
Abstract
The current study investigates the effects of incorporating various fillers of carbon, silica, and alumina into polypropylene (PP) filaments produced via melt-spinning, aiming to enhance their thermal and mechanical properties. Both single-type and multifiller systems were employed to assess individual and synergistic impacts on composite filament performance. PP filaments were fabricated under optimized processing conditions, and their morphological, structural, thermal, and mechanical behaviors were systematically evaluated using scanning electron microscopy combined with energy dispersive spectroscopy, Fourier transform infrared spectroscopy, and tensile tests. The results revealed that multifiller combinations significantly improved the thermal stability and mechanical strength of PP filaments, outperforming single-filler systems at equivalent loading levels (4.3 wt.%). The best-performing sample, containing a synergistic blend of all three fillers, achieved the highest thermal decomposition temperature (541°C), a notable increase in tensile strength (57 MPa), and preserved elongation at break (350%). Thermogravimetric and differential scanning colorimetric analyses confirmed the improvements in thermal resistance and melting behavior associated with optimized multifiller incorporation. In contrast, single-filler filaments, especially those with high alumina content, demonstrated limited reinforcement effects and pronounced brittleness due to poor dispersion and agglomeration.
Recent discoveries in materials science, chemistry, and optimum process parameter setting have provided fibers with novel applications and functionalities.1,2 Melt-spun polypropylene (PP) filaments feature a variety of distinctive characteristics that make them useful for a wide range of applications including packaging, textiles, and 3D printing. 3 PP filaments are lightweight, with a density of roughly 0.90 g/cm³, which renders them versatile and easy to handle. 4 Additionally, these filaments possess exceptional chemical resistance, making them invulnerable to numerous acids, bases, and solvents, extending their durability in a wide range of conditions. 5 The mechanical properties of PP filaments are particularly noteworthy; they provide a balance of stiffness and flexibility, with tensile strength of up to 40 MPa and elongation at break value of around 500%, allowing for adaptation under a broad range of stress circumstances.6,7 Additionally, PP exhibits melting point ranges from 160°C to 170°C (320°F to 338°F), which requires rigorous setting of processing conditions. 8 On the other hand, due to their dense aliphatic structure and rapid decomposition rate, PP fibers are easily ignited and burn rapidly. Hence, various studies have been conducted to enhance thermal and mechanical properties of PP filaments by adding fillers into the polymer during the manufacturing process. 9
It is known that the addition of fillers modifies the thermal degradation pathway of PP, aiding char formation and establishing a protective barrier that inhibits heat and oxygen penetration during combustion.10,11 Furthermore, the dispersion and compatibility of these fillers within the polymer matrix are crucial for obtaining peak performance, since uneven dispersion may lead to phase separation and limit the expected efficiency. 12 Recent research has shown that properly choosing and optimizing the type and concentration of fillers can advance thermal characteristics while maintaining desirable mechanical properties as well as ensuring the integrity of the material. 13 Consequently, the development of thermally stable and mechanically improved PP filaments through filler incorporation represents an outstanding accomplishment in materials engineering, facilitating safer and more diverse textile applications.
Adding alumina fillers to extruded PP filaments is an effective method for producing thermally durable yarns, capitalizing on alumina's inherent thermal properties and its ability to mitigate combustion. It has been previously reported that when exposed to heat, alumina particles form a protective barrier that slows the spread of flame and reduces heat emission. 14 Furthermore, careful optimization of the alumina content is necessary, as excessive incorporation may negatively impact the processing conditions and mechanical characteristics. 15 Few studies have been conducted in the literature regarding integrating alumina fillers into melt-spun PP filaments. Naebe et al. prepared PP/alumina composites with polyethylene glycol at different filler contents by ultrasonic dispersion, then converted this composite structure into filaments through melt-spinning. Results revealed that alumina particles placed homogenously in the PP filaments notably improved the mechanical properties of the composite filaments. 16 Embedding silica fillers into PP filaments is a viable way of enhancing the thermal stability of the ultimate composite yarns, making use of silica's unique thermal properties and noncombustible nature, which restrict heat transfer and hinder flame propagation even at elevated temperatures.17,18 In the literature, several studies have been recorded about melt-spinning of silica into PP filaments. Srisawat et al. fed isotactic PP/silica resin into a single-screw extruder machine to yield submicron-sized melt-spun monofilaments. The presence of silica particles in the blend contributed to a higher crystallization temperature and shrinkage resistance of the filaments, which corresponded to the silica filler's nucleation impact. Furthermore, silica loading improved the tensile strength of the filaments due to the shape changing from round to elongated and flattened following the spinning action. 19 Erdem et al. prepared flame-retardant PP monofilaments for carpet pile yarns by embedding varying amounts (0.3%, 1%, and 3%) of silica nanoparticles (nano-SiO2) into the polymer matrix to evaluate the impact of nanoparticles on flame retardancy and filament structural characteristics. They found that filaments loaded with nano-SiO2 particles exhibited surface imperfections due to agglomeration as the nanoparticle content increased. On the other hand, the limited oxygen index value of the filaments increased up to 22% as nano-SiO2 concentration increased to 3% because these filaments were categorized as slow-burning materials. 20
Depositing carbon fillers into PP has emerged as an effective approach to improve the thermal properties of the polymer since carbon contributes to the formation of a char layer during combustion, which acts as a barrier to heat and oxygen, and reduces the peak heat release, thus slowing down the burning process. 21 However, achieving optimal dispersion and interfacial bonding between the carbon fillers and the PP matrix is crucial, as inadequate dispersion can lead to agglomeration, which worsens thermal characteristics as well as mechanical performance. 22 The literature refers to numerous studies regarding extruding carbon-filler-loaded PP filaments. For instance, Vargas et al. proved that including just 0.75% carbon nanofillers in the polymer matrix improved the thermal decomposition profiles of PP filaments. 23 In another study, Casamento et al. modified PP filaments with carbon nanotubes (CNTs) and carbon fibers (CFs) through melt-spinning. Results revealed that CNTs increased the crystallinity of PP filaments, while CFs lowered it. CNTs raised thermal stability in an inert environment yet decreased it in an oxidizing atmosphere, whereas the addition of CFs had the opposite results. The addition of fillers led to an approximate 25% improvement in elastic modulus and around a 29% increase in tensile strength properties. 24
In the current research, in order to investigate the combined impact of different fillers on the thermal and mechanical properties of composite PP filaments, carbon, silica (SiO2), and alumina (Al2O3) fillers were synergistically (multifiller system) or separately (single-type system) used at various ratios during the melt-spinning process. Manufactured filaments were compared with each other visually, thermally, and mechanically by performing scanning electron microscopy (SEM), Fourier-transform infrared spectroscopy (FTIR), and thermogravimetric analysis (TGA), as well as tensile and strain tests.
Materials and Methods
Materials
PP beads (PP grade H253FF/7 PP for carpets: molecular weight, 80.000–100.000 g/mol; melt flow index, ~26 g/10 min) were purchased from Kazakhstan Petrochemical Industries. The diameters of the beads were measured as 3–5 mm. Carbon (C), silica (SiO2), and alumina (Al2O3) fillers were supplied by the Chemistry Laboratory of M. Auezov South Kazakhstan State University.
