
Abstract
Electrical stimulation can be used for the treatment of various nerve and muscle injuries as well as acute and chronic pain conditions. An electrical pulse is applied to a muscle or nerve to activate excitable tissue using internal or external electrodes with the aim of building muscle strength, artificially creating or supporting limb movement or reducing pain. Textile electrodes offer several advantages over conventionally used disposable surface electrodes: they are flexible and re-usable and they do not require hydrogels, thereby avoiding skin irritation and allergic reactions and enhancing user comfort. This article presents a literature review that assesses the state of research on textile electrode constructions. Based on the review, production approaches and designs are compared, methods for evaluating stimulation discomfort and pain are proposed and issues related to user compliance are discussed. The article concludes with suggestions for future work focused on investigating the impacts of textile-based electrode parameters on comfort, convenience and ease of use.
Electrotherapy or electrostimulation includes various therapeutic approaches related to orthopedic injuries and diseases whereby a low-level current is introduced into the human body to stimulate and activate muscles or nerves.1–3 It enables muscles to be exercised without the usual neurostimulation or to suppress pain sensations.4–7 Different modalities of electrotherapy can be distinguished depending on the chosen stimulation parameters and the planned outcome. Stimuli can be internally or externally applied using different kinds of electrodes to create an electrical contact from the device to the treated body parts. 8 In the case of transcutaneous electrostimulation (TES), surface electrodes are placed on the skin to treat the underlying tissue. 9 Neuromuscular electrical stimulation (NMES) and functional electrical stimulation (FES) are sub-areas that entail the artificial creation of muscle contractions by injecting electric pulses into either the motor nerves or directly into the muscle with the aim to restore muscle function or induce cortical remapping, that is, the re-learning of voluntary movement,10–16 whereas transcutaneous electrical nerve stimulation (TENS) is primarily used to address a variety of acute and chronic pain conditions by stimulating the sensory nerves responsible for pain sensations.17–20
Electrotherapeutic modalities are often used as long-term treatments for post-acute rehabilitation patients delivered over a period of eight to sixteen weeks. 21 In order to reduce the length of hospital stay, modalities and devices used in such therapies transition from hospital inpatient care to home-based care.22–25
The term smart textiles encompasses various kinds of textiles that are capable of actively or passively responding to thermal, mechanical, magnetic or chemical environmental stimuli, among others.26–28 Smart textiles are increasingly being employed in various fields, including transportation and energy, security and protection and healthcare. The integration of electrodes into textiles has enhanced the capability for electrostimulation as well as long-term and continuous health monitoring outside of hospitals, including self-administered physiological monitoring of the heart and other muscle activities.29–33
The use of textile electrodes for physiological monitoring and electrostimulation share some common characteristics. 34 Flexible electrodes are favored because they can maintain good contact with uneven and curved body surfaces. 35 In addition, materials placed in direct contact with the skin must be biocompatible, that is, non-toxic and not causing skin irritation, particularly in the case of long-term applications. 36 Furthermore, ease of use is a crucial characteristic relevant for self-application. 37 Nevertheless, there are also differences in performance requirements between the two types of electrodes. While the focus for monitoring electrodes is mainly on the signal quality, an important requirement for electrodes used in electrostimulation is providing an effective muscle/nerve activation without causing skin damage, irritation or pain. 20 For example, low impedance improves patient safety by avoiding skin burns resulting from a high resistance, 38 and lower stimulation intensity is required for reduced power consumption. 39 Further, an electrode with a uniform current distribution ensures a homogeneous distribution of electrical charges on the skin surface to avoid hot spots and stinging pain sensations caused by differing voltages.35,40,41 Current density peaks arising from too small contact areas can be avoided by ensuring good electrode–skin contact to maximize the contact area. 20
Surface electrodes for electrostimulation
In contrast to percutaneous or internal electrodes used within the body, surface electrodes are applied to the skin. 42 The most commonly used surface electrodes for electrostimulation are self-adhesive, disposable Ag/AgCl electrodes, which entail using an additional hydrogel or electrode cream to create an electrode–electrolyte interface between the skin and the electrode to improve skin contact and ensure a continuous current flow. 42 , 43 However, Ag/AgCl electrodes have been found to cause skin irritation, shocking and skin burns in some patients, 44 resulting in overall discomfort related to pain and limited movement. 13 Prior to attaching the electrodes, the skin must be prepared by cleaning the attachment site and in some cases shaving the hair, 43 and the gel tends to leave residues on the skin, which necessitates cleaning the stimulation site afterwards. 21 Furthermore, hydrogel electrodes have a limited life span as they are unable to retain moisture over a lengthy period of time; when the hydrogel dries out, the electrode–skin impedance is changed, which negatively affects stimulation efficiency and comfort. 45 Moreover, skin adherence often becomes ineffective after a few uses, thereby demanding the use of new electrodes for each session of a long-term therapy, which results in long preparation times and overall inconvenience for home-based therapies.35,40,46
Textile-based electrodes for electrostimulation
The development of textile-based electrodes to address the above-mentioned problems has gained interest in recent years.47,48 Textile electrodes enable the design and production of wearable healthcare products with minimal user discomfort.49,50 Most commonly, they are produced via conventional textile production techniques using conductive materials to integrate the desired electrical functionality,34,51 and they can have various sizes and shapes to match the desired body area and functionality. Examples are the use of small oval or square textile electrodes arranged in an electrode array (EA) to induce a hand movement, for example grasping or pinching, 52 the placement of comparatively bigger, square-shaped electrodes on the tibial and fibular nerves to induce a foot movement 53 or various shapes of textile electrodes for TENS being placed on the lower back to reduce back pain. 54 Flexibility is an important advantage of textile electrodes compared to conventional electrodes.55,56 The ability of yarns to slip within the structure when subject to an external stress results in low shear and bending modulus 36 ; thus, textile electrodes more easily adjust to the curvature of the human body and an intimate electrode–skin contact is enabled. 57
Study aims
To date, research in smart textiles for healthcare has mainly focused on textile electrodes for biosignal monitoring rather than electrostimulation. 39 Thus, the aim of this study is to review and present the current state of research and recent progress made in the field of textile-based electrodes for electrostimulation. The analysis was approached from a textile engineering perspective entailing a focus on fabrication methods, material selection, electrode geometry and the inclusion or exclusion of electrolytes. The integration of conductive tracks and wiring was also reviewed as well as the chosen evaluation methods. Here, the focus is on stimulation comfort evaluation techniques, as the mechanism behind discomfort remains uncertain.
Methods
This section presents the study’s search strategy, including the chosen databases, search terms and screening criteria. The search strategy was applied to locate the core articles related to textile-based electrodes as a means to investigate the current state of research and identify research gaps while avoiding potential bias and limiting subjectivity. In addition, publications providing background information were located by searching citations in the core articles and using additional search terms (not presented) in the databases presented below as well as in the library of the University of Borås.
Systematic review strategy for core articles
In order to select core articles for the review of textile-based electrodes, a strategy consisting of four steps was chosen, following the procedure proposed by Fink. 58 Firstly, article databases were selected according to commonly used sources in the studied areas to define a search frame. Secondly, search terms were identified based on relevant research topics to identify potentially suitable articles. Thirdly, selection criteria were defined and applied to the abstracts of articles identified in step two. Finally, the full texts of studies chosen in step three were evaluated.
Databases and search terms
Because research on the use of textiles for electrostimulation combines textile and electrical engineering with medical sciences, five different databases were selected to ensure sufficient coverage of the relevant areas. The general databases Scopus and Web of Science were chosen as they are the largest citation databases for peer-reviewed literature. In addition, the more specialized databases PubMed and ProQuest were selected to cover the medical area, and the database IEEE Xplore was chosen to address electrical engineering aspects.
For the article search, a specific search term was defined to find relevant studies. As no uniform terminology yet exists in the researched area, several synonyms were included to avoid missing relevant studies. For example, textile electrodes might also be called ‘fabric electrodes’ or ‘garment-based electrodes,’ and terms for electrotherapy include abbreviations for different modalities, such as NMES, FES or TENS. As shown in Table 1, the chosen terms consisted of several blocks, and Boolean and proximity operators were used to connect the search words. The search was limited to title, abstract and keywords, and only articles in English with full text available were considered.
