
Abstract
Background:
Custom-contoured wheelchair seating lowers risk of pressure injury and postural deterioration while custom-contoured wheelchair seating lowers risk of pressure injury and postural deterioration while increasing the stability and functional activity of the wheelchair occupant. Producing custom-contoured seating systems has historically been a labour-intensive process custom-contoured seating systems is historically labour-intensive.
Objectives:
Evaluate the strengths and limitations of current manufacturing processes for custom-contoured wheelchair seating to suggest potential future manufacturing processes.
Study Design:
Literature review of the state of the art.
Methods:
Research conducted through a literature review focused on the performance of different types of custom-contoured wheelchair seating products and processes over the last 40 years. Recent literature in orthotics and prosthetics was also consulted to assess future trends in seating.
Results:
There are five main manufacturing processes currently used to produce custom-contoured wheelchair seating systems. No single process is yet suitable for all wheelchair users, but many manufacturers are transitioning to computer numerical controlled (CNC) milling to reduce manual labour. Adjustable micro-modular seating and moulded seat insert manufacturing are also prevalent and offer alternative seating to soft foam carving.
Conclusion:
There is a need in the custom wheelchair seating sector for processes that are fast, cost-effective, produce little to no material waste, and that can effectively maintain a comfortable seating micro-climate. Additive manufacturing may meet these criteria, but further evaluation is required.
Clinical relevance
This review suggests that the custom-contoured wheelchair seating manufacturers are moving away from labour-intensive processes towards digital techniques, like CNC foam milling. Additive manufacturing is a potential new process that may reduce overall costs, the lead time in preparing seats and has the potential to better manage the seating micro-climate.
Keywords
Background
Wheelchairs are a key enabler of personal autonomy for mobility-impaired people across the world, but sitting in a wheelchair for long periods of time can lead to pain, discomfort, and complications such as pressure injuries or spinal deformities. For some wheelchair users, a custom seat is necessary to prevent these issues.
Custom-contoured seating (CCS) is a wheelchair seating system that is based on an impression taken of the user’s body such that the final seating solution matches the exact contours of their shape. This close-fitting seating system can reduce the pressure experienced in the weight-bearing areas of the seated user by redistributing pressure more evenly over the body-seat interface, and increasing support and comfort in the areas of the body experiencing the highest pressure. It can also offer more corrective postural support than simpler off-the-shelf seating systems that offer less individualized seating, and do not distribute or lower seating pressures as evenly and effectively as CCS solutions.1–3
The manufacturing of custom-contoured wheelchair seating has progressed since it was introduced, from labour-intensive methods requiring several people to complete, to mostly automated methods that implement computer-aided manufacturing. A state-of-the-art review was conducted herein to assess the evolution of the manufacturing of custom-contoured wheelchair seating systems, because none focused on the manufacturing processes currently exists. In addition, peer-reviewed literature on the manufacturing of custom-contoured wheelchair seating is scarce, limiting access to the knowledge and skill in the field of custom-contoured wheelchair seat manufacturing, which may in turn be limiting the development and use of new technologies in the field. The strengths and limitations of the various methods were identified. Future trends in manufacturing CCS were suggested based on these findings and related literature in order to to open the field to further innovation.
Current manufacturing methods for custom-contoured seating systems
To design and manufacture CCS systems, there are three key steps in each distinct manufacturing method:
(a) shape capture
(b) seat production
(c) seat completion.
The exact details of each step vary depending on which manufacturing method is employed, but a general overview is given in Figure 1.
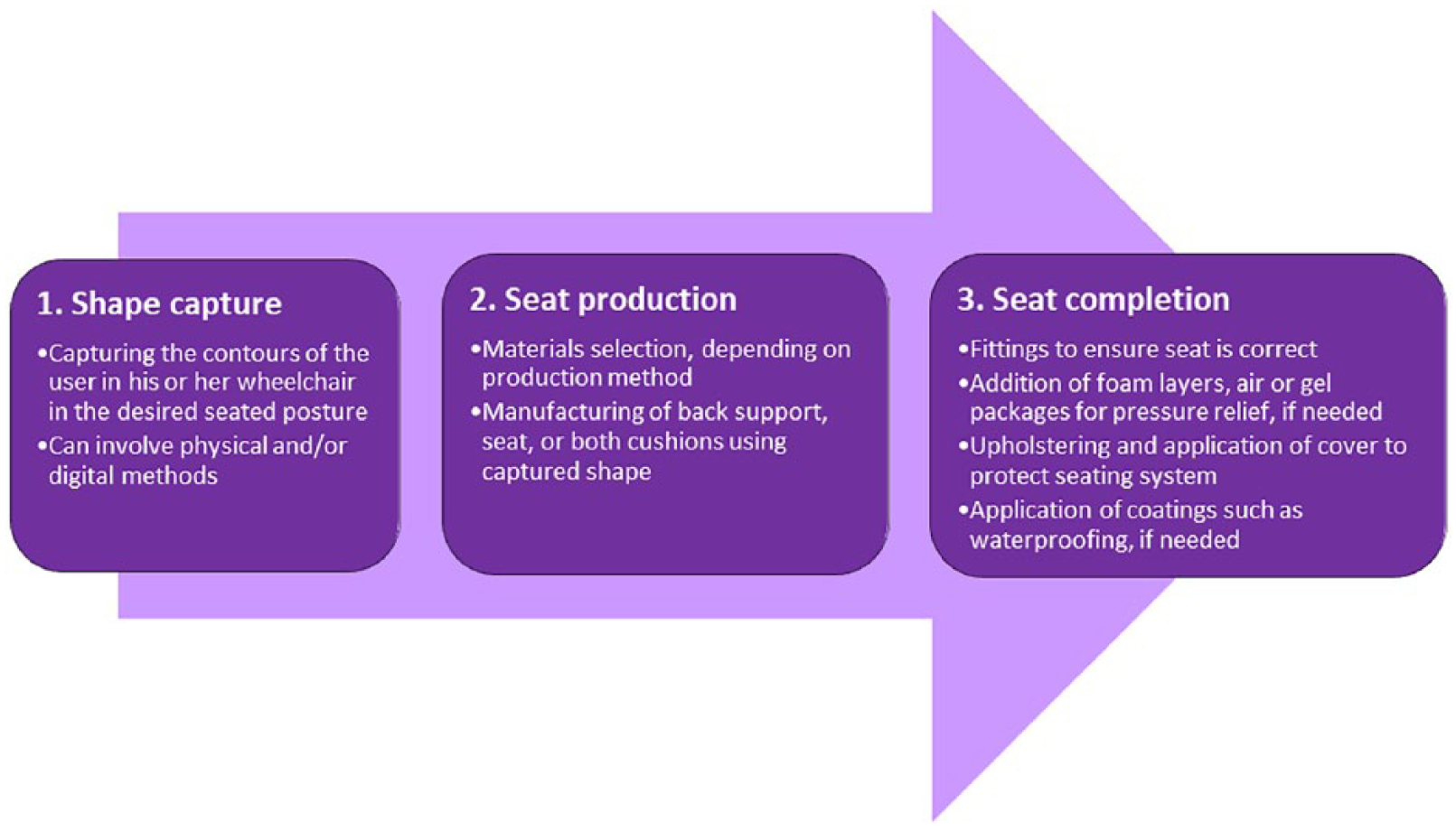
A generic process map for designing and manufacturing custom-contoured seating systems.
Shape capture generally consists of using physical and/or digital methods to capture the shape of a user’s body in the desired postural position while seated in his or her chair.
Seat production is the actual manufacturing of the seating system. A manufacturing method is chosen by the clinician and technician based on the wheelchair user’s seating needs, such as their weight, requirements for postural correction, level of functional activity, continence, need for pressure relief or need for temperature dissipation at the user–seat interface.