Melt-spinning of filler-incorporated PP filaments
A single-screw extruder (Siemens SJ30) was utilized for the melt-spinning process. The schematic diagram of the extruder is depicted in Figure 1. For the first experiment, polymer beads were fed into the hopper to produce neat PP filaments. For the subsequent experiments, various filler contents were introduced to the extruder together with the PP beads (Table 1). The filler content percentages in the polymer matrix were set based on the extruder machine's process parameters to ensure stable and efficient production after analyzing previous literature studies. 25 The melt-spinning conditions for neat PP monofilament and filler-incorporated composite PP filaments were determined as: screw speed of 1–50 r/min; extruder temperatures for zone 1, 215°C, zone 2, 230°C, and zone 3, 238°C; pressure of approximately 40–60 bar; screw speed of 20 r/min; and production rate of 8–12 kg/h. Next, the extruded filaments were subjected to heat drawing to yield stretched monofilaments with a drawing ratio of 2 under the following conditions: godet speed of 800 m/min; heater temperature of 130°C; winding speed of 90 m/min; and nozzle diameter of 0.4(⌀).
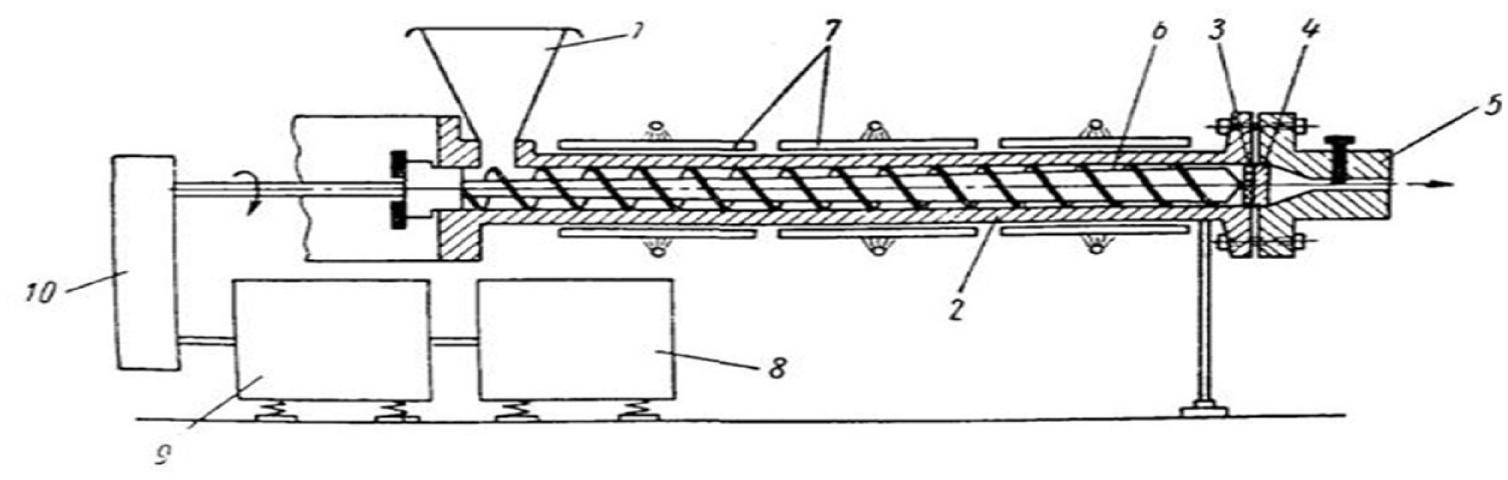
Schematic illustration of extruder equipment: 1, polypropylene (PP) loading hopper; 2, material cylinder consisting of three zones (feeding, plasticizing, and dosing); 3 and 4, adapter and adapter ring (the device for transferring molten PP mass from the extruder to the forming tool); 5, forming tool (extrusion head/spinneret); 6, auger (single-screw extruder); 7, ring heaters of the material cylinder; 8 and 9, power generators; 10, gearbox.
Definition of extruded (melt-spun) samples.
Characterization of melt-spun PP filaments
The surface morphologies and elemental compositions of the melt-spun PP filaments were determined by SEM (JSM-6490LV) equipped with energy dispersive spectroscopy (EDS) (EDS; Oxford Instruments Inca X-Sight 7274) at an accelerating voltage of 20 kV. The cross sections of the filaments were observed at 100× magnification.
FTIR analysis was carried out using an IRPrestige-21 FTIR spectrometer (Shimadzu) including a Pike Total Internal Reflection attachment (USA) with a resolution of 2 cm–1, 50 scans, and a wave number range of 600–4000 cm–1. The data were evaluated by using IR Solution version 1.6 software.
Differential scanning colorimetric (DSC) tests were realized by using a modulated device (SKZ1053, SKZ Industrial, China). The samples were cut into small pieces weighing approximately 6–15 mg, sealed in porcelain crucibles, and inserted inside the apparatus. The trials were conducted under a nitrogen gas atmosphere with a heating rate of 10°C/min.
The thermal stabilities of neat and filler-incorporated PP filaments were evaluated by TGA at a heating rate of 10ºC/min under a nitrogen atmosphere between 10°C and 600°C by utilizing an SKZ1053 model of a TGA testing device (SKZ Industrial, China).