Searching blocks
Selection process
Abstract screening and eligibility evaluation were based on the following criteria. The electrode presented in the article had to be textile-based, which could entail various textile production techniques ranging from weaving, knitting or nonwoven production to functionalizing a textile substrate material, for example by embroidery or printing. Furthermore, applications were restricted to transcutaneous stimulation of muscles or nerves while excluding biosignal monitoring and recording. Both dry and wet textile-based electrodes were considered eligible. The performed search was conducted on 21 May 2021, and the selection strategy is presented in the PRISMA flow chart in Figure 1. 59
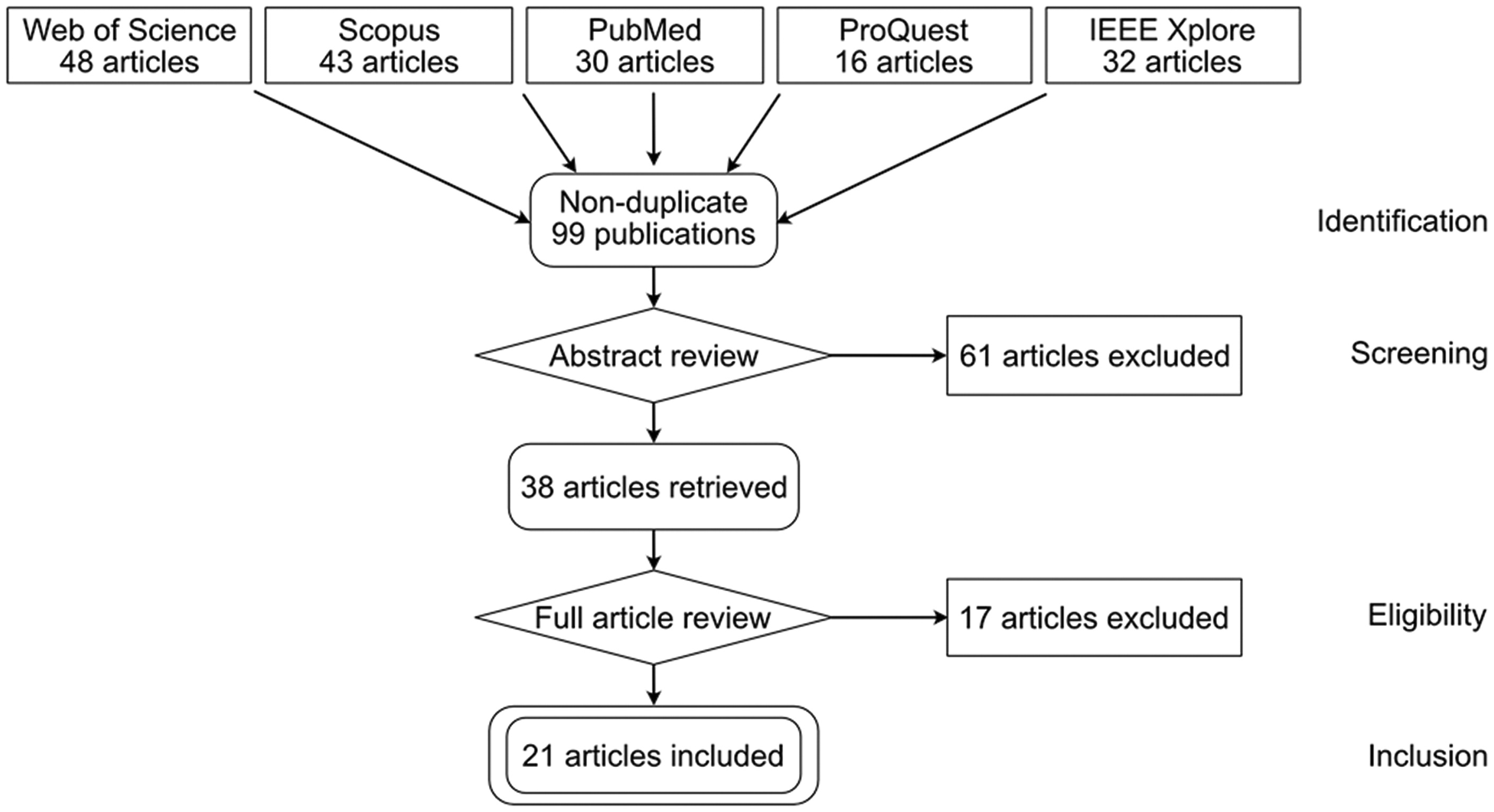
PRISMA flow chart of the research strategy.
The initial findings resulted in the identification of 21 core articles; however, one additional article was found amongst the references in Crema et al., 60 thereby resulting in a total of 22 core articles for analysis. Several articles were found to be related to each other. Gniotek et al. 57 reported preliminary results, and the same project was continued with changed parameters in a later publication by Frydrysiak et al. 61 Similarly, Curteza et al. 35 and Poboroniuc et al. 37 reported different aspects of the same study. Finally, the study by Liu et al. 41 was a follow-up to an investigation by Yang et al. 52 involving related electrode constructions, and Crema et al. 60 applied an electrode manufacturing technology developed by Popović-Bijelić et al. 62 However, as these articles still offered different information, they were all considered in the review. In addition, a literature review article by Keller and Kuhn 20 provided supplementary information for the study performed by their extended research group in Keller et al. 63 Thus, a total of 19 independent studies were reviewed with information retrieved from 23 publications.
In the selected core articles, various kinds of textile electrodes for electrotherapeutical modalities were presented. Material research was performed by Ali et al., 44 Gniotek et al., 57 and Frydrysiak et al., 61 Oh et al., 64 Papaiordanidou et al. 53 and Stewart et al., 39 who investigated the suitability of various kinds of conductive fabrics to be used as textile stimulation electrodes based on the evaluation of electrical properties as well as stimulation performance aspects. Erdem et al. 34 and Euler et al. 65 manufactured single textile electrodes, based on different production methods, and evaluated the influence of electrode construction parameters with regard to long-term usage behavior or electrical performance. Further, Zhou et al. 50 assessed the electrical properties and stimulation performance of dry and wet multi-layered textile electrodes in comparison to conventional hydrogel electrodes. In addition, a possible mechanism of pain during electrical stimulation was introduced using finite element models. Crema et al., 60 Keller et al., 63 Popović-Bijelić et al., 62 Yang et al. 52 and Zieba et al. 38 focused on textile-based EAs, using various production techniques, with the aim to trigger artificial hand movements. Within this, Popović-Bijelić et al. 62 and Keller et al. 63 developed control systems that could activate selected electrode fields to create ‘virtual electrodes’ of various shapes and sizes. 20 In recent years, the focus has shifted to the integration of electrodes into electrode garments for FES and TENS, as presented by Curteza et al., 35 Poboroniuc et al., 37 Dölker et al., 66 Goncu Berk 40 and Liu et al., 41 who manufactured various kinds of electrode sleeves and cuffs to stimulate limb muscles and nerves, whereas Moineau et al. 21 and Li et al. 54 designed entire electrode shirts or pants, and Hunold et al. 67 developed an electrode cap for transcranial electrical stimulation.
Results
An overview of the analyzed literature findings regarding textile electrodes from the selected core articles is presented in Tables 2 and 3, in which the studies were sorted by production technique. In Table 2, the type of study was classified according to the definitions proposed by Guo et al. 68 Materials and structure design refers to the development of materials and/or structures as the study’s main focus. Usually, the material properties, for example regarding electrical conductivity, were evaluated in such cases. Electrode design refers to articles addressing the development and construction of textile electrodes. In this type of study, novel materials, textile constructions and/or testing methods may be presented. System design studies aim to develop a wearable electrode system rather than a single electrode. The last category, feasibility study, focuses on textile electrodes used in different areas. Typically, the employed electrode design had been developed in a previous publication. Other reported aspects are the electrotherapy modalities, for which the electrodes were intended, as well as the targeted stimulation site. Further, the column ‘Fields of research’ refers to the subject areas of the organizations/faculties the involved researchers belong to.
Comparison of analyzed studies
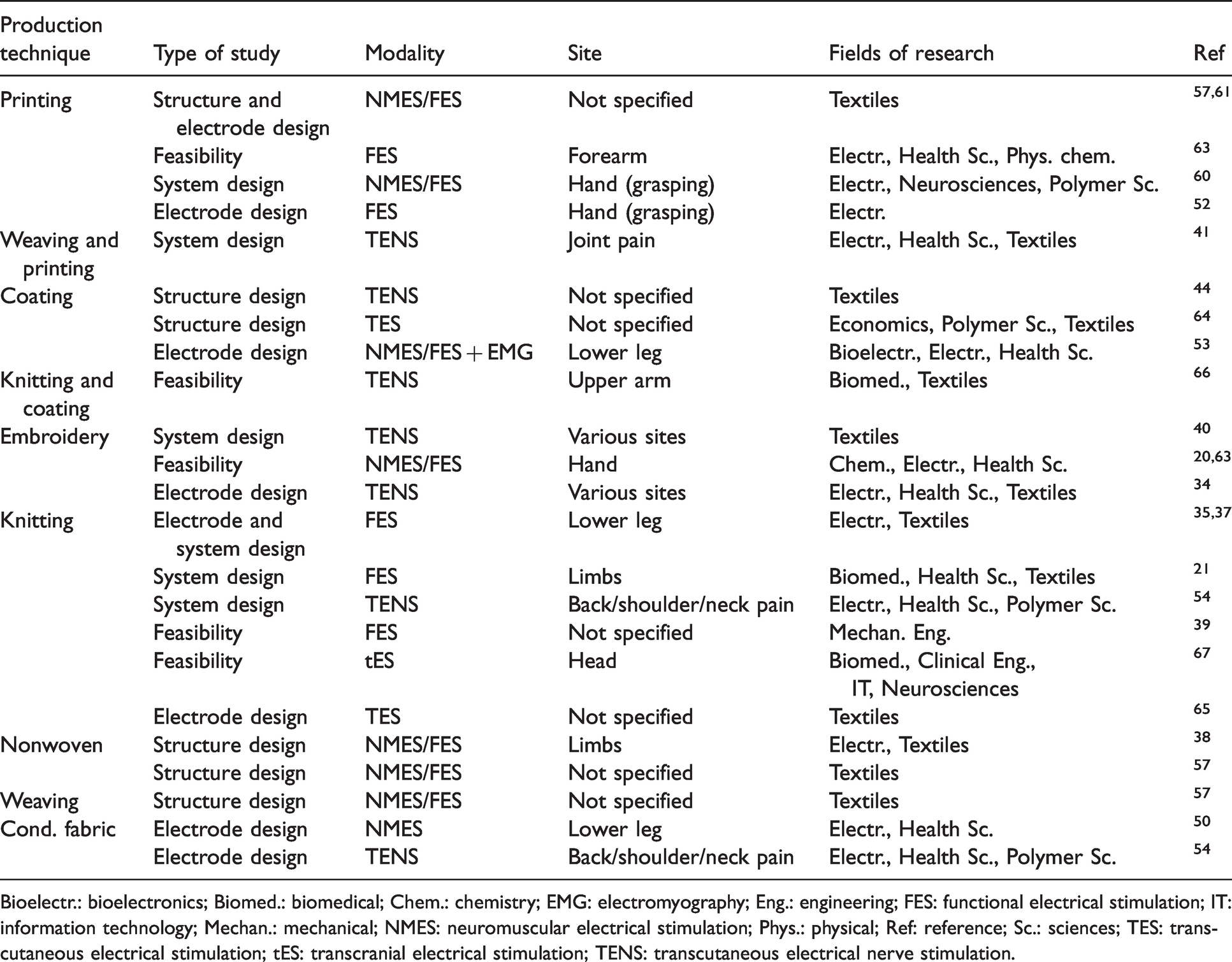
Bioelectr.: bioelectronics; Biomed.: biomedical; Chem.: chemistry; EMG: electromyography; Eng.: engineering; FES: functional electrical stimulation; IT: information technology; Mechan.: mechanical; NMES: neuromuscular electrical stimulation; Phys.: physical; Ref: reference; Sc.: sciences; TES: transcutaneous electrical stimulation; tES: transcranial electrical stimulation; TENS: transcutaneous electrical nerve stimulation.
