
Abstract
Coal gangue is widely used as a filling material in coal seam mining. During the gangue filling in steeply dipping coal seam, the loading rate, gangue gradation, and filling speed have an important impact on the deformation and failure of gangue, and further affect the bearing of gangue on overlying strata and the control of surrounding rock movement and deformation. Therefore, this article uses a self-made steel cylinder to conduct a gangue compression test on the HCT pressure testing machine. The research analyzes the influence of loading rate, gangue gradation, and filling rate on the deformation law of gangue in the compression process. After completing the test, the gangues with different particle size groups were rescreened, weighed, and recorded to analyze the crushing situation in the compression process. The results show that loading rate, gangue gradation, and filling speed have greatly influenced filling gangue's bearing capacity, deformation, and crushing rate. The larger the loading rate of gangue, the greater the bearing capacity and deformation of gangue, and the higher the crushing rate of gangue. The smaller the gangue gradation, the smaller the deformation, and the stronger the resistance to deformation. A more optimized gangue gradation ratio is obtained according to the distribution law of the mass proportion of gangue with different particle size groups after compression. The faster the filling speed of manual filling gangue, the greater the strength and deformation of the gangue body. Moreover, the faster filling speed can effectively improve when the strength reaches the peak and deformation tend to be stable. The results can provide theoretical guidance for the local filling of artificial gangue in the longwall working face of steeply dipping coal seam.
Introduction
The steeply dipping coal seam(SDCS) is the coal seam with a dip Angle of 35°∼55°. It is recognized as a complex mining coal seam in the mining industry at home and abroad, accounting for about 20% of the proved reserves and 10% of coal production in China (Wu et al., 2014; Xie et al., 2018). In the process of longwall caving mining in the SDCS, the roof movement, deformation, and failure characteristics are active in the middle and upper area along the inclined direction of the working face. The contact and loading characteristics of the roof and support in this area are complex, making the stability control of the "support surrounding rock" system more complicated and easy to cause safety accidents (Wu et al., 2014; Xie et al., 2018; Chi et al., 2020; Wu et al., 2021; Hu et al., 2021). The local filling mining technology of the SDCS longwall mining effectively bears the stress of surrounding rock, reduces the stress concentration, and influences the surrounding rock's range. And effectively control the movement and deformation of surrounding stone, improve the "support surrounding rock" system's stability, and solve gangue discharge problems (Miao et al., 2015; Zhang et al., 2015; Li et al., 2018; Zhu et al., 1989; Yu, 2013). In the process of local gangue filling in the SDCS, the loading rate, gangue grading, and filling speed influence the compression performance and stability of the local gangue backfill body, which affects the control of the filling body on the surrounding rock. Therefore, it is vital to study gangue's compression performance and stability in the compression process to improve the safe and efficient mining of SDCS.
At present, most of the researches mainly focus on the compression deformation characteristics, energy dissipation, and fractal characteristics of backfill gangue under the pressure of overlying strata in the mining process of the near-horizontal coal seam. However, few studies are on the compression performance and stability of the local filling gangue at the lower part of the longwall stope in the SDCS. For example, Li et al. (2020a) used the self-made bidirectional loading test system to analyze gangue filling materials’ load-bearing and compression deformation characteristics and obtained gangue filling materials’ instantaneous and creep compression deformation rules. Miao et al. (1997) analyzed and got the relationship curves between compaction stress and crushing expansion coefficient, compaction deformation, and side pressure of coal and rock samples by studying the crushing expansion and compaction characteristics of coal and rock samples. Yang et al. (2016) studied the energy dissipation and deformation law of filling materials in the process of compression deformation through experiments. Zhang et al. (2005) analyzed the influence of compaction stress on rock block breakage rate through the experimental study on the compaction and breakage of loose rock blocks. Yu et al. (2018) used a self-made rock compaction device to compress laterally confined saturated fractured sandstone. They analyzed particle size distribution and energy dissipation characteristics by using fractal theory and calculating strain energy density. Ju et al. (2020) used PFC2D to build the gangue particle model based on cluster unit of particle cluster, analyzed the micro-evolution characteristics of different granular systems, and studied the relationship between particle force chain's distribution, fracture, and mesoscopic factors. Xiao et al. (2020) reconstructed the gangue particles and established the numerical model by using the particle flow numerical simulation software, determined the Mesoscopic parameters of broken gangue particle flow, and studied the effects of particle gradation and loading rate on the compaction characteristics and lateral pressure coefficient of broken gangue. Zhang (2016) conducted compression experiments on gangues with different particle sizes. The research results show that the compression process of gangue filling materials can be divided into three stages: preliminary compaction, fracture compaction, and overall stable compaction, and obtained the variation relationship between the compression amount of gangue and axial pressure in the compression process. Wang et al. (2020) received the time displacement curve of different graded gangues in the compression process through the compression experiment of different graded gangues. They obtained the gangue grading, which is more conducive to controlling the surface settlement. Based on the physical similarity simulation experiment, the characteristics of roof collapse and stress evolution are studied. The results can provide some theoretical guidance for mining under buildings.
Therefore, based on the filling characteristics of local gangue filling in the SDCS, this paper studies the influence of loading rate, gangue gradation, and filling speed on the bearing capacity, deformation, and crushing rate of gangue filling body by using a self-made steel cylinder on HCT pressure testing machine. The research results of this paper can provide some theoretical guidance for local gangue filling of in SDCS.
Local filling characteristics of gangue at the lower part of longwall working face in SDCS
According to the filling amount and filling range in the coal production, the filling mining method can divide into the complete and local filling (Guo et al., 2013; Liu et al., 2004). Based on the sliding characteristics of the caving roof of the SDCS towards the lower part of the goaf, combined with the crushing swelling property of loose rock, the local filling method of gangue can adopt for the SDCS (Zhu et al., 1989; Li, 1994; Yu, 2013; Zhai et al., 2012). It can be seen from Figure 1. This method can reduce filling materials, save the filling cost, solve insufficient gangue in some mines, improve filling efficiency, and alleviate the contradiction between mining and filling. It can effectively restrain the deformation and failure of surrounding rock and improve the stability of the "support surrounding rock" system. It is one of the effective ways to realize the safe and efficient mining of SDCS.
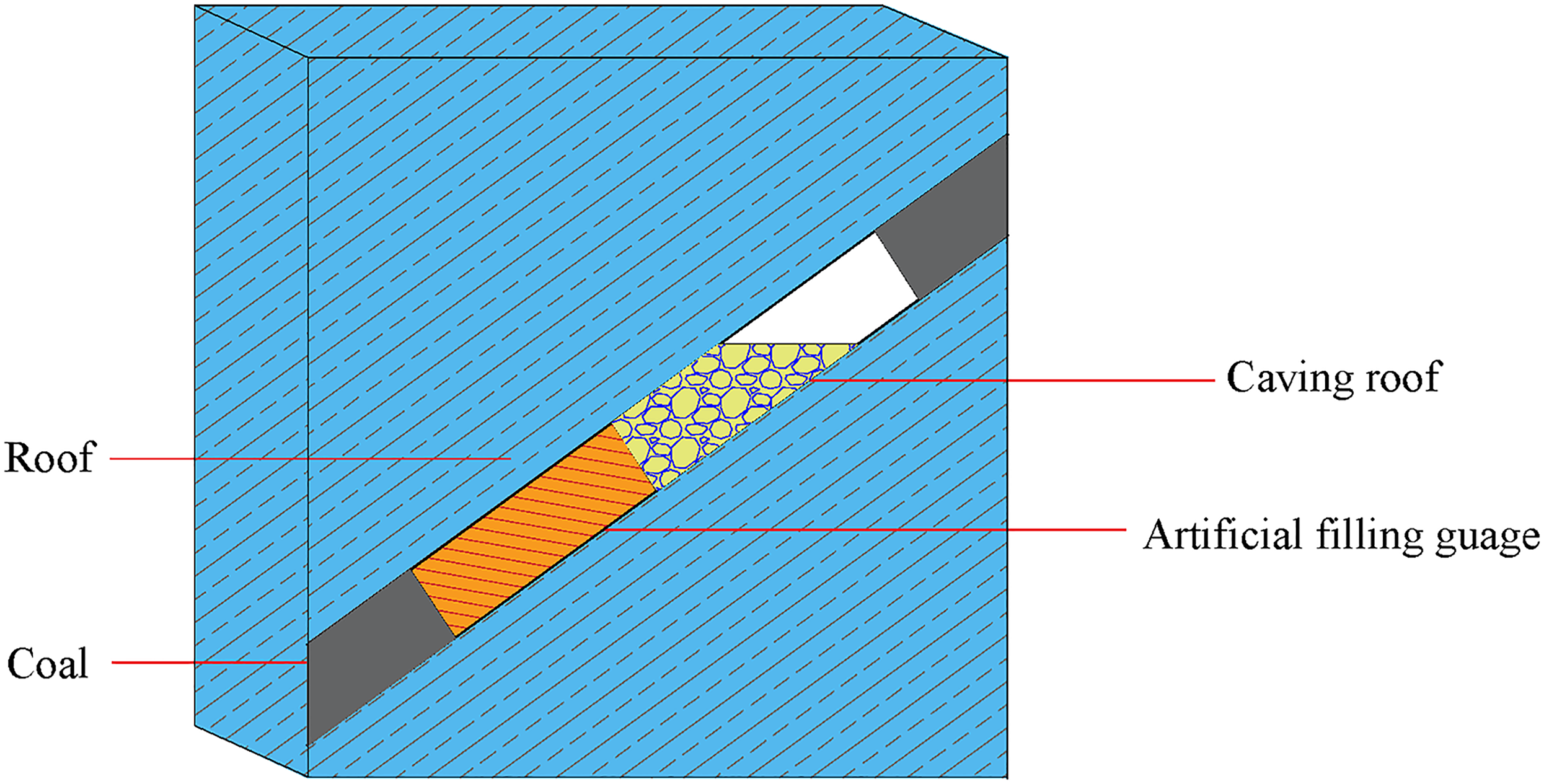
Schematic diagram of local filling mining in steeply dipping coal seam.
In the process of local filling at the lower part of the longwall working face in the SDCS, with the continuous filling of artificial gangue, the filling body is continuously squeezed by its subsequent gangue filling body and collapsed roof, as shown in Figure 2. The different filling speeds of gangue will affect the filling effect of the gangue body, and its compression performance changes with the various filling speed. Along the strike of the working face, with the advance of the working face, the overburden gradually subsides and interacts with the filling body. The different impact ratio of overburden significantly influences the compression performance of gangue filling body. In addition, the gradation of gangue has a considerable effect on the compression performance of the filling body.
