
Abstract
With the increased use of fiber-reinforced composites (FRPs), the design of a new generation of composite structures with high stiffness and a ductile material behavior is required to cope with complex load scenarios and high damage tolerances. This can be achieved, in particular, by a combination of conventional FRPs, which possess high stiffness and strength, with metallic materials characterized by their high ductility and associated higher energy absorption capacity. Currently, there are no solutions for the hybridization of high-performance filament yarns, metal filament yarns or thermoplastic filament yarns at the micro level. Therefore, the aim of this paper is the hybridization of multi-fiber components intermixed at the micro scale. For this purpose, three hybridization processes were investigated. They are conventional air-jet technology, air-jet technology based on a modified air nozzle and an additional pre-spreading device and a process based on a newly developed multi-level-intermixing device. The effect of different processing parameters, such as air pressure, air nozzle and type of manufacturing, on the tensile properties, appearance and damage of multi-material hybrid yarn was analyzed. The results show that the developed multi-material hybrid yarns have high potential for use in composites with high requirements for crash and impact properties.
Keywords
The high weight-specific stiffness and strength of fiber-reinforced composites (FRPs) allow their use in applications with the highest structural mechanical requirements. However, high-performance fibers, such as carbon and glass fibers (GFs), have very brittle behavior under impact loading. As a result, catastrophic damage and an almost complete loss of structural integrity can take place even at low deformations. 1 Therefore, composites made of conventional reinforcement fiber are typically not suitable when subjected to different loading conditions, for example, tension/compression, bending and impact. The combination of high-performance fibers with metal can produce composites with tailored properties, such as stiffness, strength damage tolerance, impact resistance and fire resistance. 2
The hybridization of high-performance fibers with metals has so far been mainly limited to the layer-by-layer combination of alternating layers of metal foils and FRPs as fiber–metal laminates (FMLs)3–6 and the layered combination of metal and high-performance fibers as hybrid fiber composites.7–9 The focus of the studies was mostly on the effects of the interlayer hybrid ratio and stacking sequence on the mechanical properties of laminated composites.10,11 However, these hybrid concepts have considerable disadvantages due to complex and cost-intensive manufacturing processes. Since interlaminar interfaces are highly pronounced due to the laminate structure, complex stresses lead to high shear stresses and consequently to a considerable degradation of the mechanical properties and a high risk of delamination and premature structural failure, as well as limited drapeability due to the sheet structures.12–14 By realizing composites based on hybrid yarns from metal and high-performance filament yarns with micro-level mixing, the above-mentioned disadvantages can be solved. In addition, the level of impregnation of thermoplastic composites can be significantly improved by reducing the flow paths during the thermoforming process as a result of micro-level mixing. This is particularly necessary when using thermoplastic materials, as these have a higher viscosity than thermoset matrix materials, which can result in air voids if the materials are not evenly distributed.
Hybrid yarn manufacturing based on air-jet technologies compared to online commingling and spreading technologies is predestined for the realization of high fiber orientation for the processing of filament yarns due to its high flexibility, productivity and ease of customization of the fiber–matrix ratio and yarn fineness as requirements. 15 Other advantages are the possibility to combine filament yarns available on the market and homogenous mixing of the components as well as better textile physical properties and textile processability of hybrid yarns. For these reasons, hybrid yarn manufacturing based on air-jet technologies is still a front runner for the production of hybrid yarns.
In the conventional air-texturing process, the filament yarns are fed in via rollers and exposed to an air jet applied via an air nozzle.16–18 The forces acting on the fibers cause the yarns to open. Since the velocities of the opened fibers in the air jet differ locally, turbulence is created, resulting in fiber deflections and textured surfaces. For the manufacturing of hybrid yarns from more than one component, the deflected filaments of different yarn components are mixed together. This results in the formation of alternating compact (nips/interlaces) and open hybrid yarn structures at regular intervals. The interlacing areas, compactness and appearance as well as mechanical properties of air-textured yarns depend on the process, machine and material parameters.19–26 Their use for the realization of filament yarn-based hybrid yarns for thermoplastic composites has been investigated.18,19,27 Depending on the geometry of the air nozzle, different airflows are formed that move the individual filaments. 22 The movement behavior of the filaments is affected by their physical, mechanical and geometrical properties. The higher the density, bending stiffness and diameter of filaments, the greater the resistance offered to the airflow-induced deflection. At the same time, the tendency of the filament movement increases as the ratio between the flowed surface area and volume increases. Accordingly, elliptical filament cross-sections outperform circular ones in terms of inclination to move. 18 Differences in filament diameter tend to separate filaments by pushing thinner filaments to the center of the yarn and thicker filaments to the yarn edge. The structure of multi-filament yarns used as the input material also influences the cohesion of the individual filaments and thus their tendency to open. Literature and research reports show that the production of hybrid yarns consisting of metal filament yarns and high-performance filament yarns based on air-jet technologies is sparse compared to that of hybrid yarns consisting of high-performance filament yarns, such as glass, carbon and aramid combined with thermoplastic filament yarns.
In İlkan, 29 air-textured hybrid yarns from copper wire/nylon filament yarn, stainless steel (StS) wire/nylon filament yarn and silver wire/nylon filament yarn were developed for investigations on electromagnetic shielding, antibacterial activity and surface resistivity. In our previous paper, the development of a nozzle for the development of hybrid yarns consisting of glass, metal and thermoplastic filament yarns was reported. 30 It has been shown that when processing fiber components that are sensitive to transverse forces (e.g. GFs) in combination with fiber components (e.g. StS filament yarns) with different properties, in particular bending stiffness and density, an uneven mixing of different fiber components occurs in the air-texturing process. Therefore, design and technological adaptations of the air-texturing technology is required in order to develop multi-material hybrid yarns with high evenness from metal filament yarns in combination with high-performance (e.g. glass) filament yarns. The aim of this paper is to develop multi-material hybrid yarns consisting of glass, steel and polypropylene (PP) filament yarns for fiber hybrid composites. For the realization of hybrid yarns with a low degree of fiber damage, a high degree of blending and good processing properties, two novel processes based on air-jet technology were investigated. In addition, a process based on a multi-level-intermixing (MLI) device was developed. The effect of different processing parameters, such as air pressure, air nozzle and type of manufacturing, on the tensile properties, appearance and damage of multi-material hybrid yarn was analyzed.
Experimental details
Materials
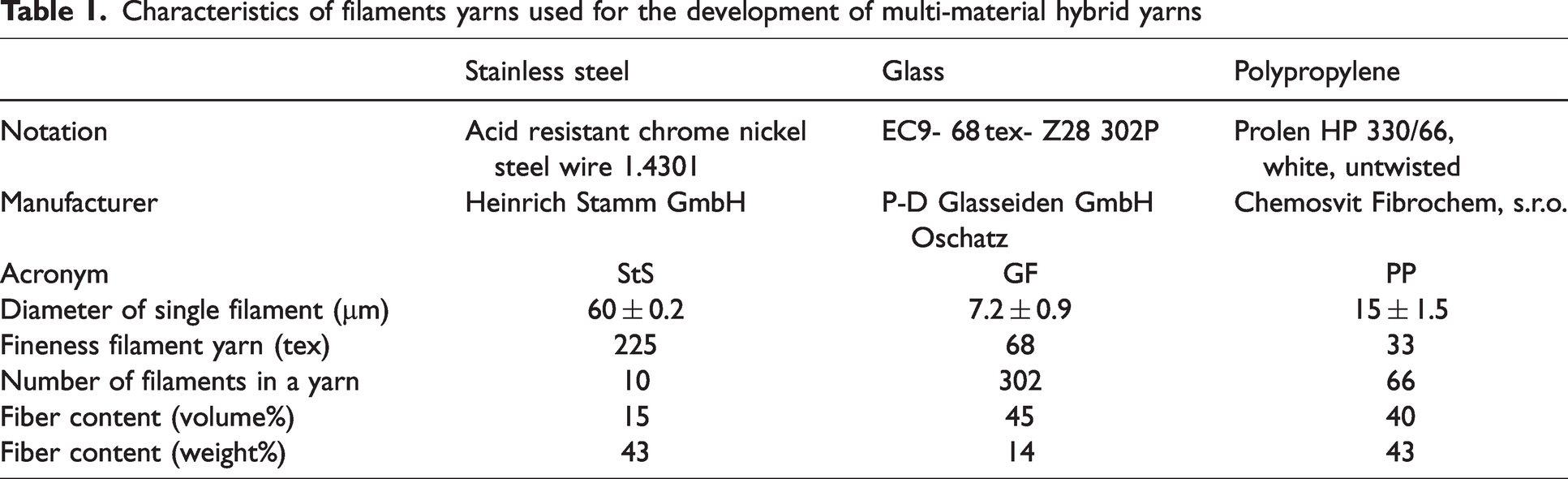
For manufacturing the multi-material hybrid yarns, StS, GF and PP filament yarns were used. The characteristics of the filament yarns are detailed in Table 1. GF yarn (96 tex) and PP (33 tex) were used as received from the suppliers. However, 10 StS monofilaments (acid resistant chrome nickel steel wire 1.4301) each having a diameter of 60 µm were spooled together to make a yarn with a fineness of 225 tex.
Characteristics of filaments yarns used for the development of multi-material hybrid yarns
Development of different multi-material hybrid yarn structures
Conventional air-texturing technology
Firstly, investigations were carried out on a conventional air-jet texturing machine (TLD; Type RMT-D, Stähle) for the production of multi-material hybrid yarns. The StS, GF and PP filament yarns were fed by means of separate godet pairs (Figure 1). The mixing of the filament yarns was realized aerodynamically using an intermingling air-jet nozzle (Temco LD 32.04) provided by Temco (Rieter Components Germany GmbH TEMCO, Germany). With the Temco LD 32.04 nozzle, the airflow acts vertically on the filament bundles and leads to thread opening and the formation of interlacing points.
