
Abstract
A prospective method for manufacturing thermoplastic composites involves commingling to produce hybrid yarn consisting of two components: reinforcement fibres and thermoplastic matrix. In this work, various types of commingled hybrid yarns were developed to improve blend uniformity and achieve homogeneous filament distribution in two-component hybrid yarns. An experiment was carried out to examine the distribution of filaments in a series of glass/polypropylene commingled hybrid yarns. The influence of changes in process parameters such as the degree of overfeeding, production speed, and air pressure on the filament distribution in the cross-section of commingled hybrid yarns was investigated. In this study, new technological approaches to achieve blend uniformity in commingled hybrid yarns are developed. The radial distribution index and a new blending coefficient were used to evaluate the blending uniformity of the yarns.
Keywords
Introduction
Thermoplastic composites are continually gaining importance owing to their application in various fields, including aerospace, marine, and automotive industries. They are characterised by a wide range of physical properties, high automatization potential, and large-scale production capability. However, the high viscosity of the polymer matrix hinders the production of these composites. Therefore, thermoplastic composites are mostly produced by an energy- and time-consuming two-stage process in which the consolidation of preforms and moulding are two distinct steps. A prospective technology for manufacturing thermoplastic composites involves commingling of yarns. Commingled yarns are hybrid structures in which a reinforcement material and a thermoplastic matrix in the form of fibres are mixed to form continuous filament yarn. The hybrid yarns are further processed to yield semi-impregnated thermoplastic preforms in the form of woven or noncrimped fabrics. The textile preforms can be easily draped into the desired form and can be used for simultaneous consolidation and moulding of structural parts.
In the study by Alagirusamy and Ogale 1 and by Choi, 2 it was shown that the quality of component distribution affects the mechanical properties of the manufactured composites. Therefore, achieving a uniform distribution of the reinforcement and the thermoplastic fibres in the yarn cross-section is a major challenge in the commingling process.
Commingling is a textile process for the production of hybrid yarns. Figure 1 shows a schematic and the most important components of a modern commingling device. The yarn components are fed by means of separate godet pairs in order to adjust the process speed of the fibres. Usually, there is a slide overfeeding between the upper delivery godet (DG) and the take-off godet (TG). This means that the DG rotates faster than the TG. Thus, the tension in the yarn is dissipated. The filaments of the yarns components are able to move free within the nozzle cross-section. The sound box contains the air-jet nozzle. In the nozzle, rapidly moving air is used to generate entanglements in and among the filaments. During the mingling process, the air stream impacts the yarn orthogonally, leading to the formation of open segments (at the position where the air jet is subjected to act) and of compact section called nip (on either sides of the open segment).
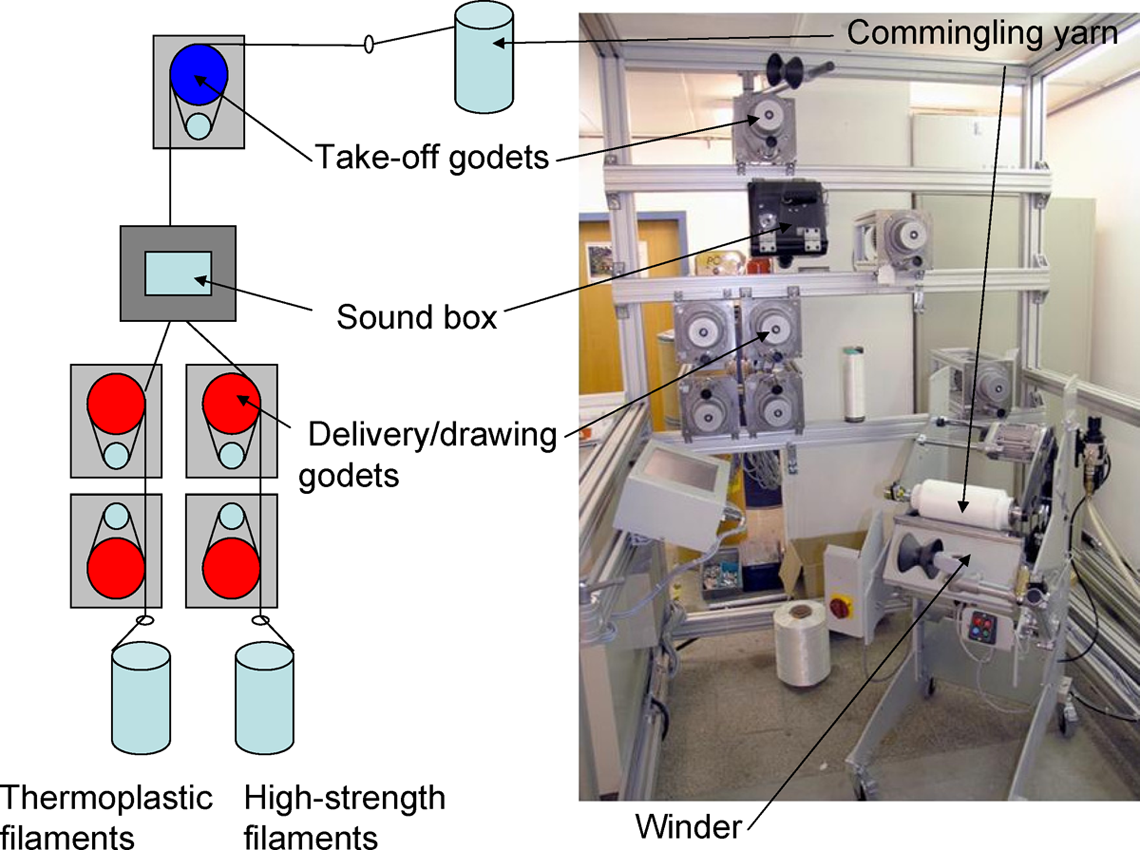
Commingling device.
