increases considerably with both fiber length and fiber concentration. Gupta et al.9,10 evaluated the reduction in fiber length during the extrusion and injection molding of two commercial glass fiber reinforced polypropylene (PP) products containing 30% wt of SGF. In addition, they investigated the dependence of mechanical properties on fiber length, interfacial adhesion, and non-uniform fiber dispersion.
Tancerez et al. 6 showed that the addition of 30% of SGF, by weight, to PP matrix not only improves stiffness and mechanical strength greatly, but also brings about a dramatic reduction in deformation ability, pertaining to an embrittlement of the composite material. Segard et al. 11 studied the influence of the fiber/matrix interface on the behavior until fracture of PP reinforced with SGF. Besides, Zhang et al. 12 used the screw axial vibration force field technique to demonstrate the effect of the orientation, distribution, and interfacial modifiers of SGF on HDPE/SGF composite properties, compared to steady state injection molding.
Furthermore, Bernasconi et al. 13 investigated the effect of mechanical recycling on the tensile strength of an injection molded polyamide 66 reinforced with 35% by SGF weight. Sanomura et al. 14 confirmed that with the increasing extrusion ratio and decreasing extrusion temperature, the fiber alignment increases, the mean fiber length decreases, and the mechanical properties of the matrix are improved. Added to that, Giraldi et al. 15 explored the thermal and mechanical properties of recycled poly(ethylene terephthalate) (PET) reinforced with 30% by weight of SGF. These properties have been carried out with a special focus on the influence of two variables involved in the extrusion process: screw speed and torque. Jansen et al. 16 demonstrated the effect of fiber concentration and molding conditions on fiber orientation and shrinkage in injection molded composites. Franzen et al. 17 measured the fiber degradation process in reinforced thermoplastics, which are subject to various compounding methods prior to injection molding.
From the mentioned works, it is clear that the rheological behavior and mechanical properties of thermoplastics reinforced by glass fiber are affected not only by the interfacial adhesion between glass fiber and polymeric matrix, but also by the length and the aspect ratio (length/diameter) of the fibers, as well as by their volume fraction, orientation, and dispersion in the composite. Moreover, the arrangement of SGF is strongly sensitive to shear levels in the extruder. Furthermore, the fiber dispersion and fiber length are especially correlated with the mixing number on extrusion. It was shown that a good fiber dispersion of high SGF concentration within a matrix requires multiple mixing on extrusion when the fiber damage becomes severe. Consequently, with a high content of loads, it was difficult for the composites to reach good fiber dispersion since it was necessary to mix and remix several cycles on extrusion in order to obtain an excellent dispersion of fibers in the matrix. However, matrix degradation is also significant.
It is, therefore, obvious that the multiple extrusions of HDPE composites can induce strong modifications of the structural parameters of the neat matrix (such as molecular weight and crystallinity) and that of fiber dispersion. Besides, the amount of SGF in the matrix has a significant function on reprocessing composite characterization. Thus, it is worth noting that there are limited investigations on the effect of low SGF concentration on composite properties, particularly, on the deformation ability of composite material.
The main concern of this article is the study of the influence of both low concentrations of SGFs without coupling agents and extrusion number on the ductility behavior of the HDPE matrix. The thermal and rheological behavior of HDPE composites were characterized and correlated to the glass fiber aspect ratio and the mechanical properties, especially ductility.
Materials and methods
Materials
The material used in this research is a High-Density Polyethylene HDPE B35-35 H-011, manufactured by INEOS Olefins & Polymers USA, with a density of 0.955 g/cm3 and a melt flow of 0.35 g/10 min (T = 190°C, P = 2.16 kg).
The SGFs of 10 mm in length and 17 µm in diameter are cut from glass E manufactured by Vetrotex-Saint Gobain.
The mixing of HDPE and SGF is carried out with the appropriate weight ratios of 1.6%, 2.6%, 4%, 6%, and 10% by weight. The mixtures of HDPE/SGF, without a coupling agent, were produced by the single screw extruder with a thermal profile of 160–170–180–190°C, and a rotational speed of 40 rpm. After each extrusion cycle, samples of the mixture were used for rheological, thermal, and mechanical measurements
Thermal characterization
The thermal characterizations were carried out by differential scanning calorimetry (DSC), using a TA instrument DSC 2010. A typical thermal cycle applied to the samples was: first, heating at a scanning rate of 20°C/min from 25°C to 200°C to remove the thermal history of the samples and cooling at 20°C/min from 200°C to 25°C to obtain the crystallization data; second, heating at 20°C/min from 25°C to 200°C to obtain the polymer melting patterns. The important parameters of the samples, melting temperature (Tm), crystallization temperature (Tc), and the percentage of crystallinity (χc) were calculated from Equation (1). The relative growth of crystallinity (Gcr%) for testing samples (HDPE/SGF composites and neat HDPE reprocessed) was calculated from Equation (2):


Rheological characterization
The rheological properties were measured using a Rheostress 1 (RS1) instrument. Pellet samples (e = 2 mm, D = 20 mm) were obtained by hot compression molding (T = 180°C, P = 3000 kg) and were cooled in air to reach the room temperature of 20°C. The tests were carried out in a steady mode with plate-plate geometry with a diameter of 25 mm and a gap of 1.5 mm at 180°C. The shear rate varied between 0.01 and 50 s−1. The deformation of 1% of strain amplitude was determined from strain sweep measurements to ensure the linear viscoelasticity of the dynamic tests.
Tensile tests
The mechanical properties were evaluated with a tensile testing machine (model LLOYD 5 kN). The specimens used for this test have a cross section of 10 × 4 mm2 each. They were cut out from compression molded sheets, prepared in a laboratory press at 180°C. The tensile testing was made at room temperature, at a crosshead speed of 10 mm/min. Thirty specimens were used for each tensile test.
Micrographic analyses
To know the average fiber length in the composites, the overall fiber length distribution was determined for each composite after extrusion and granulation processes. An optical microscope was used to measure the length of 100 fibers per sample. Each sample obtained from molded sheet was polished.
The fracture surface of the sample, obtained by compression-molding with two-and three-time extruded granules of composites, were characterized with a Philips XL 30 scanning electron microscope, after sputtering with gold.