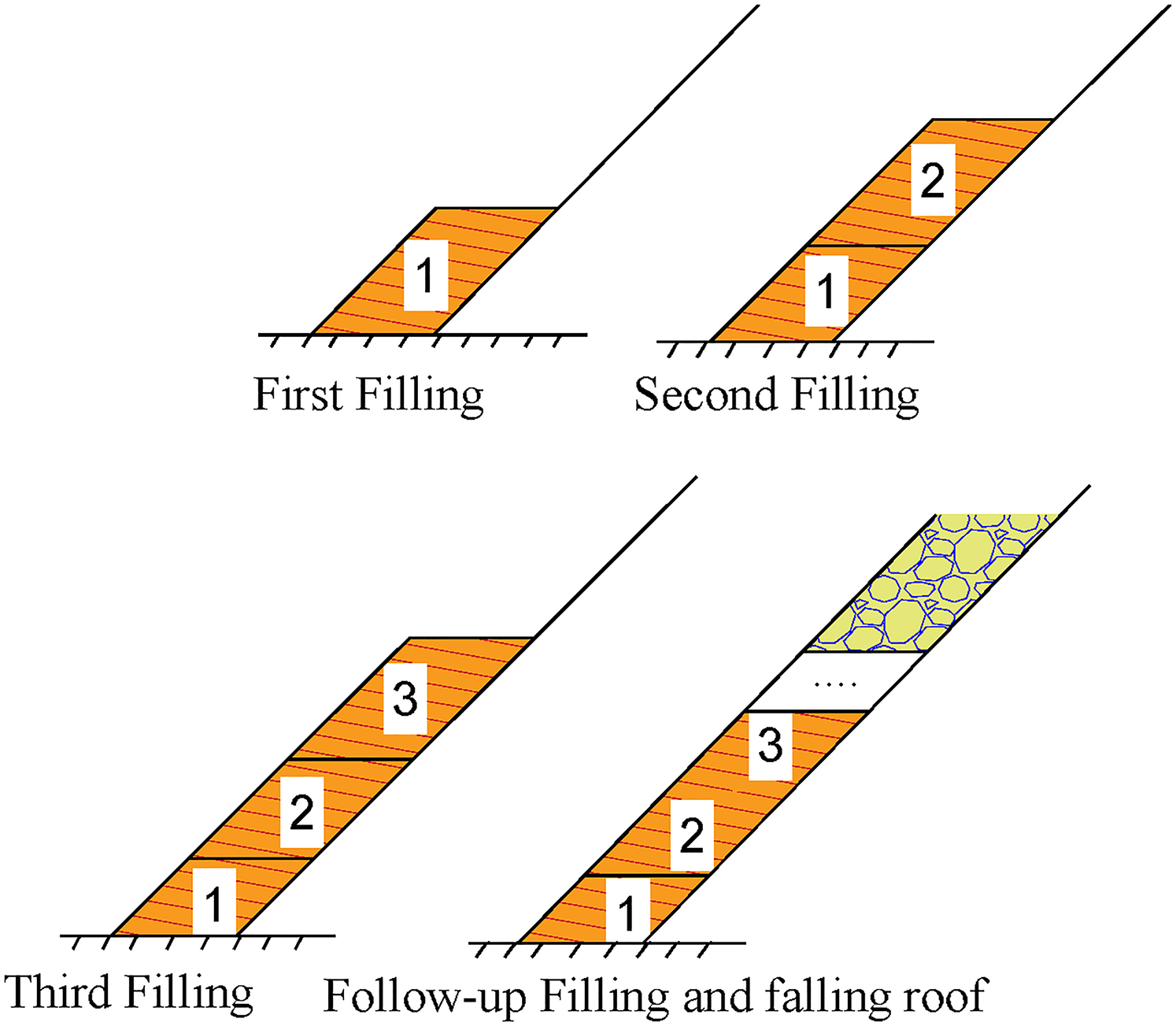
Schematic diagram of extrusion of manually filled gangue in steeply dipping coal seam.
To sum up, the change characteristics of the compression performance and stability of the artificial gangue filling body in the process of local backfill longwall mining in the SDCS and the interaction mechanism with the caving gangue are unclear. Therefore, it is necessary to study the influence of loading rate, gangue gradation, and filling speed on the compression performance and stability of the gangue filling body in the local filling process of gangue in the SDCS. The results can provide a theoretical basis for the safe and efficient mining of large inclined seams and enrich the filling mining theory of SDCS.
Test method
Test equipment
The HCT pressure testing machine and the gangue compaction device perform uniaxial compression tests on the gangue samples (Su et al., 2012; Yu et al., 2016). The gangue compaction device is a self-made steel cylinder, mainly composed of the piston, cylinder, foundation. To move the steel cylinder during the experiment, and there is a handle on the cylinder. Figure 3 shows its structure.

Gauge compaction device.
The height of the steel cylinder is 240 mm, and the inner diameter is 100 mm; the wall thickness of the steel cylinder is 35mm, and the height of the piston is 160mm. The maximum loading height inside the steel cylinder is 18mm. Combine the gangue compaction device with the HCT compression tester to carry out the gangue compression test Figure 4 shows the HTC pressure testing machine. It can be seen from the figure that the HCT pressure testing machine comprises a host, a hydraulic source, a DTC controller, and a computer data processing system. The testing machine has the characteristics of simple operation, ample working space, and easy programming. The maximum loading force of the testing machine is 700kN, and the DTC controller and computer data processing system can real-time monitoring and collection of time, force, and displacement data during the test
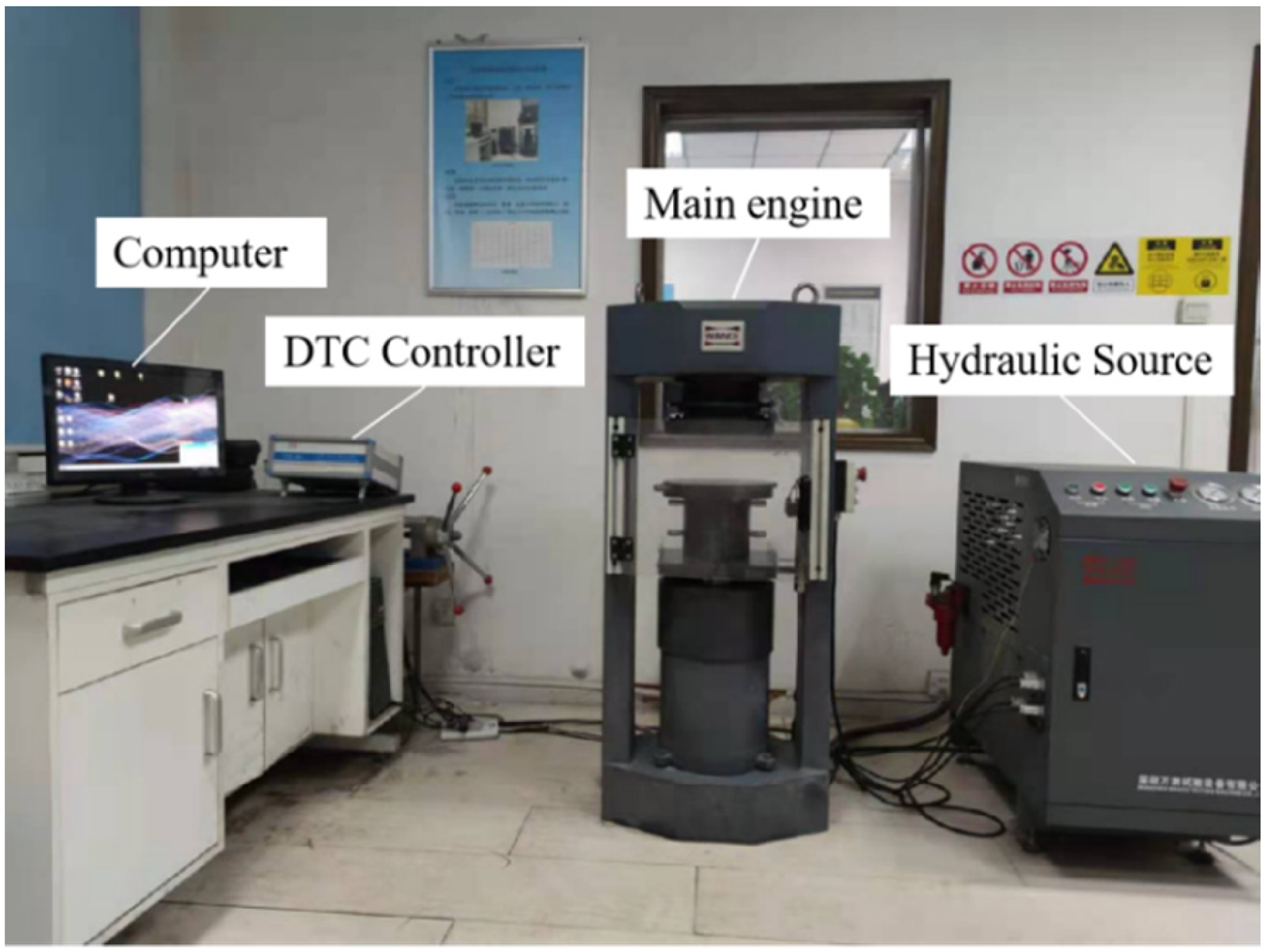
HCT hydraulic testing device.
Sample preparation
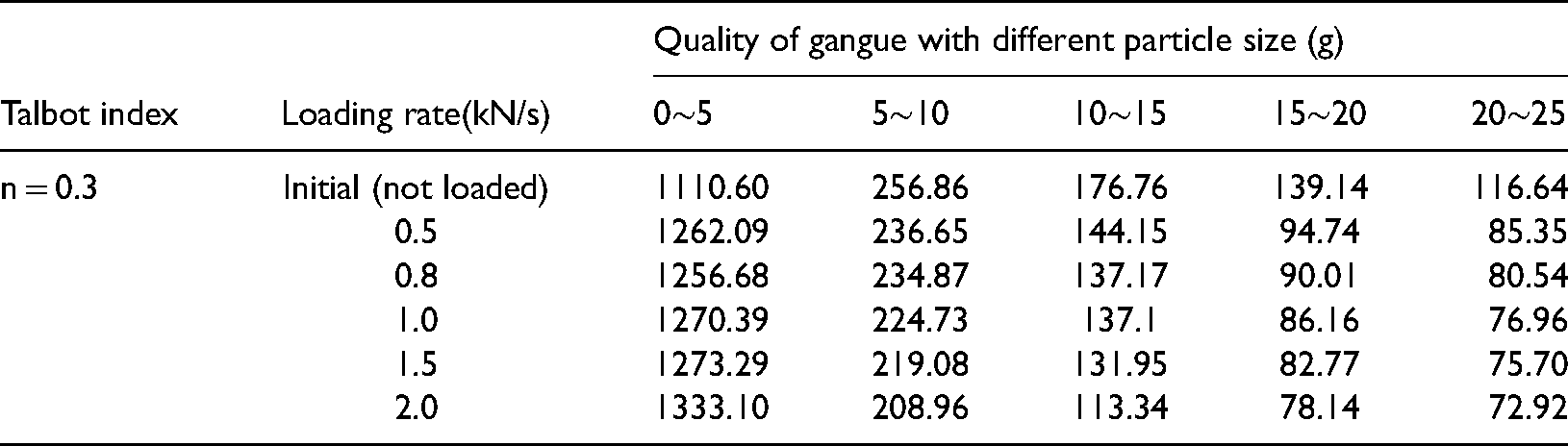
The selected gangue samples on the mine are dried and crushed, and then the crushed gangue particles are sieved into five particle size ranges using a grading screen, which is 0-5, 5-10, 10-15, 15-20, 20-25 mm (Li et al., 2020b). In order to consider the influence of gradation and overcome the disaster of dimensionality, this experiment uses the Talbot continuous grading formula to match the gangue particles of 5 particle sizes (Yu et al., 2018; Zhang, 2000).