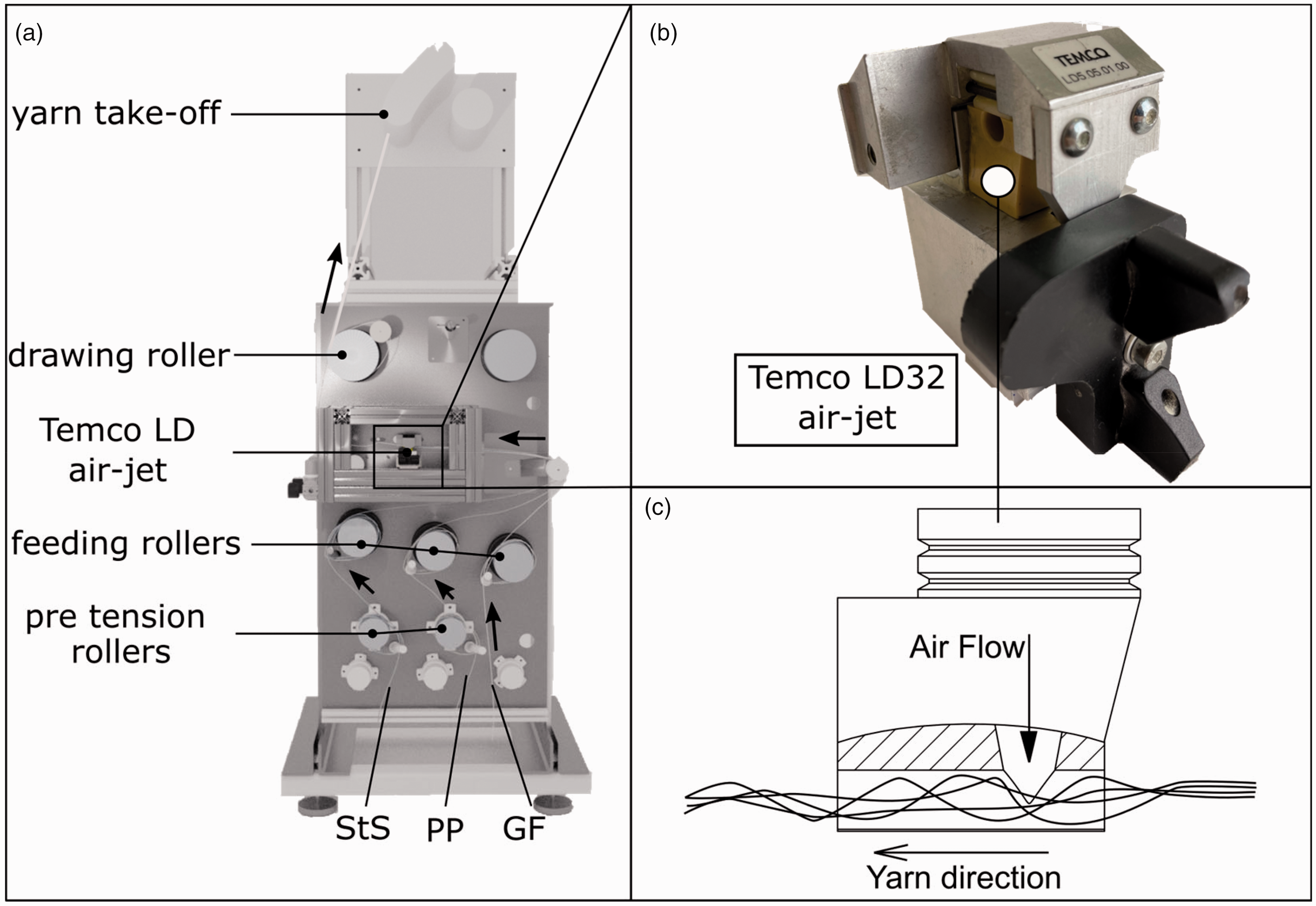
Manufacturing of multi-material hybrid yarns on a (a) conventional air-jet texturing machine (TLD) using (b) a Temco LD32 Air Jet and (c) The schematic function of the LD air jet.
In order to expedite the opening of the filaments at the mixing point, an overfeeding of the filaments was done by keeping the speed of the feeding rollers faster than that of the drawing roller. The overfeed was 7%. Different multi-material hybrid yarns were produced by varying the air pressure from 3.0 to 5 bar, keeping the delivery speed (30 m/min) constant. The hybrid yarns produced with different processing variables using the TLD are summarized in Table 2.
Parameters for multi-material hybrid yarn development with the conventional air-texturing machine (TLD)

The theoretical fineness of the multi-material hybrid yarns was 490 tex and the weight ratio for the StS, GF and PP components in the hybrid yarn was 43/43/14 weight-% (which corresponds to 15/45/40 volume-% in the subsequent composite), respectively. The number of filament yarns used for the manufacturing of hybrid yarns was selected according to the desired fiber contents of the hybrid yarns. Since the sizing of the filament yarns makes the opening of the individual filaments, especially of GF filament yarns, even more difficult, hot air (180°C) was additionally supplied to the open ends of the upper and lower housing sections to reduce the viscosity of the sizing and thus reduce the adhesion of the individual filaments to each other.
Tandem air-jet system
Instead of using one intermingling air-jet nozzle (Temco LD 32.04) as used in a TLD, a tandem air-jet system (TAJS) was developed consisting of a pre-opening device and a modified air-jet nozzle. The pre-opening device was employed to further open the filaments, enabling more effective intermixing of the filament yarns. Furthermore, the aim of the development of the modified air-jet nozzle was to intermix the filament components gently at low air pressure. Finally, a conventional intermingling air-jet nozzle (Temco LD 32.04) was applied to swirl and compact the filaments pre-opened by the spreader and intermixed by the developed air-jet nozzle with the lowest possible air pressure. The process begins by feeding yarns (Figure 2(c i)) into a plane where they are spread out by a pre-spreading device (Figure 2(c ii)). This spreading step allows the filaments in the yarn to be more accessible to the intermixing step by the modified air-jet nozzle. During the intermixing step (Figure 2(c iii)), the pre-spread yarns are mixed by the movements of the filaments due to the airflow in a modified air jet. The loose intermixed filaments are then compacted in a conventional intermingling air-jet nozzle (Temco LD 32.04) (Figure 2(c iv)).
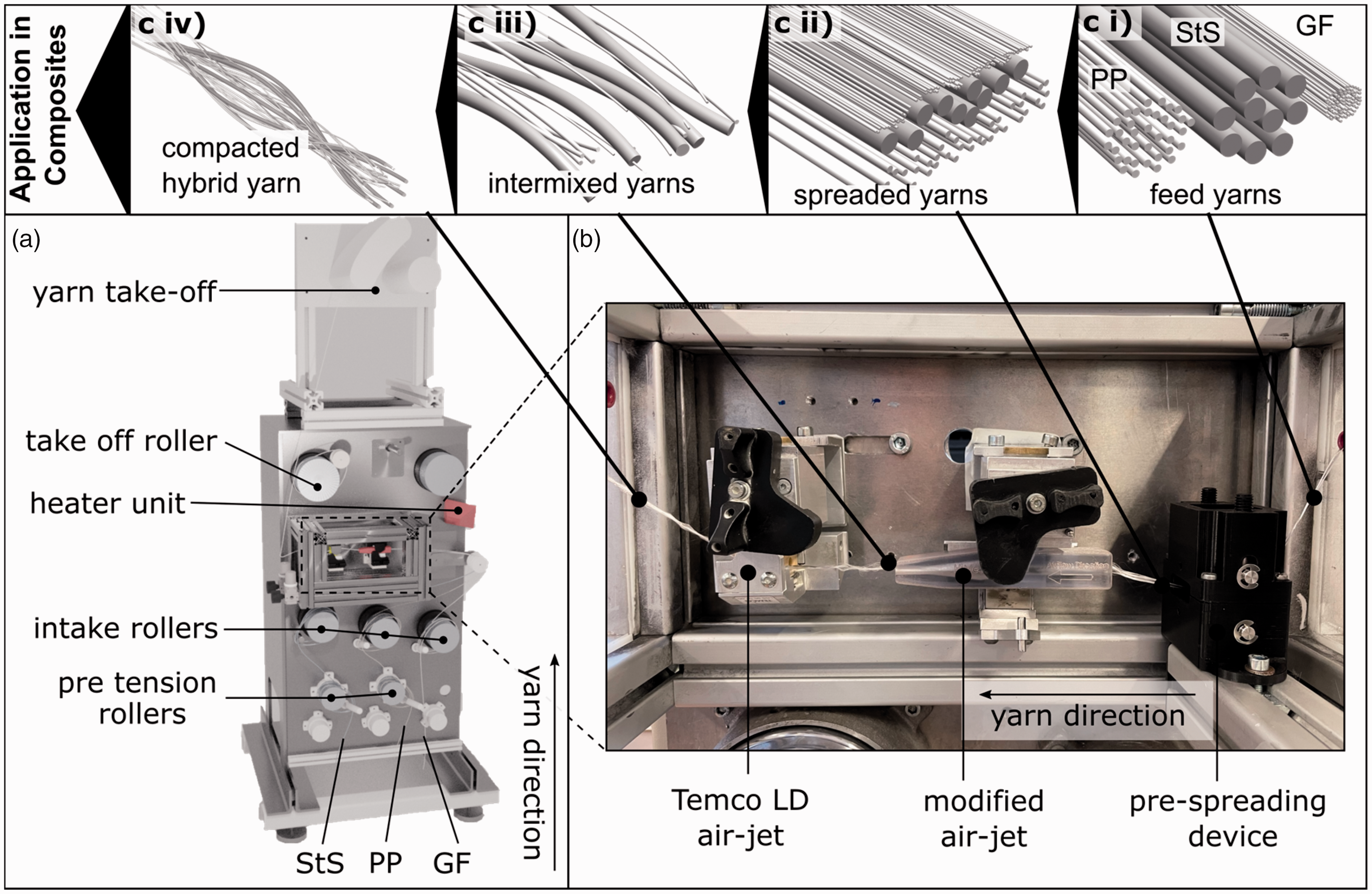
Modified air-texturing machine (a) with tandem air-jet system (b) and different process steps (c) for the development of hybrid yarns consisting of stainless steel (StS), glass fiber (GF) and polypropylene (PP) filament yarns.