The structure and properties of commingled yarns are influenced by following parameters.
Process parameters: air pressure, overfeed, and process speed.
Machine parameter: nozzle design and machine configuration.
Raw material parameters: filament denier, number of filaments, cross-sectional shape of fibres, and filament rigidity.
The influence of the process parameters on the nip formation was investigated in detail elsewhere. 3 –8 The air pressure defines the intensity of the mingling process. The higher air pressure provides higher air-jet velocities in the nozzle. In the some studies, 3 –7 it was shown that the higher air pressure leads to more intensive nip formation and thus to a better blending quality within the yarn cross-section. However, the higher air pressure also increases the degree of filament damage during the commingling process, and the tensile strength of the yarns is being reduced. 6 Therefore, a balance between the blending quality and the filament damaging in the process should be found.
The influence of the degree of overfeeding D
OV and the process speed on the yarn properties was investigated earlier.
3,4
It was shown that the number of nips and thus the blending quality in the yarns increases proportional to the degree of overfeeding and decrease with higher production speeds.

where V DG is the speed of DGs and V TG is the speed of TGs.
The relationship between the nozzle geometry and the count of the nips with respect to the quality of the commingling process was investigated. 8 –10 Beside the process and machine parameters, fibre parameters like diameter ratio and cross-section shape have a significant influence on the mechanical properties of the composite. In the study by Beyreuther et al., 11 preferable diameter ratios for two different hybrid yarn types were determined. In the study by Brüning et al., 12 geometric relationships between the thermoplastic and the reinforcement fibres were shown and favourable cross-sections of thermoplastic fibres were presented.
The commingling yarns are processed to textile preforms in the form of woven or warp-knitted fabrics. The consolidation of the commingling yarns based on thermoplastic prepregs is reported elsewhere. 13 –22 In these articles, the influence of the process pressure, temperature and time on the mechanical properties of the thermoplastic composites is described.
All these works are focused on the relationship between the investigated parameter with the number of nips in yarns and with the interlacing degree of yarns. However, the effect of process parameters on the distribution quality of the fibre components in the yarn cross-section has not yet been investigated.
Cross-sections of staple fibre yarns have been investigated for several decades in the textile industry. Many research efforts were devoted to fibre recognition and distribution analysis of blended yarns made of fibres such as wool, acrylic, and polyester. 23 –25 Chiu et al. 26 used digital image processing for fibre recognition in the cross-section of polyester/rayon composite yarn. In this work, four predefined values (area, perimeter, compactness, and shape) were used to classify the fibre. Xu et al. 27 used a neural network method to analyse the cross-sectional images of wool/silk blended yarns. In the study by Chiu and Liaw, 28 a image processing method was proposed to recognise fibre patterns in cross-sectional images of a polyethylene terephthalate (PET)/Rayon composite yarn. This method requires fewer parameters than those required in previous studies and involves two voting techniques: connected component voting and circle parameter voting.
Only few works 1, 29 have exclusively investigated the distribution of fibres in the cross-section of commingled yarns used for the production of thermoplastic composites, either in terms of the process used or the final yarn properties. Because of the differences in the properties of ordinary textile yarns and high modulus yarns, it is rather difficult to evaluate the fibre distribution and the blending quality in commingled yarns using the existing methods.
The main focus of this work was to investigate and analyse the influence of the process parameters (air pressure, degree of overfeeding, and production speed) and raw material parameters (number of applied filament bundles) on the distribution and the blending quality of the cross-sectional components of commingled yarns used for manufacturing thermoplastic composite parts.
Experimental
Manufacturing of the yarn samples
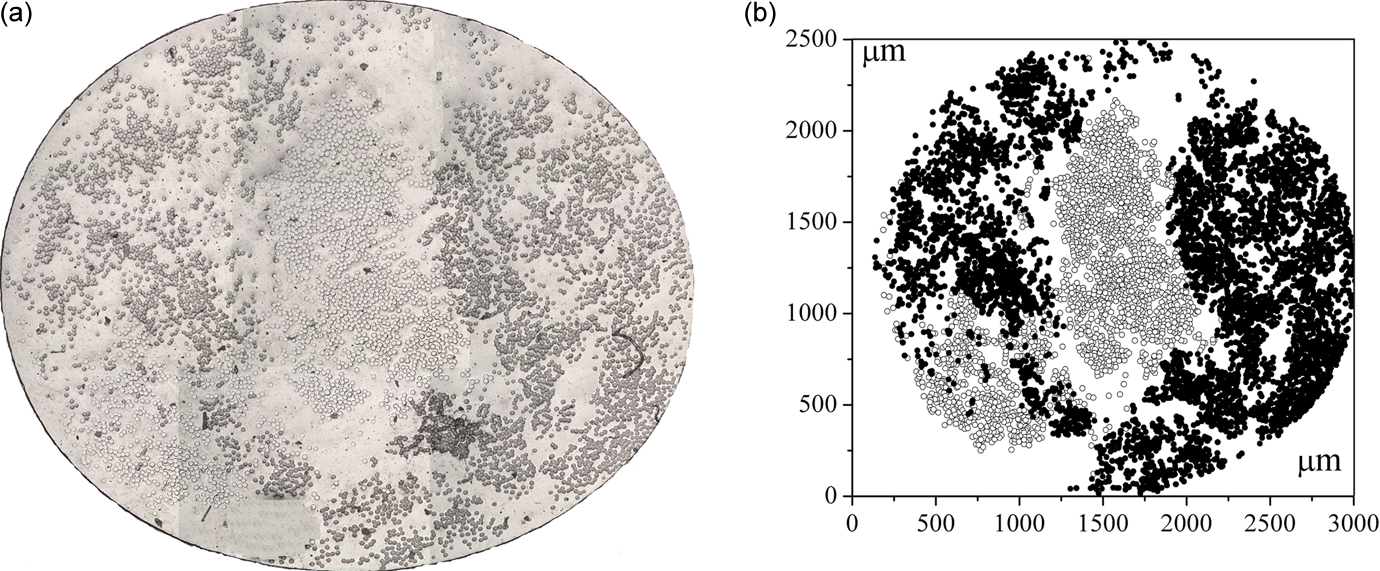
For the experiment, 12 different types of commingled yarns were manufactured at the ITA (Institute fuer Textiltechnik) of the RWTH Aachen University by varying the process parameters. To investigate the influence of the raw material on the distribution quality of each component in the yarn, E-glass rovings with a linear density of 300 and 1200 tex were used. Within the experiments, polypropylene (PP) yarns with a linear density of 63 tex were applied. The glass and the PP yarns were used to manufacture commingled yarns with a linear density of 2000 tex and glass fibre content of approximately 60 wt%. Table 1 shows an overview of the yarns and the process parameters considered in this study.