Mass distribution of gangue with different particle sizes.
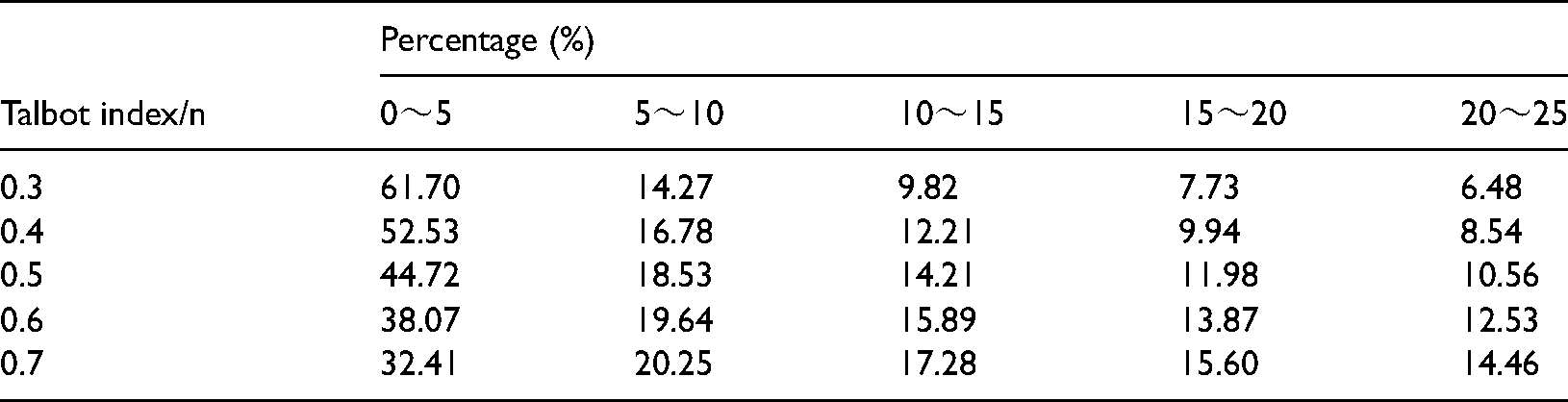
It can be seen from Table 1 that with the increase of the gangue gradation, the proportion of large-size gangue gradually increases.
Experiment schemes
The paper adopts the orthogonal experiment method to study the effects of loading rate, gangue gradation, and filling speed on the compression performance and stability of the local gangue backfill longwall mining in SDCS (Zhang, 2016). The loading rate is to simulate the influence of the overlying strata on the gangue filling body under different impact rates along the strike direction of the longwall working face of SDCS. And the filling speed is to simulate and study the influence of various local gangue filling speeds on the gangue body along the inclined direction of the working face. Therefore, the loading rate and filling rate factors are studied separately. Tables 2 and 3 show The test scheme.
Test scheme 1.
Test scheme 2.
The filling speed adopts a staged loading model to simulate the influence of different filling speeds of artificial gangue on the compression performance of the filling gangue body in the local filling process of SDCS. Figure 5 shows the hierarchical loading model.
Hierarchical loading model.
Setting the grading loading force as 5kN, the different filling speeds of gangue can be simulated by changing the loading path loading rate, as shown in Table 4.
Filling speed simulation scheme.
Considering the discreteness of the test results and the study of each influencing factor was conducted three times. Take the average value as the test result.
During the test, the weight of each sample is 1800g. According to the proportion of gangue, the gangues with different particle sizes are weighed and then loaded. During the experiment, according to the time-force and time-displacement curves displayed by the computer, when the load force decreases, it begins to increase steadily again, and the displacement tends to be stable and then stop the test
To study the crushing situation of gangue with different particle sizes after compression, after each group of compression experiments, the gangue with different particle size groups was screened again, weighed by the electronic scale, and recorded. Figure 6.
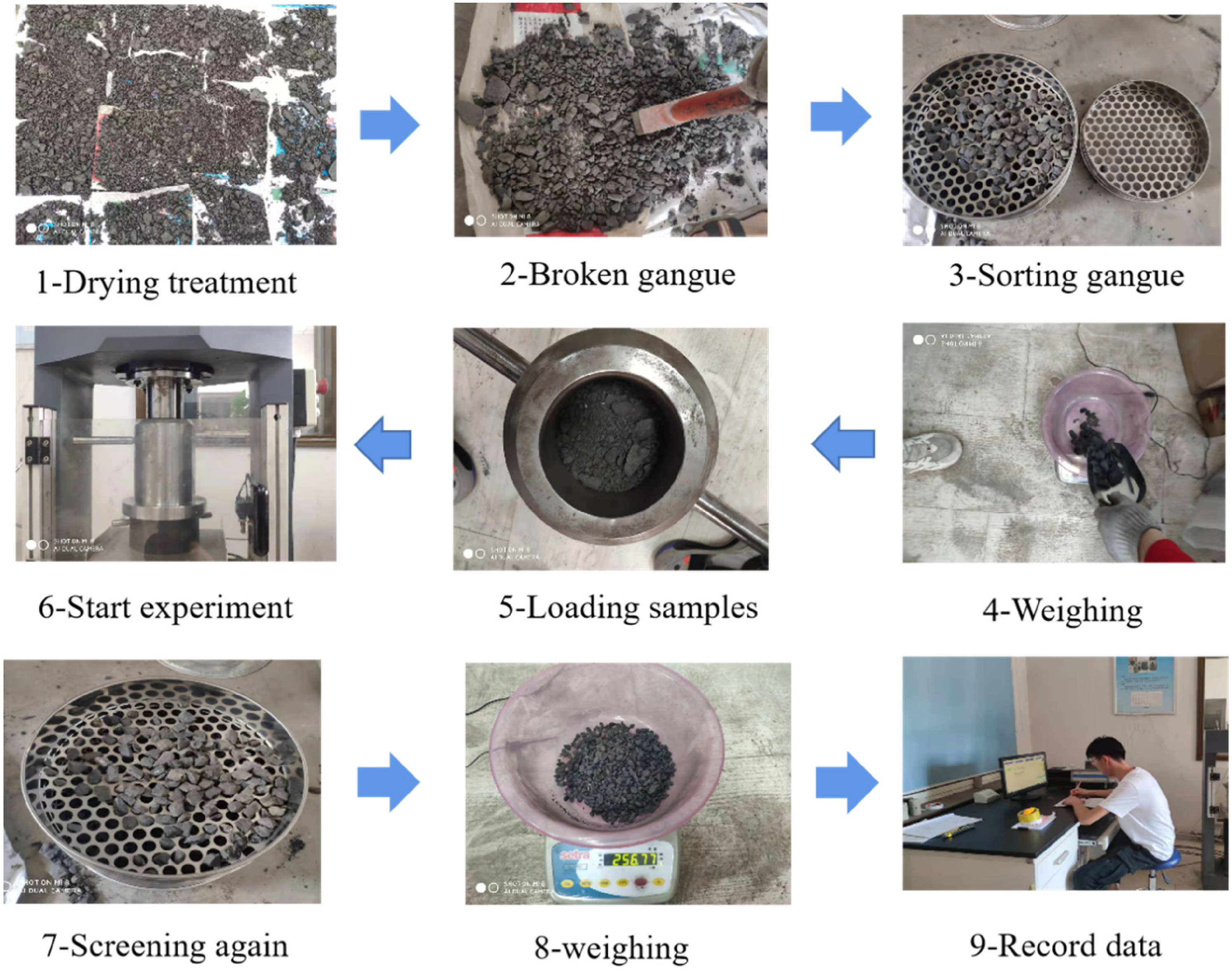
Test process.
Test results and analysis
The influence of loading rate on the bearing capacity of gangue filling body
Figure 7 shows the time-force curve of gangue under different loading rates. It can see from the figure that the time-force change trend of gangue is the same in the compression process of varying loading rates. However, the increased bearing capacity and peak strength of gangue are different under different loading rates. The higher the loading rate of gangue, the faster its bearing capacity increases and the higher its peak strength.