Results and discussion
Differential scanning calorimetry results
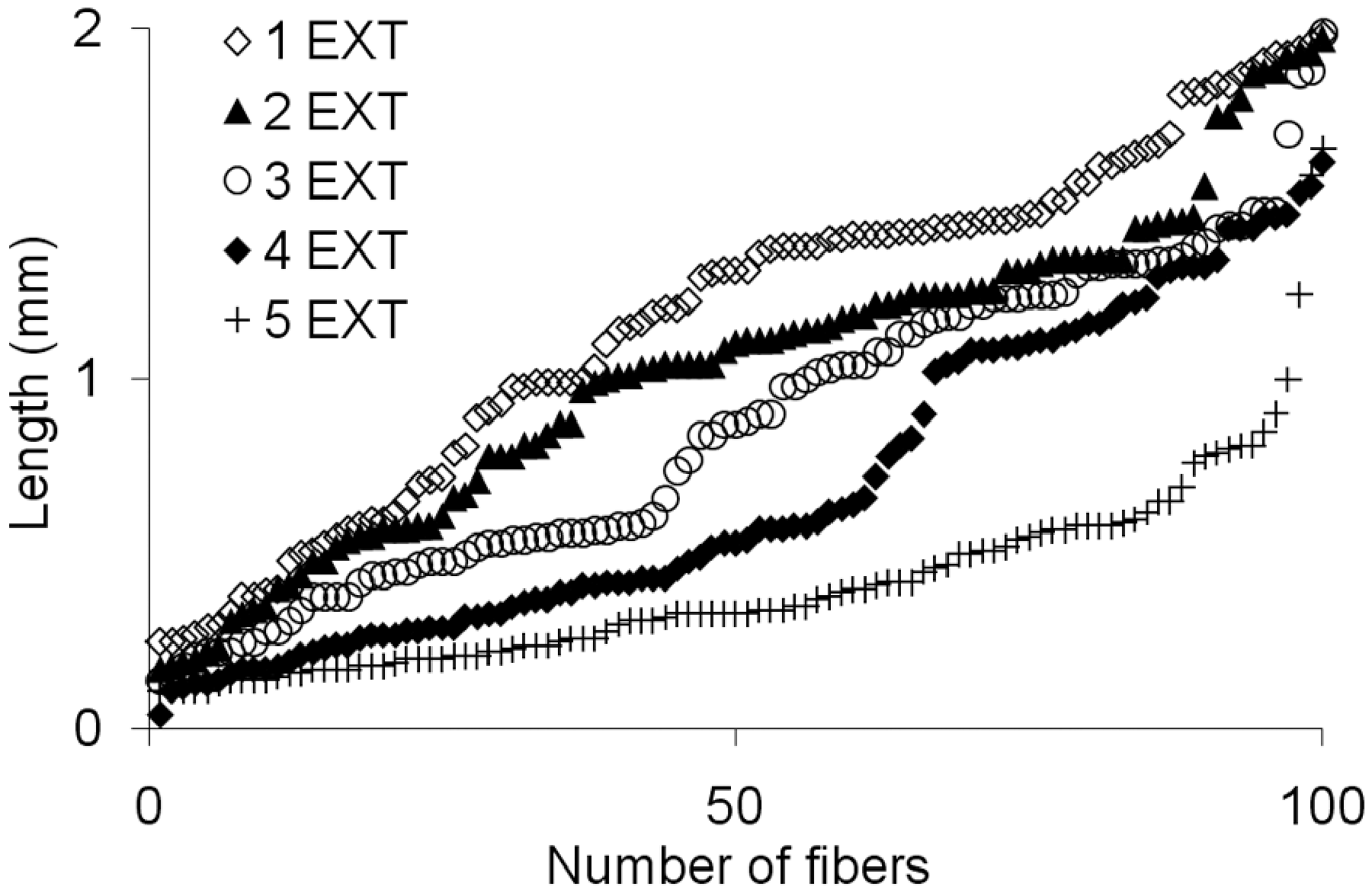
Values of Tm, Tc and Gcr (%) from DSC analysis for reprocessed neat HDPE and three extrusion composites.
From Table 1, it can be noted that the crystallinity of HDPE is enhanced, when the neat matrix is reprocessed three and five times. Thus, Gcr (%) of neat HDPE rises to 7.2% and 8.2%, respectively. In addition, Gcr (%) of HDPE extruded three times increased with SGF concentration, going from 7.2% for HDPE 0% SGF to 13.3% for HDPE 10% SGF. This shows that both the reprocessing of neat HDPE and the presence of SGF in HDPE involve enhancement in the crystallinity. This can be attributed to the HDPE chain scission that involves an increase in chain mobility and thus facilitate the polymer crystallization. 5 This mechanism is promoted principally by a long residence time and the shear stress of matrix in the single screw extruder. An increase in the shear stress is expected due to the presence of SGF in the matrix. As expected, the lower molecular weight of the reprocessing neat matrix is responsible for the larger increase in the crystallinity. 5
Fiber length distribution
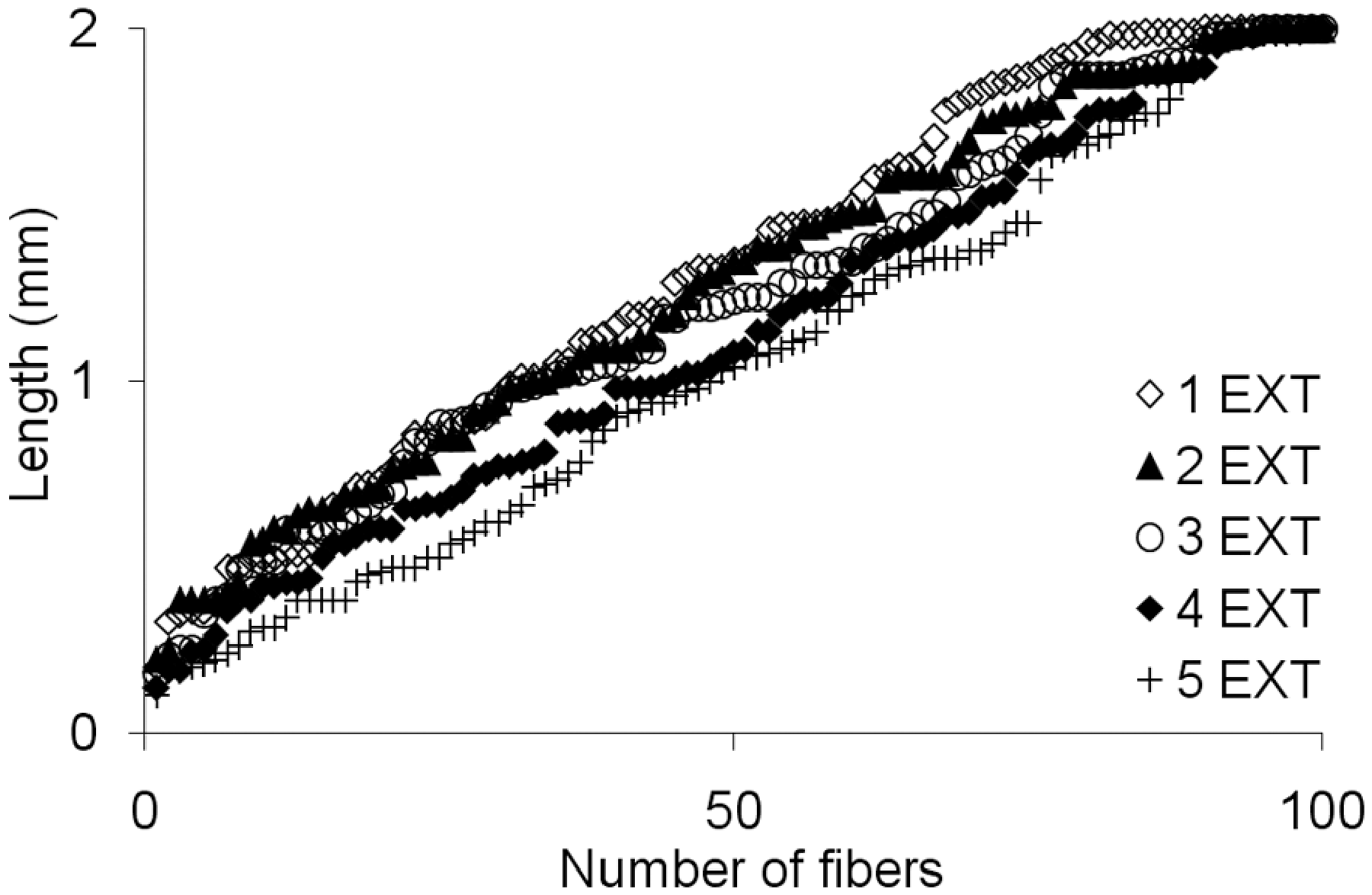
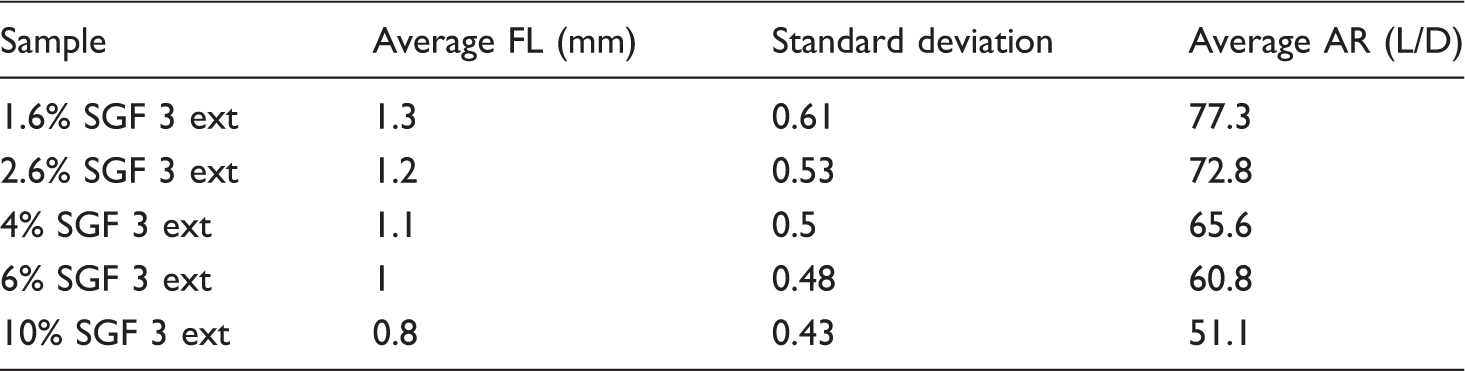
Figure 1 shows the length of glass fibers after a three-time extrusion of the composites with different contents of SGF. It should be noticed that the level of fiber damage during extrusion cycles corresponds to the highest volume fraction of fibers. Consequently, there is a slight reduction of fiber length, especially for small proportions of 1.6 and 2.6 wt%, compared to those of 6 and 10 wt%. Indeed, it can be seen in Figure 2 that, for the first extrusion (1 ext) of HDPE 2.6% SGF, there are 80% of fibers that are between 0.3 and 2 mm in length. However, for the fifth extrusion (5 ext), there are 80% of fibers that are between 0.15 