
Abstract
This study employed a self-developed nanofluid/ultrasonic atomization minimal quantity lubrication system. The use of ultrasonic cavitation can effectively improve the accumulation of nanofluids via van der Waals force bonding and enhance their efficiency. This system is a high-speed milling manufacturing innovation in lubrication technology. Two types of nanoparticles (multiwalled carbon nanotubes and MoS2 nanoparticles) were used to facilitate the mixing of nanofluids and their lubrication in the high-speed milling of 7075-T6 aluminum alloy. The surface roughness of each group of experimental results was used as the characteristic index. The surface roughness obtained from the optimization of the experimental results was 0.51 μm, while the worst group, which was based on the original orthogonal table, had a surface roughness of 1.05 μm, demonstrating an improvement of 51.43% in the quality characteristics. Results of comparative experiments demonstrated that using a nanofluid mixed with multiwalled carbon nanotubes and MoS2 nanoparticles exerted better effects on surface roughness, tool wear, and workpiece burrs than using only nanofluids with single nanoparticles. This finding can be attributed to the mixed nanofluid, which simultaneously possesses the good grinding capability of MoS2 and the excellent heat transfer property of multiwalled carbon nanotubes.
Keywords
Introduction
The 7075-T6 aluminum alloy is characterized by its good fatigue resistance, high strength, lightweight nature, and corrosion resistance. This alloy demonstrates good cutting performance and mechanical properties; however, it is a sticky material with poor chip removal performance. If proper lubrication and cooling are not implemented during the cutting process, built-up edges will quickly occur. This process cycle can easily affect the quality of the processed workpiece and tool life. 1
In most traditional cutting processes, a considerable amount of cutting fluid is used for wet lubrication and cooling. However, cooling using a large amount of cutting fluid cannot conventionally eliminate heat accumulation due to high friction during processing. Moreover, disposing waste-cutting fluid is time-consuming and therefore amounts to high production costs. Under the current trend of energy conservation and carbon emission reduction in the global industrial manufacturing environment, some researchers have attempted to use dry cutting as the cutting process, which causes problems such as unstable tool life and unsatisfactory product surface quality.2,3
Based on the aforementioned factors, a new lubrication method, namely, minimal quantity lubrication (MQL), was developed. MQL involves mixing a minimal amount of cutting fluid with high-pressure air and spraying it directly into the cutting area for cooling and lubrication. Compared with wet cutting, cutting fluid is as high as several liters to tens of liters per minute (L/min). By contrast, the MQL cutting fluid is typically several milliliters to tens of milliliters per hour (mL/h).4,5
Nanoparticles are added to traditional working fluids to further improve the benefits of MQL, thereby creating stable suspensions called nanofluids. Several ongoing studies on nanofluids have found that nanoparticles can be directly used to enhance the thermal conductivity of fluids. Furthermore, nanoparticles can be used as excellent heat transfer fluids. The thermal conductivity of nanofluids can be notably improved because of the sizable solid–liquid contact area and the substantially higher thermal conductivity coefficient of solid particles than that of liquids.6,7 Numerous research results on the use of nanofluids in cutting fluid lubrication have demonstrated their suitability for various precision machining methods.8,9
The use of nanoparticles has gradually increased in recent years. The specific surface area of nanoparticles is considerably greater than that of bulk materials; therefore, their reactivity and physical properties are remarkably better than those of bulk materials, which increases their applicability in various fields. However, with a gradual reduction in the size of nanoparticles, their van der Waals forces become increasingly strong, making them prone to aggregation and thereby affecting the efficiency and stability of nanofluids. A self-developed ultrasonic atomization MQL system was used in this study to facilitate the stable preparation and even dispersion of nanofluids during long-term use. Ultrasonic waves cause cavitation, break up agglomerated nanoparticles, and produce high-frequency vibrations to atomize cutting fluids. The even dispersion of nanoparticles in these fluids can reduce the agglomeration phenomenon when using nanofluids.10,11
Numerous studies have been conducted on the application of nanoparticles, such as multiwalled carbon nanotubes (MWCNTs) and MoS2 nanoparticles, in precision machining lubrication. However, only few studies have been conducted on the mixing of these two types of nanoparticles for lubrication. Nanofluids containing MWCNTs have excellent thermal conductivity, while nanofluids containing MoS2 nanoparticles form a wear-resistant protective film layer that lubricates the surface of a workpiece, resulting in an optimal grinding effect. Therefore, the lubrication effect of nanofluids mixed with these two types of nanoparticles should be further investigated. This study uses the self-developed ultrasonic atomization MQL system to address the agglomeration phenomenon caused by nanofluids and improve the efficiency of nanofluid use.
Experimental equipment and experimental design
Nanofluid preparation
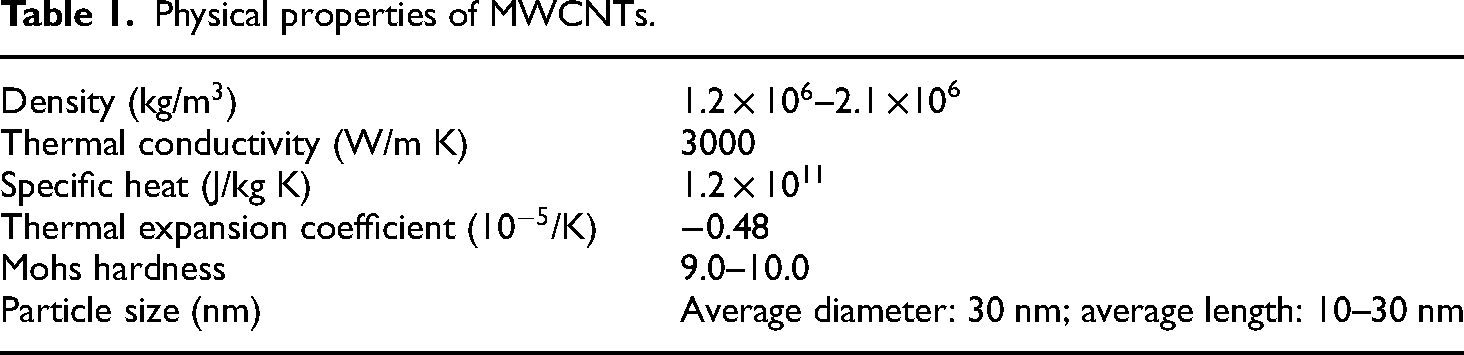
The nanofluid in the proposed ultrasonic atomization MQL system was prepared using a Castrol HYSOL GS-J water-based cutting liquid as the base solution in conjunction with two types of nanoparticles: MWCNTs and MoS2 nanoparticles. The concentration of the nanofluid was calculated using (1) and expressed in mass fraction (wt%):

Physical properties of MWCNTs.