Seat completion is the final step in manufacturing CCS systems. This step includes fitting appointments with the wheelchair user and adjustments to the seating system, the addition of layers of foam or of air or gel packs to areas requiring additional pressure relief, the application of waterproof coatings, and/or the creation of removable, machine-washable covers that are used to protect the seating system and extend its useable service time, all prior to the completion of the seating system and issue to the wheelchair user, which conclude this step of manufacturing.
There follows a description of how different methodologies are employed in the manufacturing of CCS systems, each of them following the three steps outlined above. The strengths and limitations of each process and seating system are considered.
Foam-in-place seating
Foam-in-place seating (FIPS) is a manufacturing process that creates a custom-moulded foam seating system directly from the wheelchair user’s seated form. It combines the shape capture and seat production steps into one step, as detailed below.
Shape capture and seat production
FIPS manufacturing combines the process of shape capture and seat production. The foam is supplied to the seating clinic in its constituent materials – Polyol, Catalyst, Di-isocyanate and Fire-retardant graphite (1420, 20 and 612 g per ‘unit’). 4 These are mixed together to produce the foam, which expands in a plastic bag on which the wheelchair user is seated and positioned as the foam expands. 5 The steps involved are described below:
A moulding bag, with a base cushion of foam inserted, is placed on the wheelchair. In a separate container, the FIPS agents are mixed and then poured into the moulding bag. The wheelchair user is then quickly transferred onto the bag and his or her posture is adjusted to the desired position and held for 5 min.
The foam expands and sets into a solid seat cushion. This cushion is removed from the bag and trimmed. It is then placed back into the chair before moulding the back support cushion.
A new moulding bag with base cushion inserted is placed behind the wheelchair user, who is seated on the new custom seat cushion. The wheelchair user is leaned forward while a second FIPS mixture is poured into the new bag.
The wheelchair user leans back against the new bag in the desired position and is held in place for another 5 min while this foam back support expands into place.
These four steps are depicted in the process map in Figure 2.
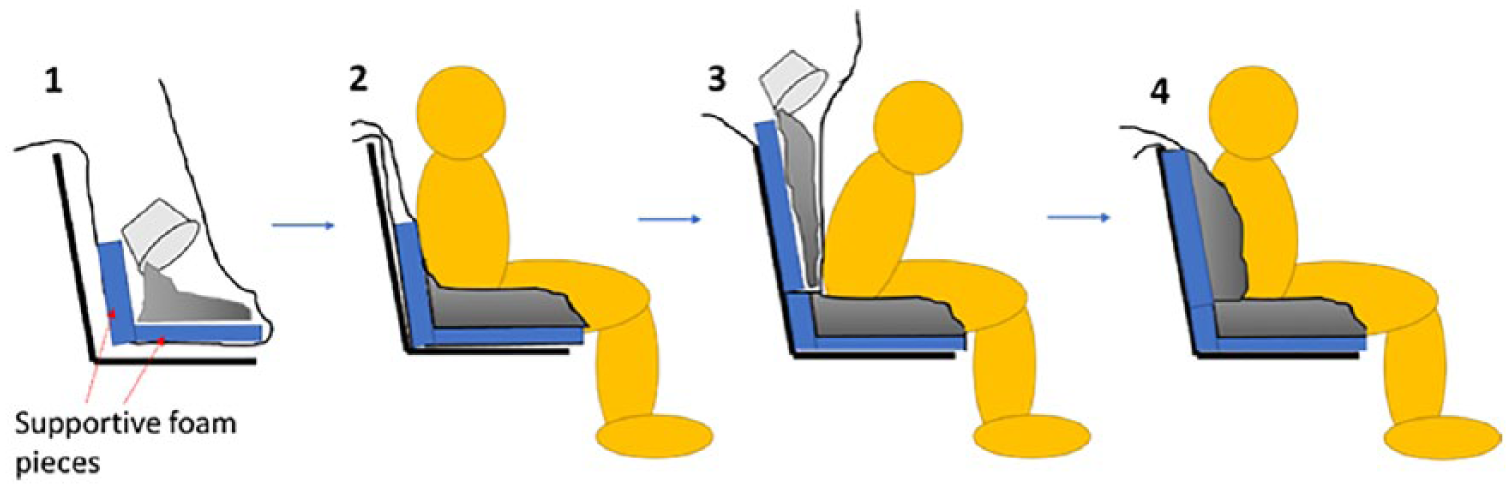
A process diagram showing the four shape capture and seat production steps of foam-in-place seating. Step 1: Pouring of liquid foam into a plastic bag that is supported in an assessment chair. Supportive foam pieces are placed in this bag to ensure there will be foam support under the service user. Step 2: Seating experts help the service user sit in a corrected position on top of the bag while the liquid foam expands around the user, creating a seat cushion that contours the lower half of the seated body. Step 3: A new bag containing supportive foam is placed behind the seated service user and liquid foam is poured into this second bag. Step 4: Seating experts help the service user into the corrected seated position while the foam expands and solidifies around the user, creating a foam back support that contours the upper half of the seated body. The seating system is usually trimmed and covered appropriately after these steps.
Seat completion
Once the back support of the system has set, the cushions can be removed from the bags, trimmed and finished. The ‘fit’ of this trimmed system to the wheelchair user and their wheelchair is assessed before the system is issued to the wheelchair user. This assessment involves the wheelchair user sitting into the new seating system in their wheelchair and a clinician analysing their posture and gauging their comfort or discomfort in the system.
Strengths and limitations
The time to make both a custom back and seat cushion is approximately 2 h. Another 7–14 h is required to add fabric finishing, waterproofing and a flame-retardant coating (seat completion step). Thus, a person can theoretically have a custom-moulded seating system within two working days, making FIPS a comparatively fast production method.
On average, one FIPS back support requires 2.75 ‘units’ of the chemical mixture. 6 At €76 per ‘unit’, 4 the cushion material for one back support costs approximately €209, making these seating systems comparatively inexpensive.
FIPS manufacturing, although fast and affordable, has disadvantages. During the foam’s expansion, the temperature of the cushions can reach approximately 43°C to 49°C, which is dangerous to the wheelchair user not only due to the risk of burning the skin, but the risk of worsening symptoms of neurological disorders such as multiple sclerosis or triggering spasticity in patients.7–10 Due to this, and due to fact that the weight of the person sitting on the foam can prevent the foam from expanding sufficiently underneath them to support them, the person is usually held slightly above the surface of the bag until the foam has expanded to some degree. This approach necessitates adverse manual handling practices on the part of several seating practitioners.
Since the foam sets quickly, a high degree of precision in adjusting the wheelchair user’s position is required. Where errors occur, this results in an increased overall cost, a longer time to completion and increased discomfort of the wheelchair user. 8
In addition, FIPS systems release isocyanates during the chemical reactions. This is a known health hazard and is inappropriate for clinical settings without appropriate personal protective equipment. 8
Plaster moulding
Plaster moulding was adapted from FIPS manufacturing to address some of the shortcomings of FIPS, specifically the hazardous nature of having wheelchair users near an exothermic, isocyanate-releasing chemical reaction and the limited shape capture time that can lead to material waste and manufacturing rework. Plaster moulding uses the same materials as FIPS but the shape capture and seat production steps are separate, and the shape capture technique is quite different from the FIPS method.
Shape capture
Instead of moulding directly to the wheelchair user, the plaster moulding process uses a shape capture method called vacuum consolidation. Vacuum consolidation consists of the wheelchair user sitting on a flexible bag filled with small polystyrene beads, which is set in the wheelchair. The user’s sitting posture is corrected and supported by the seating practitioners before a vacuum is used to extract air out of the bag, compressing the beads together until a rigid ’cushion’, that conforms to the wheelchair user, has been created from the bag. 11 The advantages and difficulties of using plaster moulding bag vacuum consolidation to capture the seating shape are discussed further in the Strengths and Limitations section of Plaster Moulding.