and 1.7 mm in length. Conversely, Figure 3 shows the distribution of fiber length for 10 wt% SGF. For this proportion and for the first extrusion, there are 80% of fibers that are between 0.25 and 1.6 mm in length, but for the fifth extrusion, 80% of fibers are between 0.1 and 0.6 mm in length. Then, the average of length and aspect ratio (length/diameter) of fibers was also determined and given in Table 2. Analyzing the reduction of fiber length for all SGF concentrations after the third extrusion, it is possible to see that the average of length and aspect ratio of fibers decrease with the increase of SGF in matrix. For example, the average of fiber length and aspect ratio for HDPE 1.6% SGF after the third extrusion is 1.3 mm and 77.3, respectively, but for HDPE 10% SGF extruded three times, these numbers are 0.8 mm and 51.1, respectively. Thus, the reduction of fiber length and aspect ratio for the highest content is important.
Length of glass fibers after reprocessing three times for each content. Length of glass fibers for HDPE 2.6% SGF composite for successive extrusions. Length of glass fibers for HDPE 10% SGF composite for successive extrusions. Average fiber length (FL) and aspect ratio (AR) data for different composites.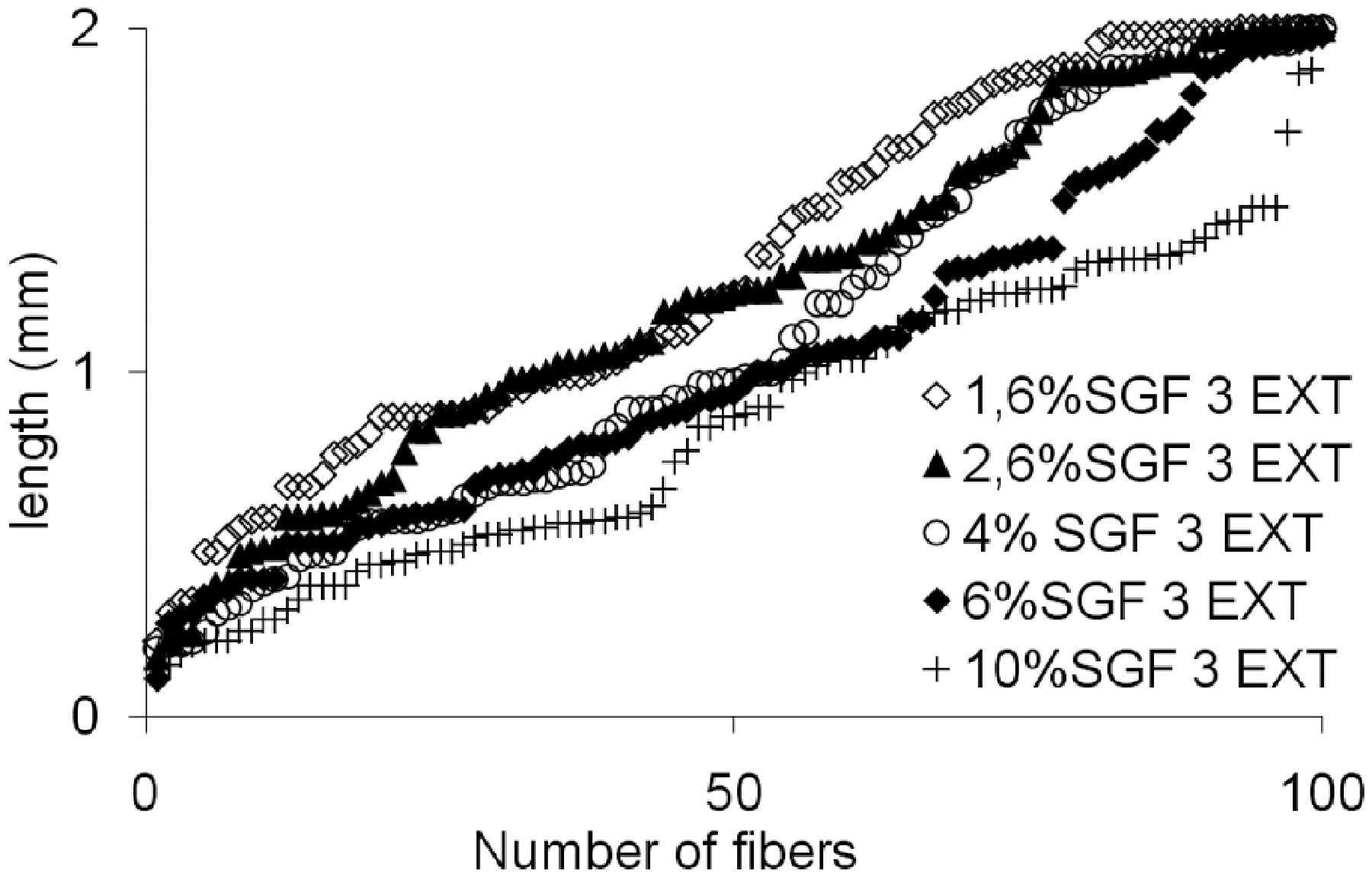
Rheological results
For neat HDPE, the curves of viscosity variation with the number of extrusions for each shear rate are reported in Figure 4. What can be seen is a decrease in viscosity with the increasing number of extrusions for all studied shear rates. For the lower shear rate 0.01 s−1, where the viscosity is related to the microstructure of material, the viscosity of neat HDPE decreases from 33.8 × 103 to 24.5 × 103 Pa.s after five extrusions. This degradation can be explained by the decrease in molecular weight which is due to the scission of chains4,5,18 with the number of extrusions as confirmed by DSC results.