Experimental data.
Sample preparation for the optical microscopy
To analyse the filaments in the yarn, samples for microscopic investigation of the yarn cross-section were prepared. Thereby, the quality of sample preparation was very important to ensure accurate filament recognition. To achieve a high accuracy of recognition, the samples were prepared according to the following method. (1) The yarn samples were passed through rubber tubes and clamped to a special frame. (2) A mixture of epoxy resin and hardener was prepared, and the samples were embedded into it. (3) The samples were grinded by decreasing the grain sizes of the grinding discs in four steps. (4) The sample surfaces were polished using an aluminium oxide suspension.
Analysis of yarn cross-section
Two parameters define the quality of fibre disposition in the cross-section of commingled yarns—fibre distribution and blending quality. Fibre distribution defines the homogeneity of component dispersion in the cross-section of the manufactured hybrid yarn. In contrast, the blending quality defines the level of mixing between the components in the yarn. It should be noted that the degree of blending of the fibre components in the yarn cross-section is determined by the uniformity of distribution of the reinforcement and thermoplastic fibres. However, a homogeneous distribution of the fibres in the yarn cross-sections does not necessarily lead to a uniform blending of the different components.
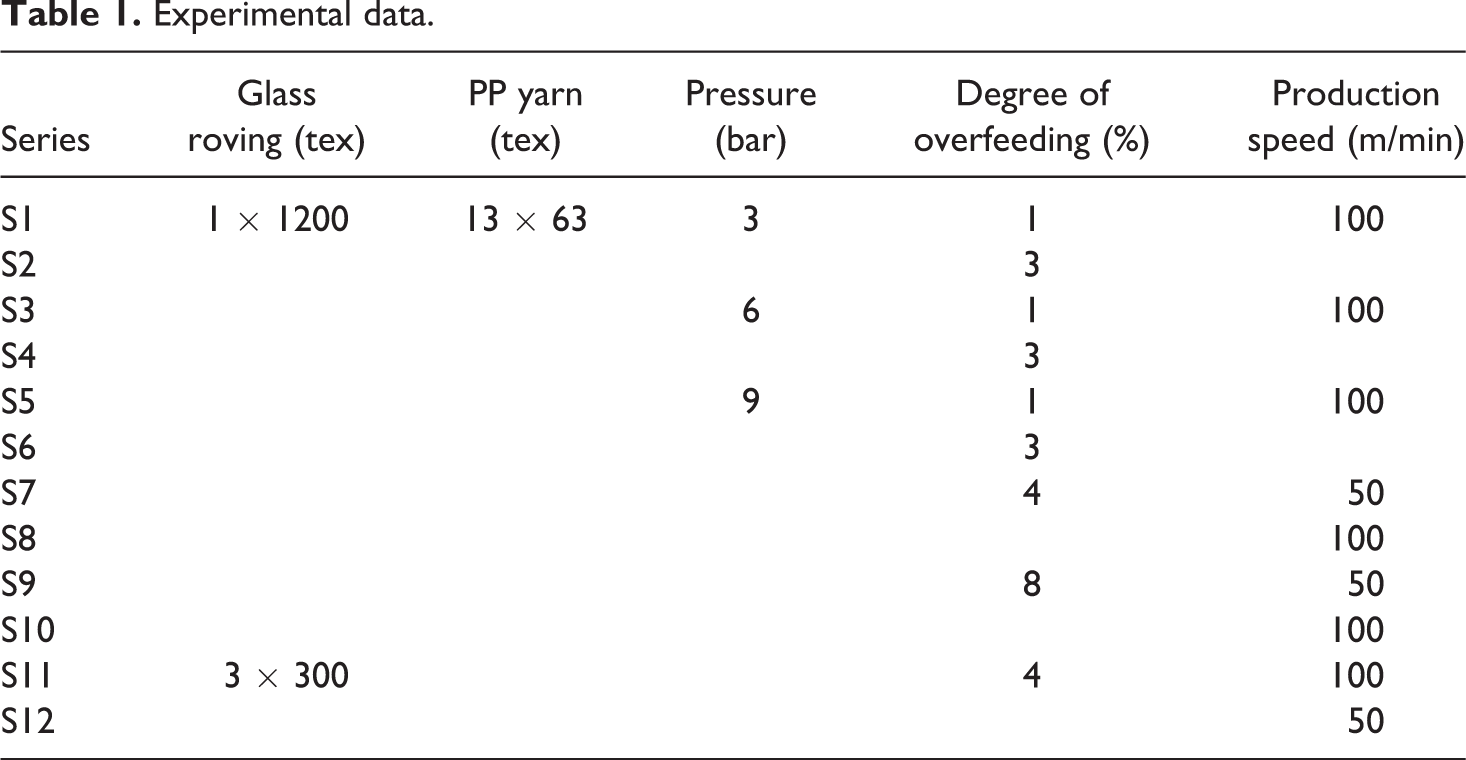
The quality of the fibre distribution and component blending in the manufactured commingled yarns was examined by optical microscopy. The micrographs were captured using a digital camera. Then the image processing was carried out for reliable recognition of the filament position. Various filtering processes were employed to remove noise and to distinguish the fibres from the background. Thus, the original gray scale images were converted into binary images. After image preprocessing, the different filament components were recognised using a coordinate system. An optical micrograph of the cross-section of the commingled hybrid glass/PP yarn is shown in Figure 2(a) and the recognised cross-section of the yarn is shown in Figure 2(b). The white circles in the figure represent the recognised glass filaments and the black circles stay for the PP filaments.