MoS2 nanoparticles are porous, wear resistant, and potentially highly elastic. These properties endow MoS2 nanoparticles with high resilience under a particular load. MoS2 nanoparticles can roll between the tool and the workpiece for grinding. In addition, MoS2 nanoparticles exhibit filling and polishing effects, and relevant studies have shown that they can achieve good surface roughness for processing. Table 2 lists the physical properties of MoS2. Relevant research results have indicated that nanofluids mixed with MWCNTs and MoS2 exhibit a remarkable lubrication effect.13–15
Physical properties of MoS2.

Before using CNTs, strong acids such as sulfuric acid and nitric acid must be used to destroy their structure and chemically modify them. This step aims to change the surface structure and state of carbon nanotubes. CNTs contain many impurities, such as graphite and other contaminants, which affect their quality. Moreover, they are difficult to disperse during use. Chemically modifying CNTs can improve their surface properties. In addition, CNTs have a strong van der Waals force, resulting in their easy entanglement and agglomeration, thereby complicating their uniform dispersion in nanofluids. Consequently, CNTs cannot exhibit their nanoscale properties, making their dispersion difficult during use. Therefore, the dispersion of CNTs can be further improved via chemical modification. The modification steps are shown in Figure 1. Furthermore, the preparation of different types of nanofluids is shown in Figure 2.

Flow chart for MWCNT modification.
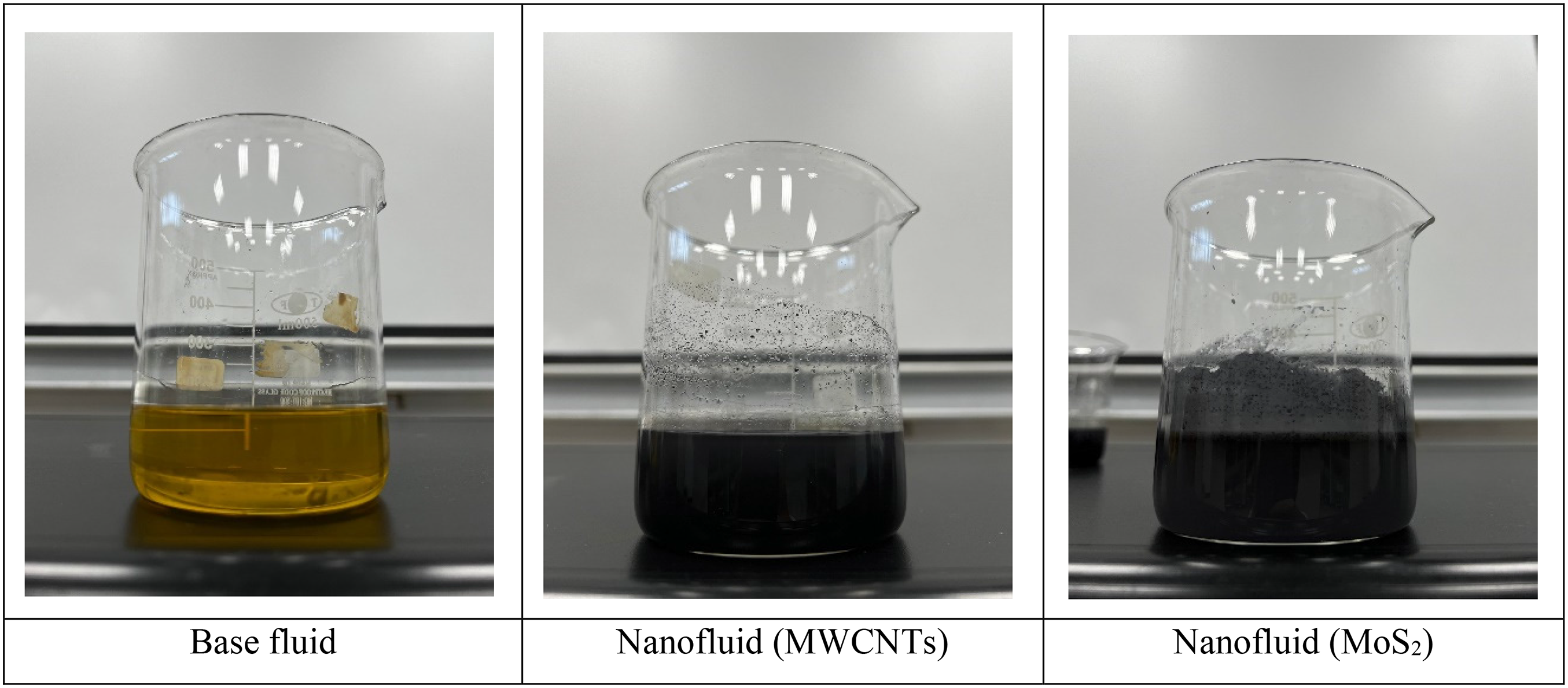
Base fluid and different types of nanofluids.