Variation of viscosity with number of extrusions and shear rates for neat HDPE.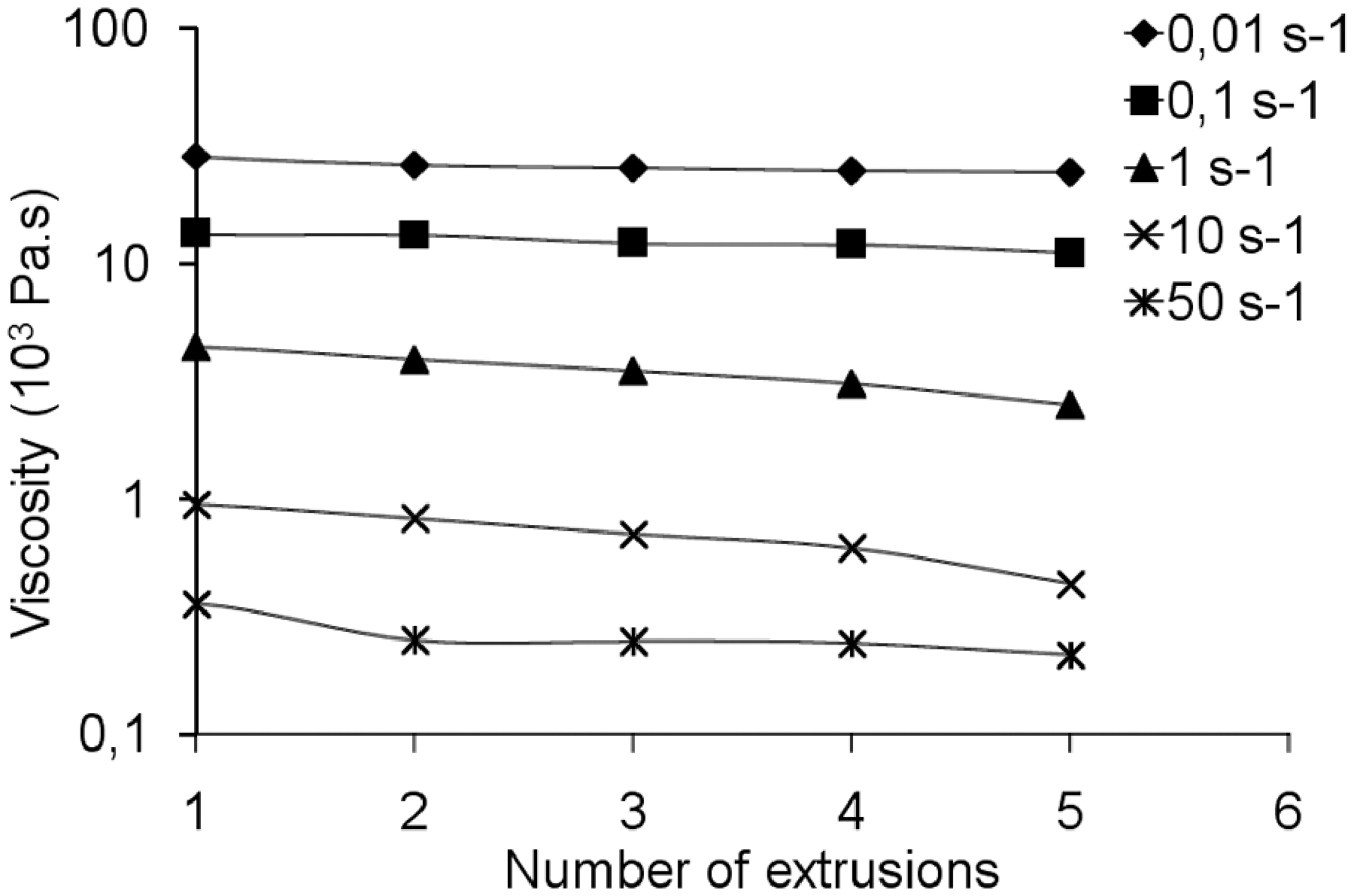
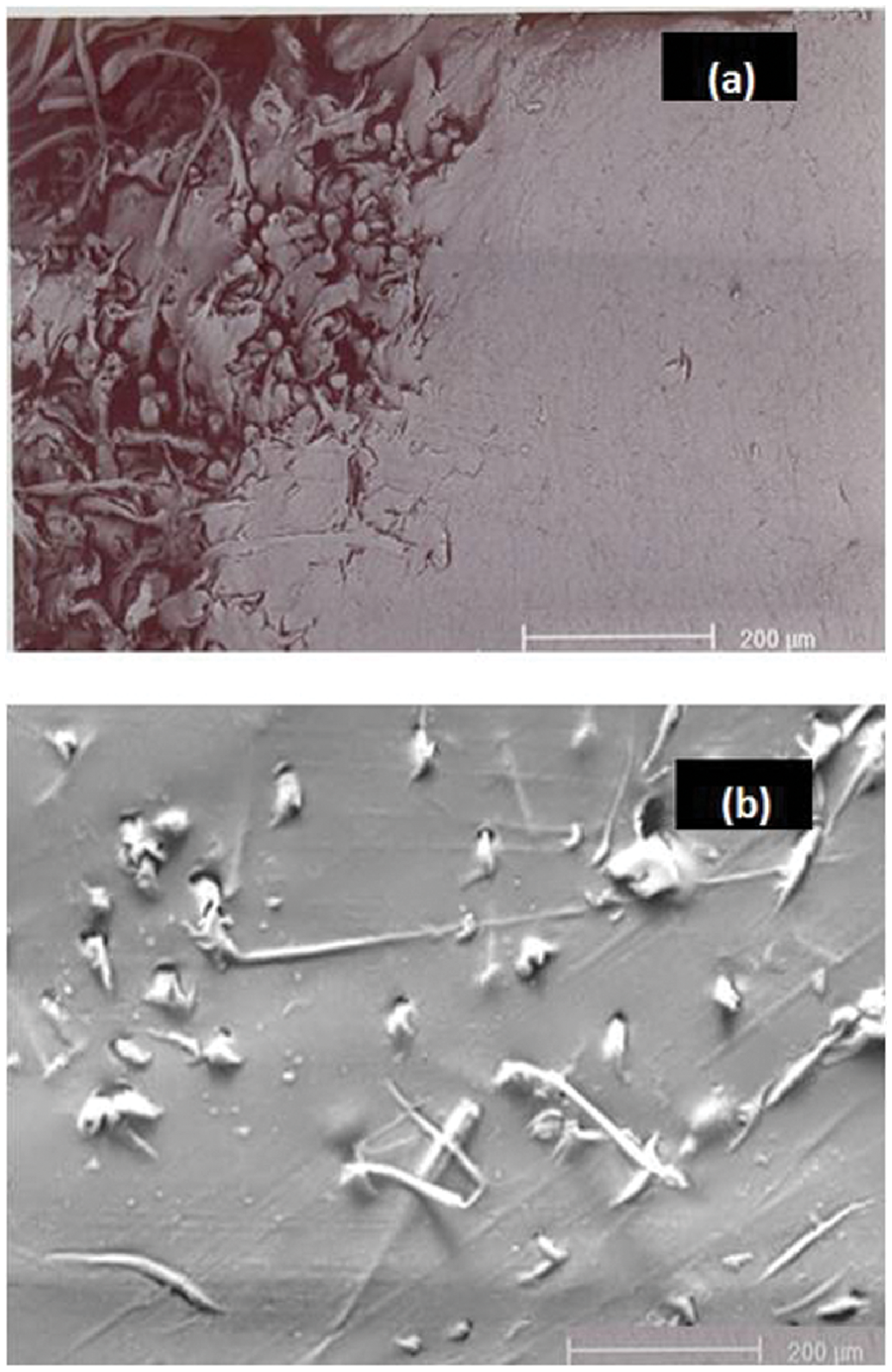
For the mixture HDPE 10% SGF, the curves of viscosity according to the extrusion number are reported in Figure 5. It is worth noting that the viscosity of the composite increases, particularly, at low shear rates, with the number of extrusions. For example, at a shear rate of 0.01 s−1, the viscosity of HDPE 10% SGF was 26.6 × 103 Pa.s after the first extrusion and 36.4 × 103 Pa.s after five extrusions. This can be explained by the fact that the fiber dispersion in the melt rises, although the reduction in the length and aspect ratio of fibers induces a decrease in viscosity.7,8 Indeed, the effect of the number of extrusions on the SGF dispersion in the HDPE matrix can be observed on SEM micrographs (Figure 6). Figure 6(a) shows an agglomeration of fibers, which is often observed in the samples obtained from the two-time extruded granules. Figure 6(b) shows a good dispersion for the third extruded sample. It is evident that the second extruded sample contains a region in which the fiber bundles are present and the dispersion of fiber is not uniform.