The pre-spreading device developed for gentle opening of filament yarns consists of a fiber guide, two rollers (top and bottom), a pressure setting device and a housing (upper and lower), as shown in Figure 3. The fiber guide allows the filament yarns to be guided through the top and bottom rollers in a defined manner. The surface of the top and bottom rollers is profiled and coated with a chrome coating with a surface roughness of Rz 18.9 (Topocrom GmbH, Germany). The contact pressure of the rollers can be adjusted by a spring-pressure system.
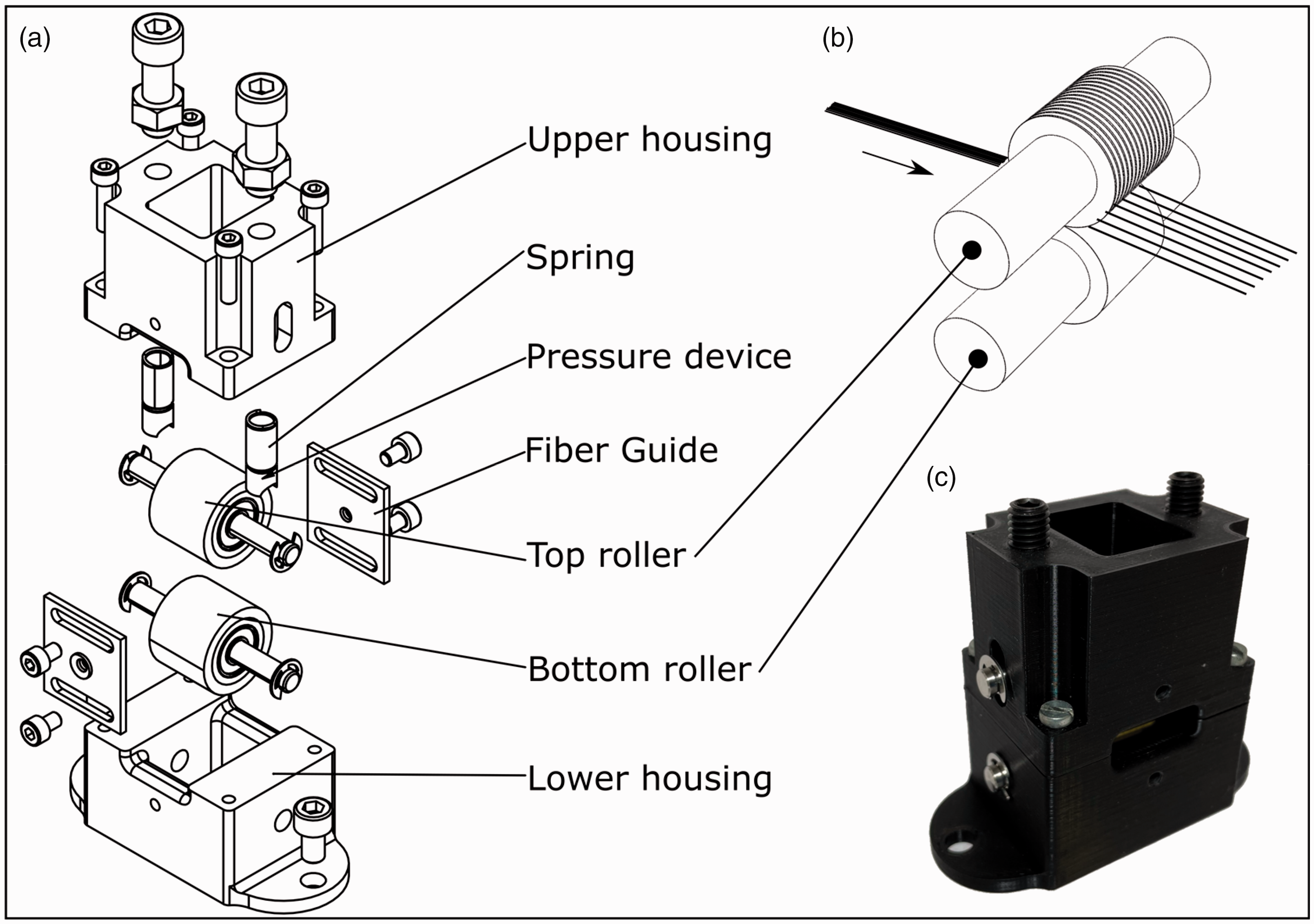
Sketch of the pre-spreading device with different components (a), the coated rollers (b) and the pre-spreading device in the assembled condition (c).
Furthermore, an air-jet nozzle developed at the Institute of Textile Machinery and High Performance Material Technology (ITM)30,31 was further optimized for the production of hybrid yarns with regard to the nozzle geometry (Figure 4). The air-jet nozzle was manufactured by Rapidobject GmbH (Germany) using the polygraphy process. A transparent material (VeroClear from Stratsys, USA) was used to analyze the swirling and opening processes in the nozzle optically.
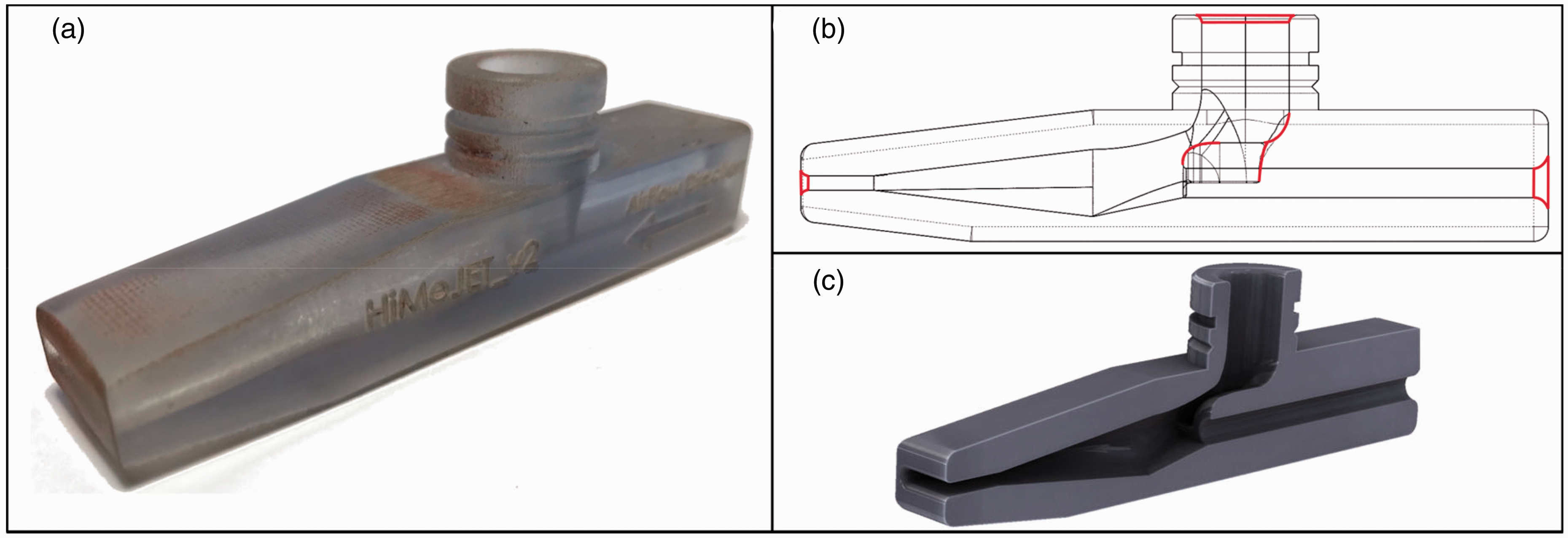
(a) Modified air-jet nozzle with transparent material, (b) geometry and (c) cross-section of the modified air-jet nozzle to ensure a low-damage mixture of filaments.
The developed pre-spreading device and the modified air-jet nozzle with transparent material were integrated in the air-texturing machine and combined in series with a conventional intermingling air-jet nozzle (Temco LD 32.04). Using the TAJS, it was possible to keep the air pressure of both nozzles as low as possible (modified air-jet nozzle: 3 bar and Temco LD 32.04 nozzle: 2 bar). The processing variables used for the development of the multi-material hybrid yarn using the TAJS machine are summarized in Table 3.
Process variables of the manufactured hybrid yarn based on the tandem air-jet system (TAJS)

Multi-level-intermixing system
Since fiber damage caused by the airflow cannot be completely prevented despite the use of a TAJS with significantly reduced air pressure, a further system was developed. This system is based on a MLI system consisting of a serial arrangement of two separation elements with an increasing number of eyelets (Figure 5).