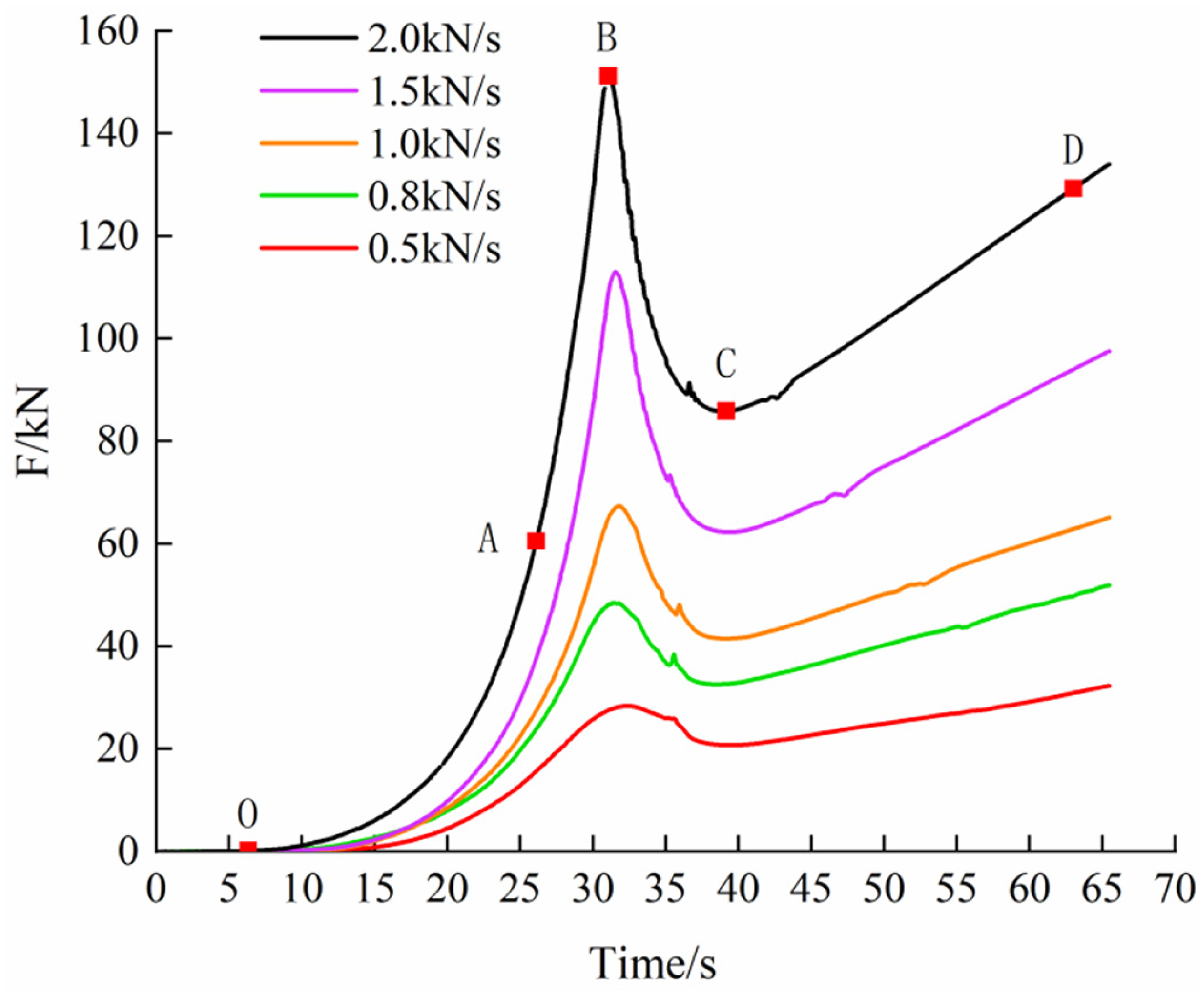
Time-force curves of gangue under different loading rates.
As shown in Figure 7, when the loading rate of hydraulic press is 0.5kN/s, the peak strength of gangue is 28.4kN, and when the loading rate increases to 2.0kN/s, the peak strength reaches 151.3kN. It indicates that in the process of filling, the greater the impact rate of the overlying rock, the faster the bearing capacity of the gangue filling increases, and the higher the bearing capacity.
From the crushing characteristics of the gangue in the steel cylinder after compression at different loading rates, it can see that the greater the loading rate of the gangue, the greater its strength and the higher it's bearing capacity. After compression at a loading rate of 0.8kn/s, the surface of gangue is rough, as shown in Figure 8(a). After the compression test, the gangue is peeled off from the steel cylinder. From the process of taking out the steel cylinder, the gangue's overall structure is loose, and there are many voids, so its strength is low, and it is easy to take out the gangue from the test steel cylinder. Its surface is relatively smooth after being compressed at a loading rate of 2.0kn/s, as shown in Figure 8 (b). In stripping the gangue from the steel cylinder, there are few voids in the steel cylinder, and the overall structure is denser, so its strength is higher. It isn't easy to remove the gangue from the test steel cylinder. Therefore, the higher the loading rate is, the higher the gangue filling body's strength and the stronger the bearing capacity is.

Crushing characteristics of gangue after compression at different loading rates. (a) 0.8kN/s; (b) 2.0kN/s.
In Figure 7, the loading force of gangue in the whole compression process can be divided into four stages: loading force slowly increasing stage O.A., loading force rapidly growing stage A.B., loading force decreasing stage BC, loading force re-increasing stage CD.
The first stage is the O.A. section, namely, the loading force slowly increasing stage. In the beginning, the gangue body is loose, and there are many voids in the gangue. In the initial compression stage, the internal gap is closed gradually under load, so the load force increases slowly in this process (Yu et al., 2018; Liu, 2019; Guo et al., 2020).
The second stage is the A.B. section, namely, the loading force rapidly increasing phase. After the gap of the gangue in the steel cylinder is closed under the loading pressure, the gangue particles with larger particle sizes begin to contract and squeeze. A small number of gangue particles with cracks are broken, and new cracks are constantly generated. At this time, there are constant crackling noises in the gangue body. So the loading force on the gangue increases rapidly (Liu, 2019; Sun et al., 2019).
The third stage is the BC section, namely, the loading force reduction stage. When the loading force exceeds the strength of the gangue itself, a large number of gangue particles are crushed, and its bearing capacity is reduced, and the loading force of the gangue is reduced (Yang, 2019; Xu et al., 2021; He et al., 2021).
The fourth stage is the CD section, namely, the loading re-increased stage. After the gangue is broken, due to the limitation of steel cylinder confining pressure, the gangue particles contact and extrude again under the action of loading force, and the loading force increases continuously again.
From the whole loading process of the gangue, it indicates that the bearing capacity of the gangue filling body is low at the initial stage of filling into the goaf. Because the gangue body is in a loose state at this time, there are many internal voids, so it can not effectively bear the stress of the surrounding rock. After the gangue is filled into the goaf, it belongs to a three-dimensional compression state under the restriction of the coal seam, roof, floor, and surrounding rock. The inner gap will be closed under the continuous compression of subsequent overburden. The bearing capacity will be improved so that it can effectively bear the stress of the surrounding rock. Even if part of the gangue is broken under overburden, the load-bearing capacity will decrease temporarily. Its bearing capacity will continue to improve due to the limitation of surrounding rock and the extrusion of the roof and floor.
The influence of loading rate on deformation value and crushing rate of gangue backfill
Figure 9 is the stress-strain curve of gangue under different loading rates. It shows that the greater the impact force rate is, the greater the final deformation value is. It can be seen from Figure 10 that during the compression process of gangue at different loading rates, with the increase of stress on gangue, the strain is increasing, and finally, the strain value tends to be stable. It can be seen from the figure that when the loading rate is 0.5kN/s, the final strain value of gangue is 0.21, and when the loading rate is 2.0kN/s, the final strain value of gangue is 0.32.
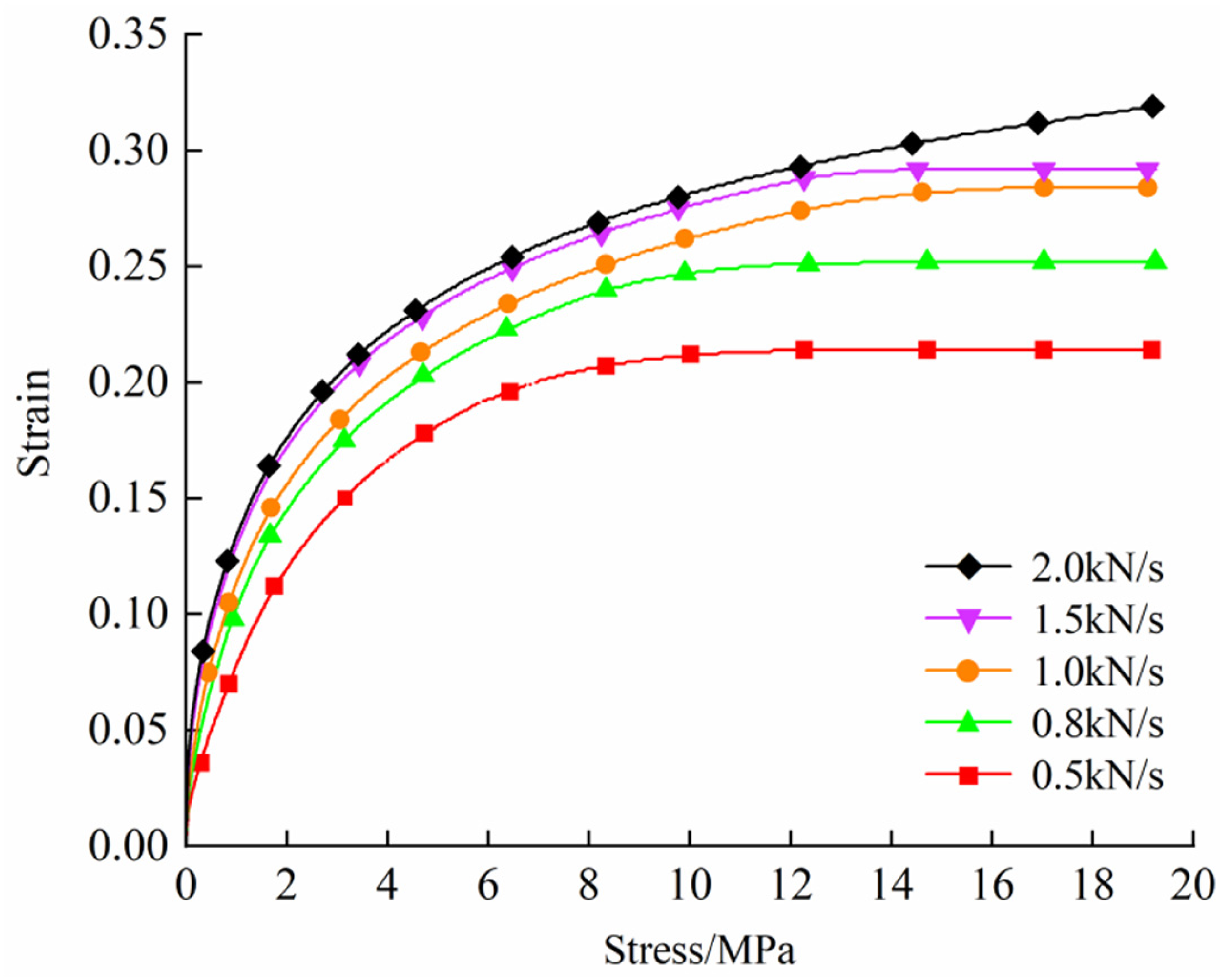
Stress-strain curves of gangue under different loading rates.
The mass distribution of gangues with different particle sizes after compression.