Development of ultrasonic atomization
MQL system
The ultrasonic atomization MQL system used in this study is a self-developed system. After continuous improvement and refinement, the efficacy of this system was verified in related precision manufacturing fields, thereby effectively promoting the use of nanofluids.16,17 This system uses a piezoelectric ceramic chip (WB202401S; oscillation frequency = 2.5 MHz; Huibo International) and an ultrasonic drive module (WB-P2424C). This ultrasonic driving module is used to apply a DC voltage to the electrode of a piezoelectric ceramic chip (PZT). A high-frequency vibration occurs along the thickness direction through the piezoelectric ceramic sheet (PZT) that generates the piezoelectric inverse effect, and the vibration energy is transferred to the nanofluid. Based on the cavitation principle and the characteristics of ultrasonic waves, high-intensity shock waves are generated on the surface of the nanofluid, causing the atomization of the nanofluid into tiny particles. After the fluid is atomized in the spray chamber, the atomized particles are removed from the spray chamber using low-pressure air and transported to the nozzle end through the duct. Finally, high-pressure air is applied to the nozzle end to accelerate the atomized particles to the milling process area (Figure 3).

Ultrasonic atomization MQL system. (a) Entity diagram of the equipment of the ultrasonic atomization MQL system. (b) Schematic of the equipment of the ultrasonic atomization MQL system.
A van der Waals force is generated between nanoparticles owing to their small size effect, causing their agglomeration in fluids. Therefore, the ultrasonic atomization MQL system was employed in this study to disperse nanofluids using the cavitation effect of ultrasonic waves and then compared with an air atomization MQL system. In the production of the test piece, two types of nanoparticles and two lubrication systems were sprayed onto glass slides using the same lubrication parameters. The dispersion of MWCNTs and MoS2 nanoparticles was observed using a transmission electron microscope at the same magnification (Figure 4). Notably, these nanoparticles did not agglomerate in the nanofluid subjected to ultrasonic oscillations, while they severely agglomerated in the nanofluid not subjected to without ultrasonic oscillations. These results confirm that the ultrasonic atomization MQL system can address the problem of nanofluid aggregation.
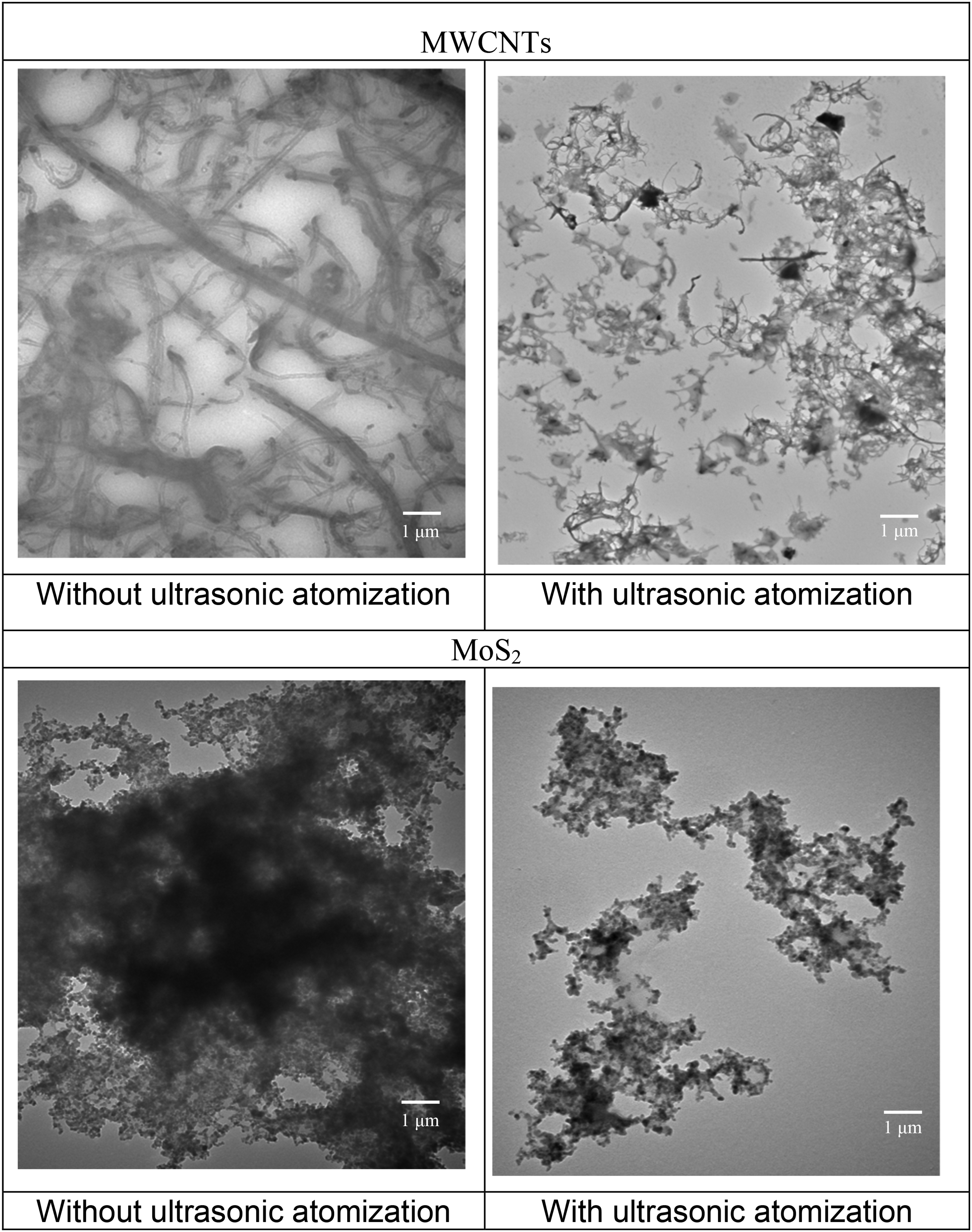
Comparison of the dispersibility of nanofluids.
Experimental setup
A high-speed milling computer numerical control canter processing machine (TC-50; L.K. Machinery Corp.) was used in this study for conducting high-speed milling experiments. The controller comprised a SINUMERIK 820D (Siemens AG) and a direct-connected spindle with a maximum speed of 20,000 rpm. The lubrication devices were the MQL system (Accu-Lube 9722B) and the ultrasonic atomization MQL system. Compressed air delivered the nanofluid to the milling area as air mist. Figure 5 illustrates the experimental setup used in this study.