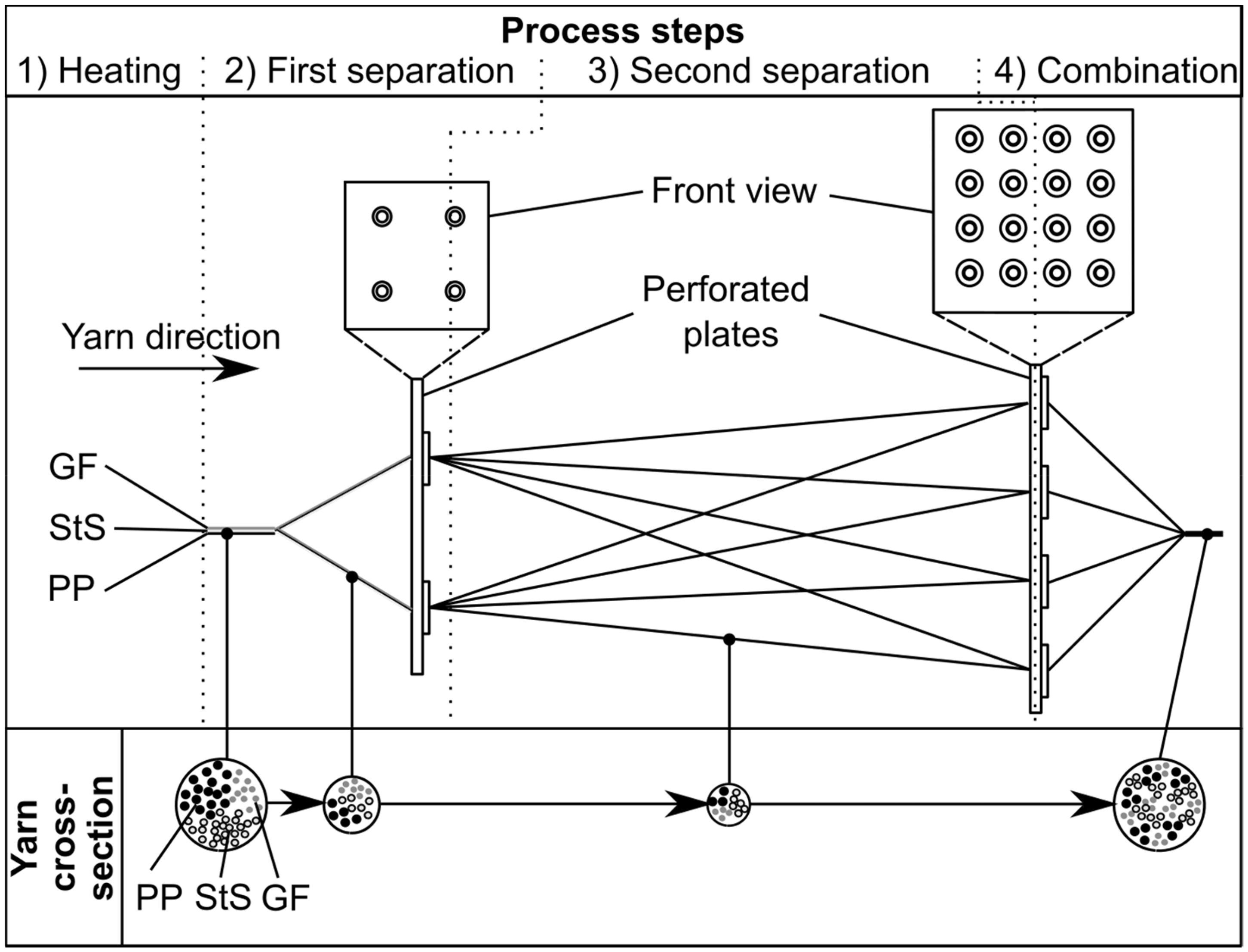
Multi-level-intermixing system for the development of multi-material hybrid yarn from stainless steel (StS), glass fiber (GF) and polypropylene (PP) filament yarns.
In the MLI system, StS, GF and PP filament yarns fed in parallel were manually split into different sections depending on the number of rounded eyelets of the separation elements through which the yarn yarns are guided. The yarn formation process comprises the following process steps:
1) heating of the filament yarns with hot air (180°C) to expedite of the separation of individual filaments; 2) first separation of filament yarns into four sections; 3) second separation of each filament yarn from the first separation into four sections; and 4) combination of all 16 filament yarns from the second separation to form a fine intermixed multi-material hybrid yarn.
The initial feeding and separation of the yarns to the first perforated plate was carried out manually. The fineness and proportion of StS, GF and PP filament yarns in the developed multi-material hybrid yarn was kept the same as those produced using the TLD (cf. the Conventional air-texturing technology section) and TAJS (cf. the Tandem air-jet system section). The multi-material hybrid yarn produced by the MLI system will be designated as Y-MLI.
Characterizations of single filaments and multi-material hybrid yarns
The stress–strain behavior of single GF and PP filaments was measured with a Vibromat ME (Textechno, Germany) by following the standard DIN EN ISO 5079. A test length of 20 mm, cross-head speed of 10 mm/min and a load cell of 100 N were used for the force and strain measurements of GF and PP single filaments. Before measuring the stress–strain behavior, the individual filament fineness was measured by determining the resonance frequency on the same instrument following the standard DIN EN ISO 1973.
Due to the high bending stiffness of the StS, the fineness of the filaments could not be determined without error on the Vibromat ME. Therefore, the individual fiber fineness was determined gravimetrically and the tensile testing was performed on a Zwick type Z 2.5 tensile tester by following standard DIN EN ISO 5079. The same test length, cross-head speed and load cell were used to determine the tensile properties of StS filaments as for the GF and PP filaments. The average values of StS, GF and PP-filaments were taken from 50 single filaments tested randomly.
Furthermore, the tensile properties of filament yarns (used for the development of multi-material hybrid yarns) and multi-material hybrid yarns were tested according to DIN EN ISO 2062 by means of a tensile strength testing device, a Zwick type Z 2.5 (Zwick GmbH and Co., Germany) with special return clamps and external strain measuring. For this purpose, a test length of 250 mm yarn was employed. A minimum of 15 measurements are taken to obtain the average values.
To analyze the surface and geometry of the multi-material hybrid yarn, a light microscope (LM), a Zeiss Axio Scope.A1 (Carl Zeiss AG, Oberkochen, Germany), was used. In order to determine the yarn geometry, the yarns were examined with a DEFECT VIEW yarn analyzer from Lenzing Instruments (Austria) at a sampling rate of 2169 Hz and a yarn take-off speed of 10 m/min. Based on the deviations from the moving average and dynamic threshold values, the CV value, thick and thin places and interlace, as well as defects, were determined (Figure 6).
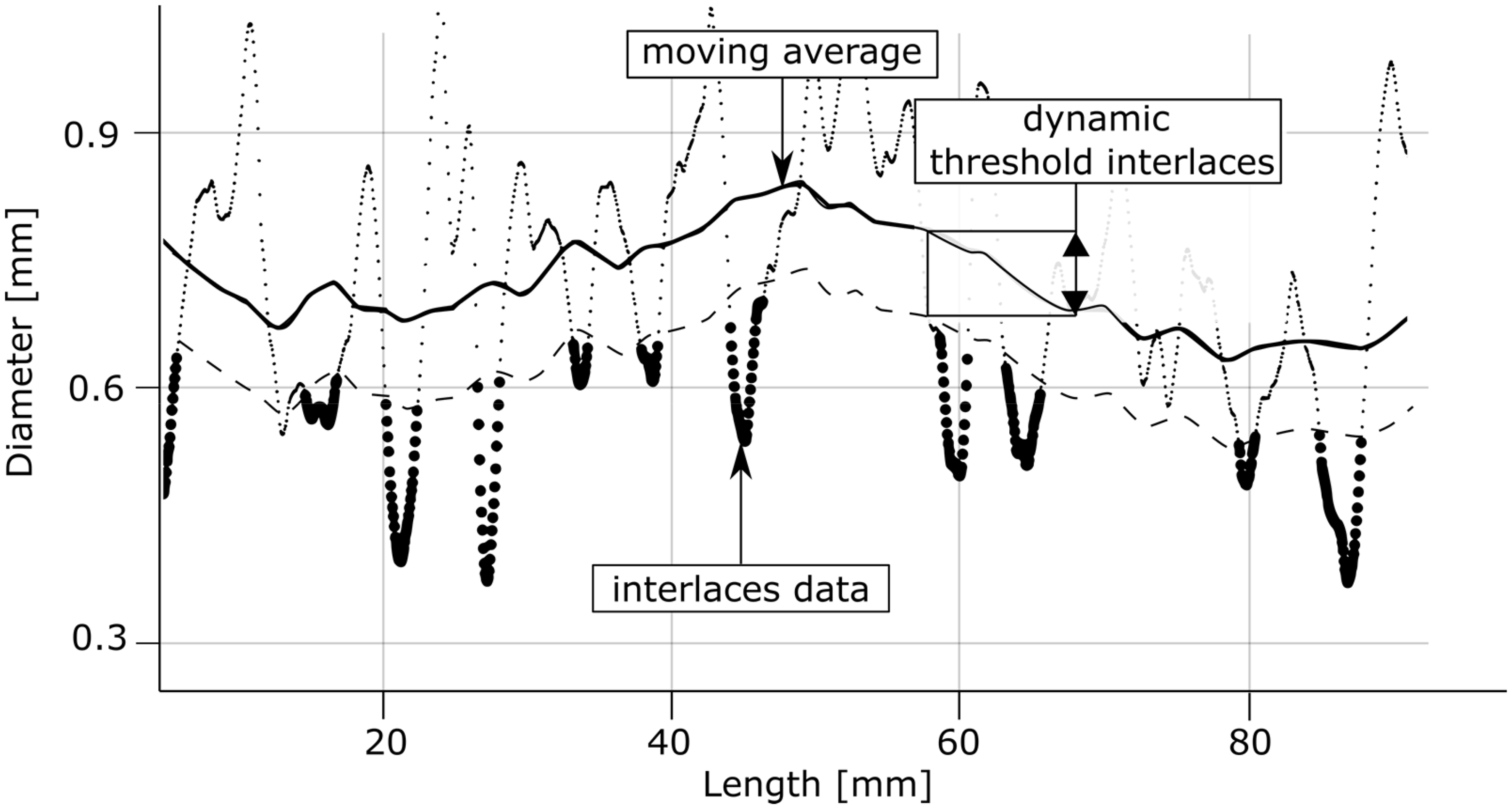
Determined geometry of a yarn section with moving average, dynamic threshold and interlaces (Y-TLD, 4 bar). TLD: conventional air-jet texturing machine.