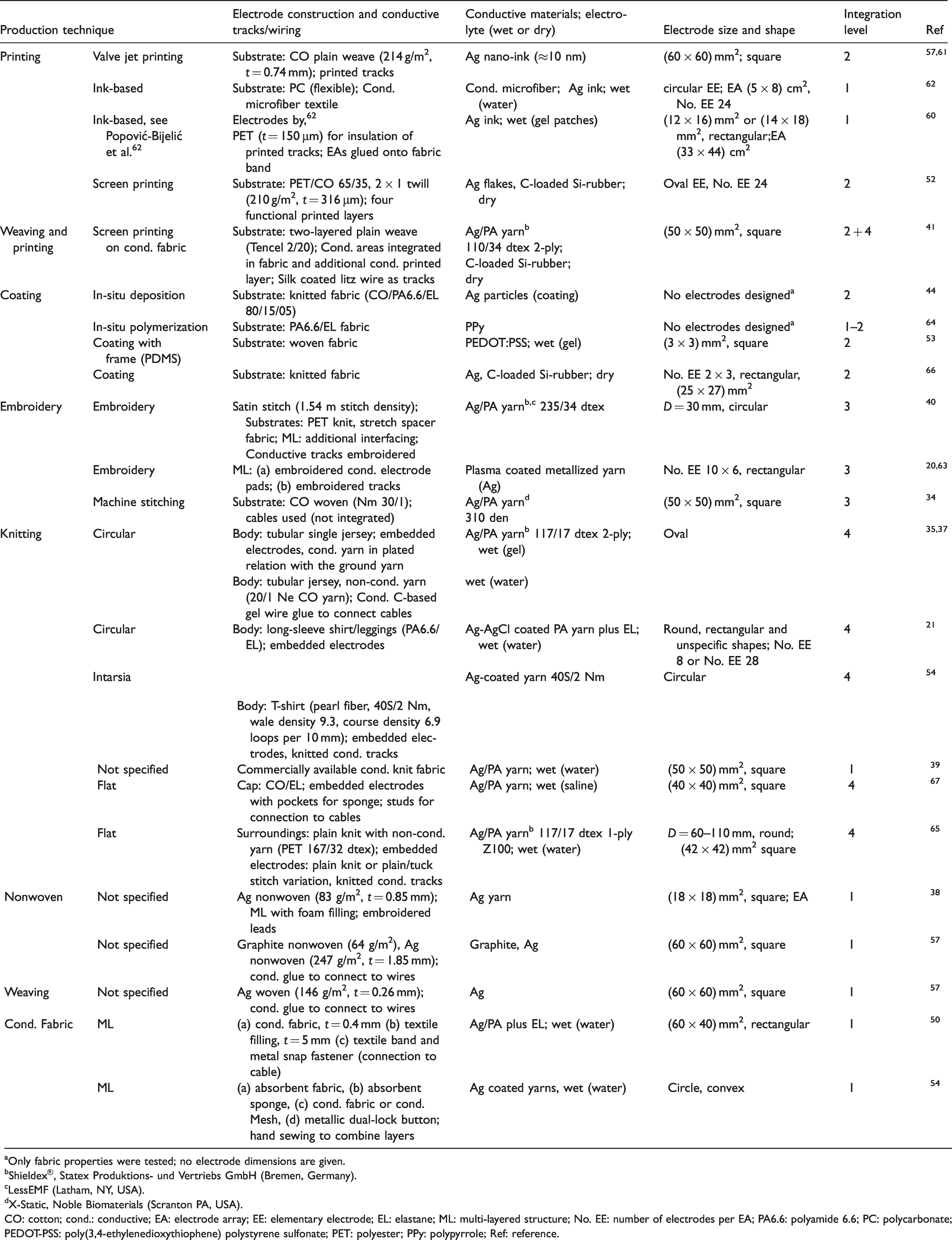
Comparison of electrode parameters. Integration levels referring to 1: ‘add on’; 2: ‘integrate onto’; 3: ‘integrate into’; and 4: ‘seamless integration’.
aOnly fabric properties were tested; no electrode dimensions are given.
bShieldex®, Statex Produktions- und Vertriebs GmbH (Bremen, Germany).
cLessEMF (Latham, NY, USA).
dX-Static, Noble Biomaterials (Scranton PA, USA).
CO: cotton; cond.: conductive; EA: electrode array; EE: elementary electrode; EL: elastane; ML: multi-layered structure; No. EE: number of electrodes per EA; PA6.6: polyamide 6.6; PC: polycarbonate; PEDOT-PSS: poly(3,4-ethylenedioxythiophene) polystyrene sulfonate; PET: polyester; PPy: polypyrrole; Ref: reference.
In Table 3, details are given regarding production technique specifications, electrode constructions, conductive materials and electrode dimensions (if reported). If several constructions were compared in a single study, only those options that were evaluated as performing best are listed. Further, electrodes were classified into integration levels.
A selection of the analyzed electrodes, categorized by the production technique used to manufacture the textile electrodes, is shown in Figure 2.
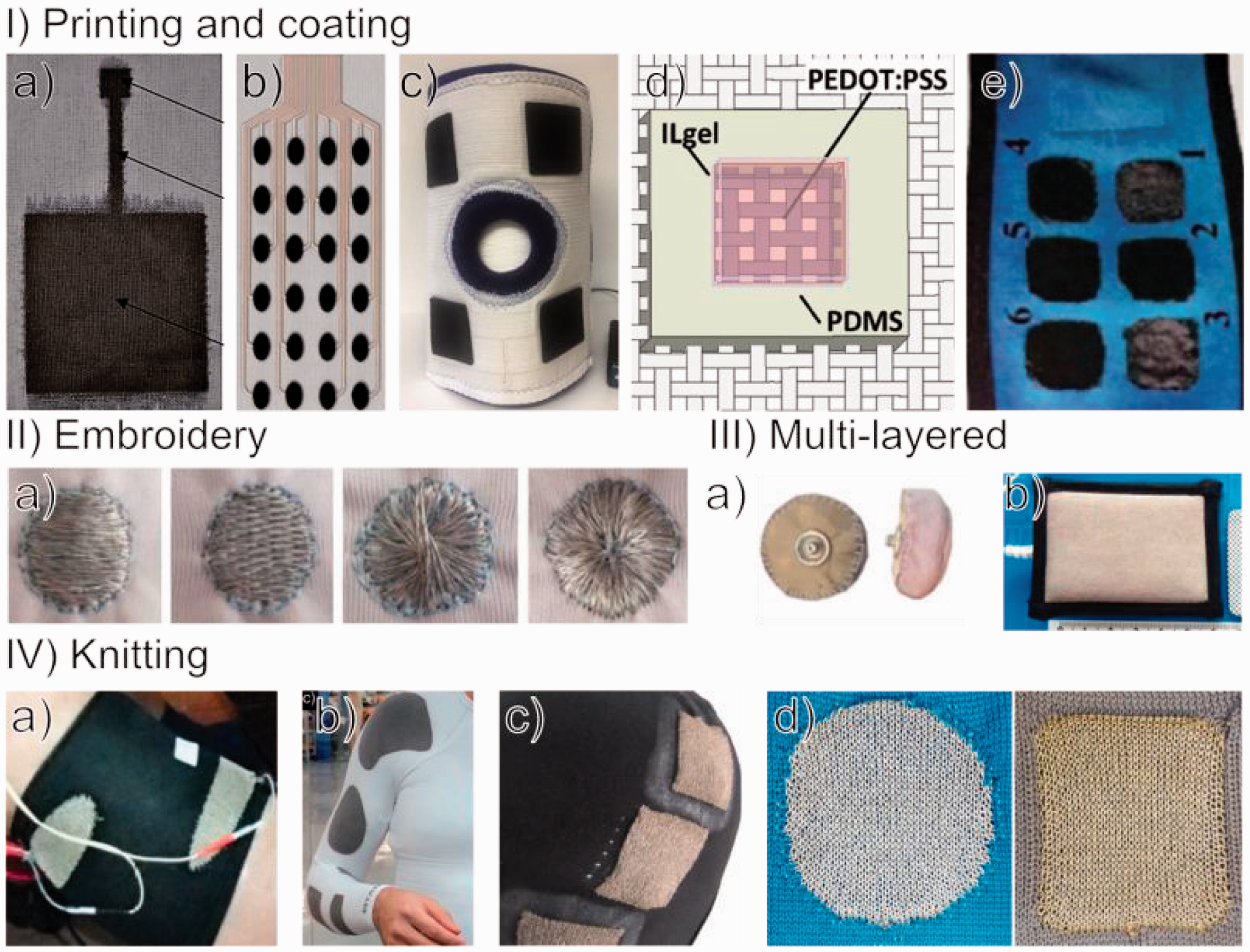
Excerpts of analyzed electrode designs categorized by production technique; figures reprinted from the respective publication. (I)(a) Ag nano-ink printed electrode on plain weave 61 ; (I)(b) screen-printed electrode array 52 ; (I)(c) screen-printed electrodes integrated into knee orthesis 41 ; (I)(d) poly(3,4-ethylenedioxythiophene) polystyrene sulfonate coating using a polydimethylsiloxane frame 53 ; (I)(e) Ag coated electrodes covered with C-loaded silicone rubber 66 ; (II)(a) Ag/polyamide (PA) embroidered electrodes 40 ; (III)(a) multi-layered circular electrode with Ag fabric and a dual-lock button on the backside 54 ; (III)(b) multi-layered rectangular electrode with Ag/PA fabric on top 50 ; (IV)(a) knitted Ag/PA electrodes integrated in a cuff 35 ; (IV)(b) Ag-AgCl coated PA electrodes integrated into a functional electrical stimulation shirt 21 ; (IV)(c) Ag/PA electrodes integrated into a transcranial electrical stimulation cap 67 ; (IV)(d) flat-knitted Ag/PA electrodes, as presented by Euler et al. 65
Production methods and integration levels
Varying production methods were employed to manufacture textile-based electrodes. In general, all conventional textile production methods were used, namely weaving, knitting and nonwoven production. Further, another solution was functionalizing a non-conductive textile substrate on a different level, such as by embroidery or printing. Related to this, Guo et al. 68 proposed a classification for the integration level of conductive materials into textiles, schematically presented in Figure 3. For Level 1, the conductive material is added-on to a substrate; here, all articles are included in which the electrode was constructed by producing a fully conductive fabric and then cutting and sewing it to design the electrode. These conductive fabrics were manufactured by weaving, 57 knitting 39 or nonwoven methods,38,57 and they were most commonly integrated into multi-layered structures along with a filling material to increase the height of the electrode. In three publications, the used fabric structure was not clearly defined but referred to as ‘conductive fabric.’39,50,54 The integration of these conductive fabrics into a system was realized using embroidery, 38 glue60,62 or detachable fixtures, such as snap buttons or hook-and-loop fasteners.39,50,54 Level 2 refers to a conductive material being integrated onto a textile substrate by applying a conductive ink or paste onto a fabric. This class includes printing and coating methods.41,44,52,53,57,61,62,64,66 At Level 3, the conductive elements are integrated into the textile using embroidery or machine stitching with conductive yarns.20,34,40 Finally, Level 4, the highest integration level, refers to the conductive material being seamlessly integrated into a non-conductive textile body in a single process step, thereby creating a defined area/shape of local conductivity. Examples found in the studied literature were the use of conductive yarns for intarsia, circular and flat knitting21,35,54,65,67 and for jacquard weaving. 41
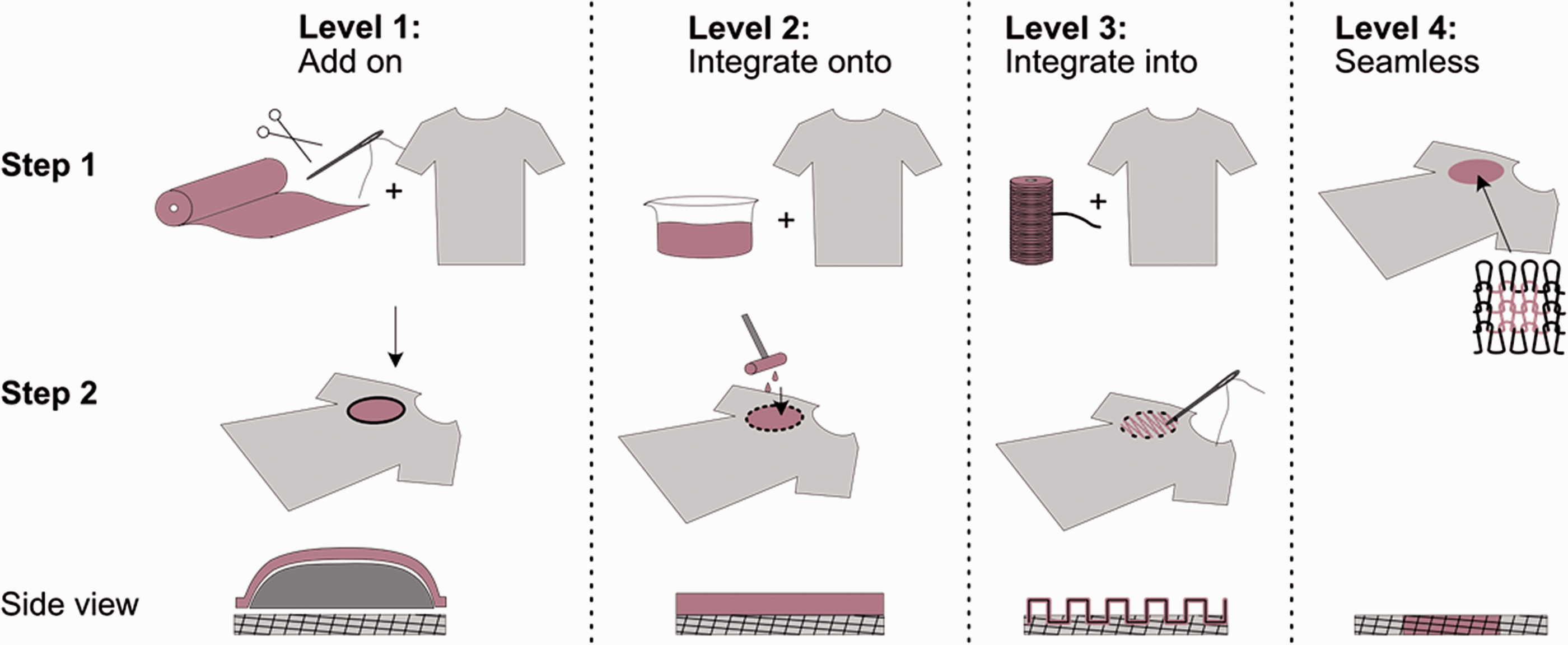
Schematic drawing of integration Levels 1–4 for wearable systems. Conductive elements are marked in pink (color online only).
Conductive materials