Variation of viscosity with number of extrusions and shear rates for HDPE 10% SGF composites. Scanning Electronic Microscopy micrographs (SEM) of HDPE 10% SGF (a) after two extrusions; (b) after three extrusions.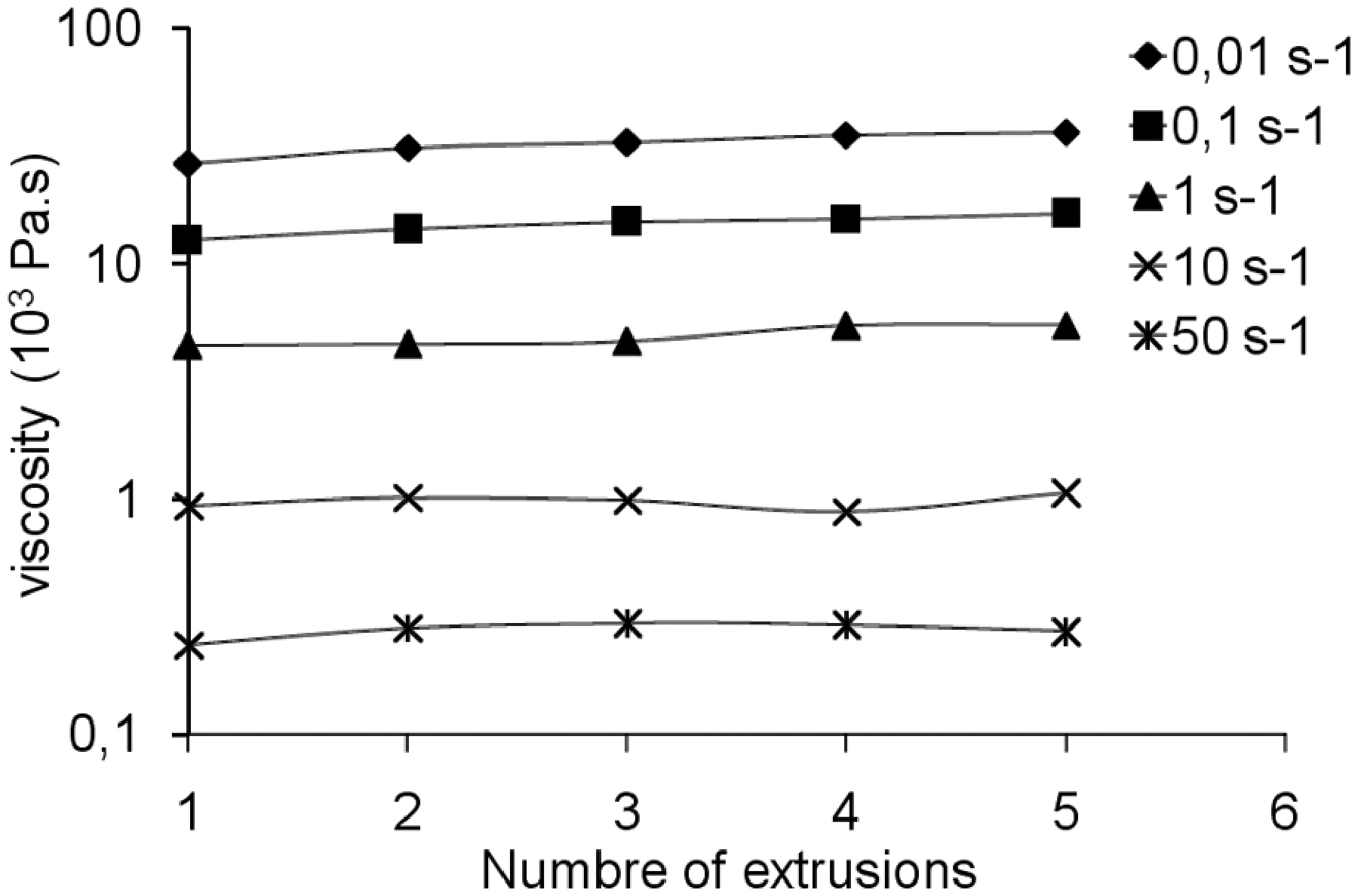
From Figures 4 and 5, it is interesting to indicate the presence of two opposite phenomena, which are fiber dispersion and polymer degradation. Such phenomena seem to take place during the reprocessing and the final structure will depend on which of the two opposite phenomena has the higher probability.