Results and discussion
Tensile properties of single filaments and filament yarns used for the development of multi-material hybrid yarns
The stress–elongation behaviors of the single filaments and filament yarns of StS, GF and PP are shown in Figure 7. The stress–elongation curves of the individual filaments and filament yarns show that the strengths of single filaments are greater than those of filament yarns. Although GF has higher tensile strengths than StS, StS exhibits increased stiffness and ductility when compared to GF. The elongation at break of StS is significantly higher than that of GF. The stress–elongation curve of StS can be divided into two zones.
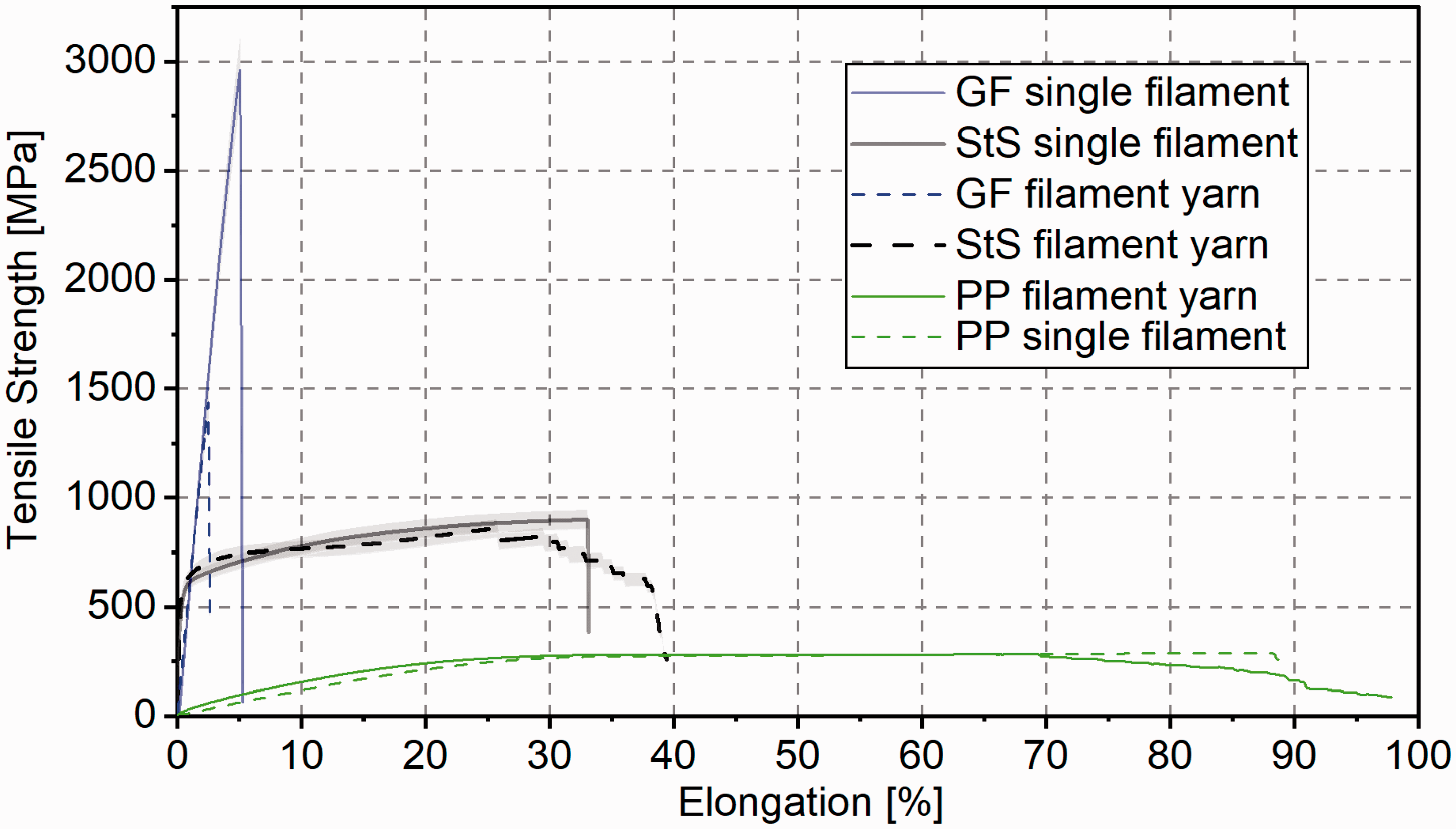
Stress–elongation curves of the stainless steel (StS), glass fiber (GF) and polypropylene (PP) single filaments and filament yarns used for the development of multi-material hybrid yarns (the grey area represents the variance of the experimental data).
First zone: between 0% and 0.4% elongation is characterized by a linear steep increase.
Second zone: after exceeding 0.4% elongation, there is only a slight increase in tensile force up to an elongation at break in the range between 25% and 40%.
Thus, the failure range of metal FRPs can be extended over a wide strain range compared to composites made exclusively with GF.
Furthermore, Figure 7 shows that the stress–elongation curves of filament yarn are similar compared to the curves of the single filaments for StS, GF and PP. However, the average values of the Young’s modulus, tensile strength and elongation at break are lower in filaments yarns than in single filaments for all fibers (Table 4). This can be attributed to the clamping device design of the tensile test setup in which complete clamping of all filaments of a filament yarn cannot be guaranteed during the entire tensile test. Some of the filaments lie on top of each other, so that the contact area between the filament surface and the clamping pads varies. The lower tensile test values are the result of superimposed sliding mechanisms between the filaments. In addition, it can be seen that PP has the lowest tensile strength and Young’s modulus and the highest elongation at break.
Characteristics of single filaments and filament yarns used for the development of multi-material hybrid yarns
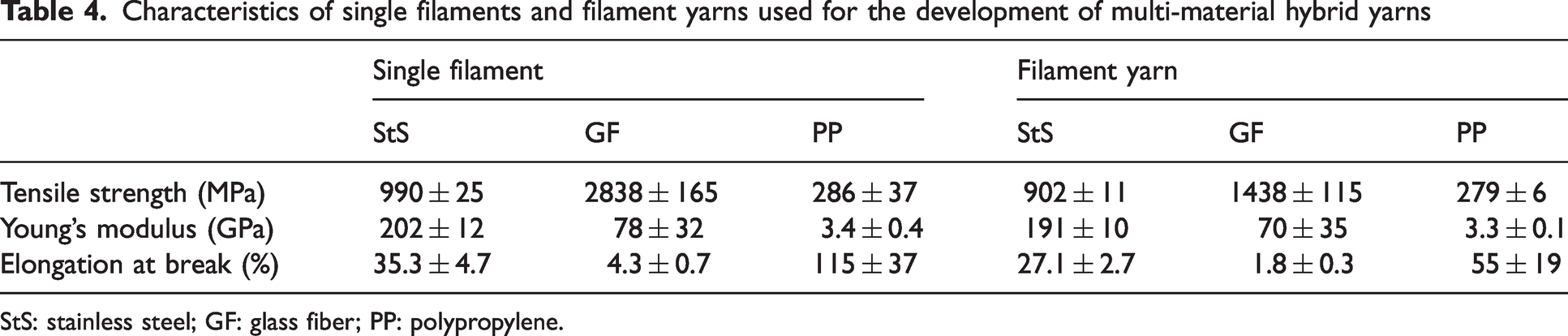
StS: stainless steel; GF: glass fiber; PP: polypropylene.
Effect of manufacturing parameters on textile physical properties of multi-material hybrid yarns
Effect of air pressure
Microscopic images of multi-material hybrid yarns produced by varying air pressure using the TLD are illustrated in Figure 8. It shows that the damage, especially in the GF component, increases with higher air pressure. However, the yarns become more compact and a better mixing of the components in the hybrid yarn occurs. As a result, the diameter of the yarn decreases with higher air pressure (Figure 9(a)). At the same time, the number of interlaces in the yarn structure increases significantly with the increase in air pressure from 3 to 5 bar due to the higher air mass flow in the air nozzle (Figure 9(c)). However, the number of interlaces does not increase homogenously with increased air pressure. As a result, the unevenness or coefficient of variance in the yarn diameter (i.e. CV diameter) increase with increased air pressure (Figure 9(b)). The yarn produced with an air pressure of 3 bar has a less distorted position.