Seat production
After the shape has been captured, a plaster of Paris cast is made from the contoured surface of the consolidated bag. Once the plaster of Paris has attained some rigidity, the bag is removed from the cast and the plaster cast is set aside to dry for several days.
When the cast is completely dry, the inner surface of the plaster cast is coated in a layer of silicone, which acts as a lubricant, preventing expanding foam from sticking to the plaster. A rudimentary (often wooden) frame is constructed and attached to the plaster cast, creating a vessel into which the FIPS solution – the same as that used for FIPS – can be poured. A layer of foam, usually 1–2 in thick, is placed inside this vessel against the wooden frame. This layer of foam is used to ease the separation of the foam seating from the cast. The FIPS is then poured into the vessel and the mixture expands into solid foam matching the shape of the plaster cast.
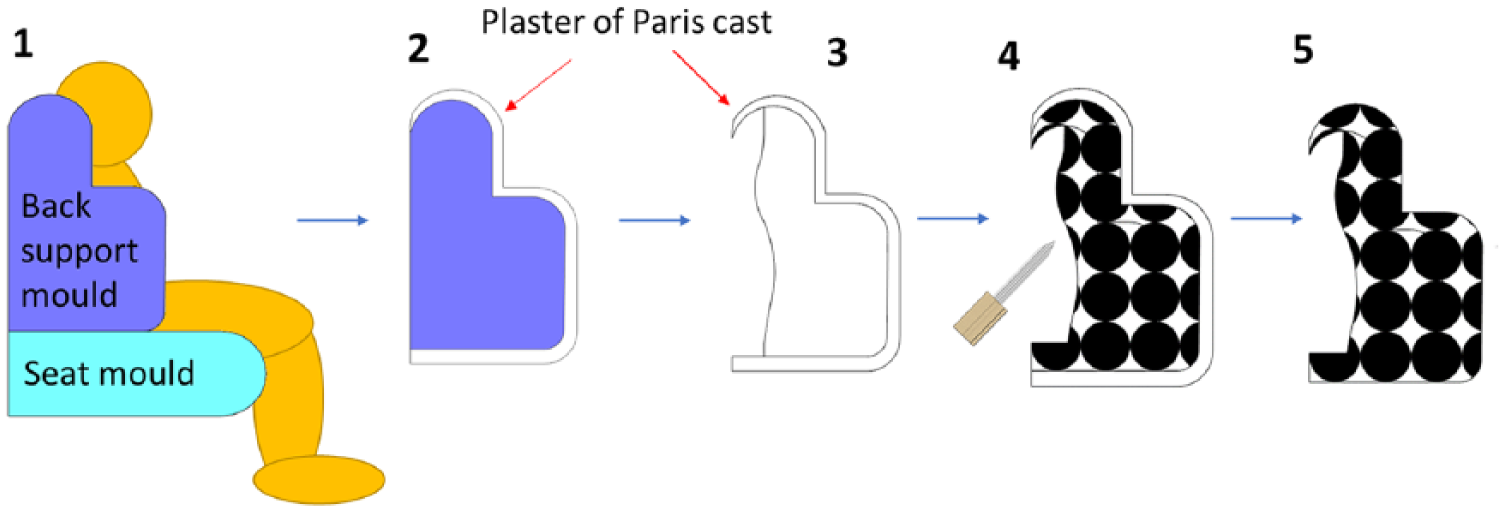
A process map for making a plaster moulded seating system is shown in Figure 3.
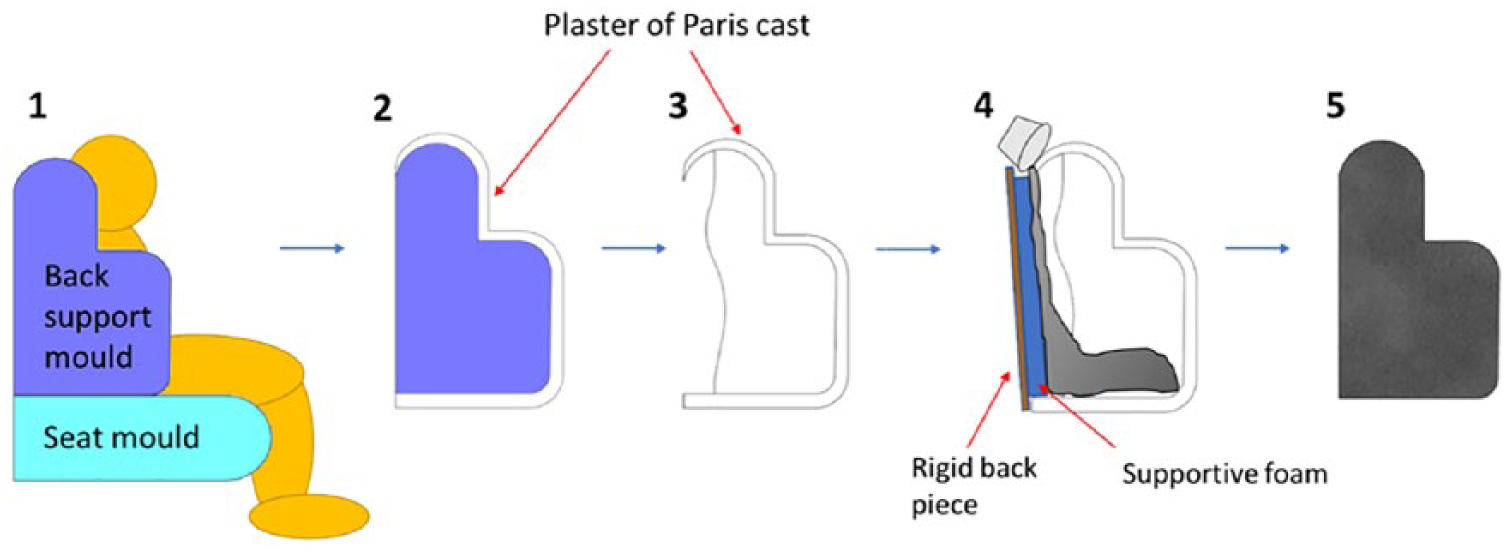
A process diagram showing the five shape capture and seat production steps of plaster moulding. Step 1: The shape of the service user in a corrected position is captured using moulding bags that are vacuum-formed to the user. One or two bags are used, depending on the seating system that is prescribed. Step 2: In the diagram, the back support is the only cushion being produced, so a plaster of Paris cast is made of the contoured surface and side of the moulding bag. The back side of the moulding bag is not used when making the cast. Step 3: The plaster of Paris cast is removed from the moulding bag and allowed to dry and rigidize for several days. A layer of silicone is applied to the inner surface of the plaster cast during this time. Step 4: A flat, rigid back piece is temporarily attached to the plaster of Paris cast, such that an enclosure is produced, with an opening placed at the top. A layer of foam is placed against the back piece and liquid foam is poured into the enclosure. This foam expands inside the enclosure quickly once poured. Step 5: The plaster of Paris cast and rigid back piece are removed from the solid foam cushion. This cushion is usually trimmed and covered appropriately after these steps.
Seat completion
The plaster cast is removed from the foam cushion once the foam has finished expanding and curing, which takes 2–3 h.
The suitability of the fit of this foam cushion is assessed during an appointment, or several appointments if needed, with the wheelchair user. Trimming the seat using hand tools can be done if needed. Where targeted pressure relief or shear reduction is required, the foam can be recessed, and gel or air pockets fitted. Where additional rigidity is required, rigid foam or plastic can be fitted externally. Once the wheelchair user and seating practitioners find the fit suitable, the cushion is finished off, and a cover is made to size with appropriate fabrics.