Tensile and elongation tests of the individual melt-spun PP filaments were executed according to GOST 11262-2017 and ISO 527-2:2012 protocols by utilizing a Tinius Olsen 10ST model of a tensile tester (England) equipped with a load cell of 10 kN. The experiments were done in displacement control mode and the strain rate was set as 100 mm/min. At least five specimens were tested in each category.
Results and discussion
Morphological and structural properties of the melt-spun filaments
Morphological analyses of the melt-spun PP filaments were performed using SEM. The related micrographs in Figure 2 demonstrate that the neat PP filaments (S1) possessed a flat and smooth surface; however, the filaments including varying quantities of fillers (S2, S3, S4) exhibited surface imperfections. The numbers of holes and protrusions along the fiber length increase with a higher ratio of fillers in the polymer matrix. The figures also clearly indicate that these irregularities are unevenly distributed along the filler-incorporated fibers. However, this does not deteriorate the cross-sectional structures or the integrities of the filaments. Comparison with other specimens with various weight percentages of incorporated multifillers shows that in the S2 coded sample, more agglomeration among the fillers was observed when the Al2O3 content was the highest (Figure 2 (b)) which could be related to strong electrostatic interactions among the particles themselves and especially between Al2O3 and SiO2. 26 On the other hand, surface roughness dramatically increased with the quantity of SiO2 in the polymer matrix (Figure 2(c)). Similar results have been reported in previous studies.27 -29 The reason for the surface roughness might be attributed to the poor uniformity of additive dispersion and the degree of homogeneity within the PP matrix, as well as the nature and strength of the chemical interactions established between the fillers and the PP matrix. 30
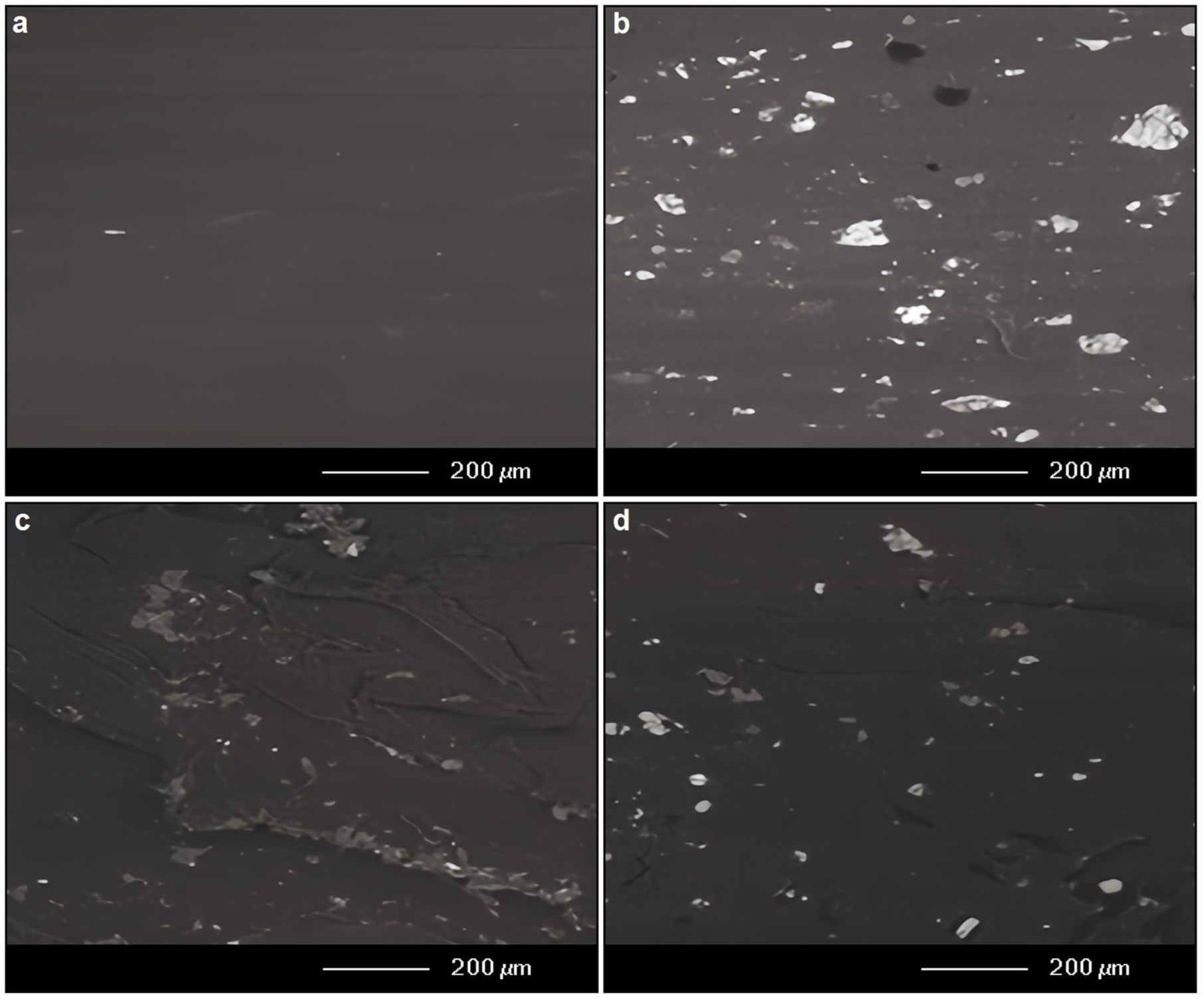
SEM micrographs of the neat and multifiller-incorporated PP filaments at 100× magnification: (a) S1, (b) S2, (c) S3, and (d) S4.
As shown in Figure 3, the structural integrity of the polymer filament was notably compromised. This degradation was especially evident in the samples labeled S6 (Figure 3(b)) and S7 (Figure 3(c)). Previous studies in the literature suggest that incorporating a single type of filler into the polymer matrix at concentrations between 2 and 3 wt.% tends to enhance interfacial bonding, if agglomeration does not occur.31,32 Considering these findings, the following inference can be asserted: when the total filler content reaches a relatively high level, such as 4.3 wt.%, the use of multiple filler types may exert a synergistic effect that preserves the structural integrity of the polymer matrix. Conversely, the inclusion of a single filler type at similar concentrations may negatively affect structural integrity due to unfavorable phenomena such as agglomeration and inadequate filler-matrix interaction.
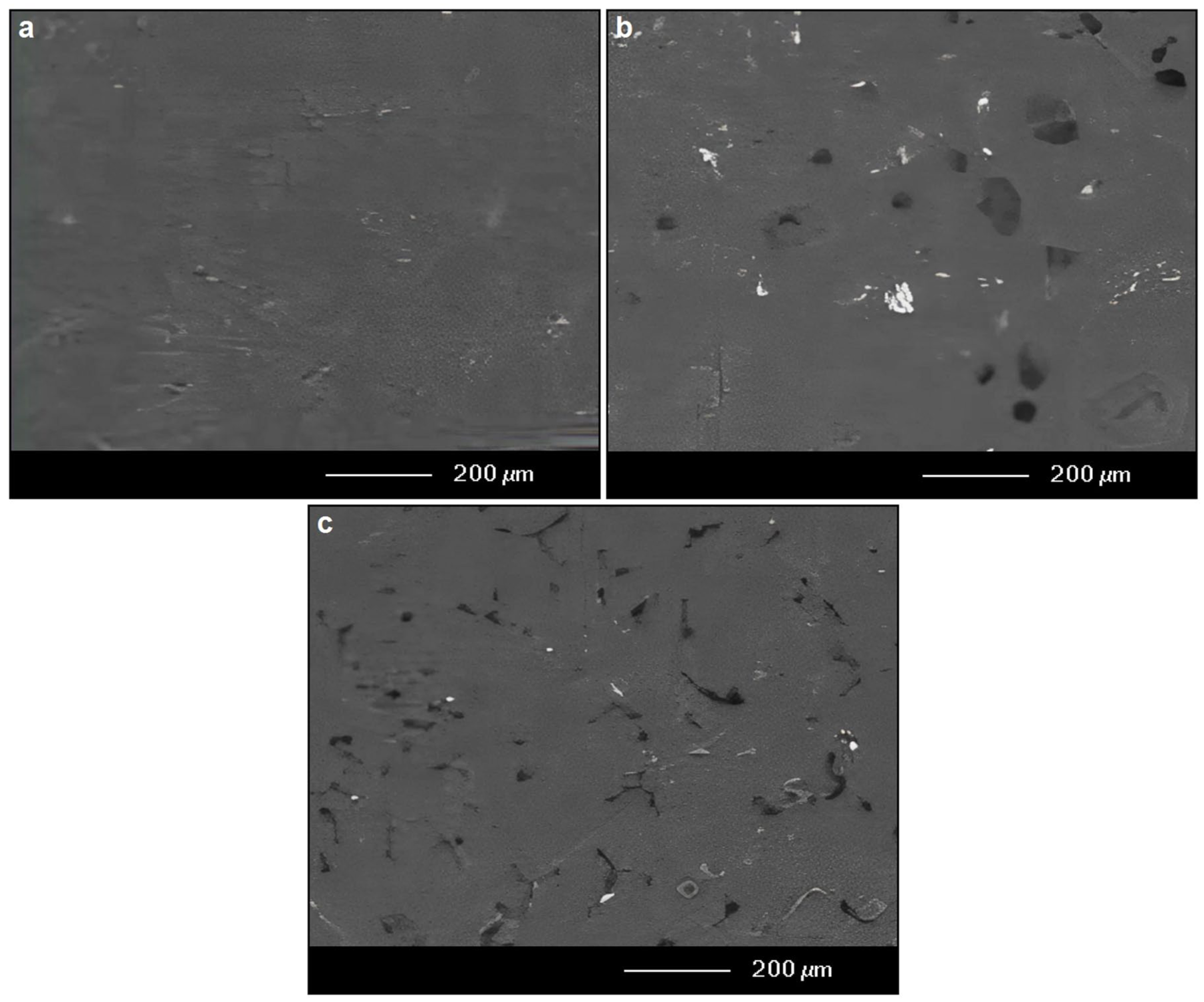
SEM micrographs of the single-filler incorporated PP filaments at 100× magnification: (a) S5, (b) S6, and (c) S7.