The curves of viscosity evolution with shear rate for each SGF proportion after a three-time extrusion are shown in Figure 7. The presence of glass fiber within the matrix causes an increase in viscosity. However, during the extrusion cycles, the high reinforcement induces a dramatic reduction of length and aspect ratio of fibers7,19 (Table 2), severe degradation of matrix
17
(Table 1), and difficult dispersion of fibers
20
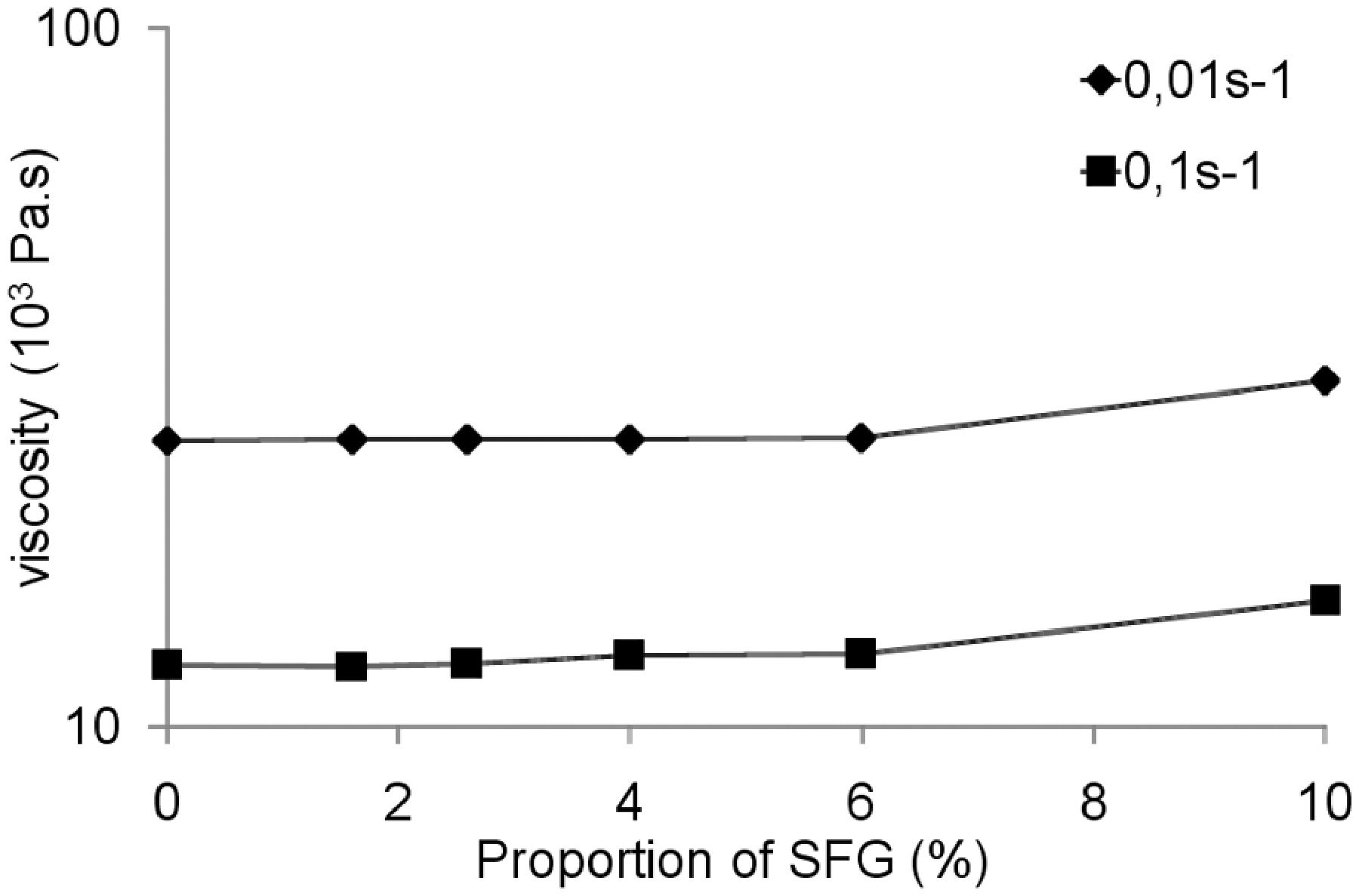
which should decrease viscosity. However, the increase in SGF proportions in the matrix increases the viscosity which should normally decrease, in agreement with the studies.8,9,21 These interpretations explain how the viscosity remains constant until 6 wt% SGF, but it has significantly increased for 10 wt% SGF, which is clear at low shear rates as shown in Figure 8.
Variation of viscosity with shear rate for different proportions of SGF after three extrusions. Variation of viscosity with proportion of SGF after three extrusions at low shear rates.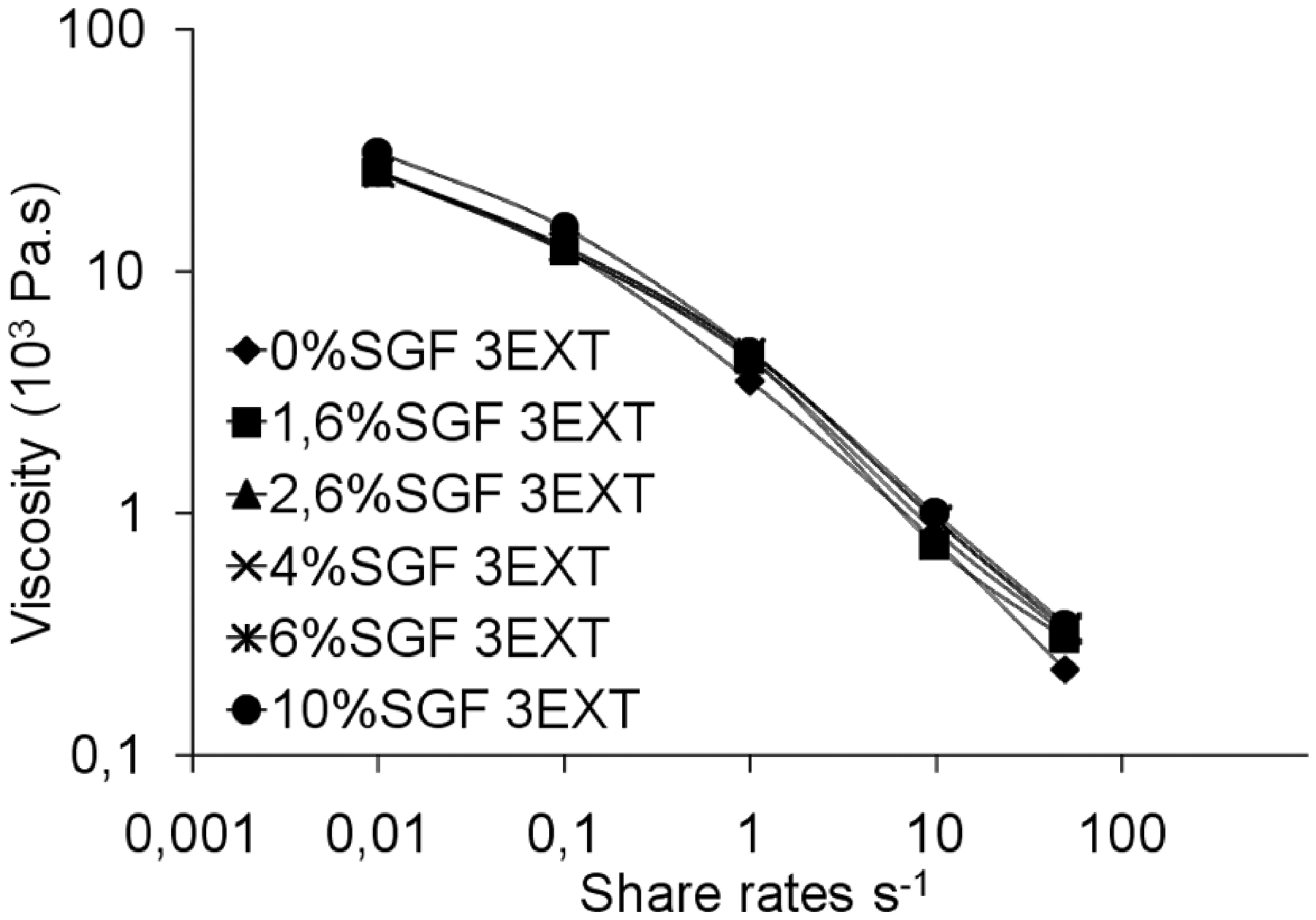
Mechanical measurements
As far as the mechanical properties are concerned, only elongation at break parameter was affected by reprocessing and adding SGF to matrix, whereas the others remained unchanged. We did not observe any significant variation of tensile strength as a function of fiber content after the third extrusion (Figure 9). The Young modulus remains almost constant at 1400 ± 0.1 MPa what ever the content and the aspect ratio (extrusion number) of SGF. These results remain in agreement with experimental and modeling investigations as shown by Ku et al.