Cross-section of commingled yarn.
Fibre distribution
Different statistical methods can be used to evaluate the distribution quality of the commingled yarn. In this work, the radial distribution index R d of the glass and PP filaments and the lateral distribution index L t were calculated.
According to Chiu et al.,
26
the radial distribution index R
d is determined using equation (2) and it indicates the trend in fibre migration, that is, whether the fibre moves inside or outside the cross-section. The radial distribution of the filament is uniform when 







Blending quality
To assess the blending quality of the components in the cross-section of hybrid yarns, both coefficients, radial and lateral, should be considered. A new blending coefficient is introduced, which can be calculated according the following equation

Results and discussion
Effects of process parameters on the quality of fibre disposition
As shown in Table 1, the air pressure was varied from 3 to 9 bar in steps of 3 bar. The degree of overfeeding was varied in the range from 1 to 3%. To investigate the influence of production speed on the distribution quality in the yarn, additional samples were produced at a maximum air pressure of 9 bar, degree of overfeeding at 8%, and production speeds of 50 and 100 m/min.
Air pressure and degree of overfeeding
Air pressure and degree of overfeeding are the main parameters that directly correspond to the degree of freedom of each filament. A higher degree of overfeeding yields loose filament bundles that can be easily spread and commingled using an air jet. The air pressure corresponds to the degree of the filament commingling and the nip formation.
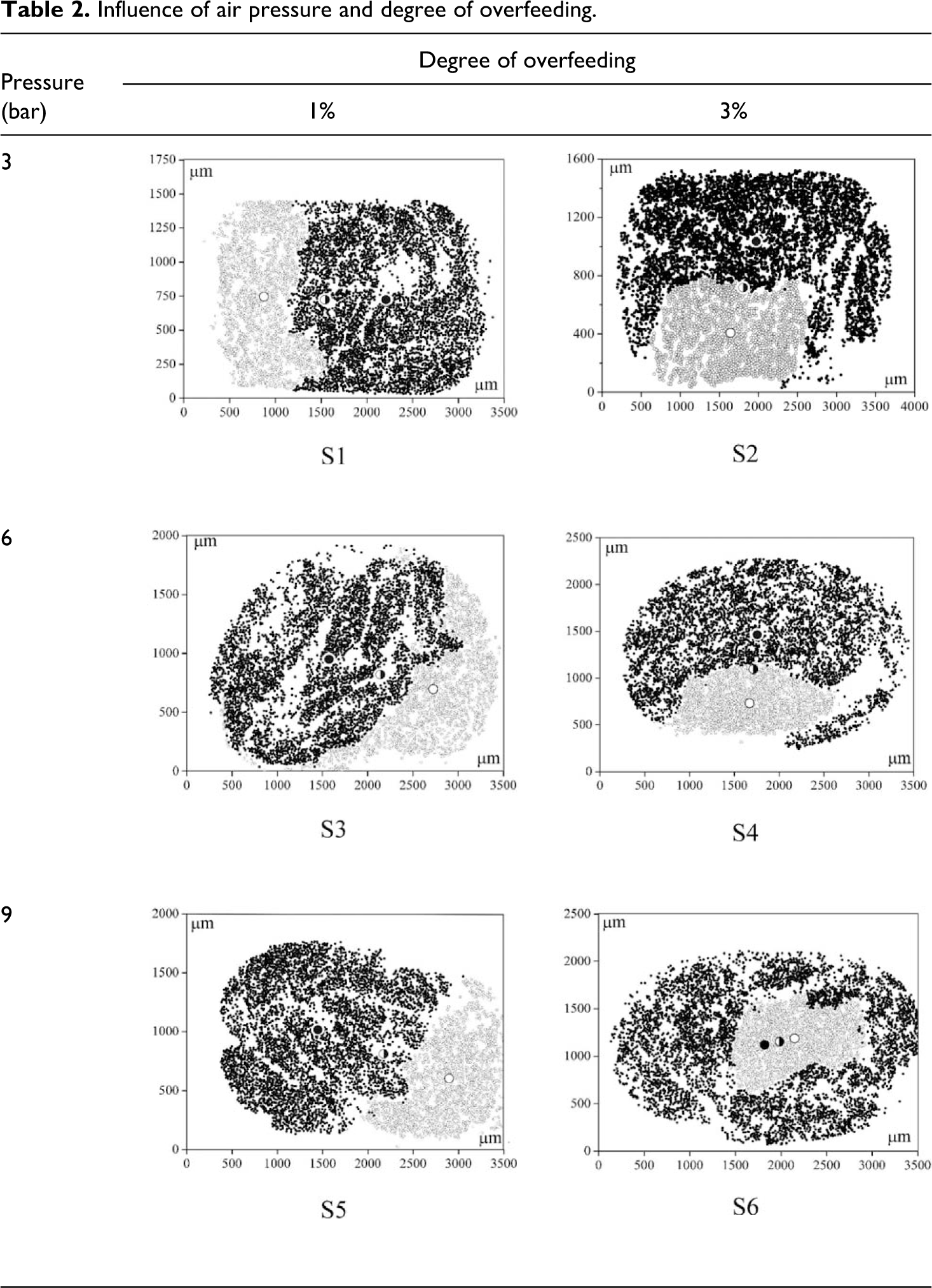
The micrographs showed that the air pressure and the degree of overfeeding also had a significant influence on the fibre distribution in the cross-section of the manufactured yarn. In the pictures in Table 2, the white circles express the recognised glass filaments. The black circles show the position of the PP filaments. The larger circles represent the centres of gravity for glass (white), for PP (black), and for all the filaments (black and white side-by-side).