Strengths and limitations
Although plaster moulding uses the same chemicals as FIPS, plaster moulding offers the advantage of eliminating the use of isocyanates in the presence of wheelchair users by moving this step of the process to an appropriately ventilated workshop environment, thanks to the moulding bag used for shape capture and the plaster cast made from the captured shape.
Another advantage to using a moulding bag is that there is much less of a time constraint on vacuum consolidation shape capture as compared to the FIPS approach. If an appropriate sitting posture is not achieved on the first attempt, the vacuum consolidation process can easily be repeated by returning air to the bag and repeating the shape capture. In addition, the comfort of the captured posture can be assessed before manufacturing the final seating system by allowing the wheelchair user to sit for a period of time in the formed seat; if changes need to be made, the seat can be adjusted, and thus, money, time and materials are saved in the manufacturing process by avoiding the need to create a completely new cushion later.
There are some issues with vacuum moulding bags that technicians and clinicians must be aware of to successfully capture a seating shape using this technique. In general, capturing a wheelchair user’s shape with a moulding bag can be difficult to conduct by only one seating expert, and for particularly complex shapes, several assistants may be required to adjust the beads in the bag and hold the moulding bag in different places to properly capture a user’s corrected shape. This is especially true for moulding back supports with lateral trunk supports that conform to the user, as the laterals will need to be held against the user while another seating expert ensures the user’s posture is not changed from the corrected position during moulding. Another issue is the forming of wrinkles on the contoured surface of the moulding bag captured during vacuum consolidation, which should not be translated to the final seating system surface. Preventing these wrinkles while capturing a user’s shape can be difficult. Where wrinkles do occur, they can be infilled using modelling clay or the surface of the moulded bag can be covered with a thin plastic layer before plaster casting in order to smooth these wrinkles away.
Plaster moulding as a whole is a very time-consuming method of seating manufacture. It involves approximately 9 h of labour to bring it from shape capture through to an initial fitting with the wheelchair user. Subsequent fittings and adjustments to bring the system to completion can be time-consuming and require advanced technician skill. 12
Adjustable micro-modular Matrix seating
Adjustable micro-modular seating (AMMS) systems use small, interlocking components that can be independently adjusted to make a custom-contoured back support or combination seating system. A well-known manufacturer of these seating components is Matrix Seating (Dorset, UK) who manufactures Matrix AMMS systems, shown in Figure 4.
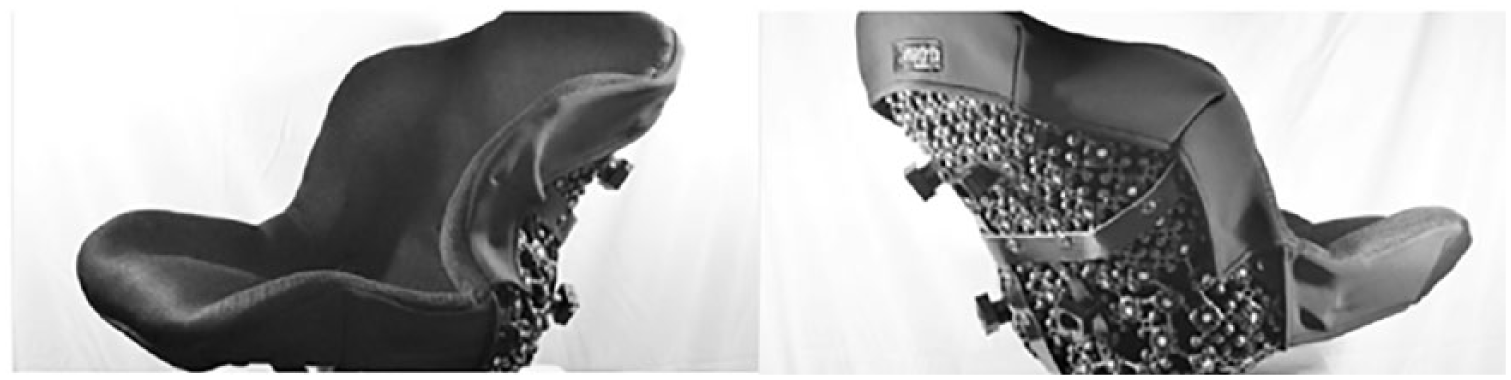
Example of a Matrix seating combination system (seat and back support) with a custom cover and bracketry. 13
Shape capture
Seat capture for AMMS system production typically uses vacuum consolidation and can also involve cast making, similar to plaster moulding, depending on the complexity of the wheelchair user’s seating needs. When only minor contouring is required, seating technicians may prefer to produce the seat through a ‘direct fit’ method, which combines the shape capture and seat production steps, making the production of an AMMS system much faster than if a moulding bag and plaster cast are used. However, wheelchair users requiring complex or deep contours in their seating system, who cannot sit unsupported for long enough to adjust the AMMS sheet as needed, or who have sensory and behavioural issues that prevent them from sitting still for long, require a moulding bag to capture their corrected seated shape.
Seat production
The AMMS seating systems are constructed by draping a sheet of the (unlocked) interlocking components against a finished plaster cast, if casting has been done, before manually tightening the components in place to rigidize the shape of the AMMS sheet. A process map for AMMS systems is shown in Figure 5 that uses a plaster cast. If a ‘direct fit’ method has been conducted instead, the sheet of loosely interlocking components is tightened into a back support or combination system shape that matches body shape measurements recorded during a clinical assessment appointment with the wheelchair user. In a follow-up appointment, this rough estimate of the seating shape is further contoured in local areas of the body as needed to ensure a better fit to the wheelchair user.
A process diagram for the five shape capture and seat production steps in making adjustable micro-modular seating systems. Step 1: The shape of the wheelchair user in a corrected position is captured using moulding bags that are vacuum-formed to the user. One or two bags are used, depending on the seating system that is prescribed. Step 2: In the diagram, the back support is the only cushion being produced, so a plaster of Paris cast is made of the contoured surface and side of the moulding bag. The back side of the moulding bag is not used when making the cast. Step 3: The plaster of Paris cast is removed from the moulding bag and allowed to dry and rigidize for several days. Step 4: A sheet of loosely connected micro-modular components is lain against the outer surface of the plaster of Paris cast and manually tightened to conform to the cast’s surface contours. Step 5: The new back support is removed from the plaster of Paris cast and fittings for the back support are conducted to ensure its performance and fit.
Seat completion
Once the final shape has been agreed after trialling the fit with the wheelchair user and adjusting as needed, reinforcements need to be fitted to hold the AMMS system in shape, and bracketry fitted to mount it to the wheelchair frame. In one variation of this method, the final seats can be left uncovered, with only silicone pads acting as cushioning, 14 but in the majority of cases, the back support needs to be covered with removable padded upholstery to add additional cushioning and cover to the seating system.
Strengths and limitations
AMMS systems can be quite heavy, rigid and expensive. A high degree of expertise and patience is required to closely match the plaster cast template. They can be very labour-intensive to produce, making them less popular for prescription than some custom-contoured foam seating alternatives.
There is also a constraint on the contour angles in these seating systems. These are limited by the size of the interlocking components and very tight body contour angles are not achievable using this method. However, AMMS seating systems offer rigidity that cannot be attained in foam seats, which can be especially useful where rigid lateral trunk support that offers a degree of inferior support is required.
Due to the sizable empty spaces present between the interlocking pieces of AMMS, airflow is higher in these systems than in conventional seating, so temperatures can be maintained at lower values for longer periods of sitting than in foam seating systems.13,15 The lower temperature at the user–seat interface can help lower the risk of pressure injury development. 16
While it is unusual to prescribe CCS to children due to anticipated changes with growth, an AMMS system can be prescribed in paediatric cases to ease the necessary adjustments and additions to the seating system required over a short period of time.
The AMMS manufacturing process is not hazardous to either the technician or the environment, since no foam dust or chemical fumes are generated during AMMS manufacturing.