Figure 4 and Figure 5 present the EDX analysis results for the neat PP and composite PP filaments containing various fillers. The atomic percentage values obtained from the EDX spectra of the pure PP in Figure 4(a) and the filler-incorporated PP filaments in Figures 4(b)–4(d) and Figures 5(a)–5(c) are in close agreement with their respective theoretical atomic compositions. This consistency indicates a reliable correlation between the surface elemental distribution detected on the filaments and the intended filler loadings.
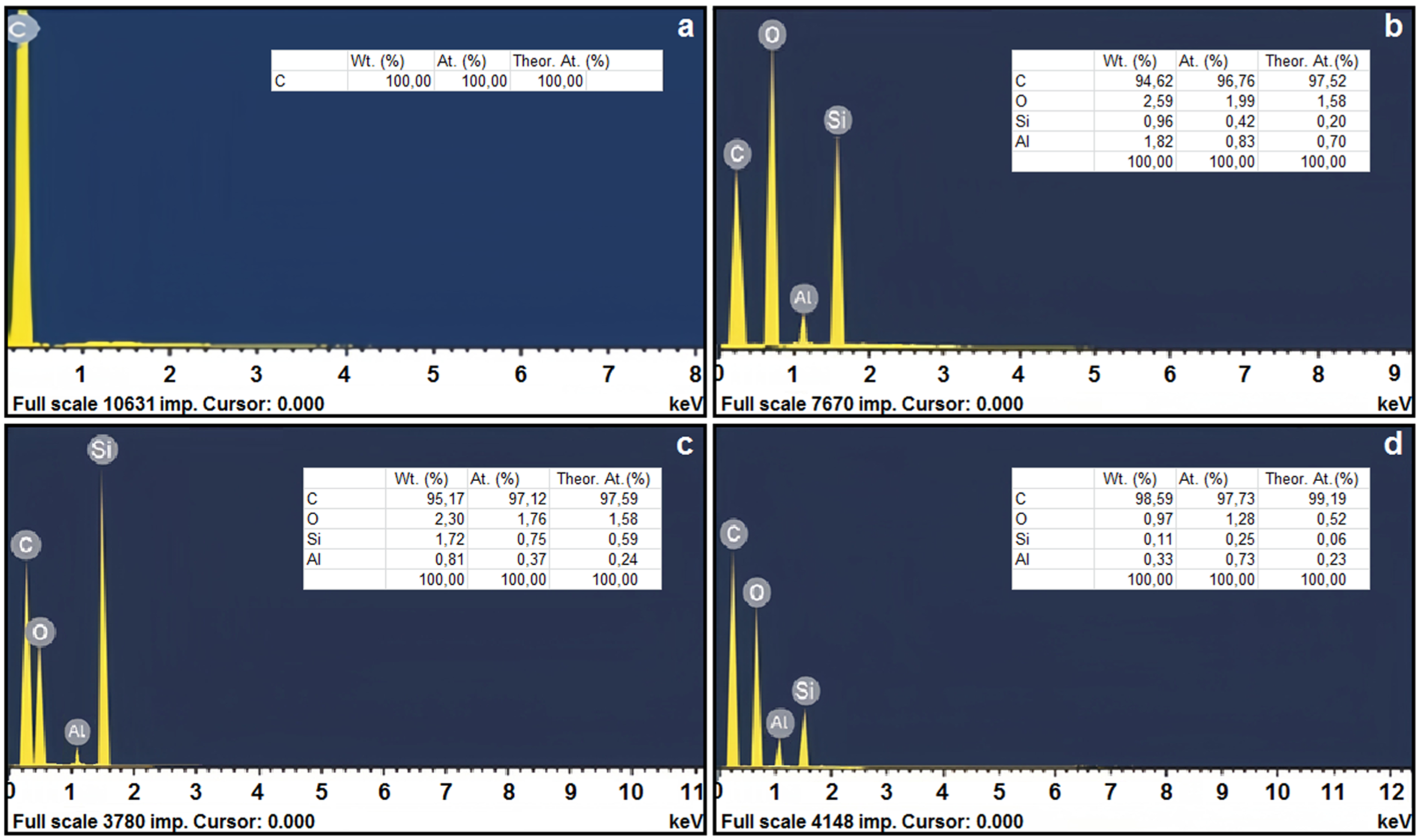
EDX graphs and related weight (wt.%), atomic (at.%), and theoretical (theor. at.%) ratios of the neat and multifiller-incorporated PP filaments: (a) S1, (b) S2, (c) S3, and (d) S4.
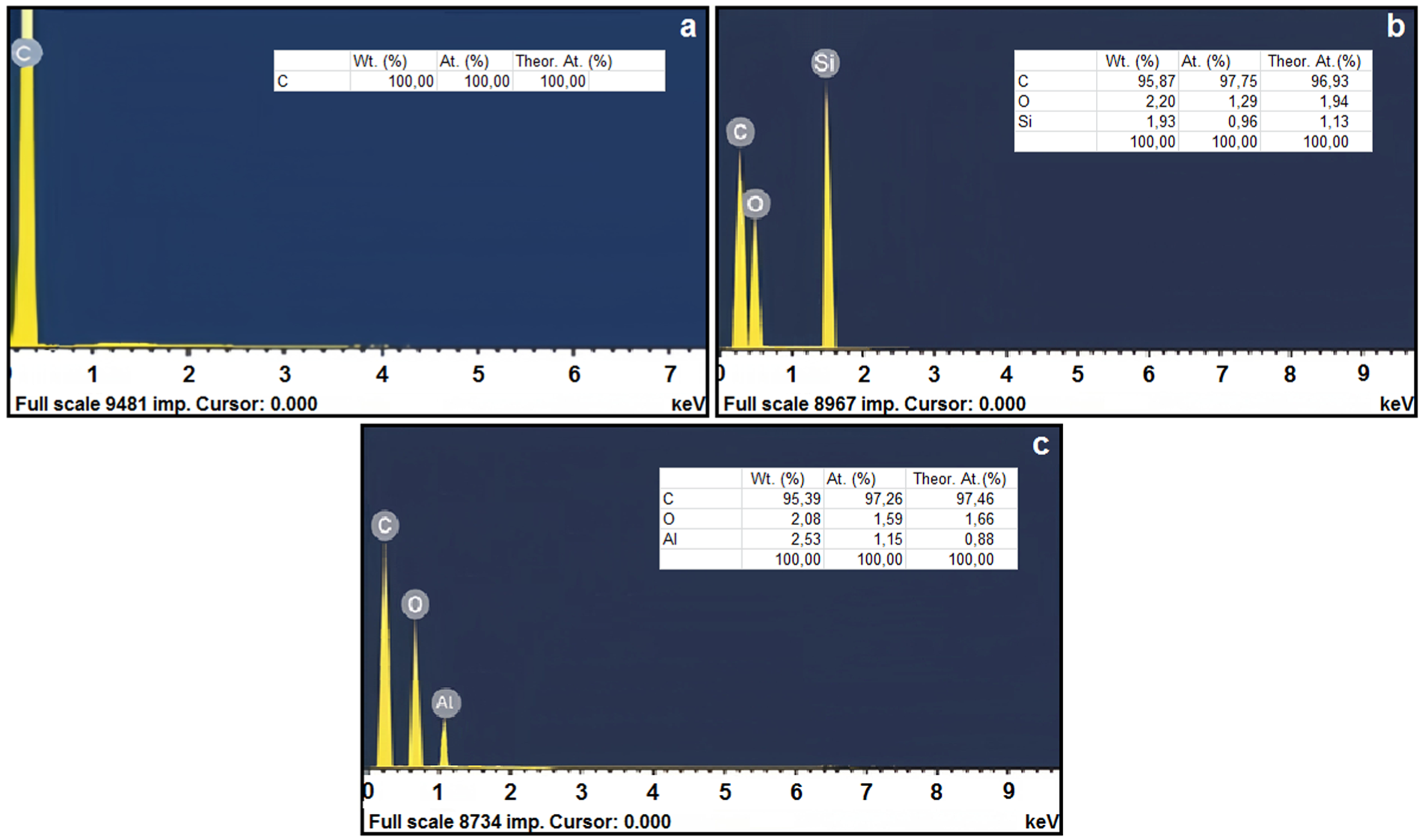
EDX graphs and related weight (wt.%), atomic (at.%), and theoretical (theor. at. %) ratios of the single-filler-incorporated PP filaments: (a) S5, (b) S6, and (c) S7.