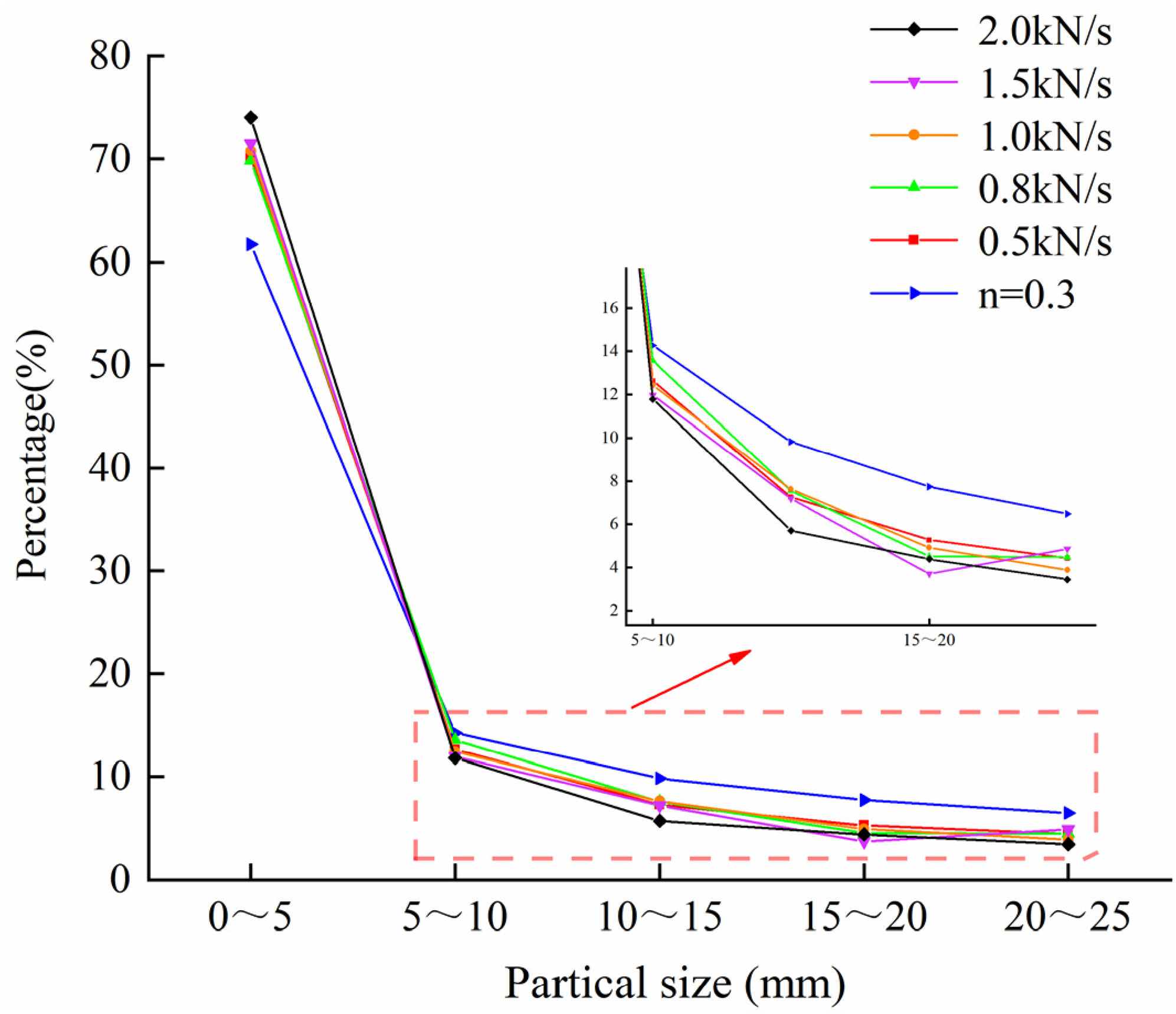
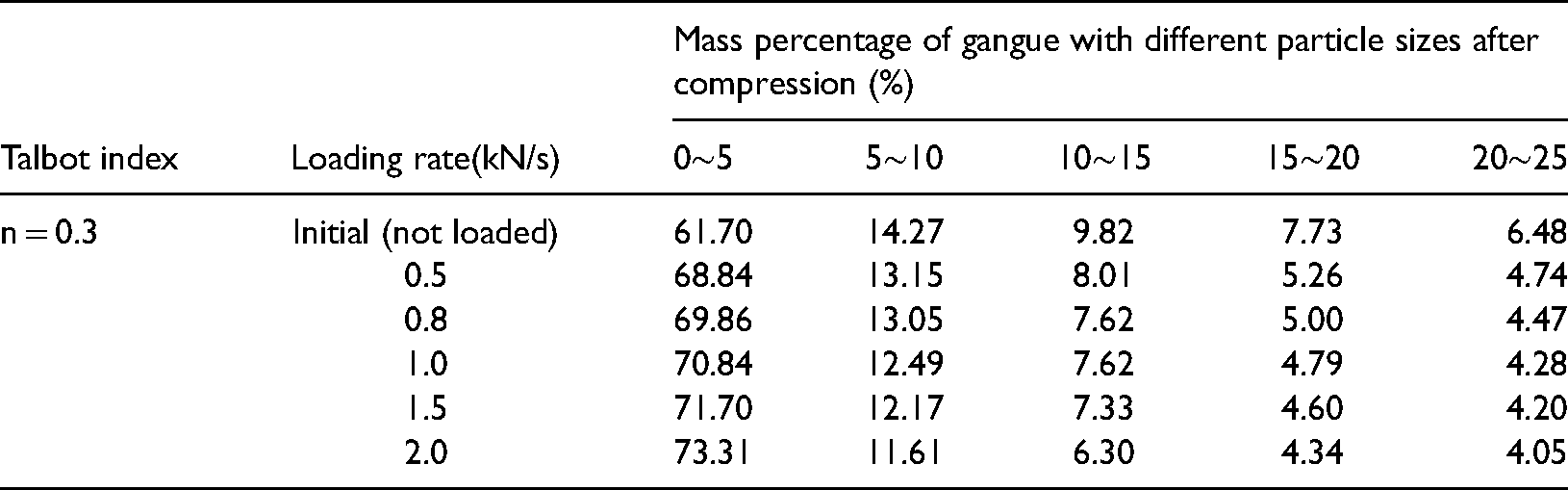
Table 5 shows the mass distribution of gangues with different particle sizes after compression at different loading rates. The mass percentage distribution of gangues with various particle size groups after compression is obtained by calculation, as shown in Table 6. Figure 10 shows the mass percentage distribution of gangue with different particle size groups after compression under different loading rates according to the calculation results in Table 6. The blue line represents the mass distribution of each particle size group of gangue with grading n = 3 before loading. It can be seen from the figure that after compression, the gangue with 5-25 mm particle size range generally decreases, and the gangue with 0-5 mm particle size range increases typically. Moreover, after compression at different loading rates, gangue content in other particle size groups is various. It indicates that the gangue with a 5-25 mm particle size range is broken in different degrees after being compressed by different loading rates (Yang et al., 2017).
Mass distribution of gangues with different particle sizes after compression at different loading rates.
Mass percentage distribution of gangue with different particle sizes after compression.
To further study the crushing condition of gangue with different particle sizes after compression at different loading rates, the crushing rate of gangue is used here. The crushing rate of gangue can be expressed as follows:
Distribution of crushing rate of gangue after compression under different loading rates.
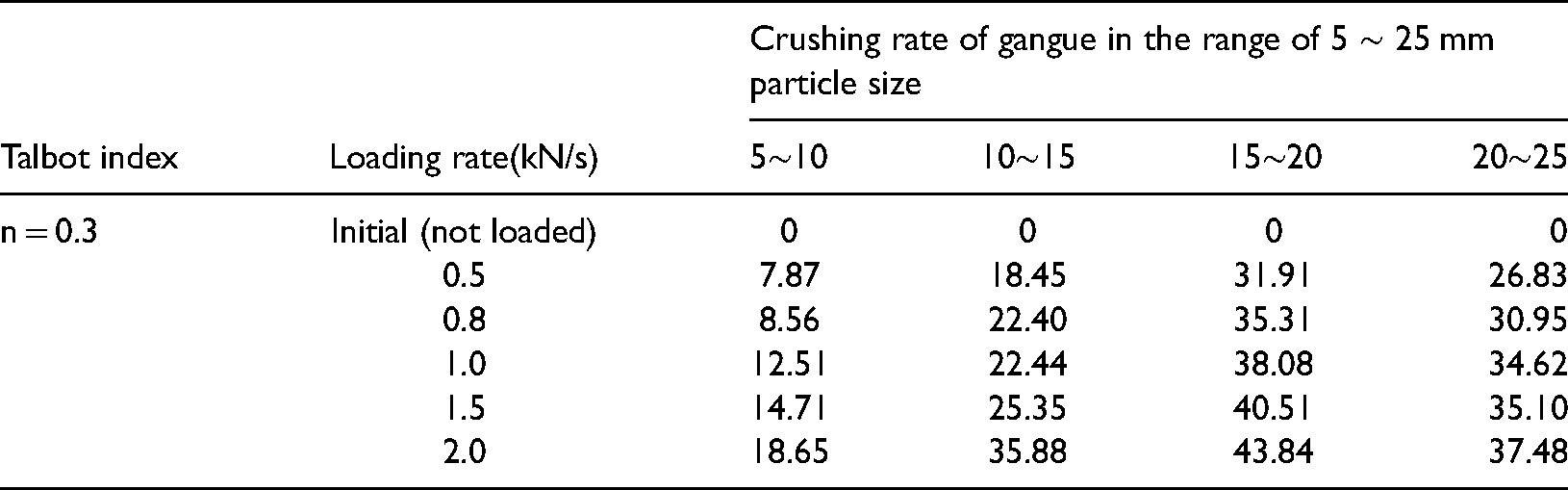
It can be seen from Figure 11 that the distribution of the breaking rate of the gangue in the range of 5-25 mm particle size tends to be consistent under different loading rates, and the breaking rate first increases and then decreases. Taking the loading rate of 2Kn / s as an example, the crushing rates of gangue with different particle sizes of 5-25mm are 18.65%, 35.88%, 43.84%, and 37.48%, respectively. The crushing rate of 15-25 mm gangue is the highest, reaching 43.84%, which indicates that the stability of 15-20mm gangue is poor, and it is easy to be broken in the compression process. Therefore, in the process of artificial gangue filling, if the gangue with Talbot index n = 0.3 is used, the gangue in the range of 15-20 mm particle size can be appropriately reduced. It can reduce the crushing rate of the gangue filling body after it is filled into the goaf, increase the overall stability of the gangue filling body, and thus more effectively carry the stress of the surrounding rock.