Currently, the only available research assessing the performance of AMMS-style seating by wheelchair users is by Trail and Galasko. 17 Trail and Galasko 17 found that no pressure injuries occurred during each patient’s use of Matrix seating (up to 22 months). The study also showed that 75% of patients with scoliosis experienced no further increases in Cobb angle while using the Matrix seating, and 75% of users with subluxed hips experienced no further deterioration while using the seating system. However, it is difficult to correlate the hip dislocations that did occur to the seating, since no comparison was made to a control group without postural management intervention. The abilities of the other CCS systems discussed in this study to prevent hip subluxation or scoliosis escalation have not been specifically studied, though studies have found evidence that the implementation of a postural management programme that uses CCS – not just contoured, off-the-shelf seating – is key in managing hip migration in young patients with cerebral palsy.18–20
The average time for altering a seating system in this study was 5 man-hours per adjustment session, making this manufacturing process slower than FIPS and moulded seat insert (MSI) production, though the fact that AMMS systems are adjustable so far into their product life-cycle could be an advantage.
CNC foam milling
A highly automated process that is growing in popularity for manufacturing custom-contoured wheelchair seating is CNC milling or foam carving. Much of this process is digitized, as detailed below.
Shape capture
Shape capture for CNC foam milling is performed by vacuum consolidation, as used in plaster moulding and AMMS systems. Once the shape has been captured, a scan of the contoured surface of the moulded bean bag is taken and digitally stored. Several different scanning methods can be employed to digitize the captured shape. Coordinate measuring machines with mechanical probes can be used to make a digital model of the seating surface geometry by performing a contact measurement of discrete points on the seating surface, but these devices are more expensive than portable alternative scanners, usually take longer to use and have generally been superseded by non-contact light scanners. 21
Desktop light scanners with accuracies of ±61 µm are now available, but these can cost in excess of €100,000. Handheld scanners with accuracies of ±100 µm are much more affordable, at around €400 or less. 22 These are acceptable to use for CCS systems as clinical experience estimates that resolutions around ±10 mm are adequate. 23
Another option for shape capture by 3D scanning are ‘motion sensing’ devices, like the Xbox Kinect or Asus Xtion, that use a combination of infrared cameras and RGB cameras to detect changes in depth of an object or person. An Asus Xtion Pro costs around €1200 and the Xbox Kinect costs about €60.
The Xbox Kinect has been investigated recently as a low-cost scanning solution for custom-contoured wheelchair seating. 24 According to this research, the device was able to create high-resolution scans of vacuum-consolidated moulding bags used in seating clinics, but the size of the files created varied from 2 to over 40 MB, depending on the scanning resolution used. A minimum resolution of around 512 voxels per metre was required to create a scan accurate and smooth enough to be appropriate for 3D printing, which meant processing a mesh with around 500,000 vertices and a file size around 23 MB. 24 This scan requires heavy computer processing power to manipulate. The 3D Systems Sense handheld scanner can instead generate a mesh of around 8000 vertices and a 10 kB file size that is appropriate for making seating, requiring a much lower processing time compared to the Xbox Kinect’s scan requirements for the same quality of seating.
There have been recent attempts by researchers to develop alternative means of digital shape capture using pressure mapping or force-deflection measurements and mathematical data manipulation.25–27 These studies suggest that pressure or force-deflection data relate directly to optimal cushion contour shape for many wheelchair cushion users, such that custom-contoured cushions can be designed based on pressure maps. This method of shape capture is not yet widely used in the clinical setting, but may become more popular in the future as manufacturers continue to integrate more automation into each step of their manufacturing processes. The accuracy of the shape captured through these methods is limited by the number of, and sensitivity of, the sensors used during shape capture. The pressure or force-deflection data in the spaces between sensors can be estimated reasonably well depending on the algorithm developed for post-processing of the data. 25
Seat production
Once scanned, the digital model of the moulded bean bag is imported to an appropriate computer-aided design software package for post-processing. Post-processing entails smoothing the object, compressing the file by lowering the number of data points, correcting any defects in the scan, and making any clinically prescribed adjustments to the digital file before moving the file to a computer-aided manufacturing (CAM) software. Some software suppliers combine their CAD and CAM packages to ease CNC file preparation.
In the CAM software, the tool path to produce the seating system from a foam block is defined. This usually involves a roughing path and a finishing path, each requiring a different tool tip. The roughing path creates the basic shape of the system, while the finishing path is used to smooth the system and increase the accuracy of contours.
Seat completion
Once the seat has been milled, some trimming by hand may be performed. Typically, the product of the CNC milling process requires the same amount of manual refinement as foam systems produced through non-digital methods. The saving in labour time occurs in the early stages of the process where less manual labour is required to produce the initial foam shape.23,28 CNC foam carved systems are upholstered after production in the same manner as other custom foam seating systems.
A simplified process map for CNC carving foam seating systems is shown in Figure 6.
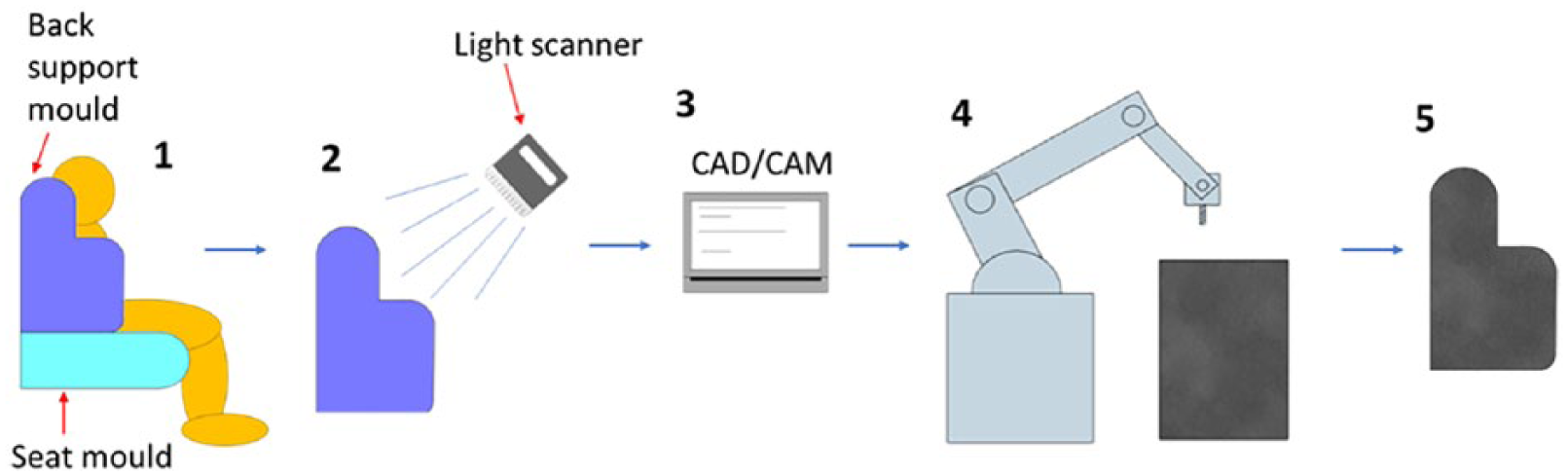
A process diagram of the five shape capture and seat production steps in making CNC carved foam seating systems. Step 1: The shape of the wheelchair user in a corrected position is captured using moulding bags that are vacuum-formed to the user. One or two bags are used, depending on the seating system that is prescribed. Step 2: In the diagram, the back support is the only cushion being made, so the fitted moulding bag for the back is made into a digital file (.stl) using a handheld light scanner. Step 3. The digital model is imported to a computer and altered as needed in computer-aided design (CAD) programmes for 3D models. The final model is then imported into a computer-aided manufacturing (CAM) programme and a code for producing the cushion from a block of foam using a CNC robot is produced. Step 4: The cushion is carved from a block of foam using a CNC robot. Step 5: The cushion is trimmed and fitting sessions are conducted. Cushions are usually covered after these steps.