Among conductive materials, studies mainly employed inorganic metal conductors (in particular silver) integrated in various forms. In seven of the studies, silver was used as ink57,60–62 or as particles/flakes in coatings or printing pastes.44,52,66 However, it was most dominantly used to metallize polyamide (PA) yarns, as described in 11 of the 19 studies.20,21,34,35,37,39–41,50,54,63,65,67 This type of hybrid yarn is commercially available from different companies; however, most studies used Shieldex® from Statex (Bremen, Germany), which was sometimes combined with elastane for elasticity.21,50 Another hybrid material employed in three studies was a carbon-loaded silicone rubber.41,52,66 The organic polymers poly(3,4-ethylenedioxythiophene) polystyrene sulfonate (PEDOT:PSS) and polypyrrole (PPy) were used as conductive material for textile electrodes in two studies,53,64 and one study integrated graphite into a woven fabric. 57
Shapes and dimensions
A comparison of the shapes and dimensions of the studied electrodes particularly found differences in the latter category. Sizes for square and rectangular electrodes ranged between 3 and 60 mm edge length50,53,57; two studies using circular electrodes reported diameters between 30 and 110 mm,40,65 whereas the other articles did not give information about diameter values. A third reported design type involved unspecific shapes matching the body parts on which the electrodes were to be placed. 21 In some cases, no indication regarding size or shape was given, and the shapes had to be retrieved from included photos.35,37,52,54,61
In several cases, the developed electrodes were integrated in an EA. Also called ‘multichannel electrodes,’ EAs are used for achieving spatial resolution and consist of several elementary electrodes that can be individually activated to stimulate a specific area needed for an accurate functional movement, 20 such as a defined hand motion like a grasp or a pinch. 60 The stimulating size and shape of EAs can be changed by only activating specific electrodes within the array, thereby enabling selectivity and individualization to match the patient’s body and the EA’s location. 62 This set-up is not unique for textile electrodes, but can also be found for other electrode types using plastic flexible substrates. 69
General recommendations for the shape of electrodes for electrostimulation vary across the literature. Round electrodes are preferable in the case of single electrodes that are not integrated in an EA to ensure that the sharp corners and elongated shapes do not cause needle-like stinging sensations arising from uneven charge distributions during stimulation. However, in the case of EAs, rectangular shapes better cover the skin surface and reduce the risk of insufficient selectivity for localized motor points, as is sometimes observed for round electrodes in an EA. 60
The literature also provides some general investigations of the optimum size of electrodes intended for electrostimulation. Malešević et al. 70 stated that electrodes should rather be small if a high stimulation complexity or selectivity is desired based on the observation that large electrodes tend to activate many motoneurons, which in turn co-activates ‘various non-synergistic muscles’ such that the desired movement is only generated when the electrode is placed in the appropriate location. In contrast, the use of smaller electrodes creates a localized electrical field so that fewer motoneurons of adjacent muscles are activated and better selectivity is achieved. 70 Keller and Kuhn 20 similarly observed that relatively small electrodes are used for the activation of reflexes at afferent nerves; however, their review also noted that Kern et al. 71 recommended that electrodes for denervated muscles be larger than 5 × 5 cm2 to prevent excessive current densities and reduce the danger of skin burns. 20 Falk et al. 72 found that larger electrodes should be used to avoid painful cutaneous-nerve stimulation. Majkowski and Gill 12 deduced that larger electrodes are better tolerated by users; however, small electrodes cannot be avoided if stimulation selectivity is needed to isolate a specific muscle with the trade-off that comfort is reduced. Kuhn et al. 73 recommended that small electrodes with dimensions of approximately 0.8 × 0.8 cm2 are more suitable for enhancing comfortability and selectivity in patients with thin fat layers (i.e. 0.25 cm), whereas larger electrodes of 4.1 × 4.1 cm2 are preferable for thicker fat layers (i.e. 2 cm) as well as deeper nerves (1.1 cm).