Experimental setup.
The surface roughness of the workpiece after machining was measured using a Mitutoyo SJ-210 surface roughness tester with a roughness parameter of Ra, a cutoff length of 0.8 mm, and a sampling length of 4.0 mm. The tool wear and workpiece burr comparison parts were observed via scanning electron microscopy (SEM; Hitachi S3000N). The cutting tools (HKF UF-440) were double-edge end mills (diameter, 3 mm). The material used in this study was 7075-T6 aluminum alloy comprising Zn (5.1%–6.1%), Mg (2.1%–2.9%), Cu (1.2%–2.0%), Si (0.40%), Fe (0.5%), Cr (0.18%–0.28%), Mn (0.30%), and Ti (0.2%). Young's modulus of this alloy is 71.7 GPa, while its tensile strength is 572 MPa. Moreover, this alloy exhibits good fatigue strength and is widely used in the aerospace industry. The size of the workpiece was 15 mm × 50 mm × 50 mm. The experimental milling condition was slot milling. Each milling depth was 1 mm and was divided into five layers, with each layer comprising a total of nine cuts. The total length of each group of experimental millings was 2250 mm.
Figure 6 shows the overall research structure of this study. Taguchi methods are the most widely applied robust design methods in the planning of process parameters because they reveal the effects of various combinations of parameters on a relevant single-quality characteristic. The effectiveness of these methods has been highlighted in many related studies.18,19 Herein, combinations of parameters for experimental high-speed milling were assessed using the Taguchi L18 (21 × 37) orthogonal array (OA) using surface roughness as a single-quality characteristic. The surface roughness was measured using a Mitutoyo SJ-210 roughness meter to measure the average roughness (Ra). The cutoff length and measurement length (evaluation length) were 0.8 and 4 mm, respectively, and the Ra calculation method was similar to (2). Small values of these parameters were highly favorable. Therefore, the optimization of the high-speed milling parameters was considered as a static problem with smaller-the-better signal-to-noise (S/N) ratios, expressed as follows:


Flow chart of the overall research structure.
The quality characteristics that were optimized (minimized) in this study were high-speed milling 7075-T6 aluminum alloy with high surface roughness; the smaller these characteristics, the better. An L18 (21 × 37) OA was used to obtain the surface roughness design parameters. The eight control factors were as follows: nozzle angle (°), spindle speed (rpm), feed rate (mm/tooth), nozzle distance (mm), atomization (mL/h), air pressure (bar), MWCNT:MoS2 ratio, and nanofluid density (wt%). The number of revolutions was selected in accordance with the range of courses and the cutting speed recommended in the technical manual provided by the tool manufacturer (HKF). 20 Various combinations of the experimental parameters were also used to determine the maximum S/N. The following parameters were fixed: axial cutting depth = 1 mm and cutting length = 2250 mm. Table 3 lists the control factors and levels, while Figure 7 shows a schematic of the nozzle distance and ejection angle.

Schematic of the nozzle distance and ejection angle.
Design parameters and levels.

The Taguchi method is a robust design approach that employs statistical and experimental design concepts. Furthermore, OA enables the analysis of numerous design variables with a small number of experiments. As a fractional factorial matrix, the OA ensures a balanced comparison of levels of any factor or interactions of factors. Using an OA to collect appropriate data for the high-speed milling of 7075-T6 aluminum alloys can reduce development and manufacturing costs. In this study, for each quality characteristic given by eight control factors, if the Taguchi method is not used for experimental data collection, the number of complete factorial experiments is 4374 (=2 × 37). However, using the L18 (21 × 37) OA, only 18 experiments are required to collect the appropriate data for each quality characteristic.
Results and discussion
Table 4 shows the experimental results and S/N values of each group of optimized surface roughness experiments. Table 5 and Figure 8 present the surface roughness S/N factor response table and graph, respectively. Among the 18 groups of experiments, the results of the surface roughness experiment in Group 16 were the best. The factor arrays for Group 16 were as follows: A2 nozzle angle (45°), B3 spindle speed (6000 rpm), C1 feed rate (0.06 mm/tooth), D3 nozzle distance (40 mm), E2 atomization (25 mL/h), F3 air pressure (6 bar), G1 MWCNTs:MoS2 (1:1), and H2 nanofluid density (0.5 wt%).

Response plot for surface roughness.
Quality characteristic results for surface roughness.

Response table for surface roughness.

The optimized parameter combination was not included in the original experimental group. Therefore, a verification experiment was required to confirm the accuracy of the factors. The process parameters optimized after optimization were as follows: A2 nozzle angle, 45°; B2 spindle speed, 5000 rpm; C2 feed rate, 0.09 mm/tooth; D3 nozzle distance, 40 mm; E2 atomization, 25 mL/h; F2 air pressure, 5 bar; G1 MWCNT:MoS2 ratio, 1:1; and H1 nanofluid density, 0.25 wt%. The experimental results were thus confirmed. As shown in Table 6, the optimized surface roughness was 0.51 μm, which was 0.03 μm better than the experimental value of the original experimental group (Group 16; 0.54 μm).
Optimization results for surface roughness.