FTIR analysis of melt-spun PP filaments
PP is a saturated hydrocarbon polymer, hence its FTIR spectrum often includes peaks for carbon-hydrogen (C-H) and carbon-carbon (C-C) bonds, as well as crystalline and amorphous structures. 33 Figure 6 exhibits the FTIR spectrums of neat and filler-incorporated PP filaments. In general, there were no dissonant alterations among the tested samples. For the neat PP filament (S1), the peak around 2950 cm–¹ is due to the asymmetric stretching vibration of the C-H bonds in the methylene (–CH2) groups and methyl (–CH3) groups, which are repeating units in the polymer backbone. 34 The peak observed at 2916 cm–¹ is typically attributed to the asymmetric C-H stretching mode of the methylene groups. 35 The peak at 2849 cm–¹ generally corresponds to the symmetric stretching vibration of C-H bonds in the methylene groups.36 -38 This peak has almost disappeared for S2, S3, and S4, and shifted to 2838 cm–¹ for S5 and S6, and to 2845 cm–¹ for S7. The peak at 1457 cm–¹ is generally related to the deformation (bending) vibration of the CH2 or CH3 asymmetric deformation in the polymer structure.34 -40 The peak at 1376 cm–¹ is commonly assigned to the methylene (CH2)bending vibration. This is a characteristic feature of PP and other polyolefins that contain CH2 groups.41,42 The peak at 1166 cm–¹ usually coincides with the C-C stretching vibration in the PP polymer backbone. 43 The peak observed at 970 cm–¹ typically corresponds to the strong methyl absorption band. 44 The peak noted at 718 cm–¹ is generally ascribed to the out-of-plane bending vibration (CH2 rocking) associated with the C–H bonds present in the CH2 (methylene) groups. 45 The FTIR spectra demonstrated that when the concentration of carbon, SiO2, and Al2O3 increased in the blend, the peak at 718 cm–¹ disappeared. This may be explained by the interphase occurring around the fillers, which in turn alters or suppresses vibrational responses detectable by FTIR. 46
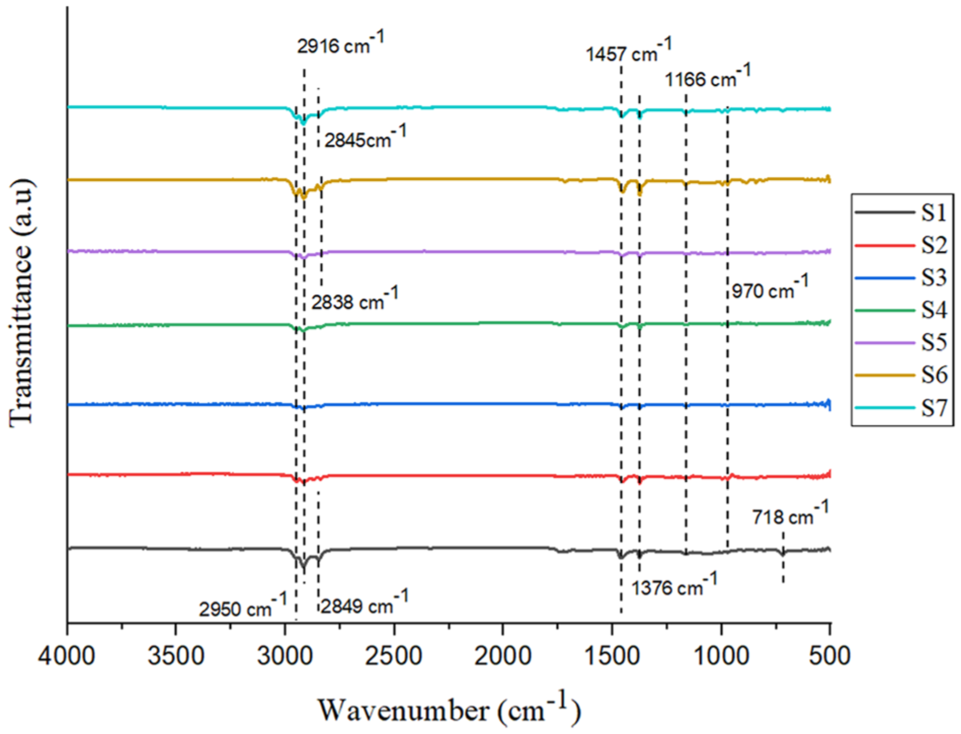
FTIR analysis of the neat and filler-incorporated PP filaments.
TGA and DSC analyses of melt-spun filaments
In general, PP undergoes significant mass loss during heating due to thermal degradation. 47 The first modest weight loss before 100°C (or slightly higher) is usually due to the evaporation of moisture or volatile chemicals. PP is typically stable at temperatures ranging from 100°C to 300°C after initial weight loss. This part of the TGA curve appears comparatively flat, implying little to no mass loss. The most substantial and sharp weight loss takes place between 300°C and 475°C, which corresponds to PP thermal deterioration. 48 This is the primary decomposition stage where the polymer chains break down through the scission leading to the formation of smaller volatile degradation products such as alkanes, alkenes, gases like CO2, CO, and other fragments. 49 After 450°C, there is ultimately a small residual mass (often around 0–5 wt.%), which consists primarily of inorganic fillers or additives that were added to the PP during its manufacturing process. 50
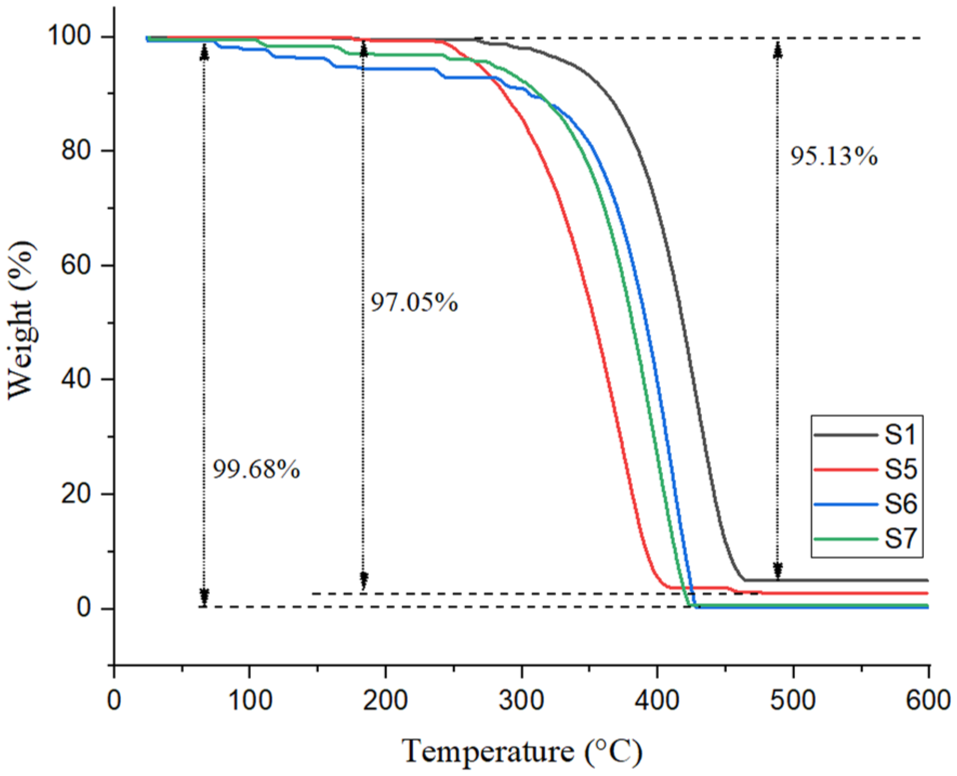
In the current research, findings obtained related to the thermal decomposition behavior of the neat and filler-incorporated PP filaments are presented in Figure 7 and Figure 8. The TGA graph of the neat and multifiller-incorporated composite PP filaments is shown in Figure 7. The neat PP filament (S1) exhibited a thermal degradation of 95.13% at approximately 465°C. In comparison, sample S4 demonstrated a lower mass loss of 94.3% at a significantly higher decomposition temperature of 541°C. This enhanced thermal stability and increased residual mass are attributed to the elevated carbon content and the synergistic interactions among the multiple fillers in S4, which collectively contribute to improved thermal resistance. Samples S2 and S3 exhibited similar thermal degradation behavior, with decomposition occurring around 525°C and a mass loss of 91.83%.