Electrolytes
The electrolytes used in electrostimulation varied across studies. Ten studies (presented in 11 publications) used electrodes in a wet condition with either water, saline solution or gel,21,35,37,39,50,53,54,60,62,65,67 whereas three studies (presented in four articles) used dry electrodes without additional electrolytes.41,50,52,66 Yet it must be noted that, although Dölker et al. 66 chose dry electrodes, the skin was moistened with a wet towel before use, making the electrodes a between-state of dry or wet electrodes. In the other studies, no electrolyte was reported. These were assumed to also belong to the dry electrode category; however, they are not taken into consideration in the following discussion.
Although three studies successfully developed dry textile electrodes that did not exceed users’ pain thresholds,41,50,52,66 most researchers came to the conclusion that wet electrodes are more reliable and the risk for painful sensations is reduced. For example, Zhou et al. 50 compared the performance of the same electrode construction in dry and wet conditions. They observed significantly improved stimulation comfort and motor threshold with wet electrodes; similarly, Euler et al. 65 found a significantly lower skin–electrode impedance for the same textile electrode construction wetted with tap water.
Wiring and conductive tracks
Some studies reported the production of conductive tracks by textile means to create electrical connections within wearable electrode systems. In such cases, techniques consisted of printing,60,61 embroidery,38,40,63 knitting54,65 and weaving. 41 Insulation of the leads was accomplished by laminating with a thermoplastic polyurethane membrane or using an additional non-conductive fabric layer,40,41,60,65 thereby ensuring that the lead, which is connected to the instrument trunk cable, could not contact the ground or other possibly dangerous electrical potential. 36
Evaluation methods and electrical properties
The reviewed studies examined various properties, which are summarized in Table 4. The properties were classified into material properties, electrical properties (i.e. resistance and impedance), stimulation performance and properties related to the use, which are physiological comfort, durability and usability. The most common tests were related to the electrical resistance of the chosen fabric structure as well as factors causing changes in resistance, and the stimulation performance of the developed electrodes and systems.
Overview of evaluation methods.
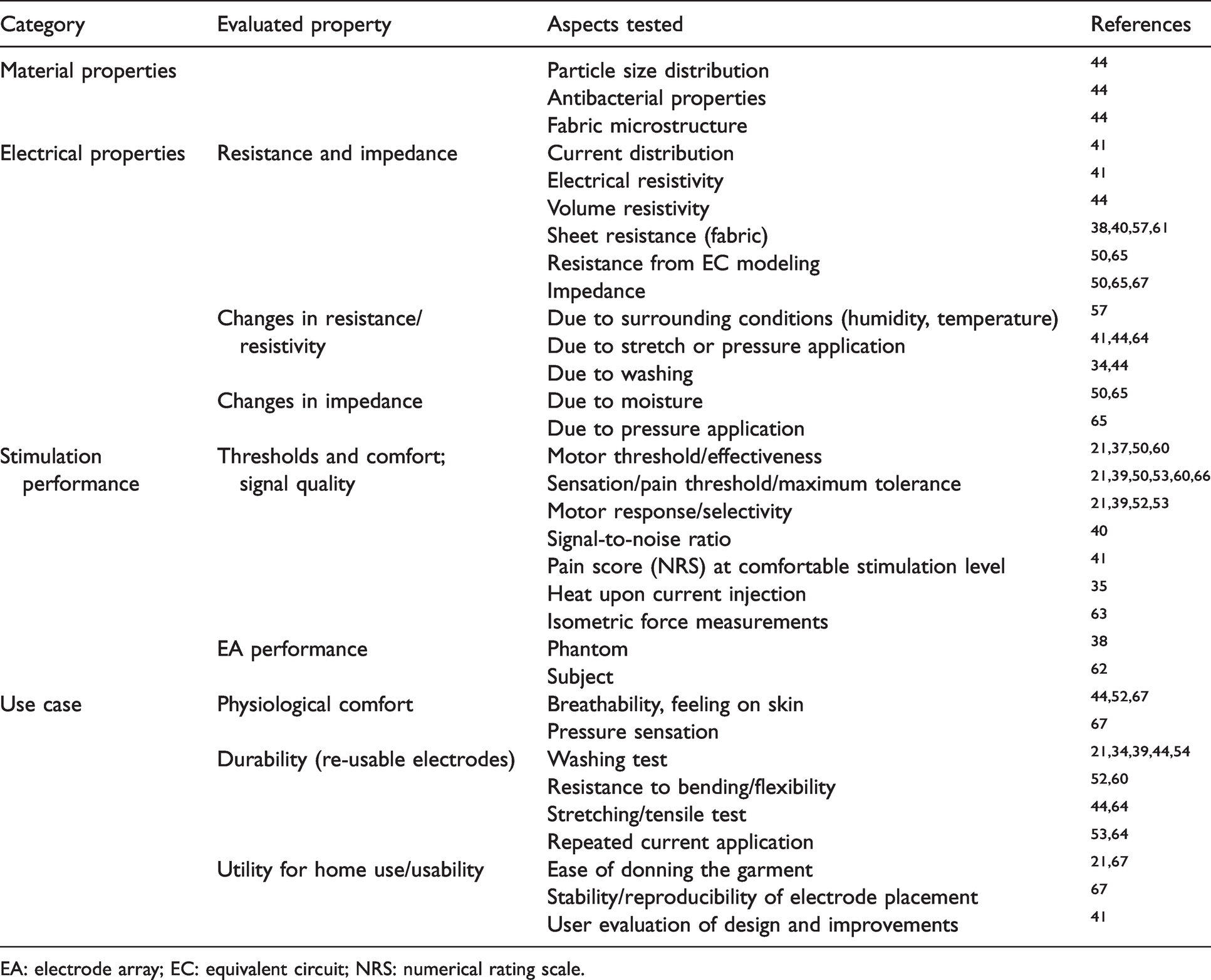
EA: electrode array; EC: equivalent circuit; NRS: numerical rating scale.
To compare the analyzed electrodes quantitatively, their impedances and resistances are presented in Table 5. If several electrodes were compared in a single study, only the electrodes evaluated as performing ‘best’ (lowest resistance or impedance) and ‘worst’ (highest resistance or impedance) are listed here to present the entire found ranges. In addition, values for conventional electrodes retrieved from the respective studies are presented for benchmark comparison, if available.
Overview of impedances and resistances.
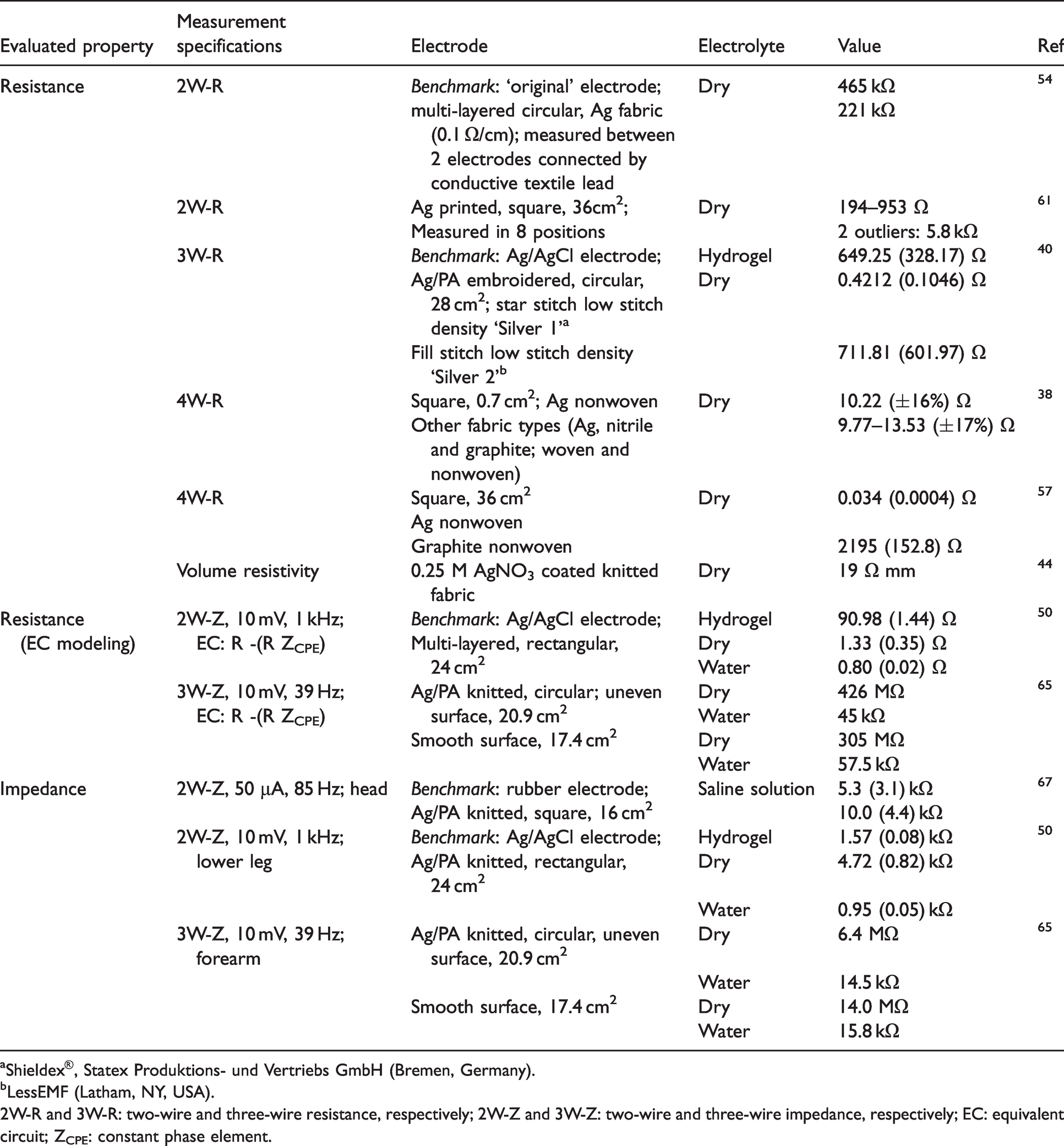
aShieldex®, Statex Produktions- und Vertriebs GmbH (Bremen, Germany).
bLessEMF (Latham, NY, USA).