22
Tensile strength for recycled composites (HDPE/SGF) as a function of fiber content after the third extrusion.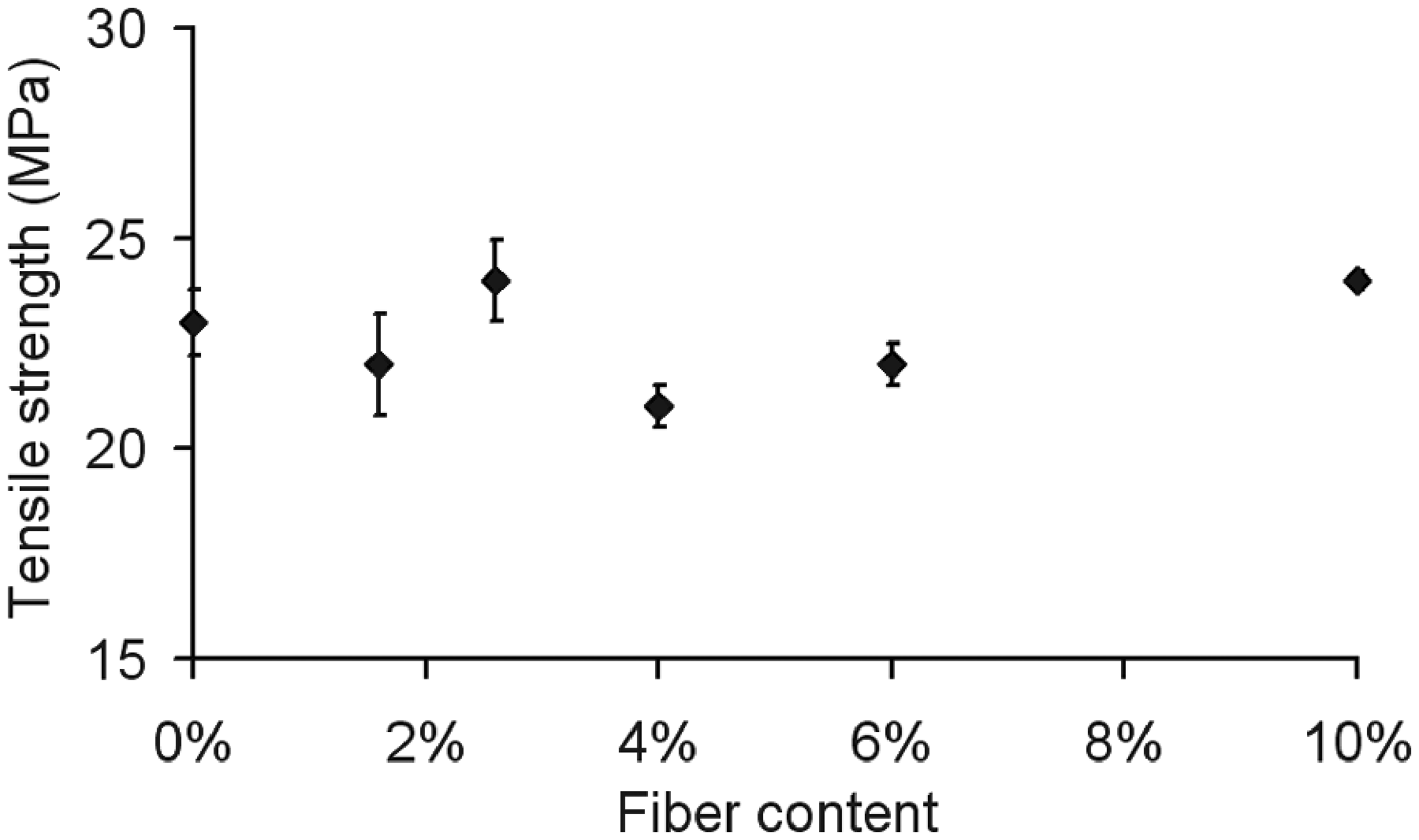
The evolutions of elongation at break for neat HDPE after multiple reprocessing in the single screw extruder are reported in Figure 10. We can observe a very important decrease in the ductility of neat matrix after the first extrusion that later remains quite constant as the number of extrusions increase. This result could be attributed to the increase in crystallinity, which is induced by the decrease in molecular weight.
5
This is in agreement with the DSC and rheological measurements.
Elongation at break as a function of extrusion number for virgin HDPE matrix.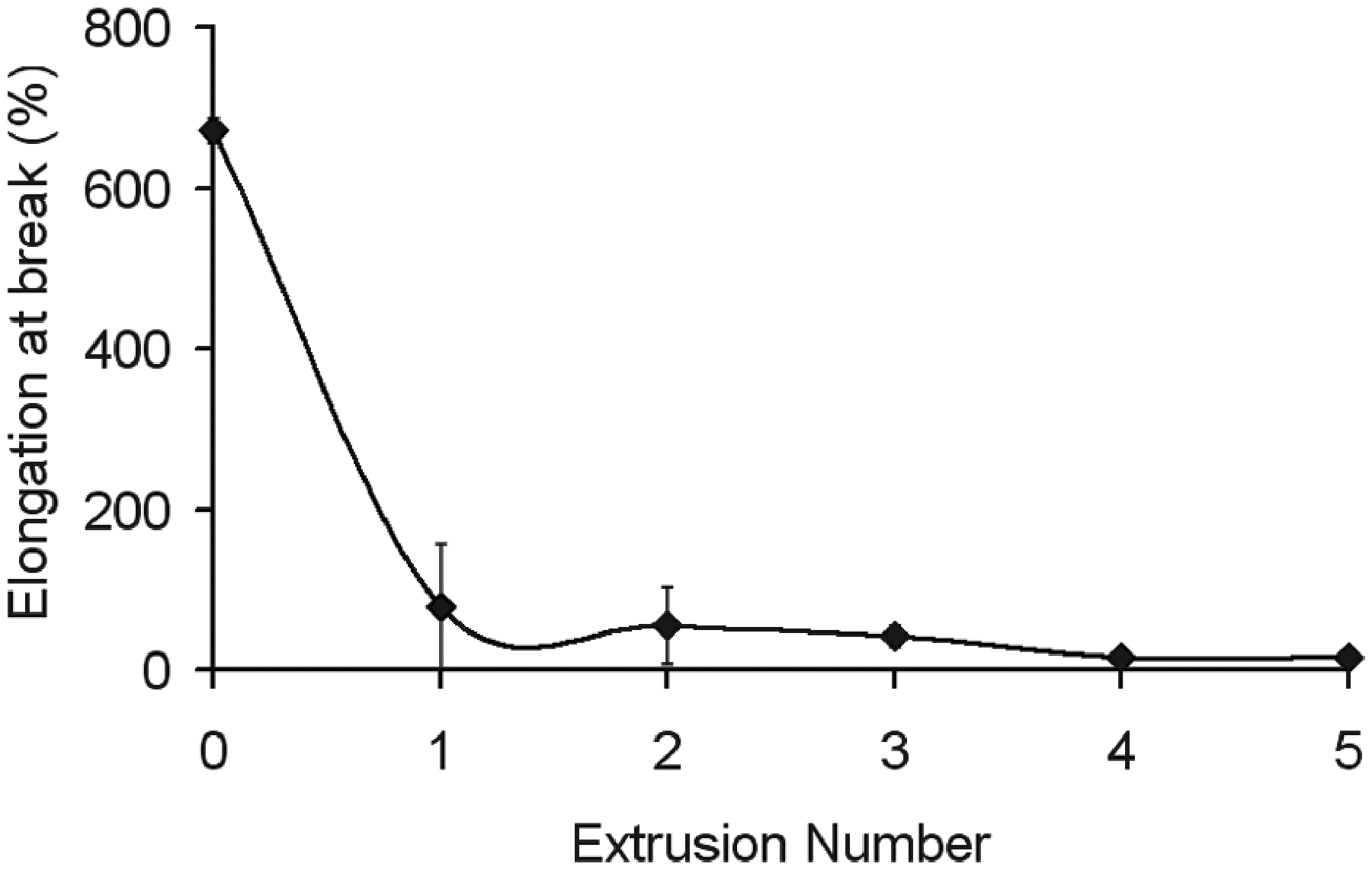
The elongation at break as a function of SGF proportions within the matrix for the second and third extrusions are reported in Figure 11. The curves are nearly similar. The composites show a strong reduction of the elongation at break with increasing SGF content in the matrix. This could be explained by an increase in stress concentration with an increase in the fiber amount in the matrix.6,11 This reduction of strain at break is correlated to the decrease in aspect ratio observed after the third extrusion, when the fiber content increases (Table 2). However, with small proportions of SGF (1.6 and 2.6% wt) we observed an enhancement of composite ductility, compared to neat recycled HDPE. This is usually followed by fiber pull-out which may be visualized as a friction-like action arising from the geometrical contact between the fiber and the matrix. The development of interfacial shear force necessary to withstand slip between the fiber and the surrounding matrix during loading can be attributed to two mechanisms. The first one is the differential shrinkage between the fiber and matrix when the composite cools and solidifies after processing at higher temperature. As for the second, it represents the differential lateral concentration (Poisson effect) between the fiber and the matrix when the composite is stressed in tension.