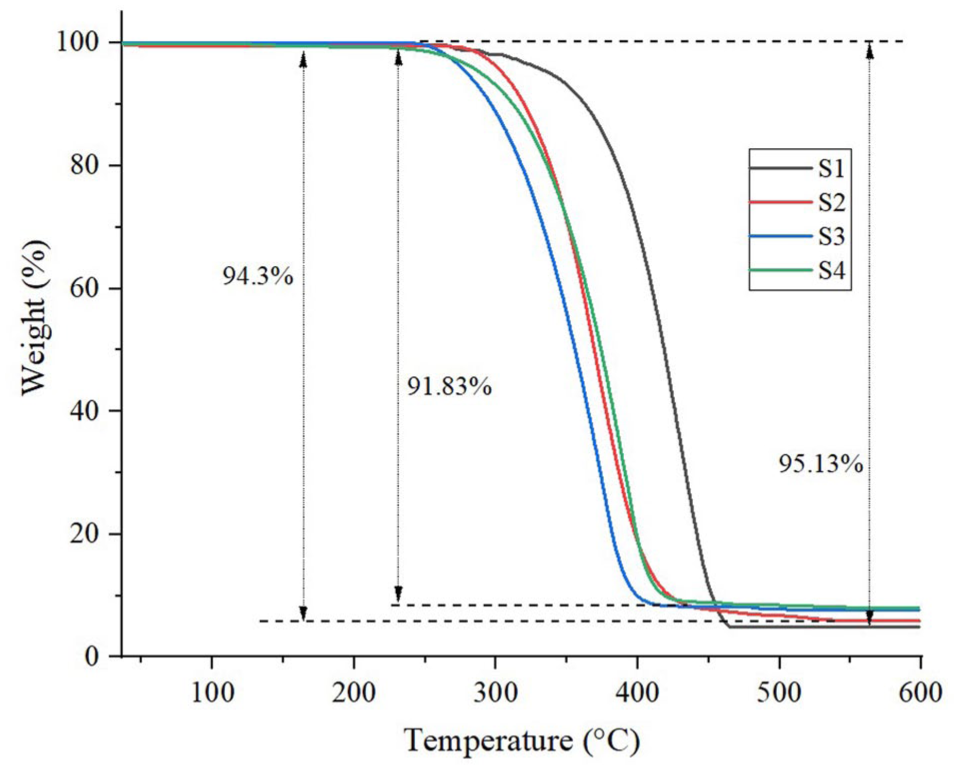
TGA analysis of the neat and multifiller-incorporated PP filaments (S1, S2, S3, and S4).
TGA analysis of the neat and single-filler-incorporated PP filaments (S1, S5, S6, and S7).
Figure 8 illustrates the TGA results for neat and single-filler-reinforced PP filaments. Sample S5 underwent 97.05% degradation at 477°C, whereas samples S6 and S7 exhibited higher degradation levels—99.5%—at lower temperatures of 428.5°C and 422°C, respectively. Analysis of the residual mass and decomposition temperatures indicates that the incorporation of single-type fillers at relatively high concentrations (4.3 wt.%) adversely impacted the structural integrity of the polymer matrix. Consequently, this led to a decline in the overall thermal performance of the composite filaments. On the other hand, TGA experiments revealed that the multifiller incorporation noticeably affected the thermogravimetric regimes of the melt-spun PP filaments at various levels, depending on the concentrations of the different types of fillers in each blend.
DSC analysis is a critical testing procedure for polymer characterization because it provides detailed information about the thermal properties of a polymer material such as glass transition, crystallization, melting behavior, and the influence of additives.51,52 In literature, it has been reported that the glass transition temperature (Tg) of PP is around −10°C to −20°C, 53 the melting temperature (Tm) typically ranges from 160°C to 170°C, depending on the crystallization condition, 54 and the crystallization usually begins at a temperature around 100°C (up to 130°C), and can continue to occur at temperatures until around 160°C. 55
Our experiments focused only on the alterations of the melting temperatures to assess the impact of filler incorporation on the thermal properties of melt-spun PP filaments. Accordingly, the DSC measurements obtained for the neat and filler-incorporated PP filaments are illustrated in Figure 9 and Figure 10. The Tm for the neat PP filaments (S1) was identified as 170.03°C. For the S2-coded sample, a broader and less sharp melting peak was detected at 170.45°C, which was almost the same as that of the S1-coded sample, which may be associated with the agglomeration of the incorporated filler in the polymer matrix. It may also be stated that having mostly Al2O3 as the filler in the blend might prevent the formation of a highly ordered crystalline structure in the polymer, which could result in an almost unchanged Tm in the DSC graph. 56 In sample S2, the presence of SiO2 (1 wt.%) and carbon (0.3 wt.%) fillers exhibited a limited synergistic effect on the thermal properties of the composite filament. For sample S3, the melting peak appeared at 171.78°C. The DSC graph of sample S3 showed a greater shift compared to S2, suggesting that the increased carbon filler content (1 wt.%) played a noticeable synergistic role alongside the SiO2 filler in enhancing thermal performance. For sample S4, Tm was measured as 172.98°C and the peak intensity was less than for the other samples. It may also be concluded that the greater carbon filler content in sample S4 might improve the heat distribution, reduce localized overheating, enhance thermal stability, and shift the Tm to a higher temperature. Additionally, the synergistic contributions of SiO2 and Al2O3 fillers, although relatively minor, may have further supported this effect (Figure 9).