2W-R and 3W-R: two-wire and three-wire resistance, respectively; 2W-Z and 3W-Z: two-wire and three-wire impedance, respectively; EC: equivalent circuit; ZCPE: constant phase element.
To avoid skin burns from electrostimulation caused by high temperatures, the surface resistance of an electrode must not exceed 300 Ω.57,61 This requirement was fulfilled by most textile electrodes presented above. Exceptions are a graphite nonwoven, tested by Gniotek et al. 57 as a potential electrode material; further, individual positions on the coated electrode presented by Frydrysiak et al.; 61 and lastly the embroidered electrode by Goncu Berk 40 made from ‘silver 2’ yarn (i.e. LessEMF) using a fill stitch and low stitch density. Therefore, the respective researchers decided to continue with other kinds of electrode materials and constructions that did not exceed the resistance limit. The multi-layered textile electrodes presented by Li et al. 54 also showed resistances considerably higher than 300 Ω. However, in this case instead of measuring the surface resistance, the 2-wire-resistance of the designed system was measured between two electrodes that were connected by a long textile lead. Therefore, the guideline of 300 Ω is not applicable here. In contrast, the benchmarking electrodes tested in the same set-up showed a resistance twice as high as the designed textile electrodes, proving their suitability for electrotherapeutic garments.
Regarding the impedance, the analyzed electrodes showed values ranging from 0.9 up to 14 MΩ.50,65,67 These differences can be assigned to various factors. The impedances were measured in two- and three-electrode configurations and the presented values belong to different frequencies (i.e. 39 Hz, 85 Hz and 1 kHz). As impedance is frequency-dependent, values from different frequencies are incomparable. Hunold et al. 67 and Euler, Guo and Persson 65 presented impedances at similar frequencies (i.e. 85 and 39 Hz) for which the wet electrodes showed values in a similar range from 10.0 to 15.8 kΩ, while the electrode from Zhou et al. 50 had a much lower presented impedance with 0.95 kΩ due to presenting the impedance at 1 kHz. Further, the electrode area has a considerable influence on the skin–electrode impedance, 65 which means that the electrodes from the three compared studies are expected to have different impedances arising from the mismatching electrode sizes. Nevertheless, a general observation can be made that the electrodes in the dry condition showed significantly higher impedances than the electrodes for which electrolytes were used.50,65
Discussion
Production methods and integration levels
When comparing integration levels, it becomes clear that the chosen level determines how many production steps are necessary to produce the electrode such that the higher the integration level, the fewer production steps were needed for the integration. As electrotherapy tends to involve the use of home-based systems, 24 wearables are expected to gain increased importance in electrostimulation. In this context, the seamless integration of electrodes into a wearable system offers the possibility to produce the garment and electrodes in a single step. Those researchers who used integration Level 1 produced conductive textiles; however, the fabrics were cut and sewn to construct the electrodes, which might generate considerable waste compared to higher integration level techniques, depending on the electrode’s shape and dimensions, and is therefore inadvisable from a sustainability point of view. Further, conductive materials such as silver-coated yarns tend to be rather expensive 63 ; thus, higher waste production also increases raw material costs. However, the possibility for a seamless integration is only offered by a number of production approaches, such as jacquard weaving or intarsia knitting, whereas conventional weaving only offers the possibility for locally conductive areas in the form of stripes over the full width of the fabric.
Another observation is that, whereas almost 90% of the studies analyzed by Xu et al. 36 chose knitting as the production method for electrocardiogram (ECG) electrodes, only six of the 19 studies reviewed in this paper employed knitting as their favored method. The advantages of knitting include the relatively easy integration of electrodes into garments; as most garments suitable for wearable electronics are produced by knitting, no new body designs need to be developed for the system because already existing garment shapes, such as a T-shirt or leggings, can be used. Electrodes require close skin contact, which can be supported by a tight but stretchable structure produced by knitting. The additional pressure imposed by the knitted structure is thought to improve electrode–skin contact 21 ; however, the pressure should not be too high in order to avoid bruising or discomfort.
Nevertheless, other production techniques also offer advantages. Employing embroidery, printing or some coating techniques offers a high degree of freedom regarding the electrode’s design. Local deposition of conductive material is possible with only a few limitations to design shapes. Furthermore, printing offers the advantage of a comparably low cost. 52
When comparing different fabric types constructed with conductive yarns, that is, knitted, woven and nonwoven, with regard to their expected electrical behavior several aspects of the fabric structure must be taken into consideration. Fabric density is an important parameter that greatly influences a fabric’s surface. Depending on the fabric type, the fabric density can be defined in different ways, most often based on the yarn amount present within a certain area, such as warp and weft density or loop density in the wale and course directions. 74 However, yarn densities of different fabric types are hardly comparable. Alternatives are methods for describing the ‘open' or ‘closed' structure of a fabric, for example the openness factor, which is commonly used for window shades, 75 or the fabric porosity, which describes the void fraction in a textile. 76 To reach a high conductivity, the fabric structure must be sufficiently closed that large current transfers are enabled by the fibers. As such, high-density fabrics with few yarn–yarn or fiber–fiber contacts appear to be favored structures for textile electrodes produced from conductive fabrics. 36
Differences between fabric types with the same fabric density (meaning variations are not caused by a more ‘open’ or ‘closed’ surface in a theoretical analysis) are expected to be disclosed in their electrical behavior resulting from the structure. For example, differences are thought to arise from the path of the current. In the case of woven structures, ‘the current can pass through a yarn to reach the electrode sink,’ 36 whereas in knitted structures, the current has to travel through multiple yarn–yarn contacts that create contact resistances. Furthermore, knitted structures are subject to more strain in dynamic situations due to the structural flexibility arising from the loops. This strain also has an effect on contact resistances, which makes a knitted fabric less reliable than a woven one. Similarly, for nonwovens, fiber–fiber contacts are randomly distributed and follow no regular pattern; therefore, the contact resistances are hard to predict, and a woven or knitted fabric is favored over a nonwoven from this point of view. 36 Further, an uneven surface, as is the case for all textile structures, influences the skin–electrode impedance significantly because of a deviation between electrode area and effective contact area. 65 As found by Priniotakis et al., 77 this effect was most visible for nonwovens, which supports nonwovens not being the most suitable structure for textile electrodes.
Other influences on the electrical behavior of conductive fabrics made from conductive yarns are the yarn parameters, such as the type of yarn/filament (staple yarn or mono-/multifilament) and number of fibers/filaments in the yarn, twists per meter (influencing the surface topography), yarn count, the ratio of conductive and non-conductive material in the yarn and potential yarn damage arising from the processing.78–80 Moreover, the wicking and wetting behavior of a conductive yarn might have an influence on its electrical performance. 81
One problem observed when reviewing the selected core articles was missing information regarding the parameters of the textile structures. Half of the presented studies (9 of 19) were conducted by researchers in fields other than textile engineering39,50,52–54,60,62,63,67; thus, less focus was devoted to textile properties and details regarding the textile construction were often limited. Parameters such as fabric or yarn density and area weight were seldom reported, and three studies did not even report the fabric type but rather only referred to ‘conductive fabrics.’50,54,62 Further, in the case of both conductive nonwoven structures, the production method was not specified. However, nonwoven production methods include various techniques in which textile structures are produced from fibers. 82 Due to such information gaps, only a superficial comparison of the influence of varying fabric constructions on electrode performance was possible. It seems necessary to conduct more research on specific textile parameters in order to get a better understanding of factors influencing the dimensions of electrode performance, such as resulting skin–electrode impedance or stimulation performance. The structure of a textile includes fiber structure, yarn structure and fabric structure. All of these aspects should be considered in future studies.