Influence of air pressure and degree of overfeeding.
The radial distribution index of the filaments in the sample yarn cross-sections was calculated using equations (2) to (5), and it is plotted against the applied air pressure.
As shown in Figure 3(a), the radial distribution index of the glass filaments in the yarns produced at a degree of overfeeding of 3% decreased with an increase in the applied air pressure. The calculated R g values were <1. This indicates that with an increase in the applied air pressure, the glass filaments had a tendency to move towards the centre of the yarn cross-section. At the same time, the radial distribution indices of the PP filaments increase with an increase in the air pressure. The radial distribution indices of the PP filaments were >1, which indicates that the PP filaments migrate towards the yarn surface. With increase in the applied air pressure and degree of overfeeding, the glass fibres were compacted, while the PP fibres were spread considerably.
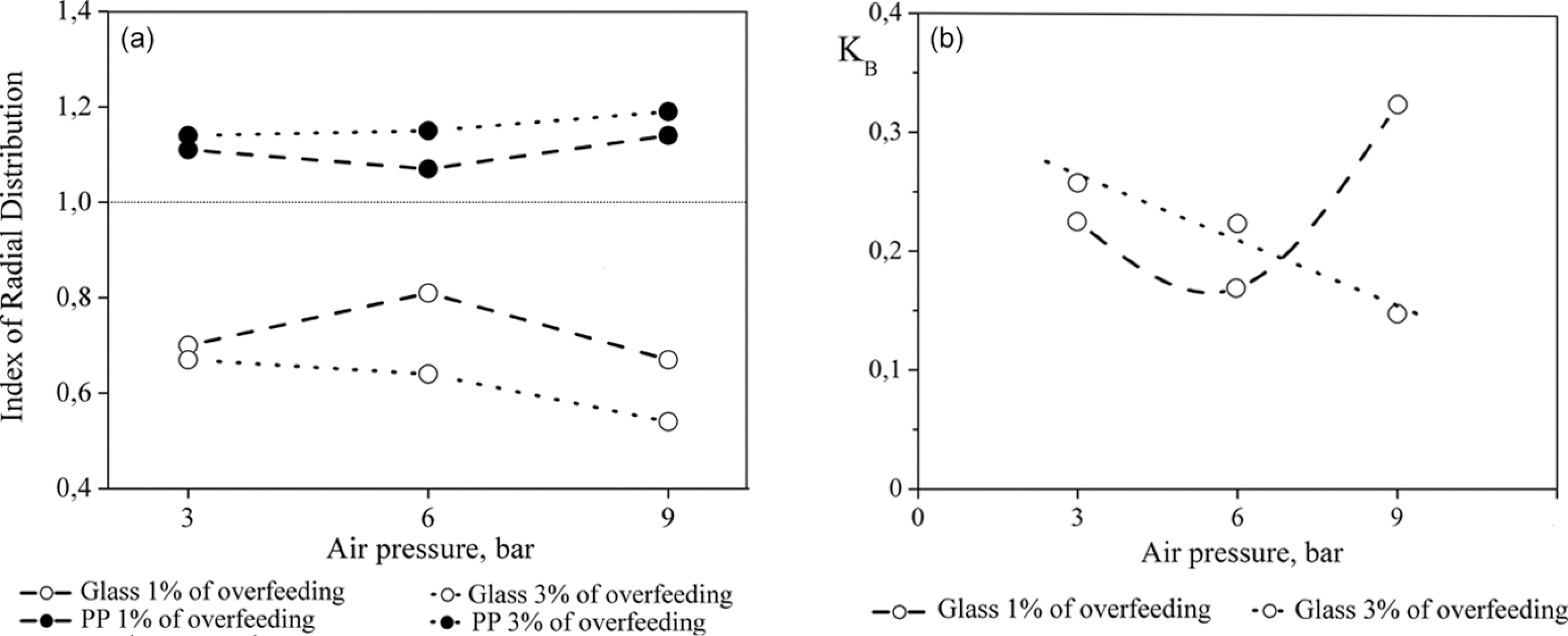
Influence of air pressure and degree of overfeeding on the yarn quality.
At a low degree of overfeeding of 1% and air pressure of 6 bar, a peak was observed in the fibre distribution and the blending quality. A further increase in the air pressure again led to the further compaction of the glass filaments in the yarn core and to the shifting of the PP filaments towards the yarn surface.
However, in contrast to the blending quality of the yarns with a degree of overfeeding of 3% (Figure 3(b)), the blending quality of the yarns with a degree of overfeeding of 1% increased with an increase in the applied air pressure.