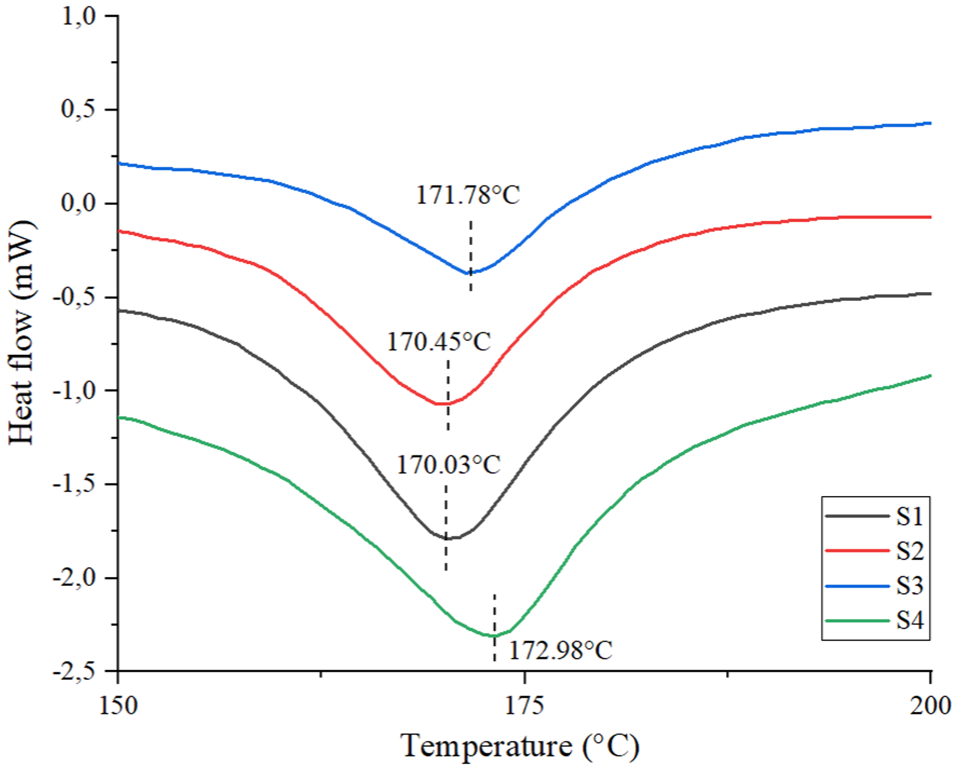
DSC analysis of the neat and multifiller-incorporated PP filaments (S1, S2, S3, and S4).
DSC analysis of the neat and single-filler-incorporated PP filaments (S1, S5, S6, and S7).
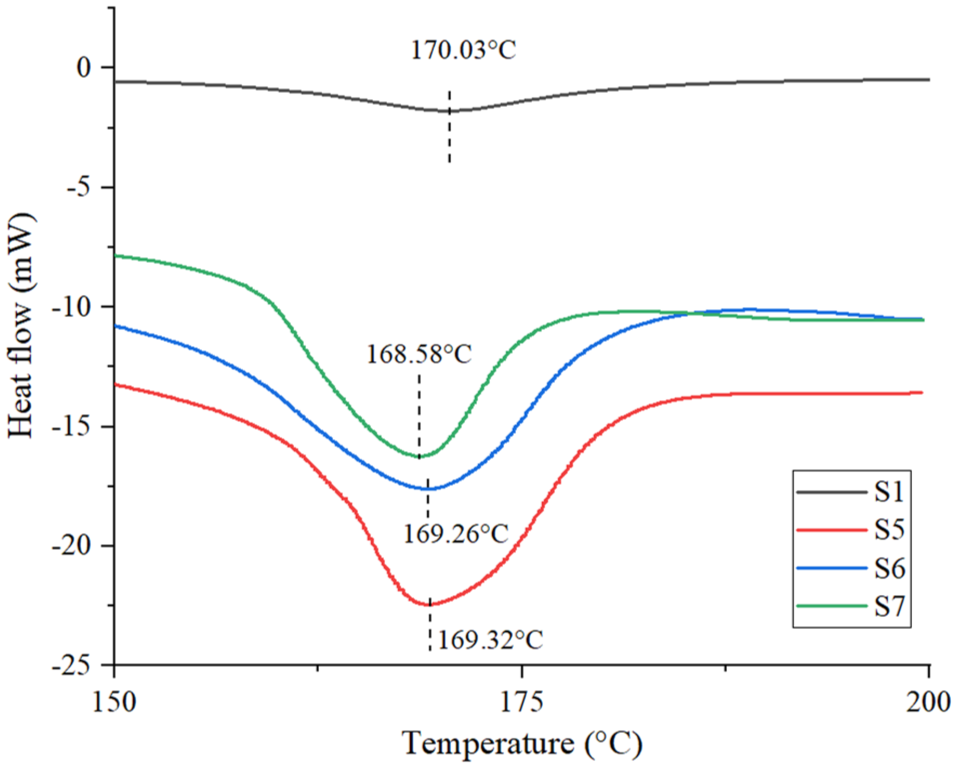
Figure 10 presents the DSC thermograms of PP filaments containing 4.3 wt.% of a single type of filler. The results indicate that the incorporation of a single filler type reduced the Tm in comparison to that of neat PP (170.03°C). The most noticeable decrease was recorded in S7, which had a Tm of 168.58°C. These findings suggest that a high content of a single type of filler tends to lower the Tm of composite PP filaments. In contrast, the use of different filler types at the same overall concentration elevated the Tm values, likely due to synergistic interactions between the various filler particles.
Mechanical performance and filler composition effects
Figure 11 depicts the tensile test results of neat PP and filler-added composite PP filaments. The tensile strength of neat PP filaments (S1) was determined to be approximately 36.5 MPa on average. To enhance the mechanical properties of the PP matrix, various filler formulations were incorporated using a melt-spinning process. Among all groups, the highest tensile strength was observed in sample S4, which reached 57 MPa. This substantial increase is attributed to the stable integrity of the composite PP filament (due to the synergistic impact of carbon, silica, and alumina) as well as the reinforcing effect of carbon fillers, which improve stress transfer at the interface, promote crystalline alignment, and restrict chain mobility in the polymer matrix.57 -59
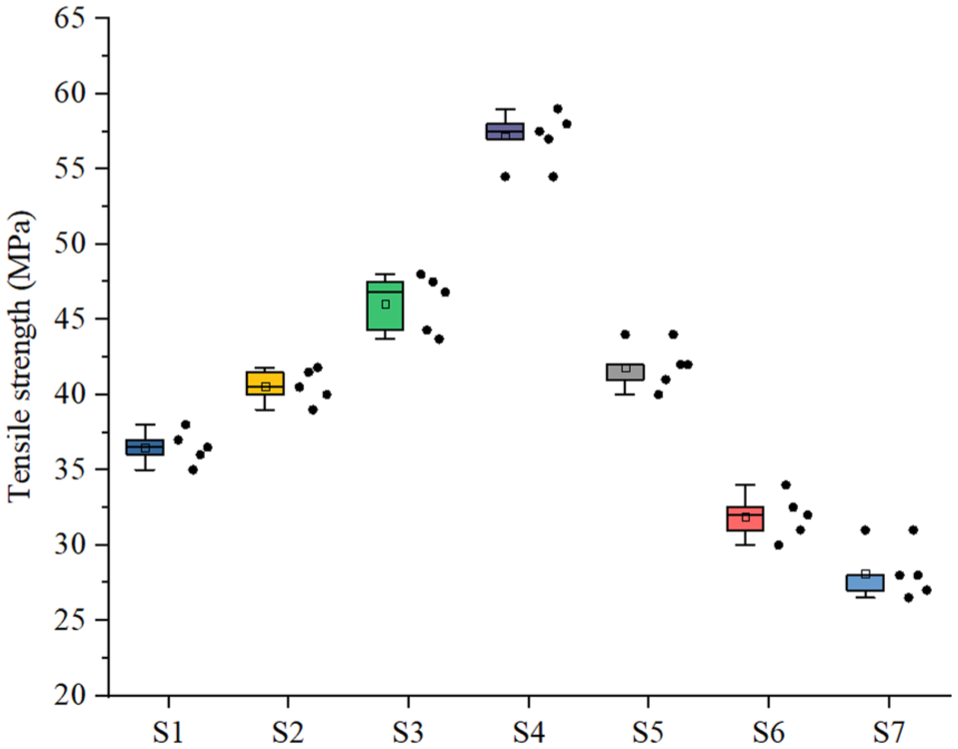
Tensile strength of the melt-spun neat and filler incorporated PP filaments.