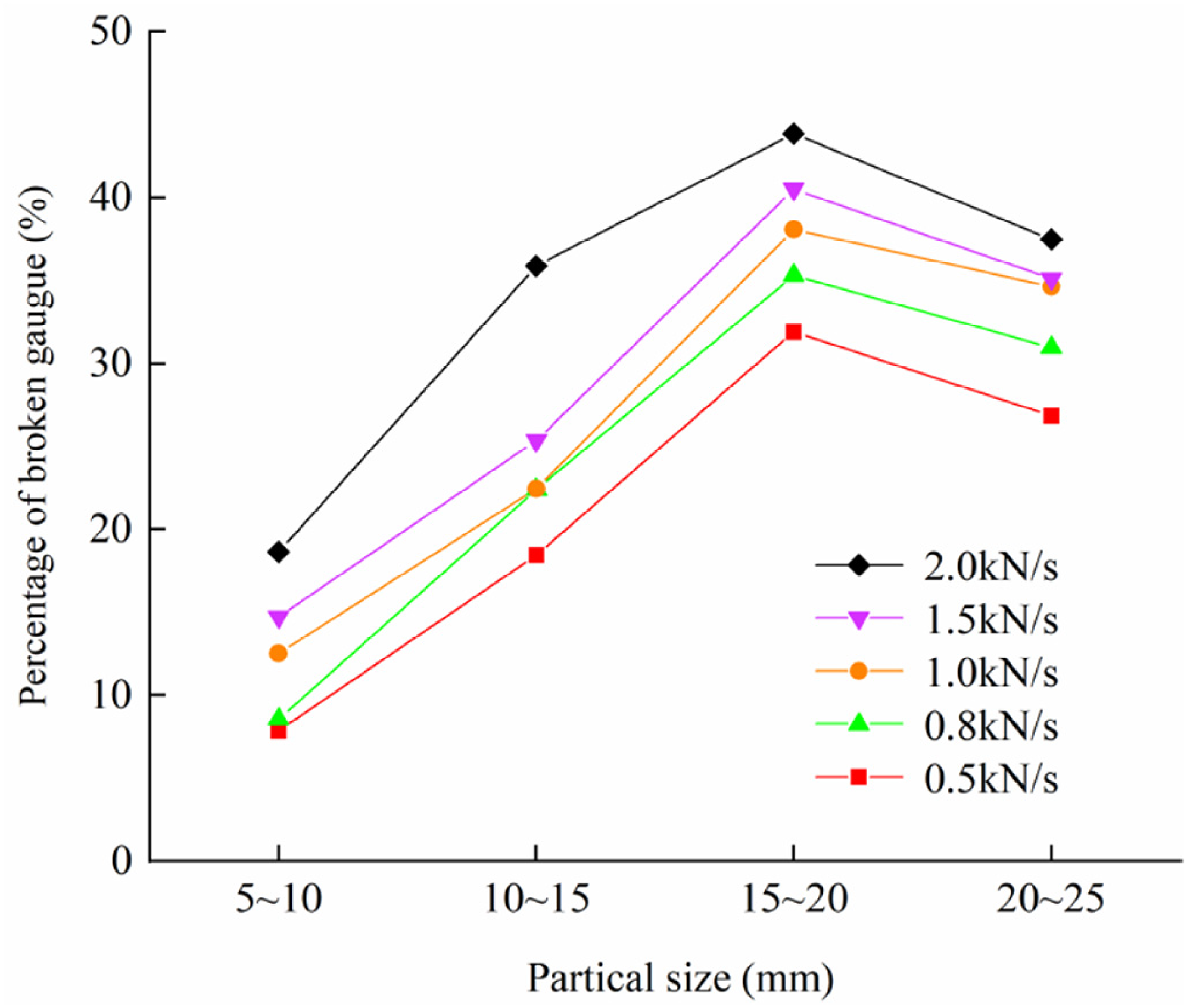
The distribution curve of crushing rate of gangue with different particle sizes after compression under different loading rates.
Effect of gradation on strain and stability of filling gangue
Figure 12 shows the stress-strain curve of gangue with different gradations during compression. It can be seen from the figure that with the increasing stress of gangue, its strain value is increasing. When the stress is 0-1MPa, the strain growth of gangue with different gradations is the same, and the difference is slight. When the stress exceeds 1MPa, there is a big difference in the strain of gangue with different gradation. It can be seen from the figure that when the gangue gradation n = 0.3, the final strain value is the smallest, and the strain value is 0.23. When the gangue gradation n = 0.6, the final strain value is the largest, and the strain value is 0.26.
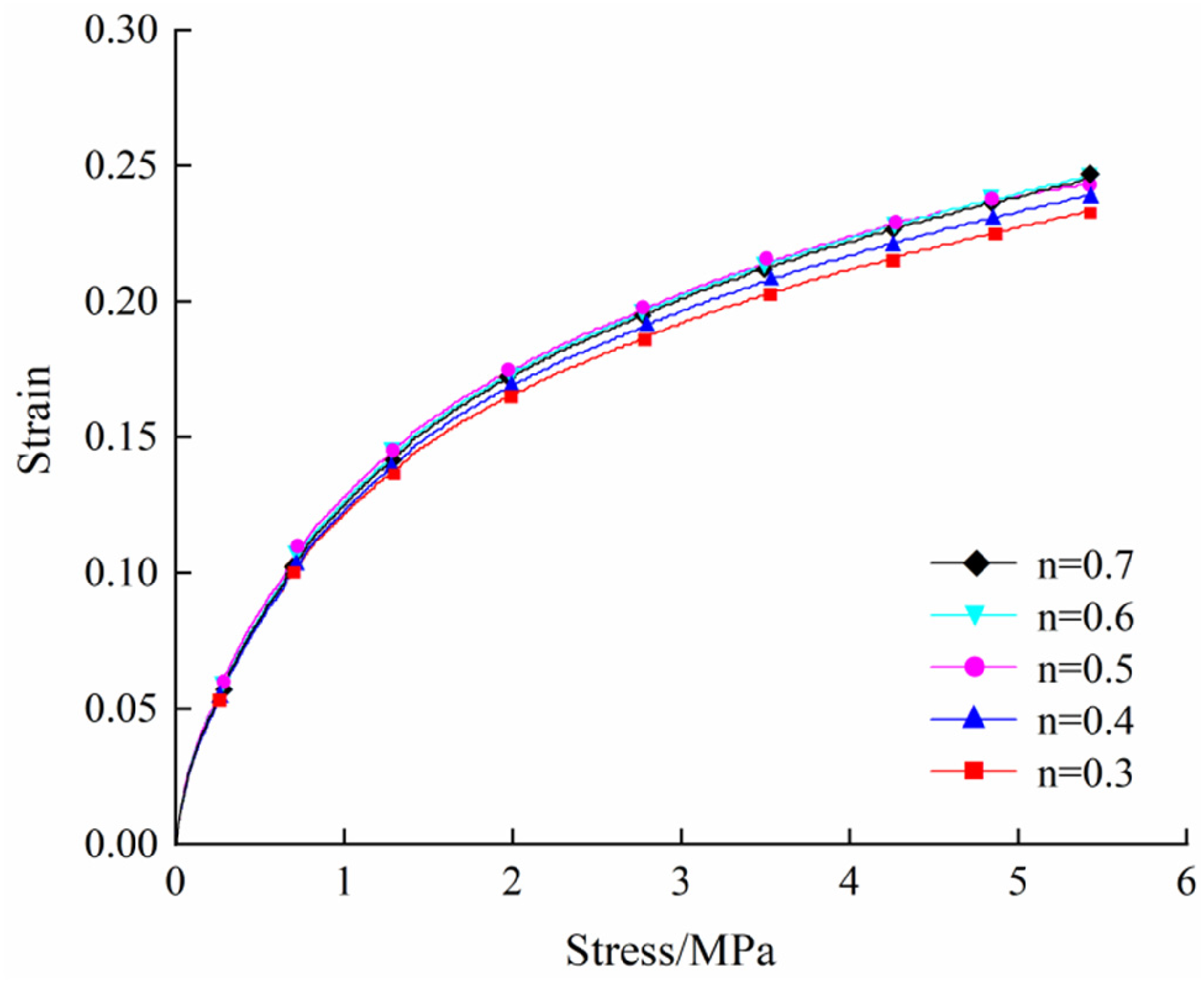
strain-stress curves of gangues with different gradations during compression.
In the initial compression stage of gangue, the gangues with different gradations are in a loose state, and the internal voids of the gangue body are enormous (Ju et al., 2020; Sun et al., 2019). Under the action of stress, the gaps are constantly closed (Qiu et al., 2022). Therefore, during 0-1MPa, the strain of gangues with different gradations increases rapidly, so the difference of strain values is slight. When the stress exceeds 1MPa, with the gap inside the loose gangue gradually closed, the larger the gradation of gangue, the more the content of large particles in the gangue body, and the larger the gap between the particles (Ju et al., 2020; Sun et al., 2019). Under the action of stress, the strain value of larger graded gangue increases rapidly. So there is a large difference in the strain value of different graded gangue under the action of loading force. The greater the gradation of gangue, the greater the deformation. The strain value of gangue is the smallest when the gangue gradation n = 0.3. It indicates that in the filling process, the smaller the gangue gradation, the smaller the deformation of the gangue filling body in the subsequent roof extrusion process, and the gangue filling body has stronger resistance to deformation, which is beneficial to maintain the stability of the roof.
Figure 13 shows the mass percentage changes of gangues of different particle sizes in different gradations before and after compression. It can be seen from the figure that after compression, the gangues of 0-5mm particle size group increased, and the gangues of 5-25mm particle size group decreased.
The larger the Talbot index n is, the larger the mass change of gangue with 10-25 mm particle size group before and after compression is. The larger the gradation of gangue, the more the content of large particle gangue in the gangue body, and the easier the large particle is to be broken by direct contact in the compression process. It shows that in the process of gangue filling, the more the content of large-size gangue in the filling body, the easier the filling body is to be broken in the extrusion process of the roof and floor, and the resistance to the deformation of overburden is weak.
Among the reduced gangue group after compression, the mass proportion change of the gangue groups with 5-10mm particle size before and after compression is the smallest It indicates that the gangue of 5-10 mm particle size group is relatively stable and has strong resistance to deformation in the extrusion process.
The smaller the Talbot index n is, the smaller the gangue mass proportion change of each particle size group before and after compression. The smaller the gradation of gangue, the larger the proportion of small particle group gangue. For example, when Taibo index n = 0.3, the gangue content of 0-5mm particle size is the largest In the process of gangue compression, the void of large-size gangue is filled by small-size gangue. Therefore, when the gangue is squeezed, the small-size gangue plays a buffer role, avoiding the direct contact of large-size gangue, thus reducing the crushing rate of gangue (Guo, 2020). Therefore, the more significant the proportion of small particle size gangue, the smaller the gradation, the stronger the stability of gangue filling body, and the smaller the quality change of each particle size group gangue before and after compression.
Figures 14 show the mass proportion distribution of gangue with different particle size groups before and after compression. It can be seen from Figure 14 (a) that the proportion of gangue mass of each particle size group of gangue with different gradation before compression is quite different. Figure 13 (b) shows that the mass proportion of different particle size gangues tends to the same distribution trend after compression. Which is similar to the parabolic form, and the mass proportion of each particle size group is distributed in a certain range. The distribution range of 0 ∼ 25mm particle size group is 50.95% ∼ 69.44%, 12.64% ∼ 19.37%, 7.7% ∼ 12.7%, 5.56% ∼ 8.11%, 3.81% ∼ 6.63% respectively. From the previous experimental results that the bearing capacity and deformation resistance of gangue are enhanced after compression. Therefore, the gradation of gangue after compression is the optimal gradation. The proportion of gangue mass of each particle size group obtained from Figure 15 (b) can provide certain theoretical guidance for selecting gangue gradation in actual coal mine engineering.