Production speed
Another important parameter that influences the fibre distribution and the blending quality of the filaments is the production speed (Table 3).
Test series for investigation of the influence of production speed.
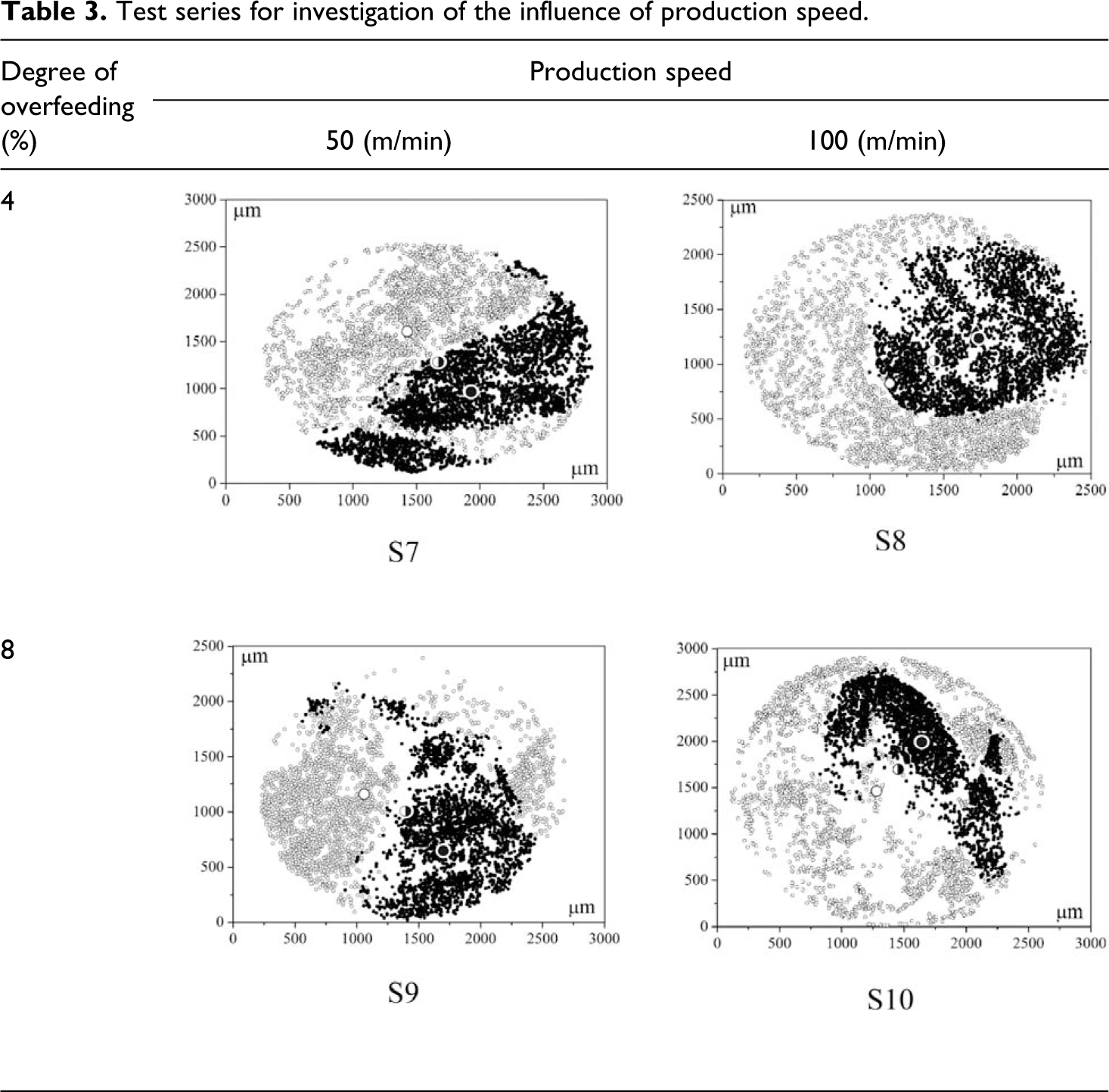
A comparison of the tests series results carried out at the production speeds of 50 and 100 mm/min (Figure 4(a) and (b)) indicated that the higher production speed led to a significant migration of the filaments in the yarn cross-section. The glass filaments were compacted in the yarn core, and the PP filaments shifted towards the yarn surface.