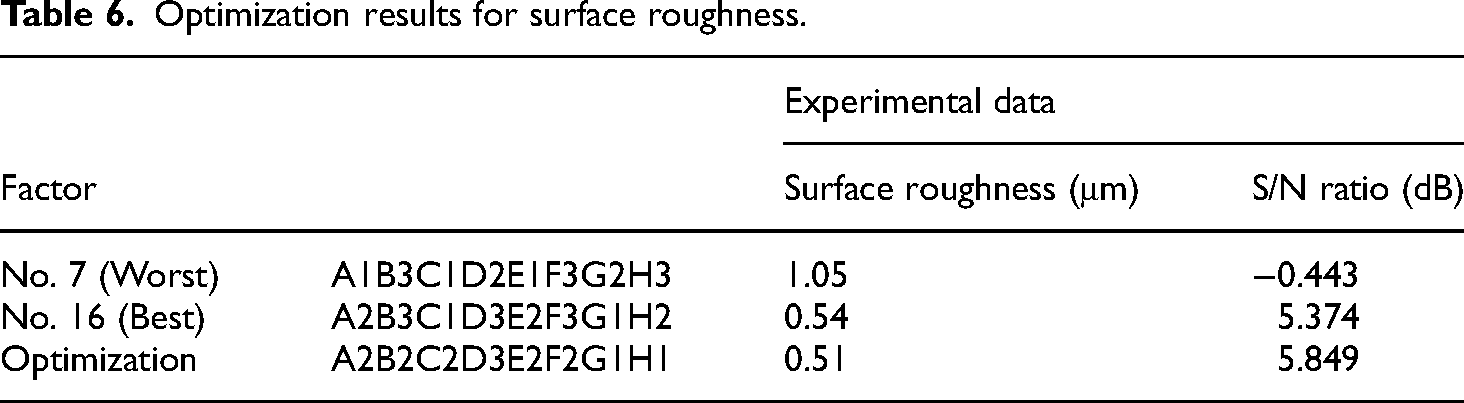
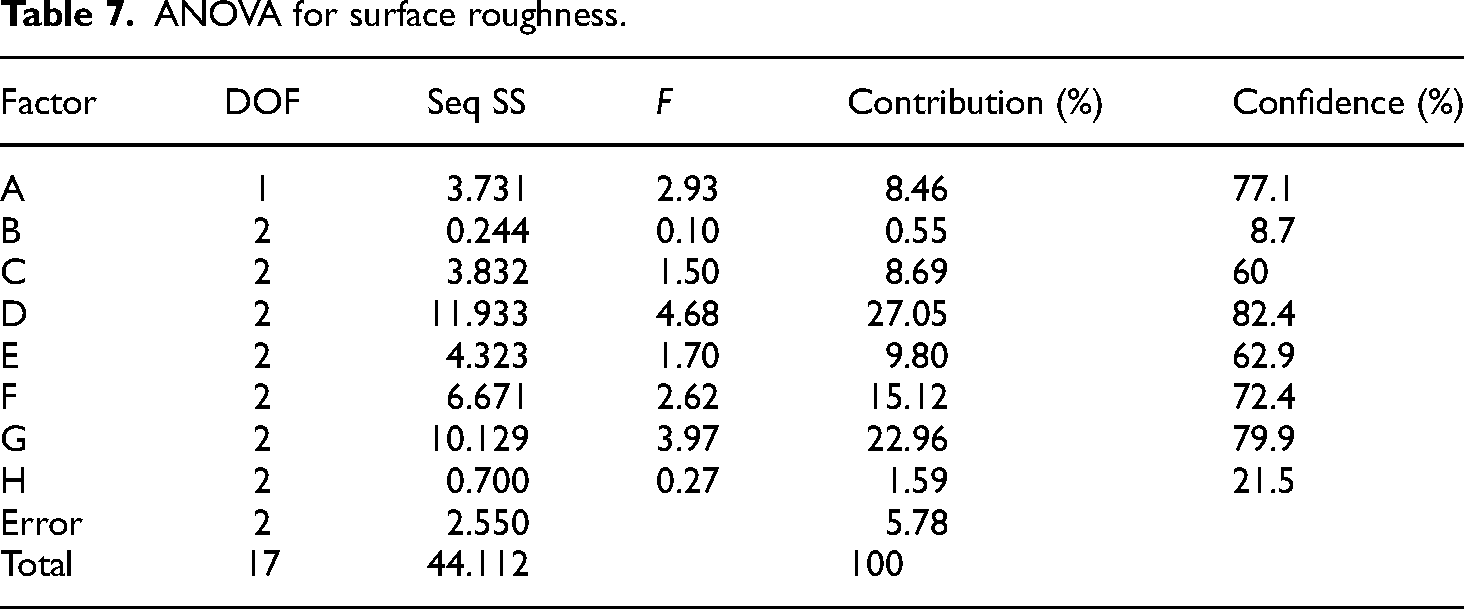
Table 7 presents the results of the variance analysis. The analysis results indicated that the D-factor nozzle distance provided the most influential contribution among the eight factors at 27.05%, followed by the contributions of the G-factor MWCNT:MoS2 ratio (22.96%), the F-factor air pressure (15.12%), the E-factor atomization (9.80%), the C-factor feed rate (8.69%), and the factor nozzle angle (8.46%). Among them, the B-factor spindle speed and H-factor nanofluid density had the least substantial effects on the contribution of the optimized surface roughness. The contribution of H to the nanofluid density was only 1.59%. However, the S/N factor response tables revealed that the lowest level number at Level 1 (0.25 wt%) had the highest factor response value, while the highest level number at Level 3 (1.0wt%) had the lowest factor response value. Notably, the use of a low nanofluid density (wt%) improved the surface roughness. An appropriate nanofluid density (wt%) can further reduce manufacturing costs. Compared with the nanofluid density (wt%), the G-factor MWCNT:MoS2 mixing ratio exerted the most substantial impact on surface roughness. Therefore, this study compared single- and mixed-nanoparticle fluids.
ANOVA for surface roughness.
Comparison of single- and mixed-nanoparticle fluids
This section describes the optimization of the cutting parameters using the quality objectives obtained from the optimization experiment results. The total milling length of each group of lubrication methods was 2250 mm.
Surface roughness comparison
Table 8 and Figure 9 present a comparison of the experimental results for the surface roughness of single- and mixed-nanoparticle fluids.