Sample S3 also demonstrated improved mechanical performance, achieving an average tensile strength of 46 MPa. The enhancement in this case can be linked to the impact of the synergistic multifiller system as well as the silica’s ability to form interfacial interactions with the PP chains, thereby increasing load-bearing capacity. 60 In contrast, sample S2, which included a higher concentration of alumina (3 wt.%) together with 0.3 wt.% carbon and 1 wt.% silica, exhibited a lower tensile strength of 40.5 MPa. The decline in strength is likely due to the agglomeration tendency and brittle character of alumina, which may introduce microstructural defects within the filament.
To evaluate the individual effects of high filler loadings without synergistic interaction, samples S5, S6, and S7 were prepared by adding 4.3 wt.% of a single filler type. Sample S5 (4.3 wt.% carbon) achieved a tensile strength of 42 MPa, indicating a noticeable reinforcing effect from carbon alone. However, it still fell short of the strength reached by the multifiller samples S3 and S4, underscoring the benefits of combining multiple fillers. Sample S6, with 4.3 wt.% silica, reached a tensile strength of 32 MPa, just under the tensile strength of neat PP. The lowest performance among these single-filler groups was recorded for sample S7 (4.3 wt.% alumina), which yielded a tensile strength of 28 MPa, only marginally below the neat PP baseline. This result is in parallel with SEM analysis and confirms that at high filling concentration (4.3 wt.%), the single-filler system demonstrated limited capability in reinforcing the structural integrity of the composite PP filaments.
Overall, these results clearly indicate that synergistic filler combinations, as used in samples S2, S3, and particularly S4, outperform single high-load filler systems by balancing mechanical reinforcement with improved dispersion and matrix interaction. It has been recorded that this finding has also been in correlation with the recent study conducted by Fatolahi et al. 61 Sample S4 emerged as the optimal formulation, providing the highest tensile strength while maintaining acceptable processability.
The elongation at break (percentage) of melt-spun PP filaments decreased notably upon filler incorporation, demonstrating the typical inverse relationship between tensile strength and ductility in polymer composites. The neat PP filaments (S1) showed the highest ductility, with an average elongation of 531%, consistent with PP’s semicrystalline structure and high chain mobility under tensile stress. 62
Among the multifiller incorporations, the most favorable balance between strength and ductility was achieved in sample S4, which maintained a relatively high elongation of approximately 350%. This result suggests that the optimized ratio and synergistic interaction of fillers enabled improved stress transfer and energy dissipation without significantly compromising flexibility. Sample S3 exhibited moderate ductility, while sample S2 demonstrated the lowest elongation among the multifiller systems, averaging 205%. The decline in elongation in S2 can be attributed to the high alumina content, which contributes to rigidity and agglomeration, limiting chain extensibility.
To assess the behavior of single-filler systems at high loading (Figure 12), samples S5, S6, and S7 were prepared with 4.3 wt.% of carbon, silica, and alumina, respectively. Sample S5 demonstrated an average elongation of 164%, significantly lower than both the neat PP and multifiller systems. This result highlights the stiffening and embrittling effects of high carbon content, even though it provided considerable tensile strength. Sample S6 (silica-only) achieved a relatively higher elongation of 183%, indicating that silica, at this concentration, retains more flexibility in the matrix compared to the other fillers. Sample S7, with 4.3 wt.% alumina, showed the lowest elongation overall, at only 118%, confirming the brittle behavior and poor dispersion of alumina at elevated concentrations. These findings confirm that multifiller systems with optimized ratios, particularly sample S4, offer the best compromise between mechanical strength and elongation.
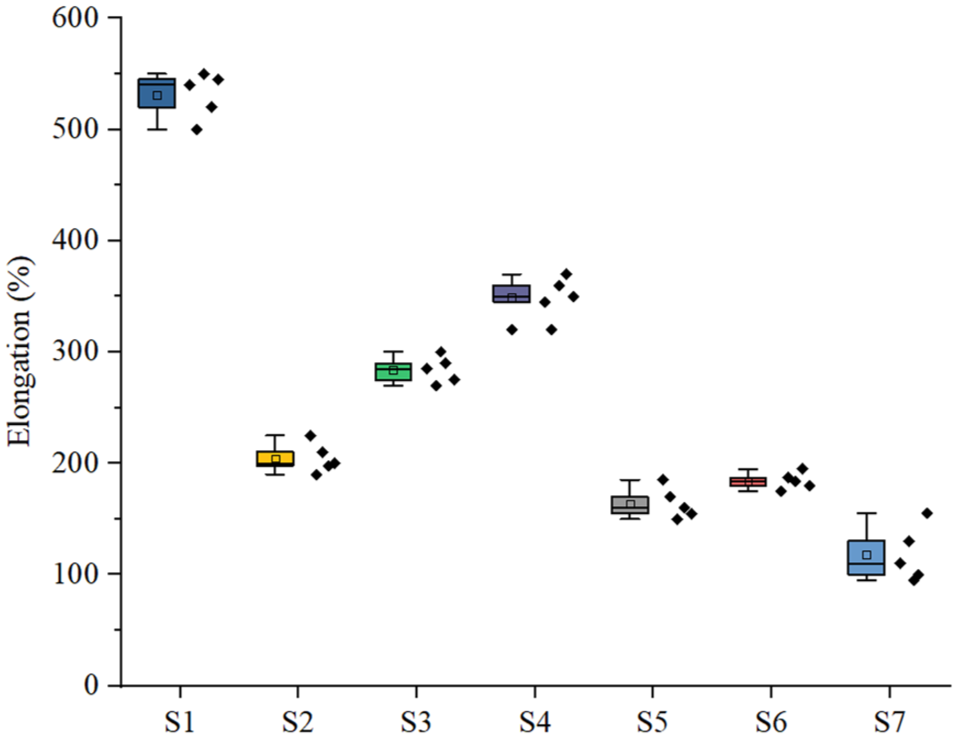
Elongation at break values of the melt-spun neat and filler incorporated PP filaments.
Conclusion
This study systematically explored the effects of incorporating carbon, silica, and alumina fillers—both individually and synergistically—into PP filaments via melt-spinning, with a focus on enhancing thermal and mechanical properties. The results demonstrated that multifiller systems exhibited superior performance compared to single-type filler systems within the polymer matrix. Among the tested samples, the PP composite filament containing 3 wt.% carbon, 0.3 wt.% silica, and 1 wt.% alumina (sample S4) achieved the most favorable overall performance. It exhibited the highest thermal decomposition temperature (541°C), highest residual mass, and a notable improvement in tensile strength (57 MPa)—all indicative of enhanced thermal resistance and structural integrity. Furthermore, this composition maintained an elongation at break of approximately 350%, demonstrating a favorable balance between mechanical strength and ductility. Thermal analyses via TGA and DSC confirmed the positive influence of multifiller synergy on thermal degradation profiles and melting behavior. In contrast, single-type filler systems—especially those containing high concentrations of alumina—showed limited improvements or even detrimental effects, such as reduced thermal stability and inferior mechanical performance, attributed to agglomeration and poor filler-matrix interaction. Overall, these findings highlight that strategic multifiller incorporation provides an effective pathway to engineering high-performance PP filaments, potentially expanding their applicability in thermally demanding and mechanically intensive environments. Future studies could explore the long-term durability, flammability behavior, and process scalability of such composite systems to further validate their industrial viability.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data availability
The data related to this research can be obtained from the corresponding author by email request.