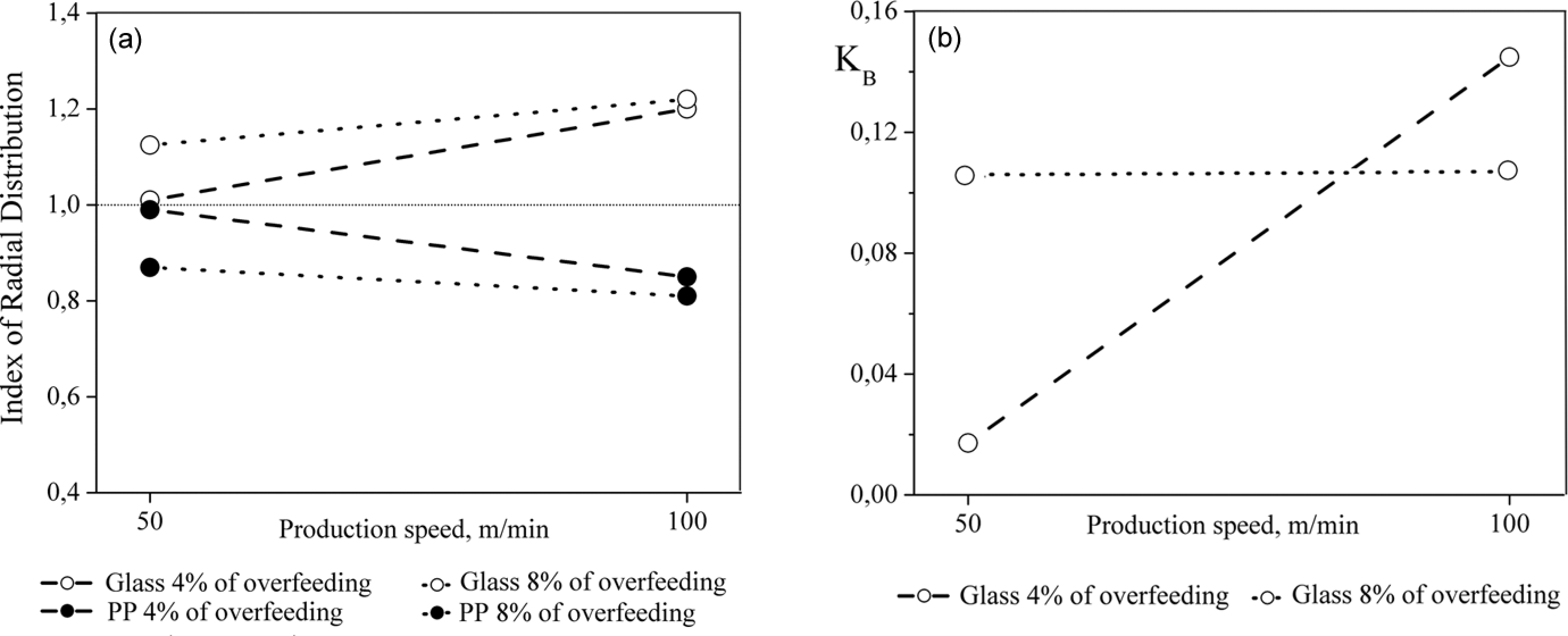
Influence of production speed on yarn quality.
Furthermore, it was found that the migration effect is much more pronounced in the yarns produced at a degree of overfeeding of 8%. A comparison between the blending indices of the different samples showed that the increase in the production speed led to a significant reduction of the blending quality. In contrast to radial distribution, the production speed had a weak influence on the blending quality of the yarns produced with a degree of overfeeding of 8%
Raw material
To investigate the influence of the raw materials on the filament distribution and the blending quality in the yarns, the commingled yarns prepared with a single glass roving of 1200 tex were compared with those prepared with three glass rovings of 300 tex (Table 4).
Test series for investigation of the influence of raw material.
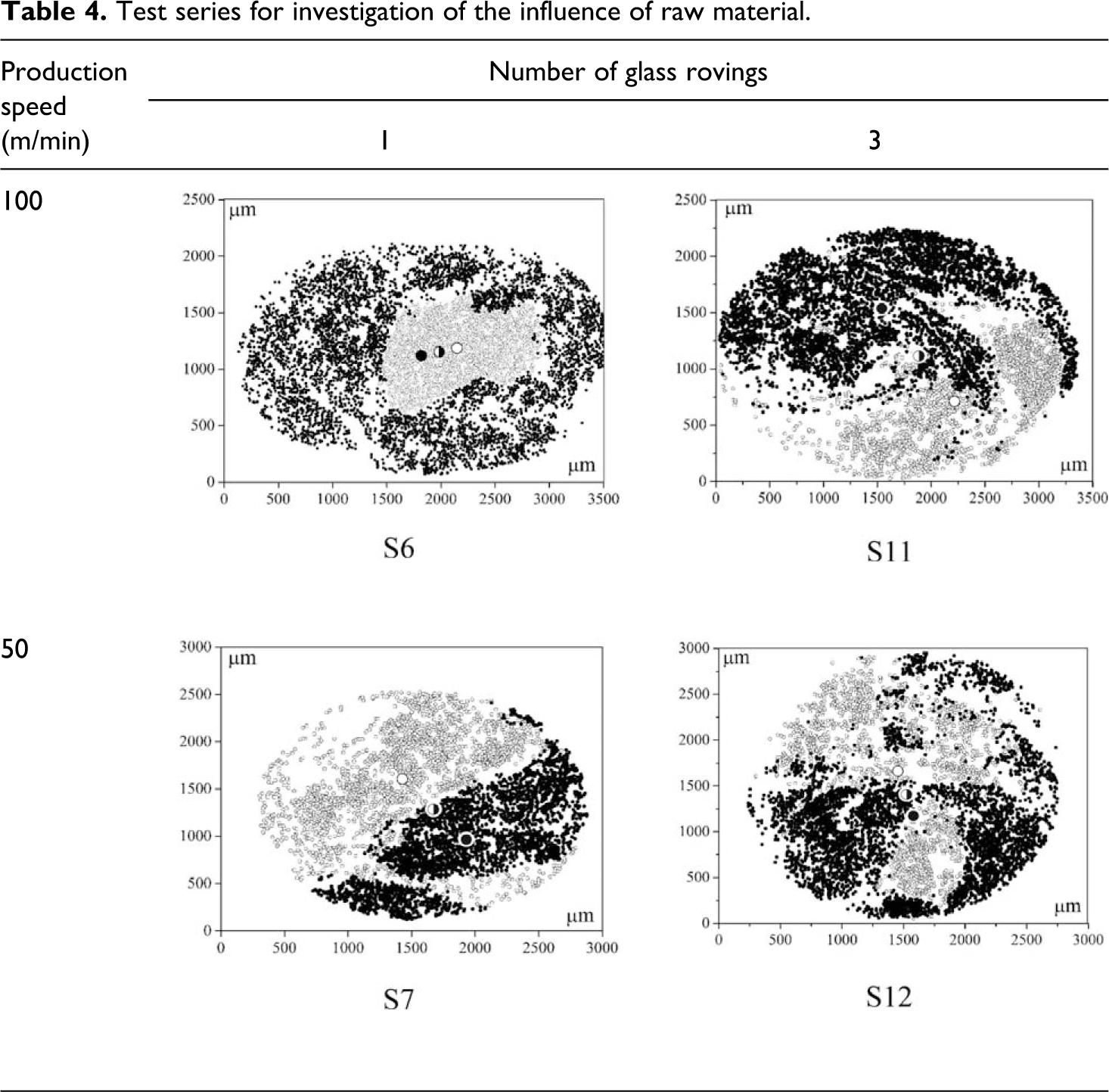
The results of the comparative analysis are shown in Figure 5(a) and (b). As seen in the figure, an increase in the number of glass rovings significantly improved the filament distribution and blending quality. Furthermore, it can be seen that this effect is more pronounced with an increase in production speeds.