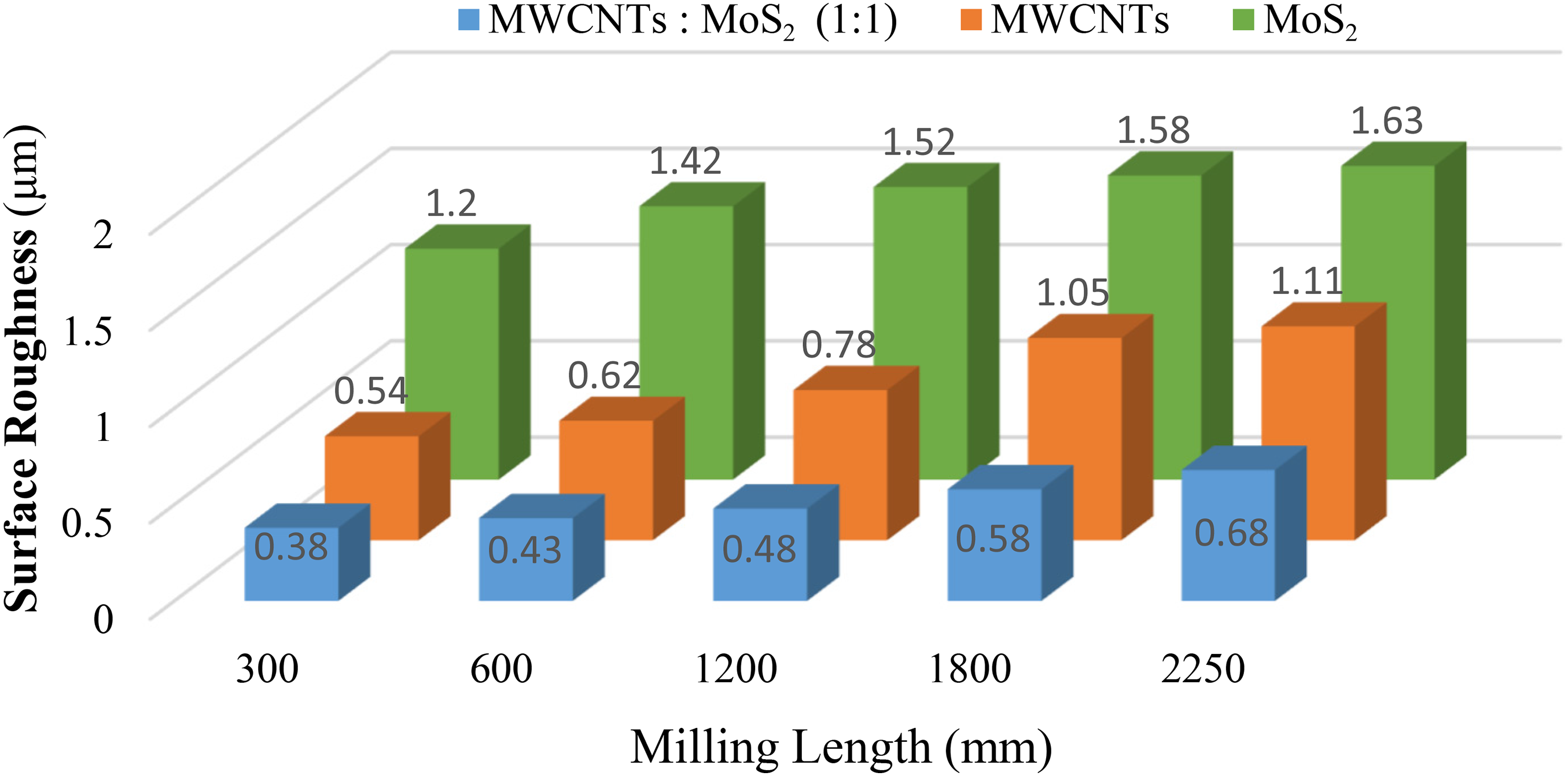
Comparison of the surface roughness of single- and mixed-nanoparticle nanofluids.
High-speed milling surface roughness comparison using various lubrication methods.
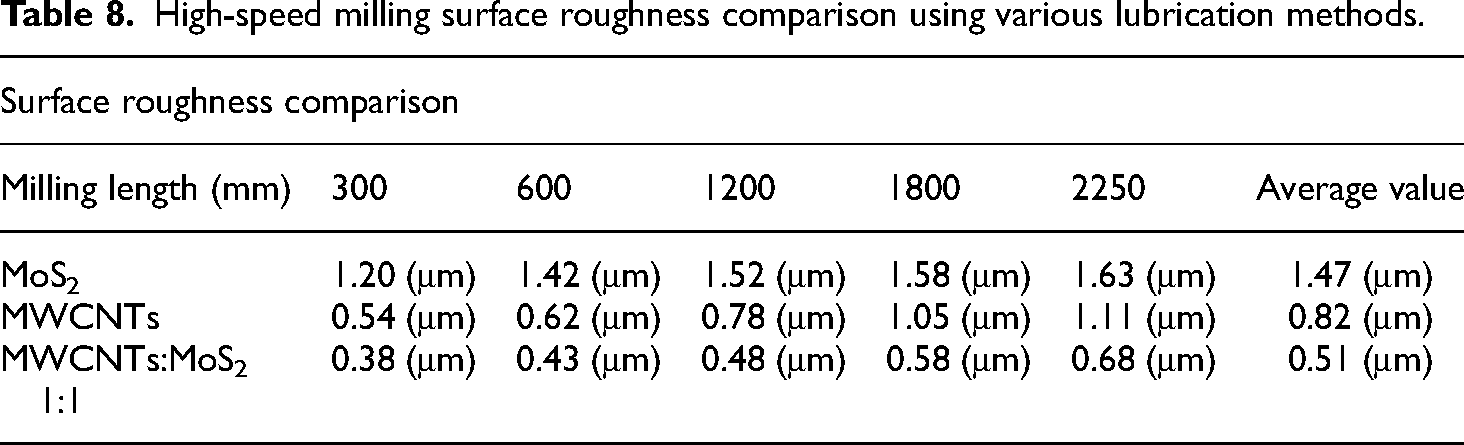
After comparing three nanofluid lubrication methods, the average surface roughness after milling a total length of 2250 mm for the nanofluid using MoS2 nanoparticles was 1.47 μm, which was the lowest. The second highest was that for the nanofluid using MWCNTs, which was 0.82 μm. The nanofluid with a mixture of MWCNTs and MoS2 nanoparticles in a ratio of 1:1 had an average surface roughness of 0.51 μm, which was the highest among those of the three nanofluids.