Conductive materials and deposition methods
Silver, which is a noble metal, was the favored material in the reviewed publications. It can be used in the form of metallic yarns, which are fine metal wires produced by wire drawing, 83 or by metallizing conventional yarns. For the latter, prevalent methods include electrodeposition or physical vapor deposition on non-conductive, most often synthetic yarns. 84 The reason for the dominance of silver as a conducting material in textile electrodes can be explained by considering the chemical reactions occurring at the electrode–electrolyte interface during the electrostimulation procedure. Chemically inert materials are favored because the electrode’s material should not oxidize when a stimulus is applied. Otherwise, the lifetime of the electrode is decreased and the formed ions might be toxic to human body tissue. Besides its good stability, silver was favored due to its low resistivity and lower cost compared with other noble metals, such as gold. 85 In addition, biocompatibility and the antibacterial properties of silver are particularly critical for medical applications, for which hygienic conditions are generally of great importance. 86 The microbial killing effect of silver is thought to arise from the chemically active ions that are formed by contact with aqueous solutions. 87 Thus, silver was found beneficial to improve the level of hygiene associated with wearing textile products, especially for applications involving contact with sweat. Nevertheless, it must be considered that metal-plated textiles encounter durability problems to wear and wash, which can affect the conductive properties. 84 Further, even though silver is comparatively stable, degradation of electrical properties might occur over time due to the presence of moisture, for example sweat or additional electrolytes such as saline solution, at the skin–electrode interface leading to corrosion of the silver layer. 88
Another less frequently chosen material class for textile stimulation electrodes was intrinsically conductive polymers (ICPs), which includes PPy and PEDOT:PSS, among others. 89 Conductive polymers demonstrate solution processability, show high elasticity and toughness and are suitable for low-temperature synthetic routes, 90 which makes them compatible for the application onto or integration into textile structures. Possible manufacturing techniques for producing conductive fibers from ICPs are conventional spinning techniques, such as wet or melt spinning as well as electrospinning, with wet spinning being favored from a processability perspective. 84 However, in the analyzed studies, instead of producing conductive fibers to make fabrics, non-conductive fabrics were treated with ICPs to achieve conductivity: PEDOT:PSS was applied by coating using a polydimethylsiloxane (PDMS) frame and PPy was integrated by in situ polymerization. PPy shows a high electrical conductivity along with ease of preparation and ease of surface modification. Even though the polymer itself is comparatively rigid and brittle, 90 Oh et al. 64 demonstrated the possibility of producing a highly stretchable conductive fabric based on PPy for which the conductivity could be maintained after repeated stretching over 30 cycles and 40% extension. Further, PPy demonstrated good cycling performance to a charging/discharging procedure with good capacity retention after 100 cycles. 91 PPy can be applied using in situ polymerization, which is advantageous regarding the possibility to form and deposit the ICP in a single step. Disadvantages of in situ polymerization include the risk of degrading the textile during the reaction due to acidic conditions, which could negatively affect the mechanical properties of the textile. 89 Alternative single-step production techniques are vapor deposition or electrochemical deposition. 84 PEDOT:PSS, on the other hand, exhibits good durability when subject to mechanical stress (depending on the chemical composition), thus maintaining its highly conductive properties, 92 which is relevant for textile structures as those tend to possess high flexibility. A downside is the need for additional process steps, that is, a single-step procedure as for PPy is not possible. 93
The last chosen conductor in the analyzed studies was carbon. Carbon and its derivatives can be integrated in various forms into textiles, a common technique being C-loaded silicone rubbers for coating. Carbon offers high heat resistance and electrical conductivity. 94 By incorporation of carbon as a conductive filler in silicone rubber-based elastic polymers, high stretchability can be reached, 95 thus making it suitable for the coating of textile structures.
Information gaps were found regarding the form of materials used for the textile products. For example, Gniotek et al. 57 mentioned the materials used in the fabric, that is, silver and graphite in woven fabrics and nonwovens; however, they did not specify if it was integrated in the form of fibers, coated yarns or other methods. 50 However, it can be assumed that most probably yarns were used, especially for woven fabrics. Further, Dölker et al. 66 mentioned that they used a silver-coated knitted fabric to construct their electrodes. However, information is missing regarding the coating method and coating paste composition. Moreover, several studies did not report yarn specifications for the conductive yarns, such as yarn count or the number of turns, when applicable, or if staple fibers or continuous fibers were used in the yarns.
Shapes and dimensions
Although some researchers provided general recommendations for the shape and size of electrostimulation electrodes, designs varied across studies. Differences in electrode dimensions were generally related to planned applications, that is, the use as single electrodes or in an EA or the size of the targeted muscle, nerve depth and fat layer thickness. However, only a few articles presented reasons for the chosen electrode size or shape, which implies that no general recommendations were employed in such cases. One article stated that the researchers had retrieved the chosen electrode sizes based on a study by Kuhn et al. 73 ; however, most other studies developed electrodes larger than the recommended sizes, thereby implying that larger electrodes might be acceptable for FES and NMES.
Three-dimensional shaping, that is, the height of the electrode, emerged as an important aspect of electrode design. Several of the presented studies chose a convex shape, which was found to improve electrode–skin contact. Various methods were employed to achieve additional height, such as including a filling into electrodes with a multi-layered structure38,50 or using an under-stitching layer to add height to embroidered electrodes. 40 Further, a knitting pattern with an uneven surface created by a tuck stitch variation was found beneficial to maintain a sufficient skin contact of dry textile electrodes as the loop structure could cope with the unevenness of human skin. 65 In the case of wet electrodes, including a filling material to increase the height additionally offers the possibility of using a hydrophilic material as filling/under-stitching to improve the moisture retention, thereby reducing drying-out and enhancing the duration of electrode stimulation. However, the investigated loop structure for knitted electrodes was evaluated as hindering a homogeneous electrolyte distribution in the skin–electrode interface and was therefore not recommended for wet textile electrodes. 65 Alternative methods to increase the height of knitted electrodes include, for example, using a computerized flat-bed knitting machine to create three-dimensional knit structures based on two-layered fabrics whereby the electrode areas can protrude from the fabric surface. 96 A loop structure such as terry cloth in weaving might be another option to consider.
Electrolytes
Most researchers concluded that dry textile electrodes perform worse than wet ones; still, the latter are an improvement over conventional electrodes in that no gel is needed. Regular tap water or saline solution were found to be sufficient for textile-based electrodes to achieve a performance comparable to that of conventional hydrogel electrodes while avoiding problems arising from the use of a hydrogel, such as limited reusability and skin irritation. Textile structures afford good ventilation and flexibility, which further reduce the risk of skin irritation. In addition, tap water is cheaper and more easily accessible than hydrogels, thereby enhancing user compliance, and no cleaning of the stimulation site is required after performing the treatment.
Wetting was achieved by pouring a defined amount of water onto the electrodes in the case of detachable electrodes, 50 or by using a sponge, a pipette or tapping with water for wearable electrodes.21,37,65 Hence, using wet electrodes did not result in improved efficiency in placement compared with hydrogel electrodes because the wetting procedure was evaluated as taking the same amount of time as individually placing conventional electrodes. 21 Furthermore, the problem of the electrolyte drying-out is still a factor undermining the viability of wet textile electrodes. Therefore, possibilities for increasing moisture retention should be addressed in future work related to textile electrodes used in long-term applications. Proposed methods to improve the moisture-retaining properties of textile electrodes included coating the textile with a moisture-absorbing material or using a high fabric density 36 ; however, these approaches depend on the air humidity of the surroundings or the user’s sweat production, neither of which are reliable parameters. Therefore, research is needed on how to maintain wetness independent of the surroundings and individual parameters. Related to that, Weder et al. 97 proposed embroidered textile ECG electrodes with embedded water reservoirs in order to maintain their moisture from within.
Wiring and conductive tracks
Ensuring durability of the transition from flexible textile parts to electronic hardware might be an underdeveloped research topic that needs to be considered and tested in the context of textile electrode systems. However, this aspect was not reported in detail in the presented publications. In two cases, the reported method was using a conductive glue to attach a wire to the textile.37,57
In some studies, conductive tracks and wiring were realized using textile methods and integrated with the electrodes into wearables. Some advantages of this approach are that no problems arise from cables hanging from the garment, which could possibly entangle and inhibit movement. In addition, the stigma of using an electrotherapeutic device in daily life is reduced, as it can be worn under everyday clothing. 40
Evaluation methods
Evaluation methods reported in the studies mainly concerned electrical properties or stimulation performance. However, a general problem was identified to be present for most assessed properties. As textile electrodes are still a comparatively small research area, no standardized test methods exist yet. This leads to the results from different studies not being quantitatively comparable, as varying testing parameters were chosen when evaluating the same property. In particular, when testing the electrical impedance, the chosen parameters, such as electrode configuration (two- or three-wire) and frequency, have a significant influence on the impedance value. Thus, even though three of the analyzed studies assessed the impedance, the different electrodes could not be compared quantitatively in this review.
Similar observations could be made for assessing the stimulation performance. Many different aspects were tested, most commonly involving various stimulation thresholds. Related to this, the stimulation comfort is an important facet, which was partly examined in some of the reviewed studies. The term ‘stimulation comfort’ refers to the discomfort or pain perceived during electrical nerve or muscle stimulation. Electrical stimulation parameters are generally dependent on the perceived comfort and the need to remain within a patient’s maximum tolerance level. Hence, stimulation comfort is a critical aspect of electrode performance, as it can determine the level of therapeutic success; however, few of the reviewed studies conducted a detailed evaluation of this dimension and deviating testing parameters were chosen, which again hindered a quantitative comparison of the presented results. In order to contribute to more detailed and standardized investigations of the stimulation performance of textile electrodes, several methods to evaluate electrode-induced pain are proposed in the following sections. Because comfort and pain are subjective concepts, experiences vary between individuals, thereby limiting the possibility of an objective assessment. 98 Nonetheless, various quantitative and qualitative instruments have been developed to assess pain perceptions in different contexts. Examples are questionnaires, different forms of rating scales and interviews. The advantage of quantitative methods is the comparability of the results; however, qualitative methods such as interviews can yield more detailed information and new perspectives to avoid bias. The latter approach may also uncover unanticipated factors, such as electrolyte stickiness or skin irritations, unrelated to the stimulation itself. Both qualitative and quantitative pain evaluation methods can be combined with an assessment of stimulation thresholds, as demonstrated by Zhou et al. 50 Pain questionnaires can be designed in various forms. They can be categorized into unidimensional and multidimensional pain questionnaires, referring to the number of pain dimensions being evaluated. When assessing the pain as an overall feeling, unidimensional pain questionnaires are used, while multidimensional questionnaires address the evaluation of pain divided into perception categories described by pre-defined descriptors. In the following, specific uni- and multidimensional pain questionnaires suitable for the evaluation of stimulation comfort are presented and discussed.