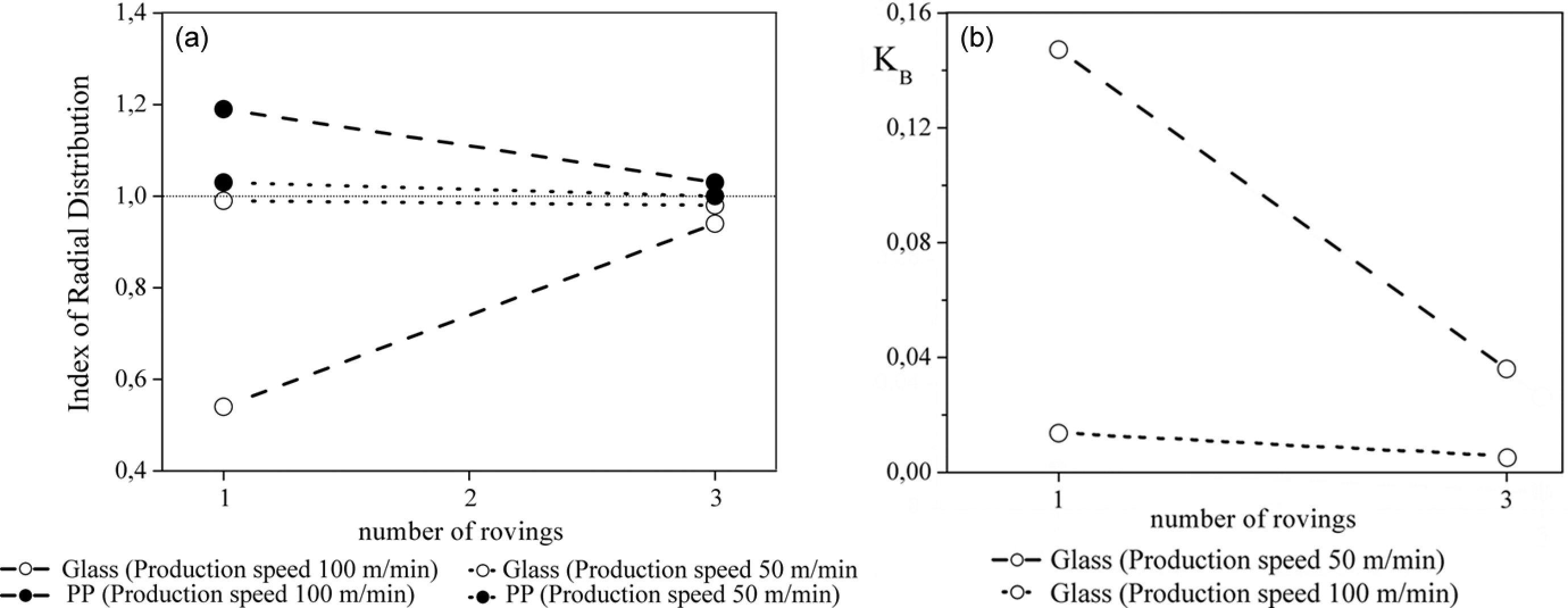
Influence of raw material on yarn quality.
Summary
In this work, we investigated the influence of different process parameters and raw materials on the blending quality and distribution of filaments in the cross-section of commingled yarns used to manufacture thermoplastic composites.
In the experiment, the air pressure was varied from 3 to 9 bar in steps of 3 bar. The degree of overfeeding was set to 1, 3, 4, and 8% and the production speed was varied between 50 and 100 m/min. Commingled yarns were produced under these different parameter sets. The yarns were embedded in epoxy resin. Samples for the microscopic investigation of the yarn cross-section were prepared by grinding and polishing.
To measure the quality of the fibre distribution in the commingled yarns, the radial and lateral distribution indices of the glass and PP filaments were calculated. To define the blending quality of the components in the cross-section of the hybrid yarn, a new blending index was introduced.
Both these indices showed that an increase in the air pressure significantly improved the disposition quality of the fibre components. Furthermore, it was shown that a reduction in the production speed had a positive influence on the fibre distribution and blending quality in the yarn cross-section. A comparison of the results of the different test series showed that the influence of production speed increased with an increase in the degree of overfeeding. However, the number of filament bundles had the greatest influence on the disposition quality of the fibres. The experimental results clearly showed that the fibre distribution and the blending quality improved significantly when a higher number of filament bundles with a low linear density were used instead of a single, thick roving.
Footnotes
Funding
This work is supported by the DFG (Deutsche Forschungsgemeinschaft) and BMBF (German Federal Ministry of Education and Research).