10
The latter is a mechanism that produces friction residual stress tangential to the fiber length. Moreover, for 1.6% and 2.6%, the fiber length is slightly reduced and less damaged with the number of extrusions than those of the other proportions (see Figure 1 for the third extrusion). In this case, there is more resistance to fiber slippage when the fibers are agglomerated and/or shorter. Thus, the enhancement of ductility by adding a little proportion of SGF is promoted when the fibers are well-dispersed and longer. It is obvious that the ductility of the filling of 6% and 10% of SGF three-time extrusion is more important than those obtained after two-time extrusion. Therefore, for both percentages, this behavior will be more sensitive to a better fiber dispersion rather than to the polymer degradation. Conversely, the opposite is true for 1.6% and 2.6%, when the degradation of matrix dominates the fiber dispersion from the third extrusion.
Elongation at break for recycled composites (HDPE/SGF) as a function of fiber content after the second and third extrusions.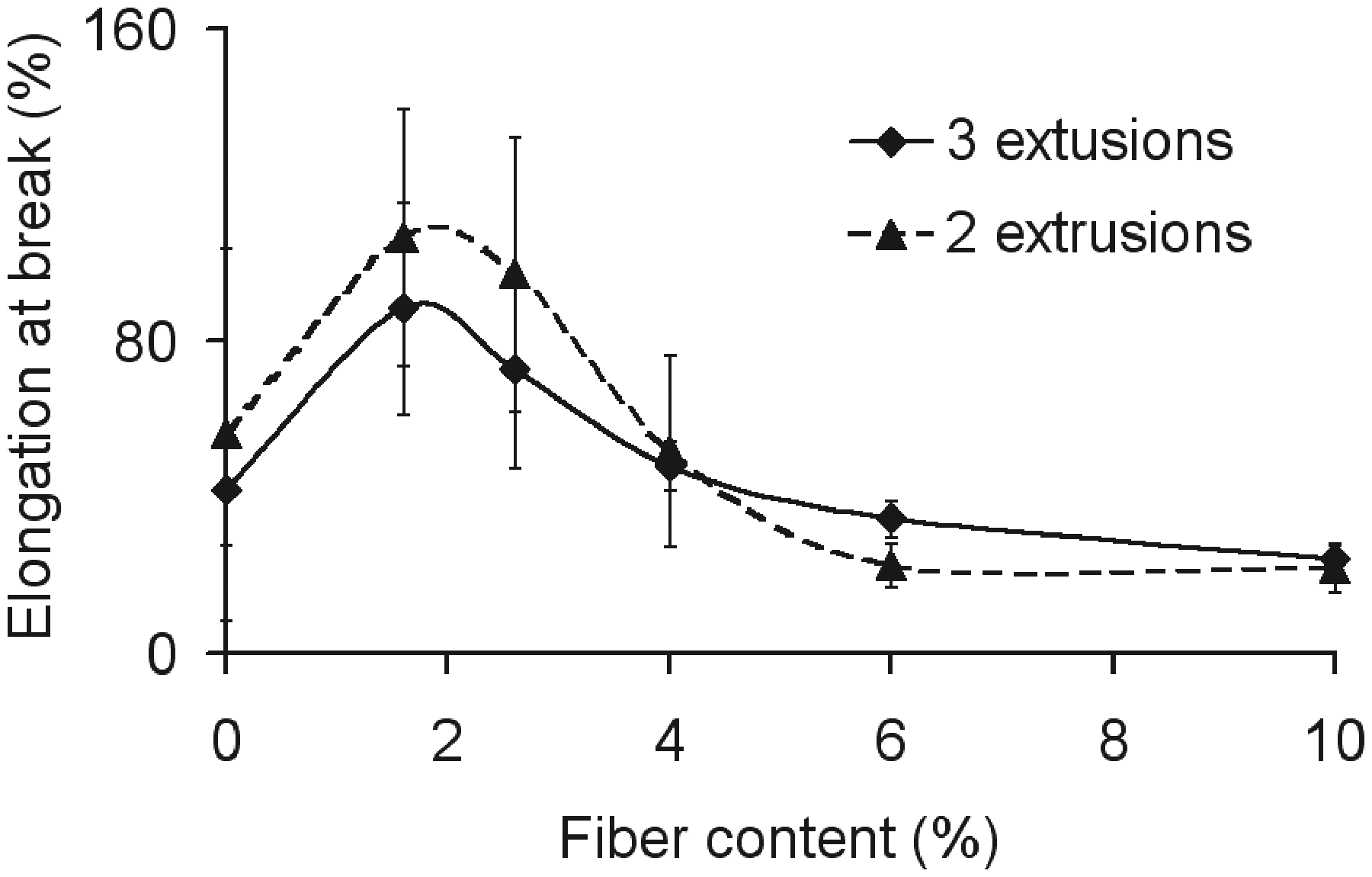
Conclusion
In this work, HDPE composites with different short fiber loading (1.6, 2.6, 4, 6, and 10%) were produced by melt compounding and submitted to further reprocessing by single screw extrusion. Thermal, rheological, and mechanical characterizations have been carried out on neat HDPE and HDPE/SGF composites. The results have shown that the reprocessing can improve the dispersion of SGF in the matrix. Moreover, the entity of structural and performance modification results are highly dependent on matrix degradation, SGF amount, and the number of extrusions. In fact, the studies of composites and reprocessed HDPE showed that HDPE crystallinity increases with the number of extrusions and with the SGF amount. In particular, the rheological properties of recycled neat matrix show a slight degradation of HDPE that can be improved by adding a small quantity of SGF (less than 10 wt% SGF).
The mechanical tests have shown a substantial reduction in ductility with the addition of SGF. The better dispersion promoted by single screw, after the two-time extrusion, was also emphasized by the behavior of the elongation at break for small glass fiber contents. It is a clear indication of a finer dispersion and it improves polymer/glass fiber adhesion. It can be concluded, that the reinforcement of recycled HDPE with a small proportion of SGF (1-3 wt%), without coupling agents, may represent an interesting solution to improve the ductility of a recycled polymer.