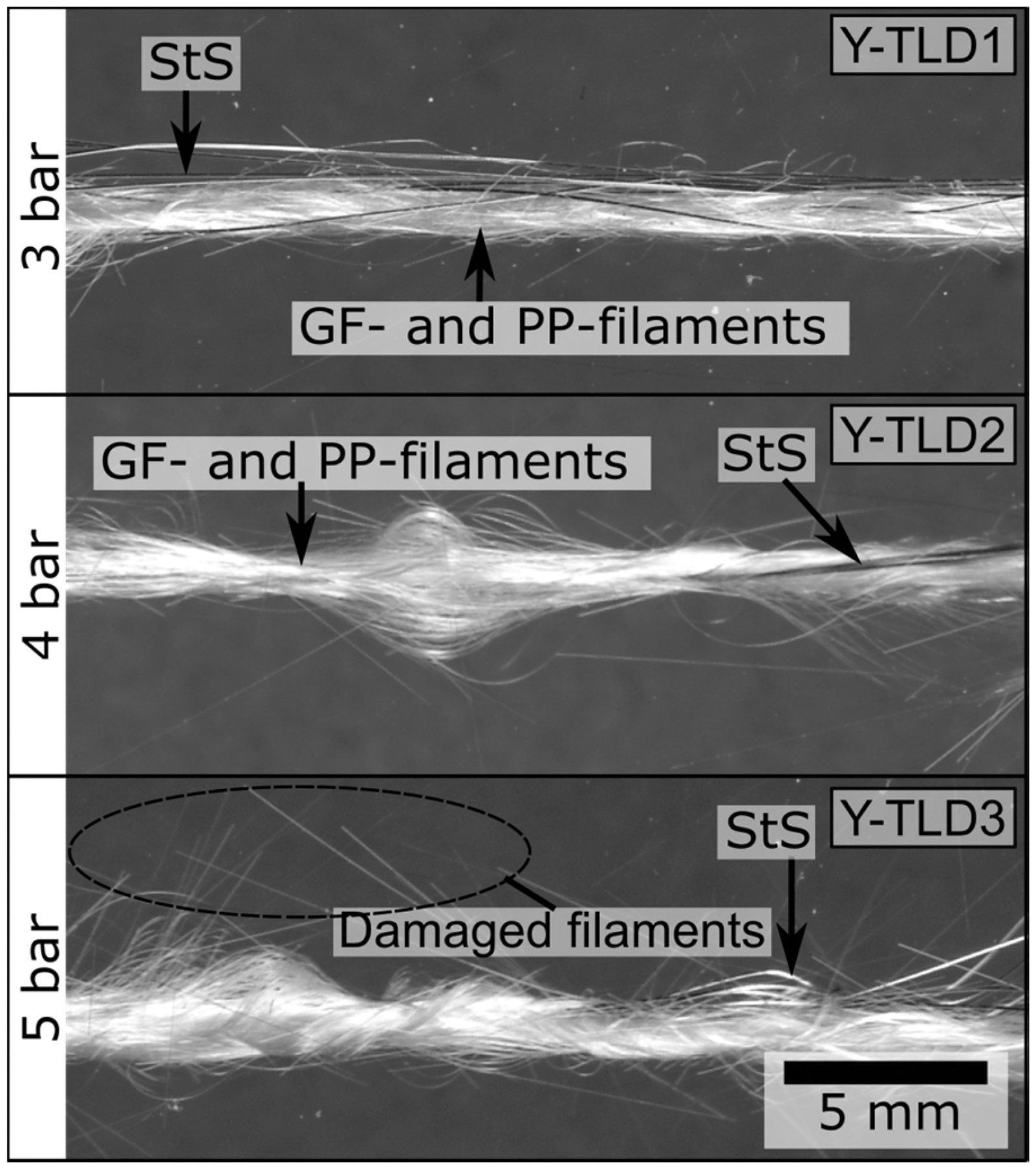
Effect of air pressure on the appearance of yarns based on the conventional air-jet texturing machine (TLD). StS: stainless steel; GF: glass fiber; PP: polypropylene.
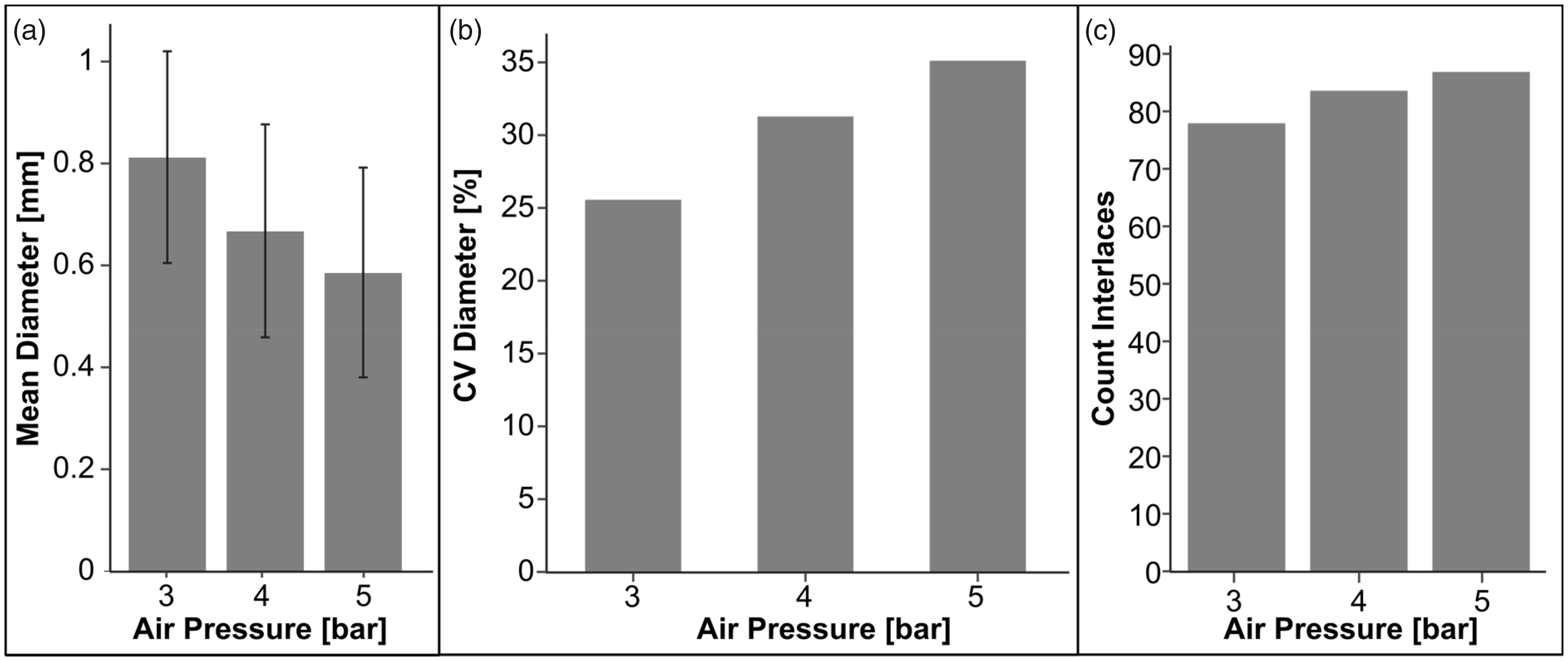
Effect of air pressure on mean diameter (a), CV of diameter (b) and count of interlaces (c) of multi-material hybrid yarns based on the conventional air-jet texturing machine.
In Figure 10, the effect of air pressure on the tensile strength and elongation at break of the multi-material hybrid yarns manufactured with the TLD is illustrated. It can be seen that the tensile strength of hybrid yarn decreases with the increase of air pressure significantly, as expected (Figure 10(a)). At higher air pressure, the increased velocity of the airflows causes greater forces to act on the filaments. As these larger forces lead to increased bending of the GFs, which are sensitive to severe bending, higher air pressure leads to greater fiber damage to the GF, as shown in Figure 8. The average tensile strength of the multi-material hybrid yarn manufactured with 3 and 5 bar decreases 12% from 674 to 593 MPa. Furthermore, the elongation at break of the hybrid yarn manufactured with 3 and 5 bar decreases from 2.63% to 2.16% (Figure 10(b)). This reduction in elongation at break can be attributed to high damage, especially in the GF component. Although high tensile strength of the yarn could be achieved with low air pressure (i.e. 3 bar), good blending of the components was not possible because the deflections of the fibers induced by the air stream were insufficient due to the high bending stiffness, especially of the StS filament yarn. For the statistical analysis of the results, the p-value was determined. A p-value less than 0.05 indicates strong evidence against the null hypothesis. In the following graphs, the statistical significance between the result has been signed with * (p ≤ 0.05), ** (p ≤ 0.001), *** (p ≤ 0.0001), **** (p ≤ 0.05) and ns (p ≥ 0.05).