Strengths and limitations
The length of time it takes to produce a seating system through CNC foam carving varies in the literature. According to a study of one company’s workflow, 29 producing a seat through on-site CNC milling required 4.5 h, of which 1.5 h were spent on the physical manufacture of the product by seating technicians, while producing a seat through a plaster moulding method required 5.5 days total, of which 5.5 h were spent on the physical manufacture of the product by seating technicians.
In a separate study comparing hand-carved seat production to CNC foam carving, the digital 3D model of the seat was sent to an external manufacturer to produce instead of making the system on-site. 8 On average the total production time for a CNC foam carve system was 39.1 days (standard deviation (SD) 17.4 days), while producing a seating system by hand at the clinic required just 15 days (SD 3.6 days). Thus, CNC foam carving led to much longer wait times for wheelchair users at this clinic. 8 Comparing the results of these two studies suggests that if CNC foam carving is to be used, in-house manufacturing may be a better route for clinics than partnering with external producers.
Other research suggests that milling with a high-tech CNC machine or robotic arm generally requires less than 2 h to complete a single-piece cushion comprising seat and back support together. 23 Less expensive CNC machines tend to operate much more slowly, requiring many passes of the spindle to remove burs. 30
One advantage of CNC milling is that the digital files produced for CNC milling can be stored digitally and accessed and altered later as needed, reducing the need for large physical storage spaces at seating facilities.8,23 In addition, CNC milling requires less manual labour and fewer man-hours than FIPS, plaster moulding or AMMS production methods.
Another potential advantage of CNC milling is the range of material options to wheelchair users. Although all of the cushions are made of foam, the types of foam that can be used to make a custom-contoured wheelchair seating system through CNC milling are varied. Depending on the needs of the wheelchair user, three general types of foam are used in wheelchair seating: polyurethane foam, polyethylene foam and viscoelastic polyurethane or ‘memory’ foam. Polyurethane foams are soft, open-celled foams where air can travel through, and the firmness of which can be chosen as needed for the wheelchair user. Polyethylene foams are hard, close-celled foams, which have higher firmness levels than polyurethane foams. Viscoelastic foam is a sub-type of polyurethane foam that has additional chemicals added to it such that it demonstrates viscous properties as it approaches body temperature, thus conforming better to a user’s body. Its high density lends more support to wheelchair users than other polyurethane foams.
During manufacturing, the CNC tool type, spindle speed and milling speed may need to be altered based on the behaviour of the foam being milled. Further in-depth analysis of seating materials is outside the scope of this state-of-the-art review on manufacturing techniques, as the number of different cushions and foams to analyse is quite large. 31
An aspect of CNC milling for manufacturers to consider before implementing is that employee training on CAD/CAM software and certification with CNC milling machinery may require additional financial and time commitment. Also, five-, six- and seven-axis robot arms, which are required to achieve seat production in one tool path (without the need to reorient the foam block manually during CNC milling), can be quite costly at over €300,000 for a five-axis machining centre, not including CAD/CAM software. However, simpler machines with three axes can be used with a relatively high accuracy of contours in the final seat (around ±2 mm resolution), depending on the milling direction, spindle speed and feed rates of the CNC milling paths.23,28,32 The cost of these three-axis machining centres is upwards of €60,000, not including CAD/CAM software.
CNC foam carving requires positive air extraction in an industrial setting, since foam carving generates a fine foam dust and debris that are hazardous to breathe in; this is a further cost and safety consideration for seating manufacturers using CNC foam carving.
Moulded seat insert
An MSI is another type of custom-contoured wheelchair seating solution. An MSI system consists of a rigid plastic shell that conforms to the user’s body overlaid with a layer of foam that conforms to the shell’s contours.
Shape capture
Making an MSI system requires shape capture by vacuum consolidation. The moulding bag is then either used to make a plaster cast that will be used to produce the final seating system, or the bag is scanned and digitized, similar to the CNC milling process except that a positive of the seating surface is generated and a CNC toolpath is coded to mill a thermoforming ‘tool’ or mould.
Seat production
Manufacturing an MSI uses a process called ‘drape forming’ or ‘vacuum forming’. 33 If a plaster cast is being used as the forming tool, the internal surface of the cast is coated in a plaster slurry to provide a smooth surface finish for the final seat after the plaster cast is set. 33 The plaster cast is then rigidized externally to prevent deformation during the vacuum forming step. If instead the forming tool is being constructed through scanning and CNC milling, the CNC toolpath made from the scan is used to mill a positive vacuum forming tool from a rigid, strong closed-cell foam that can withstand the heat and pressure involved in vacuum forming.
Once the forming tool is prepared, it is set in the vacuum-forming machine. If a plaster cast is being used as the tool, a sheet of high-density polyethylene (HDPE) is clamped in an aluminium frame and heated in an oven to between 140°C and 160°C. The HDPE is then placed over the plaster cast and a vacuum is applied to the chamber, forcing the HDPE to conform to the plaster cast. After the HDPE has been formed, a sheet of 40–50 kg/m3 density polyethylene foam called Plastazote is vacuum-formed over the HDPE layer. The process map in Figure 7 offers a simplified diagram of vacuum forming an MSI system using a plaster cast. The vacuum-forming steps are conducted in the same manner if the forming tool is a positive tool made by scanning and CNC milling, which is a preferred method by manufacturers since it requires less manual labour.
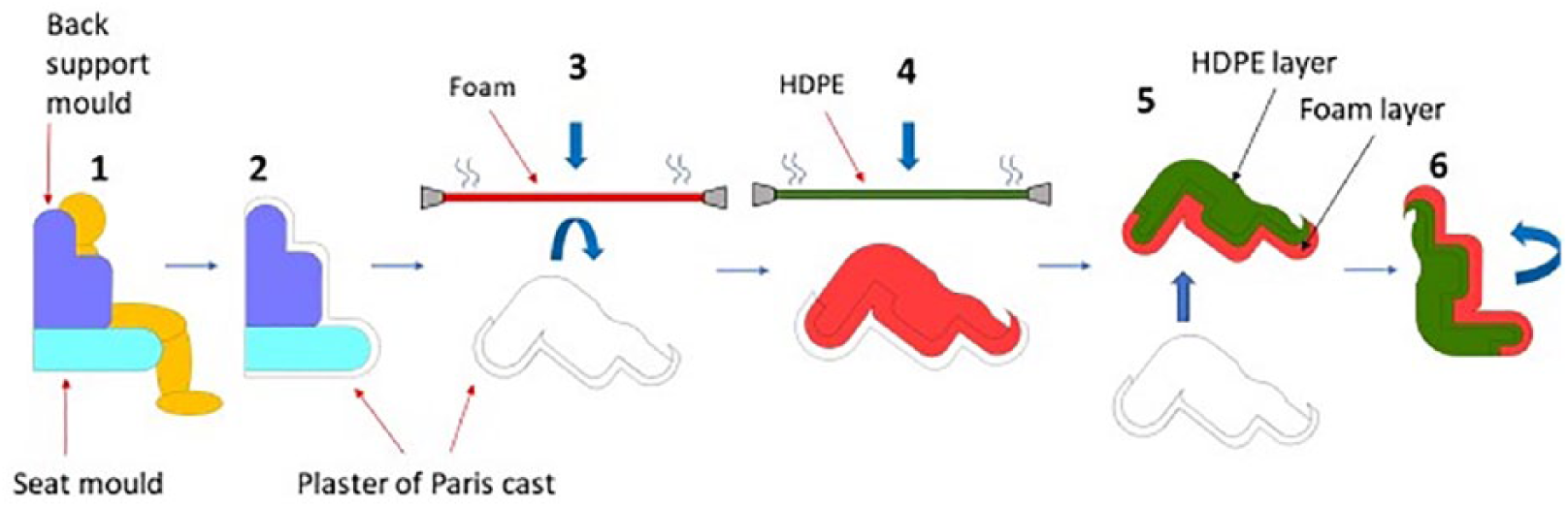
A process diagram of the six shape capture and seat production steps of making a moulded seat insert. Step 1: The shape of the wheelchair user in a corrected position is captured using moulding bags that are vacuum-formed to the user. One or two bags are used, depending on the seating system that is prescribed. Step 2: In the diagram, a combination system is being made, so a plaster of Paris cast is made of the contoured surface and side of both moulding bags together. The back side of the moulding bag is not used when making the cast. Step 3: The moulding bags with the plaster of Paris cast are placed in a vacuum-forming chamber. A sheet of high-density polyethylene (HDPE) is heated and vacuum-formed to the plaster of Paris cast’s surface. Step 4: A layer of medium-density polyethylene, closed-cell foam is heated in the chamber and vacuum-formed to the surface of the HDPE. Step 5: The HDPE and foam layers are removed from the plaster of Paris cast and trimmed as needed. Step 6: The foam and HDPE layers are adhered together such that the wheelchair user will sit on directly on the foam layer and the HDPE will act as a rigid support.