The entry of nanoparticles into the surface of a tool and workpiece further enhances the lubricity of the friction surface and improves the surface quality of the workpiece. This phenomenon is called the “mending effect”.21,22 MoS2 is a porous and highly elastic solid with a spherical nanoparticle shape. The solid spherical surface has a wear-resistant protective film layer that can be lubricated on the workpiece surface at high temperatures and pressures. However, rolling indentations remain on the workpiece surface during the grinding process because of the force of tool cutting and extrusion, resulting in poor surface roughness. 23 Furthermore, MWCNTs are multilayered concentric tube structures that can produce appropriate elastic deformation when compressed during lubrication, thereby reducing damage to the workpiece surface. These nanotubes also exhibit excellent vertical and high thermal conductivities, substantially improving the thermal conductivity of lubricating liquids. The cutting temperature of the tool and the workpiece can be reduced when using the MWCNT nanofluid, improving the cutting performance and resulting in better surface roughness than that obtained using the MoS2 nanofluid.24,25
Herein, using a nanofluid mixed with MWCNTs and MoS2 nanoparticles in a ratio of 1:1 combined the advantages of the two nanoparticles and drastically improved the surface roughness of the workpiece surface. MoS2 left indentations on the workpiece surface during the rolling process, and it exhibited filling and polishing effects. Furthermore, MWCNTs emerged during the rolling process. The tubular hollow structure and high thermal conductivity of MWCNTs helped reduce the pressure of MoS2 on the workpiece surface, minimize damage to the workpiece surface, and improve the liquid thermal conductivity. This combination of the two nanoparticles allowed obtaining the best surface roughness.
Tool wear comparison
This section presents a comparison of the use of different nanoparticle nanofluids for lubrication during tool wear. SEM was used to observe various lubrication modes of flank wear. The tool can develop varying amounts of materials in a high-speed milling process, sticking to the cutting edge. Stickier materials indicate a poorer lubrication effect. Moreover, the adherence of an excessive amount of material to the tool covers the tool edge and changes its geometry, thereby affecting the cutting outcome and causing accelerated tool wear. This phenomenon is called BUE. 26 In addition, a substantial amount of heat is generated during milling owing to plastic deformation of the material caused by shear stress reduction. The tool temperature gradually increases with cutting time.
Figure 10 shows the results of the comparative experiment on flank wear. Figure 10(a) shows the imaged of the original tool, while Figure 10(b) shows the image of this tool after the use of the MoS2 nanofluid. Furthermore, Figure 10(c) shows the image of the tool after the use of the MWCNT nanofluid, while Figure 10(d) shows the image of the nanofluid after the use of the nanofluid with a mixture of MWCNTs and MoS2 nanoparticles in a ratio of 1:1. Based on the adhesion area of the tool, the use of the MoS2 nanofluid resulted in the largest adhesion area, followed by the use of the MWCNT nanofluid. Finally, the use of the nanofluid with a mixture of MWCNTs and MoS2 nanoparticles in a ratio of 1:1 resulted in the smallest adhesion area. These results can be attributed to the use of MWCNT nanoparticles, which have exceptionally high heat transfer properties and can effectively reduce the temperature of the cutting zone.

High-speed milling tool wear caused by various lubrication methods. (a) Original tool. (b) Nanofluid (MoS2). (c) Nanofluid (MWCNTs). (d) Nanofluid (MWCNTs:MoS2, 1:1).
Furthermore, MoS2 nanoparticles can roll at the interface between the tool and workpiece to improve the quality of the machined surface. However, when MoS2 nanoparticles are used alone, their heat transfer properties are not as good as those of MWCNTs, resulting in their inability to reduce heat in the cutting zone and increasing the extent of material adhesion. Therefore, using nanofluids mixed with the aforementioned two types of nanoparticles results in excellent heat dissipation and reduction of friction on the machining surface.
Burr comparison
SEM was used to observe and compare the generation of burrs in workpiece milling using various nanofluid lubrication methods. As shown in Figure 11, the shooting positions are the entrance and top burrs. Figure 12 shows the entry burr condition of the workpiece after actual milling. The top burr condition of the workpiece is presented in Figure 13. The comparison results revealed that the entrance and top burrs of the nanofluids formed using a mixture of MWCNTs and MoS2 nanoparticles were better than those of the other two single-nanoparticle nanofluids. This result can be attributed to the excellent thermal conductivity of MWCNTs and the good grinding capability of MoS2 nanoparticles. Therefore, the smallest number of burrs was generated. This performance was followed by that of the MWCNT nanofluid. The excellent heat transfer properties of MWCNTs contributed to the effective heat reduction in the cutting zone to achieve a cooling effect. Furthermore, the nanoparticles of the MoS2 nanofluid could roll at the interface between the tool and workpiece, thereby improving the quality of the machined surface. However, an excessive amount of the material adhered to the device during the milling process, causing the cutting edge to fail in performing its cutting effect and rapidly damaging the machined surface. In addition, MoS2's lack of an excellent heat transfer property similar to that of MWCNTs resulted in the largest burr generation area.