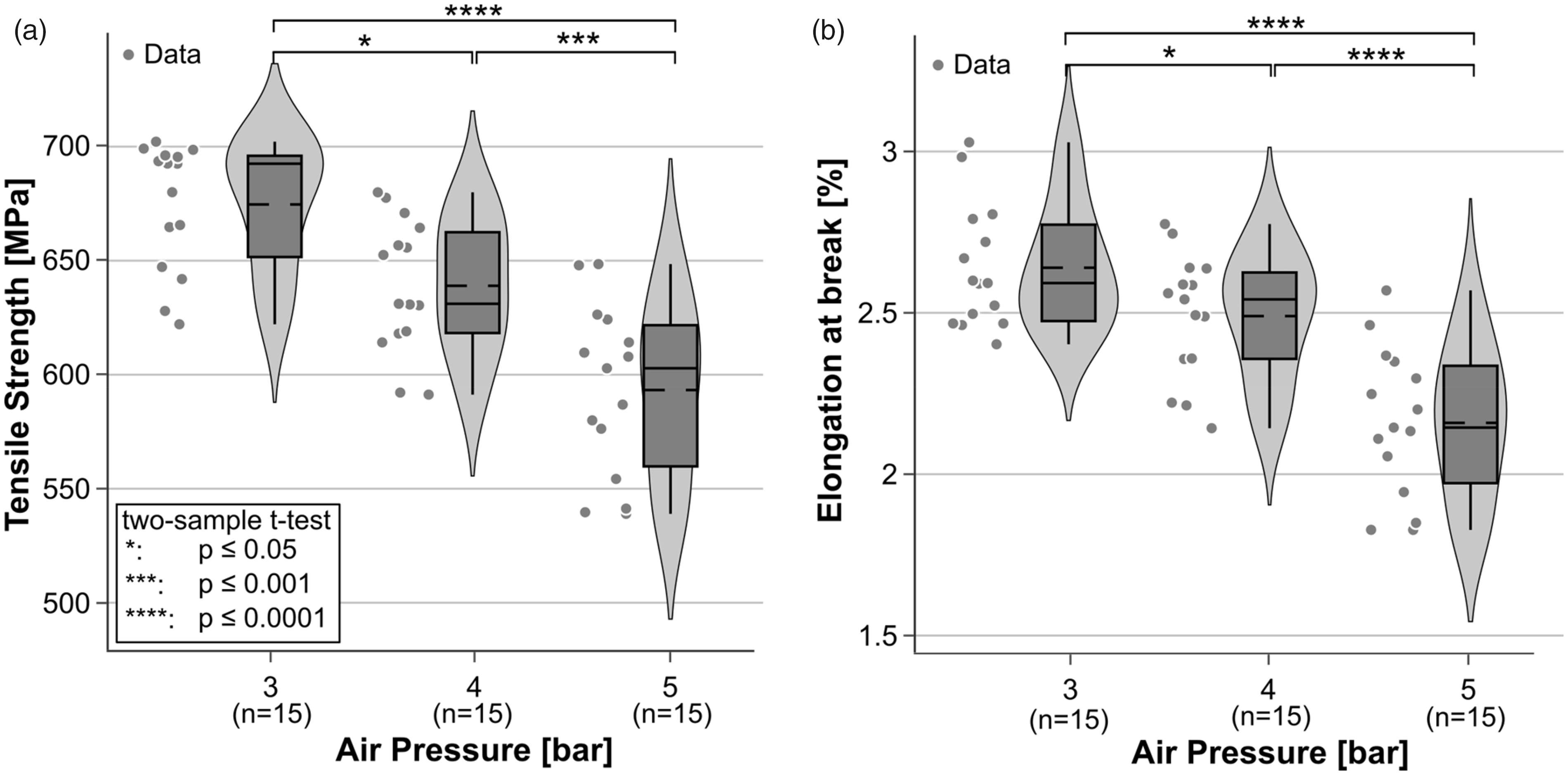
Effect of air pressure on tensile strength (a) and elongation at break (b) of multi-material hybrid yarn based on the conventional air-jet texturing machine (the grey area represents the relative distribution of the measuring points).
Influence of manufacturing methods
Microscopic images of multi-material hybrid yarns produced by varying processes are illustrated in Figure 11. The hybrid yarn produced with the TLD nozzle shows typical nips with an appearance of ‘waviness’ and a high degree of fiber damage, evident from protruding fiber ends, which are the result of overfeeding and air pressure. On the other hand, StS filaments are parallel to the yarn axis, while the GF and PP show a disordered displacement in the hybrid yarn produced with the TAJS. This can be attributed to the larger and wider air channel in the modified air-jet nozzle used in the TAJS compared to the conventional intermingling air-jet nozzle (Temco LD 32.04). As a result, the airflow and the associated movement of the filaments takes place in a wide air stream and the strong turbulence and the resulting filament damage is reduced. The StS, GF and PP filaments in the hybrid yarn manufactured with the MLI system are mostly orientated parallel to the yarn axis. From the cross-section of the hybrid yarns (Figure 11 (right)), it can be seen that the hybrid yarns manufactured with the MLI system (Figure 11(c)) and TAJS (Figure 11(b)) are more compact than the hybrid yarn produced with the Temco LD 32.04 nozzle (Figure 11(a)). Furthermore, it can be seen from the cross-sectional images that the distribution between different fiber components is better in the yarn produced with the MLI system. However, further research is necessary to improve the level of mixing between the components of the hybrid yarns. In addition, it should be mentioned that in order to determine the influence of dispersion, a method for quantifying the degree of dispersion of the multiple filament components should be developed in future research work. Current researches focuses on analysis of the dispersion of composites based on two components, 32 which is not sufficient for quantifying the degree of dispersion between multiple filament components.
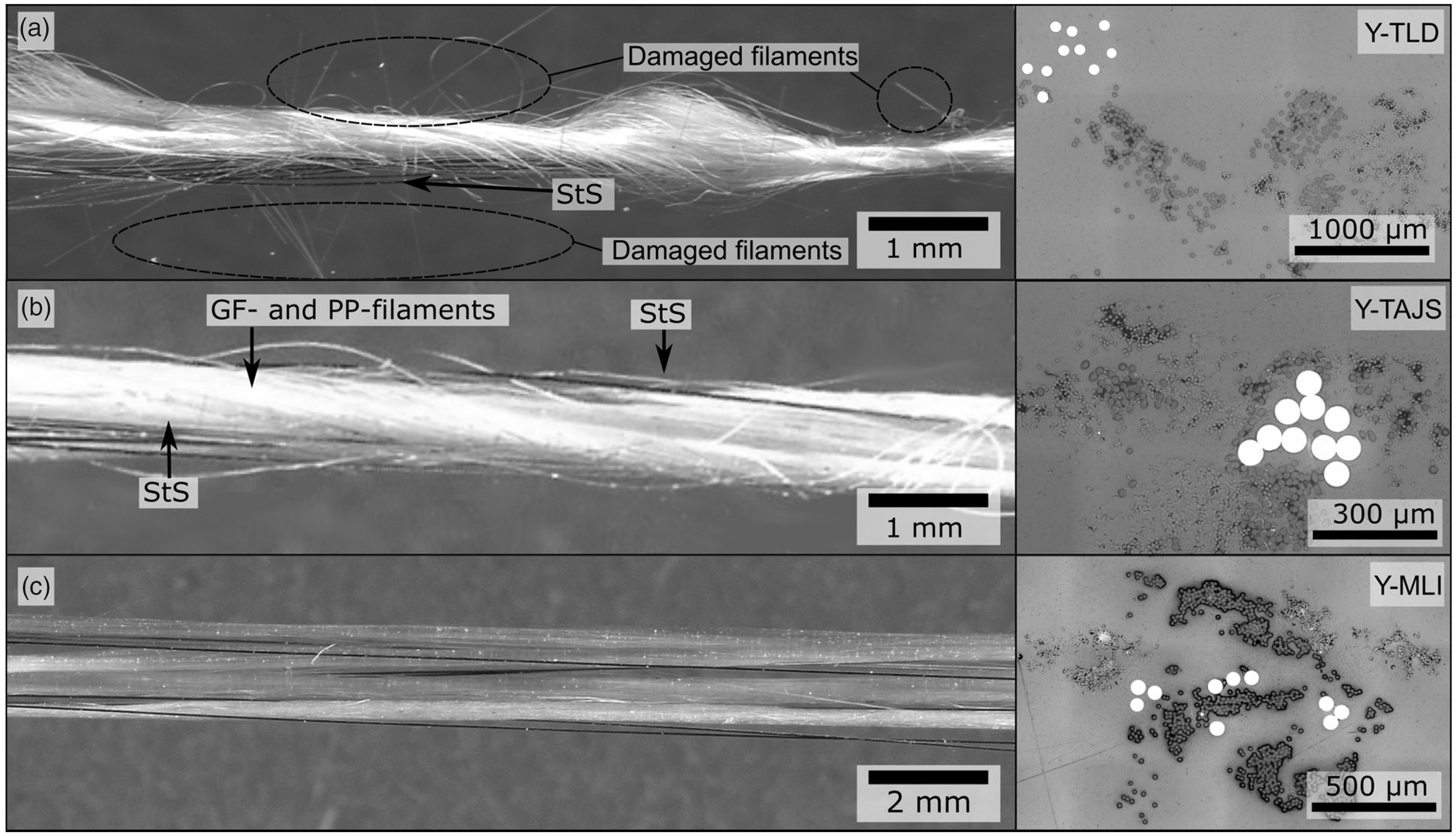
Microscopic images of multi-material hybrid yarns based on the conventional air-jet texturing machine (TLD) (a), tandem air-jet system (TAJS) (b) and multi-level-intermixing (MLI) system (c): longitudinal (left) and cross-sectional (right). StS: stainless steel; GF: glass fiber; PP: polypropylene.
The tensile strength of hybrid yarns produced with the TLD, TAJS and MLI system is shown in Figure 12. It shows that the multi-material hybrid yarn based on the TLD shows lower tensile strength (674 ± 45 MPa) than that with the TAJS (711 ± 41 MPa). It is to be mentioned that the hybrid yarns produced with the TAJS were produced using a tandem air-jet nozzle, where an air pressure of 3 and 2 bar was applied on the modified air-jet nozzle and Temco LD 32.04 nozzle, respectively (Table 3). On the other hand, the hybrid yarn based on the TLD was produced with an air pressure of 3 bar (Y-TLD1). By applying a lower air pressure in the compacting nozzle, that is, the Temco LD 32.04 nozzle, as well as larger radii in the modified air-jet nozzle of the TAJS, the degree of fiber damage could be reduced, resulting in a 7.5% increase in strength. Compared to yarns based on the air-texturing process, the MLI system was able to produce a hybrid yarn with the highest tensile strength of 742 ± 49 MPa. It should be noted that, taking into account the strength of the filament yarn (see Table 4) and the mixing ratio, the theoretical strength of the hybrid yarn is about 892 MPa. However, the experimental value of the yarn strength in all the three methods is lower than that. Although in the MLI system, fiber damage can be avoided, the yarn strength is still lower than the theoretical value. Because of the fiber undulation in the yarn, all the filaments in the hybrid yarn are not stretched to the same extent. Therefore, the experimental value of the tensile strength of the hybrid yarn is lower than the theoretical value. The average breaking force of hybrid yarns based on the MLI system is found to be 5% higher than that of the hybrid yarns manufactured with the TAJS. Better tensile properties of the hybrid yarn produced based on the MLI system can be attributed to higher filament orientation and low damage.