Seat completion
Once the initial MSI is made, the shape, comfort and performance of the seating system can be assessed by the wheelchair user and the seating practitioners. Once satisfied with the system, the foam layer is bonded with adhesive to the HDPE shell, and a final trim of the MSI is performed. 33
Strengths and limitations
MSIs offer firm support in a durable seating system that should require little maintenance and minimal framing on the wheelchair. 34 It is claimed that the HDPE shell lends to system strength, 34 but research on the mechanical and clinical performance of MSI systems in general is absent from the literature. HDPE as a material is known to exhibit high strength-to-density ratios, with a density range of 950–980 kg/m3 and a tensile strength around 31.7 MPa. 35 This strength is well above the pressure levels experienced in even non-contoured seating, regardless of the weight of the wheelchair user. 2 The low prevalence of branching in HDPE’s micro-structure makes it resistant to cracking, which is beneficial to wheelchair seating.
Another benefit of MSI systems is that manufacturing one system takes only 4–6 h if CNC milling is used to form a forming tool. Materials cost approximately £90–£180, and with the process not requiring much manual labour, the process is relatively inexpensive. 33 The initial capital investment is higher than that for FIPS or plaster moulding, however; a vacuum thermoforming machine that can process the sizes and depths necessary for custom wheelchair seating can cost around €11,000. 36 Since CNC milling is required to make a forming tool for each MSI seating system, a CNC machining centre is also required for this process and can be a large expenditure as noted in the CNC milling section of this review. In addition, MSI requires ventilation for industrial manufacturing to be in place, which can prove to be an expensive and time-consuming upgrade for some small manufacturers. With the proper equipment and setup, the MSI manufacturing process is non-hazardous to technicians, but the CNC milling of forming tools generates material waste.
MSI systems have some limitations. For instance, while foam systems facilitate small motions due to the compressibility of foam materials, the rigidity of MSI systems may not be suitable for some wheelchair users, such as those experiencing repeated involuntary muscle flexion or users who are more active. 37 In addition, MSI systems are very difficult to adjust post-production; adding air or gel packets to areas of high pressure is much easier to do in all-foam seating systems like FIPS and plaster moulded cushions.
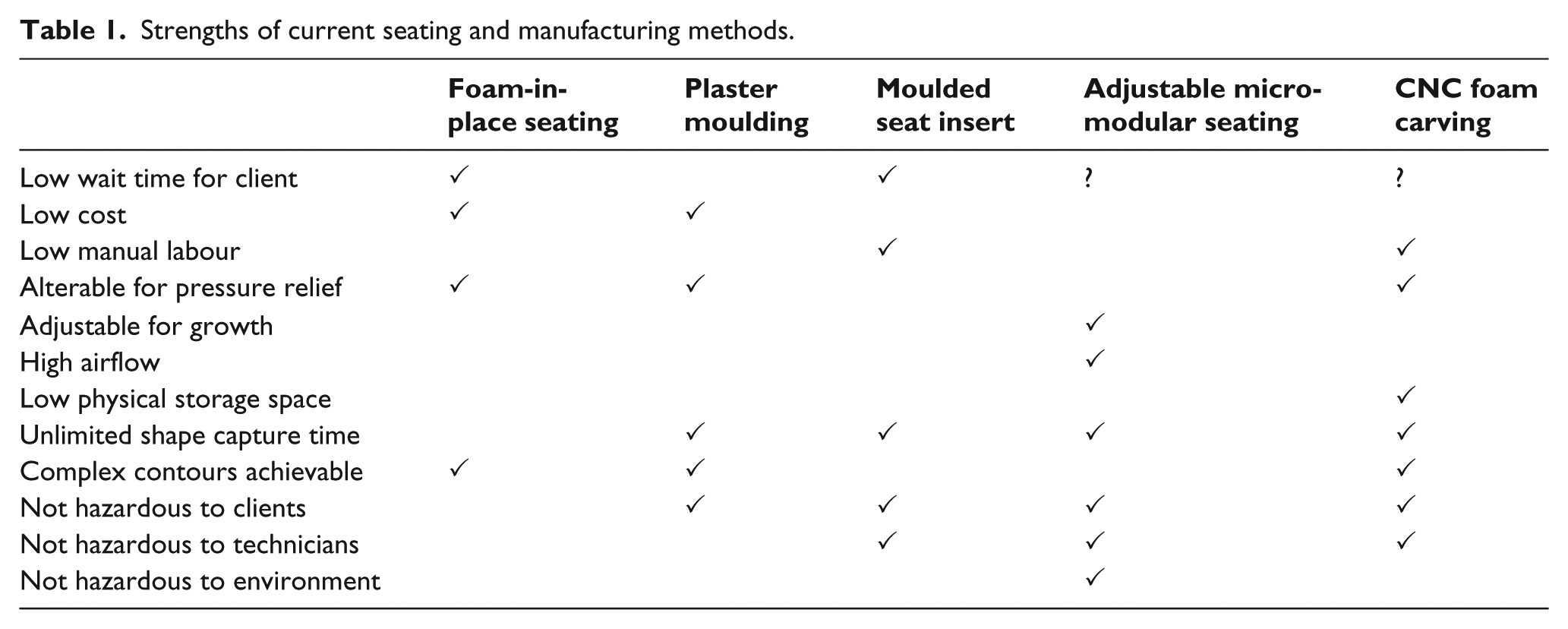
Summary
The key strengths of current seating and manufacturing methods are summarized in Table 1. No manufacturing technique currently exists that exhibits all of these strengths yet, but MSI, AMMS and CNC milling offer the most benefits and range of choice to wheelchair users. CNC milling of foam exhibits the most ideal characteristics of the studied manufacturing processes, but MSI and AMMS systems offer unique solutions for wheelchair users that need or desire alternatives to the traditional foam cushions made through CNC milling, FIPS and plaster moulding. The CNC milling process is superseding FIPS and plaster moulding processes by cutting manual labour and increasing safety to those being fitted and those producing the cushions, while still offering a final product that performs similarly to those made through FIPS and plaster moulding. However, milled foam seating systems are expensive, can induce high user–seat interface temperatures, can waste large amounts of material and can be detrimental to the environment, suggesting that further innovation in the manufacturing processes for custom-contoured wheelchair seating is needed.
Strengths of current seating and manufacturing methods.
Future of custom-contoured seat manufacturing: additive manufacturing?