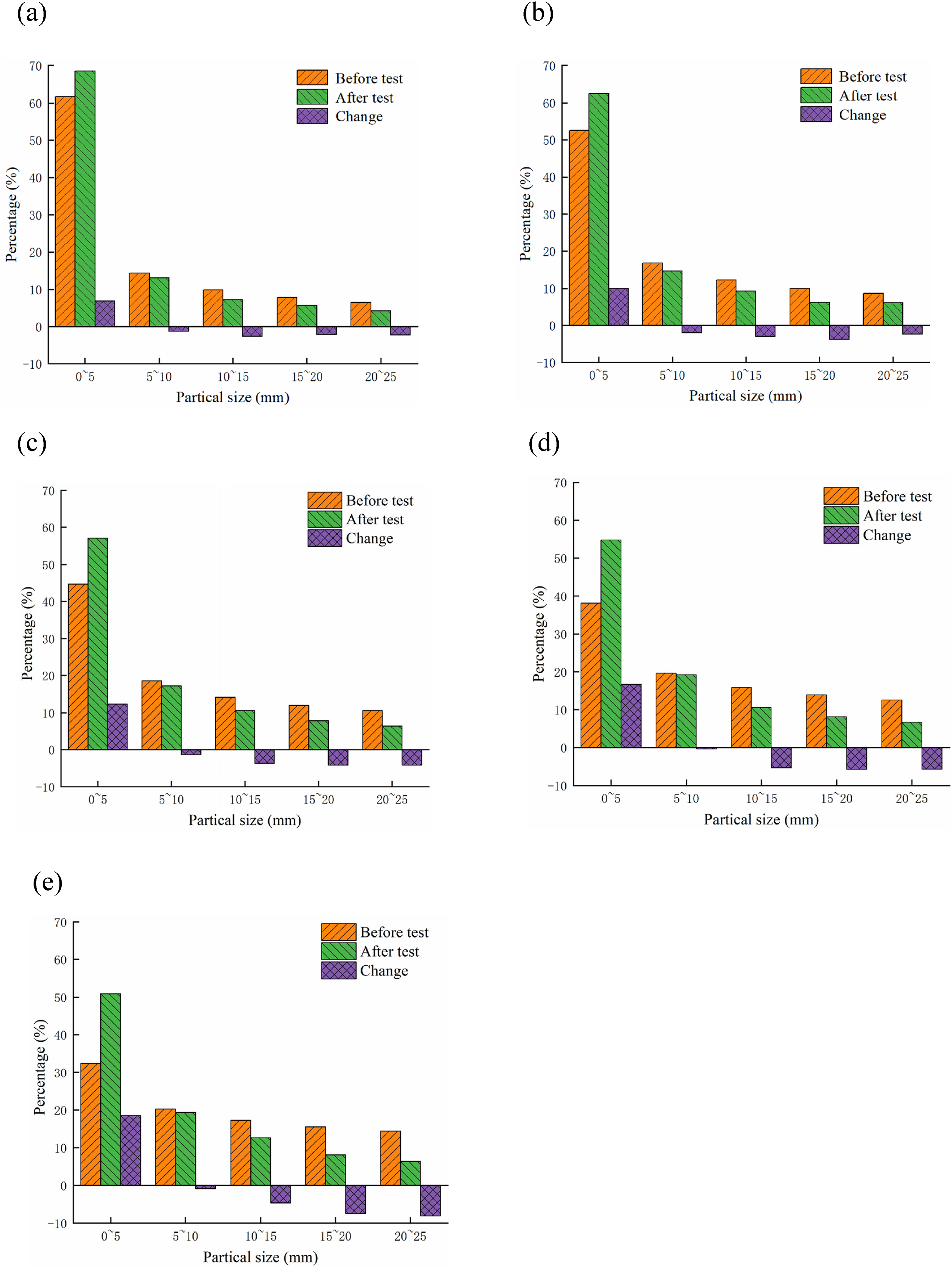
Change of particle size of gangue with different gradation. (a) n = 0.3, (b)n = 0.4, (c) n = 0.5, (d) n = 0.6, (e) n = 0.7.
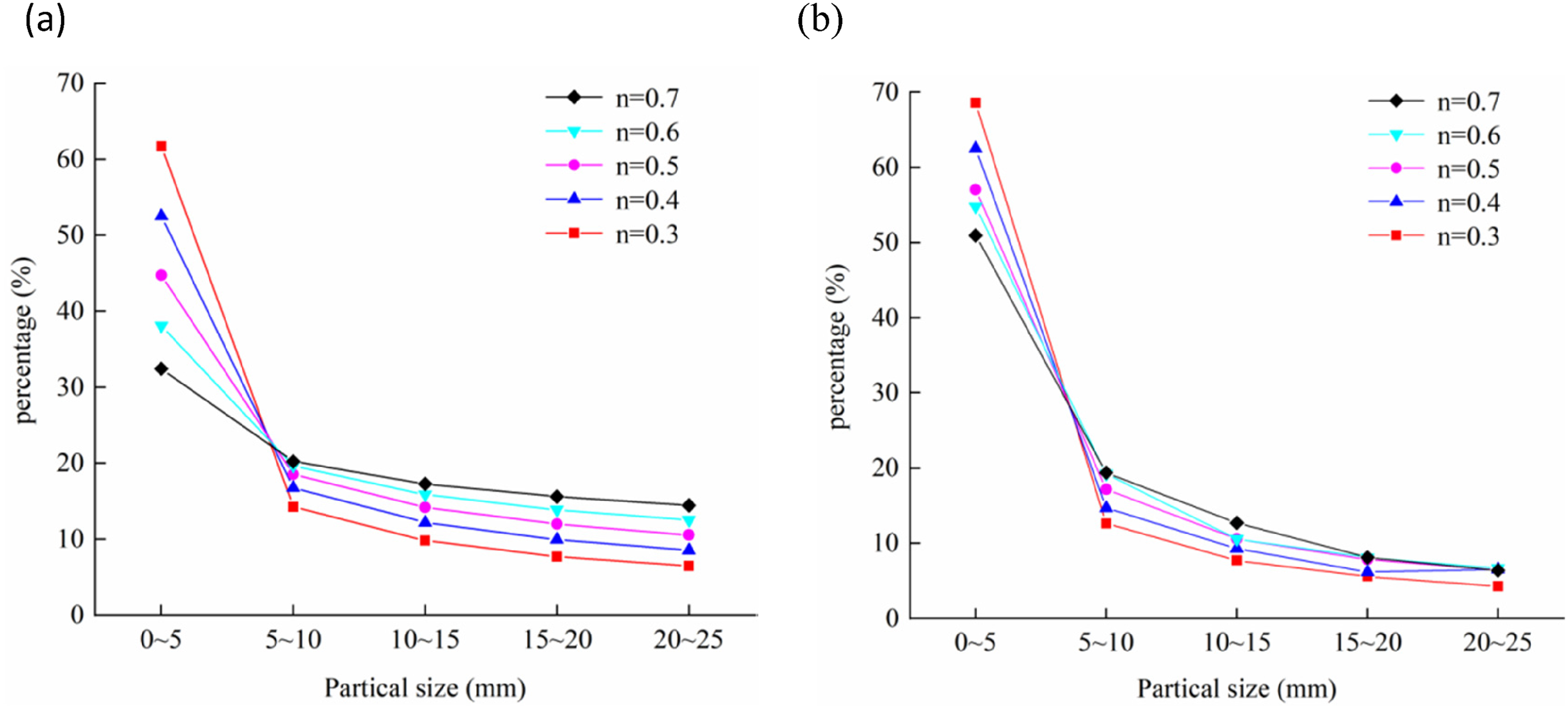
The mass proportion distribution of gangue with different particle size groups before and after compression. (a) Before compression, (b) After compression.
Time-force curve of gangue under the different filling speed.
Influence of filling rate on bearing capacity and deformation
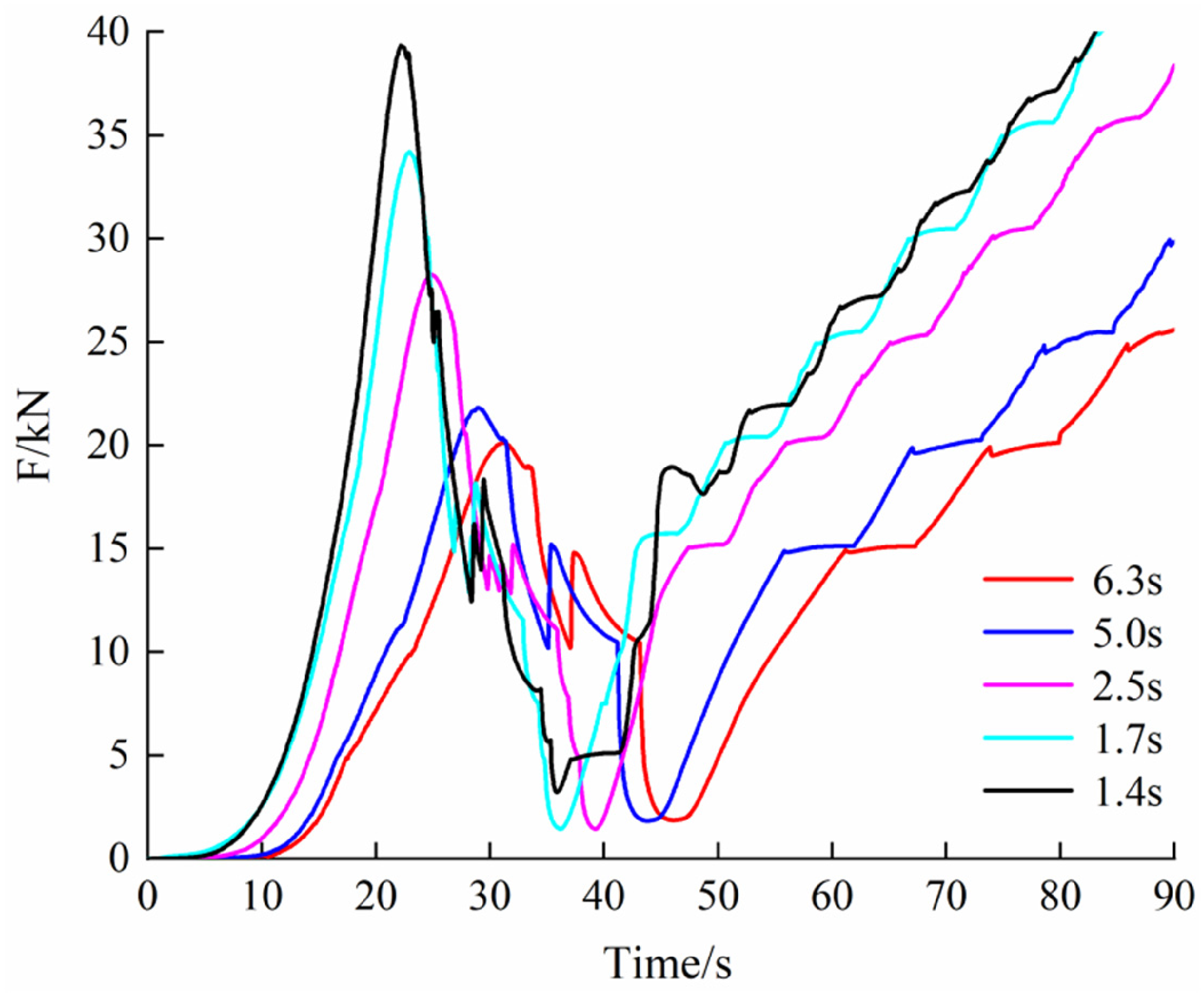
Figure 15 shows the time-force curve of gangue under different filling speeds. In Figure 16, the time-force change trend of gangue at different filling speeds is the same, and the loading force first increases, then decreases, and then increases. But the faster the filling rate of gangue is, the higher the peak point of load is.