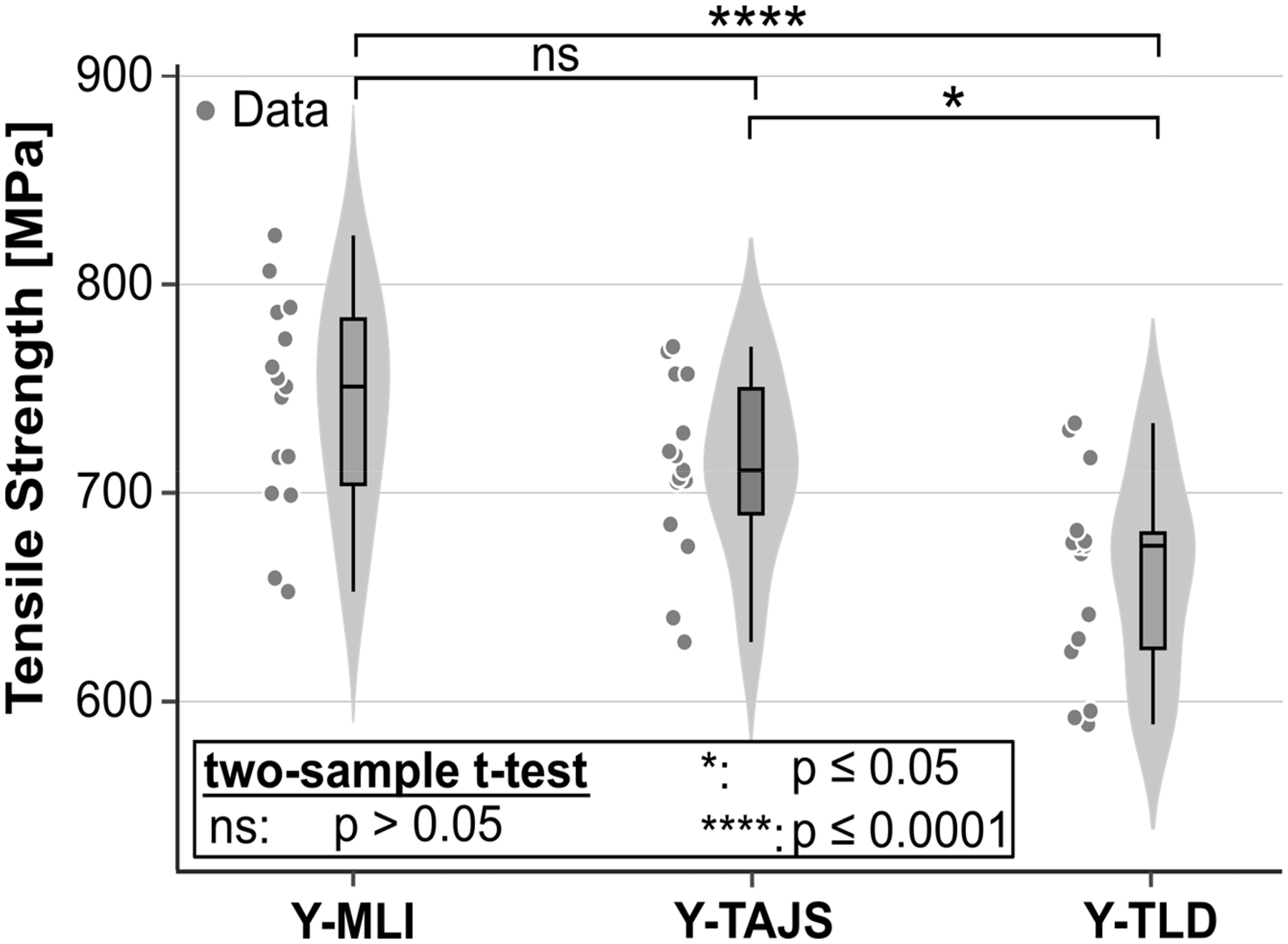
Tensile strength (left) and elongation at break (right) of multi-material hybrid yarns consisting of stainless steel, glass fiber and polypropylene filament yarns developed with different system (the grey area represents the relative distribution of the measuring points). TLD: conventional air-jet texturing machine; TAJS: tandem air-jet system; MLI: multi-level intermixing.
The results show that the difference in the level of the damage, filament orientation and level of mixing in the hybrid yarn as a result of manufacturing parameters and system play a big role in the tensile properties of hybrid yarns.
The stress elongation curves of the multi-material hybrid yarn produced based on the TAJS are illustrated exemplarily in Figure 13. Stress elongation curves of the hybrid yarns consisting of StS, GF and PP filament yarns can be divided into four zones. This categorization of the tensile elongation curves can be applied to all yarn variants (Y-MLI, Y-TAJS, Y-TLD).
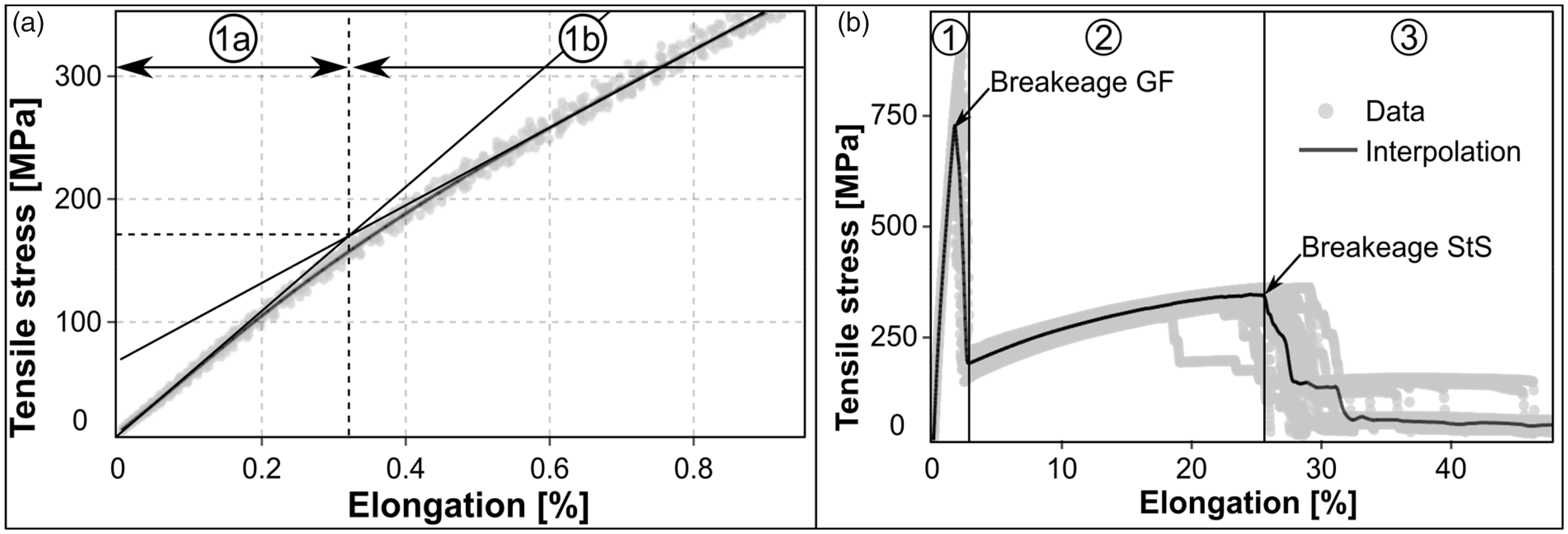
Stress–elongation curve of Y-TAJS hybrid yarn from elongation (a) 0–1% and (b) 0–50% (grey points represent the experimental data). TAJS: tandem air-jet system; StS: stainless steel; GF: glass fiber.
The first zone (1) includes elongation of up to 2%, where the GF component breaks and the Youngs’s modulus and maximum force are dominated by the proportion of the StS and GF:
(1a) up to an elongation of 0.3%, a greater gradient of the force strain was observed;
(1b) from an elongation of 0.3%, the gradient of the force elongation starts to become smaller.
The second zone (2) includes elongation of up to 28%, dominated by StS because of its high elongation at break.
The third zone (3) is dominated by PP filament yarn after the breakage of GF and StS filament yarns up to elongation at break of the multi-material hybrid yarn of 33%.
The stress elongation curves of the hybrid yarn consisting of StS, GF and PP filament yarns reveal that by using ductile steel filament yarn, due to its high elongation and high residual strength, a fracture behavior favorable for crash applications could be set and at the same time a high stiffness in the composite could be achieved. As a result, sudden total failures can be prevented after exceeding critical elongations. This is particularly advantageous for applications in which total failure with complete fracture must be prevented even after failure due to high impact energies. In this respect, investigations are necessary to determine the transferability of the yarn properties to the composite properties
Conclusions
In this study, three methods were investigated for the processing of StS, GF and PP filament yarns into multi-material hybrid yarns with low damage and a high level of filament mixing. The first method is based on conventional air-texturing technology, the second method is based on a modified air nozzle and a spreading device (TAJS) and the third one is a multi-level splitting process (MLI). The effects of the machine parameters on the tensile properties and structure of hybrid yarns were measured and analyzed. The results of this study revealed that the system based on the modified air-jet nozzle significantly reduces fiber damage compared to the conventional air-texturing process and thus improves the mechanical properties of the hybrid yarns. On the other hand, the MLI system delivers a hybrid yarn with minimum fiber damage, and the best mechanical properties could be obtained. The stress elongation curves of the developed hybrid yarn show the potential to develop thermoplastic hybrid composites with advantageous failure behavior for crash- and impact-loaded structures. However, further investigations are required for a more comprehensive understanding regarding the influences of hybrid yarn properties consisting of StS, GF and PP filament yarns on the properties of thermoplastic composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work presents parts of the results achieved within the Projekt CH CH174/54-1 funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) (– 441549528). This work was supported by the joint publication funds of TU Dresden, including the Carl Gustav Carus Faculty of Medicine and SLUB Dresden, as well as the Open Access Publication Funding of the DFG.