Recent research in CCS suggests that the use of CAD and CNC carving by clinical groups has increased in the last decade.23,29 This may be attributed to this method’s low level of manual labour component. CNC carving, however, uses foam materials like a majority of the common seat production methods, which are known to exacerbate high-temperature and high-moisture environments, raising the risk of pressure injury to users.5,15,38 In addition, the cost of completed CNC seating systems is generally higher than that of plaster moulded or FIPS seating systems.
These matters may be resolved through the development and use of alternative manufacturing technologies, such as additive manufacturing. For example, Tuck et al. 39 conducted a study to assess the benefits and drawbacks of changing from a traditional form of manufacturing non-custom-contoured jet pilot seats to making custom-contoured seats through an additive manufacturing process. Their study used four steps to produce custom seating through additive manufacturing:
(a) geometry capture
(b) scanning
(c) data manipulation
(d) manufacturing.
These are essentially the same steps as those used in CNC carving of foam seats, which would ease the transition from the latter process to the former. However, the data manipulation and manufacturing steps are different: CNC carving is subtractive and uses tool machinery while additive manufacturing builds layers without requiring specific tooling. 39 Furthermore, CNC milling is programmed in three or more dimensions, while additive manufacturing processes build up subsequent two-dimensional layers, which is less complicated to process and programme. The study found that 3D printing custom seats are possible and could be an effective manufacturing route for other custom seats, suggesting that research into 3D printing custom wheelchair seating be conducted in the future, since the materials used in 3D printing at the time of the study were not strong enough for aircraft ejection seats, 39 which may be tested at sled velocities up to 300 m/s. 40
Considering advances in aircraft, prosthetics and orthotics41–43 have inspired advances in custom wheelchair seating in the past, the standardization of a process for making 3D printed custom wheelchair seating systems appears to be on the horizon.
In 2016, Benjamin Hubert of LayerLAB completed a prototype for a custom manual wheelchair with a 3D-printed seat and footrest. 44 A combination of stereolithography and light sintering was used to make the custom seats. The concept aimed for seat design parameters, such as the height of the back support and the width of the seat, to be customisable by consumers ordering the wheelchair.
The GO wheelchair is not custom-contoured, so its design and manufacturing process would vary from that of a CCS system. An additive manufacturing process for CCS would require the use of some form of scanning to create a digital model just as CNC carving does. Considering light scanning is a very fast and accurate shape-capturing process that eliminates costly physical storage issues, this is a major strength of both CNC and additive manufacturing methods over non-digital manufacturing processes.
With 3D-printing, material waste, which is an issue with several of the current methods either due to the subtraction of foam scraps or due to the disposal of plaster casts, is also minimized. Furthermore, additive manufacturing allows for design changes to be made digitally prior to any physical manufacturing, again cutting potential material waste, manual labour and production time from the seat-making process. This digital alteration prior to physical production of a cushion or back support is also achievable through CNC milling, but alterations are limited due to the use of foam as the base material. Customization and digital alterations allowable through an additive manufacturing approach could allow for better control of the micro-climate at the user–seat interface, potentially lowering the risk of pressure injury in users, because systems would be made through an additive means instead of a subtractive process and cushions could be produced from materials other than foam. Foam seats are insulators; thus, high temperatures and moisture levels may be experienced by wheelchair users who use foam seating for extended periods. These factors increase the likelihood of pressure injury development in complex wheelchair users who cannot adjust their position throughout the day while using their chairs for extended periods of time. Adding ventilation holes to a traditional foam seat to decrease the build-up of temperature and moisture is not usually feasible, since subtracting material from a foam seat also subtracts postural support and material resilience from the seat or back support. 45 In seating fabricated through additive manufacturing, holes could be easily placed in a digital model before printing in such a way that the mechanical performance of the final seat is not negatively affected.
Seating systems made through additive manufacturing may lack some of the positive properties of foam that have led to its widespread use in seating systems, such as softness and viscoelasticity accompanied by enough strength and stiffness to support a sitting person in a specific position. In addition, the orthotropic behaviour of 3D printed parts means the orientation of the printed seat will be key in predicting its performance, and must be taken into account in the design of the seat and printing process. However, flexible materials such as thermoplastic elastomers can potentially be printed with similar, and possibly even better, properties key to polyurethane foam’s wide use in wheelchair cushions. 46
What appear to be the main limitations of implementing additive manufacturing to produce custom-contoured wheelchair seating systems are (1) the size of print beds compared to the size of wheelchair cushions and (2) the time to 3D print a system. A majority of 3D printers less than €8000 are desktop-sized, only offering build volumes up to around 250 mm × 250 mm × 300 mm (xyz). The 95th percentile male has a hip breadth of 501 mm, a buttock-popliteal length of 565 mm and a thigh clearance of 179 mm, so a 95th percentile male would require a wheelchair seat cushion with dimensions around 600 mm × 600 mm × 200 mm (depending on the material used to make the cushion). 47 Thus, most affordable printers lack the build volume size to print a seat cushion in one piece. However, mechanical and material design could be implemented such that an effective seat cushion could be printed in multiple pieces and put together for use on a wheelchair, and the size of available and affordable build volumes is increasing as 3D printing technology improves.24,48,49 Addressing long print times, which increase the risk of print failure, requires design thinking and further research, but the use of filaments with larger diameters (3 mm) or printing with large pellets instead of small filaments may lower the print time required for large objects like wheelchair seating systems. 50
Further research into the feasibility of 3D printing custom-contoured wheelchair seating solutions should be conducted to measure and quantify the possible differences in performance of the process and final seats from existing systems. This should include:
investigating common thermoplastics (e.g. ABS, PLA) and elastomeric (e.g. LayFOMM, NylonX, NinjaFlex) 3D printing materials for use in custom-contoured seating
standardizing a 3D scan-to-print method such that seats have the desired properties in every print
testing 3D printed prototype seats to existing ISO and European wheelchair safety standards
designing and performing experiments to assess several aspects of the performance of 3D printed seats against those of other widely used seating systems
clinical trials of 3D printed seating systems.
Conclusions
This state-of-the-art review set out to assess the common manufacturing processes and materials used today in custom-contoured wheelchair seating. Having several different materials and manufacturing processes used in the field is necessary to meet the various individual needs of wheelchair users since one type of seat is not currently suitable for every type of wheelchair user. Currently, the state-of-the-art process is CNC foam carving, which is increasing in use due to its low labour intensity and speed of production. However, the cost of these seating systems is quite high.
Furthermore, due to thermal properties, foam seats tend to increase temperatures at the user–seat interface and thus increase the risk of pressure injury development or escalation. Using alternative seating materials in the future – ones that promote airflow and consequently heat and moisture transfer – could be beneficial to wheelchair users at high risk of pressure injury development.
Start-up costs for CNC milling can be prohibitive for clinical teams, leading in some cases to outsourcing of the foam milling process, which may lengthen the time it takes for a clinic to provide seating to its wheelchair users. Thus, alternative, innovative, less costly processes such as additive manufacturing could be considered; additive manufacturing has lower start-up costs and presents many different opportunities to use non-insulating materials in the design and manufacture of CCS.
Additive manufacturing has the potential to address the various shortcomings of all the manufacturing techniques covered herein, and has potential to become the next state-of-the-art process for custom-contoured wheelchair seating, but further investigation into design and material performance in seating is necessary. The feasibility of new manufacturing methods and materials should be evaluated in the future to determine if they can meet or surpass the performance requirements of wheelchair users with complex needs.
Footnotes
Acknowledgements
Miss Nace would like to thank Emer Lotty, Aidan McGarry, Chandra Panda, Michael Reidy, Shane Griffin, Ciaran Cassidy and Sean Hegarty for their technical assistance. All authors contributed equally in the preparation of this manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
This research is supported by the Irish Research Council and Enable Ireland under the Irish Research Council’s Employment Based Postgraduate Programme (Grant No.: irc72e6e373cd8ee4981332f32b5e9773be).