Time-deformation curve of gangue at different filling speed.
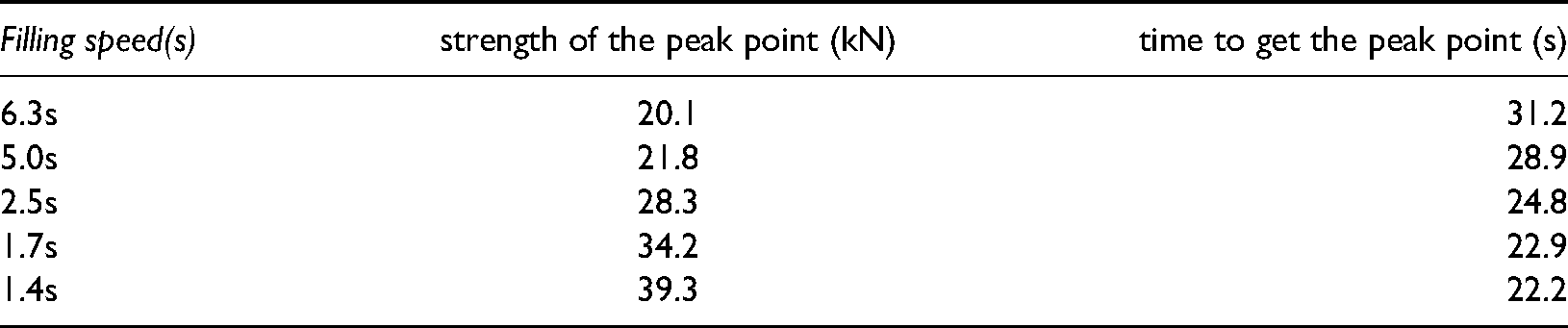
Table 8 shows the strength of the peak point and the time to reach the peak point of gangue at different filling rates. It can be seen from Table 8 that when the simulated filling speed is 6.3s, the peak point strength is 20.1kN. When the simulated filling rate is 1.4s, the peak point strength is 39.3kn, and the peak strength has increased by nearly two times. And from the time to the peak point in the process of gangue loading, when the filling rate is 6.3s, the time to reach the peak point is 31.2s. When the filling rate is 1.4s, the time to get the peak point is only 22.2s, which is nearly 1 / 3 ahead of time. The result indicates that appropriately increasing the filling speed of gangue can effectively increase the strength of gangue to improve its bearing capacity. It indicates that improving the filling speed of gangue in the filling process can effectively speed up the time to reach the peak strength of the filling body, which can more timely and effectively bear roof pressure and is conducive to improving the stability of surrounding rock. As shown in Figure 14, even after the gangue goes through the stage of load reduction, the load of gangue will continue to increase under the loading.
The strength of the peak point and the time to reach the peak point of gangue at different filling rates.
Moreover, the loading force of gangue increases approximately linearly in the early stage of loading. After the gangue is compacted later, the load shows the grading increase mode set before the experiment. It shows that in the process of local filling of gangue, after the gangue at the lower part of the working face is crushed under the impact and extrusion of the follow-up artificial gangue and the collapsed roof, the compactness will further increase. The bearing capacity of the gangue body will continuously improve. Therefore, the faster the filling speed is, the higher its bearing capacity is.
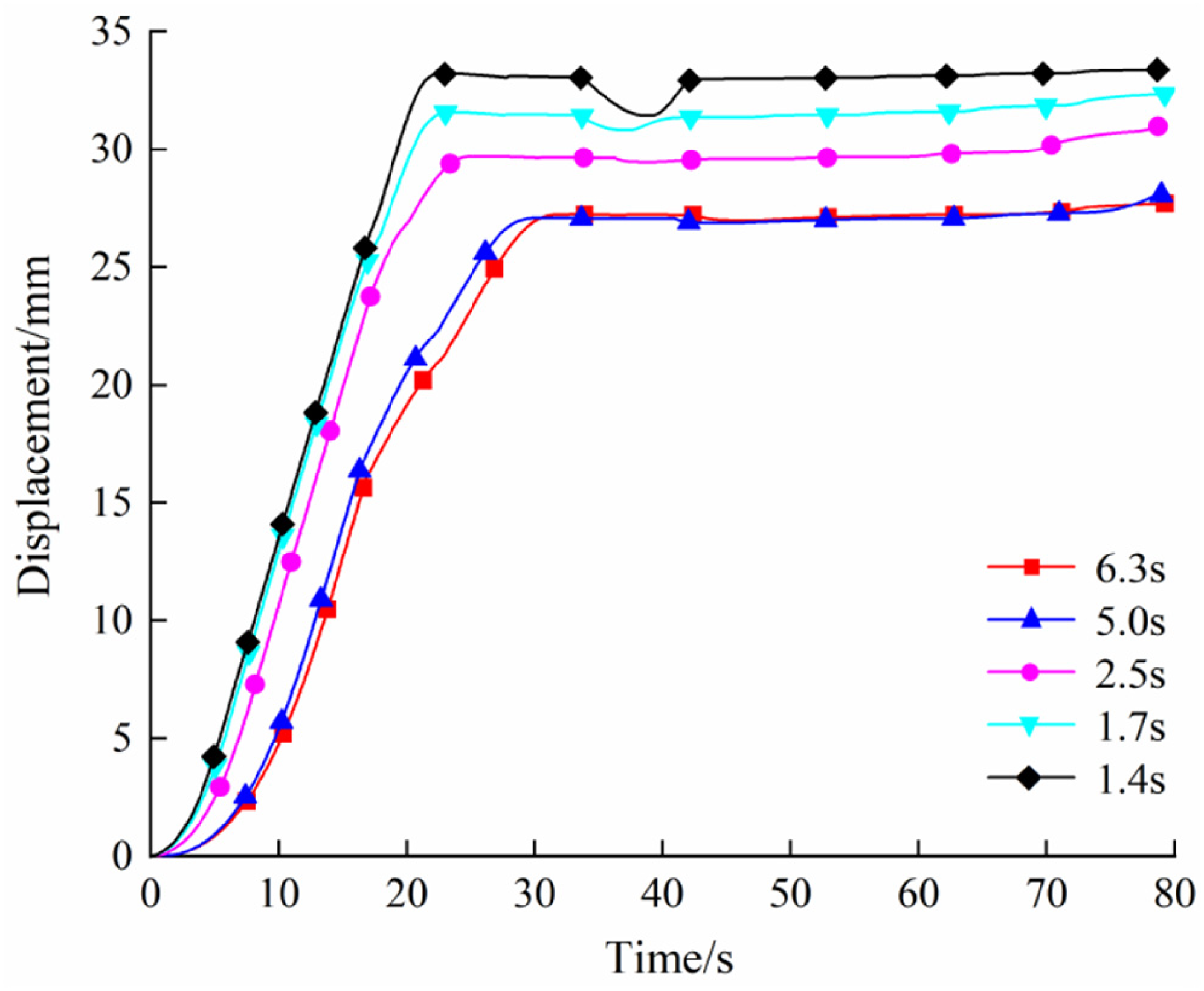
Figure 16 is the time deformation curve of gangue under different filling rates. It can be seen from Figure 16 that the deformation of the gangue filling body will increase with the increase of time and finally tends to be stable. However, the increased deformation rate and the final deformation value are different under different filling rates. When the simulated gangue filling rate is 6.3s, the deformation increases slowly, and the final deformation value is about 26mm. When the simulation rate of gangue filling is 1.4 s, the deformation value rises rapidly in the compression process, and the final deformation value reaches 34 mm. And the faster the filling rate is, the faster the maximum deformation value is to get the maximum deformation value. It shows that the quicker the filling speed of the gangue filling body is, the faster its deformation increases, the larger the final strain value. It can quickly reach its maximum deformation value and tend to be stable.
Conclusion
The higher the loading rate, the greater the peak strength and deformation of gangue; The higher the crushing rate of gangue with different particle size groups. Under various loading rates, the crushing rate of gangue with a particle size of 15-25mm is the highest.
The smaller the grading of gangue, the smaller its strain value and the stronger its resistance to deformation. Through the analysis of experimental results, the optimized mass proportions of gangues with particle sizes of 0 ∼ 5, 5 ∼ 10, 10 ∼ 15, 15 ∼ 20 and 20 ∼ 25mm are 50.95% ∼ 69.44%, 12.64% ∼ 19.37%, 7.7% ∼ 12.7%, 5.56% ∼ 8.11% and 3.81% ∼ 6.63% respectively.
The faster the filling speed, the greater the gangue bearing capacity and deformation value. The earlier it reaches the peak point of load force and the maximum deformation value.
Footnotes
Acknowledgements
The authors would like to extend their sincere appreciation to the Sichuan Coal Industry Group Co., Ltd for data collection.
Funding
This study was financially supported by the National Natural Science Foundation of China (No. 51974226, 52174127, 51634007), the Research Fund of Henan Key Laboratory for Green and Efficient Mining & Comprehensive Utilization of Mineral Resources (Henan Polytechnic University, No. KCF202001), the Research Fund of Shaanxi Key Laboratory of Coal Mine Water Disaster Prevention and Control Technology (No. 2020SKMS02) and the Research Fund of State Key Laboratory of Coal Resources in Western China (No. SKLCRKF1912).
Conflicts of interest
The authors declare no conflict of interest.