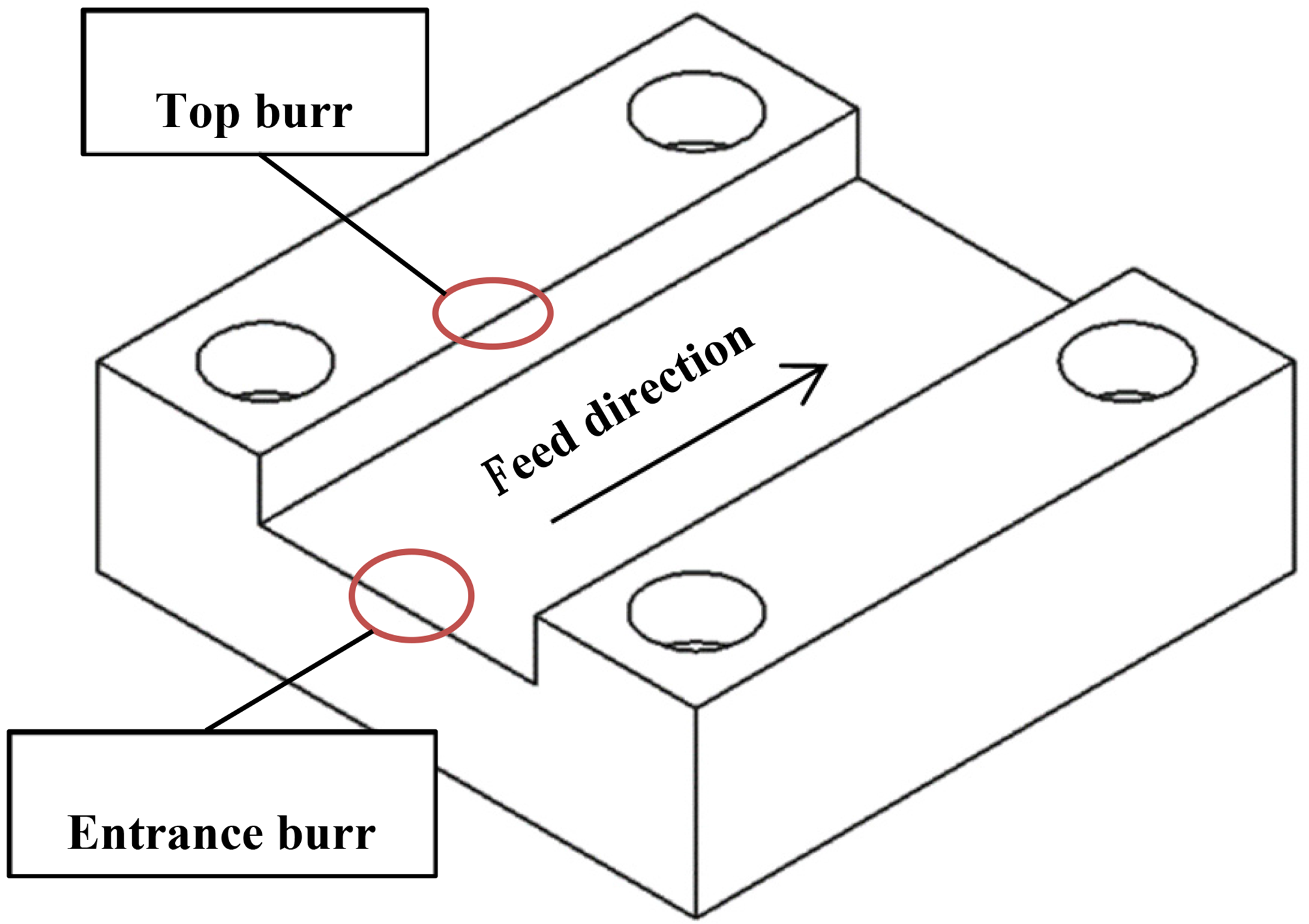
Schematic diagram of the shooting of high-speed milling burr.

High-speed milling entrance burr caused by various lubrication methods. (a) Nanofluid (MWCNTs: MoS2, 1:1). (b) Nanofluid (MWCNTs). (c) Nanofluid (MoS2).

High-speed milling top burr caused by various lubrication methods. (a) Nanofluid (MWCNTs:MoS2, 1:1). (b) Nanofluid (MWCNTs). (c) Nanofluid (MoS2).
Conclusions
Concluding remarks
The following three conclusions can be drawn from the results of this study:
A robust process design was employed to optimize the parameter combination. The parameters included A2 nozzle angle (45°), B2 spindle speed (5000 rpm), C2 feed rate (0.09 mm/tooth), D3 nozzle distance (40 mm), E2 atomization (25 mL/h), F2 air pressure (5 bar), G1 MWCNTs:MoS2 (1:1), and H1 nanofluid density (0.25wt%). The best surface roughness obtained was 0.51 μm, which was the lowest among the obtained orthogonal tables. Compared with that of the seventh group at 1.05 μm, the quality characteristics could be improved by 51.43%. The quality characteristics could be improved by 5.56% compared with the worst group, which was 0.54 μm in the 16th group in the original orthogonal table. The comparison results of surface roughness using different nanoparticles and nanofluids for lubrication indicated the following. The average surface roughness of the nanofluids with a mixture of MWCNTs and MoS2 nanoparticles in a ratio of 1:1 was 0.51 μm, that of the nanofluid with MoS2 nanoparticles was 1.47 μm, and that of the nanofluid with MWCNTs was 0.82 μm. The mixed-nanoparticle nanofluids improved the surface roughness by 65.3% and 37.8% compared with those of the other two single-nanoparticle nanofluids. The use of different nanoparticle nanofluids for the lubrication of tool wear and workpiece burr was investigated. The use of nanofluids containing MWCNTs and MoS2 nanoparticles in a ratio of 1:1 was compared with the use of the MoS2 and MWCNT nanofluids separately. Compared with the two single-nanoparticle nanofluids, the use of the mixed-nanoparticle nanofluid substantially reduced tool wear and workpiece burr. Notably, the hybrid nanoparticle nanofluid provided excellent lubrication during high-speed milling, effectively improving the quality and efficiency of such milling.
Future works
MWCNTs and MoS2 nanoparticles were the only two types of nanoparticles used in this study. The use of different nanoparticles, such as Al2O3, TiO2, diamond, and graphene nanoparticles, can be investigated in the future. Additional comparisons can be made with MWCNTs and MoS2 to determine the best nanoparticles to be used with nanofluids. In addition, related research on the benefits of using nanofluid lubrication can be conducted on other high-speed milling targets, such as high-speed milling force and temperature.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by the National Science and Technology Council, Taiwan, R.O.C., under Grants NSTC 113-2221-E-020 -016 -MY2. This study was also supported in part by NPUST-KMU joint research project (NPUST-KMU-112-P009).