Unidimensional pain questionnaires
Generic unidimensional pain questionnaires are the most frequently used instruments to assess subjective pain intensities. 99 Such questionnaires can be in the form of a visual analog scale (VAS) or a numeric rating scale (NRS), both of which are self-reported. The aim of using unidimensional pain questionnaires is an overall assessment of pain while the details of how the pain feels stay hidden. Thus, the method is faster and less complex than a multidimensional pain assessment, and comparability of overall discomfort and pain perceptions is achieved.
The VAS method assesses pain on a continuous visual scale, which is usually presented as a 10 cm horizontal or vertical line with one end representing ‘no pain’ and the other referring to the ‘worst imaginable pain’ or ‘pain as bad as could be.’ 99 Descriptors or intermediate points should be avoided, as they could lead to the clustering of scores around these points. 100 VAS offers a large number of response categories such that no steps are pre-defined and scores can be viewed as ratio data. The test subject places a mark on the position that best represents their perceived pain intensity. The pain score is then represented by the distance from the ‘no pain’ end to the mark that the subject has set, and the scores can be classified into categories afterwards to summarize the gathered data. 99 However, this approach results in a comparably long evaluation time, as the scores must be measured manually, most commonly with a ruler, and then further classified.
Although VAS is widely used in clinical applications, it must be considered that this instrument is better suited for applications in which higher pain ratings are expected. Less objectivity has been observed in cases of very low ratings, which leads to poor reproducibility. 100 Therefore, VAS might not be the most appropriate instrument for the evaluation of electrical stimulation electrodes, whereby good performance refers to no or very low pain sensations.
An alternative is employing a NRS, as was the case for one of the reviewed studies. 41 Rather than a line, a segmented numeric scale is used whereby 0 denotes ‘no pain’ and the maximum number refers to ‘pain as bad as could be.’ An 11-point scale ranging from 0 to 10 is the most commonly chosen system; however, 21-point and 101-point scales can be found in the literature. 99 The advantages of using a NRS include the relative ease of scoring and administration; however, the responses are limited to a defined number of categories such that the results cannot necessarily be regarded as ratio data, particularly in the case of the 11-point scale. Thus, variations between scores cannot be treated as always corresponding to the same magnitude of pain differentiation.99,100 Nevertheless, the NRS method is accepted as a valid and reliable scale for pain evaluation, and suited for stimulation comfort assessment of textile electrodes.
Multidimensional pain questionnaires
Multidimensional pain questionnaires enable the retrieval of more details than unidimensional scales, as qualitative aspects of pain in the form of descriptive words are reported in addition to quantitative ratings. Different feelings of pain are assessed separately with the aim to compare pain on several levels, and the method being more sensitive to differences in the perceived pain than unidimensional evaluation techniques. Examples of multidimensional questionnaires include the widely used short-form McGill Pain Questionnaire (SF-MPQ) as well as the Transcutaneous Electrostimulation Comfort Questionnaire (TESCQ), which was specifically developed to evaluate the stimulation sensation in TES applications.
The SF-MPQ is a shortened version of the McGill Pain Questionnaire. The long version is the most commonly employed multidimensional pain assessment and evaluates three different aspects of the pain sensation: ‘the sensory intensity, the emotional impact and the cognitive evaluation of pain.’ 101 However, reducing the time needed to fill in the questionnaire is especially important for patients who are in acute pain. The short form still assesses all three dimensions that are addressed in the long form; but, fewer descriptors are used to assess the sensory and affective dimensions. These descriptors are adjectives related to intensity, which are ranked by the patient on a scale comprising 0 = none, 1 = mild, 2 = moderate, 3 = severe. The scores are retrieved by taking the sum of the ranks, which is usually divided into one score for the sensory dimension (i.e. intensity) and another for the affective dimension (i.e. unpleasantness).102,103 Also included in the questionnaire are a six-word verbal descriptor scale and a VAS to assess pain intensity. 104
Lawrence 105 developed a modified version of the SF-MPQ, the so-called TESCQ. This questionnaire assesses 14 different sensations regarding discomfort during TES.21 All of the sensory descriptors from the SF-MPQ are included; however, it comprises additional keywords to describe sensations related to the activation of cutaneous, deep and general sensory receptors, whereas the affective descriptors from the SF-MPQ are not used. In addition, a 10 cm VAS is used to assess discomfort intensity. 105
User compliance
The convenience of a system, especially one developed for home-based therapies, influences the success of the therapy, as it determines how regularly and conscientiously the patient will use the device. 106 However, this issue was only specifically addressed in three of the reviewed studies, in which the usability of the system was qualitatively evaluated by the test subjects.21,41,67
The phenomenon of convenience and user acceptance resulting in regular use of a medical device is generally referred to as user compliance. Discomfort when using the medical device can reduce user compliance. In addition, visual aesthetics have a substantial impact on user acceptance and compliance, as a device’s appearance can induce psychological distress. 106 For example, a dominant or bulky appearance can be perceived as contributing to ‘stigma’ if the device is supposed to be used outside the home, and it is considered better to be able to hide the device, for example, under the patient’s clothing. 40 Other problems affecting user compliance are related to convenience. Movement can result in tangled cables and detached electrodes, thereby reducing users’ acceptance of electrotherapeutic devices. 40 Furthermore, ease of use is important; textile electrodes for home-based therapies should be easy to position without assistance. 21
Wearable electrotherapeutic systems offer several advantages over other forms. The electrode can be fixed in a defined location on a garment, making it easier for patients to use the device without assistance with electrode placement. Furthermore, wearable devices enhance comfort and discretion, and they can be customized to fit the patient’s needs or body shape. 21
Conclusions and future work
Electrostimulation can be used in various applications related to nerve and muscle injuries as well as pain management. Different modalities exist depending on the stimulation parameters and the targeted nerve or muscle. In all applications, surface electrodes are needed to make the connection from the medical instrument to the patient’s body. The most commonly used electrodes are non-polarizable Ag/AgCl electrodes in combination with a hydrogel to improve the skin–electrode contact. However, several problems are related to this type of electrode, most notable among which are that the hydrogel leads to discomfort due to stickiness and can cause contact allergies, skin irritations and reddening. Furthermore, hydrogel electrodes are disposable, which makes a new electrode placement necessary for each treatment session. Therefore, the integration of textile electrodes into wearable TES systems is seen to offer opportunities for enhancing comfort, convenience and ease of use. However, most research conducted on textile-based electrodes thus far has focused on their applications in biosignal monitoring and recording. Therefore, this review aimed to summarize the current state of research on textile electrodes specifically developed for TES and highlight research gaps to be addressed in future work.
It was found that textile electrodes have been produced by various production methods and with different integration levels. Although no dominating method was found in the literature, knitting appears to be a promising solution, as the electrodes and conductive tracks can be seamlessly integrated in a single production step, and the stretchable structure enables the application of additional pressure on the electrodes, thereby enhancing electrode–skin contact. However, limitations to knitted electrodes include excessive pressure causing discomfort to the patient and the electrode’s electrical resistance possibly deteriorating when the knitted fabric gets stretched. For conductive materials, different forms of silver were by far the most commonly chosen conductor. In particular, silver-coated PA yarns from the company Statex (Bremen, Germany) were found to be highly suitable for textile electrodes. The benefits of using silver include its low resistivity and antibacterial properties that can improve hygienic quality for long-term applications. No general rules for electrode size and shape were applied in the reviewed studies; however, it was evinced that smaller electrodes increase selectivity but also decrease stimulation comfort. Specific size values were proposed for TENS electrodes, whereas no recommended dimensions were found for FES and NMES electrodes. In terms of electrolytes, it was found that textile electrodes wetted by using tap water showed a performance comparable to that of conventional electrodes while also eliminating problems related to the use of a hydrogel and were therefore considered a suitable alternative. However, more research is needed on how to retain moisture for a longer period, as wet textile electrodes face the problem of drying-out, which leads to a deterioration in electrode performance.
A systematic limitation found in the reviewed articles was the lack of information regarding the parameters of the developed electrode constructions. Guo et al. 68 also highlighted this gap in their evaluation of the state of research concerning textile electrodes for electromyography (EMG) recording applications. In particular, very limited details of textile parameters were presented, which may be attributable to the fact that half of the reviewed studies were not performed by textile engineers. Therefore, it seems advisable to conduct studies that examine the impacts of specific textile construction parameters on electrode performance.
Depending on the type of study, various approaches were used for the evaluation of the developed fabrics, electrodes and systems. A universal problem of all employed evaluation techniques was the lack of standardized methods, which led to the presented results not being quantitatively comparable. Further, stimulation comfort and user compliance issues were only addressed in a few studies and often assessed rather superficially. Therefore, in this review, methods to evaluate pain and discomfort during stimulation were proposed and factors influencing compliance were presented. It is recommended that future work investigates the impacts of varying electrode parameters on stimulation comfort and user compliance.
Sustainability is another issue that has rarely been addressed in textile electrode research. Sustainability issues are particularly pertinent in the e-textile sector, which involves the integration of various types of materials into a single system, thereby complicating recycling. 107 Among others, important aspects that should be considered include material choice and textile construction in relation to waste production, recyclability and environmental impacts. 108
Footnotes
Data availability
The reviewed literature is available to the scientific community. No further sources than those included in the reference list have been included in the analysis or reporting.
Author contributions
The review of the state-of-the-art literature was mainly conducted by LE. All co-authors equally contributed to the text editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was partly supported by the project ‘Smart sock for integrated control of blood-flow and clot prevention’ (Vinnova 2019-05479) and the Smart Textiles Initiative, University of Borås.